简介
在本部分,您可以找到有关产品的基本信息以及主题中使用的格式约定。
概述
ToolsTalk 2是新一代控制器编程软件,将您的生产线管理带入新阶段基于客户端-服务器端的软件解决方案更利于快速方便进行配置,同时将给可视化和追溯性带给您的整个生产线体系基于最优的用户体验和扩展的独特特性它能根据您的需求进行定制和优化,更好完成任务通过内置的FMS功能管理系统,它允许您在任何时候对每一个工位单独进行购买并分配附件的功能具有100%的可定制用户权限,您可以在复杂的生产系统中进行质量控制,并提高生产关键操作的正常运行时间。
特性
配置PowerFocus6000、PF6 Flex系统、附件、多步拧紧,总线和软PLC
曲线分析与导出
整线结构管理
活动目录和用户管理
嵌入式功能管理系统
包含完整历史记录的程序库
离线和全局编程
产线软件可见性和管理
好处
由于简单和用户友好的界面,可减少所需的培训
使用全局程序和错误通知,可减少缺陷
通过快捷简易的整线配置,新产品导入更加高效
由于程序变更的可见性和可追溯性,从而提高了工作效率
由于实时结果分析和产线软件管理,增加了正常运行时间
100%定制用户访问权限,实现全线的控制
规则
为了增强用户的了解,本文档中使用了某些格式约定。所使用的格式约定列出如下。
元素 | 符号 | 说明 | 输出 |
|---|---|---|---|
一般重点 | 在程序工作区中。 | 使某些文本元素脱颖而出,或突出显示。 | 文字为粗体 |
图形用户界面 (GUI) 项目 | 选择功能按钮。 | 对在图形用户界面 (GUI) 屏幕上找到的项目的任何引用(例如:命令按钮、图标名称和字段名称)。 | 文字为粗体 |
图形用户界面 (GUI) 路径 > | 通常,在图形用户界面 (GUI) 的顶部。 | 导航辅助工具,可在图形用户界面 (GUI) 中跟踪位置。 | 例如:控制器 > 程序 > 编辑 |
用户输入 | 输入程序的说明。 | 用户输入的任何文本 | 文字为粗体 |
文件名 | 输入导出的文件名。 | 文件被导出或导入系统中 | 文字为粗斜体 |
变量和参数名称 | 输入导出的名称。 | 变量和参数名称(非值)。 | 文字为斜体 |
变量和参数值 | 输入导出的值。 | 变量和参数值。 | 文字为粗体大写 |
系统输出 | Client.Domain.Models.ExportImportConfiguration | 系统输出的任何文本。 | 文字为等宽字体 |
外部链接 | 指向具有与文档或主题内容相关的信息的外部站点的链接。这些可能包括:
| 可选文本到外部站点 | |
内部文档链接 |
如果可用,这些链接将显示在文本下方。 | 可选文本到内部内容 |
一般数据保护条例(GDPR)
本产品提供了处理个人身份信息的可能性,例如系统用户名、角色和 IP 地址。这种处理能力的目的可能是通过可追溯性和适当的访问管理来加强质量控制。
如果您决定处理个人数据,您需要了解并遵守相关的个人数据保护规则,包括 EU GDPR 以及任何其他适用的指令和法规。对于您对本产品的任何使用,阿特拉斯·科普柯不承担任何责任。
责任和警告
责任
在工作环境下,许多情况可能影响拧紧流程,为此须对结果进行验证。在此,我们要求用户遵守相关标准和/或法规,在出现可能影响拧紧结果的情况后,检查安装的扭矩和旋转方向。此类情况的示例包括但不限于:
工具系统初始安装
更改部件批次、螺栓、螺钉批次、工具、软件、配置或环境
更改通风或电气连接
更改管路人体工程学特性、流程、质量程序或操作法
更换操作员
任何影响拧紧流程结果的其他变更
检查应:
确保未因发生的影响情况改变接头状况。
在设备初始安装、维护或修理后实施。
至少在每次换班后检查一次或以合适的频率进行检查。
修订历史
文档修订 | ToolsTalk 2 软件版本 | 变更内容 |
|---|---|---|
11.0 | 2.13.4 |
|
10.0 | 2.13 |
|
9.0 | 2.12 |
|
8.0 | 2.11 | 不适用 |
7.0 | 2.9 | 不适用 |
6.0 | 2.8 | 不适用 |
5.1 | 2.7.1 | 不适用 |
5.0 | 2.7 | 不适用 |
4.0 | 2.6 | 不适用 |
3.0 | 2.5 | 不适用 |
2.0 | 2.4 | 不适用 |
1.0 | 2.3 | 第一版 |
系统概述
制造系统可以由图中的功能块组成:
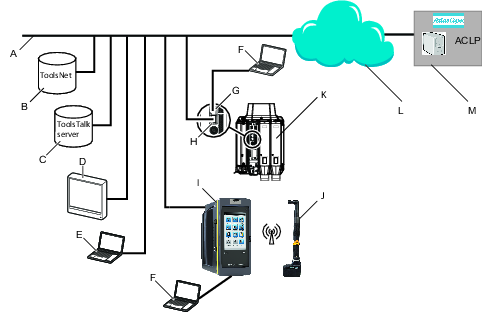
A | 工厂网络。 | H | 控制器工厂端口:连接至工厂网络。 |
B | ToolsNet 服务器:用于存储拧紧结果和进行统计分析。 | I | Power Focus 6000 控制器:与手持工具一起使用。 |
C | ToolsTalk 2 服务器:用于控制器的配置和参数设置。 | J | 手持电池工具:使用无线连接到控制器。 |
D | 工业计算机(IPC):可用作 ToolsTalk 2 和 ToolsNet 服务器的客户端。 | K | PF6 Flex 控制器:与夹具工具一起使用。 |
E | 连接到工厂网络的便携式计算机:可用作 ToolsTalk 2 和 ToolsNet 服务器的客户端。 | L | 互联网云。 |
F | 服务电脑:可以连接到控制器的服务端口。 | M | Atlas Copco 许可门户(ACLP):位于 Atlas Copco,为功能管理系统(FMS)中的许可功能提供支持。 |
G | 控制器服务端口:可用于连接服务电脑。 |
软件结构
图标 | 说明 |
|---|---|
 | ToolsTalk 2 系统用户管理。选择语言、温度和扭矩单位。 |
 | 帮助图标显示下列信息:
|
 | 工厂结构 在工厂结构工作区内,选择单独的控制器。工作区分为几个图标。每个图标下的菜单用于配置数据和参数设置。 这些图标与控制器界面和 web 界面不同,但是在分区和每个界面下可以进行的配置方面非常相似。 |
 | 拧紧程序 选择后,工作区将显示现有拧紧程序列表。选择单个程序将打开不同的菜单,以配置和设置所选拧紧程序的参数。 |
 | 批次序列 选择后,工作区将显示现有批次序列列表。选择单个批次序列将打开不同的菜单,以配置和设置所选批次序列的参数。 |
 | 同步模式 该图标仅适用于具有并行多步骤功能的控制器。 工作区用于配置和设置所有同步多步骤拧紧程序的参数。 |
 | 源 工作区用于配置和设置扫码枪的参数。 工作区用于配置如何使用识别码来选择下一个任务。 |
 | 配置 选择后,工作区将显示现有配置列表。配置和设置参数的菜单因所选的设备类型而异:
|
 | 工具 工作区用于显示哪些工具连接到控制器,并查看和设置工具维护间隔和校准数据。 |
 | 虚拟站点 选择后,工作区将显示现有虚拟站点列表。选择单个虚拟站点将打开不同的菜单,以配置和设置以下参数:
|
 | 控制器信息 控制器中包含的控制器硬件和软件模块。 |
 | 现场总线和 SoftPLC 工作区用于配置现场总线和 SoftPLC 设置。 |
 | 设置
|
 | 结果 显示所选控制器的最新拧紧结果。结果可以以表格格式或图形轨迹格式显示。 |
 | 事件 显示所选控制器的最新拧紧事件。定义在设置 |
 | 库 包含可以在控制器之间重复使用的管理库模板的子菜单。 |
 | 控制器库 控制器配置库。它在站点设置模式下非常有用,它在单台笔记本电脑上提供 ToolsTalk 2 功能,无需安装服务器。 |
 | 程序模板库 该库包含多步骤程序,它们被保存作为创建新的多步骤程序时要使用的模板。编辑多步骤程序模板不会影响基于该模板的多步骤程序。 |
 | 拧紧程序库 拧紧程序库。可以将现有的拧紧程序复制到库中。编辑库中的拧紧程序会影响订阅拧紧程序的所有控制器。 |
 | 配置库 用于虚拟站点、设备和附件的配置库。可以将现有配置复制到库中。编辑库配置将影响订阅配置的所有控制器。 |
 | 现场总线库 现场总线配置库。可以将现有的现场总线配置复制到库中。编辑现场总线配置将影响所有订阅现场总线配置的控制器。 |
 | 设置库 用于事件配置的库,可以分配给其他控制器。可以在此处或在设置 |
 | 系统管理 包括软件更新、配置参数的导入/导出、程序批准、任务调度和功能管理系统的功能。 |
 | 控制器软件和数据管理 通过 ToolsTalk 2 服务器管理控制器软件。 |
 | 计划内导出和导入 计划影响一个或多个控制器以及由 ToolsTalk 2 服务器执行的重复任务。 |
 | 比较配置 选择要比较的配置文件。 |
 | 用户组 管理不同的用户组和用户组对文件夹、控制器和配置的权限。 |
 | 功能管理系统 (FMS) 通过 ToolsTalk 2 服务器管理许可的控制器功能。 |
 | 程序批准 管理有关拧紧和拧松计划的批准。 |
 | 推送 在 ToolsTalk 2 中对任何控制器进行了配置时,显示推送指示符。 配置和参数更改通过推送功能复制到控制器。 |
控制器图标与控制器图形用户界面和 Web 图形用户界面不同,但在分区和每个图标下可以进行的配置方面非常相似。
在成功启动 ToolsTalk 2 后,将显示下方的此视图,其中包含上述图标:

A | 左侧菜单栏 | C | 系统菜单栏 |
B | 工厂结构工作区 | D | 控制器工作区 |
控制器工作区显示不同的内容,取决于所选的图标或菜单。
附加功能
除了图中所示的功能块之外,系统还支持以下功能:
STwrench:具有与控制器进行无线连接的电池供电扭矩扳手。它可以从 ToolsTalk 2 进行配置。它可以将结果报告给 ToolsTalk 2、ToolsNet 或通过总线连接。
现场总线连接:从控制器到工厂管理系统(PLC)的行业标准通信。用于识别要执行的工作对象和任务。用于报告拧紧结果。可以使用工厂网络或单独的网络连接。
开放协议连接:从控制器到工厂管理系统的行业标准通信。
配置选项
控制器的配置和设置可以通过以下方式进行:
控制器图形用户界面:这适用于具有触摸屏的 Power Focus 6000 控制器。可以配置控制器,无论它是否连接到网络。
Web 图形用户界面:如果控制器连接到网络并且其 IP 地址是已知的,则可以从网络上的任何位置的计算机访问控制器。一次可以访问一个控制器。对于 Power Focus 6000,web-GUI 具有与控制器图形用户界面相同的图标。对于 FlexController,图标则略有不同。
Web 图形用户界面:计算机可以直接连接到控制器服务端口。对于 Power Focus 6000,web-GUI 具有与控制器图形用户界面相同的图标。对于 FlexController,图标则略有不同。
ToolsTalk 2 图形用户界面:如果控制器连接到 ToolsTalk 2 服务器,ToolsTalk 2 客户端 (PC) 可以通过 ToolsTalk 2 图形用户界面访问所有连接的控制器。Power Focus 6000 控制器和 FlexController 都可以被访问。图形用户界面使用完整的计算机屏幕,并具有不同的分区和不同的图标,但提供相同的功能。
站点设置模式下的 ToolsTalk 2 图形用户界面:在没有服务器安装的计算机上提供一个 ToolsTalk 2 界面。计算机连接到控制器服务端口,并一次访问一个控制器。
许可证介绍
控制器功能的许可证通过功能管理系统 (FMS) 进行管理。这允许客户通过动态许可方案来定制控制器功能以满足其特定需求。
可以为单个功能或功能集合获取许可证,并且可以跨多个虚拟站点部署许可证。许可证可在不再需要时返回到池中。许可证可通过 Atlas Copco 许可证门户 (ACLP) 获得。许可证可从 ACLP 下载并通过 ToolsTalk 进行管理/分发,也可以存储在 FMS Portable(USB 驱动器)上用来插入控制器。
请注意,本文件不涉及在 ACLP 中创建和管理客户帐户。请联系您当地的 Atlas Copco 代表以获取更多信息。
许可证概览
即使没有安装许可证,也可以配置由许可证管理的功能。例如,拧紧程序的配置和多步骤程序的配置。也可以将这些功能分配给工具或虚拟站点。但是,在没有有效许可证的情况下运行该功能将需要安装相应的许可证。
许可证实施分两个阶段执行:分配和运行时(按下触发器)。如果未将未安装许可证的功能分配给虚拟站点,则在 ToolsTalk 2 中的虚拟站点视图中将显示一个红色感叹号。控制器 GUI 还会在工具或任务部分显示一个三角形警告(取决于缺少的内容)。如果启动没有安装许可证的功能(即触发器按下),则将向用户呈现一个事件,告知用户缺少哪个许可证。如果没有安装正确的许可证,将无法继续。在大多数情况下,运行未经许可的特征会导致锁定工具。
控制器中的许多特征和功能需要许可证才能被虚拟站点分配和使用。有三种类型的许可证:
虚拟站点类型
修复了在单个包中捆绑在一起的特征集合。除此之外,虚拟站点类型确定可以运行哪些工具,可以使用多少程序和序列,哪些拧紧策略可用以及可以执行的报告类型。每个虚拟站点类型中包含的特征是通常彼此结合使用的特征,或者具有需要包中存在其他特征的内部依赖项的特征。虚拟站点类型完全分配给虚拟站点。然后,虚拟站点可以使用虚拟站点类型中包含的所有特征。为了能够执行拧紧,必须为虚拟站点分配一个虚拟站点类型的许可证。根据许可证类型,将启用或阻止各种拧紧选项。
虚拟站点特征
可以补充虚拟站点类型的单个特征。许多特征可作为单个许可证购买。
控制器特征
控制器范围内的特征。这些特征包括软 PLC 和步进同步等,它们被分配给控制器,一旦分配,就可以被该控制器上的所有虚拟站点使用。
许可级别
Line Licenser、Line Configurator 和 Line Manager
这三个版本都是 ToolsTalk 2 的所有基于客户端-服务器的安装,但是具有不同的特征集。Line Licenser 是在没有安装其他任何许可证的情况下,ToolsTalk 2 进入干净安装的最小软件包。当 ToolsTalk 2 的状态为 Line Licenser 时,所有 Line Manager 和 Line Configurator 功能都将可见,但是每次用户尝试使用所包含的功能时,都会出现一条警告消息。
如果启动降级,ToolsTalk 2 将仅删除、取消链接或删除在 Line Manager 中创建的数据。例如,当降级到 Line Configurator 许可证时,或者 Line Manager 许可证的试用期到期时,可能会发生这种情况。
站点设置
这是 ToolsTalk 2 的版本,其中所有组件都位于计算机本地,从而提供一对一的连接。Station Setup 在没有 SQL Server 数据库连接的情况下运行,并且具有内置限制,一次只能启用一个连接的控制器。注意,使用 Station Setup 需要有效的许可证,否则将显示警告消息。
未经许可的工作站设置可以有一个虚拟站点,这将根据许可服务器进行验证。
许可功能
符号 | 说明 |
|---|---|
X | 完整的功能。 |
X¹ | 已启用连接、断开连接和重新启动。 |
X² | 如果进行更改,则启用推送。 |
X³ | 自定义部分、重新启动和右键点击功能已启用。 |
X⁴ | 仅启用数据库维护。 |
X⁵ | 仅读访问权限,已启用程序导出。 |
Line Licenser | Line Configurator | 站点设置已许可 | Line Manager | |
|---|---|---|---|---|
工厂结构 | ||||
右键点击 - 添加新控制器 | X | X | X | X |
右键点击功能 | X¹ | X | X | X |
程序配置历史 | X | |||
拧紧程序 | X⁵ | X | X | X |
批次序列 | X⁵ | X | X | X |
源 | X⁵ | X | X | X |
配置 | X⁵ | X | X | X |
工具 | X⁵ | X | X | X |
虚拟站点 | X⁵ | X | X | X |
控制器 | X⁵ | X | X | X |
设置 | X⁵ | X | X | X |
现场总线 | X² | X | X | X |
SoftPLC | X | X | X | |
结果 | X | X | X | |
事件 | X | X | X | X |
库 | ||||
拧紧程序 | X | |||
配置 | X | |||
现场总线 | X | |||
设置 | X | |||
程序模板 | X | |||
控制器配置 | X | X | X | |
系统管理 | ||||
控制器软件和数据管理 | X³ | X³ | X | |
计划任务 | X⁴ | X⁴ | X⁴ | X |
功能管理系统 (FMS) | X | X | X | X |
用户组 | X | |||
计划批准 | X |
安装和升级
在本部分,您可以找到有助于产品初始安装或从一个版本升级到另一个版本的信息。
安装限制
兼容性矩阵
除非另有说明,否则所有 ToolsTalk 2 软件版本都向后兼容
ToolsTalk2 | PF6 FlexSystem | PF6000 | PF6000 StepSync | Atlas Copco Data Communication 版本 | IXB | PF8 | PF8 StepSync |
|---|---|---|---|---|---|---|---|
2.3 | 不适用 | 2.0, 2.1, 2.1.1, 2.3 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.4 | 不适用 | 2.4 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.5 | 1.2 | 2.4 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.6 | 1.2 | 2.5 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.7 | 1.3 | 2.6 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.7.1 | 1.3.1 | 2.6 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.8 | 1.3.1 | 2.7 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.9 | 2.0 | 2.7 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.11 | 2.1 | 2.8 | 不适用 | 不适用 | 不适用 | 不适用 | 不适用 |
2.12 | 3.0 | 3.0 | 3.0 | 不适用 | 不适用 | 不适用 | 不适用 |
2.13 | 3.1 | 3.1.1 | 3.1.1 | 1.7 | 不适用 | 不适用 | 不适用 |
ToolsTalk 2 可以运行 Atlas Copco Data Communication 的更高版本。矩阵中提到的 Atlas Copco Data Communication 版本应被视为 ToolsTalk 2 软件兼容的最低版本。
安装或升级之前
不建议在同一台计算机上同时安装站点设置和客户端-服务器。确保从不需要安装的组件卸载并清除计算机。
服务器安装
Microsoft SQL 数据库、ToolsTalk 2服务器应用程序和 ToolsTalk 2 客户端应用程序都可以安装在同一台计算机上。
在开始安装之前,请确保以下内容可用:
要安装服务器应用程序的计算机的管理员权限。
要安装客户端应用程序的计算机的管理员权限。
根据所列出先决条件的计算机和程序。
根据所列出先决条件完成 64 位 Microsoft SQL 数据库的安装。
服务器应用程序的可执行文件。
客户端应用程序的可执行文件。
Atlas Copco Data Communication(ACDC) 版本 1.7 已安装并正在运行(仅适用于 2.13 以上的版本)。请参见 ACDC 安装手册。
站点设置
在开始安装之前,请确保以下内容可用:
要安装应用程序的计算机的管理员权限。
根据所列出先决条件的计算机和程序。
Station Setup 应用程序的可执行文件。
数据库要求
所有控制器数据和配置都存储在数据库目录中。数据库是一个标准的 64 位 Microsoft SQL 数据库。
本文档中不介绍 Microsoft SQL 数据库的安装。建议遵循标准安装。
Microsoft SQL 数据库可能与 ToolsTalk 2应用程序位于同一服务器或同一网络上。
如果数据库位于其他位置,则数据库与 ToolsTalk 2应用程序服务器之间的防火墙需正确配置。
必须知道 Atlas Copco 数据通信服务器的 IP 地址,并将其输入到与 ToolsTalk 2连接的每个控制器中
如果正在使用远程连接,客户端计算机必须知道托管 ToolsTalk 2应用程序的服务器地址。
安装 Microsoft SQL 数据库的强制要求
64 位 Microsoft SQL。
选择 Microsoft SQL 服务器身份验证和 Windows 身份验证。
安装 Microsoft SQL 数据库的建议要求
在安装中包含的管理工作室。
启用默认实例。
计算机要求
ToolsTalk 2生态系统需要以下功能:
客户端、服务器、站点设置和 ClickOnce 需要 64 位。
区域 | 类别 | 最低要求 | ToolsTalk 2发布版本 | 注释 |
|---|---|---|---|---|
服务器软件要求 | 数据库 | SQL Server 2008 R2 或更高版本 SQL Express 2008 R2 或更高版本(兼容,但不建议) | 数据库可以位于同一台机器上或安装在远程数据库服务器上。 | |
Java | 版本 8 或更新版本 | ≥2.3 | 64 位 版本 | |
.NET Framework | 版本 4.6 | 2.3 - 2.4 | ||
版本 4.6.2 | 2.5 - 2.12 | |||
版本 4.8 | ≥2.13.3 | |||
服务器硬件要求 | 处理器 | 双核 2.70 GHz Intel Xenon 或更高版本 | 本规范仅用于指出所需的性能。 | |
内存(RAM) | 4 GB | 本规范仅用于指出所需的性能。 | ||
磁盘空间 | 50 GB | 注意数据库将随着时间的推移而增长。配置和配置更改存储到数据库中。多个控制器也将添加更多的信息到数据库中。 | ||
磁盘速度 | 5400 rpm 或更高 | |||
PC 客户端要求 | 操作系统 | Windows 7 或更高版本 | ||
.NET Framework | 版本 4.6 | 2.3 - 2.4 | ||
版本 4.6.2 | ≥2.5 - 2.12 | |||
版本 4.8 | ≥2.13.3 | |||
用户权限 | 数据库访问 | 系统管理员访问或类似 | 执行安装的用户还必须具有在数据库中创建用户的管理员权限。 | |
Windows 访问 | 管理员帐号 | 需要安装应用程序及其依赖关系。 |
许可要求
当功能管理系统(FMS)用于许可的功能项目时,这时将需要 Atlas Copco 许可服务器。
许可服务器包含在服务器安装文件中。为了正确安装,JAVA_HOME 系统变量在 64 位 Java 安装时必须具有正确的路径和指向。
FMS 只能在客户端-服务器安装中使用,并且不适用于站台设置安装。
许可证源
控制器上使用的许可证可以从几个不同的源采集。同时使用的源数量限制为 1 个许可证服务器 (TT2) 加 9 个 FMS Portable(加密狗)源。如果已达到许可证源限制,则需从控制器中删除同一个源的所有许可证,以便从另一个源添加许可证。
许可证源概述
在控制器信息  选项卡中,许可证区为用户提供有关控制器上安装的许可证及其安装位置的概述。此处最多可显示 9 个不同的源,每个源都分配给 FMS P(适用于 FMS Portable 或加密狗)或 License Server (TT2)。
选项卡中,许可证区为用户提供有关控制器上安装的许可证及其安装位置的概述。此处最多可显示 9 个不同的源,每个源都分配给 FMS P(适用于 FMS Portable 或加密狗)或 License Server (TT2)。
展开任何许可证源将显示该源的详细许可证源信息。列出的信息包括源类型和计数,以及每个类别(虚拟站点类型、虚拟站点特征和控制器特征)中许可证的数量和类型。
软件安装
安装 ToolsTalk Server 应用程序
在开始 ToolsTalk 2服务器安装之前,请确保满足安装或更新前所述的所有要求。
在安装服务器应用程序之前,请确保已安装并正在运行 Atlas Copco Data Communication(ACDC) (仅适用于从 2.13 开始的ToolsTalk 2 版本)。请参见 ACDC 安装手册。
将可执行文件 ToolsTalkServer<xxx>.exe 放在计算机上所需的文件夹中。<xxx> 表示文件的版本。
双击可执行文件。
如果在安装过程中发生错误、步骤不清楚或参数名称或值不清楚,请在疑难解答部分中查找更多信息。
屏幕 | 参数 |
|---|---|
欢迎使用 InstallShield 向导 | 选择下一步。 |
许可协议 | 显示是否为新的客户端安装。 接受许可协议。 选择下一步。 |
目标文件夹 | 显示是否为新的客户端安装。 为程序安装提供了一个默认文件夹。必要时可更改此文件夹目标位置。 在 ToolsTalk 2升级过程中,不得更改文件夹目标位置。 选择下一步。 |
控制器备份文件夹 (仅适用于 2.11 版) | 显示是否为新的客户端安装。 为控制器备份提供了一个默认文件夹。必要时可更改此文件夹目标位置。 在 ToolsTalk 2升级过程中,不得更改文件夹目标位置。 选择下一步。 |
数据库服务器 确定 ToolsTalk 2服务器应用程序如何连接到 SQL 数据库。 | 从下拉菜单中选择数据库服务器(建议使用本地),或浏览到另一台服务器。 通过选择其中一个单选按钮(建议使用 Windows)选择身份验证方法。 如果使用服务器验证,请输入服务器上的系统管理员的登录 ID 和密码,或创建 SQL 服务器时使用的帐户。 为 ToolsTalk 2应用程序创建数据库目录(建议使用默认名称 ToolsTalkEventStore)。 在 ToolsTalk 2升级过程中,不得更改数据库目录。 选择 测试数据库连接按钮以验证 ToolsTalk 2 应用程序是否与 SQL 数据库连接。 选择下一步。 |
Web 应用程序设置 确定用户或客户端如何连接到 ToolsTalk 2服务器应用程序。 | 通过选择其中一个单选按钮选择身份验证方法:
设置集线器端口值,默认设置为 4551。 服务器和控制器配置中的设置必须相同。 设置 WebApi 端口值,默认设置为 9101。 服务器和客户端安装中的设置必须相同。 如果无法通过 URL 访问服务器的计算机名称,请选中 Convert ServiceURL to IP Address(将 ServiceURL 转换为 IP 地址) 复选框。 选择下一步。 |
Web 应用程序设置 确定用户或客户端如何连接到 Atlas Copco Data Communication(ACDC) 服务器应用程序。 | ACDC 服务器设置:
端口配置:
选择下一步。 |
准备安装程序 | 选择安装。 |
InstallShield 向导已完成 | 选择完成。 |
如果 SQL 数据库服务器安装在与 ToolsTalk 2服务器应用程序相同的计算机上,请在 数据库服务器窗口中选择本地。
如果使用 No security(无安全性),域中的任何用户都可以更改配置参数,而无需身份识别。
如果使用 Windows 帐户,对配置参数所做的更改将与时间戳和已识别的用户帐户一起保存。
对于所有模块(SQL 数据库、服务器应用程序和客户端应用程序)都安装在同一台计算机上的简单安装,可以使用 No security(无安全性)选项。这是服务工程笔记本电脑的正常设置。
安装客户端应用程序
在开始 ToolsTalk 2客户端安装之前,请确保满足安装前所述的所有要求。
将可执行文件 ToolsTalkClient<xxx>.exe 放在计算机上的目标文件夹中。<xxx> 表示文件的版本。
双击可执行文件。
如果在安装过程中发生错误、步骤不清楚或参数名称或值不清楚,请在疑难解答部分中查找更多信息。
屏幕 | 参数 |
|---|---|
欢迎使用 InstallShield 向导 | 选择下一步 |
许可协议 | 显示是否为新的客户端安装。 接受许可协议。 选择下一步 |
客户信息 | 显示是否为新的客户端安装。 输入用户名和组织。 选择下一步 |
目标文件夹 | 显示是否为新的客户端安装。 为程序安装提供了一个默认文件夹,但可能会更改。 在 ToolsTalk 2升级过程中,不得更改文件夹目标位置。 选择下一步 |
程序维护 | 显示是否已经安装客户端。选择一个选项: 修改 修理 删除 选择下一步 |
应用程序设置 确定用户或客户端如何连接到 ToolsTalk 2服务器应用程序。 | 通过选择其中一个单选按钮选择身份验证方法。 选择 No security(无安全性)作为验证方法。 ToolsTalk Server 是服务器和数据库所在的计算机名称。 设置 Web Application Port(Web 应用程序端口)值,默认设置为 9101。 服务器和客户端安装中的设置必须相同。 选择下一步 |
准备安装或修改程序 | 选择安装 |
InstallShield 向导已完成 | 选择完成 |
如果使用 No security(无安全性),域中的任何用户都可以更改配置参数,而无需身份识别。
如果使用 Windows 帐户,对配置参数所做的更改将与时间戳和已识别的用户帐户一起保存。
对于所有模块(SQL 数据库、服务器应用程序和客户端应用程序)都安装在同一台计算机上的简单安装,可以使用 No security(无安全性)选项。这是服务工程笔记本电脑的正常设置。
安装站点设置应用程序
压缩版 Station Setup 安装具有完整的控制器配置功能,但也有一些限制:
整个安装的占位面积更小,安装在便携式计算机上。
一次只能管理一个物理控制器。
计算机连接到控制器的服务端口,以避免正常活动中断。
应用
此操作模式的典型应用如下:
当需要 ToolsTalk 2功能但可能没有商业理由时的少数控制器小型安装。
Atlas Copco 服务人员可以使用 ToolsTalk 2访问控制器,而无需连接到客户网络,而是使用控制器的服务端口。
使用控制器库功能的控制器离线配置。配置文件可以稍后传输到真实的控制器进行验证。
控制器配置的简单导出,非常有助于调试任务。
在开始 ToolsTalk 2Station Setup 安装之前,请确保满足安装前所述的所有要求。
将可执行文件 ToolsTalkStationSetup<xxx>.exe 放在计算机上所需的文件夹中。<xxx> 表示文件的版本。
双击可执行文件。
如果在安装过程中发生错误、步骤不清楚或参数名称或值不清楚,请在疑难解答部分中查找更多信息。
屏幕 | 参数 |
|---|---|
欢迎使用 InstallShield 向导 | 选择下一步。 |
许可协议 | 显示是否为新的 Station Setup 安装。 接受许可协议。 选择下一步。 |
目标文件夹 | 显示是否为新的 Station Setup 安装。 为程序安装提供了一个默认文件夹,但可能会更改。 在 ToolsTalk 2 升级过程中,不得更改文件夹目标位置。 选择下一步。 |
应用程序设置 | ToolsTalk 设置:
选择下一步。 |
数据库服务器 | 从下拉菜单中选择数据库服务器(建议使用本地),或浏览到另一台服务器。 连接使用:
使用提供的默认 ACDC 数据库位置 C:\AtlasCopco_ACDC_Database\,或选择浏览为数据库服务器选择其他位置。 选择 测试数据库连接按钮以验证 ToolsTalk 2 应用程序是否与 SQL 数据库连接。 选择下一步。 |
准备安装程序 | 选择安装。 |
InstallShield 向导已完成 | 选择完成。 |
站点设置连接
具有 ToolsTalk 2站点设置的计算机可以通过网络或直接连接到服务端口连接到控制器。
网络连接
控制器中的ToolsTalk 2服务器连接地址必须定向到此计算机。这通过控制器图形用户界面或控制器 Web 图形用户界面完成。
一次只能有一个控制器可以连接到具有ToolsTalk 2站点设置的计算机。如果在线控制器连接到 ToolsTalk 2站点设置计算机,则其他控制器的后续连接尝试将被忽略。
控制器服务端口连接
当不允许将装有 ToolsTalk 2 的 PC 连接到网络时,可以使用控制器服务端口将控制器连接到 ToolsTalk 2。例如,Atlas Copco 或外部服务技术人员访问工厂,不允许外部计算机连接到工厂网络。
如果计算机连接到控制器的服务端口,则控制器充当 DHCP 服务器,并向计算机提供 IP 地址。该地址必须输入到 ToolsTalk 2连接的控制器服务器连接地址字段中。
使用 ClickOnce 安装 ToolsTalk 2 客户端
在开始 ToolsTalk 2客户端安装之前,请确保满足安装前所述的所有要求。
使用链接并通过网络浏览器浏览到服务器:
http://<FULL COMPUTER NAME>:<PORT NUMBER>/deploym

更换 <FULL COMPUTER NAME> 和 <PORT NUMBER>。

确保 <FULL COMPUTER NAME> 与服务器和数据库所在的位置完全相同。如果设置了完整计算机名 [TOOLSE277256.ATLASCOPCO.COM] 或计算机名 [TOOLSE277256],则 DNS 服务器必须存在于控制器中并进行设置,否则无法将控制器添加到 Toolstalk 2 环境。
在您的计算机上保存可执行文件 ToolsTalk.Client.WPF.Desktop.application。
双击可执行文件,或者如果出现提示,请选择打开。
打开 ToolsTalk 2 客户端,并安装最新版本。
ToolsTalk 2 客户端将始终使用 ClickOnce 打开最新的服务器版本。
SoftPLC Configurator 安装
为了能够在控制器中使用 SoftPLC 功能,必须在安装 ToolsTalk 2 Client 的计算机上安装 SoftPLC Configurator。
插入包含MultiProg551_Atlas_Installation的 USB 装置或类似物。
在 MultiProg551_Atlas_Installation 中双击 Installation.bat,安装开始。
安装完成后打开 ToolsTalk 客户端(不需要重新启动)。
在 ToolsTalk 2 客户端中,转到现场总线和 SoftPLC
 选项卡。选择 SoftPLC 配置部分,在常规 SoftPLC 设置中,将 SoftPLC 设置为开启。
选项卡。选择 SoftPLC 配置部分,在常规 SoftPLC 设置中,将 SoftPLC 设置为开启。
安装验证
验证 Windows 系统服务
要验证后台程序和服务是否正确启动,请执行以下检查:
选择 Windows 搜索按钮。
在搜索窗口输入框中键入服务。
向下滚动并确认 ToolsTalk 的 Atlas Copco 工业技术主机已经启动。
这表示 ToolsTalk 2服务器应用程序正在运行。
向下滚动并验证 FlexNet 许可服务器-acopco 是否已启动。
这表示功能管理系统的许可服务器应用程序正在运行。
验证客户端-服务器安装
在成功安装客户端-服务器版本的 ToolsTalk 2应用程序后,需要一个 Power Focus 6000 控制器进行完整的系统测试。
服务器计算机必须连接到网络。
客户端计算机必须连接到网络。
控制器必须连接到网络并配置为与服务器计算机进行通信。
服务器和客户端可能安装在同一台计算机上。
有关控制器的配置和启动,请参阅 Power Focus 6000 controller配置指南。
有关 ToolsTalk 2图形用户界面的启动和导航配置,请参阅 ToolsTalk 2 配置指南。
如果安装了 ToolsTalk 2客户端,则可以通过以下方式启动应用程序:
选择 Windows 开始菜单并找到 ToolsTalk 2 文件夹。
选择 ToolsTalk 2图标
 启动该应用程序。
启动该应用程序。
ToolsTalk 2配置手册中的入门部分介绍了窗口和窗口导航。
验证站点设置安装
如果安装了 ToolsTalk 2Station Setup,则可以通过以下方式启动应用程序:
选择 Windows 开始菜单并找到 ToolsTalk 2 文件夹。
选择 ToolsTalk 2图标
启动该应用程序。
如果安装了 ToolsTalk 2客户端应用程序或 ToolsTalk 2 服务器应用程序,则ToolsTalk 2 Station Setup 应用程序无法执行。可以通过执行各自的安装程序轻松删除它们,并在 Program maintenance(程序维护)窗口中选择 Remove(删除)选项。
ToolsTalk 2配置手册中的入门部分介绍了窗口和窗口导航。
如果没有控制器连接,ToolsTalk 2Station Setup 应用程序的图形用户界面将略有不同。请参阅库  图标中的信息和配置手册中的控制器库
图标中的信息和配置手册中的控制器库  图标。
图标。
验证许可服务
ToolsTalk 2 安装完成后,您将需要在启动时检查许可证服务是否准备就绪。
打开 Web 浏览器,浏览以下两个页面并完成步骤:
http://”ip-address:port"/api/1.0/health - 此页面的状态应为 “connectionCheck”:“Success”,否则,您将需要重新启动 Flexera 服务。在某些情况下,可能需要多次重启。
http://”ip-address:port"/api/1.0/hostids - 如果此页面为空,则需要重新启动Flexera服务。在某些情况下,可能需要多次重启。
此验证过程不适用于 Station Setup 安装
升级 ToolsTalk 2
在开始升级之前,请确保 ToolsTalk2 服务器正在运行。
从 ToolsTalk 22.12 或更早版本进行升级并且已经安装Atlas Copco Data Communication (ACDC) 时,请确保控制器端口指向安装 ACDC 的端口。如果您是首次安装ACDC,并且想要使用 ToolsTalk 2版本中当前控制器端口以外的其他端口,请按照以下过程中的说明更改控制器端口。
在配置文件中,控制器端口名为 HubPort。
在 ToolsTalk.Server.SelfHostService.exe.config(ClickOnce/Client/Server) 或 ToolsTalk.Standalone.exe.config(站点设置)中,将控制器端口更改为正确的端口号 <add key = HubPort value = XXXX
卸载软件
每一个模块(客户端、服务器、站点设置)都可以通过如下方式卸载:
使用 Windows 控制面板/程序和功能来选择和卸载所需的程序和模块。
对于某些模块,可能需要重新启动计算机才能使更改生效。
配置
在本部分,您可以找到有关如何创建、修改和验证产品设置的详细信息。
入门
启动
如果安装了 ToolsTalk 2 客户端,则可以启动应用程序:
选择 Windows 开始菜单,打开所有程序并向下滚动到 ToolsTalk 2。
打开文件夹,然后选择 ToolsTalk 2
 启动应用程序。
启动应用程序。
控制器
控制器类型
除了可以使用 ToolsTalk 2 支持和配置的控制器外,还可以在“控制器列表”中显示其他控制器类型以及有关这些控制器的一些有限信息。不可配置的控制器可以通过 ToolsTalk 2 启动相关的软件,在此可以对其进行进一步配置。
在所有控制器列表中,用图标表示不同的控制器类型。
控制器图标 | 控制器类型 | 兼容软件 |
|---|---|---|
| Power Focus 6000 | ToolsTalk 2 |
| PF6 Flex 系统 | ToolsTalk 2 |
| Power Focus 6000 StepSync | ToolsTalk 2 |
| Power Focus 4000 | ToolsTalkPF |
| Power Macs 4000 | ToolsTalkPM |
| 不支持的控制器 - 具有更高版本且与当前 ToolsTalk 2 版本不兼容的控制器 | 不适用 |






控制器信息
以下是 Power Focus 4000 或 Power Macs 4000 控制器可以显示的信息示例。不支持的控制器将不会显示此信息。
应用程序启动软件版本
控制器序列号
协议版本
RBU 序列号
RBU 类型
软件版本
工具信息
以下信息显示在 ToolsTalk 2 的工具下。此处显示的内容在相应的控制器软件中进行了配置。
标识符
序列号
型号类型
保养日期
校准日期
拧紧计数
工具类型
自保养以来的拧紧
应用程序代码版本
引导代码版本
要接收工具信息,需要将控制器连接到 ACDC。有关更多信息,请参见 ToolsTalk 2 文档。
添加控制器
连接到 ToolsTalk 2的控制器可在工厂结构
 中可见。
中可见。
如果没有控制器连接到 ToolsTalk 2,或者用户权限不允许访问文件夹或控制器,则工厂结构视图为空。
选择工厂结构然后右键点击控制器列表上部区域的任意位置。或者,选择系统管理,然后在控制器软件和数据管理选项卡中右键点击左侧菜单工作区。选择添加新控制器。连接控制器对话窗口将打开。
输入 IP 地址,或控制器的 DNS 名称。ToolsTalk 2服务器的 IP 地址将预先生成。
选择连接。
控制器也只能通过 web 图形用户界面或控制器图形用户界面连接到 ToolsTalk 2应用程序。
此程序描述在控制器特定文档中。
