多步骤监控器和限制
步骤监控器
步骤监控器用于验证是否根据规范实现拧紧,比如角度限值或扭矩。每个步骤有强制步骤监控器和可选步骤监控器。当将新步骤拖至多步骤程序时,将包含强制监控器。可选监控器是灵活的,可按需要放在多步骤程序中。每个步骤最多可各有 8 个监控器。
下列监控器被自动添加到多步骤拧紧程序中添加的每个步骤。
步骤监控器 | 适用的步骤 |
|---|---|
角度 | 全部 |
峰值扭矩 | 全部 |
PT – 峰值扭矩
在该步骤,监控器测量监控期间达到的最大扭矩,包括任何过冲,并检查它是否介于上限和下限之间。
SOT – 切断扭矩
切断点是指步骤达到其目标的点。当使用步骤监控器切断扭矩时,在切断点处测量扭矩,并检查其是否介于上限和下限之间。
SOC – 切断电流
切断点是指步骤达到其目标的点。通过步骤监控器切断电流,在切断点处测量电流,并检查其是否介于上限和下限之间。
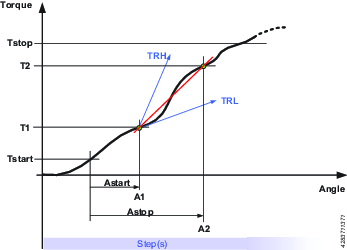
TRD – 扭矩率和偏差
在该步骤,监控器测量并检查扭矩率,也就是扭矩与角度的比率。检查计算得到的扭矩率是否介于上限和下限定义的扭矩率限值内。
参数 | 说明 | 图中 |
|---|---|---|
TorqueStart | AngleStart 开始处的扭矩。 | Tstart |
TorqueStop | 扭矩测量停止处的扭矩。 | Tstop |
AngleStart | 当从 TorqueStart 处测量到 AngleStart 时,开始测量扭矩。 | Astart |
AngleStop | 扭矩测量停止处的角度点。 | Astop |
下限 | 定义的最低扭矩。 | TRL |
上限 | 定义的最高扭矩。 | TRH |
参数 | 说明 | 图中 |
|---|---|---|
TorqueStart | AngleStart 开始处的扭矩。 | Tstart |
TorqueStop | 扭矩测量停止处的扭矩。 | Tstop |
AngleStart | 当从 TorqueStart 处测量到 AngleStart 时,开始测量扭矩。 | Astart |
AngleStop | 扭矩测量停止处的角度点。 | Astop |
下限 | 定义的最低扭矩。 | TRL |
上限 | 定义的最高扭矩。 | TRH |
A – 角度
在该步骤,监控器测量监控序列期间达到的峰值角度、峰值扭矩处的角度、切断角度或结束处的角度,并检查它是否介于上限和下限之间。角度测量在监控序列的开始或结束处开始,或者(如果指定的话)在扭矩第一次超过触发扭矩的点处开始。
PTCA – 后螺纹切割角度
测量监控期间达到的角度并检查其是否介于指定角度限值之间。在达到螺纹切割角度窗口结束处之前,触发扭矩水平被忽略。然后,一旦测量扭矩超出触发扭矩,角度测量就会开始。参数停止条件规定角度测量应在哪里结束。
PTCPT – 后螺纹切割峰值扭矩
测量监控期间达到的最大扭矩,包括任何过冲,并检查其是否介于扭矩限值之间。在达到螺纹切割角度窗口结束处之前,所有扭矩值被忽略。
TAW – 角度窗口的扭矩
监控器检查角度窗口长度中的所有扭矩值是否介于扭矩限值之间。角度窗口从扭矩第一次超过触发扭矩的点处以开始角度开始。如果触发扭矩没有设置,开始角度在监控步骤的开始处开始。由于所有扭矩值必须介于扭矩限值之间,可能会发生两个限值都被超过的情况。如果发生这种情况,错误信息角度窗口中的扭矩高拥有优先权,将出现在结果中。如果未达到角度窗口的结束处,监控器的状态为 NOK。
PVTH – 后视图平均扭矩高
角度窗口长度中的所有扭矩值应低于扭矩上限。角度窗口以开始角度中设置的角度从关闭点反方向开始。然后反向跨越角度窗口长度中设置的角度。如果开始角度留空,角度窗口在切断点开始。监控器中使用的扭矩值基于根据样本数量求出的平均扭矩值。如果步骤的总角度小于开始角度加角度窗口长度,监控器将报告 NOK。
PVTL – 后视图平均扭矩低
与监控器后视图平均扭矩高相同,但是监控器将转而检查角度窗口长度中的所有扭矩值是否超过扭矩下限。
YA – 屈服角度
在找到屈服点后监控该角度。屈服点通过监控扭矩变化率找到,并基于扭矩和角度距离测量求出。角度距离参数根据指定连接硬度设置。
SSD – 杆件滑动检测
在该步骤,监控器检测并报告步骤中的杆件滑动影响。通过计算扭矩低于触发级别的次数来完成检测。如果次数大于最大振动次数,则报告粘滑错误。监控器以两种不同的模式操作:动态或固定。两种模式之间的差异是计算触发器水平的方式。
