Étapes Multistep
Nom
Il est possible de renommer chaque étape, si nécessaire.
Sens de rotation
Chaque étape de serrage peut aller vers l'avant, pour faire un serrage, ou vers l'arrière, pour desserrer légèrement la vis. Les flèches indiquent cette direction. De nombreuses étapes de serrage ont une direction vers l’avant qui ne peut pas être modifiée, comme par exemple serrer à un angle donné, serrer à un couple donné. Les étapes telles que Desserrer jusqu'à un angle donné ou Desserrer au couple donné ont automatiquement une direction vers l’arrière.
Catégorie d'étape
Pour chaque étape, il est possible de choisir une catégorie d’étape. En sélectionnant la catégorie d’étape, les serrages NOK s'afficheront dans la vue de résultats d'événements et s'accompagneront de statuts détaillés et d’informations correspondant à l’erreur Multistep en question. En l’absence de toute sélection, le statut détaillé sera configuré sur « erreur Multistep non catégorisée ». Les statuts détaillés peuvent être personnalisés.
Fenêtre d'angle
Un assemblage est jugé Dur si la vis est serrée à son couple maximum et pivote de 30 degrés (ou moins) après avoir été bien serré. Un assemblage Élastique pivote de 720 degrés ou plus après avoir été serré à son point d’ajustement. Le paramètre de dureté définit la Fenêtre d'angle pour le calcul de la pente. Plus l’assemblage est rigide, plus la fenêtre d'angle est réduite.
Montée en régime / Accélération (Disponible uniquement dans ToolsTalk 2)
Pour la plupart des étapes, il est possible de spécifier comment accélérer jusqu'au régime cible. Il existe trois réglages différents : dur, souple et manuel. L’accélération définie sera utilisée au démarrage de toute étape. Même si l'outil fonctionne déjà à un régime donné au début de l’étape, la montée en régime sera quand même utilisée pour accélérer jusqu’au régime cible de l’étape. Cela sera le cas même si le régime au début de l'étape est supérieur ou inférieur au régime cible
Montée en régime - modes Dur et Souple :
Accélération | Montée en régime utilisée |
|---|---|
Dure | 2 000 tr/min (une montée en régime comprise entre 1 000 et 10 000 tr/min représente une accélération dure.) |
Souple | 500 tr/min (une montée en régime comprise entre 200 et 1 000 tr/min représente une accélération Souple.) |
Montée en régime - Mode manuel :
Paramètre | Valeur par défaut | Limite minimum | Limite maximum |
|---|---|---|---|
Vitesse | 60 tr/min | Doit être > 0 | Doit être <= Régime maximum de l’outil |
Accélération | 500 tr/min | Doit être > 0 | Doit être <= Accélération maximum de l’outil |
Utilisation des changements de régime
Vous pouvez définir de 1 à 5 déclenchements d’angles ou déclenchements de couple pendant une étape, où le régime sera modifié.
Au sein d’une même étape, tous les déclencheurs de changement de vitesse sont basés sur la même propriété, c’est à dire soit le couple, soit l’angle. Ils ne peuvent pas être mélangés au sein d’une même étape.
Pour ajouter un changement de régime :
Dans la zone Configuration d’une étape qui peut avoir des changements de vitesse, cliquez sur Ajouter un changement de vitesse et choisissez une amplitude d’angle ou de couple. Les champs de Changement de régime d’angle / de couple s’ouvrent.
Ajoutez des valeurs selon le tableau ci-dessous.
Paramètre | Description |
|---|---|
Déclenchement couple/angle | Doit être > 0. |
Vitesse | Doit être > 0. |
Type de montée en régime | Rigide ou élastique. |
Les Couples de déclenchement et les Angles de déclenchement doivent être inférieurs à l’étape cible, en fonction du type d’étape et du type de déclenchement.