管理控制器列表
工厂结构工作区 默认视图显示所有控制器。所有控制器视图包含当前连接到ToolsTalk 2 服务器的所有控制器,无论它们在线还是离线。自定义部分是录入文件夹的所有控制器的子部分。
选择自定义部分文件夹
在控制器列表顶部,点击选项按钮, 选择自定义部分,然后选择适当的文件夹。
选择自定义部分,然后选择适当的文件夹。
选择控制器
在左侧菜单栏中,选择工厂结构
。向下滚动到相关控制器,然后通过点击名称字段
 来选择它。
来选择它。 所选的控制器被突出显示。具有在线状态的控制器不断更新 ToolsTalk 2应用程序。
离线控制器名称被划掉。
如果通过除 ToolsTalk 2之外的另一个控制器界面进行了更改的话,离线状态的控制器可能会显示旧的和过时的信息。
几个ToolsTalk 2 用户可以访问同一个控制器。如果尝试选择已由另一个 ToolsTalk 2用户选择的控制器,将出现一个模态对话框,并显示以下警告消息:
其他用户当前在系统中激活。参数值可能会更改,恕不另行通知。
选择确定关闭对话框并继续。
搜索控制器
在工厂结构工作区中,有一个用于在控制器列表中搜索控制器的字段。
在搜索字段中,至少输入控制器名称的两个字母。
可以搜索控制器名称或类型。
远程控制器重新启动
在某些情况下,可能需要对控制器进行完整的上电复位 (POR)。
下面介绍了如何从 ToolsTalk 2进行远程 POR:
在左侧菜单栏中,选择工厂结构
。右键点击选定的控制器并选择快捷菜单中的重启
在模态窗口对话框中确认或取消控制器重启操作。控制器将在重新上线之前先离线。
此操作可能需要几分钟。
进行过程中,可在 ToolsTalk 2中执行其他任务。
只能在联机并连接到ToolsTalk 2应用程序服务器的控制器上进行远程重启。离线控制器名称被划掉。
优质内置式拧紧工具 (QIF)
QIF(优质内置式拧紧工具)是一系列用于控制器与操作员间通信的附件。QIF 附件的配置可见配置部分  。
。
使用批次序列选项卡
批次序列任务可在虚拟站点任务配置中选择,或通过外部输入来源选择。
拧紧顺序可按固定方案进行,也可留给操作员在无序方案中决定。在任何情况下,套筒或信号都可用来在控制器与操作员之间通信。
批次包括一个拧紧程序,它可以重复多次。
当操作需要批次/拧紧程序组合时,批次序列是一组有序的批次。
在工厂结构
中选择一个控制器。 转到批次序列
 。
。
各列包含下列信息:
列 | 说明 |
|---|---|
名称 | 每个批次序列名称均以一个索引号开头。可以将后面的字符更改为用户定义的任何名称。 |
最后更改 | 用 ToolsTalk 2 时间表示。 |
最后更改人 | 配置数据最后由 <user> 更改。 |
控制器更新时间 | 用控制器时间表示。 |
控制器更新人 | 控制器由 <user> 更新。 |
更改人和控制器更新人字段可以是 ToolsTalk 2 界面中创建的注册 ToolsTalk 2 用户。
命令 | 说明 |
|---|---|
管理 |
当配置被删除时,配置列表将无序显示索引号。索引号不会更改。添加一个新配置将尝试为配置找到最空闲的索引位置。 |
添加 | 创建或导入一个新的批次序列。 |
批次序列名称由一个索引号与一些可选字符组成。索引位置无法更改。新配置将被提供最小的可用索引号。当使用来源和识别码数字成为任务选择过程的一部分时,索引号非常重要。
批次序列配置工作区
批次序列配置工作区显示单个批次序列以及下列配置菜单的详情:
基本设置,含配置名称和说明。
常规设置,控制拧紧流程和顺序。
序列配置,从单个拧紧程序创建批次序列。
在工厂结构工作区
中选择一个控制器。在菜单栏中选择批次控制
。双击想要的批次序列的名称以显示菜单。
批次序列配置菜单
属性菜单中的选项如下:
参数名称 | 说明 |
|---|---|
名称 | 默认名称批次序列。可编辑。 |
说明 | 分配给批次序列的可选说明。 |
批次序列完成时锁定工具 | 开启:批次序列完成时锁定工具。 关闭:批次序列完成时解锁工具。 |
自由顺序 | 否:序列内的批次按索引号所列的顺序执行。如果已指定套筒,则在即将执行批次时,系统将会提示提供下一个套筒。 是:序列内的拧紧和批次可以任何顺序执行。操作员必须向系统指出哪个批次即将通过使用充当识别码数字的套筒选择器位来执行。 |
NOK 数增加 | 否:如果拧紧失败 (NOK),批次计数器的计数不增加。 是:如果拧紧失败 (NOK),批次计数器的计数增加。 |
最大连续 NOK 次数 | 最大连续 NOK 次数为一个批次中最大允许的连续失败拧紧次数。如果达到该值,将显示事件 NOK 拧紧次数过多 (4020)。 |
拧松递减 | 从不:批次计数器在执行拧松时不递减。这是默认值。 始终:批次计数器在执行拧松时递减。 最近拧紧 OK 时:如果前面的拧紧是 OK 的,则批次计数器在执行拧松时递减。 |
顺序中断时间 | 日期:选定批次序列将在规定时间限制范围内中止。当选择打开时,中止时间字段打开。 关闭:选定批次序列不能中断。 |
中止时间 | 选定批次序列将中止的秒数。允许的范围介于 1 s 到 1600 s 之间。 |
出现以下任何一种情况时,批次序列完成(且工具可能被锁定):
所有拧紧已完成,结果为 OK 或 NOK。
中止序列信号终止任务。未执行拧紧被报告,结果为 NOK。
在序列配置菜单中,不同的批次被合并到批次序列中。批次包括一个单一拧紧程序,它可以重复多次。
序列配置菜单中的每行代表一个单一的批次。
列 | 说明 |
|---|---|
复选框。 | |
批次 | 批次索引号(序列内的序号)。 |
拧紧程序 | 下拉菜单。为该批次选择拧紧程序。 |
批量大小 | 批次将包含的拧紧次数。 |
识别码数字 | 外部生成的识别码数字或套筒选择器位置转换为识别码数字。
|
向批次序列添加新批次
在工厂结构
中,从列表中选择一个控制器。在菜单栏上,选择批次序列
选项卡。工作区显示批次序列的列表。选择序列配置菜单中的添加命令按钮。创建一个新的批次序列窗口将打开。
为批次序列分配一个名称,然后选择添加。
在属性中选择相关参数。
在序列配置中为批次选择一个拧紧程序。
输入批次大小(批次将包含的拧紧次数)。
输入一个可选的识别码。
在序列列表中的第一个空缺位置将分发新的批次序列。如果没有空缺的插槽,它将被放置在列表底部,并被分配可用的最小索引号。不能更改索引号来重新安排批次拧紧顺序。
复制和粘贴批次序列
现有的批次序列可以复制并粘贴在同一个控制器上,也可以从一个控制器复制,然后粘贴到另一个控制器上。
复制和粘贴只能在同一控制器或运行相同软件版本和控制器类型的不同控制器上执行。
在菜单栏上,选择批次序列
选项卡。工作区显示可用批次序列的列表。通过以下方式复制批次序列:
右键点击要复制的批次序列,然后从菜单中选择复制。
或者通过选中每行前面的复选框来选择多个批次序列,点击右键,然后从菜单中选择复制。
在工厂结构
中,选择要将批次序列粘贴到哪一个控制器。在菜单栏上,选择批次序列 选项卡,然后右键点击工作区区域中的任意位置并选择粘贴。粘贴的批次序列将被添加到列表中的第一个可用位置。
如果没有可用的插槽,则批次序列将添加到列表的底部,并被分配可用的最小索引号。不能更改索引号来重新安排顺序。
导出批次序列
批次序列可以从一个控制器导出并导入另一个控制器。
导出和导入只能在同一控制器或运行相同软件版本和控制器类型的不同控制器上执行。
在工厂结构
中,从列表中选择一个控制器。在菜单栏上,选择批次序列选项卡
。工作空间区域将显示所有当前批次序列的列表。选择待导出的批次序列的复选框。
从下拉菜单中选择管理,然后选择导出。
浏览器窗口打开用于保存导出文件。
默认文件名为 <BatchSequenceName>.json,导出的文件可以赋予任何带* .json扩展名的名称。
选择保存。
导入批次序列
批次序列可以从一个控制器导出并导入另一个控制器。
导出和导入只能在同一控制器或运行相同软件版本和控制器类型的不同控制器上执行。
在工厂结构
中,从列表中选择一个控制器。在菜单栏上,选择批次序列
选项卡。工作空间区域将显示所有当前批次序列的列表。 选择添加命令按钮然后选择导入。
选择打开文件然后浏览以选择相关的 .json 文件。
选择添加。
删除批次序列中的批次
在批次序列
中,选中要删除的批次的复选框。选择复选框可启用管理命令按钮功能。选择管理命令按钮,然后从下列列表中选择删除。选定的批次将从列表中移除。
当批次从批次序列中删除时,索引序列被压缩和更新,不留空隙。已删除的批次序列的索引号将自动分配给下一个创建的序列。
使用配置选项卡
扫码枪、多层警示灯和工具只是一些通过 I/O 总线连接到控制器的设备类型举例。多台设备可连接到 I/O 总线,每种设备有其自己的一组配置参数。操作前,配置必须分配给虚拟站点。
查看现有配置
在工厂结构
中选择一个控制器。 选择菜单栏中的配置选项卡
。工作区将显示所有当前配置的列表。
双击工作区列表中的行查看所选配置的详情。
工作区显示配置菜单,在这里可配置所选的设备。
配置概述列表 列
说明
复选框
选择访问管理命令按钮列表。
名称
显示控制器模板的名称。
类型
配置设置类型。
库链接
如果存在配置的库链接,则显示是。
最后更改
最后进行的更改,用 ToolsTalk 2时间表示。
更改人
由 <user> 进行最后更改
控制器更新时间
最后进行的更改,用控制器时间表示。
控制器更新人
由 <user> 对控制器进行最后更新
可以通过点击每列的标题来排序列表。
添加配置
在配置
中,选择添加。创建新配置对话窗口将打开。从下拉列表中选择设备类型,然后选择添加
在属性菜单中,输入配置名称和说明。
根据所选的设备类型,每个配置都有自己的一组输入和输出信号。如何配置每种类型的设备被单独描述。
导入配置
在配置
中,选择添加。创建新配置对话窗口将打开。选择导入选项卡。
选择打开文件。
浏览器窗口打开用于读取导入文件。
选择所需的导入文件。文件格式必须为 <configuration_name>.json。选择打开。
在对话窗口中选择添加。
删除配置
在配置
中,选中要删除的配置的复选框。选择复选框可启用管理命令按钮功能。从下拉菜单中选择管理,然后选择删除。
选定的配置将从列表中移除。
只有当配置没有分配给虚拟站点时,才能将其删除。
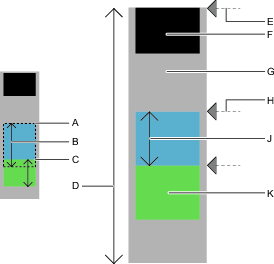
附件组件
不同的附件类型有不同的功能和各种类型的灯、按钮、报警器和开关。
组件名称 | 说明 |
|---|---|
多层警示灯 | 与输出信号关联的堆栈指示灯组件,可以有下列功能之一:
|
灯 | 与带有灯的输出信号关联的组件。 灯的亮起时间可以定义。 可将灯设置为固定或闪烁。 |
按钮 | 与带有灯的输出信号和带有按钮的输入信号关联的组件 |
钥匙开关 | 组件与输入信号关联。带有可移除钥匙的组件。它可被插入,开关可在一个方向转动。当钥匙转动时,输入激活。 |
双向钥匙开关 | 组件与两个输入信号关联。带有可移除钥匙的组件。它可被插入,开关可在两个方向转动。当钥匙转动时,输入激活。 |
单向开关 | 组件与输入信号关联。带有旋转开关的组件。它可被插入,开关可在一个方向转动。当开关转动时,输入激活。 |
双向开关 | 组件与两个输入信号关联。带有旋转开关的组件。它可被插入,开关可在两个方向转动。当开关转动时,输入激活。 |
蜂鸣器 | 与输出信号关联的组件。当输出信号激活时将发出蜂鸣声。 蜂鸣器的开启时间可以定义。 蜂鸣器声音可设为固定或间歇。 |
数字输入 | 与数字输入信号关联的组件或端子。 |
数字输出 | 与数字输出信号关联的组件或端子。 |
操作面板显示屏 | 操作面板显示屏是一个两位数显示屏,可显示下列信息:
|
操作面板软选择器 | 两路旋转开关也有一个两位数显示屏。该显示屏显示一个批次序列中的当前批次。
该显示屏显示一个批次序列中的当前批次。 |
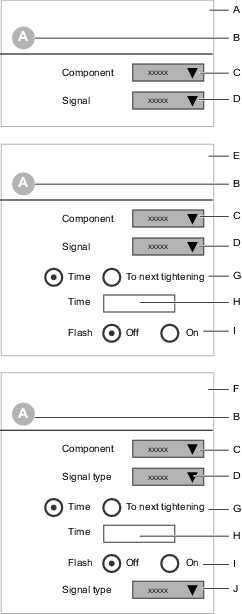
A | 组件类型(输入) | B | 组件识别码 |
C | 组件类型选择 | D | 从下拉列表选择信号 |
E | 组件类型(输出) | F | 组件类型(输入和输出) |
G | 输出信号持续时间选择 | H | 输出信号持续时间 |
I | 输出信号闪烁选择开启或关闭开关 | J | 从下拉列表选择输入信号 |
下拉菜单中的信号选择取决于所选的组件。
输出信号配置
输出信号可映射到灯、堆栈指示灯、报警器、蜂鸣器或端子连接器。信号在可编程持续时间内有效,或持续到下一次拧紧开始。
所有不同的附件显示输出信号的映射位置和方式。
映射一个输出信号到某个位置:
选择一个组件或一个位置。
从下拉菜单中选择一个信号。
将持续时间开关设为时间或下次拧紧。
如果时间被选择,参数输入框显示。输入以秒为单位的输出信号持续时间。
将脉冲位置开关设为开启(闪烁或间歇信号)或关闭(稳定信号)。
如果位置为堆栈指示灯,旋转选项也可用。
输入信号配置
输入信号可映射到按钮、开关或端子连接器。信号可通过控制器连续取样。
事件输入信号可触发控制器。一个例子就是按下一个按钮然后释放它。
只要信号存在,状态输入信号就会启用。钥匙开关就是一个例子。另一个例子就是按下一个按钮并按住它。
所有不同的附件显示输入信号的映射位置和方式。
映射一个输入信号到某个位置:
选择一个组件或一个位置。
从下拉菜单中选择一个信号。
某些组件,比如两路开关,可配置两个输入信号。
输入和输出组合
某些组件,比如按钮,可映射一个输出信号(灯)和一个输入信号(按钮)。输出信号在可编程持续时间内有效,或持续到下一次拧紧开始。输入信号可通过控制器连续取样。
所有不同的附件显示输出信号的映射位置和方式。
映射一个输出信号到某个位置:
选择一个组件或一个位置。
从下拉菜单中选择一个组件类型。下列选择和参数输入框,取决于选定的组件类型。
从下拉菜单中选择一个输出信号。
将持续时间开关设为时间或下次拧紧。
如果时间被选择,参数输入框出现。输入以秒为单位的输出信号持续时间。
将脉冲位置开关设为开启(闪烁或间歇信号)或关闭(稳定信号)。
从下拉菜单中选择一个输入信号。
配置类型
内部 I/O
控制器内部有两个螺丝端子。它们可用于连接数字输入和输出信号。
参考部分所列的所有数字输入信号和数字输出信号可路由到内部 I/O 端子。
有关电气规范和连接,请参见控制器文档。
在虚拟站点  部分描述了如何分配附件配置到虚拟站点。
部分描述了如何分配附件配置到虚拟站点。
I/O 扩展模块
I/O 扩展模块连接到 I/O 总线,用于提供连接数字输入和输出信号所需的扩展。可以连接多个扩展模块。请阅读 I/O 扩展模块文档了解地址配置以及连接规范。
在虚拟站点 部分描述了如何分配附件配置到虚拟站点。
操作面板
操作面板连接到 I/O 总线,用于在操作员与控制器之间提供可配置的数字通信链接。在通信时使用灯、按钮、蜂鸣器和开关。请阅读操作面板文档了解地址配置以及连接规范。
在虚拟站点 部分描述了如何分配附件配置到虚拟站点。
套筒选择器
查看/编辑或创建套筒选择器配置
套筒选择器连接到 I/O 总线,用于帮助操作员针对拧紧程序选择正确的套筒。
在工厂结构
中选择一个控制器。 转到配置
。工作区显示为所选控制器创建的配置列表。
双击所选套筒选择器配置的名称,以查看或编辑配置。
在配置
中,选择添加。创建新配置对话窗口显示。从下拉列表中选择套筒选择器,然后选择添加。
在菜单的属性区,输入配置名称和说明。
在套筒选择器配置中,选择控制类型自动或外部。
为应激活的每个套筒位置选择相应的复选框
 。
。为应禁用的每个套筒位置清除相应的复选框 。
如要添加或移除一组套筒(四个),选择添加或删除。
可以最多使用 32 个套筒选择器位置。
有关如何处理并分配配置到虚拟站点的更多信息请参见虚拟站点部分 。
套筒选择器控制开关
控制开关有两个位置:
位置 | 说明 |
|---|---|
自动 | 控制器控制套筒选择器上的 LED 灯,它将引导操作员进行正确的套筒选择。 |
外部 | 控制器没有控制套筒选择器。LED 灯的所有功能由外部控制系统通过开放协议通信或现场总线模块控制。 |
排灯
多层警示灯提供从控制器到操作员的远距离可视通信。此附件除了配有灯之外,还配有按钮、钥匙开关、蜂鸣器和 I/O 连接。
多层警示灯通过 I/O 总线连接到控制器。多个附件可以连接到 I/O 总线。请阅读多层警示灯文档了解地址配置以及连接规范。
在虚拟站点图标 下描述了如何分配附件配置到虚拟站点。
USB 扫码枪
扫码枪是一个附件,它通过 USB 电缆直接安装到控制器。
在扫码枪配置中,可以配置是开启还是关闭“通过”功能。默认配置为关闭。当“通过”功能被激活(设为开启)时,扫描的条形码信息将发送到 SoftPLC 或现场总线进行解码。
在工厂结构工作区
中选择一个控制器。在工作区的选项卡菜单栏,选择配置图标
。工作区显示一个配置列表。
双击类型列中包含扫码枪的配置行。
此外,还可选择添加创建一个新的扫码枪配置。
参数 | 说明 |
|---|---|
名称 | 配置的可选名称 |
说明 | 可选配置说明 |
通过 = 开启 | 扫描的条形码被发送到 SoftPLC 或现场总线进行解码 |
通过 = 关闭 | 扫描的条形码在控制器中解码 |
指示灯盒
指示符框是一个灵活的显示指示符,用于显示来自控制器的状态信号。显示屏配有 20 个双色 LED,它们安装在一个正方形中,每边 5 个 LED。
配置指示符框
添加 LED 配置
在配置
菜单中选择指示符框。 如要添加 LED,请点击添加按钮。
根据图示在位置框中选择 LED 字母。
为红色和绿色 LED 选择信号。
如要移除 LED,请选择 LED,然后点击删除按钮。
工具配置
工具配置 - 属性菜单
工具配置应被赋予一个唯一的名称。还提供可选的说明字段。
附件配置列表按字母顺序显示所有配置
如要查看或编辑工具配置菜单:
在工厂结构工作区
中选择一个控制器。选择菜单栏中的配置图标
。工作区将显示所有当前附件配置的列表。
双击所选工具配置的名称。
工作区显示当前配置的详细信息,并分成不同的菜单,每个主题一个。
在属性菜单中输入配置名称和说明。
从按工具类型过滤下拉菜单中选择一种工具类型。
随着工具数量的增加,菜单数量也会增加。为了增加工作区的视觉舒适度,可以过滤菜单,只显示与所选工具类型相关的内容。过滤器在属性菜单中设置。如果未选择工具,所有可能的工具配置参数将显示。
工具配置 - 常规配置
停机超时 | 说明 |
|---|---|
开启 | 仅对电池工具有效。为了节省电池时间,有一个选项可在经过一定的不活动时间之后自动关闭工具。输入一个介于 1-1440 分钟之间的值。 |
关闭 | 工具将不会因为不活动而关闭。 |
前置 LED | 说明 |
|---|---|
前置 LED 启用 | 仅限无线工具:关闭 - 工具前置 LED 将始终关闭。开启 - 当工具触发器按下时,前置 LED 亮起,前置 LED 持续时间中设置的时间在触发器释放时开始增加。 电缆工具:前置 LED 在工具触发器被按下之后会点亮 10 秒。 |
前置 LED 持续时间 | 仅限无线工具:前置 LED 持续时间以秒为单位,从释放工具触发器时开始。 |
使用启动来源设置工具启动方式。
启动来源 | 说明 |
|---|---|
仅触发器 | 按下工具触发器开始拧紧操作。 |
触发“或”按压 | 按下工具触发器或者将工具压向连接件,开始拧紧操作。 |
触发“与”按压 | 按下工具触发器并将工具压向连接件,开始拧紧操作。 |
仅按压 | 将工具压向连接件开始拧紧操作。 |
数字输入 | 使用外部数字输入信号触发拧紧的启动。 |
安全触发器 | 仅适用于有两个触发器的工具。两个触发器必须同时按下以启动拧紧或拧松。这两个触发器必须在连续的拧紧之间释放。 |
曲线起点用于设置拧紧曲线的启动方式。
曲线起点 | 说明 |
|---|---|
关闭 | 无数据跟踪。 |
按下触发器 | 只要按下触发器,拧紧过程的数据跟踪便会启动。 |
旋入完成 | 在检测到旋入完成时,拧紧过程的数据跟踪便会启动。 |
启动请求开关定义当工具与控制器之间的通信丢失时的操作。
启动请求可实现工具与控制器之间针对所有电池工具的连接之要求。此举是为了确保在执行拧紧时,工具始终与拧紧程序或批次设置,以及与控制器上的其他设置保持最新更新状态。
将“开始”请求设为开启时,如果控制器连接丢失,则工具被锁定。这意味着,如果在拧紧中途或批次序列中途,工具的连接断开,则工具将完成当前拧紧,然后停止。工具将被锁定,直到重新建立连接为止。
开始请求 | 说明 |
|---|---|
开启 | 当控制器与工具之间的连接丢失时,当前拧紧程序完成,后续拧紧停止。 |
关闭 | 当前拧紧程序或批次可以完成,即使控制器与工具之间的连接丢失。 |
TAG 编号为 RFID TAG,用于识别 STwrench 中的端部配件工具。提供有下列选项:
TAG 检查 | 说明 |
|---|---|
开启 | 检查端部配件工具(套筒)的 TAG 编号。TAG 编号应与拧紧程序配置中的编号相同。 |
关闭 | 未进行 TAG 检查。 |
TAG 选择 | 说明 |
|---|---|
开启 | 使用端部配件工具(套筒)的 TAG 编号来选择批次序列中的某一批次。TAG 编号必须写入批次序列部分 |
关闭 | TAG 值不用于选择批次。 |
 的
的在内存已满时锁定工具,即使工具内存已满,也可以执行拧紧操作。这意味着在工具存储器已满时执行的拧紧操作将永远不会报告给控制器。
内存上的锁定工具已满 | 说明 |
|---|---|
开启 | 当工具存储器已满时,工具将被锁定,无法进行进一步的拧紧操作。为了恢复拧紧操作,工具必须重新建立与控制器的连接,并发送已存储在工具存储器中的拧紧结果。 |
关闭 | 即使工具内存已满,该工具仍将继续执行拧紧操作。 |
工具配置 - 方向开关
工具上的方向开关经过配置后,可在从顺时针 (CW) 快速切换至逆时针 (CCW) 及向后转动时触发一个输入信号,反之亦然。
工具配置 - 功能按钮
使用工具的功能按钮可控制多达 6 个可用输入信号。按钮的三种可能条件状态结合方向开关的两种可能状态使用。
功能按钮状态 | 方向开关状态 |
|---|---|
按下 | 顺时针 |
推一次 | 顺时针 |
推两次 | 顺时针 |
按下 | CCW |
推一次 | CCW |
推两次 | CCW |
两个可配置参数控制推动时间。
参数 | 说明 | 默认值 |
|---|---|---|
推送检测周期(ms) | 推一次:按下按钮和松开按钮的最大推动时间间隔(毫秒)。 | 300 毫秒 |
下一次推送周期(ms) | 推两次:首次推动后松开按钮和再次按下按钮的最大时间间隔(毫秒)。 | 300 毫秒 |
工具 LED
工具 LED 可用于向操作员发出不同的消息信号。
在工厂结构工作区
中选择一个控制器。在工作区的顶部菜单栏中选择配置图标
。工作区显示一个配置列表。
双击类型列中包含工具配置的配置行。
此外,还可选择添加创建一个新的配置。
工作区显示所有工具配置菜单。
执行相关配置。配置自动保存在 ToolsTalk 2 中。
工具 LED 有以下功能
蓝色 LED 指示灯位于工具顶部。输出信号可连接到 LED 指示灯并向操作员提供一个输出消息。
LED 光环由红色、黄色和绿色环组成。输出信号可连接到 LED 指示灯并向操作员提供输出消息。
结果指示灯使用 LED 光环。拧紧结果信号可连接到 LED 指示灯并在拧紧结束时向操作员提供输出消息。
蓝色 LED
蓝色 LED 为具有稳定信号的独立 LED。
从快捷菜单选择将连接到蓝色 LED 的信号。
若为事件类型信号,选择信号持续时间。
LED 光环
LED 光环包括三圈 LED 灯。一圈红色 LED 指示灯、一圈黄色 LED 指示灯和一圈绿色 LED 指示灯。每圈均会有稳定信号或闪烁信号。这共提供六种可以与 LED 光环相连的不同信号。
从快捷菜单选择将连接到 LED 颜色和类型的信号。
若为事件类型信号,选择信号持续时间。
LED 指示灯仅在无持续拧紧且启用控制输出信号时才会亮起。
当超过最大时间时,LED 指示灯熄灭。仅在信号类型为事件时适用。
当开始下一次拧紧时,LED 指示灯熄灭。
当控制输出信号停用时,LED 指示灯熄灭。仅在信号类型为状态时才适用。
结果指示灯
可从快捷菜单选择预配置的方式。此方式可以为不同拧紧结果的组合。
选择将从快捷菜单显示的信号消息。
选择消息的持续时间。
信号 | 说明 |
|---|---|
关闭 | 无论结果如何,在拧紧后均无法启用任何 LED 指示灯 |
绿色 | 如果选定结果指示灯,绿色指示灯为默认信号,前提是正常结束拧紧 (OK)。 |
红色:高:黄色:低 | 如果拧紧异常 (NOK) 终止,红色 LED 表示最终值太高,黄色 LED 表示值太低。 |
红色:NOK:黄色:低 | 红色 LED 指示灯表示不正常结束拧紧 (NOK)。附加黄色 LED 指示灯可以指示,此值是否过低。 |
红色:NOK | 红色 LED 指示灯表示不正常结束拧紧 (NOK)。未显示其他 LED 指示灯。 |
当拧紧终止时,LED 亮起,LED 是结果指示灯配置的一部分。
当拧紧已执行时,LED 熄灭,LED 不是结果指示灯配置的一部分。
执行拧紧后,当超过最大时间时,LED 指示灯熄灭。
当开始下一次拧紧时,LED 指示灯熄灭。
当 LED 光环配置通过输出信号激活时,LED 熄灭并被另一个 LED 信号方式取代。
输出信号既可为事件类型,也可为状态类型。
只要此状态激活,则状态信号启用。
事件信号在可编程的时间范围内启用。
工具配置 - 蜂鸣器
可对蜂鸣器进行配置,使其发出不同的声音。输出信号可映射到每个信号并向操作员提供一个音频接口。
蜂鸣器位于工具上,被配置成工具附件。
命令 | 说明 |
|---|---|
添加 | 向表添加一个新的声音配置。 |
删除 | 移除一个或多个选定的声音配置。 |
最多可以有 20 个不同的信号映射到声音,每个声音可以有其自己的特征曲线,其参数描述在下表中。
参数 | 说明 |
|---|---|
复选框 | 选择表中的一行。 |
信号 | 选择一个触发声音的信号。 |
频率 | 精确频率以赫兹表示。 |
计时开启 | 蜂鸣器发出声音的时间 (ms)。 |
计时关闭 | 蜂鸣器静音的时间 (ms)。 |
重复 | 蜂鸣器重复开关顺序的次数。 |
音量 | 蜂鸣器音量,以占最大音量的百分比表示。 |
优先级 | 提供 10 种不同的声音优先级级别,其中一 (1) 为最高优先级别。默认优先级别为五 (5)。 |
若为两个同步信号,具有最高优先级的信号优先于其他信号。
蜂鸣器信号将运行到终止为止,不会被较高优先级信号中断。
配置工具附件总线
StepSync 控制器不支持此附件。
可选的工具附件可以在工厂安装或在稍后阶段安装。附件连接到工具附件总线。它们配有小显示器作为输出,按钮作为输入。该功能从控制器图形用户界面、web 图形用户界面或 ToolsTalk 2 图形用户界面配置。
工具附件的硬件安装描述在附件文档和工具特定文档中。可从 ToolsTalk 2 访问的配置参数描述在该文档中。
在工厂结构工作区
中选择一个控制器。在工作区的顶部菜单栏中选择配置图标
。工作区显示一个配置列表。
双击类型列中包含工具配置的配置行。
此外,还可选择添加创建一个新的工具配置。
双击配置打开所选的配置菜单。
附件总线菜单显示可配置的可能附件。
双击选择的类型为配置打开一个快捷窗口。
类型 | 说明 |
|---|---|
ST 选择器 | 小显示屏和按钮;用于按配置选择任务或程序。 |
TLS Tag | 工具定位系统标签;用于向操作员提供输出信号。 |
EHMI | 小显示屏和按钮;用于按配置选择任务或程序。 |
扫码枪 | 安装在工具上并与工具附件总线相连。它有一个可激活扫码枪的功能按钮。 |
配置工具位置系统标签 (TLS)
StepSync 控制器不支持此附件。
工具定位系统 (TLS) 标签为工具附件。TLS Tag 安装在工具中并与工具附件总线相连。TLS Tag 是 Ubisense 定位系统的一部分,独立于控制器进行处理。除了定位外,TLS Tag 还可向操作员提供信息。所选的输出信号可产生不同的 LED 指示灯组合。
在工厂结构工作区
中选择一个控制器。在工作区的顶部菜单栏中选择配置图标
。工作区显示一个配置列表。
双击类型列中包含工具配置的配置行。
也可点击添加命令按钮以创建一个新的工具配置。
双击附件总线菜单中的 TLS 标签为配置打开一个快捷窗口。
进行所选的配置。配置自动保存在 ToolsTalk 2 中。
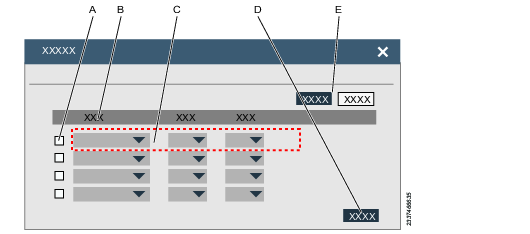
A | 复选框 | B | 表标题行 |
C | 表行,带快捷菜单 | D | 命令按钮 |
E | 命令按钮 |
命令 | 说明 |
|---|---|
添加 | 向表添加一个新配置。 |
删除 | 移除一个或多个选定的配置。 |
关闭 | 关闭快捷菜单。 |
最多可以通过 10 种不同的输出信号反映指示灯优先级。
参数 | 说明 |
|---|---|
复选框 | 选择表中的一行。 |
信号 | 从快捷菜单中选择一个信号,它可触发 LED 灯。 若为事件类型信号,选择信号持续时间。 |
颜色 | 选择 LED 指示灯颜色。 |
优先级 | 提供 10 种不同的声音优先级级别,其中一 (1) 为最高优先级别。默认优先级别为五(5)。 |
若有两个同步信号,具有最高优先级的信号优先。当两个优先级相同的信号触发 LED 时,首先收到的信号优先。
输出信号既可为事件类型,也可为状态类型。
只要此状态激活,则状态信号启用。
事件信号在可编程的时间内启用。
配置扩展人机界面 (EHMI)
EHMI 为工具附件。它安装在工具上并与工具附件总线相连。此外,还配有图形显示、三个功能按钮以及一个可选的扫码枪。显示屏是控制器图形用户界面的一个子集,可选择拧紧程序、批次序列等。操作员可通过功能按钮与控制器互动。
StepSync 控制器不支持此附件。
在 EHMI 配置中,可以配置功能按钮是设为开启还是关闭。
在工厂结构工作区
中选择一个控制器。选择顶部菜单栏中的配置图标
。工作区显示一个配置列表。
双击类型列中包含工具配置的配置行。
此外,还可选择添加创建一个新的工具配置。
双击附件总线菜单中的 EHMI 为配置打开一个快捷窗口。
进行所选的配置。配置自动保存在 ToolsTalk 2 中。
参数 | 说明 |
|---|---|
功能按钮 = 开启 | 该按钮具有在可视菜单内配置相关设置的完整功能。 |
功能按钮 = 关闭 | 该按钮只可用于确认 EHMI 上的必要对话。 |
配置 ST 选择器
ST 选择器是一个工具附件。它安装在工具上并与工具附件总线相连。此外,还配有小显示屏、两个输入按钮和输出 LED 指示灯。
StepSync 控制器不支持此附件。
在工厂结构工作区
中选择一个控制器。在工作区的顶部菜单栏中选择配置图标
。工作区显示一个配置列表。
双击类型列中包含工具配置的配置行。
也可选择添加命令按钮以创建一个新的配置。
工作区显示所有工具配置菜单。
双击附件总线菜单中的 ST 选择器为配置打开一个快捷窗口。
进行所选的配置。配置自动保存在 ToolsTalk 2 中。
Display
显示屏每次显示一条信息,可在显示屏中滚动显示五条不同的消息,显示时间可自行配置。
参数 | 说明 |
|---|---|
切换时间 | 选择在显示下一条讯息之前显示某条讯息的时间。 |
页码 | 对于 1-4 的每页,从快捷菜单选择在切换时间持续期内将在显示屏显示的某条信息。 |
按钮
两个按钮可经配置按照显示的信息操作并可用于浏览所列项。
参数 | 说明 |
|---|---|
左按钮 | 从快捷菜单选择一项操作。 |
右按钮 | 从快捷菜单选择一项操作。 |
状态 LED
可启用或停用状态 LED。
参数 | 说明 |
|---|---|
启用结果 LED | 选择所需的“开启”或“关闭”单选按钮。 |
启用附加 LED | 选择所需的“开启”或“关闭”单选按钮。 |
结果 LED 为红色、绿色和黄色,显示与主工具 LED 相同的信息。
两个附加 LED 可以显示批次 OK 和批次序列 OK。在进行下次拧紧时这两个 LED 自动熄灭。
一般虚拟站点
在工厂结构工作区
中选择一个控制器。在工作区的选项卡菜单栏,选择配置图标
。工作区显示一个配置列表。
双击类型列中包含常规虚拟站点的配置行。
此外,还可选择添加创建一个新的常规虚拟站点配置。
参数 | 说明 |
|---|---|
名称 | 配置的可选名称 |
说明 | 可选配置说明 |
非拧紧结果可不经过滤进行报告(默认),也可配置为有选择地报告结果。可创建最多 16 个常规虚拟站点配置。
受影响的非拧紧结果:
拧松
批次递增
批次递减
重置批次
忽略拧紧程序
终止批次序列
重置批次序列
当使用 StepSync 或 Flex 控制器时,在常规虚拟站点配置中也可以看到以下参数。
固定站点
自动启用可以使用以下设置之一,默认设置为“从不”。
设置 | 说明 |
|---|---|
从不 | 输入启用操作必须设置为高才能运行拧紧。 |
始终 | 无论输入启用操作的状态如何,始终都可以运行拧紧。 |
创建一个非拧紧结果过滤器
默认设置为“开启” - 所有结果将被报告。切换到“关闭”以过滤结果,只有设为“开启”的过滤器才会被报告。
非拧紧结果将始终显示在控制器和 web 用户界面中,无论什么被过滤到报告中。
如要应用常规虚拟站点配置,应将它分配到虚拟站点 部分的虚拟站点。
只有未分配的常规虚拟站点配置才能被删除。
启用和禁用拧紧设置
一般虚拟站点配置包含一个拧紧部分,在这里可以为禁用拧紧和禁用拧松设置参数。
在工厂结构
中选择一个控制器。 转到菜单栏中的配置选项卡
。工作区显示可用的配置。
双击现有的一般虚拟站点进行配置,或选择添加以创建一个新的虚拟站点进行配置。
根据下表中的信息,在拧紧设置参数中进行相关选择。
参数值 | 说明 |
|---|---|
关闭 | 无论拧松状态如何,禁用的工具都将保持禁用状态。 |
OK 时开启 | 执行正常拧松后,将解锁已禁用的工具。 |
始终 | 无论拧松状态如何,一旦拧松,将解锁已禁用的工具。 |
禁用拧松 | 说明 |
|---|---|
关闭 | 禁用松开关闭。操作员可以始终松开一根螺钉。 |
开启 OK 拧紧 | 针对 OK 拧紧禁用松开。操作员不得松开与拧紧 OK 端接的螺钉。 |
开启 NOK 拧紧 | 针对 NOK 拧紧禁用松开。操作员不得松开与拧紧 NOK 端接的螺钉。 |
始终 | 禁用松开始终开启。操作员切勿松开一根螺钉。 |
禁用拧紧 | 说明 |
|---|---|
关闭 | 禁用拧紧关闭。操作员可以始终拧紧一颗螺钉。 |
开启 OK 拧紧 | OK 拧紧后禁用拧紧。如果当前拧紧以 OK 终止,则操作员不能拧紧另一颗螺钉。 |
开启 NOK 拧紧 | NOK 拧紧后禁用拧紧。如果当前拧紧以 NOK 终止,则操作员不能拧紧另一颗螺钉。 |
在每次拧紧后 | 每次拧紧后都会激活禁用拧紧。在当前拧紧终止之前,操作员不能拧紧另一颗螺钉。 |
工具锁定行为
默认情况下,工具锁定行为设置为“关闭”。可以对此行为进行超控,以允许操作员通过执行拧松来解锁工具。
拧松后允许解锁禁用的工具
在工具使用的配置中(在工具连接的“虚拟站点”中设置),将拧松时解锁工具设置为正常时开启或始终。
为了启用上述设置,需要满足三个条件:
1.禁用拧松参数不可设置为关或始终。
2.禁用拧松值不可设置为与禁用拧紧相同的值。
3.使用的拧紧程序必须启用了拧松。
当工具由于禁用状态而被锁定无法进行拧紧或拧松,可通过以下输入信号解锁:
Master_Unlock
Unlock_Tool_On_Disable
该输入信号可以从附件、可编程工具附件或现场总线单元发送到控制器。
使用控制器信息选项卡
控制器信息 选项卡中的菜单提供有关一个所选控制器的信息。
查看控制器信息菜单:
在工厂结构工作区
中选择一个控制器。转到控制器
选项卡。工作区显示控制器菜单。
在控制器工作区,显示下列菜单:
菜单 | 功能 |
|---|---|
控制器信息 | 提供有关控制器和 IAM 模块的一般信息。 |
许可证 | 提供有关已分配给控制器的不同许可证类型的信息。 |
软件 | 提供有关控制器软件配置的信息。 |
硬件 | 提供有关 PF6 控制器硬件配置的信息。 |
导出/导入 | 提供控制器结果和配置的导出,以及控制器配置的导入。一个有关文件位置的对话框将会出现。 |
运行状况 | 监测并记录环境参数以及系统运行状况参数。 |
所显示的信息仅供参考。菜单中不可设置参数。
控制器信息和 IAM 菜单
智能应用模块 (IAM) 位于控制器门的内侧。其中包含控制器程序、配置参数以及已存储的结果。
可以轻松移除 IAM 模块并将其移入其他控制器内,该控制器接下来的行为将与前一个控制器完全相同。
查看控制器信息菜单和当前配置
在工厂结构
中选择一个控制器。转到控制器
。工作区显示控制器菜单。
菜单 | 功能 |
|---|---|
型号 | 提供有关控制器型号的一般信息。 |
序列号 | 提供有关控制器序列号的信息。 |
服务以太网端口 | 提供有关服务端口 IP 地址的信息。通过此端口,服务工程师可以访问控制器而不连接到工厂网络。 |
菜单 | 功能 |
|---|---|
类型 | Atlas Copco 提供了多种不同类型的 IAM,每种类型都具有不同的功能。 |
客户关键字 | 特定于应用程序或特定于客户的配置的识别码。 |
序列号 | 提供有关 IAM 模块序列号的信息。 |
软件菜单
在工厂结构工作区
中选择一个控制器。转到控制器
。工作区显示控制器菜单。
菜单 | 功能 |
|---|---|
当前版本 | 启用的主要工作软件。 |
存储的版本 | 存储的未启用软件。 |
可以在已安装的软件版本之间切换,这有两个好处:
可以在正常操作期间将控制器软件加载到控制器。如果要更新多个控制器,可以非常快速地同时在所有控制器之间进行切换。
如果软件升级时产生了意外结果,可以切换到之前的版本以快速备份修复。
许可证
此字段显示已分配到控制器的可用许可证类型和特征。
硬件配置
此菜单提供有关系统硬件配置的信息。
在工厂结构工作区
中选择一个控制器。转到控制器
。工作区显示控制器菜单。
对于 Power Focus 6000 controller,菜单的名称为硬件。该信息列出了组成控制器的不同硬件模块。
为每个模块提供以下数据:
序列号
货号
硬件版本号
有关控制器硬件的更多描述,请参见 Power Focus 6000 controller 文档。
对于 FlexController,菜单的名称为信道。该信息列出了组成控制器的不同硬件驱动器和工具。
导出和导入
导出和导入功能用于在结果菜单中导出事件和拧紧结果,以供在外部程序中进行分析,以及能够在控制器之间传送拧紧程序、批次和控制器配置。
导出命令可用于下列原因:
导出拧紧结果和事件用于进一步处理。
导出日志文件,以用作 Atlas Copco 服务工程师的调试援助。
导出可用于将配置复制到另一个控制器的完整控制器配置。
比较两个导出的配置以查看差异。
在工厂结构
中选择一个控制器。转到控制器
。工作区显示控制器菜单。
点击导出按钮以导出以下其中的一项:
参数
说明
导出
导出所有控制器信息。
导出配置
导出设置和配置。
导出工具日志
从已连接的工具导出日志(拧紧和硬件信息)。适用于 SRB、TBP 和 STB。
导出包含 atlas_tool_i.zip 和 ExportInfo.txt
选择保存导出文件的位置,然后点击确定。
在工厂结构
中选择一个控制器。转到控制器
。工作区显示控制器菜单。
如要导入控制器配置,请点击导入命令按钮。
点击打开文件。选择要导入的文件。
导入文件必须为之前导出的文件。
在使用导入功能时,拧紧程序、批次、附件和控制器的所有设置都将更新为导入文件的设置。但是,不会导入网络、PIN 以及结果和事件的设置。
系统运行状况监控器
设备运行状况监控器定期测量参数并存储它们。
在工厂结构工作区
中选择一个控制器。转到控制器
。工作区显示控制器菜单。
运行状况菜单显示环境数据和系统运行状况信息。
信息 | 值 | 说明 |
|---|---|---|
刷新命令按钮 | ℃ 或 ℉ | 读取来自控制器的信息并显示最新结果。 |
控制器温度 | ℃ 或 ℉ | 以月/日/年 时:分:秒表示的最新温度记录。 |
电池状态 | OK 或 NOK。 | 监控控制器电脑板中的内存和实时时钟电池。 状态消息 NOK 意味着电池需要尽快更换,以避免数据丢失或错误的结果。 以月/日/年 时:分:秒表示的最新录音。 |
历史记录命令按钮 | 提供监控器读数列表。 |
使用现场总线和 SoftPLC 选项卡
当已在工厂结构
中选择一个单一控制器时,现场总线和 SoftPLC 位于现场总线和 SoftPLC
选项卡中。
现场总线是工厂管理系统(现场总线主站)和远程节点(现场总线从站)之间的通信链路。节点可以是复杂的,比如控制器,但也可以是简单的单元,比如传感器或阀。
现场总线和 SoftPLC 选项卡分为四个部分:
概览配置
现场总线配置
非循环数据配置 - 仅适用于 StepSync。
SoftPLC 配置
概览配置选项卡
现场总线设置
连接状态可显示以下状态消息:
状态 | 说明 |
|---|---|
Fieldbus_Online | 现场总线模块在线。控制器和现场总线主站之间的通信处于活动状态。 |
Fieldbus_Offline | 现场总线模块离线。控制器和现场总线主站之间的通信未处于活动状态。 |
Fieldbus_NoModuleInstalled | 控制器中未检测到现场总线模块。 |
Fieldbus_NotConfigured | 在控制器中检测到现场总线模块,但该模块未配置。 |
Fieldbus_Initializing | 复位期间的现场总线状态或作为全局参数更改后的结果。这是显示稳定状态之前的一个临时状态。 |
现场总线状态也可能显示错误:
错误代码 | 说明 | 措施 |
|---|---|---|
Fieldbus_ModuleMismatch | 支持的模块。检测到参数不匹配。 | 联系 Atlas Copco 阅读错误日志。 |
Fieldbus_UnsupportedModuleInstalled | 不支持的现场总线模块。 | 联系 Atlas Copco 阅读错误日志。 |
Fieldbus_ConfiguredModuleNot Installed | 配置数据已创建。未检测到模块。 | 联系 Atlas Copco 阅读错误日志。 |
