Etapas de múltiples etapas
Nombre
Se puede asignar un nombre distinto a cada etapa, en caso necesario.
Dirección de giro
Cada una de las etapas de apriete puede girar marcha adelante, es decir, para apretar, o marcha atrás, es decir, para aflojar ligeramente el tornillo. Las flechas indican esta dirección. Muchas de las etapas de apriete tienen una dirección con codificación fija hacia adelante, por ejemplo, apretar hasta el ángulo o apretar hasta el par. Las etapas como aflojar hasta el ángulo o aflojar hasta el par tienen la dirección establecida automáticamente en marcha atrás.
Categoría de la etapa
Para cada etapa, existe la opción de elegir una categoría de etapa. Al seleccionar la categoría de etapa, los aprietes que no sean correctos (NOK) figurarán en una lista en la vista de resultados del evento con un estado relacionado detallado junto con la información correspondiente del error. Si no se realiza ninguna selección, el estado detallado se establecerá en «error de múltiples etapas sin categorizar». El estado detallado relacionado se puede personalizar.
Ventana de ángulo
Una junta se considera dura si el tornillo se aprieta hasta su par completo y gira 30 grados o menos después de apretarse hasta su punto de asentamiento. Una junta blanda gira 720 grados o más después de apretarse hasta su punto de asentamiento. El parámetro de dureza define la ventana del ángulo para calcular la gradiente. Cuanto más dura sea la junta, más pequeña es la ventana del ángulo.
Rampa de velocidad/aceleración (solo disponible en Tools Talk 2)
Para la mayoría de etapas se puede especificar cómo debe hacerse la aceleración hasta la velocidad objetivo. Se pueden realizar tres ajustes distintos: duro, blando y manual. La aceleración definida se empleará cuando se inicie una etapa. Independientemente de si la herramienta ya está funcionando con velocidad al principio de la etapa, la rampa se empleará para acelerar la velocidad objetivo de la etapa. Este no será el caso incluso si la velocidad al inicio de la etapa es mayor o menor que la velocidad objetivo.
Rampa de velocidad - Modo duro y blando:
Aceleración | Rampa de velocidad utilizada |
|---|---|
Dura | 2000 rpm/s (una rampa de velocidad entre 1000 y 10000 rpm/s es una aceleración dura). |
Blanda | 500 rpm/s (una rampa de velocidad entre 200 y 1000 rpm/s es una aceleración blanda). |
Rampa de velocidad - Modo manual:
Parámetro | Valor predeterminado | Límite mínimo | Límite máximo |
|---|---|---|---|
Velocidad | 60 rpm | Debe ser > 0 | Debe ser <= Velocidad máxima de la herramienta |
Aceleración | 500 rpm/s | Debe ser > 0 | Debe ser <= Aceleración máxima de la herramienta |
Usando cambios de velocidad
Puede definir 1-5 activaciones de ángulo o e par durante una etapa, donde cambiará la velocidad.
En una etapa, todas las activaciones de cambio de velocidad se basan en la misma propiedad, es decir, el par o el ángulo. No pueden mezclarse en una etapa.
Para añadir un cambio de velocidad:
En el campo Configuración de una etapa que pueda tener cambios de velocidad, haga clic en Añadir cambio de velocidad y escoja un intervalo de ángulo o de par. Se abren los campos de par/ángulo de cambio de velocidad.
Añada los valores en función de la siguiente tabla.
Parámetro | Descripción |
|---|---|
Activación de ángulo/par | Debe ser > 0 |
Velocidad | Debe ser > 0 |
Tipo de rampa de velocidad | Duro o suave. |
Los gatillos de par y de ángulo deben ser inferiores al objetivo de la etapa, dependiendo del tipo de etapa y del tipo de gatillo.
El gatillo de par y la velocidad de par también se validan con el par máximo y la velocidad máxima de la herramienta. Una advertencia o indicador de error se produce cuando los ajustes de cambio de velocidad exceden los valores máximos de la herramienta o de la etapa.
Se pueden enviar los ajustes al controlador cuando hay una advertencia en un programa de apriete, pero no cuando un programa de apriete tenga un indicador de error (fallo).
Controlar el comportamiento de frenado (parada ergo/inercia)
El comportamiento de frenado de un programa de apriete multietapa se puede controlar en dos lugares posibles en el programa: en una etapa anterior una inversión de la dirección del apriete, o en la etapa final del programa de apriete. En otros lugares del programa multietapa, los parámetros de frenado no estarán disponibles en los ajustes generales de la etapa. Se puede ajustar el frenado a Parada ergo o Inercia. Inercia frenará completamente la herramienta, mientras que Parada ergo permitirá una desaceleración más ergonómica del apriete.