Le Couple de déclenchement et le Régime de couple valident également le couple maxi et le régime maxi de l’outil. Un indicateur d’avertissement ou d’erreur se manifeste chaque fois que les paramètre de changement de vitesse dépassent les valeurs maximales de l’outil ou les valeurs maximales de l’étape.
Il est possible de forcer les étapes vers le contrôleur lorsqu’un programme de serrage comporte un avertissement, mais pas quand un programme de serrage comporte un indicateur d’erreur (défaut).
Contrôle du comportement de freinage (Ergo stop/inertie)
Le comportement de freinage d'un programme de serrage Multistep peut être contrôlé à deux endroits possibles du programme : dans une étape précédant l'inversion du sens de serrage, et/ou au moment de la dernière étape du programme de serrage. À d'autres emplacements du programme Multistep, les paramètres de freinage ne sont pas disponibles dans les réglages généraux de l'étape. Le freinage peut être réglé sur Ergo stop ou Inertie. Inertie arrêtera complètement l'outil, alors que Ergo stop permettra un ralentissement plus ergonomique du serrage.
Pour définir le type de freinage, accéder aux paramètres de l'étape, et régler le menu déroulant Configuration du freinage sur Ergo stop ou Inertie. Inertie ne comporte pas de paramètres supplémentaires.
Paramètres Ergo stop
Paramètre | Description |
|---|---|
Freinage évolutif | Active ou désactive le freinage évolutif |
Type de montée en régime | Disponible uniquement lorsque le Freinage évolutif est désactivé. Insérer le temps en ms. |
Liste des étapes individuelles
C - Embrayage
Cette étape exécutera l'outil avec la Vitesse programmée en direction avant jusqu'à ce que l'embrayage soit relâché. Lorsque l'outil à signalé le relâchement de l'Embrayage et que l'étape se terminera avec l'état OK.
Un programme de serrage utilisant l'étape Embrayage ne peut pas avoir d'autres étapes affectées.
Cette étape est valide uniquement pour les outils avec embrayage BCV-RE et BCP-RE.
Paramètre | Description |
|---|---|
Nom | Valeur alphanumérique pour le nom de l'étape |
Catégorie d'étape | Liste des options où l'étape de serrage peut être sélectionnée [Aucune, démarrage en douceur, approche, première, dernière] |
Contrôle de la vitesse | Une vitesse et deux vitesses |
Vitesse finale | Règle la vitesse finale du programme [tr/min] |
Montée en régime | Commutateur où la montée en régime peut être choisie [Dure, Douce] |
Resserrage | Détection de resserrage réglée sur Marche ou Arrêt |
Angle de resserrage | Règle l’angle de resserrage [*] |
CL - Embrayage Dévissage
Cette étape exécutera l'outil avec la vitesse programmée en direction arrière jusqu'à ce que la gâchette de l'outil soit relâchée.
Un programme de dévissage utilisant l'étape Embrayage ne peut pas avoir d'autres étapes affectées.
Cette étape est valide uniquement pour les outils avec embrayage BCV-RE et BCP-RE.
Paramètre | Description |
|---|---|
Nom | Valeur alphanumérique pour le nom de l'étape |
Catégorie d'étape | Liste des options où l'étape de serrage peut être sélectionnée [Aucune, démarrage en douceur, approche, première, dernière] |
Final | Règle la vitesse du programme [t/min] |
W – Attendre
L'outil attend pendant une durée spécifiée. Si la fonction de maintien de la position est réglée sur Marche, l'outil reste en position au cours de la Période cible.
SR - Désembectage de la douille
Cette étape fait fonctionner l'outil en marche arrière jusqu’à ce que l’angle cible soit atteint. L’angle cible est mesuré à partir du début du programme.
Cette étape peut seulement être utilisée comme étape finale du chemin de serrage d’un programme de serrage Multistep.
DI - Exécuter jusqu’à l’entrée numérique
Cette étape fait fonctionner l'outil jusqu'à réception de l’entrée numérique. Sélectionner l’entrée numérique qui devrait arrêter l’outil et sélectionner la condition d'arrêt : Front descendant, front montant, signal bas ou signal haut.