Fieldbus_Unexpectedconfigurationerror | 控制器与 ToolsTalk 2之间不匹配。 | 联系 Atlas Copco 阅读错误日志。 |
更改一些全局参数(比如帧大小、现场总线模块地址)将导致现场总线模块复位。
在工厂结构工作区
中选择一个控制器。在菜单栏选择现场总线和 SoftPLC
,然后选择概览子选项卡。在现场总线设置中,从下拉菜单选择现场总线类型。
输入接收和发送方向的整个帧大小的字节大小。该值必须是一个偶数整数。
输入现场总线类型的具体参数。
ProfinetIO 现场总线参数
区域 | 说明 | 默认值 |
|---|---|---|
现场总线类型 | 类型从下拉菜单中选择。以下参数取决于所选的类型。 ProfinetIO | 无 |
更新周期 | 设置过程数据帧的发送频率。该值以毫秒表示。最小值为100 ms。 |
|
在现场总线脱机时锁止工具 | 选择开关开启-关闭。当现场总线模块与现场总线主站 (SoftPLC) 通信失败时,确定控制器将采取的动作。 | 关闭 |
读取结果握手 | 选择开关开启-关闭。当开启时,设置将影响所有虚拟站点。读取结果握手信号必须映射在现场总线配置中。 当没有结果待确认时产生的任何结果将立即发送给 SoftPLC。 待确认的结果将被放入队列中,确认后将被清除,然后发送队列中的下一个结果。清除的结果与队列中的下一个结果之间的时间取决于现场总线常规设置中设置的现场总线循环时间。如果设置被更改,或者虚拟站点的现场总线映射发生更改,则队列中的结果将被刷新,且不会发送到 SoftPLC。 | 关闭 |
通过网络进行设置 | 选择开关开启-关闭。确定现场总线模块通信的配置方式。
| 关闭 |
设备名称 | ||
现场总线节点 IP 地址 | 格式为 0.0.0.0 |
|
子网掩码 | 格式为 0.0.0.0 |
|
网关 | 格式为 0.0.0.0 |
|
至控制器 | 接收过程数据帧合计。帧大小是所有虚拟站点接收帧的组合。大小以字节数表示。 | |
源自控制器 | 发送过程数据帧合计。帧大小是所有虚拟站点发送帧的组合。大小以字节数表示。 |
参数设备名称识别 PROFINET 上的现场总线模块,并使用 RFC 5890 中描述的语法。
EtherNet/IP 现场总线参数
区域 | 说明 | 默认值 |
|---|---|---|
现场总线类型 | 类型从下拉菜单中选择。以下参数取决于所选的类型。 以太网/ IP | 无 |
更新周期 | 过程数据帧的发送频率。该值以毫秒表示。最小值为100 ms。 |
|
在现场总线脱机时锁止工具 | 选择开关关闭-开启。当现场总线模块与现场总线主站 (SoftPLC) 通信失败时,确定控制器将采取的动作。 | 关闭 |
读取结果握手 | 选择开关关闭-开启。当开启时,设置将影响所有虚拟站点。读取结果握手信号必须映射在现场总线配置中。 当没有结果待确认时产生的任何结果将立即发送给 SoftPLC。 待确认的结果将被放入队列中,确认后将被清除,然后发送队列中的下一个结果。清除的结果与队列中的下一个结果之间的时间取决于现场总线常规设置中设置的现场总线循环时间。如果设置被更改,或者虚拟站点的现场总线映射发生更改,则队列中的结果将被刷新,且不会发送到 PLC。 | |
通过网络进行设置 | 选择开关关闭-开启。确定现场总线模块通信的配置方式。
| 关闭 |
现场总线节点 IP 地址 | 格式为 0.0.0.0 |
|
子网掩码 | 格式为 0.0.0.0 |
|
网关 | 格式为 0.0.0.0 |
|
至控制器 | 接收过程数据帧合计。帧大小是所有虚拟站点接收帧的组合。大小以字节数表示。 | |
源自控制器 | 发送过程数据帧合计。帧大小是所有虚拟站点发送帧的组合。大小以字节数表示。 |
DeviceNet 现场总线参数
区域 | 说明 | 默认值 |
|---|---|---|
现场总线类型 | 类型从下拉菜单中选择。以下参数取决于所选的类型。 DeviceNet | 无 |
更新周期 | 过程数据帧的发送频率。该值以毫秒表示。最小值为100 ms。 |
|
在现场总线脱机时锁止工具 | 选择开关关闭-开启。当现场总线模块与现场总线主站 (SoftPLC) 通信失败时,确定控制器将采取的动作。 | 关闭 |
读取结果握手 | 选择开关关闭-开启。当开启时,设置将影响所有虚拟站点。读取结果握手信号必须映射在现场总线配置中。 当没有结果待确认时产生的任何结果将立即发送给 SoftPLC。 待确认的结果将被放入队列中,确认后将被清除,然后发送队列中的下一个结果。清除的结果与队列中的下一个结果之间的时间取决于现场总线常规设置中设置的现场总线循环时间。如果设置被更改,或者虚拟站点的现场总线映射发生更改,则队列中的结果将被刷新,且不会发送到 SoftPLC。 | |
通过网络进行设置 | 选择开关关闭-开启。确定现场总线模块通信的配置方式。
| 关闭 |
现场总线节点地址 |
|
|
波特率 | 通信链路的速度。从下拉菜单中选择速度。 125 kbps; 250 kbps; 500 kbps,自动。 | 自动 |
连接模式 | 选择现场总线主站 (SoftPLC) 与从站 (Power Focus 6000 controller 之间的通信类型。从下拉菜单中选择:
|
|
至控制器 | 接收过程数据帧合计。帧大小是所有虚拟站点接收帧的组合。大小以字节数表示。 | |
源自控制器 | 发送过程数据帧合计。帧大小是所有虚拟站点发送帧的组合。大小以字节数表示。 |
Profibus 现场总线参数
区域 | 说明 | 默认值 |
|---|---|---|
现场总线类型 | 类型从下拉菜单中选择。以下参数取决于所选的类型。 现场现场总线 | 无 |
更新周期 | 过程数据帧的发送频率。该值以毫秒表示。最小值为100 ms。 |
|
在现场总线脱机时锁止工具 | 选择开关开启-关闭。当现场总线模块与现场总线主站 (SoftPLC) 通信失败时,确定控制器将采取的动作。 | 关闭 |
读取结果握手 | 选择开关开启-关闭。当开启时,设置将影响所有虚拟站点。读取结果握手信号必须映射在现场总线配置中。 当没有结果待确认时产生的任何结果将立即发送给 SoftPLC。 待确认的结果将被放入队列中,确认后将被清除,然后发送队列中的下一个结果。清除的结果与队列中的下一个结果之间的时间取决于现场总线常规设置中设置的现场总线循环时间。如果设置被更改,或者虚拟站点的现场总线映射发生更改,则队列中的结果将被刷新,且不会发送到 SoftPLC。 | |
通过网络进行设置 | 选择开关开启-关闭。确定现场总线模块通信的配置方式。
| 关闭 |
现场总线节点地址 |
|
|
至控制器 | 接收过程数据帧合计。帧大小是所有虚拟站点接收帧的组合。大小以字节数表示。 | |
源自控制器 | 发送过程数据帧合计。帧大小是所有虚拟站点发送帧的组合。大小以字节数表示。 |
CC 链路现场总线参数
区域 | 说明 | 默认值 |
|---|---|---|
现场总线类型 | 类型从下拉菜单中选择。以下参数取决于所选的类型。 CC 链路 | 无 |
更新周期 | 过程数据帧的发送频率。该值以毫秒表示。最小值为100 ms。 | |
在现场总线脱机时锁止工具 | 选择开关关闭-开启。当现场总线模块与现场总线主站 (SoftPLC) 通信失败时,确定控制器将采取的动作。 | 关闭 |
读取结果握手 | 选择开关关闭-开启。当开启时,设置将影响所有虚拟站点。读取结果握手信号必须映射在现场总线配置中。 当没有结果待确认时产生的任何结果将立即发送给 SoftPLC。 待确认的结果将被放入队列中,确认后将被清除,然后发送队列中的下一个结果。清除的结果与队列中的下一个结果之间的时间取决于现场总线常规设置中设置的现场总线循环时间。如果设置被更改,或者虚拟站点的现场总线映射发生更改,则队列中的结果将被刷新,且不会发送到 SoftPLC。 | 关闭 |
通过网络进行设置 | 选择开关关闭-开启。确定现场总线模块通信的配置方式。
| 关闭 |
波特率 | 通信链路的速度。从下拉菜单中选择速度。 156 kbps;625 kbps;2500 kbps;5 Mbps;10 Mbps。 | 156 kbps |
现场总线节点地址 | 网络中每个独立单元的唯一地址 | |
版本 | 版本 1:默认情况下,模块根据映射的过程数据自动计算所需的已占用站点数量。 版本 2:通过在 CC-Link 中实施网络设置,可以自定义 CC-Link 版本 2 的实施,并在扩展周期中使用更大的数据大小。 | |
已占用站点 | 参数设置取决于选择的版本。它与扩展周期参数结合使用。 | |
扩展周期 | 用于发送较大数据大小的参数设置,与版本和已占用站点参数结合使用。 | |
至控制器 | 接收过程数据帧合计。帧大小是所有虚拟站点接收帧的组合。大小以字节数表示。 | |
源自控制器 | 发送过程数据帧合计。帧大小是所有虚拟站点发送帧的组合。大小以字节数表示。 |
CC 链路 IE 现场总线参数
区域 | 说明 | 默认值 |
|---|---|---|
现场总线类型 | 类型从下拉菜单中选择。以下参数取决于所选的类型。 CC 链路 IE | 无 |
更新周期 | 过程数据帧的发送频率。该值以毫秒表示。最小值为100 ms。 | |
在现场总线脱机时锁止工具 | 选择开关关闭-开启。当现场总线模块与现场总线主站 (SoftPLC) 通信失败时,确定控制器将采取的动作。 | 关闭 |
读取结果握手 | 选择开关关闭-开启。当开启时,设置将影响所有虚拟站点。读取结果握手信号必须映射在现场总线配置中。 当没有结果待确认时产生的任何结果将立即发送给 SoftPLC。 待确认的结果将被放入队列中,确认后将被清除,然后发送队列中的下一个结果。清除的结果与队列中的下一个结果之间的时间取决于现场总线常规设置中设置的现场总线循环时间。如果设置被更改,或者虚拟站点的现场总线映射发生更改,则队列中的结果将被刷新,且不会发送到 SoftPLC。 | 关闭 |
通过网络进行设置 | 选择开关关闭-开启。确定现场总线模块通信的配置方式。
| 关闭 |
工作站号 | 必须为网络上的每台设备分配一个唯一的站点编号。 | |
网络编号 | 网络可以分成几个部分,每个部分都有一个用于寻址的唯一网络编号。 | |
至控制器 | 接收过程数据帧合计。帧大小是所有虚拟站点接收帧的组合。大小以字节数表示。 | |
源自控制器 | 发送过程数据帧合计。帧大小是所有虚拟站点发送帧的组合。大小以字节数表示。 |
SoftPLC 设置
更改偏移
现场总线映射之间的顺序可以手动更改。现场总线映射之间的间距可以控制。这两个功能均由偏移参数控制。该值定义了过程数据帧阵列中现场总线映射的起始位置。
在至控制器部分,输入过程数据帧内的现场总线映射的偏移。
在从控制器部分,输入过程数据帧内的现场总线映射的偏移。
系统会自动执行验证。如果新的偏移值被接受,则以黑色文本显示。如果不接受该值,错误消息将以红色文本显示,它指出违反了哪些偏移规则。
起始地址必须是偶数。
现场总线虚拟站点映射配置
控制器中的虚拟站与现场总线主站之间通过交换彼此之间的现场总线映射来进行通信。
一个或多个现场总线映射组合成一个过程数据帧,该帧在控制器与现场总线主站之间的物理通信链路上发送。
列 | 功能 |
|---|---|
复选框 | 选择或取消选择映射。 |
虚拟站点 | 虚拟站点名称。 |
现场总线配置 | 现场总线映射。 |
至/从控制器偏移 | 过程数据帧内的现场总线映射的起点。 |
查看分配给虚拟站点的现场总线映射
如要查看现场总线映射如何分配给虚拟站点:
在工厂结构工作区
中选择一个控制器。 选择现场总线和 SoftPLC
选项卡,然后选择概览子选项卡。
现场总线虚拟站点映射配置菜单显示现场总线映射列表以及它们被分配到哪个虚拟站点。至控制器偏移列指向现场总线映射启动的过程数据帧中的地址。
分配一个现场总线映射到虚拟站点
将现场总线映射分配给虚拟站点并将其放入过程数据帧中:
在工厂结构工作区
中选择一个控制器。 选择现场总线和 SoftPLC
选项卡,然后选择概览子选项卡。在现场总线虚拟站点映射配置菜单中选择添加。
添加现场总线映射对话窗口将打开。
选择一个虚拟站点。
选择一个现场总线配置。
选择添加,对话窗口关闭,配置被添加。
根据需要重复步骤 3-6 多次。
现场总线映射按照它们分配给虚拟站点的顺序或现场总线映射可以适合的最低可能的进入点放置在过程数据帧中。
在现场总线映射中自动放置项目
项目被自动放置在现场总线映射中。随后可通过编辑现场总线窗口来更改顺序。
使用以下方法:
项目按照它们被添加到现场总线和 SoftPLC
中的现场总线虚拟站点映射配置菜单中的现场总线映射的顺序放置。项目被放置在与字节、位和长度位置相关的最低可能的位置。
如果项目不能放进现有项目之间,可尝试放在数组中的下一个空白位置。
如果从现场总线映射中删除了一个项目,则会留下一个空隙。当添加新项目时,放置算法将尝试填充该空隙。
如果ToolsTalk 2检测到任何违反放置规则的行为,将出现错误指示符
 并指出错误位置。将光标放在错误指示符上将显示违规详情。
并指出错误位置。将光标放在错误指示符上将显示违规详情。
在过程数据帧中自动放置现场总线映射
当分配给虚拟站点时,现场总线映射自动放置在过程数据帧中。稍后可以通过编辑现场总线和 SoftPLC 选项卡中的现场总线虚拟站点映射配置菜单中的偏移位置来更改顺序。
使用以下方法:
现场总线映射按照它们被分配到过程数据帧的顺序放置。
每个映射以帧的开始处的偏移值开始。
映射放置在最低可能的位置,就在上一个映射的上方,或第一个映射零偏移量的位置。
如果从过程数据帧中删除映射,将留下一个空隙。当将新映射分配给虚拟站点时,放置规则将尝试填充空隙。
如果映射不能放进现有映射之间,可尝试放在数组中的下一个空白位置。
可以在设置窗口中手动更改偏移值。必须注意不要重叠现场总线映射。
如果 ToolsTalk 2检测到任何违反放置规则的行为,偏移参数旁将出现一个错误指示符。这表示映射重叠或映射超出边界。这可以通过更改偏移值来修正。
A | 过程数据帧中的第一个现场总线映射的起始位置;偏移 = 零 |
B | 现场总线映射在过程数据帧中的起始位置;表示为从 PDF 起始处的偏移量。 |
C | 现场总线映射的大小。 |
D | 现场总线映射 |
E | 过程数据帧的大小 |
F | 错误示例;蓝色映射与“绿色”映射的开始位置重叠 |
G | 映射大小 |
H | “蓝色”映射的开始位置 |
J | 过程数据帧 |
K | 过程数据帧中的第一个映射;偏移地址为零 |
现场总线概述
当与控制器通信时,使用现场总线通信的典型工厂管理控制系统可能如下图所示。
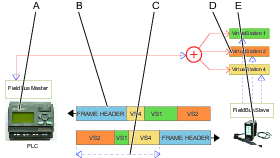
A | 现场总线主站 (SoftPLC) | B | 帧头 |
C | 过程数据帧内的多个虚拟站点接收和发送的用户数据 | D | 虚拟站点 |
E | 具有多个虚拟站点的控制器 |
现场总线主站(通常为 SoftPLC)与许多远程节点(称为现场总线从站)交换信息。主站每次与一个从站通信。主机将帧发送到从站并接收另一个帧作为响应。
SoftPLC 传输数据到控制器,其中可能包含识别数据、任务选择信息和其他信号。
控制器发送响应到 SoftPLC,其中可能包含事件信号、状态信号、拧紧结果和其他信号。
物理传输链路取决于所选的现场总线类型。传输由包含地址信息的帧头和包含所有数据的过程数据帧组成。
如果控制器支持虚拟站点,将正确的信息导向每个虚拟站点非常重要。过程数据帧可能包含一个或多个现场总线映射,每个虚拟站点各一个。
现场总线配置参数
通过定义最低有效位的位置将项目放入现场总线映射中。该位置由字节数和位数来标识。
信息 | 说明 |
|---|---|
开始字节 | 项目最低有效位置的字节数。一个数字,介于从零到最大容量减去一的范围内。 编号从零 (0) 开始。最低有效字节或位为数字 0。 |
开始位 | 项目最低有效位所在的位数。从先前选择的起始字节开始。数字范围从 0 到 7。 编号从零 (0) 开始。最低有效字节或位为数字 0。 |
长度 | 数值代表项目中的位数。 |
系列 | 仅供参考。提供所选项目的最小长度、最大长度和默认长度信息。 |
变换器 | 可用信号转换器的下拉列表。如果 SoftPLC 对如何以数字格式表示项目有任何要求,则使用这种方法。 |
项目转换器用于在不同数据类型之间转换项目。
信息 | 说明 |
|---|---|
布尔反演 | 将数字信号从高态有效 (1) 反转为低态有效 (0)。 |
固定点 |
|
现场总线定义
项目为数字信号。比如,它可以是控制器参考部分所述的信号:
单位信息,比如拧紧 OK。
多位信息,比如事件代码。
项目可以是代表计数器值、识别码数字或拧紧结果的多位信息。
项目可以是一串字符。
信息 | 说明 |
|---|---|
现场总线项目 | 布尔值: 信号可以是一个简单的布尔值表达,占用一个位的位置。 数字 I/O 信号就是一个例子。 |
整数: 数据占用阵列中一个或多个数据位。 | |
字符或字符串: 信号可以是一个字母数字字符串,占据一个或多个字节位置。 |
信息 | 说明 |
|---|---|
现场总线映射 | 数据阵列。大小必须为偶数字节。现场总线映射在现场总线菜单中的现场总线窗口中创建。现场总线项目放置在现场总线映射中,以便为主从通信创建一个唯一的阵列。通过定义起始位置和长度(以位数表示)将项目放入阵列中。 |
过程数据帧 | 数据阵列。大小必须为偶数字节。处理数据帧在现场总线菜单中的现场总线窗口中创建。当被分配到虚拟站点时,现场总线映射被放进过程数据帧内。帧内的映射位置由偏差定义,它从帧的开始处计算。 |
现场总线配置 | 现场总线映射配置在现场总线菜单中的现场总线窗口中完成。配置参数由常用参数和特定于类型的参数组成。 参数输入框列表在现场总线类型被选择后显示。 |
信息 | 说明 |
|---|---|
偏移 | 指针变量。信号可以是一个简单的布尔值表达,占用一个位的位置。 数字 I/O 信号就是一个例子。 |
开始字节 | 指针变量。指向包含项目的 LSB 的现场总线映射内的一个字节。 |
开始位 | 指针变量。指向之前在包含项目 LSB 的现场总线映射内定义的字节中的位。 |
项目长度 | 以许多位表示的大小变量。 |
LSB | 最低有效位或字节。 |
名称 | 说明 |
|---|---|
现场总线传输 | 通过网络发送的数据报。发送节点将包含地址信息的帧头与发送到网络的过程数据帧组合在一起。接收节点检测其帧头中的地址并检索过程数据帧。 |
帧头 | 为确保通过网络进行无误传输的网络地址信息和其他数据。 |
现场总线主站 | 通常为向现场总线从站发起通信的 SoftPLC。主站传输数据帧并接收来自从站的另一个帧。 |
现场总线从站 | 响应来自现场总线主站的传输的远程节点。当从站检测到传输时,其接收到一个帧,并通过发送另一个帧来响应发送者。 |
现场总线要求
为进行正确的现场总线通信,必须进行以下安装和配置。该操作在现场总线和 SoftPLC
选项卡中完成。
现场总线模块安装在控制器上。
公用现场总线参数在概览子选项卡中的菜单中设置。
信号配置在现场总线子选项卡中创建,然后在概览子选项卡中的现场总线虚拟站点映射配置菜单中映射。
项目被映射到现场总线子选项卡中的信号配置菜单中的现场总线映射中。
现场总线映射被分配到虚拟站点并放置到现场总线和 SoftPLC
选项卡中的菜单中的过程数据帧中。
SoftPLC 概览
SoftPLC 用于自定义 PF6/PFFlex 行为,发送和接收现场总线数据,或与外部 SoftPLC 交换 I/O 信号。外部 SoftPLC 用于组装线上的机器控制。配置和编程通过称为 MultiProg 的第三方软件完成,与 ToolsTalk 2 集成,即使是在其自己的进程中运行。对于通过许可证和/或功能支持此功能的控制器,SoftPLC 可在现场总线和 SoftPLC 选项卡 中找到并可见。
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
SoftPLC 要求
外部 SoftPLC 配置程序 MULTIPROG 5.51 必须安装在与 ToolsTalk 2 客户端相同的电脑上。
SoftPLC 在常规 SoftPLC 设置中必须被设为开启,以运行 SoftPLC 程序。在 SoftPLC 状态列中以状态运行表示开启。当处于运行模式时,SoftPLC 进程处于活动状态,准备从 Multiprog 启动或停止 SoftPLC 程序。运行的 SoftPLC 程序每隔 100 ms 更新它的值。
如果现场总线通过 SoftPLC 使用:
入站和出站 SoftPLC 信号的字节分配可以在 SoftPLC 设置部分完成。它位于现场总线和 SoftPLC 选项卡中的概览子选项卡中。
如果控制器已有一个 SoftPLC 项目,请选择现场总线和 SoftPLC 选项卡,然后选择 SoftPLC 子选项卡。在项目区域,选择打开以打开 Multiprog。通过选择更新按钮更新现场总线中的 SoftPLC 帧大小。执行此操作以查看在 Multiprog 中更新的现场总线设置。
Multiprog
Multiprog 是创建和编辑实际 SoftPLC 程序的应用程序。当为控制器创建初始项目时,将根据控制器的当前设置及其功能创建变量和功能块。模板将作为一个基本建议,可以进一步调整。
现场总线配置选项卡
在工厂结构窗口
中选择一个控制器。选择菜单栏中的现场总线和 SoftPLC
选项卡。选择现场总线子选项卡以显示映射列表。
列 | 说明 |
|---|---|
| 复选框。 |
名称 | 名称:显示映射的名称。该名称与接收映射和发送映射一致。 |
接收容量 | 虚拟站点接收的映射的容量。数值必须为偶数字节。 |
发送容量 | 从虚拟站点发送的映射的容量。数值必须为偶数字节。 |
库链接 | 链接到全局库 是/否。 |
最后更改 | 最后一次更改的时间,用 ToolsTalk 2 时间表示。 |
更改人 | 进行最后更改的人是谁。 |
控制器更新时间 | 控制器更新时间,以控制器时间表示。 |
控制器更新人 | 更新控制器的人。 |
创建一个新的现场总线映射
在工厂结构窗口
中选择一个控制器。选择菜单栏中的现场总线和 SoftPLC
选项卡。选择现场总线子选项卡以显示映射列表。
选择添加创建新的现场总线配置或双击以编辑现有现场总线配置。
创建新的现场总线配置对话窗口将打开。
选择新建选项卡。
为配置分配一个名称。
输入控制器接收容量参数。这是虚拟站点接收的数据帧的容量,以字节数表示。该数值必须为偶数。
输入控制器发送容量参数。这是虚拟站点发送的数据帧的容量,以字节数表示。该数值必须为偶数。
选择添加以通过向设置添加项目来继续配置。
输入的映射大小不能大于过程数据帧。
导入现场总线映射
先前导出的现场总线映射可以重新用作模板并导入控制器。
在工厂结构窗口
中选择一个控制器。选择菜单栏中的现场总线和 SoftPLC
选项卡。选择现场总线子选项卡以显示映射列表。
选择添加。
创建新的现场总线配置对话窗口将打开。
选择导入选项卡重新使用现有映射。
选择打开文件命令按钮打开浏览器窗口。
选择一个文件。文件类型必须为 JSON 文件。(*.json)。
选择打开。浏览器窗口关闭。
选择添加导入文件。此操作还将关闭弹出窗口,映射列表将被更新。
删除现场总线映射
在工厂结构窗口
中选择一个控制器。选择菜单栏中的现场总线和 SoftPLC
选项卡。选择现场总线子选项卡以显示映射列表。
对于要删除的每个现场总线映射,选择现场总线工作区最左列中的复选框
。从下拉菜单中选择管理,然后选择删除。
映射列表更新。
添加一个项目到现场总线映射
在工厂结构窗口
中选择一个控制器。选择菜单栏中的现场总线和 SoftPLC
选项卡。选择现场总线子选项卡以显示映射列表。
双击映射名称以查看它或选择添加创建一个新的映射。
工作区显示配置菜单。
选择现场总线配置菜单中的到控制器选项卡或从控制器选项卡。
选择添加。
创建信号配置对话窗口将打开。
选择列表中的项目名称以选择项目。
通过输入最低有效位 所在的字节数来设置项目起始位置。
通过输入最低有效 BIT 所在的BIT 来设置项目起始位置。
设置项目的长度,以位数表示。
从下拉菜单中选择一个可选的转换器值。
选择添加。
为待添加的每个项目重复步骤 6-11。
选择关闭终止添加操作并关闭对话窗口。
如果项目未手动放入映射中,ToolsTalk 2将尝试将项目放在尽可能低的位置。可以稍后在映射内移动项目。
编辑或查看现场总线映射中的项目
在工厂结构窗口
中选择一个控制器。选择菜单栏中的现场总线和 SoftPLC
选项卡。选择现场总线子选项卡以显示映射列表。
双击所选映射的名称。
工作区显示配置菜单。
选择现场总线配置菜单中的到控制器选项卡或从控制器选项卡。
双击现场总线配置菜单中的映射表中的项目名称。
编辑项目对话窗口将打开。
通过输入最低有效 BIT 所在的BYTE 编号来编辑项目起始位置。
通过输入最低有效 BIT 所在的BIT 来编辑项目起始位置。
编辑项目的长度,以位数表示。
从下拉菜单中编辑一个可选的转换器值。
选择确定确认任何更改并关闭对话窗口。
现场总线配置菜单在映射和表中更新。
从现场总线映射删除项目
在工厂结构窗口
中选择一个控制器。选择菜单栏中的现场总线和 SoftPLC
选项卡。选择现场总线子选项卡以显示映射列表。
双击所选映射的名称。
工作区显示配置菜单。
选择现场总线配置菜单中的到控制器选项卡或从控制器选项卡。
对于要从映射中删除的每个项目,选择现场总线配置菜单中的项目表中最左侧位置的复选框
。选择删除。
现场总线配置菜单在映射和表中更新。
导出现场总线映射
现场总线映射定义信号项目放入虚拟站点与远程位置之间使用的通信帧的方式。该映射可以导出为模板,并由另一个控制器导入和再用。
在工厂结构窗口
中选择一个控制器。选择菜单栏中的现场总线和 SoftPLC
选项卡。选择现场总线子选项卡以显示工作区和映射列表。
在现场总线工作区的最左侧列中,选中要导出的现场总线映射的复选框
,然后从下拉列表中选择管理,导出。转到所需位置,然后选择保存。
映射将被保存为 JSON 文件 (*.json)。导出的文件可以导入到其他控制器。
SoftPLC 配置选项卡
创建一个新的 SoftPLC 项目
选择新建可创建一个新的 SoftPLC 项目。该项目将使用基本模板作为起点。此模板包含 MultiProg 中提供的所有功能。
创建和编辑的项目在项目建立并存储在文档 > MP 模板中时,会连续保存到本地光盘。在 ToolsTalk 2 SoftPLC 启动时,点击打开时,如果 SoftPLC 项目尚未保存到 ToolsTalk 2 服务器,则上传使用该存储的数据项目。然后可以继续编辑。
选择新建。MultiProg 自动打开。
在 Multiprog 中编辑 SoftPLC 程序,在 ToolsTalk 2 中为项目提供一个名称和说明。
通过选择更新项目虚拟站点添加具有 I/O 信号配置的虚拟站点映射。
通过选择更新项目现场总线帧大小来添加现场总线数据。
必须将现场总线帧大小配置为包含一个特殊的 SoftPLC 输入/输出部分,以便能够直接从 SoftPLC 发送和接收现场总线数据。
选择保存可将已编辑的项目登记到 ToolsTalk 服务器。
将更改推送到控制器。
导入 SoftPLC 项目模板
可以从现有项目模板创建新的 SoftPLC 项目。模板将作为一个基本建议,可以进一步调整。所选的项目模板然后将会被复制,以免覆盖原始项目。
选择导入项目然后选择一个已有的 SoftPLC 项目。
在 MultiProg 中编辑 SoftPLC 项目。
通过选择更新项目虚拟站点添加具有 I/O 信号配置的虚拟站点映射。
通过选择更新项目现场总线帧大小来添加现场总线数据。
选择保存可将已编辑的项目登记到 ToolsTalk 服务器。
将更改推送到控制器。
更新项目虚拟站点
如果尚未包含在项目中,SoftPLC 虚拟站点映射将被添加或更新到 SoftPLC 项目。
创建 SoftPLC 用户数据
SoftPLC 可以通过共享内存的专用部分与协议适配器进行交互。
在常规 SOFTPLC 设置字段中选择添加。
在创建 SoftPLC 用户数据窗口,从下拉列表中选择相关协议。
填写至 SOFTPLC 和从 SOFTPLC 地址字段。
选择添加。
选择 SoftPLC 开启或关闭。
开启:如果 SoftPLC 过程丢失,工具将被锁定,无法执行任何拧紧操作。
关闭:如果 SoftPLC 过程丢失,工具将仍然能够执行拧紧。
创建 SoftPLC 信号配置
附件与 SoftPLC 之间的互动通过交换 I/O 信号来完成。
选择添加以查看含有连接到该控制器的所有受支持的 I/O 信号。
清除不相关的信号,以将其从 SoftPLC 信号配置中排除(默认情况下选择所有信号)。
为信号配置列表命名。
当将信号配置映射到虚拟站点时,创建的信号配置作为下拉列表中的一个选项将变得可用。
未包含在信号配置中的信号将仍然在 SoftPLC 配置程序 MultiProgram 中可见,尽管已被划掉。
SoftPLC 虚拟站点映射配置
添加:选择添加以使用 SoftPLC 信号配置映射一个新的虚拟站点。相同的 SoftPLC 信号配置可用于多个虚拟站点。
删除:通过选中相应的复选框来选择虚拟站点信号配置映射。选择删除。
每个虚拟站点可以使用一个 SoftPLC 信号配置。当使用信号配置映射虚拟站点时,在创建新的映射时,该虚拟站点不再出现在列表中。为了可用,虚拟站点的现有映射必须先删除。
SoftPLC 索引:将控制器上的特定虚拟站点连接到 SoftPLC 环境中的有序索引。比如,如果 SoftPLC 指的是虚拟站点 2,则该映射将准确地通知 SoftPLC 哪个虚拟站点当前是 2 号。
选择更新项目虚拟站点,查看在 SoftPLC 项目中对 SoftPLC 信号配置或 SoftPLC 映射所做的任何更改。当更新时,ToolTalk 2 不会删除 Multiprog SoftPLC 项目中的变量,只能添加或修改。因此,在更新之前,建议清除 MultiProg 中虚拟站点或现场总线的全局变量。
删除项目
可以通过选择项目区域中的删除按钮删除当前项目。在对话窗口中再次选择删除进行确认。
使用库选项卡
库选项卡 位于左侧菜单栏中,它包括全局功能并提供以下功能:
库 | 功能 |
|---|---|
 | 控制器配置库 控制器配置库包含控制器模板,可用于创建和修改控制器配置并将它们分配到多个控制器。该库对于在“站点设置”模式下复制和开发配置非常有用,无需访问 ToolsTalk 2服务器安装。 |
| 程序模板库 为多步骤拧紧程序创建模板。创建新的多步骤程序时,模板可以插入(拖放)并作为构建多步骤程序的基础。 |
 | 拧紧程序库 该库包含可供控制器订阅的所有全局拧紧程序。全局拧紧程序可以从一个控制器复制,或者在库中创建、修改和/或分发到一个或多个控制器。 |
 | 配置库 该库包含可供控制器订阅的所有全局配置。配置可以从一个控制器复制,或者在库中创建、修改和/或分发到一个或多个控制器。 |
 | 现场总线配置库 该库包含可供控制器订阅的所有全局现场总线配置。现场总线配置可以从一个控制器复制,或者在库中创建、修改和/或分发到一个或多个控制器。 |
| 设置库 用于事件配置的库,可以分配给其他控制器。可以在此处或在设置 |
库 - 分发列表
分发列表的工作方式类似于订阅列表。每当对其中一项全局配置进行更改时,更改将传播到所有订阅者。分发列表管理订阅。
选择左侧菜单栏中的库
。 选择以下其中一项查看分发情况:
全局拧紧程序
 。
。全局配置库
 。
。全局现场总线库
 。
。全局设置库
 。
。
在选定的库部分选择一个或多个复选框以查看分发列表的内容。
分发列表显示订阅当前选定配置的所有控制器。
拧紧程序库
拧紧程序库介绍
拧紧战略选择与参数值的组合构成拧紧程序,称为拧紧程序。拧紧程序可以是全局的或本地的。
本地拧紧程序仅对单个控制器有效,而全局拧紧程序可能会有多个控制器订阅同一个拧紧程序。
控制器可订阅全局拧紧程序。每当对程序进行更改时,更改将传播到订阅该程序的 ToolsTalk 2 中的所有控制器。
拧紧程序库管理全局拧紧程序和订阅特定拧紧程序的控制器。
订阅者的更新在 ToolsTalk 2 应用程序中完成。所有受影响的控制器将在生产线结构工作区中显示推送指示符  。
。
ToolsTalk 2 可区分本地和全局拧紧程序,尽管控制器本身并不了解这一点。因此,如果通过控制器图形用户界面或 web 图形用户界面更改了拧紧程序,则必须在 ToolsTalk 2 中指定操作。
拧紧程序库工作区
选择左侧菜单栏中的库
。 转到拧紧程序库
。工作区将显示全局拧紧程序的列表。
列 | 说明 |
|---|---|
复选框 | 选择一个配置。 |
名称 | 显示配置的名称。推送指示符 |
策略 | 为配置选择的拧紧策略。 |
全局 | 列中的是表示这是一个全局拧紧程序。 |
目标 | 最终目标可用扭矩值或角度值表示。 |
最后更改 | 当进行最后一次更改时,用 ToolsTalk 2 时间表示。 |
更改人 | 进行最后更改的是哪个用户。 |
版本 | 可支持全局拧紧程序库的控制器软件版本。 |
| 不是实际的列。 配置列表可以按字母顺序、数字顺序或时间顺序升序或降序排列。点击表标题行使箭头可见,然后点击箭头更改当前排序方向。一次显示一个箭头。 |
控制器类型 | 显示拧紧程序打算用于哪类控制器。 |

命令 | 说明 |
|---|---|
添加 |
|
管理 |
|
选择一个或多个全局拧紧程序复选框查看分发列表。分发列表显示当前订阅所选程序的所有控制器。
如果没有全局拧紧程序,则工作区为空。选择添加以创建新的拧紧程序或双击现有程序以查看或编辑参数。
拧紧程序库 - 添加全局拧紧程序
选择左侧菜单栏中的库
。 转到拧紧程序
。工作区将显示全局拧紧程序的列表。
选择添加。创建新的拧紧程序对话窗口将打开。
输入下表中描述的参数。
在对话窗口中选择添加。窗口关闭,工作区显示拧紧程序菜单。
参数 | 说明 |
|---|---|
控制器类型 | 从快捷菜单选择控制器类型。 |
控制器软件版本 | 从快捷菜单选择控制器软件版本。 |
名称 | 在参数输入字段为全局拧紧程序分配一个名称。 |
策略 | 从快捷菜单选择拧紧策略。 |
目标 | 从快捷菜单选择目标类型。 |
目标值 | 在参数输入字段或字段中输入最后一步的数字目标值。 |
拧紧程序库 - 删除全局拧紧程序
选择左侧菜单栏中的库
。 转到拧紧程序
。工作区将显示全局拧紧程序的列表。
对于要删除的每个拧紧程序,勾选最左列中的复选框
。选择管理然后选择删除。
全局拧紧程序从库中删除,列表更新。
订阅已删除程序的控制器不会丢失该程序。删除的拧紧程序将从拧紧程序库工作区中的列表中移除。拧紧程序仍然存在于已订阅全局拧紧程序的控制器的拧紧工作区的列表中。可见的变化是,拧紧程序从全局拧紧程序转换为本地拧紧程序。(库链接列中的条目被清除)。
拧紧程序库 - 分发全局拧紧程序
拧紧程序库 - 添加全局程序到分发列表
选择左侧菜单栏中的库
。 转到拧紧程序
。工作区将显示全局拧紧程序的列表。
使用复选框
选择要添加到分发列表的一个或多个程序。选择管理然后选择分发。
分发全局配置对话窗口将打开。
左侧列显示所选的全局拧紧程序。
右侧列显示与所选程序兼容并可添加到分发列表的控制器列表。
使用复选框
选择右侧列中的一个或多个控制器。如果控制器已经订阅了所选的全局拧紧程序,它将不会显示在右侧列中。
可选步骤:选择向下箭头
 打开其他配置。
打开其他配置。可选步骤:如果通过控制器图形用户界面或 web 图形用户界面更改全局拧紧程序,请选择待 ToolsTalk 2 执行的操作。
选择添加。
对话窗口关闭。
ToolsTalk 2 可区分本地和全局拧紧程序,尽管控制器本身并不了解这一点。因此,如果通过控制器图形用户界面或 web 图形用户界面更改了拧紧程序,则必须在 ToolsTalk 2 中指定操作。该操作定义在拧紧程序库中的全局拧紧程序的分发中。
措施 | 结果 |
|---|---|
自动还原 | 如果程序在 ToolsTalk 2 中被标记为全局拧紧程序,则从控制器图形用户界面或 web 图形用户界面更新控制器中的拧紧程序将被忽略。 进行更新并发送到 ToolsTalk 2。更改已通知,但是未被接受。全局程序立即被推送回控制器。 |
取消链接 | 从控制器图形用户界面或 web 图形用户界面更新控制器中的拧紧程序将导致受影响的控制器的程序从全局程序切换为本地程序。 进行更新并发送到 ToolsTalk 2。更改已通知。然后,拧紧程序将立即从该控制器的分发列表移除。 |
当配置全局拧紧程序用于分发到控制器时,必须选择自动还原或取消链接。选择在后期无法更改。
拧紧程序库 - 从分发列表移除全局程序订阅
全局拧紧程序分发列表与订阅列表一样。每当对全局拧紧程序进行更改时,变更将传播到所有订阅者。分发列表管理订阅。
选择一个全局拧紧程序复选框 以查看分发列表的内容。分发列表显示订阅所选程序的所有控制器。
在工厂结构工作区
中选择一个控制器。转到拧紧程序
 。
。拧紧程序工作区显示拧紧程序列表。
所选拧紧程序的库链接列中的条目标有是。
选择所选拧紧程序的复选框
。选择取消链接。
所选拧紧程序的库链接列中的条目被清除。
选择左侧菜单栏中的库
。 转到拧紧程序库
。选择移除的拧紧程序的复选框
。更新分发列表,并从列表中移除控制器名称。
拧紧程序库 - 更新全局拧紧程序
选择左侧菜单栏中的库
。 转到拧紧程序
。工作区将显示全局拧紧程序的列表。
双击名称字段,拧紧菜单可编辑。更改自动保存到拧紧程序。
如果通过库路径打开拧紧菜单,则全局拧紧程序只能编辑或更新。
订阅者的更新在 ToolsTalk 2 应用程序中完成。所有受影响的控制器将在工厂结构工作区中显示推送指示符 。
全局配置库
全局配置工作区
选择左侧菜单栏中的库
。 转到配置库
。工作区将显示全局配置列表。
列 | 说明 |
|---|---|
复选框 | 选择一个配置。 |
名称 | 显示配置的名称。推送指示符 |
类型 | 配置类型 |
最后更改 | 当进行最后一次更改时,用 ToolsTalk 2 时间表示。 |
更改人 | 进行最后更改的是哪个用户。 |
版本 | 可支持全局配置的控制器软件版本。 |
| 不是实际的列。 配置列表可以按字母顺序、数字顺序或时间顺序升序或降序排列。点击表标题行使箭头可见,然后点击箭头更改当前排序方向。一次显示一个箭头。 |
控制器类型 | 显示配置打算用于哪类控制器。 |
命令 | 说明 |
|---|---|
添加 |
|
管理 |
|
选择一个或多个全局配置复选框查看分发列表。分发列表显示当前订阅所选配置的所有控制器。
如果没有全局配置,则工作区为空。选择添加以创建新的配置或双击现有配置以查看或编辑参数。
全局配置库 - 创建或导入一个全局配置
创建全局配置:
选择左侧菜单栏中的库
。 点击工作区窗口顶部菜单栏中的配置库
。工作区将显示全局配置列表。
选择添加。
创建新配置对话窗口显示。
输入以下参数:
选择要添加的配置类型,以及配置要应用的控制器类型和控制器软件版本。
在快捷窗口中选择添加。
显示所选配置类型的配置窗口。
配置将自动保存到配置库。
导入已有的全局配置:
选择左侧菜单栏中的库
。 转到配置库
。工作区将显示配置列表。
如要添加新的配置到列表,选择添加。
创建新配置对话窗口显示。
选择导入选项卡。
选择打开文件。
浏览器窗口打开用于读取导入文件。
选择所需的导入文件。文件格式必须为 <configuration_name>.json。选择打开。
在快捷窗口中选择添加。
已导入配置的配置窗口将显示。
配置将自动保存到配置库。
全局配置库 - 删除全局配置
选择左侧菜单栏中的库
。 转到配置库
。工作区将显示全局配置列表。
对于要删除的每个配置,勾选最左列中的复选框
。选择管理然后选择删除。
全局配置从库中删除,列表更新。
订阅已删除配置的控制器不会丢失配置。删除的全局配置将从配置库工作区中的列表中移除。配置仍然存在于已订阅全局配置的配置工作区中的列表中。可见的变化是,配置从全局配置转换为本地配置。(库链接列中的条目被清除)。
全局配置库 - 从现有配置中创建一个全局配置
在工厂结构
中选择一个包含所需配置的控制器。在菜单栏中,转到配置
。选择要添加到库的一个或多个配置,单击管理,然后选择添加到库。
所选的本地配置将成为存储在全局配置库中的全局配置。
如果在控制器或 web 界面进行了本地更改,则有两个选项:
自动还原:控制器中的更改将不会应用到全局配置,而全局配置将仍然适用。
取消链接:控制器中的更改将应用到控制器中的配置,到全局配置的链接将被切断。因此,全局配置将立即从控制器分发列表中移除。
选择库
。 在顶部菜单栏中,选择全局配置
。工作区将显示全局配置列表,新添加的配置现在出现在列表中。
全局配置库 - 分发全局配置
选择左侧菜单栏中的库
。 转到配置库
。工作区将显示全局配置列表。
选择配置复选框
。选择管理然后选择分发。使用复选框
选择待包含在分发中的每个配置。在对话窗口的右侧选择一个或多个控制器。在对话窗口中选择添加。
对全局配置的任何更新也会更新所分发的副本。全局配置中的更改将应用到所选的控制器。
如果在控制器或 web 图形用户界面中进行本地更改,则有两个选项:
自动还原:控制器中的更改将不会应用到配置,而全局配置将仍然有效。
取消链接:控制器中的更改将应用到配置,到全局配置的链接将被切断。因此,全局配置将立即从控制器分发列表中移除。
更改将自动保存到全局配置库。
所有受影响的控制器将在工厂结构工作区中显示推送指示符 。
全局配置库 - 从分发列表移除全局配置订阅
全局配置分发列表与订阅列表一样。每当对全局配置进行更改时,变更将传播到所有订阅者。分发列表管理订阅。
选择一个全局配置复选框 以查看分发列表的内容。分发列表显示订阅所选配置的所有控制器。
如要从一个控制器中移除全局配置订阅:
在工厂结构工作区
中选择一个控制器。转到配置
。配置工作区显示拧紧程序列表。
已分发配置的库链接列中的条目标有是。
选择所选拧紧程序的复选框
。从下拉菜单中选择管理,然后选择取消链接。
所选配置的库链接列中的条目被清除。
选择左侧菜单栏中的库
。 转到配置库
。选择移除的配置的复选框
。更新分发列表,并从列表中移除控制器名称。