Para ajustar el tipo de frenado, vaya a los ajustes de la etapa y cambie al menú desplegable Configuración de freno a Parada ergo o Inercia. Inercia no tiene parámetros adicionales.
Parámetros de parada ergo
Parámetro | Descripción |
|---|---|
Freno adaptador | Ajuste el freno adaptador a Activado o Desactivado |
Tiempo de rampa | Solo disponible cuando el freno adaptador está desactivado. Inserte el tiempo en ms. |
Lista de etapas individuales
C - Embrague
Esta etapa operará la herramienta con la velocidad programada en la dirección hacia adelante hasta que se libere el embrague. Cuando la herramienta ha informado de la liberación del embrague, la etapa finalizará con el estado OK.
Un programa de apriete que utilice la etapa de embrague no puede tener otra etapa asignada.
Esta etapa solo es válida para las herramientas de embrague BCV-RE y BCP-RE.
Parámetro | Descripción |
|---|---|
Nombre | Valor alfanumérico para el nombre de la etapa |
Categoría de paso | Lista de opciones donde se puede seleccionar la etapa del apriete [ninguna, arranque suave, primera, final] |
Control de velocidad | Una velocidad o dos velocidades |
Velocidad final | Ajusta la velocidad final del programa [rpm] |
Rampa de velocidad | Interruptor donde se puede seleccionar la rampa de velocidad [dura, suave] |
Reapriete | Detección de reapriete configurada en Activado o Apagado |
Ángulo de reapriete | Ajusta el ángulo de reapriete [º] |
CL - Afloje del embrague
Esta etapa operará la herramienta con la velocidad programada en la dirección hacia detrás hasta que se libere el gatillo de la herramienta.
Un programa de afloje que utilice la etapa de embrague no puede tener otra etapa asignada.
Esta etapa solo es válida para las herramientas de embrague BCV-RE y BCP-RE.
Parámetro | Descripción |
|---|---|
Nombre | Valor alfanumérico para el nombre de la etapa |
Categoría de paso | Lista de opciones donde se puede seleccionar la etapa del apriete [ninguna, arranque suave, primera, final] |
Final | Ajusta la velocidad final del programa [rpm] |
W - Esperar
La herramienta espera el tiempo especificado. Si la posición en espera se establece en On, la herramienta mantiene la posición durante el Objetivo de tiempo.
SR - Liberación de boca
Esta etapa opera la herramienta marcha atrás hasta que se alcanza el ángulo objetivo. El ángulo objetivo se mide desde el inicio de la etapa.
Solo se puede emplear esta etapa como última etapa en la ruta de apriete de un programa de apriete de múltiples etapas.
DI – Ejecutar hasta entrada digital
Esta etapa opera la herramienta hasta que se recibe la entrada digital. Seleccionar qué entrada digital debe detener la herramienta y seleccionar la condición de parada: Flanco de bajada, flanco de subida, cualquier flanco, señal baja, señal alta.
A – Apretar hasta ángulo / Aflojar hasta ángulo
Esta etapa opera la herramienta hasta que se alcanza el ángulo objetivo. El ángulo objetivo se mide desde el inicio de la etapa y debe ser > 0.
TrR – Aflojar hasta liberar el gatillo
Esta etapa opera hasta que se libera el gatillo de la herramienta (aflojar). Solo se puede utilizar como última etapa en un programa.
Parámetro | Descripción |
|---|---|
Nombre | Valor alfanumérico para el nombre de la etapa |
Categoría de paso | Lista de opciones donde se puede seleccionar la etapa del apriete [ninguna, arranque suave, primera, final] |
Velocidad | Valor numérico para la velocidad de rotación, en rpm. |
Tipo de rampa de velocidad | Lista de opciones donde se puede seleccionar la rampa de velocidad [dura, suave, manual] |
Solo para herramientas STB.
TTTR – Apretar hasta liberar el gatillo
Esta etapa opera hasta que se libera el gatillo de la herramienta (apretar). Solo se puede utilizar como última etapa en un programa.
Parámetro | Descripción |
|---|---|
Nombre | Valor alfanumérico para el nombre de la etapa |
Categoría de paso | Lista de opciones donde se puede seleccionar la etapa del apriete [ninguna, arranque suave, primera, final] |
Velocidad | Valor numérico para la velocidad de rotación, en rpm. |
Tipo de rampa de velocidad | Lista de opciones donde se puede seleccionar la rampa de velocidad [dura, suave, manual] |
Solo para herramientas STB.
T - Apretar hasta par / Aflojar hasta par
Esta etapa opera la herramienta hasta que se alcanza el ángulo objetivo. Marcha adelante para apretar y marcha atrás para aflojar. El par objetivo debe ser > 0. Para que se active la etapa Aflojar hasta par, el par debe exceder primero el 110 % del objetivo.