A – Serrer jusqu'à l’angle / Desserrer jusqu'à l’angle
Cette étape fait fonctionner l'outil jusqu’à ce que l’angle cible soit atteint. L’angle cible est mesuré à partir du début de l’étape et doit être réglé sur > 0.
TrR - Desserrer pour déclencher le désembectage
Cette étape s’exécute jusqu'à ce que la gâchette de l'outil soit relâchée (dévisser). Elle ne peut être utilisée que comme dernière étape dans un programme.
Paramètre | Description |
|---|---|
Nom | Valeur alphanumérique pour le nom de l'étape |
Catégorie d'étape | Liste des options où l'étape de serrage peut être sélectionnée [Aucune, démarrage en douceur, approche, première, dernière] |
Vitesse | Valeur numérique pour la vitesse de rotation ; en tr/min. |
Type de montée en régime | Liste des options où la montée en régime peut être choisie [Dure, Douce, Manuelle] |
Pour outils STB uniquement.
TTTR - Serrer jusqu'au relâchement de la gâchette
Cette étape s’exécute jusqu'à ce que la gâchette de l'outil soit relâchée (serrer). Elle ne peut être utilisée que comme dernière étape dans un programme.
Paramètre | Description |
|---|---|
Nom | Valeur alphanumérique pour le nom de l'étape |
Catégorie d'étape | Liste des options où l'étape de serrage peut être sélectionnée [Aucune, démarrage en douceur, approche, première, dernière] |
Vitesse | Valeur numérique pour la vitesse de rotation ; en tr/min. |
Type de montée en régime | Liste des options où la montée en régime peut être choisie [Dure, Douce, Manuelle] |
Pour outils STB uniquement.
T - Serrer au couple / Desserrer au couple
Cette étape fait fonctionner l'outil jusqu’à ce que le couple cible soit atteint. Vers l’avant pour serrer, vers l’arrière pour desserrer. Le couple cible doit être réglé sur > 0. Pour que l’étape Desserrer au couple reste active, le couple doit d'abord dépasser 110 % de la cible.
T+A – Serrer au couple plus à l’angle
Cette étape fait fonctionner l'outil jusqu’à ce que le couple cible soit atteint. À partir de là, elle exécute un angle cible supplémentaire. Le couple cible et l’angle cible doivent être réglés sur > 0.
T|A – Serrer au couple ou à l’angle
L'outil fonctionne jusqu'à ce que le couple cible ou l'angle cible soit atteint, la cible étant atteinte en premier étant retenue. Le couple cible et l’angle cible doivent être réglés sur > 0.
T&A – Serrer au couple et à l’angle
L’outil fonctionne jusqu’à ce que le couple cible et l’angle cible soient atteints. Le couple cible et l’angle cible doivent être réglés sur > 0.
DT – Serrer à DynaTork
Cette étape fait fonctionner l'outil jusqu’à ce que le Couple cible soit atteint. L’outil maintient ensuite la constante actuelle au pourcentage DynaTork du Couple cible sur toute la durée DynaTork.
Pour éviter une surchauffe de l’outil, il est fortement recommandé de ne jamais faire fonctionner DynaTork à plus de 40 % du couple maximal de l’outil.
Y – Serrer à la limite d’élasticité
Cette stratégie fait fonctionner l’outil avec la vitesse en sens avant jusqu’à ce que la limite d’élasticité soit détectée. Pour trouver la limite élastique, on surveille la pente du couple dès que le couple dépasse le niveau du Couple de déclenchement, calculé à partir des mesures de couple et de distance de l’angle. Le paramètre de distance d'angle est réglé en fonction de la dureté spécifiée de l’assemblage.