全局配置库 - 编辑全局配置
选择左侧菜单栏中的库
。 选择全局库
。工作区将显示全局配置列表。
双击要编辑的配置。显示所选配置类型的配置窗口。
更改将自动保存到全局配置库。
所有受影响的控制器将在工厂结构工作区中显示推送指示符 。
现场总线配置库
现场总线配置可以是全局的或本地的。
本地现场总线配置对单个控制器有效,全局现场总线配置对多个选定的控制器有效。
控制器可订阅全局现场总线配置。每当对配置进行更改时,更改将传播到订阅该配置的 ToolsTalk 2 中的所有控制器。
全局现场总线配置库管理全局现场总线配置和订阅配置的控制器。
订阅者的更新在 ToolsTalk 2 应用程序中完成。所有受影响的控制器将在生产线结构工作区中显示推送指示符 。
ToolsTalk 2 可区分本地和全局现场总线配置,尽管控制器本身并不了解这一点。因此,如果通过控制器图形用户界面或 web 图形用户界面更改了现场总线配置,则必须在 ToolsTalk 2 中指定操作。
现场总线配置工作区
选择左侧菜单栏中的库
。 转到现场总线库
。工作区将显示全局现场总线配置列表。
列 | 说明 |
|---|---|
复选框 | 选择一个现场总线配置。 |
名称 | 显示现场总线配置的名称。推送指示符 |
至控制器的规格 | 显示数据帧的接收大小。 |
源自控制器的规格 | 显示数据帧的发送大小。 |
最后更改 | 当进行最后一次更改时,用 ToolsTalk 2时间表示。 |
更改人 | 进行最后更改的是哪个用户。 |
版本 | 可支持全局现场总线配置的控制器软件版本。 |
| 不是实际的列。 配置列表可以按字母顺序、数字顺序或时间顺序升序或降序排列。点击表标题行使箭头可见,然后点击箭头更改当前排序方向。一次显示一个箭头。 |
控制器类型 | 显示现场总线配置打算用于哪类控制器。 |
命令 | 说明 |
|---|---|
添加 |
|
管理 |
|
选择一个或多个全局现场总线配置复选框查看分发列表。分发列表显示当前订阅所选现场总线配置的所有控制器。
如果没有全局现场总线配置,则工作区为空。选择添加以创建新的现场总线配置或双击现有配置以查看或编辑参数。
现场总线配置库 - 创建或导入全局现场总线配置
创建现场总线配置:
选择左侧菜单栏中的库
。 转到现场总线库
。工作区将显示现场总线配置列表。
如要添加新的现场总线配置到列表,选择添加。
创建新的现场总线配置对话窗口显示。
输入以下参数添加新的现场总线映射:
输入一个名称
输入到控制器大小和从控制器大小
从快捷菜单中选择设备的控制器类型和控制器软件版本。
在快捷窗口中选择添加。
显示所添加现场总线配置的配置窗口。
现场总线配置将自动保存到现场总线库。
导入已有的现场总线配置:
选择左侧菜单栏中的库
。 转到现场总线库
。工作区将显示现场总线配置列表。
如要添加新的配置到列表,选择添加。
创建新的现场总线配置对话窗口显示。
选择导入选项卡。
选择打开文件。
浏览器窗口打开用于读取导入文件。
选择所需的导入文件。文件格式必须为 <fieldbus_configuration_name>.json。选择打开。
在快捷窗口中选择添加。
显示所添加现场总线配置的配置窗口。
现场总线配置将自动保存到现场总线库。
现场总线配置库 - 删除全局现场总线配置
选择左侧菜单栏中的库
。 转到现场总线配置库
。工作区将显示全局现场总线配置列表。
要删除现场总线配置,请选中最左侧列中的复选框
,然后选择删除 全局现场总线配置从库中删除,列表更新。
订阅已删除配置的控制器不会丢失配置。删除的全局现场总线配置将从现场总线配置库工作区中的列表中移除。现场总线配置仍然存在于已订阅全局现场总线配置的现场总线工作区中的列表中。可见的变化是,现场总线配置从全局现场总线配置转换为本地现场总线配置。(库链接列中的条目被清除)。
现场总线配置库 - 从现有现场总线配置中创建一个全局现场总线配置
在工厂结构工作区
中选择一个控制器(包含所需现场总线配置)。在菜单栏中选择现场总线和 SoftPlc
。在现场总线菜单中,选择要添加到库中的一个或多个现场总线信号配置。从下拉菜单中选择管理,然后选择添加至库。
创建全局配置对话窗口将打开。选择创建。
所选的本地配置将成为存储在全局现场总线配置库中的全局配置。
如果在控制器或 web 图形用户界面中进行本地更改,则有以下两个选项:
自动还原:控制器中的更改将不会应用到全局现场总线配置,而全局配置将仍然适用。
取消链接:控制器中的更改将应用到控制器中的现场总线配置,到全局配置的链接将被切断。因此,全局现场总线配置将立即从控制器分发列表中移除。
选择左侧菜单栏中的库
。 转到全局现场总线库
。工作区将显示全局现场总线配置列表,新添加的现场总线配置现在出现在列表中。
现场总线配置库 - 分发全局现场总线配置
选择左侧菜单栏中的库
。 转到全局现场总线库
。工作区将显示全局现场总线配置列表。
选择待分发的现场总线配置复选框
。从下拉菜单中选择管理,然后选择分发。分发全局配置对话窗口将打开。
在对话窗口的右侧选择一个或多个控制器。选择添加。
对全局配置的任何更新也会更新所分发的副本。全局配置中的更改将应用到所选的控制器。
如果在控制器或 web 图形用户界面中进行本地更改,则有以下两个选项:
自动还原:控制器中的更改将不会应用到全局现场总线配置,而全局配置将仍然有效。
取消链接:控制器中的更改将应用到控制器中的现场总线配置,到全局配置的链接将被切断。因此,全局配置将立即从控制器分发列表中移除。
更改将自动保存到全局现场总线配置库。
所有受影响的控制器将在工厂结构工作区中显示推送指示符 。
现场总线配置库 - 从分发列表移除现场总线配置订阅
全局现场总线配置分发列表与订阅列表一样。每当对全局现场总线配置进行更改时,变更将传播到所有订阅者。分发列表管理订阅。
选择一个全局现场总线配置复选框 以查看分发列表的内容。分发列表显示订阅所选配置的所有控制器。
从一个控制器中移除全局现场总线配置订阅
在工厂结构工作区
中选择一个控制器。转到现场总线和 SoftPLC
。现场总线工作区显示拧紧程序列表。
已分发现场总线配置的库链接列中的条目标有是。
选择所选现场总线配置的复选框
。从下拉菜单中选择管理,然后选择取消链接。
所选现场总线配置的库链接列中的条目被清除。
选择左侧菜单栏中的库
。 转到现场总线配置库
。选择移除的现场总线配置的复选框 。
更新分发列表,并从列表中移除控制器名称。
现场总线配置库 - 编辑全局现场总线配置
选择左侧菜单栏中的库
。 转到全局现场总线库
。工作区将显示全局现场总线配置列表。
双击要编辑的现场总线配置。
显示所选现场总线配置的配置窗口。
现场总线配置将自动保存到全局现场总线配置库。
所有受影响的控制器将在工厂结构工作区中显示推送指示符 。
现场总线配置库 - 导出全局现场总线配置
选择左侧菜单栏中的库
。 转到全局现场总线配置库
。工作区将显示全局现场总线配置列表。
选择待导出的全局现场总线配置复选框
。选择导出。
浏览器窗口打开用于保存导出文件。
默认名称为 <configuration>.json 点击保存。
全局设置库
全局设置库工作区
参数 | 说明 |
|---|---|
复选框 | 选择事件配置模板。 |
名称 | 显示事件配置模板的名称。 |
最后更改 | 最后更改,用 ToolsTalk 2 时间表示。 |
更改人 | 进行最后更改的人。 |
版本 | 事件配置模板支持的控制器软件版本。 |
| 不是实际的列。 配置列表可以按字母顺序、数字顺序或时间顺序升序或降序排列。点击表标题行使箭头可见,然后点击箭头更改当前排序方向。一次显示一个箭头。 |
控制器类型 | 显示事件配置打算用于哪类控制器。 |
客户关键字 | 当创建新的全局事件配置时,默认值为无。从现有控制器创建全局事件配置时,从控制器的 Iam.CustomerKey 获取的值。 |
设置配置命令按钮
命令 | 说明 |
|---|---|
| |
添加 |
|
管理 |
|
如果没有之前的事件配置模板,则工作区为空。选择添加以创建新的事件配置模板或双击现有模板以查看或编辑参数。
全局设置库 - 创建或导入一个全局事件配置
创建全局事件配置:
选择左侧菜单栏中的库
。 选择工作区窗口顶部菜单栏中的设置
库选项卡。工作区将显示全局事件配置列表。
选择添加。
创建新的事件配置对话窗口将显示。
输入以下参数:
为配置分配一个名称。
从下拉列表中选择控制器类型。
从配置中选择控制器软件版本。
在对话窗口中选择添加。
事件配置窗口将显示。展开每个部分以设置特定参数。
新的配置将自动保存到全局设置库。
导入已有的全局事件配置:
选择左侧菜单栏中的库
。 转到全局设置库
。工作区将显示全局事件配置列表。
如要添加新的配置到列表,选择添加。
创建新的事件配置对话窗口将显示。
选择导入选项卡。
选择打开文件。
浏览器窗口打开用于读取导入文件。
选择所需的导入文件。文件格式必须为 <configuration_name>.json。选择打开。
在快捷窗口中选择添加。
已导入配置的事件配置窗口将显示。
配置将自动保存到事件配置库。
全局设置库 - 删除一个全局事件配置
选择左侧菜单栏中的库
。 选择工作区窗口顶部菜单栏中的设置
库选项卡。工作区将显示全局设置配置列表。
对于要删除的每个配置,勾选最左列中的复选框
。从下拉菜单中选择管理,然后选择删除。
全局设置配置从库中删除,列表更新。
订阅已删除配置的控制器不会丢失配置。删除的全局配置将从设置库工作区中的列表中移除。配置仍然存在于已订阅全局配置的事件配置工作区中的列表中。可见的变化是配置从全局事件配置转换为本地事件配置(设置中的事件下的库链接也被清除)。
全局设置库 - 分发一个全局配置
选择左侧菜单栏中的库
。 选择工作区窗口顶部菜单栏中的设置
库选项卡。工作区将显示全局事件配置列表。
选择待分发的全局事件的复选框
。从下拉菜单中选择管理,然后选择分发。
分发全局配置对话窗口将打开。
选择待分发的每个配置
的复选框。配置类型可以单独选择。配置之间存在某些依赖关系。选择分发全局配置时,默认情况下也可以选择其他配置。
在对话窗口的右侧选择一个或多个控制器。
在对话窗口中选择添加。
对话窗口关闭,控制器被添加到已分发至中的列表中。新的库链接将被添加到设置中的事件菜单中。
所选配置仅分发给 ToolsTalk 2 中的控制器。
新配置的分发将导致现有配置被删除,并替换为库模板中的配置。
全局配置库 - 从分发列表移除全局配置订阅
全局配置分发列表与订阅列表一样。每当对全局配置进行更改时,变更将传播到所有订阅者。分发列表管理订阅。
选择一个全局配置复选框 以查看分发列表的内容。分发列表显示订阅所选配置的所有控制器。
如要从一个控制器中移除全局配置订阅:
在工厂结构工作区
中选择一个控制器。转到配置
。配置工作区显示拧紧程序列表。
已分发配置的库链接列中的条目标有是。
选择所选拧紧程序的复选框
。从下拉菜单中选择管理,然后选择取消链接。
所选配置的库链接列中的条目被清除。
选择左侧菜单栏中的库
。 转到配置库
。选择移除的配置的复选框
。更新分发列表,并从列表中移除控制器名称。
全局设置库 - 编辑全局事件配置
选择左侧菜单栏中的库
。 选择工作区窗口顶部菜单栏中的设置
库选项卡。工作区将显示全局事件配置列表。
双击要编辑的配置。显示所选配置类型的配置窗口。
更改将自动保存到全局设置配置库。
所有受影响的控制器将在工厂结构工作区中显示推送指示符 。
全局设置库 - 导出全局事件配置
全局事件模板可以导出,然后在另一个 ToolsTalk 2 安装或在 ToolsTalk 2 站点设置安装中重新使用(导入)。
选择左侧菜单栏中的库
。 选择工作区窗口顶部菜单栏中的设置
库选项卡。工作区将显示全局事件配置列表。
选择待导出的控制器模板的复选框
。选择导出
浏览器窗口打开用于保存导出文件。
默认文件名称为 <Configuration>.json,选择保存。
可为导出的文件起任何一个后缀为 *.json 的名称。
在导出的 * .json 文件中,控制器模板的命名从控制器列中选择。导入控制器模板时,不管是什么样的文件名,为控制器模板取的名称均来自 * .json 文件内的该字段。这意味着导入的控制器模板的名称可能与导入的文件名不同。
为了避免控制器模板名称相同,建议在导出之前为模板取一个独一无二的名称,而不要更改文件名。
程序模板

库 > 程序模板
为多步骤拧紧程序创建模板。创建新的多步骤程序时,模板可以作为构建多步骤程序的基础。
点击添加创建一个新模板。
双击程序模板列表中的模板可修改现有模板。基于该模板的多步骤程序不会受到影响,因为模板是被复制,而不是链接到程序。
程序模板工作区
选择左侧菜单栏中的库
。 转到程序模板库
。工作区将显示全局拧紧程序模板的列表。
列 | 说明 |
|---|---|
复选框 | 选择一个拧紧程序模板。 |
名称 | 显示拧紧程序模板的名称。推送指示符 |
策略 | 为拧紧程序模板选定的拧紧策略。 |
目标 | 最终目标可用扭矩值或角度值表示。 |
最后更改 | 当进行最后一次更改时,用 ToolsTalk 2时间表示。 |
更改人 | 进行最后更改的是哪个用户。 |
版本 | 可支持全局拧紧程序模板的控制器软件版本。 |
| 不是实际的列。 拧紧程序模板列表可以按字母顺序、数字顺序或时间顺序升序或降序排列。点击表标题行使箭头可见,然后点击箭头更改当前排序方向。一次显示一个箭头。 |
控制器类型 | 显示拧紧程序模板打算用于哪类控制器。 |
命令 | 说明 |
|---|---|
添加 |
|
管理 |
|
选择一个或多个全局拧紧程序模板复选框以查看分发列表。分发列表显示当前订阅所选程序模板的所有控制器。
如果没有全局拧紧程序模板,则工作区为空。选择添加以创建新的拧紧程序模板或双击现有拧紧程序模板以查看或编辑参数。
导入拧紧程序模板
之前导出的拧紧程序模板可在 ToolsTalk 2安装或 ToolsTalk 2 站点设置安装中导入。
选择左侧菜单栏中的库
。 转到程序模板
。工作区将显示拧紧程序模板的列表。
选择添加然后在创建新的拧紧程序模板窗口中选择导入选项卡。
选择打开文件然后选择所需的导入文件。文件格式必须为 <tightening_program_template_name>.json。选择打开。
工作区将显示拧紧程序模板的更新列表。
可为导出的文件起任何一个后缀为 *.json 的名称。*.json 文件包含显示在拧紧程序模板中的拧紧程序模板名称。导入拧紧程序模板时,不管是什么样的文件名,为拧紧程序模板取的名称将从 * .json 文件中获得。这意味着导入的拧紧程序模板的名称可能与导入的文件名不同。为了避免拧紧程序模板名称相同,建议在导出之前为模板取一个独一无二的名称,而不要更改文件名。
控制器配置库
控制器库介绍
控制器模板是一个全虚拟控制器。它允许用户在不访问物理控制器的情况下创建、编辑和分析所有控制器配置。可以从头开始创建一个控制器模板,所有参数值都为空。可以通过复制具有有效配置和参数的现有控制器来创建控制器模板。
控制器模板不显示有关工具的信息,因为没有连接任何工具。不能从模板获得硬件相关信息和配置。不能从模板配置支持功能,如各种服务器。当模板分发到控制器时,必须检查或添加这些参数。
控制器库工作区
参数 | 说明 |
|---|---|
复选框 | 选择控制器模板。 |
控制器 | 显示控制器模板的名称。 |
最后更改 | 最后更改,用 ToolsTalk 2时间表示。 |
更改人 | 进行最后更改的人。 |
版本 | 控制器模板支持的控制器软件版本。 |
| 不是实际的列。 配置列表可以按字母顺序、数字顺序或时间顺序升序或降序排列。点击表标题行使箭头可见,然后点击箭头更改当前排序方向。一次显示一个箭头。 |
控制器类型 | 显示配置打算用于哪类控制器。 |
命令 | 说明 |
|---|---|
添加 |
|
管理 |
|
如果没有控制器模板,则工作区为空。点击添加以创建新的控制器模板或双击现有模板以查看或编辑参数。
控制器配置库 - 创建新的控制器模板
控制器模板是一个全虚拟控制器。它允许用户在不访问物理控制器的情况下创建、编辑和分析所有控制器配置。可以从头开始创建一个控制器模板,所有参数值都为空。可以通过复制具有有效配置和参数的现有控制器来创建控制器模板。
控制器模板不显示有关工具的信息,因为没有连接任何工具。不能从模板获得硬件相关信息和配置。不能从模板配置支持功能,如各种服务器。当模板分发到控制器时,必须检查或添加这些参数。
选择左侧菜单栏中的库
。 转到控制器配置
。工作区将显示控制器模板。
选择添加。
创建新的控制器模板对话窗口将显示。
输入以下参数:
为控制器模板分配一个名称。
从下拉菜单中选择控制器类型。
从下拉菜单中选择控制器软件版本。
选择添加。
对话窗口关闭,控制器模板列表将更新。
选择正确的控制器软件版本很重要。模板只能分发给具有相同软件版本的控制器。
控制器配置库 - 导入控制器模板
控制器模板是一个全虚拟控制器。它允许用户在不访问物理控制器的情况下创建、编辑和分析所有控制器配置。可以从头开始创建一个控制器模板,所有参数值都为空。可以通过复制具有有效配置和参数的现有控制器来创建控制器模板。
控制器模板不显示有关工具的信息,因为没有连接任何工具。不能从模板获得硬件相关信息和配置。不能从模板配置支持功能,如各种服务器。当模板分发到控制器时,必须检查或添加这些参数。
之前导出的控制器模板可在 ToolsTalk 2安装或 ToolsTalk 2 站点设置安装中导入。
选择左侧菜单栏中的库
。 转到控制器配置
。工作区将显示控制器模板。
选择添加然后在创建新的控制器模板窗口中选择导入选项卡。
选择打开文件然后选择所需的导入文件。文件格式必须为 <controller_template_name>.json。选择打开。
工作区将显示更新的控制器模板列表。
可为导出的文件起任何一个后缀为 *.json 的名称。*.json 文件包含显示在控制器模板列表中的控制器模板名称。导入控制器模板时,不管是什么样的文件名,为控制器模板取的名称将从 * .json 文件中获得。这意味着导入的控制器模板的名称可能与导入的文件名不同。为了避免使用相同名称的控制器模板,建议在导出之前为模板取一个独一无二的名称,而不要更改文件名。
控制器配置库 - 删除控制器模板
选择左侧菜单栏中的库
。 选择控制器配置
。工作区将显示控制器模板。
选择待删除的控制器模板的复选框。
从下拉菜单中选择管理,然后选择删除。模板将从列表中删除。
控制器配置库 - 从现有控制器创建模板
控制器模板是一个全虚拟控制器。它允许用户在不访问物理控制器的情况下创建、编辑和分析所有控制器配置。可以从头开始创建一个控制器模板,所有参数值都为空。可以通过复制具有有效配置和参数的现有控制器来创建控制器模板。
控制器模板不显示有关工具的信息,因为没有连接任何工具。不能从模板获得硬件相关信息和配置。不能从模板配置支持功能,如各种服务器。当模板分发到控制器时,必须检查或添加这些参数。
在工厂结构工作区
中选择一个控制器。从下拉菜单中选择管理,然后选择添加至库。
所有控制器配置(硬件和工具依赖关系除外)都将复制到控制器配置库。
选择左侧菜单栏中的库
。 选择工作区窗口顶部菜单栏中的控制器配置
。工作区显示控制器配置列表,可用作模板的新建控制器配置将显示。
控制器模板的名称从来源控制器名称复制。
建议在库中为控制器模板分配一个独一无二的名称。
控制器配置库 - 分发控制器模板
控制器模板是一个全虚拟控制器。它允许用户在不访问物理控制器的情况下创建、编辑和分析所有控制器配置。可以从头开始创建一个控制器模板,所有参数值都为空。可以通过复制具有有效配置和参数的现有控制器来创建控制器模板。
控制器模板不显示有关工具的信息,因为没有连接任何工具。不能从模板获得硬件相关信息和配置。不能从模板配置支持功能,如各种服务器。当模板分发到控制器时,必须检查或添加这些参数。
控制器模板或其部件可以分发给一个或多个控制器。分发意味着从模板复制配置,并在允许的情况下覆盖目标控制器上的配置。
控制器模板软件版本必须与目标控制器软件版本相同。如果不匹配,则不能进行分发
选择左侧菜单栏中的库
。 转到控制器配置
。工作区将显示控制器模板。
选择待分发的控制器模板的复选框。
从下拉菜单中选择管理,然后选择分发。
分发控制器模板对话窗口打开。
选择待分发的每个配置
的复选框。配置类型可以单独选择。配置之间存在某些依赖关系。选择分发模板配置时,默认情况下也可以选择其他配置。
在对话窗口的右侧选择一个或多个控制器。
在对话窗口中选择分发。
对话窗口关闭。
所选配置仅分发给 ToolsTalk 2中的控制器。
选择供分发的配置将导致现有配置被删除,并由模板中的控制器配置替换。
控制器配置库 - 编辑或配置控制器模板
编辑控制器模板与正常的控制器配置非常相似。几乎所有菜单图标和参数设置均与可对 ToolsTalk 2图形用户界面中的实际控制器实施的操作一致。
选择左侧菜单栏中的库
。 转到控制器配置
。工作区将显示控制器模板。
双击控制器模板列表中的名称字段。
控制器工作区与实际控制器一致。为了显示这是一个控制器模板,控制器菜单的背景颜色为较浅的灰色而不是黑色。
控制器配置库 - 导出控制器模板
控制器模板是一个全虚拟控制器。它允许用户在不访问物理控制器的情况下创建、编辑和分析所有控制器配置。可以从头开始创建一个控制器模板,所有参数值都为空。可以通过复制具有有效配置和参数的现有控制器来创建控制器模板。
控制器模板不显示有关工具的信息,因为没有连接任何工具。不能从模板获得硬件相关信息和配置。不能从模板配置支持功能,如各种服务器。当模板分发到控制器时,必须检查或添加这些参数。
控制器模板可以导出,然后在另一个 ToolsTalk 2安装或在 ToolsTalk 2 站点设置安装中重新使用(导入)。
选择左侧菜单栏中的库
。 转到控制器配置
。工作区将显示控制器模板。
选择待导出的控制器模板的复选框。
从下拉菜单中选择管理,然后选择导出。
浏览器窗口打开用于保存导出文件。
默认文件名称为 <controller_template_name>.json 选择保存。
可为导出的文件起任何一个后缀为 *.json 的名称。
在导出的 * .json 文件中,控制器模板的命名从控制器列中选择。导入控制器模板时,不管是什么样的文件名,为控制器模板取的名称均来自 * .json 文件内的该字段。这意味着导入的控制器模板的名称可能与导入的文件名不同。
为了避免使用相同名称的控制器模板,建议在导出之前为模板取一个独一无二的名称,而不要更改文件名。
使用推送配置更改
ToolsTalk 2包含连接到ToolsTalk 2 服务器的每个控制器的镜像数据。数据在初次连接、重新连接或在控制器或 web 界面中进行任何配置时将自动从控制器复制到 ToolsTalk 2。
从 ToolsTalk 2到控制器的数据不会自动发送。操作员必须将数据推送到控制器才能应用更改。
脱机的控制器可以通过 ToolsTalk 2 应用程序更改其配置设置或参数值,然后将数据存储起来稍后再推送。
如果在 ToolsTalk 2中更改了任何配置设置,则推送指示符 将显示在结构列表中的控制器名称旁,以及已更改的拧紧程序旁。
无论控制器是联机还是脱机,都可以在 ToolsTalk 2界面中进行配置。
配置只能在联机状态下推送到控制器。如果控制器脱机,则忽略该命令。
可以同时对多个控制器进行推送。
推送命令成功执行后,指示符
消失。
当推送指示符 显示时,通过控制器或 web 界面阻止带有推送标记的项目被更改。
将配置推送到控制器
有多种不同方法可以将更改推送到控制器:
选择控制器列表中的控制器名称旁的推送指示符图标
。
在选项卡菜单中选择管理按钮,然后从下拉列表中选择推送更改。
选择顶部信息栏中的推送更改按钮。
选择后,要推送的控制器对话窗口将出现。
有一些可选的配置推送方式:

A
选择此复选框以便立即推送所有配置。这将适用于列表中的所有控制器。
B
所选控制器的所有配置将被推送。勾选相应的复选框选择控制器。
C
展开控制器的配置列表,选择要推送的配置。选择的配置被推送之后,剩下的配置将仍然留在列表中。
选择推送命令按钮 (D)。
选择取消或关闭窗口退出。
还原控制器配置
ToolsTalk 2应用程序中所做的更改将自动保存。推送标记 表示已对控制器进行了更改,但尚未推送。
当推送指示符 显示时,带有推送标记的项目被阻止通过控制器或 web 界面更改。
从下拉菜单中选择管理按钮,然后选择恢复。
在恢复控制器警告对话框中,选择确定以恢复控制器配置,或选择取消以取消恢复过程。
还原操作将移除ToolsTalk 2 中为所选控制器存储的所有配置。这还将为所选控制器移除任何阻止。在控制器或 web 界面进行的任何更改都将像往常一样复制到数据库。
使用设置选项卡
首选项
设置菜单包括首选项部分,用户可以在此处选择控制器界面的语言、扭矩单位和 PIN 保护。
如要设置控制器首选项:
在工厂结构
中选择一个控制器。 转到设置
 。
。工作区显示设置菜单。
控制器首选项参数:
参数 | 说明 | 默认 |
|---|---|---|
扭矩单位 | 选择在控制器图形用户界面或 web 图形用户界面中为该控制器显示扭矩测量结果的单位。 | 牛米 |
温度单位 | 选择在控制器图形用户界面或 web 图形用户界面中为该控制器显示温度测量结果的单位。 | °C |
语言 | 选择在控制器图形用户界面或 web 图形用户界面中为此控制器显示的语言。 | 英语 |
启动屏幕 | 选择系统启动时的控制器启动屏幕。 | 主屏幕 |
通过工厂端口访问 | 开/关。启用(打开)或禁用(关闭)与控制器的通信。 | |
使用 PIN | 当通过控制器图形用户界面或 web 图形用户界面访问该控制器时,可以启用 PIN。 | 关闭 |
PIN 代码 | 为每个添加的用户选择一个 4 位 PIN 码。启用/禁用用户 PIN。 | |
停机超时 | 控制器图形用户界面或 web 图形用户界面在活动超时后自动锁定。 | 120 s |
PIN 设置
使用 PIN 可防止未授权使用或意外改动控制器。可以将最多 10 个用户添加到 Power Focus 6000,每个用户设有独立的 PIN。注意:PIN 未与控制器配置关联,主要用于登录原因。
对 PIN 进行更改后,将记录进行更改的用户。这将显示在更改人列中,并添加到更改历史记录中。
激活 PIN 后,在通过以下方式访问控制器时需要提供 PIN 码:
控制器图形用户界面
Web 图形用户界面
激活 PIN
转到设置菜单,将使用 PIN 切换到开启。
单击PIN 码。
在 PIN 窗口中,单击添加按钮。
在用户名称窗口中,输入用户名称。
单击设置 PIN 为用户设置 PIN。PIN 必须为 0000–9999 范围内的四位数。
两个字段内的 PIN(设置 PIN 并重复 PIN)需与应用的更改相符。
点击确定。
在用户列表中,选择您希望启用的用户名左侧之复选框。
当启用 PIN 时,控制器将在配置的不活动时间后自动锁定。
要禁用 PIN 码,请清除要禁用的用户名左侧的复选框。
删除用户/PIN
在用户列表中,勾选要删除的每个用户 PIN 的复选框,然后单击删除按钮。
在 PIN 锁定时访问控制器
在访问启用 PIN 的控制器时,会弹出一条要求提供 PIN 的提示信息。无论是通过 WEB GUI 还是控制器 GUI 访问控制器,均要求提供 PIN 码。
工具保养警报
设置菜单包含工具部分,用于为保养指示符报警、保养报警后工具锁定和显示校准报警选择工具报警
在工厂结构
中选择一个控制器。 转到设置
。工作区显示设置菜单。
参数 | 说明 | 默认 | 位置 |
|---|---|---|---|
保养指示灯警报 | 在开关中选择。 打开或关闭报警。当保养间隔到期时,报警被触发。 | 关闭 | |
服务报警后工具锁住 | 在开关中选择。 保养间隔到期时锁定工具。 | 关闭 | |
显示标定警报 | 在开关中选择。 如果没有在指定时间内校准工具,则将触发校准报警。可以在工具菜单中查看上次校准日期。默认间隔为一年,但可以从控制器图形用户界面或 web 图形用户界面更改。 | 关闭 | |
启用油位监控 | 关闭 | ||
在油量不足报警时锁定 | 关闭 |
服务器连接
控制器与许可证服务器通信
功能可通过功能管理系统暂时或永久地添加到控制器。添加的功能由许可证服务器管理。它可以通过控制器图形用户界面、web 图形用户界面或 ToolsTalk 2 图形用户界面访问。
服务器的地址必须进行配置,这可以在控制器设置 中完成。
如要设置控制器和许可证服务器之间的通信:
在工厂结构
中选择一个控制器。转到设置选项卡。
工作区显示设置菜单。
在许可证服务器菜单中,通过将开关设置到所需的位置来启用或禁用通信。
如果通信启用,请设置服务器的 IP 地址。
如果通信启用,请设置服务器的端口号。
点击同步按钮以同步控制器和许可证服务器之间的功能管理。
参数 | 说明 | 默认 | 注释 |
|---|---|---|---|
功能管理系统 | 在开关中选择。 启用或禁用与服务器的通信 | 关闭 | |
IP 地址 | 服务器 IP 地址。 |
| 通信启用。 |
端口 | 服务器端口号。 |
| 通信启用。 |
同步 | 命令按钮。 同步控制器和服务器之间的通信。 | 关闭 | 只有在启用通信时才可见。 |
同步命令强制控制器和许可证服务器之间的同步。同步功能向服务器提供信息以创建如何在控制器之间分配附加许可功能的映射。如果控制器与服务器正常通信,通常情况下会同步进行。如果没有定期执行同步,则可以使用命令按钮。
控制器与 ToolsNet 服务器进行通信
控制器始终将拧紧结果发送到ToolsTalk 2。控制器还可以将结果发送到 ToolsNet 8 进行进一步处理。必须在控制器中配置 ToolsNet 8 服务器的地址。
如要设置控制器和 ToolsNet 服务器之间的通信:
在工厂结构
中选择一个控制器。转到设置
。工作区显示设置菜单。
转到 ToolsNet,启用或禁用与 ToolsNet 服务器的通信。
如果通信启用,请设置服务器的 IP 地址和端口号。
参数 | 说明 | 默认 | 注释 |
|---|---|---|---|
ToolsNet 已启用 | 启用/禁用与服务器的通信。 | 关闭 | |
服务器主机 | ToolsNet 服务器 IP 地址。 |
| 通信启用。 |
服务器端口 | ToolsNet 服务器端口。 |
| 通信启用。 |
控制器日期和时间
每个控制器的时间和日期必须编程以便准确报告。
在工厂结构工作区
中选择一个控制器。前往设置选项卡。
工作区显示常规设置菜单。
选择时间参考的来源。
输入其他参数,具体取决于所选的时间来源。
从时区快捷菜单中选择控制器本地时区。
为了实现最佳的时间精度和稳定性,建议使用可与所有控制器通信的 NTP 服务器。
时间来源从快捷菜单中选择,可以是以下之一:
向控制器手动输入时间和日期。这可以通过所有图形用户界面完成。
使用标准化网络时间协议 (NTP)。服务器将时间参考分发给连接的控制器。最多可以配置两个不同的 NTP 服务器。
如果控制器已连接并联机到 ToolsNet 服务器,使用 ToolsNet 服务器作为时间参考。当使用 ToolsNet 作为时间参考时,重要的是将服务器和控制器设为相同的时区,即使它们在不同的时区。
如要添加和配置日期和时间:
参数 | 条件 | 说明 |
|---|---|---|
来源 | 从快捷菜单进行选择。 选择配置控制器时间和日期的方法。 | |
时间区 | 从快捷菜单进行选择。 选择控制器所在的时区。 | |
时间 | 来源 = 手动 | 以时:分:秒的格式输入时间。 |
日期 | 来源 = 手动 | 从日历符号输入日期。 |
设置命令按钮 | 来源 = 手动 | 将输入的日期和时间发送到控制器。为了能够执行此命令,控制器必须联机。 |
添加命令按钮 | 来源 = NTP | 添加其他 NTP 服务器地址。 |
删除命令按钮 | 来源 = NTP | 删除所选的 NTP 服务器地址。 |
NTP 服务器 | 来源 = NTP | 输入 NTP 服务器的 IP 地址。 |
事件菜单
事件是指向操作员报告的操作状态和其他信息,例如错误。所有事件均可以配置并且可以有不同的严重性。
事件类型 | 功能 |
|---|---|
Display | 事件可以提供信息并在控制器屏幕上显示一会儿。 |
日志 | 事件可以提供信息并在控制器屏幕上显示一会儿,它也将被写入日志文件。这些将显示在事件 |
确认 | 必须由操作员确认的事件。如要确认事件,操作员必须按附件上的按钮,点击控制器触摸屏或通过 web 图形用户界面确认事件。 |
事件配置确定每个事件信号的处理方式。
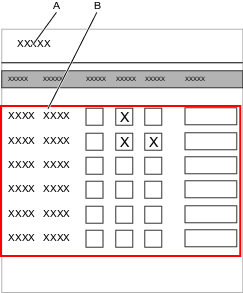
A | 事件搜索窗口 | B | 事件列表 |
参考一章中列出了所有可用的事件。事件分为两个类别:
标准事件由 Atlas Copco 定义,将在每一次交付中提供。
自定义事件由 Atlas Copco 根据客户请求实施,仅对于特定客户有效并提供。
事件配置
在工厂结构工作区
中选择一个控制器。转到设置
选项卡,然后选择事件。使用搜索窗口搜索特定事件,或者通过选择它们并在事件中滚动以找到所需的事件代码来展开这些部分。
选择或取消选择以下一项或多项:
确认,如果事件待显示并待操作员确认。
日志,如果事件待显示,写入日志文件并在事件
 选项卡中显示。
选项卡中显示。
显示,如果事件要显示在屏幕上。
详细信息字段可用于写入客户特定的注释。
就绪时,将更改推送到特定控制器。
为每个要配置的控制器重复步骤 3-5。
事件代号 0000-7999 为标准事件。
事件代号 8000-9999 为客户特定事件。
添加事件至库
选择设置
,然后在事件配置选项卡中选择管理。从下拉列表中选择添加至库。创建全局配置对话窗口打开,包含两个配置选项:
自动还原,设为默认。
取消链接
选择创建,事件配置将被锁定并出现在全局事件库中。
措施 | 结果 |
|---|---|
自动还原 | 如果程序在 ToolsTalk 2 中被标记为全局事件,则通过控制器图形用户界面或 web 图形用户界面更新事件将被忽略。 进行更新并发送回 ToolsTalk 2,其中更改已被识别但未被确认。原始全局事件程序立即被推送回控制器。 |
取消链接 | 通过控制器图形用户界面或 web 图形用户界面更新事件将导致受影响的控制器中的程序从全局事件切换为本地事件。 进行更新并发送到 ToolsTalk 2,其中更改已被识别。因此,事件将立即从控制器分发列表中移除。 |
当配置全局事件用于分发到控制器时,必须选择自动还原或取消链接。选择在后期无法更改。
使用来源选项卡
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
任务的选择在虚拟站点配置工作区的任务菜单中完成。
用作拧紧任务的外部信号在来源  选项卡中配置。来源为与虚拟站点相连的附件或同类附件。提供两类来源任务:
选项卡中配置。来源为与虚拟站点相连的附件或同类附件。提供两类来源任务:
来源拧紧任务
来源批次任务
来源拧紧用于选择单个拧紧程序。
来源批次用于选择批次序列 - 一系列拧紧程序。
来源拧紧概览
拧紧菜单显示来源拧紧配置的列表。通过进入相关的虚拟站点并在任务属性中选择“选择”,可以将单独列表与虚拟站点关联。在此可以将来源选为任务。来源拧紧将特定拧紧程序与标识符编号关联。当将标识符编号发送至控制器(通过外部数字信号或在使用套筒选择器的情况下提升选择器中的相应套筒),关联程序将一直运行,直至发送不同的信号(或捕获到套筒)。不存在批次计数。
参数名称 | 说明 |
|---|---|
名称 | 分配给来源拧紧的名称。 |
说明 | 来源拧紧的描述。 |
批次序列完成时锁定工具 | 开启:批次序列完成时锁定工具。 关闭:批次序列完成时解锁工具。 |
套筒选择器 | 控制:当设为控制时,外部来源通过请求标识符编号选择拧紧程序。将标识符编号关联到套筒选择器中的相应套筒,通过抬升套筒选中拧紧程序。 确认:在确认模式下,不得将套筒选择器用作控制来源。在此模式下,将标识符编号关联至拧紧程序和特定套筒(在列表新增列中予以指明)。当(通过外部信号)请求标识符编号时,在套筒选择器中弹出相应套筒提示;在操作员抬升套筒(禁用其他套筒)时,会启用拧紧程序。如果未指定套筒(即在套筒列设为 0),将直接启用拧紧程序并忽略套筒状态。 |
NOK 数增加 | 开启:即使执行 NOK 拧紧操作,批次也会前进。 关闭:设置拧紧的最大连续 NOK 次数。只有执行成功的拧紧时,批次才会前进。 |
最大连续 NOK 次数 | 设置允许的连续 NOK 结果的数量。如果该值设置为 0,则不会检查 NOK 拧紧情况。当达到最大连续 NOK 时,控制器锁定工具并停止顺序执行。 |
批次控制 | 选择如何执行来源拧紧。 内部:配置来源拧紧应重复多少次。 外部:使用开放协议或现场总线来配置执行来源拧紧的次数。任何配置更改都将清除来源拧紧,从清洁且已知的状态重新开始(批次中的批次计数将重置为 0)。进行中的拧紧可在更改生效之前完成。 |
命令 | 说明 |
|---|---|
添加 | 添加新的一行,为它提供可用的最小识别码数字。 |
删除 | 从列表中移除所选的拧紧程序。勾选相应的复选框选择拧紧程序。 |
创建来源拧紧
在工厂结构工作区
中选择一个控制器。转到来源
选项卡。选择添加,创建新的来源配置对话窗口将打开。从下拉菜单中选择拧紧,然后选择添加。
为来源拧紧分配一个名称。
选择正确的套筒选择器(控制或确认,具体取决于需要)。
设置允许的最大连续 NOK 结果的数量。如果该值设置为 0,则不会检查 NOK 拧紧情况。当达到最大连续 NOK 时,控制器锁定工具并停止顺序执行。
从下拉菜单中选择要使用的批次控制。
内部批次控制:配置来源拧紧应重复多少次。
外部批次控制:使用开放协议或现场总线来配置执行来源拧紧的次数。任何配置更改都将清除来源拧紧,从清洁且已知的状态重新开始(批次中的批次计数将重置为 0)。进行中的拧紧可在更改生效之前完成。
在创建新的来源拧紧时,默认只提供一个可编辑的标识符号。选择添加以添加更多。
给每个项一个标识符编号
如果使用套筒选择器,则标识符编号将对应于套筒选择器中的位置。比如,标识符编号 1 对应于套筒选择器中的 1 号套筒。
选择程序并从拧紧程序列表选择,选择与每个标识符编号相关联的拧紧程序。
创建来源批次
在工厂结构工作区
中选择一个控制器。转到来源
选项卡。选择添加,创建新的来源配置对话窗口将打开。从下拉菜单中选择批次,然后选择添加。
为来源批次分配一个名称
如果扫描新的标识符字符串中止之前扫描,将中止新的标识符设为是。
选择标识符方法(文本字符串或数字串数)。
将自由顺序设置为开,如果可以以任何顺序扫描字符串。
标识符字符串可以由最多 4 个不同的字符串组成。如果自由顺序设置为“否”,则必须以特定的顺序扫描字符串,系统才能识别。
将自由顺序设置为开时可能发生错误,不同字符串的长度出现重复。此时,扫描顺序不会启用拧紧程序。如需修复该错误,将自由顺序设置为关,或者调节字符串长度。
为字符串命名并输入字符串的长度。(有关串联字符串的更多信息,请参见《用户指南》中的“相关信息”)。
有效位 - 字符串中的相关位置。(有关有效位的更多信息,请参见《用户指南》中的“相关信息”)。
保存位 - 需要由系统记录的位置。(有关保存的位置的更多信息,请参见《用户指南》中的“相关信息”)。
指明应将哪些字符串(在字符串中包含列中)与哪些批次序列(在启用列)关联在一起。选择添加,添加更多字符串。
键入“字符串中包含”时可使用通配符。通配符可以用于字符串中的任何位置。模糊匹配结果不会启用批次序列。
通配符是 .(句号)
中止新的标识符控制当批次序列被激活且进行时,第二信号应如何解释。
如果识别码数字被用在批次序列配置 中,输入信号或套筒选择器可被用于选择批次序列中的批次。
控制器经配置后可基于标识符编号或标识符字符串选择带有输入信号的批次序列。
有效位
有效位的作用是,将字符串组合成您预定义的字符串时,定义读取条码字符串中的哪个字符。有效位的数量必须与预定义字符串中的字符数量相同。
配置有效位,以读取条码字符串
条形码字符串中的位与 1 到 1024 之间的一个数字相关。字符串的第一位是 1,最后一位是 1024。
分辨位必须根据下表中给出的规则规定。条形码字符串:
说明 | 分辨位 | 有效配置 | 与预定义字符串匹配的条码字符串 |
|---|---|---|---|
顺序排列分辨位 | 1,2,3,7,8 | OK | ABCGH |
以可选顺序排列分辨位 | 7,1,2,3,8 | OK | GABCH |
数字范围 | 1-3,7-8 | OK | ABCGH |
组合标识符字符串
用于匹配的标识符字符串由最多四个来自工厂管理系统的字符串组成,或者由最多四个需要组合成一个字符串的条形码枪输入组成。
Add(添加)和 Delete(删除)命令按钮用于管理有多少字符串被组合。提供以下参数:
参数 | 说明 |
|---|---|
复选框 | 选择要删除的条目 |
名称 | 字符串应为指定名称。 |
长度 | 字符串的长度应已知且须输入。这对能够组合正确的字符串标识符十分重要。 |
开始-结束 | 组合字符串内字符的位置。 |
分辨位 | 组合字符串中的分隔号位置或范围(由连字符分开)供匹配使用。 |
已保存的位置 | 将被保存到结果的字符串中的逗号分隔位置或范围。 |
如果使用多个标识符字符串,则执行以下步骤:
按下添加指令按钮,在表中创建新条目。
为字符串命名。
输入字符串的长度。
对要添加的每个字符串重复步骤 1-3。最多可以组合四个字符串。
每行中的“开始-结束”参数定义各字符串在匹配过程的接下步骤中使用的组合字符串标识符。
任务选择过程使用标识符字符串作为输入的第一部分用于定义字符串中将要使用的位置。
输入分辨位置以定义识别码字符串中将用于匹配的位置。此类位置必须以逗号分隔或按范围排列。
已保存的位置
保存位是一个字段,其中用户可以指明保存来源批次中使用的每个字符串哪些部分,以及如何在日志中进行反映。在此字段中,指明需要在字符串中保存的位置。位置可能只构成整个字符串的一部分。如果字段留空,将保存整个(相连)字符串。下表只显示保存位组合的部分示例。
保存位值用逗号分开(不带空格),范围使用连字符指明。
标识符字符串 | 位置 |
|---|---|
字符串 1:1234567 | 1-7 |
字符串 2:abcdef | 8-13 |
字符串 3:GHIJKL | 14-19 |
