STpalm (07.04x)
Data collector
General Data Protection Regulation (GDPR)
This product offers the possibility to process personal identifiable information such as system user name, role and IP-address. The purpose of this processing capability could be to enhance quality control through traceability and proper access management.
If you decide to process personal data you need to be aware of and comply with relevant personal data protection rules, including, in the EU the GDPR as well as other applicable laws, directives and regulations. Atlas Copco can in no way be held liable for any use made by you of the product.
Introduction
About Configuration Manual
The Configuration Manual contains information on how to set up and configure the device. This manual is not intended to replace the training and expertise of the end-user.
Before beginning the installation or configuration process make sure to inspect all components and accessories. Contact Atlas Copco Customer Center if there are any missing or damaged items.
Revision history
Software version | Change |
|---|---|
07.04x | - |
07.03x | - |
07.02x | - |
07.01x | - |
07.00x |
|
06.03x |
|
06.02x |
|
06.01x |
|
6.00x |
|
04.05x |
|
04.04x |
|
04.03x |
|
04.02x |
|
04.01x |
|
04.00x |
|
03.01x |
|
03.00x |
|
Getting started
Starting
After switching on the device, the following is displayed:

A | Language icon | B | Login dialog box |
C | Reference firmware version |
Starting the device
In the Username box, type the username.
In the Password box, type the password.
Tap Login.
Selecting the language
Tap Language icon. The following options are available:
German.
English.
French.
Italian.
Swedish.
Czech.
Spanish.
Hungarian.
Chinese.
Japanese.
Polish.
Portuguese.
Rumanian.
Slovak.
Tap the necessary language.
Shutting down the STpalm
From the Login page:
In the Login page, tap Exit.
In the Exit STpalm window, tap OK.
From a page of the application:
In the Toolbar, tap the Menu icon (
 ). Then select Logout.
). Then select Logout.In the User logout window, tap OK.
In the Login page, tap Exit.
In the Exit STpalm window, tap OK.
Features
Home
After starting STpalm, the following Home page is displayed:

A | Header | B | Toolbar |
C | Barcode button |
Date and time (
 ): it is associated to the date and time of the operating system.
): it is associated to the date and time of the operating system.STwrench connection icon (
 ): it is displayed when the STpalm is connected to the STwrench.
): it is displayed when the STpalm is connected to the STwrench.
The toolbar provides the following functionality:
Menu icon (
 ): it lists all of the available features of STpalm. The menu icon is always available on the toolbar, regardless of the selected feature.
): it lists all of the available features of STpalm. The menu icon is always available on the toolbar, regardless of the selected feature.Barcode button (
 ): allows to scan a barcode to search the corresponding inspection(s) (Tool, Joint or Part inspections) on the measuring device. If the search finds a single inspection, it is automatically run; if the search finds multiple inspections with the same barcode identifier, run the inspection of interest from the list.
): allows to scan a barcode to search the corresponding inspection(s) (Tool, Joint or Part inspections) on the measuring device. If the search finds a single inspection, it is automatically run; if the search finds multiple inspections with the same barcode identifier, run the inspection of interest from the list.
The barcode button is displayed only if enabled external software.
Below the Menu items are listed:
Home: it allows to get back to the Home page (for more information, see “Home”).
Route: it allows to open the Route page (for more information, see “Route”).
Results: it allows to open the Results page (for more information, see “Results").
Joints: it allows to open the Joints page (for more information, see “Joints”).
Measuring devices: it allows to open the Measuring devices page (for more information, see “Measuring devices”).
Parts: it allows to open the Parts page (for more information, see “Parts”).
Controllers: it allows to open the Controllers page (for more information, see “Controllers”).
Configuration: it allows to open the Configuration page (for more information, see “Configuration”).
Links: it allows to open the Links page (for more information, see "Links").
Logout: it allows to shut down the application (for more information, see "Shutting down the STpalm").
Route
The route is a set of tests to run.
The device can store up to 100 routes into its memory. Each route can include up to 500 Inspections.
Tap the Menu icon () in the Home page. Then, select Route from the Menu list.
The following is displayed:
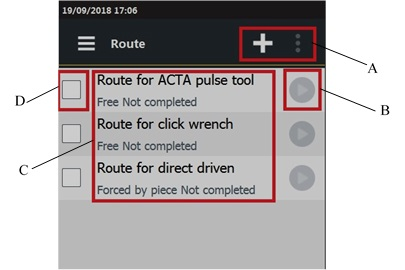
A | Command buttons | B | Play button |
C | List of Routes | D | Route check box |
In each row, the following information are shown:
Name: it is assigned when the route is created. For more information about how to edit the Route name, see “Editing the Route name".
Sequence: it can be either "Free" or "Forced by piece", depending on the way the inspections configured in the Route are run.
Status: it can be either “Completed” or “Not completed” depending on the status of the route.
Play: icon to run the inspection. If the icon is unavailable, no inspection is available.
Scanning a barcode
In the Route page, tap the More options icon ( ). Then, select Scan.
). Then, select Scan.
The SCAN button allows to scan a barcode to find the corresponding inspection(s) (Tool, Joint or Part inspections) remotely.
If the remote search finds a single inspection, a Route with the name of the barcode identifier is created and the inspection is automatically run.
If the remote search finds multiple inspections with the same barcode identifier, a Route with the name of the barcode identifier is created and the inspection of interest can be run from the list.
The measuring device stores only the latest Route created scanning a barcode identifier, the previous one is deleted from the device memory.
During the synchronization with an external software, a popup message informing of the ongoing synchronization might be displayed.
Deleting a Route
In the Route page, select a check box near the name of the route to delete.
In the upper-right corner of the Toolbar, tap the More options icon (
). Then, select Delete.In the Confirmation required window, tap OK.
Resetting a Route
In the Route page, select a check box near the name of the route to delete.
In the upper-right corner of the Toolbar, tap the More options icon (
). Then, select Reset.In the Confirmation required window, tap OK.

By resetting a route, the status of the route becomes "Not completed" and it is possible to run it again.
The results saved before the reset are not deleted.
Editing a Route
From the Route page, tap an existing route.
The following is displayed:

A
Barcode button
B
Command button
C
Categories
D
Play button
E
Inspections
F
Search button
In the Edit route page, edit the Route parameters according to customer needs.
In the General category are displayed the parameters of the route.
In the Inspections category, it is possible to delete the inspections linked to the route.On the upper-right corner of the Edit route page, tap the Save icon (
 ).
).The Save icon is available after one item has been edited.
When enabled by external software, the Barcode button (
) allows to scan a barcode to search the corresponding inspection(s) inside the Route. If the search finds a single inspection, it is automatically run; if the search finds multiple inspections with the same barcode identifier, run the inspection of interest from the list.The Barcode button is available only for Free routes.
Running a free Route
Connect the device to the necessary measuring device (for more information, see “Measuring devices”).
Tap the route name or the Run icon to run the route.
In the Edit Route page - Inspection category, tap Play in correspondence of the inspection to be run (for more information, see “Inspections”).
If necessary, in the Edit Route page - General category, edit the route parameters according to customer needs (for more information, see “Editing a Route”).
The status of all the inspections, except ISO 5393, can be: To do, Partial, OK, or NOK.
The status of the inspections ISO 5393 can be: To do, Partial, or Completed.
Running a force by piece Route
Connect the device to the necessary measuring device (for more information, see “Measuring devices”).
In the Route page, tap Play in correspondence of the enabled inspection.
Navigating a forced by piece Route
From the measurement screen, it possible to navigate the inspections of a forced by piece route.
On the upper-right corner of the Instruction page tap the More options icon (
).Tap on Next or Back to switch to the next or previous inspection; tap on Resume to return to the current inspection run.
To skip a measure (when enabled by external software):
tap on the More options icon (
) and then on Skip.from the Inspection category of the Edit route pag, tap on the More options icon (
) and then on Skip.
If a measure of a forced by piece route is skipped, it is not possible to run it later.
Running a forced by inspection route
Connect the device to the necessary measuring device (for more information, see “Measuring devices”).
In the Route page, tap Play in correspondence of the enabled inspection.
Navigating a forced by inspection route
From the measurement screen, it possible to navigate the inspections of a forced by inspection route.
On the upper-right corner of the Instruction page tap the More options icon (
).Tap on Next or Back to switch to the next or previous inspection; tap on Resume to return to the current inspection run.
To skip a measure (when enabled by external software):
tap on the More options icon (
) and then on Skip.from the Inspection category of the Edit route pag, tap on the More options icon (
) and then on Skip.
If an inspection of a forced by inspection route is skipped, it is not possible to run it later.
Searching a Route
From the Menu, select Routes.
Above the list of Routes, tap the Search icon (
 ).
).In Search text box, type the string to search.
Partial matching is supported: routes whose name, sequence or status match the text string are shown.
To reset the typed string, tap the Reset icon ( ).
).
To exit the search function, tap the Left arrow icon ( ).
).
Searching in a route
From the Menu, select Routes.
Tap on a Route from the list of Routes.
Above the list of Inspections of the Route, tap the Search icon (
).In Search text box, type the string to search.
Partial matching is supported: inspections whose status, inspection name, type, location, tool ID, part/joint name, part/joint identifier or tool serial number match the text string are shown.
To reset the typed string, tap the Reset icon ().
To exit the search function, tap the Left arrow icon ().
Filtering the routes using the custom fields
The list of routes can be filtered using the custom fields only if the enabled by external software.
From the Home page, tap on Route.
In the upper right corner of the Route page, tap on the More option icon (
 ) and then on the Filter button.
) and then on the Filter button.In the Custom filter dialog box, select the values to filter from the drop-down list of each object.
By selecting a value, the values displayed for the other objects change accordingly.
Tap on the OK button to apply the route filter.
Filtering the inspections in a route
From the Route page, tap on an existing route.
In the upper right corner of the Inspections category, tap on the More option icon (
) and then on the Filter button.In the Inspection filter dialog-box, select/unselect the following Inspection status check boxes:
To do: select the checkbox to display all the inspections of the route marked with the status To do .
Partial: select the checkbox to display all the inspections of the route marked with the status Partial.
Completed: select the checkbox to display all the inspections of the route marked with the status Completed.
By default, all the Inspection status are selected.
Tap on the OK button to apply the Inspection filter.
By exiting the Edit route page, the Inspection filter is restored to the default.
Results
Results section lists the results of the inspections done. The results list is organized by date: then, the last inspection done is the first item of the list.
In the Home page, tap the Menu icon (). Then select Results between the available features.
For each result, the following information are shown:
Inspection name
Date and time of the test
Status of the inspection. Each inspection has one of the following status:
Partial: in case the number of samples is not completed or equal to 0.
Completed: in case the number of samples is completed.
Abandoned: in case the inspection/tool/joint is deleted or if the parameters that reset the statistics, change.
The device saves up to 50000 single results. If this amount is exceeded, the oldest results are overwritten with the new ones.
Viewing the details of the inspection results
In the Results page, click the inspection to view. The Result details page opens.
The General category lists the parameters of the selected inspection. The parameters change depending on the inspection selected into the Results page.
The General category is a read-only page.
The Results category lists the single results done during the inspection. If a result is NOK, the related value is highlighted with a red colored bar.
If during the test run a measurement is deleted or is not detected, it is deleted from the Measure page, but it is displayed in the Results category.
Not detected measurements are marked with a dash.
Deleted measurements are grayed out.
Measurements not detected and deleted are marked with a dash and are grayed out.
Tap a single value to open the Measure page, where the general information of the test are displayed.
In the Trace category, the acquired trace is shown.
If the trace has not been acquired, the Trace category is not displayed.
In the Photo category the photo saved during test run are shown.
In the Traceability tag category, the used traceability tags, the assignable causes, the corrective actions and the comments added during the test run are shown.
Filtering the results
On the upper-right corner of the Results page, click the Filter icon (
 ).
).In the Result filter dialog box, select the check box of the options to enable:
Start date
End date
Number of results
Set the values of the selected options.
On the lower-right corner of the Result filter dialog box, tap Update to apply the selected filters.
Searching a result
From the Menu, select Results.
Above the list of Results, tap the Search icon (
).In Search text box, type the string to search.
Partial matching is supported: results whose inspection name, inspected object, date, status, result, part/joint identifier or tool serial number match the text string are shown.
To reset the typed string, tap the Reset icon ().
To exit the search function, tap the Left arrow icon ().
Exporting the results
On the upper right corner of the Results page, tap the More option icon (
).Tap on the Export button to export all the Inspection results displayed in the results page.
If a filter is applied in the Results page, only the inspections results filtered are exported.
The file export-results/yyyymmdd-hhmmss.txt is automatically created in the File manager > Internal Storage > Download folder of the device.
Connect the device to the PC via USB cable, bluetooth, or by means of the cradle.
In the Autoplay dialog box, select Open the device to see the files > Internal storage > Download. Then, copy the export-results/yyyymmdd-hhmmss.txt file on the PC.
If the Export result file is not displayed in the Download folder, press F5 on the PC keyboard to refresh the folder content.
Tools
Tools section describes how to setup the parameters (Tools and Inspections) necessary to do a test.
The device can store up to 10000 tools into its own memory. The Inspection gives the test type; the maximum number of Inspections per Tool is equal to 60.
Tap the Menu icon () in the Home page. Then select Tools.
The following is displayed:

A | Barcode button | B | Command button |
C | Play button | D | List of Tools |
E | Search button |
In each row, the following information about the tool are shown:
Name
Serial number
Tool type. The type is one of the following: click wrench, power tool, peak, pulse tool.
Torque range.
When enabled by external software, the Barcode button () allows to scan a barcode to search the corresponding Tool inspection(s) on the measuring device. If the search finds a single Tool inspection, it is automatically run; if the search finds multiple Tool inspections with the same barcode identifier, run the inspection of interest from the list.
Play ( ) gets active only after adding Inspection(s) to the Tool. If enabled, tap Play to run the test.
) gets active only after adding Inspection(s) to the Tool. If enabled, tap Play to run the test.
Adding a tool
In the Home page, tap the Menu icon (
). Then, select Tools.On the upper-right corner of the Tools page, tap Add icon (
 ).
).In General category of the Add tool page, configure the tool parameters.
In the upper part of the Add tool page, tap Controller. This category is available only if Tool type is set to Power tool.
In the Controller category of the Add tool page, tap the search icon on the right of the controller box. The Controllers page opens, where the already configured controllers are listed. If necessary, add a new controller according to customer needs.
To link the controller to the tool, tap the check mark on the right of the controller name.
For more information about how to configure a new controller, see Controllers.
On the upper-right corner of the Add tool page, tap Save (
).
Deleting a tool
In the Tools page, select the check box near the tool to delete.
On the upper-right corner of the Tools page, tap the More option icon (
). Then select Delete.On the Confirmation required message, tap OK.
Editing a tool
From the Tools page, tap an existing joint.
In the categories (General, Controller, Inspections) of the Edit tool page, edit the necessary parameter(s) according to customer needs.
The Controller category is available only if the Tool type is set to Power tool.
On the upper-right corner of the Edit tool page, tap the Save icon (
).The Save icon is available after one item has been edited.
Searching a Tool
From the Menu, select Tools.
Above the list of Tools, tap the Search icon (
).In Search text box, type the string to search.
Partial matching is supported: tools whose name, serial number, model name, tool type or range match the text string are shown.
To reset the typed string, tap the Reset icon ().
To exit the search function, tap the Left arrow icon ().
Tool inspections
It is possible to save two inspection with the same name and the same target objet. A warning message is displayed to advise the operator an inspection with the same name already exists.
Select Yes to save the inspection.
Select No not to save the inspection.
Adding a Tool inspection
In the Tools page, select a Tool already configure.
On the upper part of the Edit tool page, tap Inspections.
On the upper-right corner of the Inspections page, tap the Add icon (
).In the Test type window, select a inspection type.
In the General category of the Add Cm/Cmk inspection page, configure the general parameters of the inspection:
On the upper part of the Add inspection page, tap Torque
In the Torque category, configure the torque parameters of the inspection.
On the upper part of the Add inspection page, tap Angle .
For the Pulse tool, this category is replaced by the Pulse category. Refer to step 12 of this procedure for the Pulse category configuration.
In the Angle category, configure the angle parameters of the inspection.
On the upper part of the Add inspection, tap More option icon (
). Then, select Time.In the Time category, configure the time parameters of the inspection.
In the upper part of the Add inspection, tap More option icon (
). Then, select Pulse.This category is displayed only for the Pulse tools.
In the Pulse category, configure the pulse parameters of the inspection.
In the upper part of the Add inspection, tap the More options icon (
). Then, select Picture.In the Picture category, it is possible to:
Add an image/video: connect the STpalm to a PC. In the Download folder of the STpalm add a new folder named media_items and save in this folder the image/video to upload. In the Picture category of the Add inspection page, tap the Add icon (
) and select the media to upload.The maximum size of images is 5 MB, the maximum size of videos is 10 MB.
Remove an image/video: on the upper part of the Picture category, tap the Remove icon (
 ).
).
In the upper part of the Add inspection, tap the More options icon (
). Then, select Traceability.In the Traceability category, configure the following parameters
Verification code: type the verification code that must be entered or scanned when the inspection is run. This field is case-sensitive.
Verification code description: to guide the operator, type the description of the verification code dialog box that is displayed when the inspection is run.
Assignable causes: it is possible to:
List:
select an assignable causes list: tap the Search icon (
 ) and then select an already configured item in the Assignable causes list page.
) and then select an already configured item in the Assignable causes list page.add a new assignable causes list: tap the Search icon (
); on the upper-right corner of the Assignable causes list page, tap Add to configure a new item.delete the link to the assignable causes list: tap the Delete icon (
 ).
).
Mandatory: if the check box is selected, the operator must select/type an assignable cause to continue the test.
Force selection from list: select between:
No: the operator can type the assignable cause, without selecting it from the list.
Yes: the operator can only select the assignable cause from the list.
Inherit: the selection from list can be forced or not forced, depending on the definition of this parameter in the Assignable causes list page.
Corrective actions: it is possible to:
List:
select a corrective actions list: tap the Search icon (
) and then select an already configured item in the Corrective actions list page.add a new corrective actions list: tap the Search icon (
); on the upper-right corner of the Corrective actions list page, tap Add to configure a new item.delete the link to the corrective actions list: tap the Delete icon (
).
Mandatory: if the check box is selected, the operator must select/type a corrective action to continue the test.
Force selection from list: select between:
No: the operator can type the corrective action, without selecting it from the list.
Yes: the operator can only select the corrective action from the list.
Inherit: the selection from list can be forced or not forced, depending on the definition of this parameter in the Corrective actions list page.
On the upper-right corner of the Add inspection page, tap Save.
Cm/Cmk ISO parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Strategy: select the tool strategy to use. The available strategies for each tool type are:
Click, Cam-over for click wrenches.
Direct driven for power tools.
Peak for peak tools.
Pulse tool, ACTA pulse tool for pulse tools.
Check type: select the check type from the drop down list. The available check types are:
Torque and angle.
Only torque.
Only angle.
Angle and torque.
Two steps: select the check box to enable the dual step strategy of the tool.
This parameter is available only for Direct driven strategy.
Joint: it is possible:
to select a joint: near the joint box, tap the Search icon (
) and then select an already configured joint in the Joints page.to add a new joint: near the joint box, tap the Search icon (
). On the upper-right corner of the Joints page, tap Add to configure a new joint.to delete the link to the joint: tap the Delete icon (
) near the joint box.
If the joint is linked to the inspection, the Target torque and Target angle are the values defined in the joint configuration.
If the joint is not linked to the inspection, type the torque and angle values in the respective pages.
Number of samples: type the number of results to do.
The value can range from 0 to 1000. If the number of sample is not defined or equal to 0, the test is run with no batch count.
Cm Cmk minimum sample number: minimum number of samples to display the result status. This value is set in the Inspection default values page.
Auto restart: select the checkbox to enable the automatic restart of the batch count when it is completed.
Measurement device type: the only available measuring device is the IRC-Connect
Measurement device S/N: type the serial number of the measuring device connected to the device.
Transducer S/N: type the serial number of the transducer linked to the measuring device connected to the device.
Filter frequency: type the value of the filter frequency. The allowed range is from 100 Hz to 2000 Hz. The default value is 500 Hz.
Tightening direction: from the drop down list select the tightening direction. The available items are:
Clockwise
Counterclockwise
Open Protocol ID: type the Open Protocol ID or tap on the Search icon (
) to automatically fill the parameter.
Torque category
Below is a list of all the torque parameters available for the Cm/Cmk Inspection.
The parameters displayed by the device in the Torque category of each Cm/Cmk inspection change according to the Tool type and Strategy selected.
Cycle complete: the default value is managed by the measuring device and it is indicated as Automatic value.
It is possible to type the cycle complete value; it must be lower/equal to the cycle start.
Cycle start: the default value is managed by the measuring device and it is indicated as Automatic value.
It is possible to type the cycle start value; it must be higher than the transducer Minimum Load and lower/equal to the Final angle monitoring torque.
If the Cycle start is set to zero, the device gives automatically a Cycle Start equal to the transducer Minimum Load.
Final angle monitoring torque: the default value is managed by the measuring device and it is indicated as Automatic value and corresponds to the lowest value between [50% of the target torque] and the [minimum torque].
It is possible to type the final angle monitoring torque value; it must be lower/equal to the Minimum torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the Final angle monitoring torque defined in the Joint configuration.
Control mode: select how to define the torque limits. The available options are:
Min/Max
Target/tolerance
Minimum torque: type the value of the minimum value of the torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the minimum torque defined in the Joint configuration.
Target torque: type the value of the target torque. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value equal to the Target torque defined in the Joint configuration.
Maximum torque: type the value of the maximum value of the torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the Maximum torque defined in the Joint configuration.
Torque tolerance: type the value of the tolerance of the torque. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value equal to the Torque tolerance defined in the Joint configuration.
Measure torque at: from the drop down list, select one of the following options:
Torque peak
Angle peak
Slip torque: the default value is managed by the device and it is indicated as Automatic value. It is possible to type a value of the slip torque smaller/equal to the Target torque.
Minimum Cm Torque: type the minimum value of the Cm index for the torque.
Minimum Cm Torque ranges from 0 to 9999.
Minimum Cmk Torque: type the minimum value of the Cmk index for the torque.
Minimum Cmk Torque ranges from 0 to 9999.
Unit of measurement: select the unit of measurement to use.
If a Joint is linked to the inspection, this is an unavailable value equal to the Unit of measurement selected in the Joint configuration.
Angle category
Below is a list of all the angle parameters available for the Cm/Cmk Inspection.
The parameters displayed by the device in the Time category of each Cm/Cmk inspection change according to the Check type selected.
This category is not displayed only for the Pulse tools.
Control mode: select how to define the angle limits. The available options are:
Min/Max
Target/tolerance
Minimum angle: type the minimum value of the angle.
If a Joint is linked to the inspection, this is an unavailable value set to the Minimum angle defined in the Joint configuration.
Target angle: type the value of target angle. This parameter is available if the Control mode is set to Target/Tolerance
If a Joint is linked to the inspection, this is an unavailable value set to the Target angle defined in the Joint configuration.
Maximum angle: type the maximum value of the angle.
If a Joint is linked to the inspection, this is an unavailable value set to the Maximum angle defined in the Joint configuration.
Angle tolerance: type the value of the tolerance of the angle. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value set to the Angle tolerance defined in the Joint configuration.
Minimum Cm Angle: type the minimum value of the Cm index for the angle.
Minimum Cm angle ranges from 0 to 9999.
Minimum Cmk Angle: type the minimum value of the Cmk index for the angle.
Minimum Cmk angle ranges from 0 to 9999.
Time category
Below is a list of all the time parameters available for the Cm/Cmk Inspection.
The parameters displayed by the device in the Torque category of each Cm/Cmk inspection change according to the Tool type and Strategy selected.
Measure delay time: type the value of the measure delay time.
During the measure delay time the torque trace is not analyzed and the click-point is not detected.
The measure delay time ranges from 0.0 s to 5.0 s.
Reset time: type the value of the reset time.
During the reset time, the torque trace is not analyzed.
The reset time ranges from 0.0 s to 5.0 s.
End cycle time: type the value of the end cycle time.
The “quick programming” test stops when the torque continues to be applied but it is under the Cycle complete for a time longer than the End cycle time.
The end cycle time ranges from 0.1 s to 5.0 s.
Pulse category
This category is displayed only for the Pulse tools.
Minimum pulse: minimum number of pulses to be done by the tool during the test.
Maximum pulse: maximum number of pulses to be done by the tool during the test.
SPC parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Strategy: select the tool strategy to use. The available strategies for each tool type are
Click, Cam-over for click wrenches.
Direct driven for power tools.
Peak for peak tools.
Pulse tool, ACTA pulse tool for pulse tools.
Check type: from the drop down list, select the check type. The available check types are:
Torque and angle
Only torque
Only angle
Angle and torque
Two step: select the check box to enable the dual step strategy of the tool.
This parameter is available only for Direct driven strategy.
Joint: it is possible:
to select a joint: near the joint box, tap the Search icon (
) and then select an already configured joint in the Joints page.to add a new joint: near the joint box, tap the Search icon (
). On the upper-right corner of the Joints page, tap Add to configure a new joint.to delete the link to the joint: tap the Delete icon (
) near the joint box.
If the joint is linked to the inspection, the Target torque and Target angle are the values defined in the joint configuration.
If the joint is not linked to the inspection, type the torque and angle values in the respective pages.
Subgroup size: type the number of results on which the statistics are calculated. The subgroup size ranges from 1 to 25.
Subgroup frequency: type the frequency of the averages displayed in the X chart and in the SPC rules.
For example:
Subgroup Frequency = 1: all subgroups are considered.
Subgroup Frequency = 2: one subgroup every 2 subgroups is considered.
Subgroup Frequency = X: one subgroup every X subgroups is considered
Number of samples: type the number of results to do.
The value can range from 0 to 1000. If the number of sample is not defined or equal to 0, the test is run with no batch count.
Auto restart: select the checkbox to enable the automatic restart of the batch count when it is completed.
Measurement device type: the only available measuring device is the IRC-Connect.
Measurement device S/N: type the serial number of the measuring device connected to the device.
Transducer S/N: type the serial number of the transducer linked to the measuring device connected to the device.
Filter frequency: type the value of the filter frequency. The allowed range is from 100 to 2000 Hz. The default value is 500 Hz.
Tightening direction: from the drop down list select the tightening direction. The available items are:
Clockwise
Counterclockwise
Torque category
Below is a list of all the torque parameters available for the SPC inspection.
The parameters displayed by the device in the Torque category of each SPC inspection change according to the Tool type and Strategy selected.
Cycle complete: the default value is managed by the measuring device and it is indicated as Automatic value.
It is possible to type the cycle complete value; it must be lower/equal to the cycle start.
Cycle start: the default value is managed by the measuring device and it is indicated as Automatic value.
It is possible to type the cycle start value; it must be higher than the transducer Minimum Load and lower/equal to the Final angle monitoring torque.
If the Cycle start is set to zero, the device gives automatically a Cycle Start equal to the transducer Minimum Load.
Final angle monitoring torque: the default value is managed by the measuring device and it is indicated as Automatic value and corresponds to the lowest value between [50% of the target torque] and the [minimum torque].
It is possible to type the final angle monitoring torque value; it must be lower/equal to the Minimum torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the Final angle monitoring torque defined in the Joint configuration.
Control mode: select how to define the torque limits. The available options are:
Min/Max
Target/tolerance
Minimum torque: type the value of the minimum value of the torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the minimum torque defined in the Joint configuration.
Target torque: type the value of the target torque. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value equal to the Target torque defined in the Joint configuration.
Maximum torque: type the value of the maximum value of the torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the Maximum torque defined in the Joint configuration.
Torque tolerance: type the value of the tolerance of the torque. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value equal to the Torque tolerance defined in the Joint configuration.
Measure torque at: from the drop down list, select one of the following options:
Torque peak
Angle peak
Slip torque: the default value is managed by the device and it is indicated as Automatic value. It is possible to type a value of the slip torque smaller/equal to the Target torque.
Unit of measurement: select the unit of measurement to use.
If a Joint is linked to the inspection, this is an unavailable value equal to the Unit of measurement selected in the Joint configuration.
Angle category
Below is a list of all the angle parameters available for the SPC inspection.
The parameters displayed by the device in the Time category of each SPC inspection change according to the Check type selected.
This category is not displayed only for the Pulse tools.
Control mode: select how to define the angle limits. The available options are:
Min/Max
Target/tolerance
Minimum angle: type the minimum value of the angle.
If a Joint is linked to the inspection, this is an unavailable value set to the Minimum angle defined in the Joint configuration.
Target angle: type the value of target angle. This parameter is available if the Control mode is set to Target/Tolerance
If a Joint is linked to the inspection, this is an unavailable value set to the Target angle defined in the Joint configuration.
Maximum angle: type the maximum value of the angle.
If a Joint is linked to the inspection, this is an unavailable value set to the Maximum angle defined in the Joint configuration.
Angle tolerance: type the value of the tolerance of the angle. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value set to the Angle tolerance defined in the Joint configuration.
Time category
Below is a list of all the time parameters available for the SPC inspection.
The parameters displayed by the device in the Torque category of each SPC inspection change according to the Tool type and Strategy selected.
Measure delay time: type the value of the measure delay time.
During the measure delay time the torque trace is not analyzed and the click-point is not detected.
The measure delay time ranges from 0.0 s to 5.0 s.
Reset time: type the value of the reset time.
During the reset time, the torque trace is not analyzed.
The reset time ranges from 0.0 s to 5.0 s.
End cycle time: type the value of the end cycle time.
The “quick programming” test stops when the torque continues to be applied but it is under the Cycle complete for a time longer than the End cycle time.
The end cycle time ranges from 0.1 s to 5.0 s.
Pulse category
This category is displayed only for the Pulse tools.
Minimum pulse: minimum number of pulses to be done by the tool during the test.
Maximum pulse: maximum number of pulses to be done by the tool during the test.
CAM/Cpk CNOMO parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Strategy: select the tool strategy to use. The available strategies for each tool type are:
Click, Cam-over for click wrenches.
Direct driven for power tools.
Peak for peak tools.
Pulse tool, ACTA pulse tool for pulse tools.
Check type: select the check type from the drop down list. The available check types are:
Torque and angle.
Only torque.
Only angle.
Angle and torque.
Two steps: select the check box to enable the dual step strategy of the tool.
This parameter is available only for Direct driven strategy.
Joint: it is possible:
to select a joint: near the joint box, tap the Search icon (
) and then select an already configured joint in the Joints page.to add a new joint: near the joint box, tap the Search icon (
). On the upper-right corner of the Joints page, tap Add to configure a new joint.to delete the link to the joint: tap the Delete icon (
) near the joint box.
If the joint is linked to the inspection, the Target torque and Target angle are the values defined in the joint configuration.
If the joint is not linked to the inspection, type the torque and angle values in the respective pages.
Number of samples: type the number of results to do. This parameters must be a number multiple of 5 withing the range from 15 to 95
Measurement device type: the only available measuring device is the IRC-Connect
Measurement device S/N: type the serial number of the measuring device connected to the device.
Transducer S/N: type the serial number of the transducer linked to the measuring device connected to the device.
Filter frequency: type the value of the filter frequency. The allowed range is from 100 to 2000 Hz. The default value is 500 Hz.
Tightening direction: from the drop down list select the tightening direction. The available items are:
Clockwise
Counterclockwise
Open Protocol ID: type the Open Protocol ID or tap on the Search icon (
) to automatically fill the parameter.
Torque category
Below is a list of all the torque parameters available for the CAM/Cpk CNOMO Inspection.
The parameters displayed by the device in the Torque category of each CAM/Cpk CNOMO inspection change according to the Tool type and Strategy selected.
Cycle complete: the default value is managed by the measuring device and it is indicated as Automatic value.
It is possible to type the cycle complete value; it must be lower/equal to the cycle start.
Cycle start: the default value is managed by the measuring device and it is indicated as Automatic value.
It is possible to type the cycle start value; it must be higher than the transducer Minimum Load and lower/equal to the Final angle monitoring torque.
If the Cycle start is set to zero, the device gives automatically a Cycle Start equal to the transducer Minimum Load.
Final angle monitoring torque: the default value is managed by the measuring device and it is indicated as Automatic value and corresponds to the lowest value between [50% of the target torque] and the [minimum torque].
It is possible to type the final angle monitoring torque value; it must be lower/equal to the Minimum torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the Final angle monitoring torque defined in the Joint configuration.
Control mode: select how to define the torque limits. The available options are:
Min/Max
Target/tolerance
Minimum torque: type the value of the minimum value of the torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the minimum torque defined in the Joint configuration.
Target torque: type the value of the target torque. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value equal to the Target torque defined in the Joint configuration.
Maximum torque: type the value of the maximum value of the torque.
If a Joint is linked to the inspection, this is an unavailable value equal to the Maximum torque defined in the Joint configuration.
Torque tolerance: type the value of the tolerance of the torque. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value equal to the Torque tolerance defined in the Joint configuration.
Measure torque at: from the drop down list, select one of the following options:
Torque peak
Angle peak
Slip torque: the default value is managed by the device and it is indicated as Automatic value. It is possible to type a value of the slip torque smaller/equal to the Target torque.
Minimum CAM Torque: type the minimum value of the CAM index for the torque.
Minimum CAM torque ranges from 0 to 9999.
Minimum Cpk Torque: type the minimum value of the Cpk index for the torque.
Minimum Cpk torque ranges from 0 to 9999.
Unit of measurement: select the unit of measurement to use.
If a Joint is linked to the inspection, this is an unavailable value equal to the Unit of measurement selected in the Joint configuration.
Angle category
Below is a list of all the angle parameters available for the CAM/Cpk CNOMO Inspection.
The parameters displayed by the device in the Time category of each CAM/Cpk CNOMO inspection change according to the Check type selected.
This category is not displayed only for the Pulse tools.
Control mode: select how to define the angle limits. The available options are:
Min/Max
Target/tolerance
Minimum angle: type the minimum value of the angle.
If a Joint is linked to the inspection, this is an unavailable value set to the Minimum angle defined in the Joint configuration.
Target angle: type the value of target angle. This parameter is available if the Control mode is set to Target/Tolerance
If a Joint is linked to the inspection, this is an unavailable value set to the Target angle defined in the Joint configuration.
Maximum angle: type the maximum value of the angle.
If a Joint is linked to the inspection, this is an unavailable value set to the Maximum angle defined in the Joint configuration.
Angle tolerance: type the value of the tolerance of the angle. This parameter is available if the Control mode is set to Target/Tolerance.
If a Joint is linked to the inspection, this is an unavailable value set to the Angle tolerance defined in the Joint configuration.
Minimum CAM angle: type the minimum value of the CAM index for the angle.
Minimum CAM Aagle ranges from 0 to 9999.
Minimum Cpk angle: type the minimum value of the Cpk index for the angle.
Minimum Cpk angle ranges from 0 to 9999.
Time category
Below is a list of all the time parameters available for the CAM/Cpk CNOMO Inspection.
The parameters displayed by the device in the Torque category of each CAM/Cpk CNOMO inspection change according to the Tool type and Strategy selected.
Measure delay time: type the value of the measure delay time.
During the measure delay time the torque trace is not analyzed and the click-point is not detected.
The measure delay time ranges from 0.0 s to 5.0 s.
Reset time: type the value of the reset time.
During the reset time, the torque trace is not analyzed.
The reset time ranges from 0.0 s to 5.0 s.
End cycle time: type the value of the end cycle time.
The “quick programming” test stops when the torque continues to be applied but it is under the Cycle complete for a time longer than the End cycle time.
The end cycle time ranges from 0.1 s to 5.0 s.
Pulse category
This category is displayed only for the Pulse tools.
Minimum pulse: minimum number of pulses to be done by the tool during the test.
Maximum pulse: maximum number of pulses to be done by the tool during the test.
Adding Tool check inspection(s) through the template file
Generate the Template file for inspections and save it on a PC (for more information, see Generating Tool check / Joint check template).
On the PC, open the file STpad_ToolInspectionImportFile.xlsm. The following is displayed:

Complete the file STpad_ToolInspectionImportFile.xlsm to define the necessary inspection(s).
When all the mandatory fields are filled in, the Wrong field column becomes green.
The file STpad_ToolInspectionImportFile.xlsm defines not only inspection(s), but also the linked tool(s). These are automatically imported on the device through the file STpad_ToolInspectionImportFile.stpad.
Check the Excel option for the workbook calculation. Open a Excel file and click File > Options. On left side of the Excel options dialog box, select Formulas > Automatic option for the Calculation options section.
When the Wrong field column in correspondence of the new inspection(s) is green colored, click the blue button Sort and export to automatically generate the file STpad_ToolInspectionImportFile.stpad.
The file STpad_ToollnspectionImportFile.stpad is automatically saved on the PC.
Only the STpad_ToolInspectionImportFile.stpad can be correctly imported on the device (for more information about how to import inspections, see Import inspections).
Save the file STpad_ToolInspectionImportFile.xlsm.
Close the file STpad_ToolInspectionImportFile.xlsm.
Import the inspection(s) saved in the file STpad_ToolInspectionImportFile.stpad on the device (for more information about how to import routes, see Importing the inspection(s) on the device).
Click the Menu icon > Tools to check the import of the inspection(s) is correctly done.
Deleting an inspection
In the Inspections page, select the check box near the name of the inspection to delete.
On the upper-right corner of the Toolbar, tap the More options icon (
). Then, select Delete.In the Confirmation required window, tap OK.
Editing a Tool inspection
From the Inspections page, tap an existing inspection.
In the categories ( General, Torque, Angle, Time, Traceability) of the Edit inspection page, edit the necessary parameter(s) according to customer needs.
On the upper-right corner of the Edit tool page, tap the Save icon (
).The Save icon is available after one item has been edited.
If the inspection is sent by an external software, it is not possible to edit it.
Running a Tool inspection
In the Home page, tap the Menu icon (
). Then, select Tools.In the Tools page, tap Play (
) for running the inspection.If the configured wrench is not connected or its range is out of the test range, an Information message appear.
On the lower-right corner of the Information message, tap the Manage devices button to add/edit/pair another wrench to use during the test.
In the Select inspection dialog box, select the inspection to do. The instruction page opens, where the characteristics of the inspection are displayed.
On the upper-left corner of the screen, tap the Menu icon (
), then tap one of the following options:Exit from measure to exit from the test.
Instruction to see the instruction to perform the test.
Results chart to see the chart of the measured values.
On the lower-right corner of the Result chart page, tap the More options icon (
) to see the following values:Minimum: minimum measured value.
Maximum: maximum measured value.
Average: average value of all measured values.
STD (σ): standard deviation of the measured values.
Cm and Cmk value for the Cm/Cmk inspection. These index are updated in real time.
X, R and S for the SPC inspection. These index are updated in real time.
Results to see the list of the measured value.
Statistics to see the statistics of the results done.
Traceto see the trace of the result. If the Double results function is enable on the device and on the STwrench, both the residual point and the peak point are marked on the trace.
Summary to see the test results and the Cm/Cmk values.
For Cm/Cmk inspection: Cm and Cmk values change after three results.
For SPC (tool) inspection: X and R values changes after three results.
When the subgroup (S) is completed, the SPC rules check result window is displayed. In this window, the status of the SPC rules is shown. The inspection result depends on the enabled rules. If the rules results are positive, the inspection result is OK.
Below is the list of the rules results that can occur:
Green mark: the rule result is OK.
Red mark: the rule result is NOK.
Gray mark: the rule result is not enabled or it is not possible to make an analysis on it.
Do the results. During the test, the selected page is updated in real time.
To delete one result (when enabled by external software): select the result and on the upper-right corner of the screen tap the More options icon () > Delete
To delete all results (when enabled by external software): on the upper right-corner of the Toolbar, tap the More options icon () > Delete all.
For the SPC (tool) inspection, it is not possible to delete a result if the subgroup is completed.
If a result is NOK, the measured value is highlighted in red.
To add a note to one result: in the Results chart page or in Results page, select a result. Then on the upper-right corner of the Toolbar, tap the More options icon ()> Add note. In the Edit note dialog box, type the note. Then tap Edit.
To add a picture to one result: in the Results chart page or in Results page, select a result. Then on the upper-right corner of the Toolbar, tap the More options icon ()> Add photo. In the Add photo dialog box, frame the object to be photographed . Then tap Capture.
To exit the test: on the upper-right corner of the Summary category, tap End test.
If the batch is completed, after the End test is tapped, the test is closed without showing any Confirmation message. If the batch is not completed or the batch is set to zero, after the End test is tapped, a Confirmation massage is displayed.
Joints
The set of parameters that controls a test process is within a joint. This section describes how to setup the joint parameters necessary to do a test.
The device can store up to 20000 joints into its own memory.
Tap the Menu icon in the Home page. Then, select Joints.
The following is displayed:

A | Barcode button | B | Command button |
C | Play button | D | List of Joint |
E | Search button |
In each row, the following information about the Joint are shown:
Name
Torque range
When enabled by external software, the Barcode button () allows to scan a barcode to search the corresponding Joint inspection(s) on the measuring device. If the search finds a single Joint inspection, it is automatically run; if the search finds multiple Joint inspections with the same barcode identifier, run the inspection of interest from the list.
Play () gets active only after adding Inspection(s) to the Joint. If enabled, tap Play to run the test.
Adding a Joint
In the Home page, tap the Menu icon (
). Then, select Joints.On the upper-right corner of the Joints page, tap Add icon (
). The following is displayed:
A
Save button
B
Categories
C
Parameters
In General category of the Add joint page, configure the general parameters of the joint.
In the Add joint page, tap Torque.
In the Torque category of the Add joint page, configure the torque parameters of the joint.
In the Add joint page, tap Angle.
In the Angle category of the Add joint page, configure the angle parameters of the joint.
On the upper-right corner of the Add joint page, tap theSave icon (
).The Save icon is available after all the require items have been completed.
Joint parameters
General category
Name (*): type the Joint name. The maximum number of characters permitted is equal to 50.
Description: type the Joint description. The maximum number of characters permitted is equal to 50.
Identifier: type the Joint identifier. The maximum number of characters permitted is equal to 50.
Tightening direction: select the tightening direction. The available items are Clockwise and Counterclockwise.
Notes: type the optional Joint notes.
Torque category
Unit of measurement: select the unit of measurement to use.
Final angle monitoring torque: type the final angle monitoring torque value.
The final angle monitoring torque must be equal or higher than the Minimum torque.
By default the value is the 50% of the Target torque.
Control mode: select how to define the torque limits. The options are: Min/Max and Target/tolerance.
Minimum torque (*): type the minimum value of the torque. This parameter is available if Control mode is set to Min/Max.
Target torque (*): type the value of the target torque.
Maximum torque (*): type the maximum value of the torque. This parameter is available if Control mode is set to Min/Max.
Torque tolerance (*): type the value of the tolerance of the torque. This parameter is available if Control mode is set to Target/Tolerance.
Angle category
Control mode: select how to define the angle limits. The options are: Min/Max and Target/tolerance.
Minimum angle (*): type the minimum value of the angle. This parameter is available if Control mode is set to Min/Max.
Target angle (*): type the value of target angle.
Maximum angle (*): type the maximum value of the angle. This parameter is available if Control mode is set to Min/Max..
Angle tolerance (*): type the value of the tolerance of the angle. This parameter is available if Control mode is set to Target/Tolerance.
Items marked with an asterisk (*) are required.
Deleting a Joint
In the Joints page, select the check box near the name of the joint to delete.
On the upper-right corner of the Toolbar, tap the More icon (
). Then, select Delete.In the Confirmation required window, tap OK.
Editing a Joint
From the Joints page, tap an existing joint.
The following is displayed:

A
Categories
In the categories (General, Torque, Angle, Inspections) of the Edit joint page, edit the necessary parameter(s) according to customer needs.
On the upper-right corner of the Edit joint page, tap the Save icon (
).The Save icon is available after one item has been edited.
Tap the More options icon > Linked inspection to displayed all the tool inspection linked to the joint.
Searching a Joint
From the Menu, select Joints.
Above the list of Joint, tap the Search icon (
).In Search text box, type the string to search.
Partial matching is supported: joints whose name, identifier, torque range or angle range match the text string are shown.
To reset the typed string, tap the Reset icon ().
To exit the search function, tap the Left arrow icon ().
Joint inspections
The available inspection types for the joints are:
Cp/Cpk ISO
SPC (joint)
It is possible to save two inspection with the same name and the same target objet.
A warning message is displayed to advise the operator an inspection with the same name already exists.
Select Yes to save the inspection.
Select No not to save the inspection.
Adding a Joint inspection
In the Joints page, select a Joint already configure.
On the upper part of the Edit joint page, tap the More options icon (
). Then, select InspectionsOn the upper-right corner of the Inspections page, tap the Add icon (
).In the Test type window, select the inspection type.
In the General category, configure the general parameters of the inspection.
In the upper part of the Add inspection, tap Torque.
In Torque category, configure the torque parameters of the inspection.
On the upper part of the Add inspection, tap Angle.
In Angle category, configure the angle parameters of the inspection.
In the upper part of the Add inspection, tap More options icon (
). Then, select Time.In Time category, configure the time parameters of the inspection.
In the upper part of the Add inspection, tap the More options icon (
). Then, select Picture.In the Picture category, it is possible to:
Add an image/video: connect the STpalm to a PC. In the Download folder of the STpalm add a new folder named media_items and save in this folder the image/video to upload. In the Picture category of the Add inspection page, tap the Add icon (
) and select the media to upload.The maximum size of images is 5 MB, the maximum size of videos is 10 MB.
Remove an image/video: on the upper part of the Picture category, tap the Remove icon (
).
In the upper part of the Add inspection, tap the More options icon (
). Then, select Traceability.In the Traceability category, configure the following parameters:
Verification code: type the verification code that must be entered or scanned when the inspection is run. This field is case-sensitive.
Verification code description: to guide the operator, type the description of the verification code dialog box that is displayed when the inspection is run.
Assignable causes: it is possible to:
List:
select an assignable causes list: tap the Search icon (
) and then select an already configured item in the Assignable causes list page.add a new assignable causes list: tap the Search icon (
); on the upper-right corner of the Assignable causes list page, tap Add to configure a new item.delete the link to the assignable causes list: tap the Delete icon (
).
Mandatory: if the check box is selected, the operator must select/type an assignable cause to continue the test.
Force selection from list: select between:
No: the operator can type the assignable cause, without selecting it from the list.
Yes: the operator can only select the assignable cause from the list.
Inherit: the selection from list can be forced or not forced, depending on the definition of this parameter in the Assignable causes list page.
Corrective actions: it is possible to:
List:
select a corrective actions list: tap the Search icon (
) and then select an already configured item in the Corrective actions list page.add a new corrective actions list: tap the Search icon (
); on the upper-right corner of the Corrective actions list page, tap Add to configure a new item.delete the link to the corrective actions list: tap the Delete icon (
).
Mandatory: if the check box is selected, the operator must select/type a corrective action to continue the test.
Force selection from list: select between:
No: the operator can type the corrective action, without selecting it from the list.
Yes: the operator can only select the corrective action from the list.
Inherit: the selection from list can be forced or not forced, depending on the definition of this parameter in the Corrective actions list page.
On the upper-right corner of the Add inspection, tap the Save icon (
).
Cp/Cpk ISO parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Strategy: select one of the following items:
Residual Torque/Angle.
Residual Torque/Peak.
Number of samples: type the number of results to do during the test. The maximum number of samples is 99.
Minimum Cp torque: the Cp index describes process capability; it is the number of times the spread of the process fits into the tolerance width. The higher the value of Cp, the better the process.
Minimum Cp Torque ranges from 0.00 to 9999.99.
Minimum Cpk torque: the Cpk index describes the capability corrected for position of the process capability in relation to the tolerance limits.
Minimum Cpk Torque ranges from 0.00 to 9999.99.
Measurement device type: the only measuring device available is STwrench.
Measurement device S/N: type the serial number of the measuring device.
Transducer S/N: type the serial number of the transducer, if used during the test.
Tightening direction: select the tightening direction. The available items are Clockwise and Counterclockwise.
Torque correction coefficient: type the torque correction coefficient. The value ranges from 0.10 to 99.99.
Angle correction coefficient: type the angle correction coefficient. The values ranges from 0 to 6553.
Torque category
Cycle start: the cycle start is the starting point of the test. It must be lower or equal of the Final angle monitoring torque.
If cycle start is set to zero or not defined, the STwrench automatically sets the value to the Mean load.
Final angle monitoring torque: the final angle monitoring torque specifies the torque value from which the angle measurement starts.
The final angle monitoring torque must be lower or equal to the Minimum torque.
If final angle monitoring torque is set to zero or not defined, the STwrench automatically sets the value to Cycle start.
Control mode: the control mode selects the condition to control the torque. It is possible to select either Min/Max or Target/Tolerance.
Minimum torque: minimum value of the torque. By default is the minimum torque defined in the joint configuration.
It is possible to change the default value typing a new value. This parameter is the available if Control mode is set to Min/Max.
Target torque: value of the target torque. By default is the target torque defined in the joint configuration.
It is possible to change the default value typing a new value.
Maximum torque: maximum value of the torque. By default is the minimum torque defined in the joint configuration.
It is possible to change the default value typing a new value. This parameter is the available if Control mode is set to Min/Max
Torque tolerance: the torque tolerance defines the maximum torque and the minimum torque according to the target torque specified. It is expressed in percentage. This parameter is the available if Control mode is set to Target/Tolerance
Change screw: type the change screw value. The value must be equal or higher than the Maximum torque.
Unit of measurement: unit of measurement set in the joint configuration.
Angle category
Residual angle threshold: type the value of the residual angle threshold. The value ranges from 1 to 45.
This parameter is available if Strategy is set to Residual torque/angle.
Breakaway angle threshold: type the value of the breakaway angle threshold. The value ranges from 1 to 20.
This parameter is available if Strategy is set to Residual torque/angle.
Target angle: type the value of the target angle.
This parameter is available if Strategy is set to Residual torque/peak.
Time category
Ratchet time: type the value in seconds of the ratchet time. The value ranges from 0.1 s to 30.0 s
SPC (joint) parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Strategy: select one of the following items:
Residual Torque/Angle.
Residual Torque/Peak.
Number of samples: type the number of results to do during the test. The maximum number of samples is 99.
Subgroup size: the subgroup size applies to a variable characteristic and controls how many samples (also called data values or readings) make up a single plotted point on a chart (called a subgroup). The subgroup size ranges from 1 to 25.
Subgroup frequency: type the frequency of the averages displayed in the X chart and in the SPC rules.
For example, if the subgroup frequency is equal to 2, one point every two points is analyzed.
Measurement instrument type: the only measuring device available is STwrench.
Measurement instrument S/N: type the serial number of the measuring device. The maximum number of characters permitted is equal to 50.
Transducer S/N: type the serial number of the transducer, if used during the test.
Tightening direction: from the drop down list select the tightening direction. The available items are Clockwise and Counterclockwise.
Torque correction coefficient: type the torque correction coefficient. The value ranges from 0.10 to 99.99.
Angle correction coefficient: type the angle correction coefficient. The values ranges from 0 to 6553.
Torque category
Cycle start: the cycle start is the starting point of the test. It must be equal/lower of the final angle monitoring torque
If cycle start is set to zero or not defined, the STwrench automatically sets the value to the mean load.
Final angle monitoring torque: the final angle monitoring torque specifies the torque value from which the angle measurement starts.
The final angle monitoring torque must be equal or higher than the Minimum torque.
If final angle monitoring torque is set to zero or not defined, the STwrench automatically sets the value to Cycle start.
Control mode: the control mode selects the condition to control the torque.
It is possible to select either Min/Max or Target/Tolerance.
Minimum torque: minimum value of the torque. By default is the minimum torque defined in the joint configuration.
It is possible to change the default value typing a new value. This parameter is the available if Control mode is set to Min/Max.
Target torque: value of the target torque. By default is the target torque defined in the joint configuration.
It is possible to change the default value typing a new value.
Maximum torque: maximum value of the torque. By default is the minimum torque defined in the joint configuration.
It is possible to change the default value typing a new value. This parameter is the available if Control mode is set to Min/Max
Torque tolerance: the torque tolerance defines the maximum torque and the minimum torque according to the target torque specified. It is expressed in percentage. This parameter is the available if Control mode is set to Target/Tolerance
Change screw: type the change screw value. The value must be equal or higher than the Maximum torque.
Unit of measurement: select the unit of measurement to use.
Angle category
Residual angle threshold: type the value of the residual angle threshold. The value ranges from 1 to 45.
This parameter is available if the Strategy is set to Residual torque/angle.
Breakaway angle threshold: type the value of the breakaway angle threshold. The value ranges from 1 to 20.
This parameter is available if the Strategy is set to Residual torque/angle.
Target angle: type the value of the target angle.
This parameter is available if the Strategy is set to Residual torque/peak.
Time category
Ratchet time: type the value in seconds of the ratchet time. The value ranges from 0.1 s to 30.0 s
Adding Joint check inspection(s) through the template file
Generate the Template file for inspections and save it on a PC (for more information, see Generating Tool check / Joint check template).
On the PC, open the file STpad_JointnspectionImportFile.xlsm. The following is displayed:
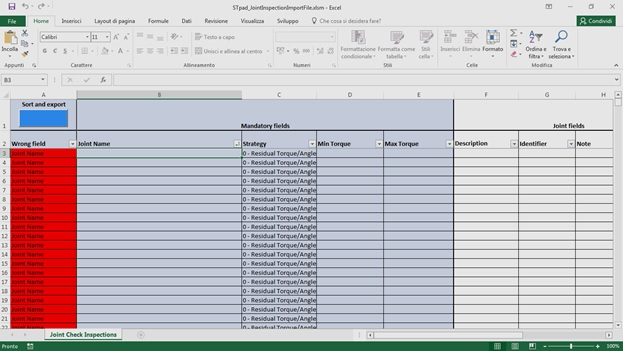
Complete the file STpad_JointInspectionImportFile.xlsm to define the necessary inspection(s).
When all the mandatory fields are filled in, the Wrong field column becomes green.
The file STpad_JointInspectionImportFile.xlsm defines not only inspection(s), but also the linked joint(s). These are automatically imported on the device through the file STpad_JointInspectionImportFile.stpad.
Check the Excel option for the workbook calculation. Open a Excel file and click File > Options. On left side of the Excel options dialog box, select Formulas > Automatic option for the Calculation options section.
When the Wrong field column in correspondence of the new inspection(s) is green colored, click the blue button Sort and export to automatically generate the file STpad_JointInspectionImportFile.stpad.
The file STpad_JointlnspectionImportFile.stpad is automatically saved on the PC.
Only the STpad_JointInspectionImportFile.stpad can be correctly imported on the device (for more information about how to import inspections, see Import inspections).
Save the file STpad_JointInspectionImportFile.xlsm.
Close the file STpad_JointInspectionImportFile.xlsm.
Import the inspection(s) saved in the file STpad_JointInspectionImportFile.stpad on the device (for more information about how to import routes, see Importing the inspection(s) on the device).
Click the Menu icon > Joints to check the import of the inspection(s) is correctly done.
Deleting an inspection
In the Inspections page, select the check box near the name of the inspection to delete.
On the upper-right corner of the Toolbar, tap the More options icon (
). Then, select Delete.In the Confirmation required window, tap OK.
Editing a Joint inspection
From the Inspections page, tap an existing inspection.
In the categories ( General, Torque, Angle, Time, Traceability) of the Edit inspection page, edit the necessary parameter(s) according to customer needs.
On the upper-right corner of the Edit joint page, tap the Save icon (
).The Save icon is available after one item has been edited.
If the inspection is sent by an external software, it is not possible to edit it.
Running a Joint inspection
In the Home page, tap the Menu icon (
). Then, select Joints.In the Joints page, tap Play (
) for running the inspection.If the configured wrench is not connected or its range is out of the test range, an Information message appear.
On the lower-right corner of the Information message, tap the Manage devices button to add/edit/pair another wrench to use during the test.
In the Select inspection dialog box, select the inspection to do. The instruction page opens, where the characteristics of the inspection are displayed.
On the upper-left corner of the screen, tap the Menu icon (
), then tap one of the following options:Exit from measure to exit from the test.
Instruction to see the instruction to perform the test.
Results chart to see the chart of the measured values.
On the lower-right corner of the Result chart page, tap the More option icon (
) to see the following values:Minimum: minimum measured value.
Maximum: maximum measured value.
Average: average value of all measured values.
STD (σ): standard deviation of the measured values.
Cp and Cpk value for the Cp/Cpk inspection. These index are updated in real time.
X, R and S for the SPC inspection. These index are updated in real time.
Results to see the list of the measured value.
Statistics to see the statistics of the results done.
Traceto see the trace of the result. If the Double results function is enable on the device and on the STwrench, both the residual point and the peak point are marked on the trace.
Summary to see the test results and the Cp/Cpk values.
For Cp/Cpk inspection: Cp and Cpk values change after three results.
For SPC (joint) inspection: X and R values changes after three results.
When the subgroup (S) is completed, the SPC rules check result window is displayed. In this window, the status of the SPC rules is shown. The inspection result depends on the enabled rules. If the rules results are positive, the inspection result is OK.
Below is the list of the rules results that can occur:
Green mark: the rule result is OK.
Red mark: the rule result is NOK.
Gray mark: the rule result is not enabled or it is not possible to make an analysis on it.
Do the results. During the test, the selected page is updated in real time.
To delete one result (when enabled by external software): select the result and on the upper-right corner of the screen tap the More options icon () > Delete
To delete all results (when enabled by external software): on the upper right-corner of the Toolbar, tap the More options icon () > Delete all.
For the SPC (joint) inspection, it is not possible to delete a result if the subgroup is completed.
If a result is NOK, the measured value is highlighted in red. If the STwench does not reach the target torque, a dash (-) is shown in the results list and the counter of the done tightenings is not incremented.
The inspection is OK if both Cp and Cpk are equal or greater than Minimum Cp Torque and Minimum Cpk Torque
To add a note to one result: in the Results chart page or in Results page, select a result. Then on the upper-right corner of the Toolbar, tap the More options icon ()> Add note. In the Edit note dialog box, type the note. Then tap Edit.
To add a picture to one result: in the Results chart page or in Results page, select a result. Then on the upper-right corner of the Toolbar, tap the More options icon ()> Add photo. In the Add photo dialog box, frame the object to be photographed . Then tap Capture.
Measuring devices
The measuring devices section describes how to connect the device to the related measuring device: STwrench and IRC-Connect.
The STwrench and IRC-Connect need the bluetooth connection to be used.
The device can store up to 100 measuring devices into its own memory.
Tap the Menu icon in the Toolbar. Then, select Measuring Devices from the Menu list.
The following is displayed:

A | Command button | B | List of measuring devices |
In each row, the following information are shown:
Name of the measuring device paired to the device.
Serial number of the measuring device paired to the device.
Type of the measuring device paired to the device. The available types are STwrench and IRC-Connect.
Connection of the measuring device: The available status are: not paired, paired, connection up, connection down.
The Connection is Not paired if the measuring device is configured but the pair has never been perform.
The Connection is Paired if the pair has been perform but the connection has never been perform.
The Connection is Connection up if the measuring device is connected to the STpalm.
The Connection is Connection down if the measuring device connected to the STpalm is off or out of range.
For each measuring device type, only one Measuring device per time can be connected to the device.
Deleting a Measuring devices
In the Measuring devices page, select the check box near the name of the measuring devices to delete.
On the upper-right corner of the Toolbar, tap the More icon (
). Then, select Delete.In the Confirmation required window, tap OK.
Searching a Measuring device
From the Menu, select Measuring devices.
Above the list of Measuring devices, tap the Search icon (
).In Search text box, type the name of the measuring device to search.
Partial matching is supported: measuring devices whose names match the text string are shown.
To reset the typed test string, tap the Reset icon ().
To exit the search function, tap the Left arrow icon ().
IRC-Connect
Pairing IRC-Connect
In the Toolbar, tap Measuring devices.
On the upper-right corner of the Measuring devices page, tap Add (
).In the Measuring devices type window, tap IRC-Connect.
After selecting IRC-Connect in the Measuring device type window, the Connection category is automatically displayed.
The General category is automatically complete after the pairing process.
In the Connection category, configure the following parameters:
Connection type: select IRC-B.
Trace read: select one of the following option for the trace reading from the IRC-Connect:
Always: the traces are always read.
NOK only: only NOK traces are read.
Never: the traces are never read.
Gyro compensation: select the check box to enable the gyro compensation.
On the IRC-Connect, press the power switch for five times: the Radio LED is lit steady, and the Result LEDs start blinking in sequence.
On the upper-right corner of the Toolbar on the STpalm, in the Add IRC-Connect page, tap the More option icon (
). Then, tap > Pair.The Pairing instructions dialog box opens.
Turn on the IRC-Connect clicking the power button placed on the main panel:

A
Main panel
B
Result LEDs
C
Radio LED
D
Power button
After IRC-Connect boot sequence is completed, press five times the IRC-Connect Power button.
After two seconds the Radio LED is lit steady and the Result LEDs start blinking in sequence.
The IRC-Connect is now in pair mode. On the lower-right corner of the Pairing instructions dialog box on the STpalm, tap Pair.
At the end of the pairing process, on the Pairing window, tap OK .
In the Add IRC-Connect page, the General section is automatically displayed with the following parameters:
Name: name of the paired measuring device.
Serial number: serial number of the paired measuring device.
Firmware version: firmware version of the paired measuring device.
Notes: type optional notes.
On the upper-right corner of the Add IRC-Connect page, tap Save.
Connecting the device to the IRC-Connect
Pair the IRC-Connect to be connected to the device (for more information, see the paragraph Pairing the IRC-Connect).
In the Toolbar, tap Measuring Devices.
In the Measuring devices page, tap the IRC-Connect to be connected to the device.
On the upper-right corner of the Edit IRC-Connect page, tap the More option icon (
). Then tap Connect. If the connection process succeeded, on the upper-right corner of the device screen the IRC-C icon is shown.
In the Measuring device page, the Connection of the IRC-Connect is Connection up.
To open the Measuring device page, tap the left arrow near Edit IRC-Connect.
After each connection, in the General section of the Edit IRC-Connect page the firmware version of the IRC-Connect is updated.
Connected transducer
If the transducer connected to the measuring device is overloaded, a warning message is displayed to inform the operator about the status of the transducer.
When a transducer is used for the first time, an information message is displayed to inform the operator that the first usage date is set to the current date.
Select Yes to set the first usage date to the current date.
Select No not to set the date. If this option is selected, at the next transducer use, the message will be displayed again.
If the transducer calibration is expired, an Information message is displayed to inform the operator that the transducer must be calibrated. It is still possible to use the transducer for testing.
STwrench
Pairing STwrench
In the Toolbar, tap the Menu icon (
). Then, tap Measuring devices.In the Measuring devices page, tap the Add icon (
).In the Measuring devices type window, tap STwrench.
In the Connection category of the Add STwrench page, configure the following parameters
Connection type: select IRC-B.
Trace read: below are the available trace read options:
Always: if this option is selected, the traces are always read.
NOK only: if this option is selected, only NOK traces are read.
Never: if this option is selected, the traces are never read.
Double results: select the check box to enable the reading of the residual point and the peak point for each tightening of the STwrench.
By default the check box is selected.
Max torque behavior: select the check box the enable the double control of the residual point and peak point values. If both values are within the limits, the test is OK. If the Peak result is out the limits, the test is NOK.
This check box is available only if the Double results check box is selected.
On the STwrench keyboard, press ON (
 ) and then in sequence press: OFF (
) and then in sequence press: OFF ( ), up (
), up ( ),ON () and down (
),ON () and down ( ).
).When the STwrench is in Waiting PIN status, on the device Connection category of the Add STwrench page, tap the More icon (
) then Pair.At the end of the pairing process, on the Pairing window, tap OK.
On the upper-right corner of the Add STwrench page, tap the Save icon (
).
Connecting the device to STwrench
Pair the STwrench to be connected to the device (for more information, see Pairing STwrench)
In the Home page, tap the More icon (
).In the Measuring devices page, tap the STwrench to be connected to the device.
On the upper-right corner of the Edit STwrench page, tap the More icon then Connect.
If the connection process succeeds, on the upper-right corner of the device screen the STw icon is shown and on the STwrench display the IRCW icon is shown
To open the Measuring device page, tap the left arrow near Edit STwrench.
In the Measuring device page, the status of the STwrench is Connection up.
If the STwrench is added on the device memory, but it is not paired, in the Measuring Devices page, the Status of the STwrench is Not paired.
If the STwrench is paired to the device, but it is not connected, in the Measuring Devices page, the Status of the STwrench is Paired.
If the STwrench is connected to the device, but it is either off or out of range, in the Measuring Devices page, the Status of the STwrench is Connection down.
Scanning a barcode with STwrench
The STwrench barcode scanner can be used to read barcodes and the value read is inserted in the selected field.
To use the STwrench as barcode reader, it must be paired and connected to the device.
Parts
Tap the Menu icon in the Home page. Then, select Parts from the Menu list.
The following is displayed:
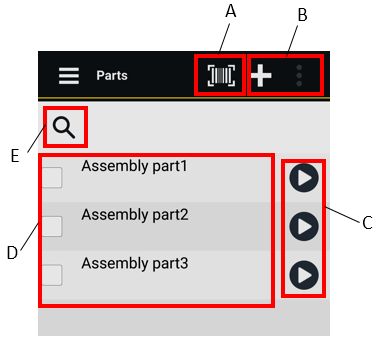
A | Barcode button | B | Command button |
C | Play button | D | List of Parts |
E | Search button |
In each row, the following information are shown:
Name: name of the configured part.
Identifier: code to identify the part.
When enabled by external software, the Barcode button () allows to scan a barcode to search the corresponding Part inspection(s) on the measuring device. If the search finds a single Part inspection, it is automatically run; if the search finds multiple Part inspections with the same barcode identifier, run the inspection of interest from the list.
The Play button gets active only after adding/updating the inspection(s) linked to the Joint. If enabled, tap Play to run the test.
Adding a Part
In the Home page, tap the Menu icon (
). Then, select Parts.On the upper-right corner of the Parts page, tap Add icon (
). The following is displayed: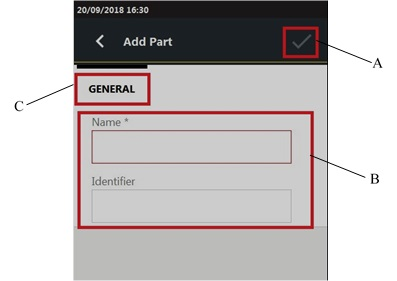
A
Save button
B
Parameters
C
Categories
In the Add part page, configure the part parameters.
On the upper-right corner of the Add part page, tap theSave icon (
).The Save icon is available after all the require items have been completed.
Part parameters
General category
Name: type the name of the part.
Identifier: type the identifier of the part.
Deleting a Part
In the Parts page, select the check box near the name of the part to delete.
On the upper-right corner of the Toolbar, tap the More option icon (
). Then, tap Delete.In the Confirmation required window, tap OK.
Editing a Part
From the Parts page, tap an existing part.
The following is displayed:
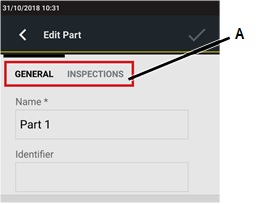
A
Categories
In the categories (General, Inspection) of the Edit part page, edit the necessary parameter(s) according to customer needs.
On the upper-right corner of the Edit part page, tap the Save icon (
).The Save icon is available after one item has been edited.
Searching a Part
From the Menu, select Parts.
Above the list of Parts, tap the Search icon (
).In Search text box, type the string to search.
Partial matching is supported: parts whose name or identifier match the text string are shown.
To reset the typed string, tap the Reset icon ().
To exit the search function, tap the Left arrow icon ().
Part inspections
The available inspections type for the Parts are:
Visual check – Attribute: this inspection is used when the user is asked to choose among a list of attributes that are visually inspected. It is possible to create a fixed list of attributes to be marked as OK or NOK for each specific inspection.
Visual check – Binary: this inspection is used as go/no go test. This is the most suitable inspection when the result of a test is binary: passed or failed.
Visual check – Instructions: this inspection is used when recommendations or separate instructions need to be shown to the measuring device user without requiring any specific action.
Visual check – Picture: this inspection consists in taking a picture of the part to be inspected; it is possible to compare it with a reference picture uploaded from external software and confirm/reject the part in production.
Dimensional check - Cp/Cpk
Dimensional check - SPC
It is possible to save two inspections with the same name and the same target object.
A warning message is displayed to inform the operator that an inspection with the same name already exists.
Select Yes to save the inspection.
Select No not to discard the inspection.
- Adding a Visual inspection
- Attribute inspection parameters
- Binary inspection parameters
- Instructions inspection parameters
- Picture inspection parameters
- Adding a Dimensional inspection
- Cp/Cpk dimensional parameters
- SPC dimensional parameters
- Deleting an inspection
- Editing an inspection
- Running a Part inspection - Visual check
- Running a Part inspection - Dimensional check
Adding a Visual inspection
In the Parts page, select an already configured part.
In the Edit part page, tap the Inspections category.
In the Inspection category, tap the Add icon (
).In the Test type window, tap a visual check inspection type.
In the General category of the Add visual inspection page, configure the general parameters of the inspection.
In the Add visual inspection page, tap the Picture category.
In the Picture category, it is possible to:
Add an image/video: connect the STpalm to a PC. In the Download folder of the STpalm add a new folder named media_items and save in this folder the image/video to upload. In the Picture category of the Add inspection page, tap the Add icon (
) and select the media to upload.The maximum size of images is 5 MB, the maximum size of videos is 10 MB.
Remove an image/video: on the upper part of the Picture category, tap the Remove icon (
).
In the Add visual inspection page, tap the Traceability category.
In the Traceability category, configure the following parameters:
Verification code: type the verification code that must be entered or scanned when the inspection is run. This field is case-sensitive.
Verification code description: to guide the operator, type the description of the verification code dialog box that is displayed when the inspection is run.
Assignable causes: it is possible to:
List:
select an assignable causes list: tap the Search icon (
) and then select an already configured item in the Assignable causes list page.add a new assignable causes list: tap the Search icon (
); on the upper-right corner of the Assignable causes list page, tap Add to configure a new item.delete the link to the assignable causes list: tap the Delete icon (
).
Mandatory: if the check box is selected, the operator must select/type an assignable cause to continue the test.
Force selection from list: select between:
No: the operator can type the assignable cause, without selecting it from the list.
Yes: the operator can only select the assignable cause from the list.
Inherit: the selection from list can be forced or not forced, depending on the definition of this parameter in the Assignable causes list page.
Corrective actions: it is possible to:
List:
select a corrective actions list: tap the Search icon (
) and then select an already configured item in the Corrective actions list page.add a new corrective actions list: tap the Search icon (
); on the upper-right corner of the Corrective actions list page, tap Add to configure a new item.delete the link to the corrective actions list: tap the Delete icon (
).
Mandatory: if the check box is selected, the operator must select/type a corrective action to continue the test.
Force selection from list: select between:
No: the operator can type the corrective action, without selecting it from the list.
Yes: the operator can only select the corrective action from the list.
Inherit: the selection from list can be forced or not forced, depending on the definition of this parameter in the Corrective actions list page.
On the upper-right corner of the Add visual inspection page, tap the Save icon (
).
Attribute inspection parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Type: by default, it is set to Visual - Attribute.
Attribute list: it is possible to:
select an attribute list: near the attribute list box, tap the Search icon (
) and then select an already configured attribute list in the Attribute list page.add a new attribute list: near the attribute list box, tap the Search icon (
). On the upper-right corner of the Attribute list page, tap Add to configure a new attribute list.
Number of sample: type number of sample to test.
Binary inspection parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Type: by default, it is set to Visual - Binary.
Binary list: it is possible to:
select a binary list: near the binary list box, tap the Search icon (
) and then select an already configured binary list in the Binary lists page.add a new binary list: near the binary list box, tap the Search icon (
). On the upper-right corner of the Binary lists page, tap Add to configure a new binary list.
Number of sample: type the number of sample to test.
Instructions inspection parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Type: by default, it is set to Visual - Instructions.
Note category
In the Note category it is possible to type a maximum number of characters equal to 2000.
Picture inspection parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Type: by default, it is set to Visual - Picture.
Note category
In the Note category it is possible to type a maximum number of characters equal to 2000.
Adding a Dimensional inspection
In the Parts page, select an already configured part.
In the Edit part page, tap the Inspections category.
In the Inspection category, tap the Add icon (
).In the Test type window, tap a dimensional check inspection.
In the General category of the Add dimensional inspection page, configure the general parameters of the inspection.
In the Add dimensional inspection page, tap the Length (Quantity) category.
If Quantity item is set to:
Lenght: Lenght category is shown in the upper part of the Add Cp/Cpk inspection page.
Custom: Custom category is shown in the upper part of the Add Cp/Cpk inspection page.
In the Length (Quantity) category of the Add Cp/Cpk inspection page, configure the reference values for the dimensional inspection.
In the Add dimensional inspection page, tap the Picture category.
In the Picture category, it is possible to:
Add an image/video: connect the STpalm to a PC. In the Download folder of the STpalm add a new folder named media_items and save in this folder the image/video to upload. In the Picture category of the Add inspection page, tap the Add icon (
) and select the media to upload.The maximum size of images is 5 MB, the maximum size of videos is 10 MB.
Remove an image/video: on the upper part of the Picture category, tape the Remove icon (
).
In the Add dimansional inspection page, tap the More options icon (
). Then select Traceability.In the Traceability category of the Add dimansional inspection page, configure the following parameters
Verification code: type the verification code that must be entered or scanned when the inspection is run. This field is case-sensitive.
Verification code description: to guide the operator, type the description of the verification code dialog box that is displayed when the inspection is run.
Assignable causes: it is possible to:
List:
select an assignable causes list: tap the Search icon (
) and then select an already configured item in the Assignable causes list page.add a new assignable causes list: tap the Search icon (
); on the upper-right corner of the Assignable causes list page, tap Add to configure a new item.delete the link to the assignable causes list: tap the Delete icon (
).
Mandatory: if the check box is selected, the operator must select/type an assignable cause to continue the test.
Force selection from list: select between:
No: the operator can type the assignable cause, without selecting it from the list.
Yes: the operator can only select the assignable cause from the list.
Inherit: the selection from list can be forced or not forced, depending on the definition of this parameter in the Assignable causes list page.
Corrective actions: it is possible to:
List:
select a corrective actions list: tap the Search icon (
) and then select an already configured item in the Corrective actions list page.add a new corrective actions list: tap the Search icon (
); on the upper-right corner of the Corrective actions list page, tap Add to configure a new item.delete the link to the corrective actions list: tap the Delete icon (
).
Mandatory: if the check box is selected, the operator must select/type a corrective action to continue the test.
Force selection from list: select between:
No: the operator can type the corrective action, without selecting it from the list.
Yes: the operator can only select the corrective action from the list.
Inherit: the selection from list can be forced or not forced, depending on the definition of this parameter in the Corrective actions list page.
On the upper-right corner of the Add dimensional inspection page, tap the Save icon (
).
Cp/Cpk dimensional parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Quantity: from the drop down list, select one of the available option: Length, Custom.
Number of sample: type the number of sample to test.
Cp Cpk minimum sample number: minimum number of sample to calculate the Cp/Cpk values.
Measurement device type: from the drop down list, select one of the available option: Manual input, Automatic only.
If the Automatic only mode is selected, make sure that the gauge data transfer is configured in keyboard emulation.
Length (Quantity) category
Minimum value: type the minimum allowed value. The value can be positive or negative.
Maximum value: Type the maximum allowed value. The value can be positive or negative.
Minimum Cp: type the minimum value of Cp.
Minimum Cpk: type the minimum value of Cpk.
(Custom) Unit of measurement: select the unit of measurement.
If Quantity value is set to Length, the available units of measurements are: mm, in.
If Quantity value is set to Custom, type the custom unit of measurement to use.
Decimal digits: type the number of the decimal digits to use.
This field is available only if Quantity value is set to Custom.
SPC dimensional parameters
General category
Name: type the name of the inspection.
Barcode identifier: it identifies the inspection. If left blank, the identifier corresponds to the inspection name.
Quantity: from the drop down list, select one of the available option: Length, Custom.
Subgroup size: type the value of the subgroup size. The default value is defined in Home > Configuration > Default values > Inspection default values.
Subgroup frequency: type the value of the subgroup frequency. The default value is defined in Home > Configuration > Default values > Inspection default values.
Number of sample: type the number of sample to test.
Measurement device type: from the drop down list, select one of the available option: Manual input, Automatic only.
If the Automatic only mode is selected, make sure that the gauge data transfer is configured in keyboard emulation.
Length (Quantity) category
Minimum value: type the minimum allowed value. The value can be positive or negative.
Maximum value: Type the maximum allowed value. The value can be positive or negative.
(Custom) Unit of measurement: select the unit of measurement.
If Quantity value is set to Length, the available units of measurements are: mm, in.
If Quantity value is set to Custom, type the custom unit of measurement to use.
Decimal digits: type the number of the decimal digits to use.
This field is available only if Quantity value is set to Custom.
Deleting an inspection
In the Inspections page, select the check box near the name of the inspection to delete.
On the upper-right corner of the Toolbar, tap the More options icon (
). Then, select Delete.In the Confirmation required window, tap OK.
Editing an inspection
From the Inspections page, tap an existing inspection.
In the categories ( General, Length, Traceability) of the Edit inspection page, edit the necessary parameter(s) according to customer needs.
The Length category is available only for the Dimensional check inspection
On the upper-right corner of the Edit part page, tap the Save icon (
).The Save icon gets available after one item has been edited.
Running a Part inspection - Visual check
In the Toolbar, tap Parts.
In the Parts page, tap Play (
) for running the inspection.In the Select inspection dialog box, select the inspection to do. The Instruction page opens, where the characteristics of the inspection are displayed.
On the upper-left corner of the Toolbar, tap the Menu icon (
), then tap Results.On the upper-right corner of the Toolbar, tap the Add icon (
).In the Select attribute dialog box, select the correct value. Then tap Add.
When the bacth is completed, in the Select attribute dialog box, tap Close.
To delete one result (when enabled by external software): select the result and on the upper-right corner of the Toolbar tap the More option icon (
) > DeleteTo delete all the results (when enabled by external software): in the upper right-corner, tap the tap the More option icon (
) > Delete all.
Running a Part inspection - Dimensional check
In the Toolbar, tap Parts.
In the Parts page, tap Play (
) for running the inspection.In the Select inspection dialog box, select the inspection to do. The Instruction page opens, where the characteristics of the inspection are displayed.
In the upper-left corner of the screen, tap the Menu icon (
), then tap one of the following options:Exit from measure to exit from the test.
Instruction to see the instruction to perform the test.
Results chart to see the chart of the measured values.
On the lower-right corner of the Result chart page, tap the More options icon (
) to see the following values:Minimum: minimum measured value.
Maximum: maximum measured value.
Average: average value of all measured values.
STD (σ): standard deviation of the measured values.
Cp and Cpk value for the Cp/Cpk inspection. These index are updated in real time.
X, R and S for the SPC inspection. These index are updated in real time.
Results to see the list of the measured value.
Statistics to see the statistics of the results done.
Summary to see the test results and the Cp/Cpk values.
For Cp/Cpk inspection: Cp and Cpk values change after three results.
For SPC (tool) inspection: X and R values changes after three results.
When the subgroup (S) is completed, the SPC rules check result window is displayed. In this window, the status of the SPC rules is shown. The inspection result depends on the enabled rules. If the rules results are positive, the inspection result is OK.
Below is the list of the rules results that can occur:
Green mark: the rule result is OK.
Red mark: the rule result is NOK.
result
Gray mark: the rule result is not enabled or it is not possible to make an analysis on it.
On the upper-right corner of the screen, tap the Add icon (
).In the Insert value dialog box, type the measured value. Then tap Add. During the test, the selected page is updated in real time.
To delete one result (when enabled by external software): select the result from the Results chart page or Results page. Then on the upper-right corner of the screen tap the More options icon () > Delete
To delete all the results (when enabled by external software): on the upper right-corner, tap the More option icon () > Delete all.
For the SPC (joint) inspection, it is not possible to delete a result if the subgroup is completed.
Only the manual input of the values measured during the test is supported.
If a result is NOK, the measured value is highlighted in red.
The inspection is OK if both Cp and Cpk are equal or greater than Minimum Cp Torque and Minimum Cpk Torque
To add a note to one result: in the Results chart page or in Results page, select a result. Then on the upper-right corner of the Toolbar, tap the More options icon ()> Add note. In the Edit note dialog box, type the note. Then tap Edit.
To add a picture to one result: in the Results chart page or in Results page, select a result. Then on the upper-right corner of the Toolbar, tap the More option icon ()> Add photo. In the Add photo dialog box, frame the object to be photographed . Then tap Capture.
Quick programming
Quick Programming is a function that starts a test in a short time.
Before starting the quick programming test, connect the device to the related measuring device (for more information, see “Measuring devices”).
In case the device is connected to the IRC-Connect, do the “quick programming” test through one of the following transducers: IRTT, IRTT T/A.
The device automatically creates a default inspection (associated to a default tool) according to the tool, the connected transducer and the selected tool strategy.
For IRTT, IRTT T/A, the following tool strategies are available: Click wrench – Click wrench, Peak – Peak, Power tool – Direct driven, Pulse tool – Pulse tool, Pulse tool – ACTA Pulse tool, Click wrench - Cam-over, Power tool - Only angle.
It is possible to change the default inspection / tool that define the quick programming test, according to customer needs. Moreover, users can also save the default inspection / tool in the related sections.
Running a quick programming
In the Toolbar, tap Quick Programming.
In the Select transducer dialog box, select the transducer to use.
If no devices are connected to the STpalm, an Error message is displayed.
In the Select tool strategy dialog box, select the strategy to use.
In the Quick programming page, tap Play (
) to run the inspection.
On the upper-right corner of the Quick programming page, tap Save to save the configuration of the Tool and the inspection configured by the quick programming.
The configuration of the Tool and Inspection is editable.
Links
This section describes how to navigate web pages on the device.
The URLs available for navigation are enabled by external software.
If navigation on the device is enabled for one URL only, the name of the URL is displayed in the Home page.
Opening a link
In the Home page, tap Links.
Tap on the web page to open it and start navigating.
The web browser navigation bar is not be present on the device: navigation is limited to the configured URLs and some basic browser functionality are inhibited (such as: next, back, refresh, right-click, etc.).
To return to the Home page, tap on the Home icon
and select an item.
Configuration
Tap the Menu icon in the Home page. Then, select Configuration.
The following items are displayed:
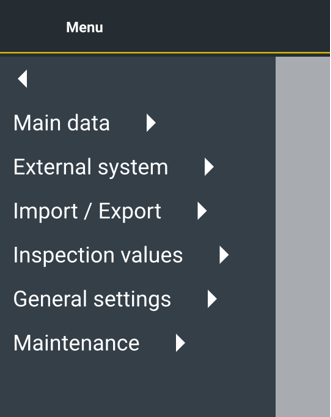
Main data
From the Home page, tap Configuration > Main data.
From the Main data page it is possible to configure:
Attribute lists
Binary lists
Assignable causes lists
Corrective actions lists
Users
Traces
Binary lists
On the left side of the Toolbar, tap the Menu icon () > Configuration > Main Data > Binary lists. The following is shown:

A | Command buttons | B | Binary lists |
From this page, it is possible to add, delete and edit binary lists to use during the inspections.
Adding a Binary list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Binary lists.
A
Save button
B
Parameters
C
Categories
On the upper-right corner of the Binary lists page, tap the Add icon (
).In the General category of the Add binary list page, configure the following parameters:
Name: name of the binary list.
Entry for OK: type the condition to pass the test.
Entry for NOK: type the condition not to pass the test.
On the upper-right corner of the Add binary list, tap the Save icon (
).
Deleting a Binary list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Binary list.In the Binary lists page, tap the check box of the binary list(s) to delete.
On the upper-right corner of the Binary lists page, tap the More icon (
). Then select Delete.On the Confirmation required message, tap OK.
Editing a Binary list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Binary lists.In the Binary lists page, select an already configured binary list.
In the General category of the Edit binary list page, edit the parameter(s) according to the customer needs
In the upper-right corner of the Edit binary list page, tap the Save icon (
).
Attribute lists
On the left side of the Toolbar, tap the Menu icon () > Configuration > Main data > Attribute lists. The following is shown:

A | Command buttons | B | Attribute lists |
From this page, it is possible to add, delete and edit attribute lists to use during the inspections.
Adding an Attribute list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Attribute lists.On the upper-right corner of the Attribute lists page, tap the Add icon (
).In the General category of the Add attribute list page, configure the following parameters:
Name: name of the attribute list.
Force selection from list: if the check box is not selected, during the test it is possible to add a new item in the Custom value box.
In the Add attribute list page, tap the Visual check category.
In the Visual check category of the Add attribute list page, tap the Add icon (
 ).
).In the text box, type the name of the attribute list item.
Select the NOK check box if the status of the attribute to be check on the sample is NOK.
On the upper-right corner of the Add attribute list page, tap the Save icon (
).
To move an item in the list:
In the Visual check category of the Add attribute list page, select the check box near the item name.
Tap the up/down arrow icon (
 ) to move up/down the item.
) to move up/down the item.On the upper-right corner of the Add attribute list page, tap the Save icon (
).
To delete an item in the list:
In the Visual check category of the Add attribute list page, select the check box near the item name.
Tap the Delete icon (
) to delete the selected item.On the upper-right corner of the Add attribute list page, tap the Save icon (
).
Deleting an Attribute list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Attribute lists.In the Attribute lists page, select the check box near the attribute list(s) to delete.
On the upper-right corner of the Attribute lists page, tap the More icon (
). Then, select Delete.On the Confirmation required message, tap OK.
Editing an Attribute list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Attribute lists.In the Attribute lists page, tap an attribute list already configured.
In the General category of the Edit attribute list page, edit the necessary parameter(s) according to customer needs.
In the Edit attribute list page, tap the Visual check category.
In the Visual check category of the Edit attribute list page, edit the necessary parameter(s) according to customer needs.
On the upper-right corner of the Edit attribute list page, tap the Save icon (
).
Assignable causes lists
On the left side of the Tollbar, tap the Menu icon () > Configuration > Main data > Assignable causes lists.
The following is displayed:

A | Command button | B | Assignable causes list |
Adding an Assignable causes list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Assignable causes lists. On the upper-right corner of the Assignable causes lists page, tap the Add icon (
). In the General category of the Add assignable causes list page, configure the following parameters:
Name: name of the assignable causes list.
Force selection from list: if the check box is not selected, during the test it is possible to add a new item in the Custom value box.
In the upper part of the Assignable causes list page, tap the Assignable causes list category.
In the Assignable causes list category of the Assignable causes list page, tap the Add icon (
).In the text box, type the name of the assignable causes list item.
It is possible to add a maximum of 50 items for each Assignable causes list.
In the upper-right corner of the Add assignable causes list page, tap the Save icon (
).
To move an item in the list:
In the Assignable causes list category of the Assignable causes list page, select the check box near the item name.
Tap the up/down arrow icon (
) to move up/down the item.On the upper-right corner of the Assignable causes list page, tap the Save icon (
).
To delete an item in the list:
In the Assignable causes list category of the Assignable causes list page, select the check box near the item name.
It is possible to select more than one item to delete.
Tap the Delete icon (
) to delete the selected item(s).On the upper-right corner of the Assignable causes list page, tap the Save icon (
).
Deleting an Assignable causes list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Assignable causes lists.In the Assignable causes list page, select the check box near the assignable causes list(s) to delete.
On the upper-right corner of the Assignable causes lists page, tap the More icon (
). Then, select Delete.On the Confirmation required message, tap OK.
Editing an Assignable causes list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Assignable causes lists.In the Assignable causes lists page, tap an assignable causes list already configured.
In the General category of the Edit assignable causes list page, edit the necessary parameter(s) according to customer needs.
In the Edit assignable causes list page, tap the Assignable causes lists category.
In the Assignable causes lists category of the Edit assignable causes list page, edit the necessary parameter(s) according to customer needs.
On the upper-right corner of the Edit assignable causes list page, tap the Save icon (
).
Corrective action lists
On the left side of the Toolbar, tap the Menu icon () > Configuration > Main data > Corrective action lists.
The following is displayed:

A | Command button | B | Corrective actions list |
Adding a Corrective action list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Corrective action lists. On the upper-right corner of the Corrective action lists page, tap the Add icon (
). In the General category of the Add corrective action list page, configure the following parameters:
Name: name of the assignable causes list.
Force selection from list: if the check box is not selected, during the test it is possible to add a new item in the Custom value box.
In the upper part of the Add corrective action list page, tap the Corrective action category.
In the Corrective action category of the Add corrective action list page, tap the Add icon (
).In the text box, type the name of the assignable causes list item.
It is possible to add a maximum of 50 items for each Assignable causes list.
In the upper-right corner of the Add corrective action list page, tap the Save icon (
).
To move an item in the list:
In the Corrective action category of the Corrective action list page, select the check box near the item name.
Tap the up/down arrow icon (
) to move up/down the item.On the upper-right corner of the Corrective action list page, tap the Save icon (
).
To delete an item in the list:
In the Corrective action category of the Corrective action list page, select the check box near the item name.
It is possible to select more than one item to delete.
Tap the Delete icon (
) to delete the selected item(s).On the upper-right corner of the Corrective action list page, tap the Save icon (
).
Deleting a Corrective action list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Corrective action lists.In the Corrective action list page, select the check box near the corrective action list(s) to delete.
On the upper-right corner of the Corrective action lists page, tap the More icon (
). Then, select Delete.On the Confirmation required message, tap OK.
Editing a Corrective action list
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Corrective action lists.In the Corrective action lists page, tap an assignable causes list already configured.
In the General category of the Edit corrective action list page, edit the necessary parameter(s) according to customer needs.
In the Edit corrective action list page, tap the Corrective action category.
In the Corrective action category of the Edit corrective action list page, edit the necessary parameter(s) according to customer needs.
On the upper-right corner of the Edit corrective action list page, tap the Save icon (
).
Users
On the left side of the Toolbar, tap the Menu icon () > Configuration > Main data > Users. The following is displayed:

A | Command buttons | B | Users list |
In each row, the following information are shown:
Login name of the user.
First name and last name of the user.
Adding a User
In the Toolbar, tap the Menu icon (
). Then select Configuration > Main data > Users.On the upper-right corner of the User page, tap the Add icon (
).In General category of the Add user page, configure the following parameters:
Login name: type the user name. This name will be used for the login.
Password: type the password used for the login of the user.
Confirm password: type again the password.
If the string typed in the Password text box and Confirm password text box are different, the Confirm password text box is red highlighted.
First name: type the name of the user.
Last name: type the last name of the user.
Has password: select the check box to require the password at the user login.
If the Has password check box is not selected, at the Login the user must leave empty the password text box. This case is useful to have the traceability of the results without the password request at the login.
On the upper-right corner of the Add user page, tap the Save icon (
).
Deleting a User
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Users.In the Users page, select the check box near the name of the user to delete.
On the upper-right corner of the Toolbar, tap the More option icon (
). Then tap Delete.In the Confirmation required dialog box, tap Yes.
It is not possible to delete the admin user.
Editing a User
In the Home page, tap the Menu icon (
). Then, select Configuration > Main data > Users.In the Users page, tap an existing user.
In the Edit user page, edit the necessary parameter(s) according to the customer needs.
On the upper-right corner of the Edit user page, tap the Save icon (
).
External system
From the Home page, tap Configuration > External systems.
From the External systems page it is possible to configure:
API communication
Open Protocol communication
Open Protocol
On the left side of the Toolbar, tap the Menu icon () > Configuration > External system > Open Protocol.
Enabled: select the checkbox to enable the Open Protocol communication.
By default, the Enabled checkbox is not selected.
Open Protocol Port: default port used for Open Protocol communication.
Tap on the Save icon to save the configuration.
Below are the available MIDs (Message Identification):
MID | Description | Revision ranges |
|---|---|---|
0001 | Communication start | 0 ÷ 1 |
0002 | Communication start acknowledge | 0 ÷ 5 |
0003 | Communication stop | 0 ÷ 1 |
0004 | Command error | 0 ÷ 1 |
0005 | Command accepted | 0 ÷ 1 |
0010 | Pset ID upload request | 0 ÷ 1 |
0011 | Pset ID upload response | 0 ÷ 1 |
0014 | Pset selected subscribe | 0 ÷ 1 |
0015 | Pset selected | 0 ÷ 2 |
0016 | Pset selected acknowledge | 0 ÷ 1 |
0017 | Pset selected unsubscribe | 0 ÷ 1 |
0018 | Select Pset | 0 ÷ 1 |
0060 | Last tightening result data subscribe | 0 ÷ 1 |
0061 | Last tightening result data | 0 ÷ 7 (+999) |
0062 | Last tightening result data acknowledge | 0 ÷ 1 |
0063 | Last tightening result data unsubscribe | 0 ÷ 1 |
0064 | Old tightening result upload request | 0 ÷ 1 |
0065 | Old tightening result upload response | 0 ÷ 6 |
0080 | Read time upload request | 0 ÷ 1 |
0081 | Read time upload response | 0 ÷ 1 |
9999 | Keep alive message | 0 ÷ 1 |
API configuration
On the left side of the Toolbar, tap the Menu icon () > Configuration > External system > API configuration. The following is displayed:
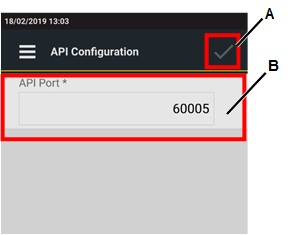
A | Save icon | B | API port field |
By default, the API port value is 60005
Configuring API port
In the Home page, tap the Menu icon (
). Then, select Configuration > External system > API configuration.In the API configuration page, configure the following parameter:
API port: type the number of the port to use for the communication with the devices. The maximum allowed value is 65535. The default vale is 60005.
On the upper-right corner of the API configuration page, tap the Save icon (
).
Import / Export
From the Home page, tap Configuration > Import / Export.
From the Import / Export page it is possible to:
Import tool check inspections
Import joint check inspections
Export results
Create template files for inspections
It is possible to import on the device the inspections configured on STa 6000. The file to import is created by ToolsTalk BLM. This function is available from the ToolsTalk version 10.12x.
Refer to the STa 6000 User Guide for more information about the inspections export.
Importing tool check inspections on the device
Connect the STpalm to the PC via USB cable.
In the Autoplay dialog box, select Open the device to see the files> Internal shared storage > Download > .
In the Download folder of the STpalm, copy the STpad_ToolInspetionImportFile.stpad.
On the left side of the STpalm Toolbar, tap the Menu icon (
) > Configuration > Import / Export > Import Tool check inspections.In the Import page, tap the Import file button.
On the File import message, tap OK.
If the OK button is tapped, the database of the application is overwritten by the new tools and inspections. All the elements configured before the import are deleted.
On the Import results dialog box, tap OK.
The import results dialog box lists the status of the import of each tool and inspection configured in the import file.
Importing joint check inspections on the device
Connect the STpalm to the PC via USB cable.
In the Autoplay dialog box, select Open the device to see the files> Internal shared storage > Download > .
In the Download folder of the STpalm, copy the STpad_ToolInspetionImportFile.stpad.
On the left side of the STpalm Toolbar, tap the Menu icon (
) > Configuration > Import / Export > Import Joint check inspections.In the Import page, tap the Import file button.
On the File import message, tap OK.
If the OK button is tapped, the database of the application is overwritten by the new tools and inspections. All the elements configured before the import are deleted.
On the Import results dialog box, tap OK.
The import results dialog box lists the status of the import of each joint and inspection configured in the import file.
Exporting results
On the left side of the Toolbar, tap the Menu icon (
) > Configuration > Import / Export > Export.The results file is saved in the SDcard\Download folder on the device.
Connect the device to the PC via USB cable.
In the Autoplay dialog box, select Open the device to see the files> Internal shared storage > Download > . Then, copy the export-result-date-time.txt file on the PC.
If the results file is not displayed in the Download folder, press F5 on the PC keyboard to refresh the folder content.
Templates
To import inspections (tool check and joint check) from the PC to the device, it is necessary to first export the template files from the device, then edit the file adding the tests, and finally transfer the edited files to the device.
Generating the template file for tool check inspections
On the left side of the Toolbar, tap the Menu icon (
) > Configuration > Import / Export > Templates > Template file for Tool check inspections.To generate the template for the configuration of the tool check inspections, tap the Generate button.
The template file is saved in the SDcard\Download folder on the device.
On the Information message, tap OK.
Connect the device to the PC via USB cable.
In the Autoplay dialog box, select Open the device to see the files> Internal shared storage > Download > . Then, copy the STpad_ToolInspectionImportFile.xlsm file on the PC.
The file now is ready to be completed with the tool check inspection(s) to import on the device.
Generating the template file for joint check inspections
On the left side of the Toolbar, tap the Menu icon (
) > Configuration > Import / Export > Templates > Template file for Joint check inspections.To generate the template for the configuration of the joint check inspections, tap the Generate button.
The template file is saved in the SDcard\Download folder on the device.
On the Information message, tap OK.
Connect the device to the PC via USB cable.
In the Autoplay dialog box, select Open the device to see the files> Internal shared storage > Download > . Then, copy the STpad_JointInspectionImportFile.xlsm file on the PC.
The file now is ready to be completed with the tool check inspection(s) to import on the device.
Inspection values
From the Home page, tap Configuration > Inspection values.
From the Inspection values page it is possible to configure:
SPC rules
Default values for Cm/Cmk ISO, SPC, and ISO 6789 inspections
Quick programming default values
SPC rules
On the left side of the Toolbar, tap the Menu icon (
). Then, select Configuration > Inspection values > SPC Rules. The following is displayed:
A
Save icon
B
Categories
C
Drop-down menu
D
Check boxes
On the right side of the SPC rules page, tap the check box to enable/disable the necessary SPC rules.
It is possible to configure different sets of rules for the Tool check, Joint check, and Dimensional check inspections by selecting the category of interest.
From the Show SPC rules summary popup drop-down menu, select one of the following items:
Always: to always display the SPC rules summary popup with all the SPC rules.
NOK only: to display in the SPC rules summary popup only the NOK SPC rules.
Never: to never display the SPC rules summary popup.
It is possible to configure different SPC Popup Display mode for the Tool check, Joint check, and Dimensional check inspections by selecting the category of interest.
On the upper-right corner of the SPC rules page, tap the Save icon.
Common values
On the left side of the Toolbar, tap the Menu icon (
). Then, select Configuration > Inspection values > Common values.The following is displayed:
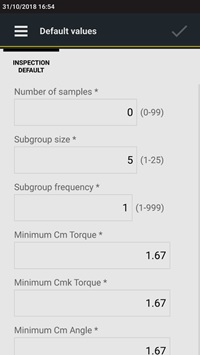
In the Inspection Default category of the Default values page, configure the values of the variables that characterize the test types Cm/Cmk ISO and SPC. Then, tap the Save Icon (
).
Quick programming default values
On the left side of the Toolbar, tap the Menu icon (
). Then, select Configuration > Inspection values > Quick programming default values.Select between Cm/Cmk and CAM/Cpk as default values for the quick programming tests.
Tap on the Save icon (
).
General settings
From the Home page, tap Configuration > General settings.
From the General settings page it is possible to configure the common and the test run settings.
Common
On the left side of the Toolbar, tape the Menu icon (). Then, select Configuration > General settings > Common and configure the following parameters:
Enable login: by selecting this check box, the application requests the Username and Password at the login.
When the Enable login check box is not selected, the application opens on the Home page.
Welcome page: from the drop-down menu, select the menu to display when starting the device. The options are:
Home
Route
Tools
Joints
Parts
Test run
Enable transducer from minload: when the checkbox is unselected, the transducers whose minimum operating range value is lower than the inspection minimum torque value can be used to run the test.
When the checkbox is selected, the transducers whose minimum load value is lower than the inspection minimum torque value can be used to run the test.
By default, the Enable transducer from minload checkbox is disabled.
Maintenance
From the Home page, tap Configuration > Maintenance.
From the Maintenance page it is possible to:
Manage licences
Backup the database of the application
Restore the database of the application
Configure log levels
Export application logs
License
On the left side of the Toolbar, tap the Menu icon () > Configuration > Maintenance > License. The following is displayed:
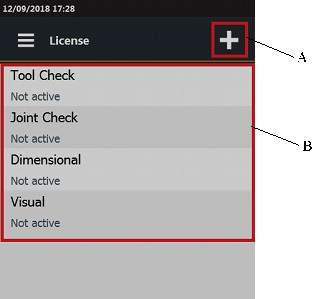
A | Add button | B | Licenses list |
In each row, the following information are shown:
License type. The available licenses are: Tool check, Joint check, Dimensional, Visual.
Status of the license. If the license has been activated, the status is Active, otherwise the status is Not active.
Activating a license
Connect the STpalm to a PC by USB cable.
From the Toolbar, tap the Menu icon (
). Then, select Configuration > Maintenance > License.On the upper-right corner of the License page, tap the Add icon (
). The following is displayed:
In the Step 1 text box (Generate capability request), type the Activation Code. Then, click Generate.
Generate gets active only after typing the Activation Code.
After tapping Generate, a capability request file is automatically stored in the Download folder of the device.
An Information message opens. Tap OK.
Upload the capability request file on the license activation portal (https://atlascopco.flexnetoperations.com) to get the capability response file.
If needed, press F5 on the PC keyboard to refresh the page.
After getting the capability response file, upload it on the Download folder of the device.
In the License manager page (see “Step 3 – Acquire the capability response”), tap Upload.
In the Select capability response dialog box, tap the drop-down list.
In the Select item dialog box, tap the correct capability response file. Then click Next.
In the Confirmation required dialog box, make sure that the capability response file has the requested license(s). Then, tap Upload for completing the process of license activation.
In the License page, after adding a license to the device, the Status of the license gets Active.
Backup
On the left side of the Toolbar, tap the Menu icon (
) > Configuration > Maintenance > Backup.The backup file is saved in the SDcard\Download folder on the device.
Connect the device to the PC via USB cable.
In the Autoplay dialog box, select Open the device to see the files> Internal shared storage > Download > . Then, copy the date-time-STpalm-backup file on the PC.
If the backup file is not displayed in the Download folder, press F5 on the PC keyboard to refresh the folder content.
Restore
On the left side of the Toolbar, tap the Menu icon (
) > Configuration > Maintenance > Restore.In the Select file for restore dialog box, open the drop down list and select the file to restore. Then tap Next.
The Restore file must be saved in the SDcard\Download folder on the device.
In the Confirmation required dialog box, tap OK.
At the end of the restore of the database, the application closes.
Start the application. The Restore dialog box opens.
When the restore is completed, in the Restore dialog box, tap OK.
At the end of the restore of the database, the application closes.
Start the application to use the restored database.
It is recommended to run the restore with the battery level of the STpalm greater than 50% or to connect the device to the power supply.
It is not possible to restore a the backup of a database version 04.00 on previous versions of the application.
It is not possible to restore the STpalm backup on the STpad and vice versa.
Exporting application logs
On the left side of the Toolbar, tap the Menu icon (
) > Configuration > Maintenance > Export logs.The log file is saved in the SDcard\Download folder on the device.
Connect the device to the PC via USB cable.
In the Autoplay dialog box, select Open the device to see the files> Internal shared storage > Download > . Then, copy the date-time-STpalm-log file on the PC.
If the log file is not displayed in the Download folder, press F5 on the PC keyboard to refresh the folder content.
Logging configuration
On the left side of the Toolbar, tap the Menu icon () > Configuration > Maintenance > Logging configuration. The following is displayed:
From the drop-down list of the API Log level, Open Protocol Log level and Device Log level, select between:
warning
info
verbose
debug
trace
By default the log levels are set to info.
From the Infrastructure Logging drop-down list, select between:
on
off
By default set to off.
Then, tap the Save icon ().
Export all
To export the backup and the application logs at one:
On the left side of the Toolbar, tap the Menu icon (
) > Configuration > Maintenance > Export all.The backup file is saved in the SDcard\Download folder on the device.
Connect the device to the PC via USB cable.
In the Autoplay dialog box, select Open the device to see the files> Internal shared storage > Download > . Then, copy the date-time-STpalm-log file on the PC.
If the backup file is not displayed in the Download folder, press F5 on the PC keyboard to refresh the folder content.
References
SPC results, limits and rules
Below are the possible results that summarize the SPC test:
Icon | Tool application | Diagnosis | Further action |
| Can be used | The tool works correctly. | None |
| Can be used | The average is higher than the upper control limit, but it does not exceed the upper tolerance limit. | Calibrate: decrease the torque |
| Can be used | The average is lower than the lower control limit, but it does not fall under the lower tolerance limit. | Calibrate: increase the torque |
| Can be used | Excessive dispersion of the values prevents proper calibration of the tool, but the measured values are still within the tolerance limits. | Repair |
| CANNOT be used | At least one value is higher than the tolerance limit. | Remove the tool from the production line and calibrate: decrease the torque |
| CANNOT be used | At least one value is lower than the tolerance limit. | Remove the tool from the production line and calibrate: increase the torque |
| CANNOT be used | Some measured values are out of tolerance limits. Excessive dispersion of the values PREVENTS proper calibration of the tool. | Remove the tool from the production line and repair |