Régler la Fenêtre d'angle de pente (pour les assemblages rigides, les assemblages élastiques ou la fenêtre d'angle). Si l’option Manuel est sélectionnée, la fenêtre d'angle doit être configurée. Un assemblage est jugé Rigide si la vis est serrée à son couple maximum et pivote de 30 degrés (ou moins) après avoir été serré à son point d’ajustement. Un assemblage Élastique pivote de 720 degrés ou plus après avoir été serré à son point d’ajustement. Le paramètre de dureté définit la Fenêtre d'angle pour le calcul de la pente. Plus l’assemblage est rigide, plus la fenêtre d'angle est réduite.
YM2 – Serrer à la limite élastique M2
Cette stratégie fait fonctionner l’outil avec la vitesse en sens avant jusqu’à ce que la limite d’élasticité soit détectée. Rechercher les départs de point de limite élastique lorsque le couple a atteint le couple de déclenchement (Tt), puis la moyenne du couple par rapport aux degrés de l'angle de filtre est calculée. Cette procédure est répétée suivant les paramètres du Nombre d'échantillons, réf (Nrs). Une pente de référence est calculée par régression linéaire par rapport au Nombre d'échantillons, de points de référence. Après cela, de nouvelles valeurs de moyenne sont calculées continuellement par rapport aux degrés de l'angle de filtre. La pente est calculée par régression linéaire par rapport aux points moyens du Nombre d'échantillons (Ns). La limite élastique est atteinte lorsque la pente est inférieure au Pourcentage de limite apparente d'élasticité (Py) de la pente de référence.
ThCT – Filetage au couple
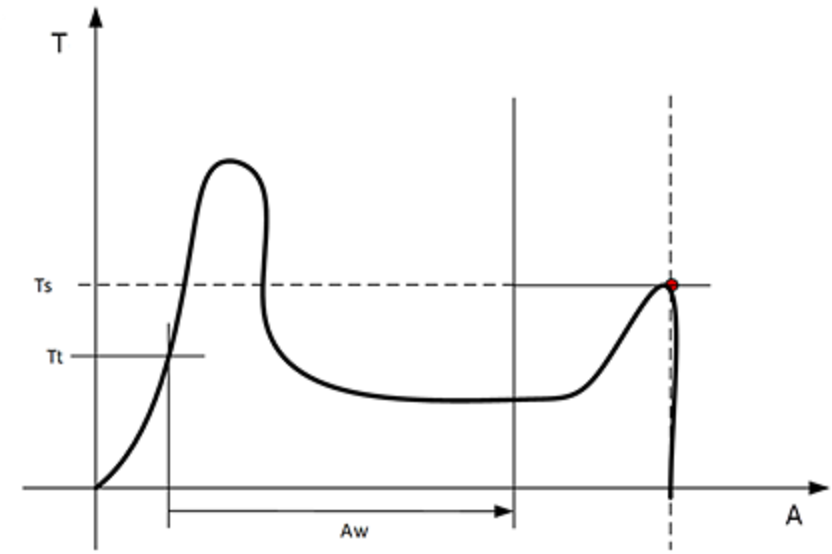
La fonction Filetage au couple permet d'effectuer le serrage lorsque le couple d'approche requis est supérieur au couple Approche terminée, par exemple lors du serrage de fines couches de métal à l'aide de vis autofileteuses (ou autotaraudeuses). L’outil tourne vers l’avant jusqu'à ce que l'Angle de filetage (Aw) soit atteint. La fenêtre d’angle de filetage est mesurée à partir de l’instant où le couple dépasse le couple de déclenchement de filetage (Ttc) pour la première fois. À partir du moment où l’angle de filetage est atteint, l’étape se poursuit jusqu'à ce que le couple cible (Tt) soit atteint.
T = Couple, A = Angle
RD – Approche
La phase d'approche est la partie du serrage qui consiste à introduire la vis dans le filetage juste avant que la tête de la vis ne touche la surface sous-jacente et que le point d'ajustement soit atteint. Le couple requis pendant la phase d'approche n'engendre aucune force de serrage.