T+A – Apretar hasta par más ángulo
Esta etapa opera la herramienta hasta que se alcanza el ángulo objetivo. Desde este punto continúa operando un ángulo objetivo adicional. El par objetivo y el ángulo objetivo deben ser > 0.
T|A – Apretar hasta par o ángulo
La herramienta opera hasta que se alcanza el par o ángulo objetivo, dependiendo de qué objetivo se alcance primero. El par objetivo y el ángulo objetivo deben ser > 0.
T&A – Apretar hasta par y ángulo
La herramienta opera hasta que se alcanzan tanto el par objetivo como el ángulo objetivo. El par objetivo y el ángulo objetivo deben ser > 0.
DT – Apretar hasta DynaTork
Esta etapa opera la herramienta hasta que se alcanza el par objetivo. La herramienta mantendrá entonces la constante en el Porcentaje DynaTork del Par objetivo durante el Tiempo DynaTork.
Para evitar un sobrecalentamiento de la herramienta, se recomienda encarecidamente no operar nunca DynaTork por encima del 40 % del par máximo de la herramienta.
Y – Apretar hasta límite elástico
Esta estrategia opera la herramienta con la velocidad en la dirección hacia adelante hasta que se detecta el límite elástico. El límite elástico se encuentra monitorizando la gradiente desde el punto en el que el par supera el nivel del Par del gatillo, calculado según las mediciones de distancia del par y el ángulo. El parámetro de distancia del ángulo se establece según la dureza especificada de la junta.
Establecer la Ventana del ángulo de gradiente (para una junta dura, una junta blanda o para establecer manualmente la ventana del ángulo). Si se selecciona Manual, debe establecerse la Ventana del ángulo. Una junta se considera dura si el tornillo se aprieta hasta su par completo y gira 30 grados o menos después de apretarse hasta su punto de asentamiento. Una junta blanda gira 720 grados o más después de apretarse hasta su punto de asentamiento. El parámetro de dureza define la ventana del ángulo para calcular la gradiente. Cuanto más dura sea la junta, más pequeña es la ventana del ángulo.
YM2 - Apretar hasta límite elástico M2
Esta estrategia opera la herramienta con la velocidad en la dirección hacia adelante hasta que se detecta el límite elástico. Se inicia la búsqueda para el límite elástico cuando el par alcanza el Par de gatillo (Tt), a continuación se calcula la media del par en los grados de Ángulo de filtro (Af). Este procedimiento se repite de acuerdo con los ajustes Número de muestras, ref. (Nrs). Se calcula una pendiente de referencia con regresión lineal sobre los puntos Número de muestras, ref.. Tras esto, se calculan continuamente los valores medios nuevos sobre los grados de Ángulo de filtro. La pendiente actual se calcula con regresión lineal sobre los últimos puntos medios Número de muestras, ref. (Ns). El límite elástico se alcanza cuando la pendiente es inferior al Porcentaje de límite elástico (Py) de la pendiente de referencia.
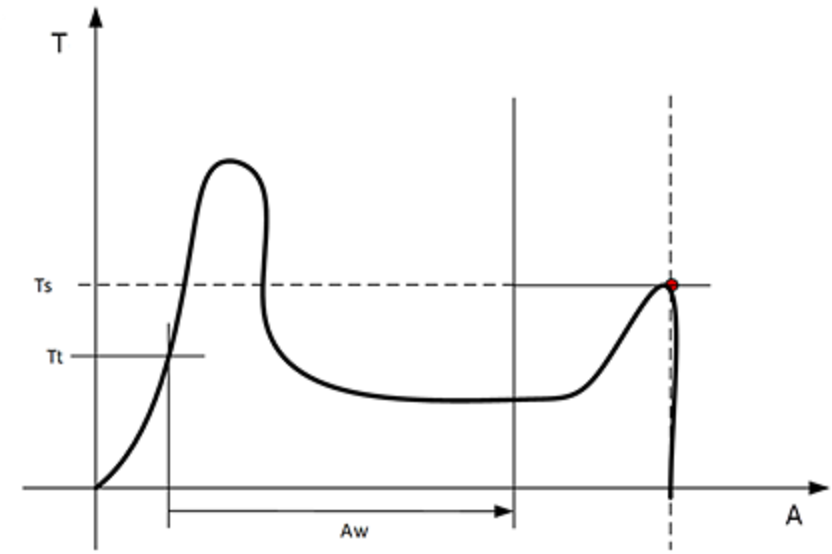
ThCT – Corte de rosca hasta par
La función Corte de rosca hasta par activa el apriete en el que el par de aproximación requerido es superior al par de Aproximación completa, por ejemplo cuando se aprietan capas finas de metal utilizando tornillos autorroscantes. La herramienta opera hacia adelante hasta que se alcanza el Ángulo de corte de rosca (Aw). La ventana del ángulo de corte de rosca se mide desde que el par supera por primera vez el Par de gatillo de corte de rosca (Ttc). Desde el punto en que se alcanza el ángulo de corte de rosca, la etapa continúa hasta que se alcanza el Par objetivo (Tt).