字符串 4:890 | 20-22 |
已保存的位置 | 保存结果 |
|---|---|
(空) | 1234567abcdefGHIJKL890 |
1-3,9,11,15,20-22 | 123bdH890 |
8-12,1-7,19,20-21 将自动变更为:1-12,19-21 | 1234567abcdeL89 |
使用 StepSync 系统
使用 StepSync 功能,可将多个 Power Focus 6000 控制器连接在一起并运行同步拧紧。配置中的第一个控制器称为 Sync Reference(同步参考),处理所有拧紧和数据报告。然后,Power Focus 6000 控制器通过电缆与它连接,称为 Sync Member,它们唯一的功能是处理工具。
Sync Reference
Sync Reference 控制器是系统的大脑。它处理拧紧设置和所有数据报告。它还处理整个系统的配置以及与 ToolsTalk 2 和 ToolsNet 的连接。所有附件或现场总线都直接连接到 Sync Reference
Sync Member
Sync Member 控制器扮演虚拟驱动器的角色。IT 部件未运行,无法将任何外部附件或协议连接到 Sync Member。每个 Sync Member 都有一个分配给它的通道编号 (2-6)。通道编号用于识别硬件布局配置中的工具和驱动器,以及用于结果报告。此外,它还用于错误事件,以便能够识别故障部件。
拧紧
只能运行多步骤拧紧程序。为了能够在每个工具之间同步,应使用同步点。在这些点处,工具将在继续拧紧程序的下一步之前等待彼此。拧紧程序最多可包含 10 个步骤(不算同步点)。不允许修复或终止路径。
许可
StepSync 功能是一个 FMS 特征。只有 Sync Reference 需要许可证,因此可以将任何 PF6000 控制器更改为 Sync Member 而无需任何其他许可证。Sync Reference 许可证是一个附加 FMS 控制器特征。
如果 Sync Reference 许可证被移除,系统将不间断地继续运行。生产仍然可以运行,但控制器每隔 1 小时将检查 Sync Reference 许可证是否有效。如果未找到许可证,则必须由用户确认的错误消息将显示在图形用户界面上。
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
硬件配置 [TT2]

在控制器模板库中进行硬件布局配置的离线编程。
配置区域
在配置区域中,您可以从头开始创建硬件布局配置,也可以使用提取按钮从控制器中提取现有配置。
提取 | 根据连接到控制器的硬件更新硬件布局配置。 |
放大 | 放大布局。(Ctrl + 鼠标滚轮向前) |
缩小 | 缩小布局。(Ctrl + 鼠标滚轮向后) |
适合屏幕 | 将布局恢复为默认大小。 |
删除 | 删除所选项。 |
控制器
有两种类型的控制器:
PF6000 Sync Reference
PF6000 Sync Member
最多可以将 5 个 Sync Member 控制器添加到硬件布局配置中。Sync Reference 控制器始终排在第一个,它后面需要添加 Sync Member 控制器和工具。
工具箱
工具箱包含两种控制器类型和所有支持的工具。有一个下拉列表可以过滤特定的工具类型。
只有支持的工具(见下表)可以从工具箱添加到硬件布局配置中。连接到 StepSync 控制器的不受支持的工具在硬件布局配置中显示时带有一个不支持的工具图标。这些工具将显示在 ToolsTalk 2 中,位于 StepSync 配置中的当前位置,此位置无法在“硬件布局配置”工作区中更改。如果从此工作区中删除了不受支持的工具,则用户可以在继续执行硬件布局配置设置之前将配置推送到控制器以添加该工具。
这些工具只能添加到尚未连接工具的控制器中。
工具系列 | 支持的型号 |
Tensor STR | ETV、ETD、ETP |
Tensor ST | ETV、ETD、ETP |
Tensor SL | ETV、ETD、ETP、ETF |
Tensor SR | ETV、ETD、ETP |
QST | 全部(不包括双传感器 - CTT、CTA、CTTA) |
符号
符号表示每种产品的状态。必要时,你可以指向一个指示符来获得工具提示。
| 警告 |
| 非预期 |
| 确定 |
| 未与控制器同步 |
| 类型错误 |
| 丟失 |






创建硬件布局配置
PowerFocus 6000 StepSync 系统的新安装不包含任何先前的硬件布局配置。每次将 ToolsTalk 2 连接到 StepSync 控制器并且硬件布局配置为空时,您将需要创建新配置或提取当前控制器硬件设置。
要创建硬件布局配置,必须先从工具箱中的 PF6000 Sync Reference 控制器开始。
首先将 Sync Reference 控制器拖到放在此处区域然后将其放下。拖放后,指示符将显示,您可以指向一个符号来获得工具提示。
将 Sync Member 控制器添加到 Sync Reference 控制器。
将工具箱中的其中一个可用工具添加到每个控制器。当用工具指向目标控制器时,目标控制器会改变颜色:
红色:无效拖放
蓝色:有效拖放
如要移动,请选择并拖动产品。
如要复制,请按住 Ctrl 键并拖动产品。
如要删除,请选择产品,或按住 Ctrl 键并选择多个,然后按 Delete 键。带有已连接的 Sync Member 和工具的 Sync Reference 控制器只有当它是唯一一个剩余的产品时或所有其他产品被同时删除时删除。
创建后,将更改推送到控制器。验证后硬件部署状态将会改变。
状态
当 Sync Reference 控制器连接并联机并且硬件布局配置与控制器同步时,ToolsTalk 将开始接收硬件部署状态变化的通知。一旦通知,ToolsTalk 2 将询问控制器硬件测量数据。
要查看详细的部署状态和测量数据:
在配置区域中选择产品。如要选择多个产品,可以按 Ctrl 键然后选择它们。
点击状态栏展开窗口。
工具配置:从下拉菜单中选择一个配置。
禁止模式:如果通道出现问题(控制器或工具),可以将禁止模式设置为继续使用硬件:
False:通道运行正常。
报告 OK:通道已禁用,结果报告正常。
报告 NOK:通道被禁用并且结果报告 NOK。
报告没有结果:通道被禁用,不会显示在结果中。
状态:文本和符号显示当前状态
运行状况:文本和符号显示当前运行状况
提示:
通过拖动顶部边框可以增加面板的高度。
如要获取最新的测量数据,请选择刷新。
可以展开显示运行状况的详细信息以查看更多信息。选择仅显示 NOK以仅查看具有 NOK 结果的数据。
提取硬件布局配置
如果硬件布局配置为空,当前控制器设置可通过使用提取按钮提取。
选择提取,提取硬件配置对话框将打开。
选择确定以提取当前配置。
提取后,将更改推送到控制器,以便接收状态和运行状况。验证后硬件部署状态将会改变。
当创建一个硬件布局配置作为模板时,提取功能不可用。
同步模式

同步模式与多步骤拧紧程序一起使用。如要运行拧紧,必须创建同步模式。同步模式指定用于拧紧的通道以及用于每个通道的拧紧程序。最多可以创建 100 种不同的同步模式。不可能对不同的通道使用不同的拧紧程序,它们必须始终运行相同的拧紧程序。同步模式功能允许您为每个配置设置模式。
它用于配置:
同步拧紧中应包括的工具。
指定每个工具应运行的拧紧程序。
处理废品管理。
配置螺栓配置
工作区中的每条生产线代表一个同步模式,每个同步模式都有一个名称和一个索引。要运行拧紧,必须选择所需的同步模式索引,例如带有现场总线信号。在生产线中,每种新产品可能需要不同的同步模式。各列包含下列信息:
列 | 说明 |
|---|---|
复选框 | 比如在删除同步模式时使用。 |
名称 | 用户定义的同步模式名称。 |
通道 | 同步模式中的通道数。 |
最后一次保存 | 以 ToolsTalk 2 时间表示的时间。 |
最后一次保存者 | 显示哪个用户保存了配置数据。 |
控制器更新时间 | 控制器更新时的时间,以控制器时间表示。 |
控制器更新人 | 显示哪个用户最后更新了控制器。 |
次品管理
如果发生 NOK 拧紧(由于监控器或限制错误),可以指定其余通道的操作。整个拧紧结束,所有通道的状态为 NOK,或者没有错误的通道继续运行程序中的其余步骤。
双击现有的同步模式以查看/调整以下参数:
废品管理
发生故障时采取的行动 | 说明 |
结束所有 |
|
继续 OK |
|
螺栓配置
每个通道都有一个关联的螺栓编号。螺栓编号自动设置为与通道编号相同的值,不可编辑。还可以为每个通道指定可选的螺栓名称。
参数 | 说明 |
|---|---|
复选框 | 比如在删除通道时使用。 |
通道 | 通道编号,也称驱动器索引。 |
拧紧程序 | 选择拧紧程序菜单中定义的拧紧程序。 |
螺栓 | 螺栓编号不可编辑,自动获取通道编号值。当采集特定螺栓的数据时,例如在现场总线信号螺栓拧紧状态下,该数字将用作地址。 |
螺栓名称(可选) | 螺栓的名称。 |
如果更改了一个螺栓配置的拧紧程序,则相同同步模式下的所有其他螺栓配置将采用新选择的螺栓配置。
添加同步模式
在工厂结构
窗口中,从列表中选择一个控制器。在菜单栏中,选择同步模式
选项卡。工作区将显示所有当前同步模式的列表。 选择添加命令按钮。创建新模式对话框打开。
为新的同步模式分配一个名称和可选的索引编号。
在操作模式中,选择拧紧。
选择添加以添加新的同步模式。
在属性中,分配带有描述的同步模式,然后从下拉列表中选择相关的拧松程序。
在废品管理中,从下拉列表中选择不合格时采取的行动。
结束所有
继续 OK
要添加螺栓配置,请点击添加或添加多个。您最多可以有 64 个螺栓配置。
从下拉列表中选择相关的拧紧程序。
在面包屑导航栏中选择同步模式以返回列表。
列表将更新,新的同步模式将添加到可能的最低位置。
在工厂结构
窗口中,从列表中选择一个控制器。在菜单栏中,选择同步模式
选项卡。工作区将显示所有当前同步模式的列表。 选择添加命令按钮。创建新模式对话框打开。
为新的同步模式分配一个名称和可选的索引编号。
在操作模式中,选择拧松。
选择添加以添加新的同步模式。
在属性中,为同步模式分配一个说明。
要添加螺栓配置,请点击添加或添加多个。您最多可以有 64 个螺栓配置。
从下拉列表中选择相关的拧紧程序。
在面包屑导航栏中选择同步模式以返回列表。
列表将更新,新的同步模式将添加到可能的最低位置。
处理拧紧同步模式配置
双击拧紧同步模式以配置同步模式。
属性
参数 | 说明 |
|---|---|
名称 | 用户定义的模式名称。 |
说明 | 模式说明。 |
引用拧松同步模式
拧紧同步模式可以链接到拧松同步模式。引用拧松同步模式位于拧紧同步模式的属性菜单中
从拧松同步模式下拉列表中选择相关的拧松同步模式。
拧紧同步模式的螺栓配置中使用的螺栓配置数量和通道编号应与选择的拧松同步模式相同,如果不同则会显示警告。
次品管理
发生故障时采取的行动 | 说明 |
结束所有 |
|
继续 OK |
|
螺栓配置
要添加螺栓配置,请点击添加或添加多个。您最多可以有 64 个螺栓配置。
参数 | 说明 |
|---|---|
复选框 | 比如在删除通道时使用。 |
通道 | 通道数量,又称驱动器索引。 |
拧紧程序 | 选择拧紧程序菜单中定义的拧紧程序。 |
螺栓 | 拧紧时拧紧的实际紧固件。当采集特定螺栓的数据时,例如在现场总线信号螺栓拧紧状态下,该数字将用作地址。 |
螺栓名称(可选) | 螺栓的名称。 |
处理拧松同步模式配置
双击拧松同步模式以配置同步模式。
参数 | 说明 |
|---|---|
名称 | 用户定义的模式名称。 |
说明 | 模式说明。 |
螺栓配置
拧松同步模式的螺栓配置只能链接到一个拧松多步骤程序,并且只列出可用的拧松多步骤程序。
要添加螺栓配置,请点击添加或添加多个。您最多可以有 64 个螺栓配置。
参数 | 说明 |
|---|---|
复选框 | 比如在删除通道时使用。 |
通道 | 通道数量,又称驱动器索引。 |
拧松程序 | 选择拧紧程序菜单中定义的拧松多步骤程序。 |
使用输入选择拧松运行拧松同步模式
选择具有相关拧松同步模式的拧紧同步模式。
这可以通过在现场总线和 SoftPLC 下的现场总线子选项卡的到控制器区域中添加 I/O 信号选择输入,Id
10020 来完成,或者也可以通过选择虚拟站点选项卡 下的任务中的任务来完成。
使用现场总线和 SoftPLC
下的现场总线子选项卡中的到控制器区域中的 I/O 信号选择拧松,Id 10029 来选择拧松。使用以下两个信号中的任何一个开始拧松:
开始驱动(连续),Id 10028
开始驱动(脉冲),Id 10113
使用输入开始拧松来运行拧松同步模式
选择具有相关松动同步模式的拧紧同步模式
这可以通过在现场总线和 SoftPLC 下的现场总线子选项卡的到控制器区域中添加 I/O 信号选择输入,Id
10020 来完成,或者也可以通过选择虚拟站点选项卡 下的任务中的任务来完成。
使用两个信号中的任何一个开始拧松:
开始拧松(连续),Id 10011
拧松脉冲开始(脉冲),Id 10072
复制和粘贴同步模式
现有的同步模式可以复制并粘贴在同一个控制器上,也可以从一个控制器复制,然后粘贴到另一个控制器上。
复制和粘贴只能在同一控制器或运行相同软件版本和控制器类型的不同控制器上执行。
在菜单栏中,选择同步模式
选项卡。工作区显示可用同步模式的列表。通过以下方式复制同步模式:
右键点击要复制的同步模式,然后从菜单中选择复制。
或者通过选中每行前面的复选框来选择多个同步模式,点击右键,然后从菜单中选择复制。
在工厂结构
中,选择要将同步模式粘贴到哪一个控制器。在菜单栏上,选择同步模式 选项卡,然后右键点击工作区区域中的任意位置并选择粘贴。粘贴的同步模式将被添加到列表中的第一个可用位置。
如果没有可用的插槽,则同步模式将添加到列表的底部,并被分配可用的最小索引号。不能更改索引号来重新安排顺序。(此操作仅对拧紧同步模式有效)
粘贴同步模式时,还包括连接的多步骤拧紧程序。默认情况下不会复制与该多步骤拧紧程序连接的拧松同步模式。如果没有空间可以导入多步骤拧紧程序,因为已达到最大数量,则整个粘贴操作将失败。
导出同步模式
同步模式可以从一个控制器导出并导入另一个控制器。
导出和导入只能在同一控制器或运行相同软件版本和控制器类型的不同控制器上执行。
在工厂结构
中,从列表中选择一个控制器。在菜单栏中,选择同步模式
选项卡。工作区将显示所有当前同步模式的列表。选择待导出的同步模式的复选框。
从下拉菜单中选择管理,然后选择导出。
浏览器窗口打开用于保存导出文件。
默认文件名为 <SyncModeName>.json,导出的文件可以赋予任何带* .json扩展名的名称。
选择保存。
导入同步模式
同步模式可以从一个控制器导出并导入另一个控制器。
导出和导入只能在同一控制器或运行相同软件版本和控制器类型的不同控制器上执行。
在工厂结构
中,从列表中选择一个控制器。在菜单栏中,选择同步模式
选项卡。工作区将显示所有当前同步模式的列表。 选择添加命令按钮然后选择导入。
选择打开文件然后浏览以选择相关的 .json 文件。
选择添加。
导入同步模式时,还包括连接的多步骤拧紧程序。如果没有空间可以导入多步骤拧紧程序,因为已达到最大数量,则整个导入操作将失败。
删除同步模式
在工厂结构
窗口中,从列表中选择一个控制器。在菜单栏中,选择同步模式
选项卡。工作区将显示所有当前同步模式的列表。 对于要删除的每个同步模式,在工作区的最左列中,选中相应的复选框。
选择管理命令按钮,然后从下拉列表中选择删除。所选同步模式将被移除,列表将更新。
步进同步 I/O 信号
StepSync 系统支持下表中列出的相同 I/O 信号。这些可以映射到现场总线配置和附件配置中。有些也可通过开放协议获得。
StepSync 输入信号
代码 | 输入信号 | 类型 | 说明 |
|---|---|---|---|
10010 | 拧紧启动(持续) | 状态 |
|
10011 | 拧松启动(持续) | 状态 | 使用索引 99 启动同步模式 |
10016 | 选择输入位 0 | 状态 | 用于选择同步模式 |
10017 | 选择输入位 1 | 状态 | 用于选择同步模式 |
10018 | 选择输入位 2 | 状态 | 用于选择同步模式 |
10019 | 选择输入位 3 | 状态 | 用于选择同步模式 |
10020 | 选择输入 | 状态 | 用于选择同步模式 |
10024 | 拧紧启动(脉冲) | 事件 | |
10028 | 启动驱动器 | 状态 | 激活信号启动工具(默认操作模式为拧紧)。信号一中断,工具就必须停止。用于结合 10029 使用(选择拧松)。 |
10029 | 选择拧松 | 状态 | 选择拧松作为默认操作模式,并结合 10028 使用(开始驱动)。 |
10030 | 拧紧/拧松停止(脉冲) | 事件 | |
10045 | 外部标识符 | 状态 | 即:VIN 数字 |
10049 | 停用现场总线 | 状态 | |
10054 | 通道命令 | 状态 | 带有每个通道命令的阵列 |
10055 | 启用操作 | 状态 | 必须设置为能够运行拧紧 |
10056 | 重置循环状态 | 状态 | 清除所有与拧紧相关的输出信号 |
10057 | 停用测试螺栓 | 状态 | |
10062 | 重置系统错误 | 状态 | |
10064 | 从 PLC | 状态 | |
10065 | 至 PLC | 状态 | |
10066 | 选择输入位 4 | 状态 | 用于选择同步模式 |
10067 | 选择输入位 5 | 状态 | 用于选择同步模式 |
10068 | 选择输入位 6 | 状态 | 用于选择同步模式 |
10069 | 选择输入位 7 | 状态 | 用于选择同步模式 |
10070 | 选择输入位 8 | 状态 | 用于选择同步模式 |
10071 | 选择输入位 9 | 状态 | 用于选择同步模式 |
10071 | 拧松启动(脉冲) | 状态 | 使用索引 99 启动同步模式 |
10072 | 拧松启动(脉冲) | 事件 | 当此信号变高时,将启动拧松同步模式。 即使拧松启动(脉冲)信号变低,也会运行直至拧松完成。 |
10113 | 开始驱动(脉冲) | 事件 |
StepSync 输出信号
代码 | 输出信号 | 类型 | 说明 |
|---|---|---|---|
42 | IO 开启 | 状态 |
|
72 | 已选择的模式 Id | 状态 | |
75 | 循环 OK | 状态 | 最后一次拧紧的总体状态为 OK |
76 | 循环 NOK | 状态 | 最后一次拧紧的总体状况为 NOK |
77 | 循环完成 | 状态 | |
78 | 循环运行 | 状态 | |
80 | 通道拧紧状态 | 状态 | 显示每个通道的拧紧状态的阵列 |
81 | 通道硬件状态 | 状态 | 显示每个通道的硬件状态的阵列 |
82 | 周期已准备好开始 | 状态 | |
83 | 无系统错误 | 状态 | |
85 | 软件发布版本 | 状态 | |
86 | 软件主要版本 | 状态 | |
87 | 软件次要版本 | 状态 | |
88 | 配置版本 | 状态 | |
91 | 测试螺栓已激活 | 状态 | |
96 | 现场总线已断开 | 状态 | |
102 | 无系统警告 | 状态 | |
20036 | 已紧急停止 | 状态 |
同步点
如要在步骤同步设置中的不同工具之间进行同步,需使用同步点。在这些工具中,工具将在继续拧紧程序的下一步之前等待彼此。只要尚未达到最大同步点数,就允许有连续顺序的多个同步点。多级拧紧中的同步点数量可以在 0 到 25 之间变化。可以在每个步骤后自动添加同步点。
在一个多步骤拧紧程序中,双击同步点或者选中它,然后选择工作区的下方区域中的配置。如要选中多个,请按 CTRL 键。
在配置区域,为每个同步点选择以下条件中的其中一个:
不保持。电机关闭,位置不会被保持。
保持位置。工具保持上一步结束时的位置。
保持扭矩。工具保持进入同步点时的扭矩。仅在同步点之前的步骤是 DynaTork 步骤时才可用。
使用非循环现场总线配置
拧紧结果中的一些数据将作为非循环数据发送。IO signal cycle_complete 通常表示非循环数据已准备由 PLC 程序员提取。
以下部分介绍了如何配置非循环数据。
非循环数据配置概述
在非循环数据配置区域中,可以添加新的非循环数据配置,一旦添加后,不同的非循环数据配置将以列表形式显示。
在工厂结构
中选择一个控制器。 选择现场总线和 SoftPLC 选项卡
。选择非循环子选项卡。
各列包含下列信息:
列 | 说明 |
|---|---|
名称 | 虚拟站点映射中可选配置的名称。 |
|
通道选择方式 | 螺栓或通道。此值定义每个结果配置项的标识符是螺栓还是通道。 |
数据布局 | 压缩或固定。 |
最后更改 | 用 ToolsTalk 2时间表示。 |
最后更改人 | 配置数据最后由 <user> 更改。 |
控制器更新时间 | 用控制器时间表示。 |
控制器更新人 | 控制器由 <user> 更新。 |
添加新的非循环数据配置
在工厂结构
中选择一个控制器。 转到现场总线和 SoftPLC 选项卡
。选择非循环子选项卡。
选择添加,然后在创建新的非循环数据配置窗口中选择新建。
输入非循环数据配置名称,然后选择添加。
新创建配置的属性子选项卡将打开。
新的非循环数据配置添加在最低可能的位置,列表被更新。
非循环数据配置菜单
双击非循环选项卡中的非循环数据配置以打开非循环数据配置菜单。
属性菜单:
参数名称 | 说明 |
|---|---|
名称 | 虚拟站点映射中可选配置的名称。 |
最大大小 | 此值将手动设置,直到将其映射到虚拟站点。此值可确保配置适合映射中的选定实例。根据数据记录大小,该值由所需的实例数求出。 |
第一个通道或螺栓偏移 | 第一个通道或螺栓偏移的地址。这定义了公共区域的大小。 |
螺栓或通道模板大小 | 螺栓或通道的大小。 |
通道选择方式 | 螺栓或通道。此值定义每个结果配置项的标识符是螺栓还是通道。 |
数据布局 | 可以选择:
|
添加标头 | 选中该复选框以指示必须将标头添加到非循环配置结果中。选中此复选框后,将根据使用情况更新低于或高于 6 个字节的偏移量。这也可以通过图形来表示。只有在有空间的情况下才能添加标头。如果在公共区域中添加了项目而没有标头空间,则会被禁用。 如果选择了压缩数据布局,强烈建议使用标头以了解非循环数据有效负载的长度。 |
不存在的值 | 如果配置需要拧紧结果或多级配置中不存在的数据,则使用不同数据类型的不存在值。 当新的非循环现场总线被创建时,将从控制器自动设置这些值。 |
配置非循环数据
配置非循环数据区显示按最大大小、偏移和模板大小设置的非循环配置的可视化。所有配置均为字节级别。
当项目添加到公共、螺栓或通道区域时,左侧显示的非循环数据帧会发生变化。
如果偏移和模板大小的值为零,则公共、螺栓或通道区将灰显且不可编辑。
公共区概述
第一个占用区域包含以下项目:
多次拧紧结果
批次序列结果
结果通知
这些项目是“通用的”,并非特定于螺栓或通道,并包含以下参数:
参数名称 | 说明 |
|---|---|
类型 | 每个项目的值类型。示例:批次序列结果值、结果通知或多次拧紧结果值。 |
偏移 | 具有非循环数据帧的字节数组中的项位置,以字节为单位定义。 |
容量 | 大小(字节)。如果数据类型是字符串,则可以手动配置它。如果数据类型不是字符串,则根据数据类型自动设置这些值。 |
数据类型 | 数据类型值。例如:String、Int8、Int16 等。 |
名称 | 项目名称。不可编辑。 |
在公共区域添加非循环结果配置
在公共区域选择添加。
创建非循环结果配置窗口将打开。
从多次拧紧、结果通知或批次序列下拉菜单中选择一个参数。
选择输出数据类型,输入偏移值,如果选择输出数据类型为字符串,则输入大小。
选择添加然后选择关闭。
从公共区域删除非循环结果配置
选择需要在公共区域中删除的配置的复选框。
选择删除。
螺栓或通道区域概述
在螺栓或通道配置区域中,可以为螺栓或通道配置以下类型的非循环数据项:
多级拧紧
程序监视器
程序限制
步骤监视器
步骤限制
参数名称 | 说明 |
|---|---|
类型 | 每个项目的值类型。例如:多级拧紧、程序监视器、程序限制、步骤监视器或步骤限制。 |
偏移 | 非循环数据帧中的项目位置,以字节为单位定义。 |
容量 | 大小(字节)。如果数据类型是字符串,则可以手动配置它。如果数据类型不是字符串,则根据数据类型自动设置这些值。 |
数据类型 | 数据类型值。例如:String、Int8、Int16 等。 |
名称 | 项目名称。不可编辑。 |
识别符 | 设置所选螺栓或通道的 ID。 |
在螺栓或通道区域中添加非循环结果配置
在螺栓或通道区域中选择添加。
创建非循环结果配置窗口将打开。
从多级拧紧、程序监视器、程序限制、步骤监视器或步骤限制下拉菜单中选择一个参数。
选择输出数据类型,输入偏移值、标识符,如果选择的输出数据类型为字符串,则输入大小。
对于步骤监视器和步骤限制,从下拉菜单中选择步骤类别和步骤类别选择器值。
选择添加,然后选择关闭。
在螺栓或通道区域中创建副本
可以使用螺栓或通道区域中的创建副本选项卡一次添加多个螺栓或通道。
选择需要复制的 ID 的复选框,然后选择创建副本。
创建螺栓或通道的副本窗口将打开。
在副本数字段中输入副本数量。
如果没有用于副本的空间,则会显示警告副本数量不能适应当前配置中的剩余空间。
选择创建副本,然后选择关闭。
现在可以看到包含顺序识别码的副本列表。复制的 ID 的值始终是已存在的最大数字之后的数字。例如,如果已存在值为 2、5 和 6 的 Id,并且复制了值为 2 的 Id,则新 ID 的值将为 7。双击参数以更改任何值。
从螺栓或通道区域删除非循环结果配置
选择 ID 的复选框以删除该 ID 下的所有配置,或者若要删除单个配置,请在螺栓或通道区域中选择该配置旁边的复选框。
选择删除。
一般现场总线设置中的非循环数据
添加数据实例大小
在现场总线设置中,用户可以设置数据实例大小,这是用于大小范围计算的一般值。这仅适用于以下现场总线类型:
以太网 IP
DeviceNet
Profinet IO
现场现场总线
CC 链路 IE
在工厂结构
中选择一个控制器。 转到现场总线和 SoftPLC 选项卡
。选择概述子选项卡。
在数据实例大小字段中输入值。
数据实例大小的值定义实例应该有多大。这对于使用虚拟站点映射的非循环现场总线中的所有实例都是通用的。
CC 链接的大小范围计算是自动完成的。
异步数据
如果到 PF 的现场总线异步数据 和来自 PF 的现场总线异步数据信号被添加到现场总线映射然后映射到虚拟站点,则异步数据被启用,如果非循环结果配置映射到同一虚拟站点,则结果输出到异步数据而不是非循环数据。
虚拟站点映射配置
虚拟站点只能映射一个非循环现场总线配置,但非循环现场总线配置可以映射到许多虚拟站点。
添加现场总线映射
在工厂结构
中选择一个控制器。 转到现场总线和 SoftPLC
。选择概览选项卡。
在虚拟站点映射配置字段中选择添加以添加现场总线映射。
选择非循环现场总线选项卡,然后从下拉菜单中选择虚拟站点和非循环现场总线配置。
选择添加。
现在,现场总线映射在来自控制器的非循环选项卡下的虚拟站点映射配置区域中可见。
编辑开始和结束实例
现在可以编辑现场总线映射的开始和结束实例。
开始和结束实例是固定位置,用于定义非循环现场总线配置应从何处开始和结束。输入正确的范围很重要。
在虚拟站点映射配置字段中选择来自控制器的非循环选项卡。
如果需要,编辑开始实例和结束实例值。
如果未输入正确的值,则会显示警告现场总线帧必须适合其内容。
删除非循环现场总线映射
在虚拟站点映射配置区域中选择来自控制器的非循环选项卡。
选中需要删除的现场总线映射的复选框,然后选择删除。
使用系统管理选项卡
ToolsTalk 2中的系统管理选项卡 位于左侧菜单栏,提供以下功能:
系统管理选项卡 | 说明 |
|---|---|
| 控制器软件和数据管理 管理所有控制器的软件更新。将控制器组织成自定义部分。 |
| 计划任务 控制器配置可按计划的间隔导出和导入。 |
| 比较配置 并列比较两个导出的文件。 |
| 功能管理系统 (FMS) 管理所连接的控制器之间授权功能的分发。 |
| 用户组 可以向各种用户组提供在 ToolsTalk 2中查看或编辑信息的不同权限。 |
控制器软件和数据管理
导出控制器结果和设置。
导入控制器设置。
加载新控制器软件。
切换控制器软件安装。
生成报告。
安排自定义部分的控制器。
导出控制器配置参数,使控制器程序保持不变。
导入新的控制器配置。
软件更新更改了控制器软件。控制器名称、IP 地址和服务器连接可以手动输入。
计划任务
导出控制器结果和设置。
导入控制器设置。
导出和导入任务到所选控制器的计划。
数据库维护
推送控制器配置
导出/导入将更改控制器的配置参数,使控制器程序保持不变。控制器名称、IP 地址和服务器连接不受这些操作的影响。
功能管理系统
将许可的功能添加到控制器。
从控制器移除许可的功能。
管理许可的功能池。
在需要时从 Atlas Copco 加载附加功能,并在不再需要时返回功能。
用户组
创建不同的用户组。
管理查看文件夹和单个控制器的权限。
管理配置 ToolsTalk 2功能的权限。
管理配置控制器参数和功能的权限。
控制器软件和数据管理
控制器软件和数据管理简介
转到系统管理 并选择控制器软件和数据管理
。
导出控制器结果、配置和设置。
导入控制器设置。
加载新控制器软件。
切换控制器软件安装。
生成报告。
安排自定义部分的控制器。
搜索控制器。
导出/导入:更改控制器配置参数,使控制器软件程序保持不变。
软件更新:更改控制器软件,使控制器配置参数保持不变。
控制器名称、IP 地址和服务器连接不受这些操作的影响。
列 | 说明 |
|---|---|
控制器 | 控制器名称。 |
控制器类型 | 应用哪一个控制器类型。 |
工厂端口 | 开启:对于通过工厂端口启用通信的控制器。 如果禁用连接(在控制器设置中设为关闭),则不显示任何文本。 |
当前版本 | 当前软件版本。 红色:软件不在批准的软件列表中。通过点击添加命令按钮并输入当前软件版本将其添加到列表中。 黑色:软件在批准的软件列表中。 |
存储的版本 | 已存储的未启用软件版本。 |
操作 | 显示正在进行的操作,例如: 导入和导出过程中的任务状态和结果以及软件更新任务状态和结果。 |
选中控制器名称左侧的复选框以激活下表列出的选项。
按钮 | 说明 |
|---|---|
重启 | 重启选定的控制器 |
一般报告 | 生成 SoftwareVersionReportcsv.csv 文件并打开对话框弹出窗口提供存储选择。 |
软件 |
|
导出/导入 |
|
按钮 | 说明 |
|---|---|
编辑 | 激活和停用编辑模式用于安排自定义部分。 |
+ | 添加一个自定义部分文件夹或子文件夹。只在编辑模式下可见。 |
- | 删除一个自定义部分文件夹或子文件夹。只在编辑模式下可见。 |
导出和导入功能也存在于控制器配置 和计划导出和导入 中。文件格式和结果是一样的。
工作区窗口的右侧包含授权在控制器中执行的已批准软件的列表。未批准的软件在当前版本列中被标记为红色。
命令 | 说明 |
|---|---|
添加 | 打开快捷菜单,输入新的软件版本到列表中。 |
删除 | 从列表中移除一个或多个选定的软件版本。 |
生成报告创建一个 SoftwareVersionReportcsv.csv 文件,其包含一个矩阵,在列中含有以下信息:
控制器名称。
当前软件版本。
已存储的软件版本。
指出当前软件是否被批准。
如要安排工厂结构中的控制器并访问下方的快捷选项,请点击控制器名称。控制器名称的背景颜色将变成浅蓝色。
一次最多可以选择 20 个控制器。
右键点击控制器以获取以下选项。
快捷方式菜单 | 说明 |
|---|---|
添加新控制器 | 将新控制器添加到工厂结构控制器列表中。 |
连接控制器 | 将控制器状态设置为在线。 |
断开控制器 | 将控制器状态设置为离线。控制器名称将被加上删除线 |
重置操作状态 | 强制重置控制器状态。清除当前状态并重置为空闲。这不会中断已启动的进程,并在连接丢失时充当失效保护。 |
删除 | 从工厂结构控制器列表中删除控制器。 如果从所有控制器文件夹删除一个控制器,那么它将被永久删除。 |
搜索控制器
在控制器软件和数据管理工作区中有两个搜索字段。一个字段仅搜索自定义部分的控制器,另一个字段搜索控制器列表中的所有控制器。
在搜索字段中,至少输入控制器名称的两个字母。
可以搜索控制器名称或类型。在主控制器列表中,还可以搜索软件版本(当前版本)。
导出和导入控制器配置和工具日志
导出/导入功能用于在结果菜单中导出事件和拧紧结果,以供在外部程序中进行分析,以及能够在控制器之间传送拧紧程序、批次和控制器配置。
导出/导入命令可用于下列原因:
导出拧紧结果和事件用于进一步处理。
导出日志文件,以用作 Atlas Copco 服务工程师的调试援助。
导出可用于将配置复制到另一个控制器的完整控制器配置。
比较两个导出的配置以查看差异。
导入控制器配置。
导出
选择系统管理选项卡
 。
。转到控制器软件和数据管理
 。
。选择控制器的复选框
。只有在控制器联机的情况下才能导出控制器配置。选择导出/导入以导出以下其中的一项:
参数
说明
导出
导出所有控制器信息。
导出的文件将有一个文件名和扩展名,就像 <Filename>.tar.gz 这样。
导出配置
导出设置和配置。
导出的文件将有一个文件名和扩展名,就像 <Filename>.tar.gz 这样。
导出工具日志
从已连接的工具导出日志(拧紧和硬件信息)。适用于 SRB、TBP 和 STB。
导出包含 atlas_tool_i.zip 和 ExportInfo.txt
选择保存导出文件的位置,然后选择确定。
文件名包含两部分,一部分用于识别控制器,另一部分用于为时间戳。
导入控制器配置
导入命令的目的是复制控制器设置并重新使用以前导出的源文件,将拥有类似于 <Filename>.tar.gz 的文件名和扩展名。
选择左侧菜单栏中的系统管理
。选择工作区窗口顶部菜单栏中的控制器软件和数据管理
。选择控制器的复选框
。只有在控制器联机的情况下才能导入控制器配置。选择导出/导入。
导入到选定对话窗口打开。
选择打开文件浏览选定的文件。
选择文件然后选择打开。
显示文件路径,导入按钮处于活动状态。选择导入。
重新启动后,导入的文件现在正在使用新的配置设置。
文件导入不会更改控制器的程序。除了出厂 IP 地址,它可以更改每项设置和配置。
更新控制器软件
更新和切换控制器软件是关系密切的两个不同的任务。控制器可以安装两个不同的软件版本,一个主动版本和一个被动版本。在两个版本之间切换是一个简单的过程。切换控制器软件是切换主动和被动软件的任务。
将新软件加载到控制器:
选择系统管理选项卡
。转到控制器软件和数据管理
。选择控制器的复选框
。只有在控制器联机的情况下才能更新控制器软件。从下拉菜单中选择软件,然后选择软件更新。
软件更新对话窗口打开。
选择打开文件浏览选定的文件。
文件名应以 -px2it.zip 结尾
选中文件然后选择打开。
显示文件路径,软件更新按钮处于活动状态。选择按钮开始加载软件。
切换控制器软件
更新和切换控制器软件是关系密切的两个不同的任务。控制器可以安装两个不同的软件版本,一个主动版本和一个被动版本。在两个版本之间切换是一个简单的过程。切换控制器软件是切换主动和被动软件的任务。
激活控制器中存储的软件
选择左侧菜单栏中的系统管理选项卡
。转到控制器软件和数据管理
 。
。选择控制器的复选框
。只有在控制器联机的情况下才能执行命令。从下拉菜单中选择软件,然后选择激活存储的软件。
工作区中的软件更新列将显示以下消息:
正在激活存储的软件。
存储的软件已激活,控制器正在重新启动。
生成控制器软件报告
控制器更新工作区显示所有控制器及其当前运行的软件和存储的软件。
生成文件列表:
选择左侧菜单栏中的系统管理选项卡
。转到控制器软件和数据管理
。选择生成报告。
浏览器对话窗口打开。
选择文件位置并选择保存。
SoftwareVersionResultcsv.csv 文件将被写入选定位置。
管理自定义部分
转到系统管理选项卡
,然后选择控制器软件和数据管理
。在自定义部分,选择编辑
 进入编辑模式。编辑会将颜色更改为浅蓝色以表示它已被选中,并出现两个新按钮,a + 和 a -
进入编辑模式。编辑会将颜色更改为浅蓝色以表示它已被选中,并出现两个新按钮,a + 和 a -  。
。
在编辑模式下,以下安排选项可用:
创建新文件夹
创建新的子文件夹
删除文件夹或子文件夹
将控制器复制到文件夹
更改文件夹和控制器的显示顺序
如要退出编辑模式:
选择编辑退出编辑模式。编辑将改变颜色,+ 和 - 按钮将消失。
创建新文件夹
在编辑按钮的左侧,选择 + 按钮
或者
右键点击文件夹区域中的任意位置,然后在快捷菜单中选择添加文件夹。
将创建一个新文件夹并将其添加到列表中。
选择新文件夹。颜色将变为浅蓝色,表示已被选中。
按 F2 重新命名文件夹,然后按回车键。
创建新的子文件夹
在文件夹名称的右侧,点击 + 按钮
或者
右键点击现有文件夹,然后选择快捷菜单中的添加文件夹。
将创建一个新文件夹并将其添加到列表中。
选择新文件夹。颜色将变为浅蓝色,表示已被选中。
按 F2 重新命名文件夹,然后按回车键。
删除文件夹或子文件夹
在文件夹名称的右侧,选择 - 按钮
或者
右键点击现有文件夹,然后点击快捷菜单中的删除。
该文件夹将被删除,控制器的副本将被删除。
当包含子文件夹的文件夹被删除时,所有子文件夹也被删除。
将控制器复制到文件夹
从控制器列表上方的下拉菜单中选择所有控制器或相应的自定义部分。
选择控制器。其颜色变为浅蓝色,表示已被选中。
可以选择一个或多个控制器。
按 Ctrl+ 左键点击以在选择时添加一个控制器。
按 Shift+ 左键点击以在选择时添加多个控制器。
将所选控制器拖到目标文件夹。
更改文件夹和控制器的顺序
将所选文件夹或控制器拖到新的位置。
计划任务
转到系统管理选项卡 ,然后选择计划任务 。工作区显示以下信息。
。工作区显示以下信息。
列 | 说明 |
|---|---|
复选框 | 使用复选框选择任务。 |
名称 | 任务类型。 |
最后更改 | 最新更改的时间戳。 |
更改人 | 更改任务的人。 |
最近一次运行 | 最后一次执行任务的时间。 |
正在运行 | 当前运行的任务的状态信息。 |
命令 | 说明 |
|---|---|
立即执行 | 可以选择一个或多个任务并强制立即执行任务,无需等待设置的预定日期和时间。必须定义备份位置设置,以便“立即执行”能够工作。 |
添加 | 创建一个新任务。选择任务类型。 |
删除 | 从任务表删除一个或多个任务。 |
右侧的控制器列表显示哪一个控制器受到了计划任务的影响。仅当选择了一个或多个任务时才会显示该列表。
管理计划任务
转到系统管理
。转到计划任务
。
双击现有任务以查看配置。
菜单 | 说明 |
|---|---|
属性 | 为任务分配一个名称和说明。 |
日程表 | 任务的时间和间隔设置。 |
控制器 | 选择哪些控制器受任务影响。 |
结果 | 任务结果。 |
导入文件 | 仅当任务类型为导入控制器配置时才可见。 |
备份位置 | 仅当任务类型为导出控制器配置时才可见。 |
添加新的计划任务
选择添加。
选择一个计划任务类型:
导出控制器配置
导入控制器配置
数据库维护
推送控制器配置
导出许可证分发
立即执行
选择相应的复选框选择任务。
选择立即执行以便立即运行任务。
删除计划任务
选择相应的复选框选择一个任务,然后选择删除以移除所选任务。
已删除的任务将从计划任务列表中移除。
编辑计划任务
双击要编辑的任务。
编辑计划任务。
更改将自动保存,无需推送。
导出和导入功能也存在于控制器配置 和控制器软件和数据管理 中。这两种情况的文件格式和结果是一样的。
控制器选择
对导入、导出和推送控制器配置计划任务有效。
选择运行计划任务的控制器。
参数 | 说明 |
|---|---|
计划所有控制器 | 当设为是时,计划任务将在连接到 ToolsTalk 2 并且在工厂结构 当设置为是时,控制器列表将不可见。 当设置为否时,控制器列表将可见,并且可以单独选择。 |
全部切换 | 所有控制器都会自动选中,任务将在所有控制器上运行。 可以取消选择单独的控制器。 |
| 选择运行计划任务的控制器。任务将仅影响选定的控制器。 |
全部切换和计划所有控制器之间的重要区别:
全部切换 |
|---|
易于选择或取消选择单个控制器。 静态列表。如果添加了新的控制器,它们不会自动包含在内。 |
计划所有控制器 |
|---|
所连接控制器的结构的任何变化都不会改变计划任务。 动态列表,所有控制器将受到影响。 |
重要注意事项:
如果使用相同的导入文件导入到多个控制器,则控制器名称字段将被导入文件中的控制器名称覆盖。导致所有控制器具有相同的名称。
含有已命名控制器的进一步导入或导出将失败,因为名称将不再被识别。
解决这个问题的一种方法是将计划所有控制器设为是。
导出控制器配置
如果计划任务类型为导出控制器配置,则此菜单可见。
参数 | 说明 |
|---|---|
备份位置 | 输入要写入导出文件的位置的有效路径。默认值为空,错误指示符 执行计划任务时,路径必须有效。 |
文件名 | 导出的文件格式如下:*.tar.gz 稍后可将其用于将配置导入控制器或发送到 Atlas Copco 进行调试或故障分析。 默认文件名类似于 PFExport_<controller-name>_<Date-code>.tar.gz。 系统变量可用于区分和创建独一无二的文件名。 |
按控制器分类的文件夹 | 当设为是时,每次导出将被保存在单独的子文件夹中。 当设为否时,导出将被保存在保存位置文件夹中。 |
文件夹名称 | 系统变量可用于区分和创建独一无二的文件夹名。 |
系统变量可用于指定导出的文件名和文件夹名称。它们在运行时添加到文件名或文件夹以创建唯一的导出文件或位置。
系统变量写在括号内,可以使用以下内容:
[ControllerName]
[IpAddress]
[ControllerSerialNumber]