动态扭矩:触发器水平被动态计算作为监控期间迄今达到的当前最大扭矩的峰值扭矩百分比。一旦扭矩超过触发扭矩,监控启动。
固定扭矩:触发器水平为用户指定的固定触发扭矩。此模式中不需要百分比。
如果扭矩从未达到监控器不启动的触发扭矩,这将导致 NOK 状态。
PrT - 有效扭矩
监控器计算窗口长度中的有效扭矩值并检查它们是否介于扭矩限值之间。角度窗口以开始角度中设置的角度从关闭点反方向开始。然后反向跨越角度窗口长度中设置的角度。如果开始角度留空,角度窗口在切断点开始。求出的有效扭矩值为窗口长度期间的平均或峰值扭矩(取决于用户设置的参数)。求出的值被保存为结果数据测得的有效扭矩。如果扭矩补偿设为开启,测得的有效扭矩将从连续步骤中的所有扭矩结果值中扣除。任何之前计算的有效扭矩补偿值将不再从扭矩结果值中扣除。如果扭矩补偿设为否,将不会在连续步骤中扣除。
如果步骤的总角度小于开始角度加角度窗口长度,监控器将报告 NOK。
有效扭矩可以作为测量平均值或峰值扭矩来测量。要在这两种模式之间进行选择,请将使用值参数设为平均扭矩(适用于平均值)或峰值扭矩(适用于峰值)。
Ti – 时间
测量监控期间的实耗时间并检查其是否介于时间限值之间。时间测量在监控开始处开始,如果触发扭矩被指定,则在扭矩第一次在监控期间超过触发扭矩的点处开始。
Cl – 咔哒声
监视以启用咔哒声扭矩和咔哒声角度结果。此监视器没有设置,只能与 MWR 步骤一起使用。
限制
为确保在发生非预期事件时停止拧紧,可为多步骤拧紧程序添加限制。例如,这些限制可测试确保未达到最大扭矩,或多步骤拧紧的部分不会花太长运行时间。每个步骤有其自己的一组强制步骤限制和可选步骤限制。当将新步骤拖至多步骤程序时,将包含强制限制。所有步骤最多可各有 4 个限制。
下列限制被自动添加到多步骤拧紧程序中添加的每个步骤。
步骤限制 | 适用的步骤 |
|---|---|
步骤限制最大时间 | 全部 |
步骤限制最大扭矩 |
|
步骤限制最大角度 |
|
Ti – 最大时间
该限制进行时间检查。如果达到最大限值,工具立即停止。
A – 最大角度
该限制进行角度测量。如果测得的角度达到最大限值,工具立即停止。角度从限制的开始处测量,或者(如果指定的话)从扭矩在该步骤期间第一次超过扭矩触发器的点处测量。
参数 | 说明 |
|---|---|
触发器扭矩 | 如果指定,这是开始测量角度处的扭矩。 |
最大限值 | 如果达到该限值,工具立即停止。 |
T – 最大扭矩
该限制检查扭矩,如果测得的扭矩超过最大限值,工具立即停止。
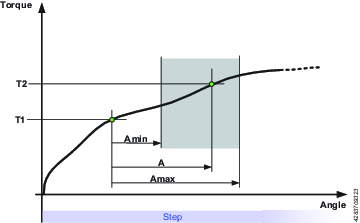
CTh – 跨线程
该限制从扭矩超过开始扭矩 (T1) 的点到扭矩超过结束扭矩 (T2) 的点检查角度。如果从开始扭矩 (T1) 测得的角度大于最大角度限值 (Amax),工具立即停止。
当扭矩超过结束扭矩 (T2),测得的角度对照限值最小角度限值 (Amin) 检查。如果角度小于该限值,工具立即停止。
RT – 取消扭矩
该限制检查扭矩,如果测得的扭矩小于取消扭矩限值,工具立即停止,程序跳到结束处。如要激活限制,扭矩必须先超过有效扭矩限值的 110%。
线缆工具有选择“Rescinding Torque for Angle”(角度解除扭矩)的选项。限制由两个参数控制:Percentage(百分比)和 Time Below Limit(低于限值的时间)。百分比设置上一个峰值扭矩的向下偏差,低于限值的时间设置偏差的持续时间(5 到 500 ms)。只有两个条件同时满足(等于或低于设置持续时间的指定百分比),程序才会中断并跳至结束。
TG – 扭矩变化率
该限制检查变化率,如果它超出变化率限值,工具立即停止,程序跳到结束处。第一个变化率在达到触发扭矩之后在角度窗口中计算,新变化率则在每当有新的扭矩和角度样本可用时计算。
如果在超过触发扭矩之前到达步骤结束处,该限制被视为 OK,不会报告拧紧错误。
TCD – 扭矩与电流偏差
该限制验证转化为对应扭矩的所有当前测量是否不超过使用扭矩传感器测得的实际扭矩的最大偏差。当扭矩在该步骤期间第一次达到触发扭矩并被激活直至步骤达到其目标时,限制开始。
如果触发扭矩从未达到,监控器将报告 OK。
TAW – 角度窗口的扭矩
该限制检查角度窗口长度中的测得扭矩是否介于扭矩限值之间。如果测得的扭矩超出限值,工具立即停止,程序跳到结束处。角度窗口长度从扭矩第一次超过触发器扭矩的点处以开始角度开始。如果触发扭矩没有设置,开始角度在限制的开始处开始。
如果未达到角度窗口长度的结束处,限制的状态为 NOK。









