The SPC Rules give the results listed in the above table.
Below are the SPC test limits:
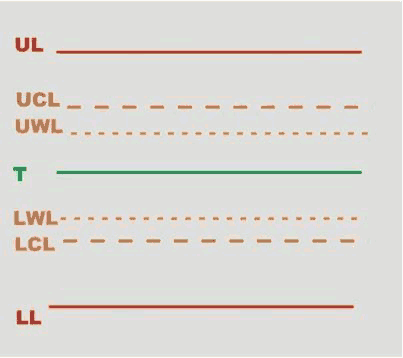
UL | Upper Limit | LWL | Lower Warning Limit |
UCL | Upper Control Limit | LCL | Lower Control Limit |
UWL | Upper Warning Limit | LL | Lower Limit |
T | Target (nominal) |
Upper Limit (UL) and Lower Limit (LL) are the SPC test limits.
The SPC test limits are calculated as follows:
Upper Control Limit (UCL) = ((UL + LL) / 2) + (A · ((UL - LL) / 6))
Lower Control Limit (LCL) = ((UL + LL) / 2) - (A · ((UL - LL) / 6))
Upper Warning Limit (UWL) = ((UL + LL) / 2) + (2/3 · (UCL - ((UL + LL) / 2)))
Lower Warning Limit (LWL) = ((UL + LL) / 2) - (2/3 · (((UL + LL) / 2) - LCL))
Range = D2 · ((UL - LL) / 6)
A and D2 are coefficients that depend on the number of the SPC tests:
Number of SPC tests | A | D2 |
|---|---|---|
1 | 0.000 | 0.000 |
2 | 2.121 | 3.686 |
3 | 1.732 | 4.358 |
4 | 1.500 | 4.698 |
5 | 1.342 | 4.918 |
6 | 1.225 | 5.078 |
7 | 1.134 | 5.204 |
8 | 1.061 | 5.306 |
9 | 1.000 | 5.393 |
10 | 0.949 | 5.469 |
11 | 0.905 | 5.535 |
12 | 0.866 | 5.594 |
13 | 0.832 | 5.647 |
14 | 0.802 | 5.696 |
15 | 0.775 | 5.741 |
16 | 0.750 | 5.782 |
17 | 0.728 | 5.820 |
18 | 0.707 | 5.856 |
19 | 0.688 | 5.891 |
20 | 0.671 | 5.921 |
21 | 0.655 | 5.951 |
22 | 0.640 | 5.979 |
23 | 0.626 | 6.006 |
24 | 0.612 | 6.031 |
25 | 0.600 | 6.056 |
Below are the rules applied to the last set of number of samples performed during a SPC test:
RULE 1 – The last average is outside the control limits
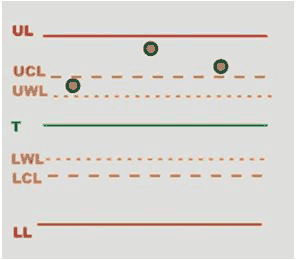 |
|  |
|
RULE 6 – The dispersion is too large
 |
|  |
| |
Dispersion is too big if it is greater than the range.
RULE 7 – At least one value outside the tolerance limits
 |
| 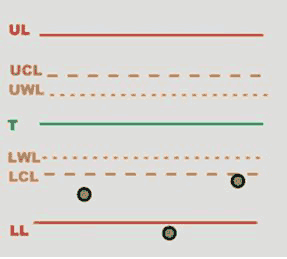 |
|
RULE 8 - The dispersion is larger than the warning limit
 |
| 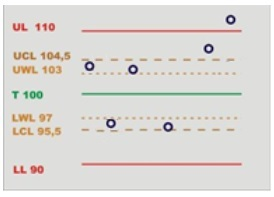 |
| |
Below are the rules applied to the last averages related to the set of number of samples performed during a SPC test.
The device stores the last seven averages to analyze the trend according to the following rules:
RULE 3 – The last 7 averages are over or under the nominal value
 |
| 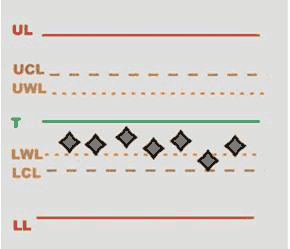 |
|
RULE 4 - The last 7 averages are increasing or decreasing
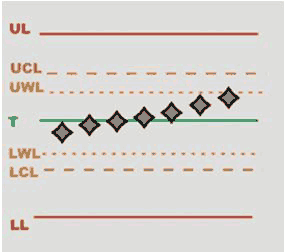 |
|  |
|
RULE 5 - The last 2 averages are outside the warning limits
 |
|  |
|
RULE 2 - The last 4 averages are outside 1/3 of the control limits
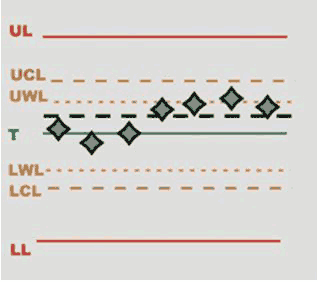 |
|  |
|
Strategies parameters
In the following a list of the parameters for each strategy:
Direct driven
Free rounds
Cycle start
Cycle complete
Final angle monitoring torque
Filter frequency
Measure torque at
Measure delay time
Reset time
End cycle time
Only angle
Filter frequency
Final angle monitoring torque
End cycle time
Peak
Filter frequency
Cycle start
Final angle monitoring torque
Relaxation time
End cycle time
Click
Cycle start
Cycle complete
Filter frequency
Slip torque
Measure delay time
Reset time
End cycle time
Cam-over
Filter frequency
Cycle start
End cycle time
Pulse
Cycle start
Filter frequency
Torque coefficient
Torque threshold
Minimum pulse
Maximum pulse
End cycle time
ACTA Pulse
Cycle start
Cycle complete
Filter frequency
Minimum pulse
Maximum pulse
Measure delay time
Reset time
End cycle time
Residual torque/angle
Cycle start
Ratchet time
Change screw
Final angle monitoring torque
Residual angle threshold
Breakaway angle threshold
Torque correction coefficient
Angle correction coefficient
Residual torque/peak
Cycle start
Ratchet time
Change screw
Final angle monitoring torque
Torque correction coefficient
Angle correction coefficient
Traceability tag
The traceability tag allows to link additional information to a test and they are collected by the operator.
There are several levels where the traceability tag can be required (route, subgroup, inspection, piece/part and sample), three sources from which the information are acquired (barcode, keyboard and picklist), and the possibility to enable the traceability tag request when a test not completed is resumed.
The Traceability tag of subgroup level are not supported in this version.
If the system is upgraded, the subgroup level traceability tag becomes route level traceability tag.
The traceability tag of piece/part level is available only for By part inspections.
In the following, some examples of possible use of the traceability tag.
Example 1
The traceability tag is configured in the following parameters:
Level: route.
Source: barcode.
Collection point: before.
Operations:
Configure a route with more than one inspection.
Start the route.
Select the inspection.
The barcode is required.
Scan of the barcode.
Complete the route.
If the route is repeated without exit the route page, the barcode is not required a second time.
The barcode is required only at the beginning of the first inspection of the route.
Example 2
The traceability tag is configured in the following parameters:
Level: inspection.
Source: picklist.
Collection point: after.
Operations:
Configure a route with two inspections.
Start the route.
Select the inspection.
Do the test.
After the first result of the inspection, select a tag from the picklist.
Complete the inspection.
Select another inspection.
Do the test.
After the first result of the inspection, select a tag from the picklist.
Complete the inspection.
Example 3
The traceability tag is configured in the following parameters:
Level: part (piece).
Source: barcode.
Collection point: before.
Operations:
Start the route.
Select the enabled inspection.
Before the first result, the barcode is required.
Scan the barcode, so that the first part (piece) is linked to the tag.
The first test point of all the other inspections are done without tag request.
Before the second result of the first inspection is done, the barcode is required.
Scan the barcode.
The second test point of all the other inspections are done without tag request.
This process is repeated for a number of times equal to the number of part (piece to test).
Example 4
The traceability tag is configured in the following parameters:
Level: sample.
Source: keyboard.
Collection point: after.
Operations:
Start the route.
Select an inspection.
At the end of each result, the input from the keyboard is required.
Maximum number of application items
Item | Maximum number |
|---|---|
Users | 100 |
Tools | 10000 |
Joints | 10000 |
Assembly parts | 10000 |
Attribute lists | 1000 |
Binary lists | 1000 |
Attribute list attributes | 50 |
Assignable cause lists | 1000 |
Assignable cause list entries | 50 |
Corrective actions lists | 1000 |
Corrective actions list entries | 50 |
Routes | 100 |
Inspections per route | 500 |
Inspections per tool | 60 |
Inspections per joint | 10 |
Inspections per assembly part | 50 |
Measuring devices | 100 |
Power tool controllers | 1000 |
Media items | 10000 |
Dimensional quantities | 50 |
Measurements | 50000 |
Glossary
Parameter | Definition |
|---|---|
Angle correction | When the joint design or space limitations preclude use of standard sockets or tools, it may be necessary to use special extension spanners to fit the application. When an extension is used, the angle correction constant permits linear compensation of extension torsion due to the torque applied. It is a fixed additive value. The value is expressed in degrees at the reference torque (Torque nominal). |
Batch size | This parameter specifies how many times the test must be executed. Inside an inspection, this is the number of results expected to complete the inspection. |
Breakaway threshold | It specifies the maximum angle for the residual torque (measured from the Start Final Angle). Over this angle the test result is marked as “not detected”. |
Change screw at | Over-torque threshold that generates an alarm during the test if passed. The alarm notify to the operator that the over-torque applied has damaged the screw. The screw replacement is recommended. This must be higher than the Final Torque max value. |
Cm index | The Cm index describes machine capability; it is the number of times the spread of the machine fits into the tolerance width. The higher the value of Cm, the better the machine. |
Cmk index | The Cmk index describes the capability corrected for position. It is not much use having a high Cm index if the machine setting is way off center in relation to the middle of the tolerance range. A high Cmk index means, then, that you have a good machine with a small spread in relation to the tolerance width, and also that it is well centered within that width. If Cmk is equal to Cm, the machine is set to produce exactly in the middle of the tolerance range. |
Cp index | The Cp index describes process capability; it is the number of times the spread of the process fits into the tolerance width. The higher the value of Cp, the better the process. |
Cpk index | The Cpk index describes the process capability corrected for position. It is not much use having a high Cp index if the process setting is way off center in relation to the middle of the tolerance range. A high Cpk index means, then, that you have a good process with a small spread in relation to the tolerance width, and also that it is well centered within that width. If Cpk is equal to Cp, the process is set to produce exactly in the middle of the tolerance range. |
Cycle complete | When the torque goes and remains under this value for longer than the End cycle time parameter, the test ends (click wrench). |
Cycle start | Torque value from which to start the torque measurement. This must be higher than the transducer Minimum Load value. |
End cycle time | This timeout defines the end of the test. |
Filter frequency | Filtering is a digital operation done on the torque values in order to reject measurement noise and to improve the quality of the measurement results. The filter frequency is a value that gives an indication of what the data collector “ignores” from the process it is monitoring. This value should be chosen carefully: a value that is too small (for example 10 Hz) produces a not correct result for the fast tests made on power Tools. On the other hand, a value that is too large (1000 Hz) can be responsible for noisy traces and results. |
Final angle monitoring torque | For control strategies involving angle measurement, it specifies the torque value from which the angle measurement starts. |
Free round | Free rounds before starting the braking; used for some screwdrivers requiring a number of free rounds to reach the proper operating speed before starting the test operation. |
Friction coefficient | Dimensionless scalar value which describes the ratio of the friction force between two bodies and the force pressing them together. The coefficient of friction depends on the materials used. |
Measure delay time | This timeout is used to filter the possible spikes or noise at the beginning of the test. When the torque reaches the Cycle Start value, the timer starts. During this interval the torque is not considered. |
Measure torque at | Point at which the torque value is measured. The two options are: torque peak or angle peak. It defines which value to acquire on the curve as torque result, if on the local max torque or angle at the end of the curve. |
Minimum pulse | Minimum pulse to calculate the Cm-Cmk related to the number of pulses per second. |
Maximum pulse | Maximum pulse to calculate the Cm-Cmk related to the number of pulses per second. |
Ratchet time | Applied instead of the End cycle time when the torque goes below the cycle start but has not yet reached the Minimum torque value. This allows the operator to release the torque for a while and recharge during the test operation. |
Relaxation time | Due to the mechanical relaxation of the wrench, the torque peak detected by the wrench slightly decreases after a short time interval. This parameter allows to adjust the peak detection in case of wrenches that do not save the torque peak, thus reducing discrepancies between the transducer and the wrench torque peak detections. |
Reset time | This timeout is used to filter the possible spikes/bounces after the click-point. When the torque goes below the cycle complete value, the timer starts. During this time the torque trace is not analyzed (any click-point possibly occurring during the reset time is not considered). |
Residual angle threshold | It specifies the maximum angle (measured from the Start Final Angle) for the residual torque when a the residual torque is lower than the breakaway point. |
Slip torque | The slip torque gives the requested drop in torque after the click-point. If the torque drops more than the slip torque, the peak value is considered as click-point; if not, the peak value is ignored. |
Subgroup size | This parameter defines the number of tests (subgroup) necessary to define each point (the average value of the tests in the subgroup) of the SPC charts. |
Subgroup frequency | SPC, the points shown on the X-R chart are the averages of the set of tests defined in the Subgroup size parameter. The Subgroup Frequency parameter defines the frequency of the points considered in the chart and in the SPC rules:
|
Torque correction coefficient | When the joint design or space limitations preclude use of standard sockets or tools, it may be necessary to use special extension spanners to fit the application. In these cases, the wrench measure must be adequately compensated because the factory calibration is made for the standard arm and the extension arm increases the measured torque. The angle measure is also affected by the extensions, due to its specific torsion when the torque is applied. |
Torque threshold | Limit of the torque value. |
Yield point | Increasing a torque on a joint, this is the point at which the elastic behavior ends and the plastic elongation begins. |
Yield stress point | Theoretical point of stress (pressure) beyond which the material loses its elasticity and becomes permanently stretched. |