可以将文本与系统变量组合。例如 Station_3_[ControllerName]_[IpAddress]。如果控制器名称为 ABC,其 IP 地址为 10.25.25.180,则运行时生成的文件名将为 Station_3_ABC_10.25.25.180.tar.gz。
仅当控制器在导出时处于联机状态并且导出路径有效时,才能进行计划的文件导出。
参数 | 说明 |
|---|---|
已启用 | 当设为是时,计划任务将根据计划配置运行。 当设为否时,计划任务将不运行。 |
工作日 | 在任务运行时标记一个或多个工作日。 |
时间 | 从下拉菜单中选择一个运行时间。 |
起始日期 | 从日历图标中选择运行时间的开始日期。 |
选择结束日期 | 当设为是时,计划任务将根据计划运行直至结束日期。 当设为否时,计划任务将根据计划从开始日期运行。 |
执行任务后,结果显示在结果菜单中。
参数 | 说明 |
|---|---|
状态 | 运行任务后的计划任务状态可能显示 OK 或 NOK。 |
控制器 | 如果适用于任务,则显示。 |
最近一次运行 | 执行计划任务的时间和日期。 |
错误 | 如果状态为 NOK,则显示错误代码示例。
|
导入控制器配置
如果计划任务类型为导入控制器配置,则此菜单可见。
菜单项目 | 说明 |
|---|---|
文件名 | 文件和名称必须是先前导出的配置文件。它的格式必须为:*.tar.gz |
浏览 | 该命令打开浏览器窗口以查找要导入的文件。 |
文件加载到 ToolsTalk 2中,计划任务按计划的时间运行。
文件导入不会更改控制器的程序。除了出厂 IP 地址,它可以更改每项设置和配置。
计划的文件导入仅当控制器在导入时处于联机状态时才会出现。
参数 | 说明 |
|---|---|
已启用 | 当设为是时,计划任务将根据计划配置运行。 当设为否时,计划任务将不运行。 |
工作日 | 在任务运行时标记一个或多个工作日。 |
时间 | 从下拉菜单中选择一个运行时间。 |
起始日期 | 从日历图标中选择运行时间的开始日期。 |
选择结束日期 | 当设为是时,计划任务将根据计划运行直至结束日期。 当设为否时,计划任务将根据计划从开始日期运行。 |
执行任务后,结果显示在结果菜单中。
参数 | 说明 |
|---|---|
状态 | 运行任务后的计划任务状态可能显示 OK 或 NOK。 |
控制器 | 如果适用于任务,则显示。 |
最近一次运行 | 执行计划任务的时间和日期。 |
错误 | 如果状态为 NOK,则显示错误代码示例。
|
数据库维护
控制器配置、库、拧紧程序、设备设置、结果等事件会自动添加到数据库中先前保存的事件中。为了清理数据库以便节省空间并使系统更加高效,可以删除历史数据,只保留所有事件的最新结果。可以在数据库维护功能中安排所有事件最新结果的拍“快照”。
存档数据:选择是将历史数据保存(存档)到数据库中。如果选择否,历史数据将在每次快照后被删除。请注意,无论如何,拍摄的快照的结果将被保存。
一次只能定义一个数据库维护任务类型的实例。
参数 | 说明 |
|---|---|
已启用 | 当设为是时,计划任务将根据计划配置运行。 当设为否时,计划任务将不运行。 |
工作日 | 在任务运行时标记一个或多个工作日。 |
时间 | 从下拉菜单中选择一个运行时间。 |
起始日期 | 从日历图标中选择运行时间的开始日期。 |
选择结束日期 | 当设为是时,计划任务将根据计划运行直至结束日期。 当设为否时,计划任务将根据计划从开始日期运行。 |
执行任务后,结果显示在结果菜单中。
参数 | 说明 |
|---|---|
状态 | 运行任务后的计划任务状态可能显示 OK 或 NOK。 |
控制器 | 如果适用于任务,则显示。 |
最近一次运行 | 执行计划任务的时间和日期。 |
错误 | 如果状态为 NOK,则显示错误代码示例。
|
推送控制器配置
如果选择了计划任务类型来推送控制器配置,则此菜单可见。
参数 | 说明 |
|---|---|
已启用 | 当设为是时,计划任务将根据计划配置运行。 当设为否时,计划任务将不运行。 |
工作日 | 在任务运行时标记一个或多个工作日。 |
时间 | 从下拉菜单中选择一个运行时间。 |
起始日期 | 从日历图标中选择运行时间的开始日期。 |
选择结束日期 | 当设为是时,计划任务将根据计划运行直至结束日期。 当设为否时,计划任务将根据计划从开始日期运行。 |
执行任务后,结果显示在结果菜单中。
参数 | 说明 |
|---|---|
状态 | 运行任务后的计划任务状态可能显示 OK 或 NOK。 |
控制器 | 如果适用于任务,则显示。 |
最近一次运行 | 执行计划任务的时间和日期。 |
错误 | 如果状态为 NOK,则显示错误代码示例。
|
备份许可证分发
此计划任务用于定期创建许可证分发的备份。备份存储在 ToolsTalk2 服务器上,如果 ToolsTalk 2 许可证降级,则可以使用备份再次还原带有保留许可证的控制器。
一次只能定义备份许可证分发任务类型的一个实例。
设置备份许可证分发任务。
属性
名称
输入备份的名称。
说明
为备份输入一段说明。
日程表
已启用
当设为是时,计划任务将根据计划配置运行。
当设为否时,计划任务将不运行。
工作日
在任务运行时标记一个或多个工作日。
时间
从下拉菜单中选择一个运行时间。
起始日期
从日历图标中选择运行时间的开始日期。
选择结束日期
当设为是时,计划任务将根据计划运行直至结束日期。
当设为否时,计划任务将根据计划从开始日期运行。
备份位置
文件名
为备份输入一个文件名称。
结果
状态
运行任务后的计划任务状态可能显示 OK 或 NOK。
最近一次运行
执行计划任务的时间和日期。
错误
NoWriteAccessToStorage
ExportFailed
TimedOut
从备份还原许可证分发
如果 ToolsTalk2 许可证降级,则可以使用许可证分发备份来将许可证分发再次还原到控制器。先下载许可证分发备份,然后导入下载的备份来执行还原。
下载许可证分发备份
选择系统管理选项卡
,然后转到计划任务选项卡 。在工作区中,双击备份许可证分发任务。
在结果中,选择
 下载要还原的许可证分发备份。
下载要还原的许可证分发备份。在另存为对话框中,浏览下载位置,然后选择保存。
导入许可证分发备份
现在可以使用许可证分发导入功能,通过功能管理系统选项卡  来访问供导入的已下载文件。
来访问供导入的已下载文件。
功能管理系统 (FMS)
功能管理系统介绍
在通过动态许可方案需要附加功能时,Functionality Management System(功能管理系统,FMS)将允许 Atlas Copco 客户使用所需的其他功能。
在收到采购订单后,Atlas Copco License Portal(Atlas Copco 许可证门户网站,ACLP)中的客户帐户在 24 小时内会自动接收到所购功能并可以许可证文件的形式下载这些功能。
将此功能文件(包含在许可证协议中)加载到 Local License Server (本地许可证服务器,LLS),在此进行解码并进行分配。
随之创建可以在许多控制器中使用的功能池。在需要时,可以将所需的功能项上传至控制器;当不再需要时,功能项会自动回到功能池。
在 Atlas Copco 许可证门户网站(ACLP),可以管理具有所有功能、权限的帐户并从许可证服务器返回许可证或将其返回至许可证服务器。
本文件不涉及在 ACLP 中创建和管理客户帐户。
功能管理系统定义
许可证分发 | 功能 |
|---|---|
本地许可服务器 (LLS) | 容纳功能项池以及可将功能项分发给控制器中的许可证管理器的单元。 |
Atlas Copco 许可证门户网站 (ACLP) | 可向客户发送包含所有所需功能项的许可证文件的单元。 |
许可证 | 功能项的访问权限。许可证规定了如何使用功能项的条件。 |
许可管理器 | 控制器中的功能,用于加载、管理和返回功能项。 |
虚拟站点类型 | 捆绑在一起的固定功能集的许可证。可以完整地分配到虚拟站点。 |
虚拟站点特征 | 单个控制器功能的许可证,例如,TurboTight 或 TrueAngle。 |
控制器特征 | 控制器范围功能的许可证,例如 Step Sync 或 Soft PLC。它们按控制器分配,不限于该控制器上的任何虚拟站点。 |
功能项 | 一个可以加载到控制器中以提供附加功能的软件代码。许可协议覆盖使用条件。 |
智能应用模块 (IAM) | 包含所有控制器程序、配置和结果的存储模块。某些模块还可能包括额外加载的功能项。 |
预留列表 | 分发服务器有一个功能项池。其中一些被分发给控制器,一些可自由分发。预留列表包含有关功能项分发方式的信息。 |
借用时间 | 适用于联网分发环境。控制器必须定期通过 LLS 检查,并将其功能项与预留列表同步。 |
过期许可证 | 控制器配置或程序可能会发生更改,加载的功能项与预留列表的内容之间可能会发生不匹配。在这种情况下,如果使用已在控制器上过期的功能项,将显示错误事件。 |
功能文件 | 从 ACLP 下载的二进制文件。它包含所有有效的功能项。当它被解码并存储在服务器上时,功能项池可用于分发给控制器。 |
编辑许可证类型和特征的分发
可以在控制器中添加或删除可用的许可证类型和特征。
选择系统管理选项卡
。选择功能管理系统选项卡
以显示控制器上许可证分发的概述。为特定控制器选择编辑按钮
 。一个包含可用许可证类型和特征的对话窗口将打开。
。一个包含可用许可证类型和特征的对话窗口将打开。选择每个选项卡以输入控制器上应有的每个许可证类型或特征的计数。
选择确定保存并继续。
管理许可证分发
ToolsTalk2 服务器自动存储上次成功的许可证分发状态的内部备份。可以从系统中导出此备份。
如果 ToolsTalk2 许可证降级,托管的 Flexera 许可证服务数据库已被重置(删除),则必须从 Atlas Copco Customer License Portal (ACLP) 生成一个新的许可证文件,并通过功能管理系统选项卡 上传到 ToolsTalk2。重置数据库后,许可证分发也将重置,并且必须还原。使用导出/导入许可证分发执行还原。
选择系统管理选项卡
,然后选择功能管理系统选项卡 。选择管理按钮,然后从列表中选择许可证分发...。
选择导出选项卡。
指定导出位置,然后选择导出。
导入许可证分发要求首先上传许可证文件,以便系统知道可分发多少许可证。
选择系统管理选项卡
,然后选择功能管理系统选项卡 。选择管理按钮,然后从列表中选择许可证分发...。
选择导入选项卡。
浏览到导入文件位置,然后选择导入。
 警告!此操作将删除所有现有的保留,并将许可证分发还原到导入文件中的状态。
警告!此操作将删除所有现有的保留,并将许可证分发还原到导入文件中的状态。
特征项目的分发
在功能管理系统 (FMS) 工作区,用户可以管理连接到本地许可证服务器 (LLS),并在线连接到 ToolsTalk 2 服务器的所有控制器中的许可证。
选择系统管理选项卡
。选择功能管理系统选项卡
以显示控制器上许可证分发的概述。
以下视图和信息假设已从 Atlas Copco 接收到能力文件,并将其加载到 LLS 中。
许可证分发概述
许可证分配概述由几个子选项卡组成,下面将对其进行说明。
控制器
控制器子选项卡显示在控制器之间分布的许可特征项目池。有关更详细的概述,请选择特定的行以将其展开并查看控制器的当前功能
列 | 功能 |
|---|---|
编辑 | 编辑控制器上分发的许可证数量。 |
控制器名称 | 分配给控制器的名称。 |
虚拟站点类型 | 分发给每个控制器中的许可证数量(按类型)。 |
虚拟站点特征 | 每个虚拟站点中存在的特征。 |
控制器特征 | 每个控制器中存在的特征。 |
虚拟站点类型
虚拟站点类型子选项卡显示在各个控制器之间分发的许可虚拟站点特征类型池。
列 | 功能 |
|---|---|
虚拟站点类型 | 许可证类型。 |
控制器名称 | 分配给控制器的名称。 |
计数 | 分配给控制器的许可特征类型的数量。 |
可用 | 可分配给控制器的许可特征类型的数量。 |
已激活控制器 | 许可特征类型处于活动状态的控制器的数量。 |
已保留 | 保留许可特征类型的控制器数量。 |
总数 | 可用的许可特征类型总数。 |
虚拟站点特征
虚拟站点特征子选项卡显示在各个控制器之间分布的许可虚拟站点特征项目池。
列 | 功能 |
|---|---|
虚拟站点特征 | 特征类型 |
控制器名称 | 分配给控制器的名称。 |
计数 | 分配给控制器的许可特征项目的数量。 |
可用 | 可分配给控制器的许可特征项目的数量。 |
已激活控制器 | 许可特征项目处于活动状态的控制器数量。 |
已保留 | 保留许可特征项目的控制器数量。 |
总数 | 可用的许可特征项目总数。 |
控制器特征
控制器特征子选项卡显示分布在各个控制器上的许可控制器特征项目池,这些特征项目由工具许可证决定
列 | 功能 |
|---|---|
控制器特征 | 特征类型 |
控制器名称 | 分配给控制器的名称。 |
计数 | 分配给控制器的许可特征项目的数量。 |
可用 | 可分配给控制器的许可特征项目的数量。 |
已激活控制器 | 许可特征项目处于活动状态的控制器数量。 |
已保留 | 保留许可特征项目的控制器数量。 |
总数 | 可用的许可特征项目总数。 |
FMS 便携式
FMS 便携式子选项卡显示了跨控制器分布的便携式设备的数量。
列 | 功能 |
|---|---|
FMS 便携式 | FMS 便携式设备的 ID 号。 |
控制器名称 | 分配给控制器的名称。 |
FMS 工作区特征
命令按钮
命令按钮 | 功能 |
|---|---|
管理 |
|
能力文件是包含许可证项的二进制文件。文件在 Atlas Copco 许可门户 (ACLP) 中创建并下载到客户。在分发服务器中解码时,将创建特征池,可以通过两种方式分发给控制器:
使用通过 ToolsTalk 2用户界面控制的功能管理系统服务器的联网分发系统。
使用插入到每个控制器并通过控制器用户界面进行管理的安全 U 盘的手动分发系统。它在控制器文档中有详细说明。
一般信息
列 | 功能 |
|---|---|
主机 ID | 加载了功能文件的分发服务器的唯一身份。 |
ToolsTalk2 许可证 | 当前功能级别的名称。 |
ToolsTalk2 虚拟站点 | 已配置的虚拟站点数量/可用于配置的虚拟站点总数 |
编辑许可证类型和特征的分发
可以在控制器中添加或删除可用的许可证类型和特征。
选择系统管理选项卡
。选择功能管理系统选项卡
以显示控制器上许可证分发的概述。为特定控制器选择编辑按钮
。一个包含可用许可证类型和特征的对话窗口将打开。选择每个选项卡以输入控制器上应有的每个许可证类型或特征的计数。
选择确定保存并继续。
比较配置
通过上传配置文件进行比较,可以快速比较两种配置。必须先导出文件。导出配置可以在:
系统管理
部分控制器软件和数据管理
中完成。或在:
控制器部分
完成。
比较两种配置:
转到系统管理
选项卡,然后点击比较配置
 。
。选择浏览按钮找到并上传文件。
导出的文件将有一个文件名和扩展名,就像 <Filename>.tar.gz 这样。
选择第二个浏览按钮,找到与第一个文件进行比较的文件。
选择比较。
工作区显示两个选定配置的参数列表。两个配置完全相同的参数将出现,但不突出显示。与其他文件不同的参数以黄色突出显示。
用户组
用户组概览
此功能仅对具有 ToolsTalk 2 中的管理员权限的用户可见。
ToolsTalk 2 中的用户组功能提供以下功能:
创建或删除用户组。
为文件夹和控制器分配用户访问权限。
分配用户权限以更改控制器配置和参数设置。
分配用户权限将库函数分发到多个控制器和 ToolsTalk 2 管理任务。
查看用户组:
选择左侧菜单栏中的系统管理
。选择顶部菜单栏中的用户组
 。
。
工作区表中的每一行表示可以赋予不同用户权限的一个用户组。
列标题从左到右依次为:
列 | 说明 |
|---|---|
复选框 | 如要选择或取消选择用户组。 |
名称 | 用户组名称。 |
说明 | 可选字段。 |
AD 分组 | 活动目录组名。由 IT 部门创建。 |
| 不是实际的列。 配置列表可以按字母顺序、数字顺序或时间顺序升序或降序排列。点击表标题行使箭头可见,然后点击箭头更改当前排序方向。一次显示一个箭头。 |
表中的顶行名为管理员。无法删除该用户组。
命令 | 说明 |
|---|---|
添加 | 创建一个新的用户组。将打开一个对话窗口。 |
删除 | 从组表删除一个或多个用户组。 |
用户组先决条件
可以在 ToolsTalk 2 中创建多个用户组。每个用户组可以被赋予不同的用户权限,以在 ToolsTalk 2 中创建、读取、更新和删除参数、配置和文件夹。
公司 IT 部门的网络管理员必须创建一个或多个活动目录 (AD) 组。AD 组可分配给 ToolsTalk 2 中的一个用户组。ToolsTalk 2 中的每个用户组都可以被赋予一组唯一的用户权限。
因此,必须为 ToolsTalk 2 用户权限的每个组合创建一个 AD 组。各用户被分配到一个或多个 AD 组。用户组中的所有成员具有与 ToolsTalk 2 中相同的用户权限
比如,创建以下四个组:
-
第 1 生产线的操作员。
-
第 1 生产线的管理人员。
-
工厂生产工程师。
-
生产质量经理。
各用户被分配到一个或多个组。
还可在 ToolsTalk 2 中创建四个用户组(使用相同的组名)。为每个用户组分配一个 AD 组。创建以下用户权限:
-
第 1 生产线的操作员,只能看到第 1 生产线的拧紧结果,不能更改任何配置参数。
-
第 1 生产线的管理人员,可以看到所有控制器,具有额外的用户权限来更改第 1 生产线上的控制器的配置参数。
-
工厂生产工程师,可更改第 1 生产线和第 2 生产线上的配置参数,但是不能查看所有拧紧结果。
-
生产质量经理,可以看到整个工厂的所有拧紧结果和事件日志。
创建、删除或编辑用户组
选择左侧菜单栏中的系统管理图标
。选择顶部菜单栏中的用户组图标
。工作区窗口显示用户组表。
要删除用户组,选择复选框
然后点击删除。要编辑用户组的用户权限,请双击表中的行。工作区显示配置菜单。
如要添加新的用户组,点击添加。将显示创建组弹出窗口,以下参数必须输入:
用户组名称。
可选的用户组说明。
现有 AD 组的名称。
选择添加以保存并关闭窗口。
工作区窗口显示更新的用户组表。
列 | 说明 |
|---|---|
名称 | 用户组的 ToolsTalk 2名称 |
说明 | 可选的信息字段。 |
AD 分组 | 活动目录组名称,由 IT 部门创建。包含必须具有访问 ToolsTalk 2服务器的用户权限的个人用户。 |
启用 是/否 | 仅对超级管理员凭据有效。 此功能在降级期间禁用用户组,而不是删除它们。
如果升级后已启用未设置为是,则客户端将无法为该组中的特定用户启动,并显示您无权访问该应用程序警告。 |
用户组权限菜单
选择左侧菜单栏中的系统管理图标
。选择顶部菜单栏中的用户组图标
。工作区窗口显示用户组表。
双击表中的一行以启用用户组的编辑。
组权限菜单有三个选项卡来设置用户权限。
列 | 说明 |
|---|---|
文件夹 | 为用户分配访问和修改工厂结构中的文件夹的权限。 |
控制器 | 为用户分配访问和修改所选文件夹中的控制器的权限。 |
全局功能 | 为用户分配执行 ToolsTalk 2 系统管理任务和全局库函数的权限。 |
选择文件夹选项卡,并选择用户组可以访问哪一个文件夹。
如果文件夹不可见,则文件夹中包含的控制器无法访问。
选择控制器选项卡,然后选择该组在控制器上具有的用户权限。
如果控制器可见,则可以读取所有配置和参数。
选择全局功能选项卡,并选择用户组在 ToolsTalk 2 中可以访问哪些全局功能。
文件夹用户权限
用户权限中的第一步是分配工厂结构 中的哪些文件夹可访问。
选择左侧菜单栏中的系统管理图标
。选择顶部菜单栏中的用户组图标
。工作区窗口显示用户组表。
双击表中的一行以显示菜单供编辑。
在组权限菜单中单击所需的选项卡。
为所选的用户组设置所需的用户权限。选中的复选框
表示该功能处于活动状态。可能的组合在表中进行了说明。
更改会自动保存。
工厂结构包含一个名为所有控制器的文件夹。此文件夹包含连接到 ToolsTalk 2 服务器的所有控制器。
可以创建自定义的文件夹和子文件夹,以提高可见性和控制器的逻辑分组。
参数 | 说明 | 条件 |
|---|---|---|
所有文件夹上的权限相同 | 单选按钮 如果选中,所选的用户权限适用于工厂结构中的所有文件夹(新增)。 | 如果未选中: 如果更改了工厂结构,可能需要更新某些文件夹的用户权限。 |
为各文件夹手动设定权限 | 如果选中,所选择的用户权限仅适用于工厂结构中的选定文件夹。 | |
读取 | 复选框 用户组可查看文件夹及其内容。 | 如果未选中: 文件夹及其内容对用户组不可见。 |
更新 | 复选框 用户组可以从文件夹移动、复制和删除控制器或反之。 | |
创建和删除 | 复选框 使用文件夹的创建和删除权限,用户可以创建和删除文件夹中的子文件夹。 通过所有控制器文件夹的创建和删除权限,用户还可以从 ToolsTalk 2 中删除控制器。 通过所有文件夹(包括新增)的创建和删除权限,用户还可以删除主文件夹。 |
没有标记用户权限的文件夹对于工厂结构 中的用户组是不可见的。
文件夹的最低用户权限级别为读取。此级别使文件夹可见,其子文件夹和控制器的内容也可见。
如果控制器可见,则可以至少读取其配置和参数。可以向用户组分配其他用户权限。
控制器用户权限
用户权限的第二步是分配组在可在工厂结构 中访问的所选控制器上有哪些权限。
如果控制器可见,则可以读取配置和参数。可以向用户组提供其他指定的用户权限。
选择左侧菜单栏中的系统管理图标
。选择顶部菜单栏中的用户组图标
。工作区窗口显示用户组表。
双击表中的一行以显示菜单供编辑。
在组权限菜单中单击所需的选项卡。
为所选的用户组设置所需的用户权限。选中的复选框
表示该功能处于活动状态。可能的组合在表中进行了说明。
更改会自动保存。
参数 | 说明 | 条件 |
|---|---|---|
所有控制器(新增)权限相同 | 单选按钮 如果选中,所选的用户权限适用于工厂结构中的所有可见控制器(新增)。 | 如果未选中: 如果更改了工厂结构,例如,如果添加了新的控制器,则需要更新控制器的用户权限。 |
为各控制器手动设定权限 | 单选按钮 如果选中,所选择的用户权限仅适用于工厂结构中的选定控制器。 | |
更新 | 复选框 用户组的成员可以:
| |
创建和删除 | 复选框 用户组“创建和删除”的成员具有以下权限:
| |
| 打开文件夹并显示内容。 | |
 | 关闭文件夹并隐藏内容。 | |
(X/Y) | 在所选中的文件夹中的所有 Y 个控制器中,有 X 个控制器拥有所选的权限 |
没有标记用户权限的文件夹对于工厂结构 中的用户组是不可见的。
文件夹的最低用户权限级别为读取。此级别使文件夹可见,其子文件夹和控制器的内容也可见。
如果控制器可见,则可以至少读取其配置和参数。可以向用户组分配其他用户权限。
全局功能用户权限
用户权限中的第三步是分配 ToolsTalk 2中的哪些全局功能可访问。
选择左侧菜单栏中的系统管理图标
。选择顶部菜单栏中的用户组图标
。工作区窗口显示用户组表。
双击表中的一行以显示菜单供编辑。
在组权限菜单中单击所需的选项卡。
为所选的用户组设置所需的用户权限。选中的复选框
表示该功能处于活动状态。可能的组合在表中进行了说明。
更改会自动保存。
如果用户组拥有控制器的创建和删除用户权限级别,则可以创建和编辑所有控制器配置。
全局功能是一组 ToolsTalk 2 管理功能和库函数,其图标位于左侧菜单中。用户组可被赋予对全局功能的不同用户权限。
如果某个功能不允许使用用户权限,则用户无法访问该功能,且看不到该图标。
功能 | 选择 | 说明 |
|---|---|---|
全局功能:报告  | ||
结果  | 已启用 | 如果选中,用户组可以看到所选控制器的结果工作区。 如果未选中,则图标在 ToolsTalk 2中不可见 |
事件 | 已启用 | 如果选中,用户组可以看到所选控制器的事件工作区。 如果未选中,则图标在 ToolsTalk 2中不可见 |
功能 | 选择 | 说明 |
|---|---|---|
全局功能:系统管理  | ||
计划导出和导入 | 已启用 | 如果选中,用户组可以查看和配置用于计划导出和导入配置和参数的参数。 如果未选中,则图标在 ToolsTalk 2中不可见 |
控制器软件和数据管理 | 已启用 | 如果选中,用户组可以查看并配置所选控制器的软件更新。 如果未选中,则图标在 ToolsTalk 2中不可见 |
功能管理系统 | 已启用 | 如果选中,用户组可以管理许可的功能,并从选定的控制器加载和移除功能。 如果未选中,则图标在 ToolsTalk 2中不可见 |
用户组管理 | 已启用 | 如果选中,用户组可以查看和配置用户组用户权限。 如果未选中,则图标在 ToolsTalk 2中不可见 |
计划批准
| 已启用 | 如果已标记,则用户组可以发送程序以供批准,也可以批准或拒绝程序。 如果未选中,则图标在 ToolsTalk 2中不可见。 |
功能 | 选择 | 说明 |
|---|---|---|
全局功能:库  | ||
控制器配置库 程序库 配置库 现场总线库 | 读取 | 如果选中,用户组可以查看和读取库中的参数。 如果未选中,则图标在 ToolsTalk 2中不可见 |
控制器配置库 程序库 配置库 现场总线库 | 更新 | 如果选中,用户组可以查看和编辑库中的参数。订阅库的控制器将自动更新。 |
控制器配置库 程序库 配置库 现场总线库 | 创建和删除 | 如果选中,用户组可以创建、编辑和删除库中的配置。订阅库的控制器将自动更新。 |
控制器配置库 程序库 配置库 现场总线库 | 分配 | 如果选中,用户组可以创建、编辑和删除库中的配置。订阅库的控制器将自动更新。 此外,分发用户权限允许用户组将全局配置分发给先前未订阅库配置的控制器。 全局配置将在受影响的控制器中创建。 |
程序批准
本节介绍了拧紧或拧松程序的批准过程。程序批准由具有批准权限的用户管理,适用于 Power Focus 6000、PF6 FlexSystem 和 StepSync 控制器。
发送程序供批准
在工厂结构工作区
中选择一个控制器。在工具栏上,选择拧紧程序
。拧紧程序概述显示拧紧程序列表。
选中需要发送以供批准的程序的复选框。
只有已推送到控制器的程序才能发送以供批准。
选择管理,然后选择发送供批准。
现在可以看到该程序,并可以在程序批准
 选项卡中批准或拒绝该程序。
选项卡中批准或拒绝该程序。
复制和粘贴拧紧程序不会复制批准状态。复制的程序的状态为未定义。
程序批准工作区
转到系统管理,
然后选择程序批准。程序批准概述显示了具有待定程序批准的控制器列表。
选择控制器以展开并查看程序列表。
列 | 说明 |
|---|---|
复选框 | 勾选复选框选择程序。 |
名称 | 拧紧或拧松程序的名称。 |
最后更改 | 最后进行的更改,用 ToolsTalk 2时间表示。 |
更改人 | 指出进行最后更改的是哪个用户。 |
最后批准 | 对程序最后进行的批准,以控制器时间表示。 |
最后批准人 | 指示哪个用户最后批准了该程序。 |
批准状态 | 程序的批准状态。 |
审批状态
状态 | 说明 |
|---|---|
未定义 | 在 ToolsTalk 2软件和控制器中创建的所有新程序的状态均为未定义。 |
待批准 | 该程序已发送以供批准。 |
已批准 | 该程序已批准,可以在控制器上使用。 |
未批准 | 程序正在更改/优化。程序一旦完成就可以发送以供批准。 |
已拒绝 | 程序被批准人拒绝,需要更正。 |
不论批准状态如何,都可以使用所有程序。批准状态不影响任何程序的操作功能。
程序进入批准工作流程后,它将始终具有一个状态。只有从未发送供批准的程序的状态为“未定义”
批准或拒绝程序
只有具有程序批准用户权限的用户才能批准或拒绝发送供批准的程序。此功能仅在许可证级别 Line Manager 中可用。
转到系统管理,
然后选择程序批准。程序批准概述显示了具有待定程序批准的控制器列表。
选择控制器以展开并查看程序列表。
选中您要批准/拒绝的程序的复选框。
选择管理,然后选择批准或拒绝。
使用拧紧程序选项卡
在工厂结构工作区
中选择一个控制器。在工具栏上,选择拧紧程序
。拧紧程序概述显示拧紧程序列表。
列表包含以下几列:
列 | 说明 |
|---|---|
复选框 | 勾选复选框选择拧紧程序。 |
名称 | 拧紧程序的名称。推送指示符 |
策略 | 为拧紧程序选定的拧紧策略。 |
库链接 | 指示程序是否链接到拧紧程序库中的全局拧紧程序。 |
目标 | 最终拧紧目标可表示为扭矩值或角度值。 |
最后更改 | 最后进行的更改,用 ToolsTalk 2 时间表示。 |
更改人 | 指出进行最后更改的是哪个用户。 |
控制器更新时间 | 推送到控制器的最后更改,用控制器时间表示。 |
控制器更新人 | 指出执行最后推送到控制器的是哪个用户。 |
批准状态 | 拧紧或拧松程序的批准状态 |
字段更改人可以是 ToolsTalk 2 注册用户,因为它是通过 ToolsTalk 2 图形用户界面完成的。
字段控制器更新人可以是 ToolsTalk 2 注册用户,通过 web 图形用户界面或通过控制器图形用户界面进行。
命令 | 说明 |
|---|---|
添加 | 创建新的拧紧程序。 |
添加至库 | 将本地拧紧程序转换为全局拧紧程序。 |
取消链接 | 将全局拧紧程序转换为本地拧紧程序。 |
比较 | 比较两个选定的拧紧程序。它们必须有相同的策略。 |
删除 | 从列表中删除所选的拧紧程序。 |
拧紧策略
通过选择拧紧策略,可以选择对连接件施加夹紧力(或预载荷)的方法。对于如何施加所需的夹紧力以及如何最大限度地减少不必要的“在使用中”效果,不同的连接件需要有不同的策略。
拧紧策略需要一个目标,即目标扭矩或目标角度值,选项取决于策略和工具。可对所有其他参数进行配置以优化拧紧。
参数 | 说明 | 默认值 |
|---|---|---|
策略 | 可用的拧紧策略。 TurboTight:默认情况下,不使用额外的拧紧行为。仅使用目标值。 Quick step(快速拧紧):添加一个初始拧紧步骤,以减小预载荷分布。 Two step(两步拧紧):在第一个和最后一个拧紧步骤之间添加暂停来抵消短期松弛效果。 Three step(三步拧紧):拧紧到定义的第一扭矩值,然后拧松螺钉并立即重新将其拧紧到目标扭矩。 Rotate(旋转):以指定速度和角度转动转轴。 Four step(四步拧紧):拧紧策略分为四个单独的步骤。可以分别关掉这些步骤。 扳手 - 生产:仅用于 Stwrench 工具的拧紧策略。 扳手 - 质量:仅用于 Stwrench 工具的拧紧策略。 TensorPulse:用于带脉冲功能的工具的拧紧策略。脉冲工具可产生更高的目标扭矩。只能选择有目标扭矩 脉冲 - 单步:用于带脉冲功能的工具的拧紧策略。脉冲工具可产生更高的目标扭矩。只能选择有目标扭矩 | TurboTight |
目标值类型 | 定义最后一步的目标值类型。 目标扭矩:执行最后一步时,拧紧到指定的目标值。 目标角度:执行最后一步时,拧紧到指定的目标值。 |
|
目标扭矩 | 定义最后一步拧紧的目标扭矩。 |
|
目标角度 | 定义最后一步拧紧的目标角度。 |
|
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
TurboTight
TurboTight 是默认的拧紧策略,其设计旨在根据工具的最大速度(工具最大速度)执行一个速度很快且符合人体工学的拧紧操作。该策略只需要设置目标扭矩,便可执行拧紧操作。具体取决于连接件特性,例如,如果连接件很硬或很软,则可能需要使用不同的拧紧策略。
如果 TurboTight 拧紧策略产生了不好的结果,建议查看旋入完成扭矩是如何设置的。旋入完成扭矩设置过高会导致给 TurboTight 拧紧策略在拧紧步骤进行所需计算提供的时间过少,从而造成超过该值。目标是将旋入完成扭矩设置为尽可能接近贴合的扭矩值。
旋入速度设置过高还可能导致 TurboTight 拧紧策略没有充足的时间在拧紧步骤进行所需计算,从而导致超过该值。如果连接件非常硬,避免这一点更为重要。
下表列出了 Turbotight 拧紧策略的所有参数。一些参数是必需项,一些参数为可选项,一些参数则为条件项。
如果条件无效,条件参数不会显示在配置菜单中,这与某个功能被禁用是一样的。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标扭矩 |
| 定义拧紧最后一步的目标扭矩。 |
|
剩余扭矩校正系数 | 一个在由工具测量的动态扭矩与正确夹紧力所需的剩余扭矩之间进行补偿的调整系数。 以百分比表示。 | 100 % | |
扭矩限值 |
| 通过单选按钮选择。 最大和最小扭矩值可自动或手动选择。 |
|
最小扭矩 | 扭矩限值 = 手动 | 下限扭矩值。 | 目标扭矩的 95% |
扭矩最大值 | 扭矩限值 = 手动 | 上限扭矩值。 | 目标扭矩的 120% |
角度限值 |
| 角度限值从快捷菜单中选择。 关闭:无角度限值监控。 从旋入完成开始:监控窗口设置为从达到旋入完成扭矩时开始。 从扭矩:监控窗口设置为从达到规定扭矩值时开始。 |
|
最终角度监测扭矩 | 角度限值 = 从扭矩开始 | 从监控角度限值的位置开始的扭矩值。 |
|
最小角度 | 角度限值 = 开启 | 角度值下限 | 90° |
最大角度 | 角度限值 = 开启 | 角度值上限 | 720° |
最短时间 | 角度限值 = 开启 | 步骤的最短时间 范围 0 - 99999 ms | 0 |
最长时间 | 角度限值 = 开启 | 步骤的最长时间 范围 1 - 99999 ms | 40 ms |
扭矩测量条件 |
| 通过快捷菜单选择: 最大扭矩值:在拧紧时测量最高的扭矩值。 达到峰值角度时的值:在达到最高角度值时测量扭矩值。 停止:在开始停止阶段之前测量扭矩值。 |
|
扭矩补偿 |
| 通过快捷菜单选择: 开启:在扭矩补偿点旋入期间用测得的扭矩补偿最终扭矩值。 关闭:不应用扭矩补偿值。 | 关闭 |
扭矩补偿点 | 扭矩补偿 = On | 扭矩补偿点可通过从旋入完成位置返回指定角度来设置。
| 45° |
角度测量条件 | 角度限值 = 开启 | 通过快捷菜单选择: 达到峰值扭矩时的值:测量拧紧期间最大扭矩处的角度值。 最大角度值:测量拧紧期间的最大角度值。 停止:在开始停止阶段之前测量角度值。 | |
早期扭矩丢失检测时间 | 从旋入完成开始,程序可能开始拧紧,扭矩增大。如果工具在该时间段检测到扭矩减小,则可能发生了滑落 如果套筒从螺钉头上滑落且在指定时间内测得的扭矩减小至旋入完成扭矩以下,则拧紧被中止,早期扭矩丢失将被报告。 | 200 ms |
工具图标  下的工具限值菜单提供有关最大工具限值的信息。工具类型和限值也会影响与拧紧程序相关的拧松策略和参数。
下的工具限值菜单提供有关最大工具限值的信息。工具类型和限值也会影响与拧紧程序相关的拧松策略和参数。
例如,当使用 TurboTight 策略时,脉冲 SR31 工具具有比正常工具高得多的扭矩值。必须正确配置 TurboLoening 才能拧松螺丝。
快速拧紧步骤
快速拧紧步骤是一种通过添加以给定扭矩和速度进行的初始拧紧步骤,然后在最后阶段降低目标转速,来减少连接件预载荷分布的拧紧策略。
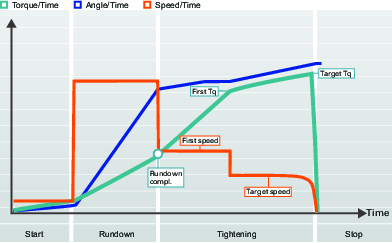
下表列出了快速步骤拧紧策略的所有参数。一些参数是必需项,一些参数为可选项,一些参数则为条件项。
如果条件无效,条件参数不会显示在配置菜单中,这与某个功能被禁用是一样的。
扭矩值作为最终目标的参数
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标 |
| 扭矩或角度可从快捷菜单中选择。 |
|
第一扭矩 | 目标 = 扭矩 |
|
|
第一速度 |
| 第一速度可自动或手动选择。 |
|
第一速度 | 第一速度 = 手动 | 规定第一步骤期间的工具速度。 |
|
目标速度 |
| 目标速度可自动或手动选择。 |
|
目标速度 | 目标速度 = 手动 | 规定最后一步的工具速度。 |
|
目标扭矩 |
| 定义拧紧最后一步的目标扭矩。 |
|
扭矩限值 |
| 最大和最小扭矩值可自动或手动选择。 |
|
最小扭矩 | 扭矩限值 = 手动 | 下限扭矩值。 | 目标扭矩的 95% |
扭矩最大值 | 扭矩限值 = 手动 | 上限扭矩值。 | 目标扭矩的 120% |
角度限值 |
| 角度限值从快捷菜单中选择。 关闭:无角度限值监控。 从旋入完成开始:监控窗口设置为从达到旋入完成扭矩值时开始。 从第一扭矩开始:监控窗口设置为从达到第一扭矩值时开始。 从扭矩:监控窗口设置为从达到规定扭矩值时开始。 |
|
最终角度监测扭矩 | 角度限值 = 从扭矩开始 | 从监控角度限值的位置开始的扭矩值。 |
|
最小角度 | 角度限值 = 开启 | 角度值下限。 | 324° |
最大角度 | 角度限值 = 开启 | 角度值上限。 | 396° |
最短时间 | 角度限值 = 开启 | 阶段最短时间。 范围 0 - 99999 ms | 0 ms |
最长时间 | 角度限值 = 开启 | 该阶段的最长时间。 范围 1 - 99999 ms | 1000 ms |
扭矩测量条件 |
| 最大扭矩值:在拧紧时测量最高的扭矩值。 达到峰值角度时的值:在达到最高角度值时测量扭矩值。 停止:在开始停止阶段之前测量扭矩值。 |
|
扭矩补偿 |
| 开启:在扭矩补偿点旋入期间用测得的扭矩补偿最终扭矩值。 关闭:不应用扭矩补偿值。 | 关闭 |
扭矩补偿点 | 扭矩补偿 = On | 扭矩补偿点可通过从旋入完成位置返回指定角度来设置。
| 45° |
角度测量条件 | 角度限值 = 开启 | 达到峰值扭矩时的值:测量拧紧期间最大扭矩处的角度值。 最大角度值:测量拧紧期间的最大角度值。 停止:在开始停止阶段之前测量角度值。
| |
早期扭矩丢失检测时间 | 200 ms | ||
电流监测 | 开启:电流监测启用。 关闭:电流监测禁用。 电流监测被用作测量扭矩的冗余检查,以确保扭矩读数准确无误。 | ||
停止电流上限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于工具最大电流。 | |
停止电流下限 | 电流监测 = 开启 | 电流值必须大于 0 且小于电流上限。 |
下表列出了快速步骤拧紧策略的所有参数。一些参数是必需项,一些参数为可选项,一些参数则为条件项。
如果条件无效,条件参数不会显示在配置菜单中,这与某个功能被禁用是一样的。
角度值作为最终目标的参数
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标 |
| 扭矩或角度可从快捷菜单中选择。 |
|
第一扭矩 | 目标 = 角度 |
|
|
第一速度 |
| 第一速度可自动或手动选择。 |
|
第一速度 | 第一速度 = 手动 | 规定第一步骤期间的工具速度。 |
|
目标速度 |
| 目标速度可自动或手动选择。 |
|
目标速度 | 目标速度 = 手动 | 规定最后一步的工具速度 |
|
最小扭矩 | 下限扭矩值。 | 目标扭矩的 95% | |
扭矩最大值 | 上限扭矩值。 | 目标扭矩的 120% | |
目标角度 |
| 最后一步的目标值。 |
|
角度限值 |
| 自动:通过算法自动设置。 手动:限值通过手动方式设置。 |
|
最小角度 | 角度限值 = 手动 | 角度值下限 | 324° |
最大角度 | 角度限值 = 手动 | 角度值上限 | 396° |
最短时间 | 角度限值 = 手动 | 阶段最短时间 范围 0 - 99999 ms | 0 ms |
最长时间 | 角度限值 = 手动 | 阶段最长时间 范围 1 - 99999 ms | 1000 ms |
扭矩测量条件 |
| 最大扭矩值:在拧紧时测量最高的扭矩值。 达到峰值角度时的值:在达到最高角度值时测量扭矩值。 停止:在开始停止阶段之前测量扭矩值。 |
|
扭矩补偿 |
| 开启:在扭矩补偿点旋入期间用测得的扭矩补偿最终扭矩值。 关闭:不应用扭矩补偿值。 | 关闭 |
扭矩补偿点 | 扭矩补偿 = On | 扭矩补偿点可通过从旋入完成位置返回指定角度来设置。 | 45° |
早期扭矩丢失检测时间 | 200 ms | ||
电流监测 | 开启:电流监测启用。 关闭:电流监测禁用。 电流监测被用作测量扭矩的冗余检查,以确保扭矩读数准确无误。 | ||
停止电流上限 | 电流监测 = 开启 | 电流值必须大于 0 且小于工具最大电流。 | |
停止电流下限 | 电流监测 = 开启 | 电流值必须大于 0 且小于电流上限。 |
两步拧紧
两步拧紧策略与“快速步骤”策略非常相似,只不过前者略微增加了第一步和最后一步之间的时间延迟,用以进一步抵消连接件中的短期松弛效果。
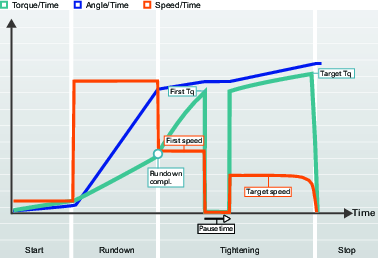
当达到第一个目标值时,工具立即停止,经过一段规定的时间后,继续进行最后拧紧步骤。应选择第一扭矩值和暂停时间,以便改善手持工具的人体工学。
下表列出了两步拧紧策略的所有参数。一些参数是必需项,一些参数为可选项,一些参数则为条件项。
如果条件无效,条件参数不会显示在配置菜单中,这与某个功能被禁用是一样的。
扭矩值作为最终目标的参数。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标 |
| 扭矩或角度可从快捷菜单中选择: |
|
第一扭矩 | 目标 = 扭矩 |
|
|
第一速度 |
| 通过单选按钮选择。 第一速度可自动或手动选择 |
|
第一速度 | 第一速度 = 手动 | 规定第一步骤期间的工具速度 |
|
目标速度 |
| 通过单选按钮选择。 目标速度可自动或手动选择 |
|
目标速度 | 目标速度 = 手动 | 规定最后一步的工具速度 |
|
暂停时间 | 策略 = 两步 | 第一步和最后一步之间的时间 | 50 ms |
目标扭矩 |
| 定义拧紧最后一步的目标扭矩 |
|
扭矩限值 |
| 通过单选按钮选择。 最大和最小扭矩值可自动或手动选择 |