T = Par, A = Ángulo
RD – Aproximación
La etapa de aproximación forma parte del apriete desde que el tornillo entra en la rosca hasta justo antes de que la cabeza del tornillo toque la superficie subyacente y se alcance el punto de asentamiento. El par necesario durante la aproximación no contribuye a ninguna fuerza de amarre.
Esta etapa opera la herramienta hacia adelante y se detiene en un Par objetivo especificado o al nivel del Asentamiento. Si se selecciona el Tipo de aproximación hasta el asentamiento, deben establecerse los parámetros Par de gatillo, Delta de ángulo y Pendiente de par.
E – Envoltura
Esta etapa opera la herramienta en ambas direcciones hasta que la boca envuelve el tornillo. La etapa continúa hasta que se alcanza el Par objetivo o Ángulo objetivo, siempre que se haya establecido la opción Continuar si no se envuelve en Sí. Si se alcanza el ángulo objetivo en cualquiera de las direcciones, ésta se invertirá. Limitar las iteraciones de búsqueda introduciendo el Máximo de intentos de envoltura. Si se alcanza el par objetivo en cualquiera de las direcciones, finalizará la etapa con el estado OK.
Ext - Resultado externo
El resultado externo es una estrategia que se emplea cuando se indica un apriete correcto (OK) con una señal digital externa (y no con valores de par o ángulo medidos durante el apriete). Esta señal externa se puede facilitar a través de cualquier medio que pueda transmitir una señal digital al Power Focus 6000 (por ejemplo, a través del bus de E/S).
Cuando se envía la señal, la vista de resultados (datos registrados) mostrará el valor del parámetro objetivo que figura en el programa de apriete (valor de par especificado, valor de ángulo o cadena de texto). Estos valores (par y ángulo) no representan los valores medidos reales, sino solo el texto introducido.
Parámetro | Descripción |
|---|---|
Par <Par objetivo> | Valor numérico del valor de par objetivo mostrado deseado. Una señal podría proceder por ejemplo de una llave de clic y mostrar <Par objetivo>. |
Ángulo <Ángulo objetivo> | Valor numérico del valor de ángulo objetivo mostrado deseado. Una señal podría proceder por ejemplo de una llave de clic y mostrar <Ángulo objetivo>. |
Texto | Una cadena alfanumérica del texto mostrado deseado. Por ejemplo: «Se ha cambiado el aceite». |
MWR - Llave mecatrónica
La llave mecatrónica es una etapa especializada que se puede utilizar solo combinada con la llave mecatrónica (MWR).
Esta etapa no se puede utilizar combinada con otras etapas. No se pueden utilizar restricciones con esta etapa. De forma predeterminada, la etapa cuenta con tres supervisiones: par pico, ángulo y clic.
Parámetro | Descripción |
|---|---|
Nombre | Secuencia alfanumérica para el nombre de la etapa. |
Límite de aflojado | Valor numérico para par negativo (es decir, par en la dirección de afloje) en cuyo punto el resultado de apriete se marca como NOK (dirección equivocada de apriete (aflojar)); en Nm. |
Tamaño de la herramienta | Valor numérico para la longitud específica de la herramienta de terminal instalada en el MWR-TA; en mm. |
Curvatura de herramienta | Valor numérico para la herramienta de terminal instalada en el MWR-TA; en º/Nm. |
Ventana de ángulo de reapriete | Valor numérico para el ángulo para determinar si el tornillo ya estaba apretado si el par se alcanza, en º. |
Velocidad angular máx. | Valor numérico para la velocidad máx. a la cual se puede apretar el tornillo, en º/s. |
Punto de sincronización: disponible solo en un controlador Step Sync.
Para sincronizar entre las diferentes herramientas en una configuración Step Sync, se utilizan puntos de sincronización. Al alcanzarlos, las herramientas esperarán entre ellas antes de continuar a la siguiente etapa en el programa de apriete. Los puntos de sincronización se pueden añadir manualmente al programa de apriete cuando sea necesario, o automáticamente marcando la casilla.









