Cette étape fait tourner l’outil vers l'avant et s'arrête soit à un Couple cible soit au point d’ajustement serré spécifié. Si Type d’approche jusqu'au point d'ajustement serré (Rundown type to Snug) est sélectionnée, les paramètres Couple de déclenchement, Angle Delta et Pente du couple doivent être configurés.
E – Engager
Cette étape fait fonctionner l’outil dans les deux sens jusqu’à ce que la douille s’engage sur la vis. L’étape se poursuit jusqu’à obtention du Couple cible ou de l’Angle cible, dans la mesure où Continuer si non engagé (Continue if not Engaged) est réglé sur Oui. Si l’angle cible est atteint dans n’importe quel sens, le sens est inversé. Pour limiter le nombre de recherches effectuées, renseigner le champ Tentatives d’engagement maximum (Maximum Engage Attempts). Si le Couple cible est atteint dans n’importe quel sens, l’étape prend fin avec le statut OK.
Ext - Résultat externe
Résultat externe est une stratégie utilisée quand un serrage OK est indiqué par un signal numérique externe (et non par des valeurs de couple ou d’angle mesurées au cours du serrage). Ce signal externe peut être fourni par tout moyen capable de fournir un signal numérique dans le Power Focus 6000 (par exemple via le bus E/S).
Lorsque le signal est envoyé, la vue des résultats (données enregistrées) affichera la valeur du paramètre cible fourni dans le programme de serrage (valeur du couple de serrage spécifié, valeur de l’angle ou chaîne de texte). Ces valeurs (couple et angle) ne représentent pas les valeurs réelles mesurées, mais seulement le texte inséré.
Paramètre | Description |
|---|---|
Couple <Couple cible> | Valeur numérique pour la valeur de couple cible affichée. Par exemple, un signal pourrait provenir d’une clé à cliquet et afficher <Couple cible>. |
Angle <Angle cible> | La valeur numérique pour la valeur désirée de l’angle cible affichée. Par exemple, un signal pourrait provenir d’une clé à cliquet et afficher <Angle cible>. |
Texte | Chaîne alphanumérique pour le texte affiché désiré. Par exemple : « L'huile a été changée ». |
Clés dynamométriques MWR
Clé dynamométrique est une étape spécialisée qui peut être uniquement utilisée conjointement avec la clé dynamométrique (MWR).
Cette étape ne peut pas être utilisée conjointement aux autres étapes. Aucune restriction ne peut être utilisée avec cette étape. Par défaut, cette étape compte trois dispositifs de surveillance : Couple de crête, angle de crête et Clic.
Paramètre | Description |
|---|---|
Nom | Chaîne alphanumérique nommant l'étape. |
Limite de dévissage | Valeur numérique du couple négatif (c'est-à-dire du couple dans le sens du desserrage) à partir de laquelle le résultat du serrage est marqué NOK (faux sens de serrage (desserrage)) ; en Nm. |
Taille d'outil | Valeur numérique de la longueur spécifique de l'embout installé sur le MWR-TA ; en mm. |
Courbure de l'outil | Valeur numérique de l'embout installé sur le MWR-TA ; en °/Nm. |
Fenêtre d'angle de resserrage | Valeur numérique de l'angle pour déterminer si la vis a déjà été serrée si le couple est atteint ; en °. |
Taux angulaire max | Valeur numérique de la vitesse maximale à laquelle la vis peut être serrée ; en °/s. |
Sync Point - Uniquement disponible sur un coffret Step Sync.
On utilise des points de synchronisation pour synchroniser deux outils différents dans une installation Step Sync. À ces points, les outils s'attendront avant de continuer avec l'étape suivante du programme de serrage. Des points de synchronisation peuvent être ajoutés manuellement au programme de serrage lorsque nécessaire, ou automatiquement en cochant la case.









