|
最小扭矩 | 扭矩限值 = 手动 | 下限扭矩值 | 目标扭矩的 95% |
扭矩最大值 | 扭矩限值 = 手动 | 上限扭矩值 | 目标扭矩的 120% |
角度限值 |
| 角度限值通过快捷菜单激活。 关闭:无角度限值监控。 从旋入完成开始:监控窗口设置为从达到旋入完成扭矩时开始。 从第一扭矩开始:监控窗口设置为从达到第一扭矩时开始。 从扭矩:监控窗口设置为从达到规定扭矩值时开始。 |
|
最终角度监测扭矩 | 角度限值 = 从扭矩开始 | 从监控角度限值的位置开始的扭矩值 |
|
最小角度 | 角度限值 = 开启 | 角度值下限 | 324° |
最大角度 | 角度限值 = 开启 | 角度值上限 | 396° |
最短时间 | 角度限值 = 开启 | 阶段最短时间 范围 0 - 99999 ms | 0 ms |
最长时间 | 角度限值 = 开启 | 阶段最长时间 范围 1 - 99999 ms | 1000 ms |
扭矩测量条件 |
| 通过快捷菜单选择: 最大扭矩值:在拧紧时测量最高的扭矩值。 达到峰值角度时的值:在达到最高角度值时测量扭矩值。 停止:在开始停止阶段之前测量扭矩值。 |
|
扭矩补偿 |
| 通过快捷菜单选择: 开启:在扭矩补偿点旋入期间用测得的扭矩补偿最终扭矩值。 关闭:不应用扭矩补偿值。 | 关闭 |
扭矩补偿点 | 扭矩补偿 = On | 扭矩补偿点可通过从旋入完成位置返回指定角度来设置。
| 45° |
角度测量条件 | 角度限值 = 开启 | 通过快捷菜单选择: 达到峰值扭矩时的值:测量拧紧期间最大扭矩处的角度值。 最大角度值:测量拧紧期间的最大角度值。 停止:在开始停止阶段之前测量角度值。
| |
早期扭矩丢失检测时间 | 200 ms | ||
电流监测 | 通过快捷菜单选择: 开启:电流监测启用。 关闭:电流监测禁用。 电流监测被用作测量扭矩的冗余检查,以确保扭矩读数准确无误。 | ||
停止电流上限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于工具最大电流。 | |
停止电流下限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于电流上限。 |
下表列出了两步拧紧策略的所有参数。一些参数是必需项,一些参数为可选项,一些参数则为条件项。
如果条件无效,条件参数不会显示在配置菜单中,这与某个功能被禁用是一样的。
角度值作为最终目标的参数。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标 |
| 扭矩或角度可从快捷菜单中选择: |
|
第一扭矩 | 目标 = 角度 |
|
|
第一速度 |
| 通过单选按钮选择。 第一速度可自动或手动选择 |
|
第一速度 | 第一速度 = 手动 | 规定第一步骤期间的工具速度 |
|
目标速度 |
| 通过单选按钮选择。 目标速度可自动或手动选择 |
|
目标速度 | 目标速度 = 手动 | 规定最后一步的工具速度 |
|
暂停时间 | 策略 = 两步 | 第一步和最后一步之间的时间 | 50 ms |
最小扭矩 | 下限扭矩值 | 目标扭矩的 95% | |
扭矩最大值 | 上限扭矩值 | 目标扭矩的 120% | |
目标角度 |
| 最后一步的目标值 |
|
角度限值 |
| 角度限值通过快捷菜单激活。 自动:通过算法自动设置。 手动:限值通过手动方式设置。 |
|
最小角度 | 角度限值 = 手动 | 角度值下限 | 324° |
最大角度 | 角度限值 = 手动 | 角度值上限 | 396° |
最短时间 | 角度限值 = 手动 | 阶段最短时间 范围 0 - 99999 ms | 0 ms |
最长时间 | 角度限值 = 手动 | 阶段最长时间 范围 1 - 99999 ms | 1000 ms |
扭矩测量条件 |
| 通过快捷菜单选择: 最大扭矩值:在拧紧时测量最高的扭矩值。 达到峰值角度时的值:在达到最高角度值时测量扭矩值。 停止:在开始停止阶段之前测量扭矩值。 |
|
扭矩补偿 |
| 通过快捷菜单选择: 开启:在扭矩补偿点旋入期间用测得的扭矩补偿最终扭矩值。 关闭:不应用扭矩补偿值。 | 关闭 |
扭矩补偿点 | 扭矩补偿 = On | 扭矩补偿点可通过从旋入完成位置返回指定角度来设置。
| 45° |
早期扭矩丢失检测时间 | 200 ms | ||
电流监测 | 通过快捷菜单选择: 开启:电流监测启用。 关闭:电流监测禁用。 电流监测被用作测量扭矩的冗余检查,以确保扭矩读数准确无误。 | ||
停止电流上限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于工具最大电流。 | |
停止电流下限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于电流上限。 |
三步拧紧
三步拧紧策略在第一步和最后一步之间添加了一个拧松步骤,以消除由于嵌入导致的短期松弛,并减少预载荷分布。这有时被用于调节连接件的状况。例如,这在接合件具有许多接合表面时很有用,并且由于新部件表面光滑减少了嵌入,对新部件的作用比旧部件更大。
调节连接件通过以下步骤完成:在第一步中拧紧到给定的扭矩(第一扭矩),然后通过将螺母旋转一个指定的调节角度来释放载荷,最后重新将螺母拧紧到其目标扭矩。
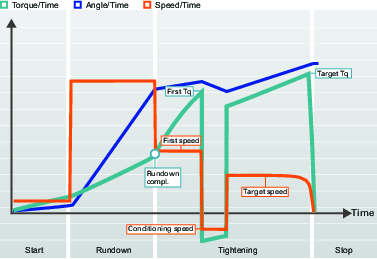
下表列出了三步拧紧策略的所有参数。一些参数是必需项,一些参数为可选项,一些参数则为条件项。
如果条件无效,条件参数不会显示在配置菜单中,这与某个功能被禁用是一样的。
下表对最终目标 = 扭矩有效。
当达到第一个目标值并输入了调节步骤时,工具在进行最后拧紧步骤前立即停止并反转。这个调节步骤可能需要进行微调,以便改善手持工具的人体工学。
扭矩值作为最终目标的参数。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标 |
| 扭矩或角度可从快捷菜单中选择: |
|
第一扭矩 | 目标 = 扭矩 |
|
|
第一速度 |
| 通过单选按钮选择。 第一速度可自动或手动选择 |
|
第一速度 | 第一速度 = 手动 | 规定第一步骤期间的工具速度 |
|
调节角度 | 策略 = 三步 | 调节步骤期间向后旋转套筒的角度 | 180° |
调节速度 | 策略 = 三步 | 调节步骤期间向后旋转的目标速度 | 345 rpm |
目标速度 |
| 通过单选按钮选择。 目标速度可自动或手动选择 |
|
目标速度 | 目标速度 = 手动 | 规定最后一步的工具速度 |
|
目标扭矩 |
| 定义拧紧最后一步的目标扭矩 |
|
扭矩限值 |
| 通过单选按钮选择。 最大和最小扭矩值可自动或手动选择 |
|
最小扭矩 | 扭矩限值 = 手动 | 下限扭矩值 | 目标扭矩的 95% |
扭矩最大值 | 扭矩限值 = 手动 | 上限扭矩值 | 目标扭矩的 120% |
角度限值 |
| 角度限值通过快捷菜单激活。 关闭:无角度限值监控。 从旋入完成开始:监控窗口设置为从达到旋入完成扭矩时开始。 从第一扭矩开始:监控窗口设置为从达到第一扭矩时开始。 从扭矩:监控窗口设置为从达到规定扭矩值时开始。 |
|
最终角度监测扭矩 | 角度限值 = 从扭矩开始 | 从监控角度限值的位置开始的扭矩值 |
|
最小角度 | 角度限值 = 开启 | 角度值下限 | 324° |
最大角度 | 角度限值 = 开启 | 角度值上限 | 396° |
最短时间 | 角度限值 = 开启 | 步骤的最短时间 范围 0 - 99999 ms | 0 ms |
最长时间 | 角度限值 = 开启 | 步骤的最长时间 范围 1 - 99999 ms | 1000 ms |
扭矩测量条件 |
| 通过快捷菜单选择: 最大扭矩值:在拧紧时测量最高的扭矩值。 达到峰值角度时的值:在达到最高角度值时测量扭矩值。 停止:在开始停止步骤之前测量扭矩值。 |
|
扭矩补偿 |
| 通过快捷菜单选择: 开启:在扭矩补偿点旋入期间用测得的扭矩补偿最终扭矩值。 关闭:不应用扭矩补偿值。 | 关闭 |
扭矩补偿点 | 扭矩补偿 = On | 扭矩补偿点可通过从旋入完成位置返回指定角度来设置。
| 45° |
角度测量条件 | 角度限值 = 开启 或最终目标 = 角度 | 通过快捷菜单选择: 达到峰值扭矩时的值:测量拧紧期间最大扭矩处的角度值。 最大角度值:测量拧紧期间的最大角度值。 停止:在开始停止步骤之前测量角度值。
| |
早期扭矩丢失检测时间 | 200 ms | ||
电流监测 | 通过快捷菜单选择: 开启:电流监测启用。 关闭:电流监测禁用。 电流监测被用作测量扭矩的冗余检查,以确保扭矩读数准确无误。 | ||
停止电流上限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于工具最大电流。 | |
停止电流下限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于电流上限。 |
下表列出了三步拧紧策略的所有参数。一些参数是必需项,一些参数为可选项,一些参数则为条件项。
如果条件无效,条件参数不会显示在配置菜单中,这与某个功能被禁用是一样的。
扭矩值作为最终目标的参数。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标 |
| 扭矩或角度可从快捷菜单中选择: |
|
第一扭矩 | 目标 = 角度 |
|
|
第一速度 |
| 通过单选按钮选择。 第一速度可自动或手动选择 |
|
第一速度 | 第一速度 = 手动 | 规定第一步骤期间的工具速度 |
|
调节角度 | 策略 = 三步 | 调节步骤期间反向旋转套筒的角度 | 180° |
调节速度 | 策略 = 三步 | 调节步骤期间反向旋转的目标速度 | 345 rpm |
目标速度 |
| 通过单选按钮选择。 目标速度可自动或手动选择 |
|
目标速度 | 目标速度 = 手动 | 规定最后一步的工具速度 |
|
最小扭矩 | 下限扭矩值 | 目标扭矩的 95% | |
扭矩最大值 | 上限扭矩值 | 目标扭矩的 120% | |
目标角度 |
| 最后一步的目标值 |
|
角度限值 |
| 角度限值通过快捷菜单激活。 自动:通过算法自动设置。 手动:限值通过手动方式设置。 |
|
最小角度 | 角度限值 = 手动 | 角度值下限 | 324° |
最大角度 | 角度限值 = 手动 | 角度值上限 | 396° |
最短时间 | 角度限值 = 手动 | 步骤的最短时间 范围 0 - 99999 ms | 0 ms |
最长时间 | 角度限值 = 手动 | 步骤的最长时间 范围 1 - 99999 ms | 1000 ms |
扭矩测量条件 |
| 通过快捷菜单选择: 最大扭矩值:在拧紧时测量最高的扭矩值。 达到峰值角度时的值:在达到最高角度值时测量扭矩值。 停止:在开始停止步骤之前测量扭矩值。 |
|
扭矩补偿 |
| 通过快捷菜单选择: 开启:在扭矩补偿点旋入期间用测得的扭矩补偿最终扭矩值。 关闭:不应用扭矩补偿值。 | 关闭 |
扭矩补偿点 | 扭矩补偿 = On | 扭矩补偿点可通过从旋入完成位置返回指定角度来设置。
| 45° |
早期扭矩丢失检测时间 | 200 ms | ||
电流监测 | 通过快捷菜单选择: 开启:电流监测启用。 关闭:电流监测禁用。 电流监测被用作测量扭矩的冗余检查,以确保扭矩读数准确无误。 | ||
停止电流上限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于工具最大电流。 | |
停止电流下限。 | 电流监测 = 开启 | 电流值必须大于 0 且小于电流上限。 |
四步拧紧策略
四步拧紧策略分为单独的阶段,可以切换为开启或关闭,以定制拧紧任务。
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
每个步骤都具有目标值并且可以监控其他值并按如下划分:
步骤 | 功能 |
|---|---|
启动 | 开始步骤用于接合螺纹并且发现拧紧是否已发生。 |
旋入 | 旋入步骤用于将螺钉旋入到贴合位置。 |
拧紧 | 拧紧步骤用于将螺钉拧紧到规定的扭矩水平,并且可分为若干步骤。最终目标值可以是目标扭矩或目标角度。 |
停止 | 停止步骤用于以人体工学的方式结束拧紧。 |
示例 1:如果开始和旋入步骤用于将螺钉拧紧到贴合状态,那么最终拧紧可以在稍后步骤实现。
示例 2:如果拧紧步骤在之前的贴合水平拧紧中使用,则可以进行最终装配来将连接件拧紧到最终目标值。
参数定义
不同的参数控制着四步拧紧。为阐明参数及其位置,它们综合显示于速度对时间、角度对时间和扭矩对时间曲线中。
本文采用图形表示,以描述配置设定及参数值的解释。任何图形用户界面并未使用图形。
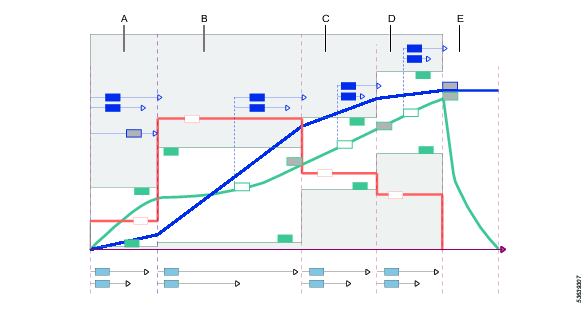
A | 开始阶段 |
B | 旋入阶段 |
C | 拧紧阶段:第一步 |
D | 拧紧阶段:最后一步 |
E | 停止阶段 |
四步拧紧参数 — 开始阶段
在开始步骤监控时间、扭矩和角度。本步骤有一个角度为目标。
本文采用图形表示,以描述配置设定及参数值的解释。任何图形用户界面并未使用图形。
该步骤定义为从触发器按下直到达到指定的目标角度。
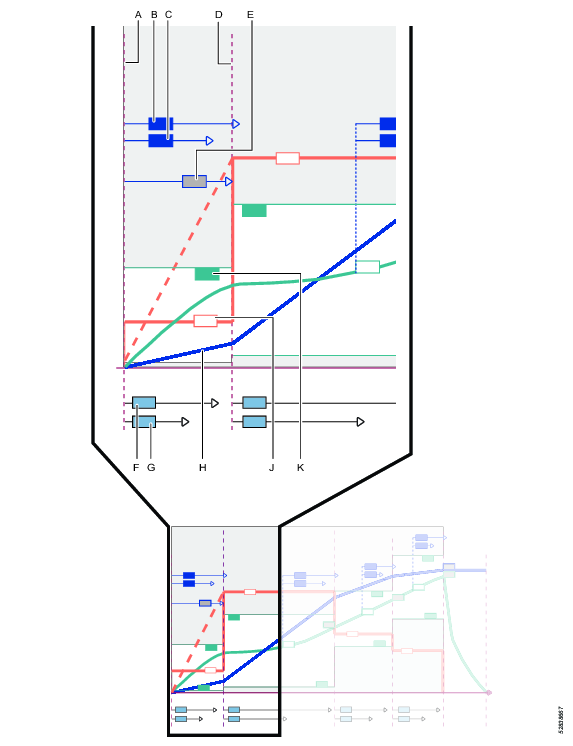
A | 按下触发器 |
B | 最大角度(监测) |
C | 最小角度(监测) |
D | 开始步骤结束 |
E | 开始步骤目标角度 |
F | 最短时间(监测) |
G | 最长时间(监测) |
H | 角度曲线 |
J | 速度曲线 |
K | 扭矩最大值(监测) |
本表列出各种可用的参数。仅提供部分参数,如果启用某项功能,则可以查看。
参数 | 说明 | 默认值 |
|---|---|---|
方向 | 拧紧的旋转方向。 CW:顺时针 CCW:逆时针 | 顺时针 |
电流监测 | 关闭:电流监测被禁用,并且工具扭矩由扭矩传感器测量。 On:(开启:)在最终扭矩目标下测量电流并转换为扭矩值。计算的扭矩与测量扭矩对比。如果差异在 10% 以内,那么拧紧被视为 OK | |
真实角度补偿 | 处于开或关位置的开关。 | 关闭 |
负 | 只有在真角度补偿 = On时才可见。 定义工具的最大逆时针旋转。如果数值超出限度,那么拧紧被终止并且报告错误。以角度数值表示。 | 30 |
正 | 只有在真角度补偿 = On时才可见。 定义工具的最大顺时针旋转。如果数值超出限度,那么拧紧被终止并且报告错误。以角度数值表示。 | 30 |
附件调校已启用 | 是 否 | 否 |
参数 | 说明 | 默认值 |
|---|---|---|
软启动 | 开启:soft start(软启动)实现较慢速度的平稳启动。它可用于接合螺纹。 关闭:工具转速会尽快上升至旋入速度。 | 开启 |
速度 | 定义软启动期间的速度。 | 34 |
角度 | 步骤目标角度。 当目标实现时,步骤结束被定义在此点。 | 90 |
最小角度 | 监控角度值并检查结果是否在限值内。 | 70 |
最大角度 | 监控角度值并检查结果是否在限值内。 | 110 |
最小扭矩 | 定义软启动期间的扭矩下限。如果最小扭矩低于限值,拧紧中止并发出一条错误消息。拧紧操作将被视为不正确。 | 0.00 |
扭矩最大值 | 定义软启动期间施加的最大扭矩。如果超过了最大扭矩,拧紧中止并发出一条错误消息。拧紧操作将被视为不正确。 | 1.25 |
最短时间 | 步骤最短时间。从按下触发器开始测量。以数字毫秒值表示。 | 100.00 |
最长时间 | 步骤最长时间。从按下触发器开始测量。以数字毫秒值表示。 | 500.00 |
使用附件调校 | 是 否 | 否 |
齿轮比 | 仅当使用附件调校设为是时可见。 最小/最大值:0.5/4.0 需要使用齿轮比来补偿角度和扭矩。齿轮比会影响工具的最大速度和最大扭矩。 在参数使用附件调校是/否之间切换时,“齿轮比”的值不会重置为默认值。 | 1.00 |
效率优化 | 仅当使用附件调校设为是时可见。 最小/最大值:0.5/1.0 设置附件的效率损失。需要使用附件传动比及效率优化来补偿扭矩。 在参数使用附件调校是/否之间切换时,“效率调校”的值不会重置为默认值。 | 1.00 |
四步拧紧参数 — 旋入阶段
旋入步骤从螺纹接入开始,直至螺钉头实现贴合状态结束。在旋入过程中,时间、扭矩和角度都被监测。步骤目标值是当旋入完成扭矩水平已达到时的数值。
本文采用图形表示,以描述配置设定及参数值的解释。任何 GUI 并未使用图形。
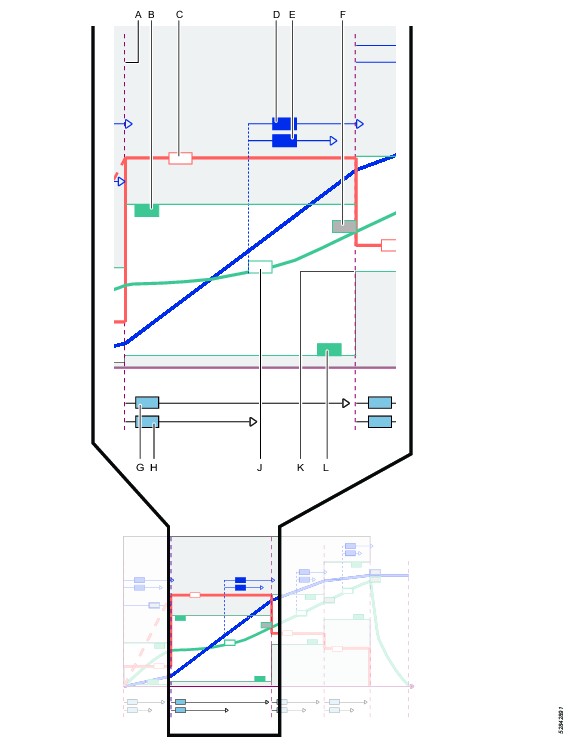
A | 旋入步骤开始 |
B | 最大扭矩水平(监测) |
C | 速度曲线 |
D | 最小角度(监测);从旋入角度监测扭矩开始测量 |
E | 最大角度(监测);从旋入角度监测扭矩开始测量 |
F | 旋入完成扭矩值 |
G | 最长时间(监测) |
H | 最短时间(监测) |
J | 扭矩曲线和旋入角度监测扭矩参考点 |
K | 旋入步骤在目标值被实现时结束 |
L | 最小扭矩水平(监测) |
参数 | 说明 | 默认值 |
|---|---|---|
旋入 | 处于开或关位置的开关。 如果开关处于关位置,那么此步骤不会被执行,并且其他全部参数都是不可见并被忽视的。 如果开始步骤和旋入步骤都被关闭,那么最终拧紧可以作为单独任何执行。 | 开启 |
参数 | 说明 | 默认值 |
|---|---|---|
旋入速度 | 如果位于最大位置,则速度设定为全工具能力。 如果位于手动位置,则速度将手动设置。 | 安培数 |
旋入速度(参数输入框) | 本参数输入框仅在手动速度设置已选定时可见。 步骤内的转轴旋转速度。 | 690 rpm |
最小扭矩(监测) | 步骤内的最小扭矩值。 | 0 Nm |
最大扭矩(监测) | 步骤内的最大扭矩值。 | 6 Nm |
旋入角度监测扭矩 | 指定的扭矩值。从这一时间点开始角度监测。 | 0 Nm |
最小角度(监测) | 步骤最小转轴旋转。从旋入角度监测扭矩开始测量。 | 100 度 |
最大角度(监测) | 步骤最大转轴旋转。从旋入角度监测扭矩开始测量。 | 5000 度 |
最短时间(监测) | 步骤的最短时间。从该步骤开始时进行测量。 | 10 毫秒 |
最长时间(监测) | 步骤的最长时间。从该步骤开始时进行测量。 | 5000 毫秒 |
旋入完成扭矩 | 针对旋入步骤规定目标扭矩。 当达到目标值时,定义步骤结束。 | 5 Nm |
四步拧紧参数 — 拧紧阶段
拧紧步骤分为两个步骤,第一步和最后一步。最初拧紧步骤从旋入完成开始,直至达到最初扭矩目标水平。在最初拧紧过程中,时间、扭矩和角度都被监测。
本文采用图形表示,以描述配置设定及参数值的解释。任何图形用户界面并未使用图形。
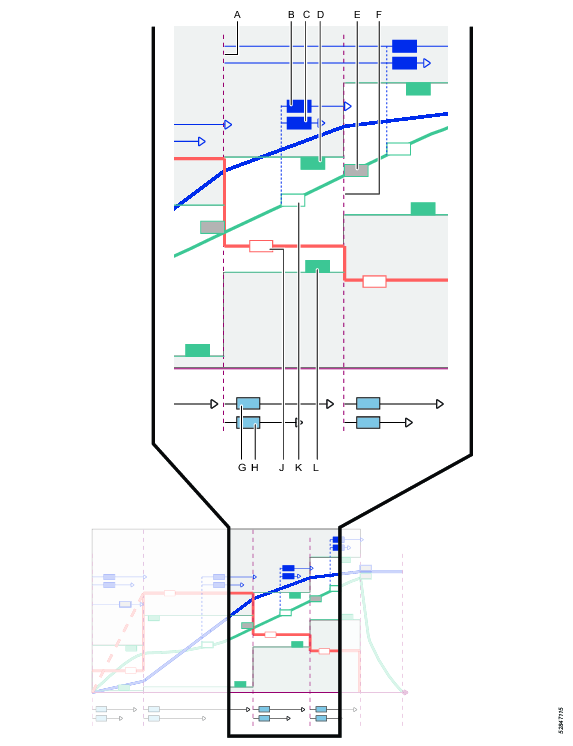
A | 开始拧紧步骤中的最初拧紧步骤 |
B | 最小角度(监测);从最初角度监控扭矩开始测量 |
C | 最大角度(监测);从最初角度监控扭矩开始测量 |
D | 最大扭矩水平(监测) |
E | 最初拧紧扭矩值;规定了目标值和步骤结束 |
F | 步骤结束 |
G | 最长时间(监测) |
H | 最短时间(监测) |
J | 速度曲线 |
K | 扭矩曲线和最初角度监测扭矩参考点 |
L | 最小扭矩(监测) |
参数 | 说明 | 默认值 |
|---|---|---|
第一步 | 如果开关处于关位置,那么此步骤不会被执行,并且其他全部参数都是不可见并被忽视的。 | 开启 |
第一扭矩 | 针对步骤规定目标扭矩。 当目标被实现时,步骤结束被定义在此点。 | 20 Nm |
第一速度 | 如果位于自动位置,则速度将自动设置。 如果位于手动位置,则速度将手动设置。 | 自动 |
最初速度(参数输入框) | 本参数输入框仅在手动速度设置已选定时可见。 步骤内的转轴旋转速度。 | 345 rpm |
最初最小扭矩 | 步骤内的最小扭矩值。 | 19 Nm |
最初最大扭矩 | 步骤内的最大扭矩值。 | 21 Nm |
最初角度监测扭矩 | 指定的扭矩值。从这一时间点开始角度监测。 | 5 Nm |
最初最小角度 | 步骤最小转轴旋转。从最初角度监测扭矩开始测量。 | 0 度 |
最初最大角度 | 步骤最大转轴旋转。从最初角度监测扭矩开始测量。 | 500 度 |
最短时间 | 步骤的最短时间。从该步骤开始时进行测量。 | 10 毫秒 |
最长时间 | 步骤的最长时间。从该步骤开始时进行测量。 | 500 毫秒 |
扭矩测量条件 | 最大扭矩值 达到峰值角度时的值 切断时的值 |
四步拧紧参数 — 最终拧紧阶段
拧紧步骤分为两个步骤,第一步和最后一步。最初拧紧步骤从旋入完成开始,直至达到最初扭矩目标水平。在最初拧紧过程中,监测时间、扭矩和角度。最终拧紧步骤从最初扭矩开始,直至达到最终目标水平。在最终拧紧过程中,监测时间、扭矩和角度。该步骤的目标值是目标扭矩或目标角度水平达到时的数值。
本文采用图形表示,以描述配置设定及参数值的解释。任何图形用户界面并未使用图形。
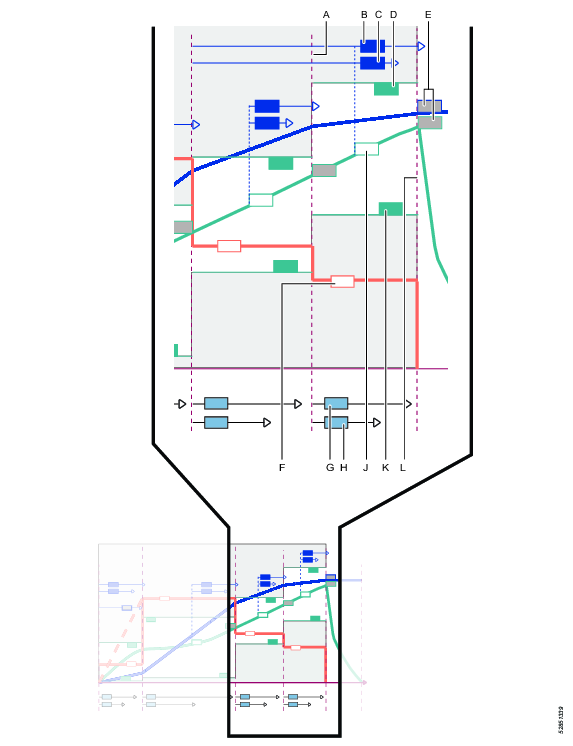
A | 最终拧紧步骤的开始 |
B | 最小角度(监测);从可选择的参考点开始测量 |
C | 最大角度(监测);从可选择的参考点开始测量 |
D | 最大扭矩水平(监测) |
E | 最终目标或是目标扭矩或是目标角度;角度参考点从可选择的参考点开始测量 |
F | 速度曲线和速度值 |
G | 最长时间(监测) |
H | 最短时间(监测) |
J | 扭矩曲线和最终角度监测扭矩参考点 |
K | 最小扭矩(监测) |
L | 步骤结束 |
目标扭矩和目标角度选择之间的参数不同。
参数 | 说明 | 默认值 |
|---|---|---|
目标 | 最终目标的下拉菜单选择。 扭矩:拧紧步骤的最终目标是扭矩值。 角度:拧紧步骤的最终目标是角度值。 |
|
目标速度 | 处于手动或自动位置的开关。 如果开关位于自动位置,则速度由拧紧算法自动设定。 如果开关位于手动位置,则速度将手动设定。 | 自动 |
目标速度(参数) | 本参数仅在手动速度设置已选定时可见。 步骤内的转轴旋转速度。以数值 rpm 表示。 | 113 |
目标扭矩 | 针对步骤规定目标扭矩。 当目标实现时,步骤结束被定义在此点。 |
|
扭矩限值 | 处于手动或自动位置的开关。 仅当最终目标值被设定为扭矩时,开关才可见。 如果开关位于自动位置,则扭矩限值由拧紧算法自动设定。 如果开关位于手动位置,则最大和最小扭矩限值将手动设定。 | 自动 |
最小扭矩 | 本参数仅在手动扭矩限值已选定的情况下可见。 步骤内的最小扭矩值。以数字扭矩值表示。 | 最终目标扭矩 - 5% |
扭矩最大值 | 本参数仅在手动扭矩限值已选定的情况下可见。 步骤内的最大扭矩值。以数字扭矩值表示。 | 最终目标扭矩 + 20% |
角度限值 | 下拉菜单针对角度限值选择参考点。
|
|
最终角度监测扭矩 | 指定的扭矩值。从这一点开始角度监测。该数值必须大于最初扭矩值并且小于最终目标扭矩。 |
|
最终角度最小值 | 步骤最小转轴旋转。测量参考点从下拉菜单的角度限值中选取。以数字度数数值表示。 | 324 度 |
最终角度最大值 | 步骤最大转轴旋转。测量参考点从下拉菜单的角度限值中选取。以数字度数数值表示。 | 396 度 |
最短时间 | 步骤的最短时间。从该步骤开始时进行测量。以数字毫秒值表示。 | 10 毫秒 |
最长时间 | 步骤的最长时间。从该步骤开始时进行测量。以数字毫秒值表示。 | 1000 毫秒 |
扭矩测量条件 | 最大扭矩值 达到峰值角度时的值 切断时数值 | 最大扭矩值 |
角度测量条件 | 达到峰值扭矩时的值 最大角度值 切断时数值 | 最大角度值 |
下表中指定的数值假设拧紧步骤的第一步已开启。
参数 | 说明 | 默认值 |
|---|---|---|
目标 | 扭矩:拧紧步骤的最终目标是扭矩值。 角度:拧紧步骤的最终目标是角度值。 |
|
目标速度 | 如果位于自动位置,则速度由拧紧算法自动设定。 如果位于手动位置,则速度将手动设置。 | 自动 |
目标速度(参数) | 本参数仅在手动速度设置已选定时可见。 步骤内的转轴旋转速度。 | 113 |
最小扭矩 | 本参数仅在手动扭矩限值已选定的情况下可见。 步骤内的最小扭矩值。必须大于最初目标扭矩。 |
|
扭矩最大值 | 本参数仅在手动扭矩限值已选定的情况下可见。 步骤内的最大扭矩值。 |
|
最终监督时的最小扭矩 | 该数值用于监控并确保在整个最后一步保持最小的扭矩水平。该水平通常设置在低于最终最小扭矩但高于旋入扭矩水平的数值。它还可用于验证螺钉在拧紧过程中没有损坏。 | 18 Nm |
目标角度 | 针对步骤规定目标角度。 目标角度的参考点从先前激活的步骤或步骤结束时开始测量。 当目标实现时,步骤结束被定义在此点。 | 360 度 |
角度限值 | 下拉菜单针对角度限值选择参考点。
| 手册 |
最终角度监测扭矩 | 指定的扭矩值。从这一点开始角度监测。参考点取决于先前激活的步骤或阶段。 |
|
最小角度 | 步骤最小转轴旋转。测量参考点从下拉菜单的角度限值中选取。以数字度数数值表示。 | 324 度 |
最大角度 | 步骤最大转轴旋转。测量参考点从下拉菜单的角度限值中选取。 | 396 度 |
最短时间 | 步骤的最短时间。从该步骤开始时进行测量。 | 10 毫秒 |
最长时间 | 步骤的最长时间。从该步骤开始时进行测量。 | 1000 毫秒 |
扭矩测量条件 | 最大扭矩值 达到峰值角度时的值 切断时数值 | 最大扭矩值 |
角度测量条件 | 达到峰值扭矩时的值 最大角度值 切断时数值 | 最大角度值 |
触发器丢失时显示 NOK | 开启 关闭 | 开启 |
四步拧紧参数 — 停止阶段
Soft-stop(软停止)用于以人体工学方式结束停止步骤。
参数 | 说明 | 默认值 |
|---|---|---|
软停止 | 具有开或关选择的下拉菜单。 如果软停止被设为关闭,那么工具会在达到最终目标后尽快停止。 如果工具速度尽快减小,可能会产生反作用力。反作用力可以破坏角度测量,而角度测量又可以采用真实角度补偿来获得补偿。 如果软停止设置为开启,则工具将以符合人体工学的方式完成停止步骤。 | 关闭 |
外部结果
外部结果是在通过外部数字信号(而非通过拧紧期间测得的扭矩或角度值)显示拧紧完成时使用的策略。外部信号可以通过可向 Power Focus 6000 提供数字信号的任意方式提供(如通过 I/O 总线)。
在发出信号时,结果视图将显示在拧紧程序中提供的目标参数值(规定的扭矩值、角度值或文本字符串)。这些(扭矩和角度)值不代表实际的测量值,而仅是插入的文本。
在工厂结构工作区
中选择一个控制器。 转到拧紧
。拧紧工作区显示拧紧程序列表。
双击拧紧程序的名称以配置拧紧程序或通过选择添加命令按钮创建新策略。
参数 | 说明 | 默认值 |
|---|---|---|
扭矩 <目标扭矩> | 所需显示目标扭矩值的数值。比如,信号可以来自 Click Wrench 并显示 <目标扭矩>。 | 0.00 |
角度 <目标角度> | 所需显示目标角度值的数值。比如,信号可以来自 Click Wrench 并显示 <目标角度>。 | 360° |
文本 | 所需显示文本的字母数字字符串。例如:“已换油”。 |
|
正在记录外部结果,其最终将在实时结果视图和历史结果中显示。
为了使用“外部 OK”,虚拟站点必须使用拧紧程序“外部结果”策略作为分配的任务,这将需要一个工具连接到虚拟站点。
脉冲工具策略
如果控制器软件版本支持拧紧程序,则可选择此策略。相比常规转动工具,脉冲工具可保证更高的扭矩。
脉冲拧紧程序
启动
在启动步骤中,工具在速度模式下旋转,无需任何脉冲作用。
参数名称 | 说明 |
|---|---|
软启动 | 允许设置工具帮助螺栓进入螺纹的速度、角度和最大扭矩。 通过单选按钮选择。 关闭:软启动已关闭。 开启:软启动已开启。 |
速度 | 定义软启动期间的速度。 |
时间 | 定义软启动的持续时间。 |
角度 | 定义转轴使螺栓进入螺纹的目标旋转角度。 |
扭矩最大值 | 定义软启动期间施加的扭矩上限。如果超过 扭矩最大值,则将拧紧视为 NOK。 |
重复拧紧检测 | 早期:在检测到已拧紧的螺钉/螺栓时立即终止拧紧。拧紧操作将被视为 NOK。要求激活软启动。 完成:即使检测到已拧紧的螺钉/螺栓,只有在执行所有拧紧步骤后,才可终止拧紧。拧紧操作将被视为 NOK。在不使用软启动时,要进行重复拧紧检测,必须选择重复拧紧检测完成选项。重复拧紧检测完成将在执行完所有拧紧步骤后终止拧紧。如果速度无法达到旋入速度的一半,拧紧将被视为重复拧紧并提示重复拧紧错误。 关闭:将不执行重复拧紧检测。 软启动组合 = 关闭和重复拧紧 = 之前不支持。 |
正 | TrueAngle 补偿可检测工具转动并在设定限值范围内进行角度补偿。 |
负 | TrueAngle 补偿可检测工具转动并在设定限值范围内进行角度补偿。 |
使用附件调校 | 附件调校通过单选按钮选择。 |
齿轮比 | 套筒转速 = 工具速度/传动比。 |
效率优化 | 例如,0.9 表示 10% 的效率损失。 |
旋入
在旋入期间,工具可使用电机为恒速的速度模式,也可使用脉冲模式。具体根据配置中使用的扭矩和规定的扭矩限值进行选择。
参数名称 | 说明 |
|---|---|
高速旋入 | 为了最大程度缩小时间且不超过,可高速实施旋入步骤。这可通过让工具按规定的角度长度以更高速度运转实现。在达到这一角度后,速度可调整为旋入速度参数中规定的更低速度。仅适用于 SRB 工具。 长度:默认 3600°,最大值 99999° 速度:工具最大速度必须高于 旋入速度 (rpm)。 |
旋入速度 | 可以将旋入速度设为最大或手动。 如果将旋入速度设为手动,则输入工具速度 (rpm)。 |
旋入角度限值 | 关闭:旋入角度限值关闭。 从触发器:旋入角度限值开启。一旦按下工具触发器,系统便会开始监控拧紧角度,并报告是否超出角度限值。 从扭矩开始:旋入角度限值开启。系统开始根据指定的扭矩值监控拧紧角度,并报告是否超出角度限值。 |
旋入角度监测扭矩 | 从设置旋入角度限值的位置开始的扭矩值。 |
最小角度 | 达到从起点开始的角度下限时的角度值。 |
最大角度 | 达到从起点开始的角度上限时的角度值。 |
最短时间 | 步骤的最短时间。 |
最长时间 | 步骤的最长时间。 |
旋入脉冲限值 | 通过快捷菜单选择: 关闭: 旋入脉冲限值关闭。 从触发器:旋入脉冲限值开启。一旦按下工具触发器,系统便会开始监控脉冲并报告是否超出脉冲限值。 从扭矩开始:旋入脉冲限值开启。系统开始根据指定的扭矩值监控脉冲,并报告是否超出脉冲限值。 |
旋入脉冲监控扭矩 | 从旋入脉冲限值监控器启动时开始的扭矩值。此值须设定为大于最大持续扭矩的某个值。 |
脉冲最小值 | 达到旋入完成扭矩值的最小脉冲数。 |
脉冲最大值 | 达到旋入完成扭矩值的最大脉冲数。 |
旋入完成扭矩 | 定义实现贴合并完成旋入时的扭矩值。如果在旋入期间尚未完成操作,程序将继续进行拧紧并启动脉冲模式。 |
拧紧
参数名称 | 说明 |
|---|---|
目标扭矩 | 拧紧的最终目标扭矩。 |
脉冲能量 | 工具可以在每个脉冲中提供的脉冲能量,在以最大能量百分比形式表示的作用脉冲中提供。 |
反作用力调谐系数 | 工具提供的能量以百分比值形式表示。反作用力调谐系数以作用能量为基础,提供舒适的反作用力。 |
剩余扭矩校正系数 | 剩余扭矩校正系数这一术语类似于校准,用于调整电气工具测量的动态扭矩和控制工具测量的剩余扭矩。 |
扭矩限值 | 可以 自动或手动选择限值。 |
最小扭矩 | 步骤的最小扭矩。 |
扭矩最大值 | 步骤的最大扭矩。 |
角度限制 | 关闭:角度限值关闭。 从旋入完成开始:角度限值开启。在达到旋入完成后,系统便会开始监控拧紧角度并报告是否超出角度限值。 从扭矩开始:旋入角度限值开启。系统开始根据指定的扭矩值监控拧紧角度,并报告是否超出角度限值。 |
旋入角度监测扭矩 | 从 旋入角度限值监控启动时开始的扭矩值。 |
最小角度 | 达到从起始点开始的角度下限时的角度值。 |
最大角度 | 达到从起始点开始的角度上限时的角度值。 |
最短时间 | 步骤的最短时间。 |
最长时间 | 步骤的最长时间。 |
脉冲限值 | 关闭:无脉冲限值监控。 从旋入完成开始:在达到旋入完成扭矩时开始监控。 从扭矩开始:在达到规定的扭矩值时开始监控。 |
最终脉冲监控扭矩 | 从监控脉冲限值时开始的扭矩值。 |
脉冲最小值 | 达到最终目标值的最小脉冲数。 |
脉冲最大值 | 达到最终目标值的最大脉冲数。 |
早期扭矩丢失检测时间 | 假设在从旋入到拧紧时扭矩持续增加。套筒滑脱或螺钉头损坏会使扭矩下降。在监控窗口可以发现上述状况。 |
通过直接驱动型电气工具实现脉冲拧紧
下文原理适用于直接驱动型电气工具。此外,也适用于 Atlas Copco SRB 系列工具。
脉冲拧紧在电机中使用电流脉冲技术,提供以下两种独特功能:
作用电流,沿拧紧方向增加正扭矩。
反作用电流,通过施加反向扭矩提供舒适的反作用力。
A | 作用脉冲,施加拧紧作用力。 | B | 反作用脉冲,保证舒适性 |
上图表示电流脉冲拧紧策略的一般原理。详细的曲线取决于工具型号和拧紧算法。
脉冲期包括图示的两个阶段,即作用电流和反作用电流。每个作用脉冲负责向拧紧加大扭矩,直至达到最终目标值。每个反作用脉冲形成提供舒适反作用效果的反作用力。
作用阶段和反作用阶段的能级均是可配置的参数。结合使用这两个参数可实现高效的拧紧和操作舒适性。
使用 TensorPulse 程序拧紧
下文原理适用于直接驱动型电气工具。此外,也适用于 Atlas Copco SRB 系列工具。
在每个脉冲期后,产生的螺钉扭矩随之增大。在经历系列脉冲后,达到最终扭矩目标值。
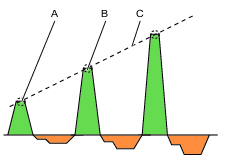
A | 脉冲 N 中的最大正能量 | B | 脉冲 N+1 中的最大正能量 |
C | 能量(扭矩)增大 |
作用阶段和反作用阶段的能级均是用户可配置的参数。结合使用这两个参数可实现高效的拧紧和操作舒适性。在两个阶段可以最大能量百分比的形式设定在各时期提供的能量大小:
脉冲能量;在脉冲期可以施加的能量大小,其以最大能量百分比的形式施加到各正脉冲。数值介于 10-100%。
反作用力保持系数;在脉冲期可以施加的能量大小,其以最大能量百分比的形式施加到各反作用脉冲。数值介于 0-75%。
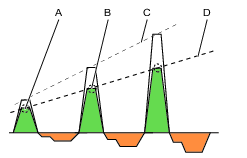
A | 脉冲 N 中的较低正能量 | B | 脉冲 N+1 中的较低正能量 |
C | 使用最大脉冲能量产生的扭矩形成曲线。 | D | 使用较低脉冲能量产生的扭矩形成曲线。 |
小的脉冲能量(较低能量)要求更多脉冲来达到目标扭矩,因为在更少步骤中增加扭矩。更少步骤提供更高的精准度,以在达到目标值时终止拧紧。较小脉冲可减少工具移动并提高操作舒适性。
经正确调校的反作用力保持系数将带来最佳的操作舒适性。如果系数过高,操作员会感觉工具以顺时针转动。如果系数过低,操作员会感觉工具以逆时针转动。
在理想的配置中,反作用能量不会产生拧松力。如果达到目标值的脉冲量增大,表明数值设定过高并在各脉冲发生轻微拧松。
需调校脉冲能量和反作用力保持系数的优化值,使工具达到最佳性能和极佳操作舒适性。
STwrench 策略
STwrench 介绍
STwrench 是可用于生产和质量控制的扭矩扳手。参数配置可通过控制器或 ToolsTalk 2 进行。
STwrench 可通过无线连接与控制器相连。STwrench 可通过控制器图形用户界面、web 图形用户界面或 ToolsTalk 2 图形用户界面配置。
STwrench 在拧紧 部分配置,与其他拧紧策略使用相同的工作区和菜单。
STwrench 带有快速备份单元 (RBU)。RBU 定义扳手功能并存储拧紧程序。控制器支持生产型 RBU。
STwrench 端部配件工具(套筒)包含一个带有可编程编号的 RFID 标签。扳手使用此编号自动识别工具和可以使用的程序。RFID TAG 还存储扭矩和角度校正系数。
STwrench 具有适用于生产拧紧和质量控制的多个程序。有关程序、策略和参数的更多详情,请参阅 STwrench 用户指南。
STwrench 仅支持工具支持的相关拧紧程序,即:扳手 - 生产和扳手 - 质量。
控制器特征(例如拧紧策略和控制器范围的功能等)需要通过功能管理系统 (FMS) 分发许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
STwrench 启动步骤参数
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。将光标置于错误指示符上,可显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关程序的更多详情,请参阅 STwrench 用户指南、文件号 9836 4134。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
TAG 编号 | 开启:需正确的 TAG 编号才可运行此拧紧程序。 关闭:未检查 TAG 编号。 | 关闭 | |
所需 TAG 号 | TAG 号 = On | 此拧紧程序所需的 TAG 编号。 | 1 |
重复拧紧检测 | 参数选项包括: 完成或关闭。. | 关闭 | |
扭矩校正系数 | 在特定情况下,可能需要扩展项来安装此应用.此时,应补偿扳手测量值以显示正确值。 要计算校正系数,请参阅《STwrench 用户指南》印刷品编号 9836 4134 01 第 2.12 版。 参数存储在端部配件工具的 RFID TAG 中。 | 1.0 | |
角度校正 | 在特定情况下,可能需要扩展项来安装此应用.此时,应补偿扳手测量值以显示正确值。 如需计算修正系数,请参阅 STwrench 用户指南。 参数存储在端部配件工具的 RFID TAG 中。 | 0° |
STwrench 旋入步骤参数
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。将光标置于错误指示符上,可显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关程序的更多详情,请参阅 STwrench 用户指南、文件号 9836 4134。
旋入完成在 STwrench 文件中定义为循环启动,此在拧紧阶段开始时发生。
参数名称 | 说明 | 默认值 |
|---|---|---|
旋入完成 | 从下拉菜单中选择。参数选项包括: 达到扭矩。 | |
旋入完成扭矩 | 旋入完成点的定义。 | 由 smartHead 最小载荷(通常为额定扭矩的 5%)决定(单位:Nm) |
棘轮作用时间 | 5000 毫秒 |
STwrench 拧紧步骤参数
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。将光标置于错误指示符上,可显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关程序的更多详情,请参阅 STwrench 用户指南、文件号 9836 4134。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
目标 | 从下拉菜单中选择。参数选项包括: 扭矩或角度。 | 扭矩 | |
目标扭矩 |
| 定义拧紧步骤的目标扭矩。 |
|
目标角度 | 目标 = 角度 | 定义拧紧步骤的目标角度。 | 0° |
扭矩限值 | 目标 = 扭矩 | 利用开关所做的选择。 自动或手动位置。 |
|
最小扭矩 | 扭矩限值 = 手动 | 下限扭矩值 | 0 |
扭矩最大值 | 扭矩限值 = 手动 | 上限扭矩值 | 0 |
角度限制 | 目标 = 角度 | 从下拉菜单中选择。参数选项包括: 自动或手动。 可以是最大和最小时的角度值或选择相应角度值 | |
角度限制 | 目标 = 扭矩 | 从下拉菜单中选择。参数选项包括: 关闭:无角度限值监控。 从旋入完成开始:监控窗口设置为从达到旋入完成扭矩时开始。 从扭矩开始:监控窗口设置为从达到规定扭矩值时开始。 |
|
最终角度监测扭矩 |
| 从监控角度限值的位置开始的扭矩值 | 18.75 Nm |
最小角度 | 角度限值 = 开启或手动 | 角度值下限 | 324° |
最大角度 | 角度限值 = 开启或手动 | 角度值上限 | 396° |
角度搜索限值 | 角度限值 = 手动 | ||
扭矩测量条件 |
| 从下拉菜单中选择。参数选项包括: 最大扭矩值 达到峰值角度时的值 |
|
终值小于目标值异常 |
| 利用开关所做的选择。 开启或关闭位置。 | 开启 |
更改螺栓限值 |
| 50 Nm |
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
扭矩补偿点 | 扭矩补偿 = On | 0° | |
PCT 距离 | 扭矩补偿 = On | 360° | |
PVT 周期 | 扭矩补偿 = On | 180° | |
延迟监控 | 扭矩补偿 = On | 0° | |
最小扭矩 | 扭矩补偿 = On | 下限扭矩值 | 1 Nm |
扭矩最大值 | 扭矩补偿 = On | 上限扭矩值 | 20 Nm |
补偿值 | 扭矩补偿 = On | 从下拉菜单中选择。参数选项包括: 平均扭矩 峰值扭矩 |
STwrench 停止步骤参数
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。将光标置于错误指示符上,可显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关程序的更多详情,请参阅 STwrench 用户指南、文件号 9836 4134。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
结束循环时间 | 100 毫秒 |
STwrench 拧松
表中所示的参数仅在使用其中一个 STwrench 策略时才可用。存在多重策略组合。部分参数仅针对特定策略提供且在其他策略中不可见。
自动检查参数规则。如果出现违背的情况,错误的参数旁边会显示错误指示 。将光标置于错误指示符上,可显示有关错误的更多信息。
切换策略可能导致显示错误指示符。这表明所选的组合无效且需要校正。
有关程序的更多详情,请参阅 STwrench 用户指南、文件号 9836 4134。
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
松开限值 | 0 Nm |
多步骤拧紧策略
多步骤拧紧是分多步完成的拧紧。步骤数和步骤类型因要进行的拧紧而异。多步拧紧程序可高度配置,包括监控功能和限制。总共十个步骤可以添加到一个多步骤程序中。
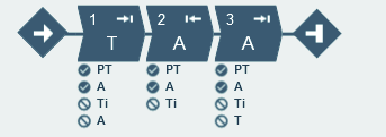
限制用于确保在出现意外情况时停止拧紧。例如,这些限制可测试确保未达到最大设定扭矩,或多步骤拧紧的部分不会花太长运行时间。每个步骤最多可各有 4 个限制。每个步骤有强制步骤限制和可选步骤限制。当将新步骤拖至多步骤程序时,将包含强制限制。
监控器用于验证是否根据规定进行拧紧。例如,它们可以为角度限值或扭矩限值。每个步骤最多可各有 8 个监控器。每个步骤有强制步骤监控器和可选步骤监控器。当将新步骤拖至多步骤程序时,将包含强制监控器。
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
拧紧程序菜单

列中的每行代表一个多步骤拧紧程序。
标题 | 说明 |
|---|---|
复选框 | 用于选择特定的拧紧程序。 |
名称 | 用户定义的名称。 |
策略 | 为拧紧程序选定的策略。 |
库链接 | 链接到全局库 是/否。 |
目标 |
|
最后更改 | 以 ToolsTalk 2 时间表示的时间。 |
更改人 | 拧紧程序由 <user> 更改 |
控制器更新时间 | 控制器更新时间,以控制器时间表示。 |
控制器更新人 | 控制器由 <user> 更新 |
命令 | 说明 |
|---|---|
添加 |
|
管理 |
|
复制/粘贴拧紧程序
可以复制现有的拧紧程序作为模板。
在工厂结构工作区
中选择一个控制器。转到拧紧程序
。工作区显示所有拧紧程序菜单。
选择想要复制的程序的复选框
然后点击右键。 选择复制。
选择工作区中空白区域的任意位置,右键点击并选择粘贴。双击打开拧紧程序并进行修改。
也可以将模板拧紧程序粘贴到程序模板库工作区中。
添加多步骤程序
选择添加按钮。创建新的拧紧程序对话窗口将打开。
输入拧紧程序名称、索引号(仅对拧紧有效)、操作模式并选择拧紧策略多步骤。如果没有主动选择索引,将为拧紧程序分配程序列表中的下一个序列号。
选择添加按钮。
删除多步骤程序
对于要删除的每个多步骤程序,在工作区的最左列中,选中相应的复选框。
选择管理命令按钮,然后从下列列表中选择删除。
选定的多步骤程序被移除,列表更新。
多步骤拧紧程序的设置
属性
参数 | 说明 |
|---|---|
名称 | 用户定义的多步骤程序名称。 |
说明 | 多步骤程序的说明。 |
参数 | 说明 |
|---|---|
类型 | 拧紧或拧松。 |
螺纹方向 | 顺时针 (CW) 或逆时针 (CCW) 旋转方向。 |
拧松程序 | 选择一个已有的拧松程序以连接到拧紧程序。 |
程序开始 | 为避免意外启动程序,多步骤拧紧程序将在扭矩第一次超过该触发扭矩值 (Nm) 时开始。 |
真实角度补偿 | 部分工具可以在拧紧过程中发现并测量工具旋转。如果工具在拧紧过程中旋转,那么角度测量可能会被破坏。如果工具移动太大,则有可能导致错误拧紧。对于指定限度内的变化,控制器可以补偿这些旋转并进行正确的拧紧。 这是每个虚拟站点都可用的附加许可功能。 |
参数限制
参数 | 说明 |
|---|---|
最大时间限值 | 设定秒数。该限制检查拧紧的总时间,如果它超过时间高限值,工具将立即停止。时间从程序开始时测量。 |
最大扭矩限值 | 该限制检查扭矩,如果测得的扭矩超过时间高限值,工具立即停止。 |
程序监视器
参数 | 说明 |
|---|---|
角度 | 为整个程序打开或关闭角度监控。如果按步骤启用和触发器扭矩空白,角度监控将在程序开始时启动。 |
按步骤启用 | 设置角度监控生效的一系列步骤。如果没有指定最终步骤,角度监控将在并非松开套筒步骤的程序最终步骤停止。 |
类型 | 角度监控类型。选择:
|
触发器扭矩 | 设置触发器扭矩值用于角度监控。 STB 工具的触发器扭矩在执行拧紧程序时只会按照拧紧的方向启用;在执行拧松程序时只会按照拧松的方向启用 |
下限 | 设置角度监控(程序)下限。 |
上限 | 设置角度监控(程序)上限。 |
验证
在配置拧紧程序期间,将输入的值与刀具能力值进行比较,以防止参数超出选定的限值。如果使用了许多不同的工具,用户定义的最大值非常有用。
参数 | 说明 |
|---|---|
验证工具值 | 使用开启手动设置最大扭矩和最大速度,或选择一个特定工具以验证所选工具的值。 当特定工具被选择时,不被特定工具支持的步骤和监控器通过一个黄色矩形指出。 |
最大扭矩 | 校验中使用的最大限值。以数字扭矩值表示。 |
最大速度 | 校验中使用的最大限值。以数字 rpm 值表示。 |
附件调校
附件调校可以对工具的前附件进行补偿。可以为每个拧紧程序进行补偿。
操作人员可以热切换附件,然后选择针对特定附件调校的拧紧程序。
参数 | 说明 |
|---|---|
使用附件调校 | 是或否 |
齿轮比 | 需要使用附件传动比来补偿角度。 最小:0.5 最大:3.6 套筒转速 = 工具速度/传动比 |
效率优化 | 需要使用附件传动比及效率优化来补偿扭矩。 最小:0.5 最大:1.0 例如,0.9 表示 10% 的效率损失。 |
STB 工具和多步骤
由于 STB 工具的无线性质,某些多步骤功能和行为可能有所不同。除了此处列出的一般限制,多步骤功能描述将提供必要的 STB 工具信息。
程序验证
所有拧紧程序在下载至工具之前将接受与 STB 工具的兼容性验证。如果选择的拧紧程序与工具不兼容,工具将被锁定。如果发生错误,将触发事件 5030,“Configuration complexity exceeded”(超出配置复杂性)。
降低拧紧程序的复杂性或选择不同的拧紧程序可解锁工具。
创建拧紧程序
按钮
名称 | 说明 |
|---|---|
显示屏 |
|
放大 | 在拧紧程序上放大。 |
缩小 | 从拧紧程序上缩小。 |
适合屏幕 | 使整个拧紧程序适合拖放区域。 |
删除 | 删除所选项。 |
拧紧区
拧紧区包括拧紧路径,即步骤。一个步骤是执行实际拧紧的整个多步骤拧紧程序的一部分。
工具箱
工具箱包括可用的拧紧步骤、同步点、限制、监控器和模板。
拖放区功能
功能 | 说明 | |
|---|---|---|
添加步骤 |  | 在工具箱中获取一个步骤。将步骤拖到想要的位置。 |
选中步骤 |  | 选择一个步骤以选中它。 |
移动步骤 |  | 如要移动步骤,点击步骤并按住按钮,同时移动它。 |
添加限制和监控器 |  | 在限制或监控器选项卡中获取一个限制或监控器。将限制或监控器拖到步骤。当步骤变成浅蓝色时,允许添加限制或监控器的步骤被指出。 每个步骤的最大监控器数量:8 每个步骤的最大限制数量:4 |
打开配置 |  | 双击步骤、限制或监控器可打开含有更多详细信息的配置。 |
关闭配置 |  | 如要关闭配置,点击步骤以外的灰色区域或配置。 |
禁止位置 |  | 红色箭头表示不能放置一个步骤。 |
删除步骤、限制和监控器
选择要删除的步骤、限制或监控器。在工作区中选择删除。
或者,选择步骤、限制或监控器,然后点击屏幕底部的配置以打开配置字段。如要选择多个步骤,可使用 Ctrl 键。
如要删除一个监控器或限制,请选择该字段中的删除。
只能删除作为可选项的限制和监控器。不能删除强制项。
多步骤步骤
名称
必要时可重命名每个步骤。
旋转方向
每个拧紧步骤可正向运行,即:拧紧,或反向运行,即:将螺钉拧松一点。箭头指出该方向。很多拧紧步骤都有一个硬编码为正向的方向,如:拧紧以达到目标角度,或拧紧以达到目标扭矩。拧松以达到目标角度或拧松以达到目标扭矩等步骤的方向均自动被设为反向。
步骤类别
每个步骤都有一个选项来选择步骤类别。通过选择步骤类别,NOK 拧紧将在事件结果视图中列出,同时列出相关的详细状态以及对应的多步骤错误信息。如果没有做出选择,详细状态将被设为“未分类的多步骤错误”。相关详细状态可以自定义。
角度窗口
如果螺钉被拧紧至满扭矩,以及当它被拧紧至贴合点后旋转 30 度(或更小)时,连接将被视为硬连接。软连接是指拧紧至贴合点后旋转 720 度或更大角度。硬度参数定义变化率计算的角度窗口。连接越硬,角度窗口越小。
速度上升/加速(仅适用于 ToolsTalk 2)
对于大部分步骤,可指定要达到目标速度应如何加速。可以有三种不同的设置:硬、软和手动。当步骤开始时,将使用定义的加速度。如果工具在步骤开始时已经以某种速度运行也不要紧,不管怎样,上升将被用于加速到步骤的目标速度。即使步骤开始时的速度高于或低于目标速度,情况也是如此。
速度上升 - 硬和软模式:
加速度 | 速度上升已使用 |
|---|---|
硬 | 2000 rpm/s(1000 到 10000 rpm/s 之间的速度上升为硬加速。) |
软 | 500 rpm/s(200 到 1000 rpm/s 之间的速度上升为软加速。) |
速度上升 - 手动模式:
参数 | 默认值 | 最小限值 | 最大限值 |
|---|---|---|---|
速度 | 60 rpm | 必须 > 0 | 必须 <= 工具最大速度 |
加速度 | 500 rpm/s | 必须 > 0 | 必须 <= 工具最大加速度 |
使用变速
您可以在速度将发生变化的步骤中定义 1-5 个角度触发器或扭矩触发器。
在一个步骤内,所有变速触发器都是基于同一个属性,即扭矩或角度。它们不能在一个步骤内混合。
添加变速:
在可能有变速的步骤的配置区域,点击添加变速并选择一个角度范围或扭矩范围。变速角度/扭矩字段打开。
根据下表添加值。
参数 | 说明 |
|---|---|
角度/扭矩触发器 | 必须 > 0。 |
速度 | 必须 > 0。 |
速度上升类型 | 硬或软。 |
扭矩触发器和角度触发器必须小于步骤目标,具体取决于步骤类型和触发器类型。
扭矩触发器和扭矩速度也会针对 工具的最大扭矩和最大速度进行验证。只要变速设置超出工具最大值或步骤最大值就会出现警告或错误指示。
拧紧程序出现警告可以将设置推送至控制器,但是拧紧程序出现错误指示时不能推送。
控制制动行为(人体工学停止/惯性)
多步骤拧紧程序的制动行为可在程序中的两个可能位置进行控制:在拧紧方向反转之前的步骤中,和/或在拧紧程序的最后一步。在多步骤程序的其他位置,步骤的常规设置中将不提供制动参数。制动可被设为人体工学停止或惯性。惯性将完全制动工具,而人体工学停止将允许更加符合人体工学的减速拧紧。
要设置制动类型,请进入步骤设置,并将制动配置下拉菜单设置为人体工学停止或惯性。惯性没有其他参数。
人体工学停止参数
参数 | 说明 |
|---|---|
自适应制动 | 将自适应制动设置为开启或关闭 |
上升时间 | 仅在自适应制动设置为关闭时可用。以 ms 为单位插入时间。 |
各步骤列表
C - 离合器
该步骤将以编程好的速度正向运行工具,直到离合器释放。当工具报告离合器的释放时,步骤将以 OK 状态完成。
使用离合器步骤的拧紧程序不能分配任何其他步骤。
该步骤仅对离合器工具 BCV-RE 和 BCP-RE 有效。
参数 | 说明 |
|---|---|
名称 | 步骤名称的字母数字值 |
步骤类别 | 可选择拧紧阶段的选项列表[无、软启动、旋入、第一、最后] |
速度控制 | 一速或两速 |
最终速度 | 设置程序的最终速度 [rpm] |
速度上升 | 可选择速度上升的开关[硬、软] |
重复拧紧 | 重复拧紧设置为开或关 |
重复拧紧角度 | 设置重复拧紧角度 [°] |
CL - 离合器拧松
该步骤将以编程好的速度反向运行工具,直到工具触发器释放。
使用离合器步骤的拧松程序不能分配任何其他步骤。
该步骤仅对离合器工具 BCV-RE 和 BCP-RE 有效。
参数 | 说明 |
|---|---|
名称 | 步骤名称的字母数字值 |
步骤类别 | 可选择拧紧阶段的选项列表[无、软启动、旋入、第一、最后] |
最终 | 设置程序的速度 [rpm] |
W – 等待
工具等待一段指定的时间。如果保持位置被设为开启,在时间目标期间,工具位置将保持不动。
SR – 松开套筒
该步骤反向运行工具直至达到目标角度。目标角度从步骤开始时测量。
该步骤只能作为多步骤拧紧程序的拧紧路径中的最后一步。
DI – 运行至数字输入为止
该步骤将运行工具直至接收到数字输入信号。选择用来停止工具的数字输入和停止条件:下降沿、上升沿、任意沿、信号低或信号高。
A – 拧紧以达到目标角度/拧松以达到目标角度
该步骤运行工具直至达到目标角度。目标角度从步骤开始时测量,必须设为 > 0。
TrR – 拧松以释放触发器
该步骤运行至工具触发器被释放(拧松)为止。它只能用作程序的最后一步。
参数 | 说明 |
|---|---|
名称 | 步骤名称的字母数字值 |
步骤类别 | 可选择拧紧阶段的选项列表[无、软启动、旋入、第一、最后] |
速度 | 转速的数值;以 rpm 为单位。 |
速度上升类型 | 可选择速度上升的选项列表[硬、软、手动] |
仅限 STB 工具。
TTTR – 拧紧以释放触发器
该步骤运行至工具触发器被释放(拧紧)为止。它只能用作程序的最后一步。
参数 | 说明 |
|---|---|
名称 | 步骤名称的字母数字值 |
步骤类别 | 可选择拧紧阶段的选项列表[无、软启动、旋入、第一、最后] |
速度 | 转速的数值;以 rpm 为单位。 |
速度上升类型 | 可选择速度上升的选项列表[硬、软、手动] |
仅限 STB 工具。
T – 拧紧以达到目标扭矩/拧松以达到目标扭矩
该步骤运行工具直至达到目标扭矩。正向拧紧,反向拧松。目标扭矩必须设为 > 0。如要激活拧松以达到目标扭矩,扭矩必须先超过目标的 110%。
T+A – 拧紧以达到目标扭矩与角度
该步骤运行工具直至达到目标扭矩。它将从这一点继续运行一个附加的目标角度。目标扭矩和目标角度必须设为 > 0。
T|A – 拧紧以达到目标扭矩或角度
工具将运行直至达到目标扭矩或目标角度为止,以先达到的目标为准。目标扭矩和目标角度必须设为 > 0。
T&A – 拧紧达到目标扭矩和角度
工具将运行直至达到目标扭矩和目标角度为止。目标扭矩和目标角度必须设为 > 0。
DT – 拧紧至 DynaTork
该步骤运行工具直至达到目标扭矩。然后,工具将在 DynaTork 时间期间以目标扭矩的 DynaTork 百分比保持电流恒定。
为避免工具过热,强烈建议不要运行 DynaTork 超过工具最大扭矩的 40%。
Y – 根据屈服度拧紧
该策略正向运行工具直至检测到屈服点为止。通过从扭矩超过触发扭矩水平时监控扭矩变化率来找到屈服点,触发扭矩水平根据扭矩和角度距离测量求出。角度距离参数根据指定连接硬度设置。
设置变化率角度窗口(用于硬连接、软连接或角度窗口的手动设置)。如果选择了手动,必须设置角度窗口。如果螺钉被拧紧至满扭矩,以及当它被拧紧至贴合点后旋转 30 度(或更小)时,连接将被视为硬连接。软连接是指拧紧至贴合点后旋转 720 度或更大角度。硬度参数定义变化率计算的角度窗口。连接越硬,角度窗口越小。
YM2 – 拧紧至屈服(方法 2)
该策略正向运行工具直至检测到屈服点为止。当扭矩达到触发器扭矩 (Tt) 时,搜索屈服点,然后计算过滤角度 (Af) 上的扭矩平均值。根据样本数量,参考 (Nrs) 设置重复该程序。依据样本数量,参考点使用线性回归方程计算参考斜率。然后,依据过滤角度度数连续计算新的平均值。依据样本数量 (Ns) 平均点使用线性回归方程计算实际斜率。当斜率小于参考斜率的屈服点百分比 (Py) 时,达到屈服点。
ThCT – 切割螺纹以达到目标扭矩
切割螺纹以达到目标扭矩功能可在所需的旋入扭矩大于旋入完成扭矩时启用拧紧,例如,当使用自攻螺纹(或自攻)螺钉拧紧金属薄层时。工具正向运行直至达到螺纹切割角度 (Aw)。当扭矩第一次超过螺纹切割触发扭矩 (Ttc) 时测量螺纹切割角度窗口。步骤从达到螺纹切割角度的点继续运行,直至达到目标扭矩 (Tt)。
T = 扭矩,A = 角度
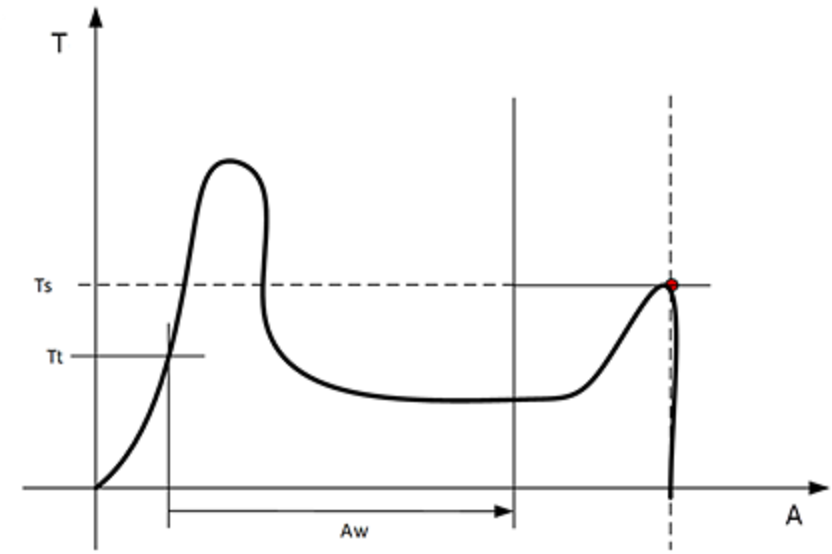
RD – 旋入
旋入步骤是拧紧的组成部分,该阶段从螺钉进入螺纹时开始,直到螺钉头刚好接触底面并达到贴合点为止。旋入期间所需的扭矩不会影响任何夹紧力。
该步骤正向运行工具,在指定的目标扭矩或贴合状态下停止。如果选择旋入至贴合状态,必须设置触发扭矩、角度增量和扭矩斜率参数。
E – 啮合
该步骤以两个方向运行工具,直到套筒与螺钉啮合为止。假如如果不啮合则继续被设为是的话,继续该步骤直至达到目标扭矩或目标角度。如果在任意方向达到目标角度,方向被反转。通过输入最大啮合尝试次数限制搜索迭代。如果在任意方向达到目标扭矩,步骤将以 OK 状态完成。
Ext - 外部结果
外部结果是在通过外部数字信号(而非通过拧紧期间测得的扭矩或角度值)显示拧紧完成时使用的策略。外部信号可以通过可向 Power Focus 6000 提供数字信号的任意方式提供(如通过 I/O 总线)。
在发送信号时,结果视图(存入的数据)将显示在拧紧程序中提供的目标参数值(规定的扭矩值、角度值或文本字符串)。这些(扭矩和角度)值不代表实际的测量值,而仅是插入的文本。
参数 | 说明 |
|---|---|
扭矩 <目标扭矩> | 所需显示目标扭矩值的数值。比如,信号可以来自 Click Wrench 并显示 <目标扭矩>。 |
角度 <目标角度> | 所需显示目标角度值的数值。比如,信号可以来自 Click Wrench 并显示 <目标角度>。 |
文本 | 所需显示文本的字母数字字符串。例如:“已换油”。 |
MWR - 机电扳手
机电扳手是一个专门步骤,只能与机电扳手 (MWR) 一起使用。
此步骤不能与其他步骤结合使用。此步骤不能使用任何限制。默认情况下,该步骤有三个监视器:峰值扭矩、角度和咔哒声。
参数 | 说明 |
|---|---|
名称 | 用于命名步骤的字母数字字符串。 |
松开限值 | 负扭矩(即拧松方向上的扭矩)的数值,此时拧紧结果标记为 NOK(拧紧方向错误(拧松));单位为 Nm。 |
工具尺寸 | 安装在 MWR-TA 上的特定长度端部配件工具的数值;单位为 mm。 |
工具弯曲 | 安装在 MWR-TA 上的端部配件工具的数值;单位为 °/Nm。 |
重复拧紧角度窗口 | 确定达到扭矩时螺钉是否已拧紧的角度值;单位为 °。 |
最大角速率 | 可拧紧螺钉的最大速率值;单位为 °/s。 |
同步点 - 仅在 Step Sync 控制器上可用。
如要在步骤同步设置中的不同工具之间进行同步,需使用同步点。在这些工具中,工具将在继续拧紧程序的下一步之前等待彼此。可以根据需要将同步点手动添加到拧紧程序,也可以通过选中复选框自动添加。
多步骤监控器和限制
步骤监控器
步骤监控器用于验证是否根据规范实现拧紧,比如角度限值或扭矩。每个步骤有强制步骤监控器和可选步骤监控器。当将新步骤拖至多步骤程序时,将包含强制监控器。可选监控器是灵活的,可按需要放在多步骤程序中。每个步骤最多可各有 8 个监控器。
下列监控器被自动添加到多步骤拧紧程序中添加的每个步骤。
步骤监控器 | 适用的步骤 |
|---|---|
角度 | 全部 |
峰值扭矩 | 全部 |
PT – 峰值扭矩
在该步骤,监控器测量监控期间达到的最大扭矩,包括任何过冲,并检查它是否介于上限和下限之间。
SOT – 切断扭矩
切断点是指步骤达到其目标的点。当使用步骤监控器切断扭矩时,在切断点处测量扭矩,并检查其是否介于上限和下限之间。
SOC – 切断电流
切断点是指步骤达到其目标的点。通过步骤监控器切断电流,在切断点处测量电流,并检查其是否介于上限和下限之间。
TRD – 扭矩率和偏差
在该步骤,监控器测量并检查扭矩率,也就是扭矩与角度的比率。检查计算得到的扭矩率是否介于上限和下限定义的扭矩率限值内。
参数 | 说明 | 图中 |
|---|---|---|
TorqueStart | AngleStart 开始处的扭矩。 | Tstart |
TorqueStop | 扭矩测量停止处的扭矩。 | Tstop |
AngleStart | 当从 TorqueStart 处测量到 AngleStart 时,开始测量扭矩。 | Astart |
AngleStop | 扭矩测量停止处的角度点。 | Astop |
下限 | 定义的最低扭矩。 | TRL |
上限 | 定义的最高扭矩。 | TRH |
参数 | 说明 | 图中 |
|---|---|---|
TorqueStart | AngleStart 开始处的扭矩。 | Tstart |
TorqueStop | 扭矩测量停止处的扭矩。 | Tstop |
AngleStart | 当从 TorqueStart 处测量到 AngleStart 时,开始测量扭矩。 | Astart |
AngleStop | 扭矩测量停止处的角度点。 | Astop |
下限 | 定义的最低扭矩。 | TRL |
上限 | 定义的最高扭矩。 | TRH |
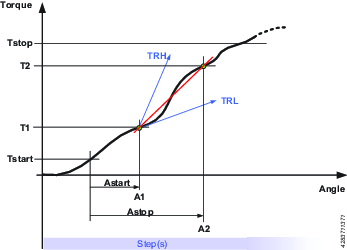
A – 角度
在该步骤,监控器测量监控序列期间达到的峰值角度、峰值扭矩处的角度、切断角度或结束处的角度,并检查它是否介于上限和下限之间。角度测量在监控序列的开始或结束处开始,或者(如果指定的话)在扭矩第一次超过触发扭矩的点处开始。
PTCA – 后螺纹切割角度
测量监控期间达到的角度并检查其是否介于指定角度限值之间。在达到螺纹切割角度窗口结束处之前,触发扭矩水平被忽略。然后,一旦测量扭矩超出触发扭矩,角度测量就会开始。参数停止条件规定角度测量应在哪里结束。
PTCPT – 后螺纹切割峰值扭矩
测量监控期间达到的最大扭矩,包括任何过冲,并检查其是否介于扭矩限值之间。在达到螺纹切割角度窗口结束处之前,所有扭矩值被忽略。
TAW – 角度窗口的扭矩
监控器检查角度窗口长度中的所有扭矩值是否介于扭矩限值之间。角度窗口从扭矩第一次超过触发扭矩的点处以开始角度开始。如果触发扭矩没有设置,开始角度在监控步骤的开始处开始。由于所有扭矩值必须介于扭矩限值之间,可能会发生两个限值都被超过的情况。如果发生这种情况,错误信息角度窗口中的扭矩高拥有优先权,将出现在结果中。如果未达到角度窗口的结束处,监控器的状态为 NOK。
PVTH – 后视图平均扭矩高
角度窗口长度中的所有扭矩值应低于扭矩上限。角度窗口以开始角度中设置的角度从关闭点反方向开始。然后反向跨越角度窗口长度中设置的角度。如果开始角度留空,角度窗口在切断点开始。监控器中使用的扭矩值基于根据样本数量求出的平均扭矩值。如果步骤的总角度小于开始角度加角度窗口长度,监控器将报告 NOK。
PVTL – 后视图平均扭矩低
与监控器后视图平均扭矩高相同,但是监控器将转而检查角度窗口长度中的所有扭矩值是否超过扭矩下限。
YA – 屈服角度
在找到屈服点后监控该角度。屈服点通过监控扭矩变化率找到,并基于扭矩和角度距离测量求出。角度距离参数根据指定连接硬度设置。
SSD – 杆件滑动检测
在该步骤,监控器检测并报告步骤中的杆件滑动影响。通过计算扭矩低于触发级别的次数来完成检测。如果次数大于最大振动次数,则报告粘滑错误。监控器以两种不同的模式操作:动态或固定。两种模式之间的差异是计算触发器水平的方式。
动态扭矩:触发器水平被动态计算作为监控期间迄今达到的当前最大扭矩的峰值扭矩百分比。一旦扭矩超过触发扭矩,监控启动。
固定扭矩:触发器水平为用户指定的固定触发扭矩。此模式中不需要百分比。
如果扭矩从未达到监控器不启动的触发扭矩,这将导致 NOK 状态。
PrT - 有效扭矩
监控器计算窗口长度中的有效扭矩值并检查它们是否介于扭矩限值之间。角度窗口以开始角度中设置的角度从关闭点反方向开始。然后反向跨越角度窗口长度中设置的角度。如果开始角度留空,角度窗口在切断点开始。求出的有效扭矩值为窗口长度期间的平均或峰值扭矩(取决于用户设置的参数)。求出的值被保存为结果数据测得的有效扭矩。如果扭矩补偿设为开启,测得的有效扭矩将从连续步骤中的所有扭矩结果值中扣除。任何之前计算的有效扭矩补偿值将不再从扭矩结果值中扣除。如果扭矩补偿设为否,将不会在连续步骤中扣除。
如果步骤的总角度小于开始角度加角度窗口长度,监控器将报告 NOK。
有效扭矩可以作为测量平均值或峰值扭矩来测量。要在这两种模式之间进行选择,请将使用值参数设为平均扭矩(适用于平均值)或峰值扭矩(适用于峰值)。
Ti – 时间
测量监控期间的实耗时间并检查其是否介于时间限值之间。时间测量在监控开始处开始,如果触发扭矩被指定,则在扭矩第一次在监控期间超过触发扭矩的点处开始。
Cl – 咔哒声
监视以启用咔哒声扭矩和咔哒声角度结果。此监视器没有设置,只能与 MWR 步骤一起使用。
限制
为确保在发生非预期事件时停止拧紧,可为多步骤拧紧程序添加限制。例如,这些限制可测试确保未达到最大扭矩,或多步骤拧紧的部分不会花太长运行时间。每个步骤有其自己的一组强制步骤限制和可选步骤限制。当将新步骤拖至多步骤程序时,将包含强制限制。所有步骤最多可各有 4 个限制。
下列限制被自动添加到多步骤拧紧程序中添加的每个步骤。
步骤限制 | 适用的步骤 |
|---|---|
步骤限制最大时间 | 全部 |
步骤限制最大扭矩 |
|
步骤限制最大角度 |
|
Ti – 最大时间
该限制进行时间检查。如果达到最大限值,工具立即停止。
A – 最大角度
该限制进行角度测量。如果测得的角度达到最大限值,工具立即停止。角度从限制的开始处测量,或者(如果指定的话)从扭矩在该步骤期间第一次超过扭矩触发器的点处测量。
参数 | 说明 |
|---|---|
触发器扭矩 | 如果指定,这是开始测量角度处的扭矩。 |
最大限值 | 如果达到该限值,工具立即停止。 |
T – 最大扭矩
该限制检查扭矩,如果测得的扭矩超过最大限值,工具立即停止。
CTh – 跨线程
该限制从扭矩超过开始扭矩 (T1) 的点到扭矩超过结束扭矩 (T2) 的点检查角度。如果从开始扭矩 (T1) 测得的角度大于最大角度限值 (Amax),工具立即停止。
当扭矩超过结束扭矩 (T2),测得的角度对照限值最小角度限值 (Amin) 检查。如果角度小于该限值,工具立即停止。
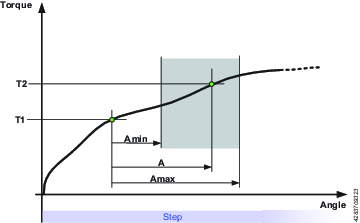
RT – 取消扭矩
该限制检查扭矩,如果测得的扭矩小于取消扭矩限值,工具立即停止,程序跳到结束处。如要激活限制,扭矩必须先超过有效扭矩限值的 110%。
线缆工具有选择“Rescinding Torque for Angle”(角度解除扭矩)的选项。限制由两个参数控制:Percentage(百分比)和 Time Below Limit(低于限值的时间)。百分比设置上一个峰值扭矩的向下偏差,低于限值的时间设置偏差的持续时间(5 到 500 ms)。只有两个条件同时满足(等于或低于设置持续时间的指定百分比),程序才会中断并跳至结束。
TG – 扭矩变化率
该限制检查变化率,如果它超出变化率限值,工具立即停止,程序跳到结束处。第一个变化率在达到触发扭矩之后在角度窗口中计算,新变化率则在每当有新的扭矩和角度样本可用时计算。
如果在超过触发扭矩之前到达步骤结束处,该限制被视为 OK,不会报告拧紧错误。
TCD – 扭矩与电流偏差
该限制验证转化为对应扭矩的所有当前测量是否不超过使用扭矩传感器测得的实际扭矩的最大偏差。当扭矩在该步骤期间第一次达到触发扭矩并被激活直至步骤达到其目标时,限制开始。
如果触发扭矩从未达到,监控器将报告 OK。
TAW – 角度窗口的扭矩
该限制检查角度窗口长度中的测得扭矩是否介于扭矩限值之间。如果测得的扭矩超出限值,工具立即停止,程序跳到结束处。角度窗口长度从扭矩第一次超过触发器扭矩的点处以开始角度开始。如果触发扭矩没有设置,开始角度在限制的开始处开始。
如果未达到角度窗口长度的结束处,限制的状态为 NOK。
多步骤模板
所有已创建的模板均在“步骤、限制和监控器”选项卡旁的“模板”选项卡中显示。可以插入(拖放)模板并将其作为构建新的多步骤程序的基础。
当尚未添加步骤时,只可通过拖放的方式来将模板添加到多步骤程序中。在将模板拖到多步骤程序之后,才可以添加步骤。
修改多步骤拧紧程序时,模板本身不会受到影响,因为模板是被复制(而不是链接)到程序中。
在库 > 程序模板中创建多步骤程序模板。
步骤配置阶段
控制器拧紧程序需要设定好参数,以执行程序。选择一个策略,目标扭矩或目标角度是必选的。其他设置为可选设置。此外,还可以通过添加扭矩或角度旋转必须遵守的限制范围来监控整个拧紧过程。
拧紧过程可分成四个阶段:开始、旋入、拧紧和停止。
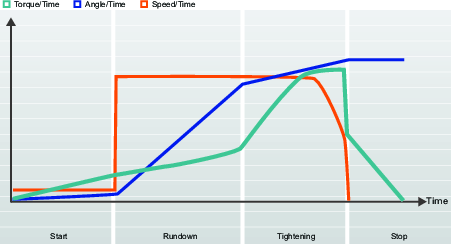
该图为所述的典型拧紧方式。曲线表示速度,扭矩和角度随时间的变化。所有拧紧策略都以这种方式表示。参数、监控器和限值也在详图中显示。
任务时间为:从按下触发器到拧紧目标实现或者出现错误为止。
拧紧策略与具体参数设置的组合构成了拧紧程序。
用户可以创建许多不同的拧紧程序,其中一个在运行时被选择。
真实角度补偿
部分工具可以在拧紧过程中发现并测量工具旋转。如果工具在拧紧过程中旋转,那么角度测量可能会被破坏。如果工具移动太大,则有可能导致错误拧紧。对于指定限度内的变化,控制器可以补偿这些旋转并进行正确的拧紧。
这是每个虚拟站点都可用的附加许可功能。
如果工具旋转在拧紧过程中超出指定限值,那么拧紧被中止并报告 NOK。附加信息报告工具移动超出限值。
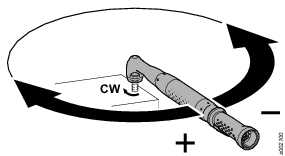
参数 | 说明 | 默认 |
|---|---|---|
角度负限 | 定义工具的最大逆时针旋转。如果数值超出限度,那么拧紧被终止并且报告错误。以角度数值表示。 | 启用,数值设定为 -30 度 |
角度正限 | 定义工具的最大顺时针旋转。如果数值超出限度,那么拧紧被终止并且报告错误。以角度数值表示。 | 启用,数值设定为 +30 度 |
STB 工具没有能力测量工具移动。如果真实角度补偿被设为开,则错误消息无效的拧紧程序将连同附加信息不受工具支持的功能一起显示。
电流监测
电流监测为监测拧紧扭矩提供额外保护,并且它是工具中的扭矩传感器的补充。
转子电流在最终目标扭矩中被测量并且转换为扭矩值。如果计算的扭矩在测量扭矩的 10% 范围内,那么拧紧被视为 OK。
参数 | 说明 | 默认 |
|---|---|---|
电流监测 | 具有开 - 关位置的开关 关闭:电流监测被禁用,并且工具扭矩由扭矩传感器测量。 开启:在最终扭矩目标下测量电流并转换为扭矩值。计算的扭矩与测量扭矩对比。如果差异在 10% 以内,那么拧紧被视为 OK。 | 关闭 |
开始阶段
开始阶段启动拧紧,并启用套筒及螺纹查找。
参数名称 | 条件 | 说明 |
|---|---|---|
软启动 |
| 允许设置工具帮助螺钉拧入螺纹的速度、角度和最大扭矩。 关闭:软启动已关闭。 开启:软启动已开启。 |
速度 | 软启动 = On | 定义软启动期间的速度。 |
角度 | 软启动 = On | 定义转轴使螺栓进入螺纹的目标旋转角度。 |
扭矩最大值 | 软启动 = On | 定义软启动期间施加的最大扭矩。如果超过了最大扭矩,拧紧中止并显示一条错误消息。拧紧操作将被视为不正确。 |
正 | 真实角度 | 定义工具的最大顺时针旋转。如果数值超出限值,那么拧紧被终止并且报告错误。以角度数值表示。 |
负 | 真实角度 | 定义工具的最大逆时针旋转。如果数值超出限值,那么拧紧被终止并且报告错误。以角度数值表示。 |
旋入阶段
旋入介绍
旋入步骤是拧紧的组成部分,该阶段从螺钉进入螺纹时开始,直到螺钉头刚好接触底面并达到贴合为止。旋入期间所需的扭矩不会影响任何夹紧力。
功能 | 条件 | 说明 |
|---|---|---|
旋入 | 四步拧紧 | 整个步骤可以打开或关闭。 |
自攻 | 选配 | 用于自攻螺纹螺钉。 |
旋入速度 | 可选择 |
|
旋入扭矩限制范围 | 选配 | 监测扭矩并检查值是否在限值内。 |
旋入角度限值 | 选配 | 监测角度并检查值是否在限值内。启用此功能时,时间监控器自动启用。 |
返回查看扭矩 | 选配 | 用于监测扭矩峰值。可以打开或关闭。 |
旋入完成扭矩 | 强制执行 | 旋入的最终目标值。当达到该扭矩时,程序可进入拧紧阶段。 |
旋入自攻、螺纹切割以达到扭矩
自攻 - 切割螺纹以达到目标扭矩功能可在所需的旋入扭矩大于旋入完成扭矩时启用拧紧,例如,当使用自攻螺纹螺钉拧紧金属薄层时。当扭矩值达到 SelftapTorqueMin/2 时,自攻窗口启动。在角度窗口中,扭矩必须超过 SelftapTorqueMin,但不超过 Selftap-Torque-Max。
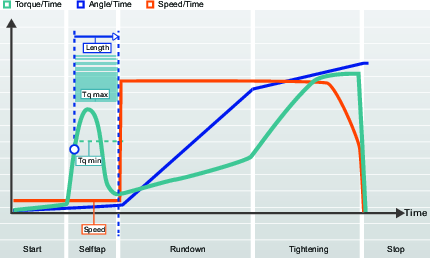
参数名称 | 说明 | 默认值 |
|---|---|---|
自攻 | 关闭:自攻关闭。 开启:自攻开启。 | 关闭 |
长度 | 定义自攻期间的套筒旋转角度。从开始步骤结束时开始测量。 | 360° |
速度 | 定义自攻期间的速度 | 35 rpm |
最小扭矩 | 达到自攻下限时的扭矩值。 | 0 Nm |
扭矩最大值 | 达到自攻上限时的扭矩值。 | 工具最大扭矩 |
旋入扭矩限值
螺母与连接件之间的摩擦力可能变化。这可能导致拧紧螺钉所需的扭矩在螺母与接头表面接合前也发生变化。例如,这些效应可能是孔干涉、预置扭矩或润滑变化。
在旋入锁紧螺母或螺钉(它在螺纹中有一个有助于紧固件抗振的塑料嵌块)时,监测旋入扭矩很有用。这将需要更高的扭矩(称为牵出扭矩)来克服干涉。
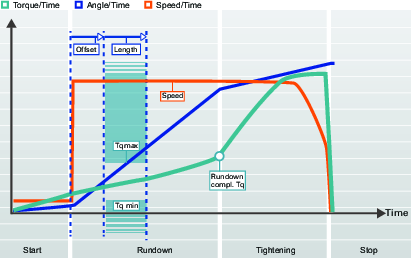
参数名称 | 说明 | 默认值 |
|---|---|---|
旋入扭矩限制范围 | 关闭:旋入扭矩限值关闭。 开启:旋入扭矩限值开启。 | 关闭 |
偏移 | 角度间隔开始前的角度偏移。 | 0° |
长度 | 用以定义旋入扭矩限值部分的角度。 | 360° |
最小扭矩 | 达到旋入扭矩下限时的扭矩值。 | 0 Nm |
扭矩最大值 | 达到旋入扭矩上限时的扭矩值。 | 4.75 Nm |
旋入角度限值
通过监测旋入阶段的旋转角度,可以检测到螺钉螺纹规格或长度不正确等错误。例如,螺纹过长可能需要较大的旋转角度,螺钉才可贴合到位。
如果步骤的目标为角度值,可使用该选项。
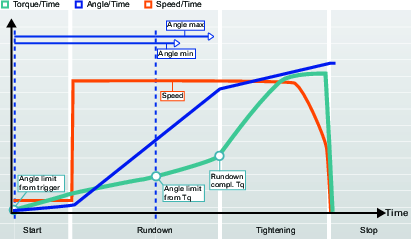
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
旋入角度限值 |
| 关闭:旋入角度限值关闭。 从触发器:旋入角度限值开启。一旦按下工具触发器,系统便会开始监控拧紧角度,并报告是否超出角度限值。 从扭矩:旋入角度限值开启。系统开始根据指定的扭矩值监控拧紧角度,并报告是否超出角度限值。 | 关闭 |
旋入角度监测扭矩 | 旋入角度监控扭矩 = 从扭矩开始 | 从设置旋入角度限值的位置开始的扭矩值。 | 2.50 Nm |
最小角度 | 旋入角度限值 = 开启 | 达到从起点开始的角度下限时的角度值。 | 100° |
最大角度 | 旋入角度限值 = 开启 | 达到从起点开始的角度上限时的角度值。 | 1000° |
最短时间 | 旋入角度限值 = 开启 | 步骤的最短时间。 | 10 ms |
最长时间 | 旋入角度限值 = 开启 | 步骤的最长时间。 | 5000 ms |
返回查看扭矩
有些连接件在旋入完成前会有一个扭矩峰值。返回查看扭矩可以监控在两个指定角度间隔之间的扭矩值。间隔起始点被定义为旋入完成前的一个角度值,然后以指定的角度间隔监测扭矩。
因此返回查看扭矩与旋入扭矩限值类似,除非最大和最小限值可以彼此独立定位,并且长度差异能够更好地控制旋入的结果。
监测旋入返回查看扭矩是一个选项,由开关  控制
控制
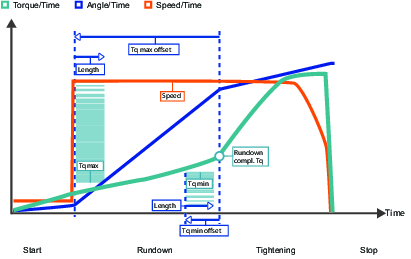
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
返回查看扭矩 |
| 从快捷菜单选择返回查看扭矩。 关闭:返回查看扭矩关闭。 开启:返回查看扭矩开启。 | 关闭 |
最小扭矩 | 返回查看扭矩 = 开启 | 返回查看扭矩下限扭矩值。 | 4 Nm |
最小扭矩偏移 | 返回查看扭矩 = 开启 | 返回查看扭矩最小间隔起始前的角度偏差。 | 720° |
最小扭矩长度 | 返回查看扭矩 = 开启 | 角度长度定义了返回查看扭矩最小值区域 | 90° |
扭矩最大值 | 返回查看扭矩 = 开启 | 达到柱状图扭矩上限时的扭矩值。 |
|
最大扭矩偏移 | 返回查看扭矩 = 开启 | 柱状图扭矩最大间隔起始前的角度偏差。 | 360° |
最大扭矩长度 | 返回查看扭矩 = 开启 | 角度长度定义了返回查看扭矩最大值区域 | 90° |
补偿值 | 返回查看扭矩 = 开启 | 从快捷菜单选择补偿值。 关闭: 峰值扭矩 开启:平均扭矩 |
旋入参数
参数名称 | 条件 | 说明 | 默认值 |
|---|---|---|---|
自攻 |
| 自攻通过开关激活 关闭:自攻已关闭。 开启:自攻已开启。 | 关闭 |
长度 | 自攻 = 开启 | 定义自攻期间的套筒旋转角度。从开始步骤结束时开始测量。 | 360° |
速度 | 自攻 = 开启 | 定义自攻期间的速度 |
|
最小扭矩 | 自攻 = 开启 | 达到自攻下限时的扭矩值。 | 0 Nm |
扭矩最大值 | 自攻 = 开启 | 达到自攻上限时的扭矩值。 | 工具最大扭矩 |
旋入扭矩限制范围 |
| 旋入扭矩限值通过开关激活 关闭:旋入扭矩限值关闭。 开启:旋入扭矩限值开启。 | 关闭 |
偏移 | 旋入扭矩限值 = 开启 | 角度间隔开始前的角度偏移。 | 0° |
长度 | 旋入扭矩限值 = 开启 | 用以定义旋入扭矩限值部分的角度。 | 360° |
最小扭矩 | 旋入扭矩限值 = 开启 | 达到旋入扭矩下限时的扭矩值。 | 0 Nm |
扭矩最大值 | 旋入扭矩限值 = 开启 | 达到旋入扭矩上限时的扭矩值。 | 目标扭矩百分比 |
旋入角度限值 |
| 旋入角度限值从快捷菜单中选择。 关闭:旋入角度限值关闭。 从触发器:旋入角度限值开启。一旦按下工具触发器,系统便会开始监控拧紧角度,并报告是否超出角度限值。 从扭矩:旋入角度限值开启。系统开始根据指定的扭矩值监控拧紧角度,并报告是否超出角度限值。 | 关闭 |
旋入角度监测扭矩 | 旋入角度监控扭矩 = 从扭矩开始 | 从设置旋入角度限值的位置开始的扭矩值 |
|
最小角度 | 旋入角度限值 = 开启 | 达到从起点开始的角度下限时的角度值 | 100° |
最大角度 | 旋入角度限值 = 开启 | 达到从起点开始的角度上限时的角度值 | 1000° |
最短时间 | 旋入角度限值 = 开启 | 步骤的最短时间 | 10 ms |
最长时间 | 旋入角度限值 = 开启 | 步骤的最长时间 | 5000 ms |
返回查看扭矩 |
| 返回查看扭矩通过开关激活 关闭:返回查看扭矩关闭。 开启:返回查看扭矩开启。 | 关闭 |
最小扭矩 | 返回查看扭矩 = 开启 | 返回查看扭矩下限扭矩值。 |
|
最小扭矩偏移 | 返回查看扭矩 = 开启 | 返回查看扭矩最小间隔起始前的角度偏差。 | 720° |
最小扭矩长度 | 返回查看扭矩 = 开启 | 角度长度定义了返回查看扭矩最小值区域 | 90° |
扭矩最大值 | 返回查看扭矩 = 开启 | 达到柱状图扭矩上限时的扭矩值。 |
|
最大扭矩偏移 | 返回查看扭矩 = 开启 | 柱状图扭矩最大间隔起始前的角度偏差。 | 360° |
最大扭矩长度 | 返回查看扭矩 = 开启 | 角度长度定义了返回查看扭矩最大值区域 | 90° |
补偿值 | 返回查看扭矩 = 开启 | 补偿值从快捷菜单选择。 | |
旋入完成扭矩 |
| 定义实现贴合并完成旋入时的扭矩值。然后程序可以继续拧紧螺钉。旋入完成时的扭矩必须小于多步骤拧紧策略中的第一扭矩或者 TurboTight 拧紧策略中的目标扭矩。 | 0° |
时间监控
时间监控可用于大多数拧紧策略,但有一些变化:
时间监控不适用于旋转策略。
时间监控适用于旋入阶段。
时间监控适用于拧紧阶段的最终拧紧步骤。
时间监控与角度监控结合使用。当启用角度监控或最终目标为角度值时,时间监控可用。
如果在任一阶段违反时间限值,拧紧将终止。NOK 详细原因结果被相应地设置。
详细 NOK 原因
|
NOK 原因 |
说明 |
|---|---|
|
旋入时间高 |
从激活直到旋入完成所测得的时间高于最大时间限值 |
|
旋入时间低 |
从激活直到旋入完成所测得的时间低于最小时间限值 |
|
最终拧紧时间高 |
从激活直到达到拧紧目标所测得的时间高于最大时间限值 |
|
最终拧紧时间低 |
从激活直到达到拧紧目标所测得的时间低于最小时间限值 |
停止阶段
停止阶段将终止拧紧,以松开套筒。
软停止使得拧紧能够以一种更加符合人体工学的方式停止。它能使工具不会在 50-300 ms 时间间隔内停止,因为该停止操作时间间隔会让人感觉不适。
参数 | 说明 | 默认值 |
|---|---|---|
软停止 | 打开或关闭软停止。 关闭:不使用软停止。 开启:软停止已激活。达到目标扭矩后,工具速度立即降到 75%。之后在最多 40 ms 内,速度降到 0。 | 关闭 |
拧松螺钉
通过设置拧松参数,可控制指定拧紧程序的拧松行为特性。指定拧松速度和扭矩以确保螺钉按照预期松开,从而确保无论使用哪种工具,螺钉的螺纹都不会受损。
达到旋出扭矩后,拧松被视为 OK。由于螺钉长度不同,系统可能无法确定螺钉何时才完全旋出。操作员需要继续拧松直到视为完成。
拧松分为常规拧松和 TurboLoosening。根据工具能力和所选的拧紧策略自动完成选择。TurboTight 可达到更高的目标扭矩,因此常规拧松策略是不够的。TurboLoosening 通常使用脉冲策略,如果工具支持的话,该策略将被自动选择。
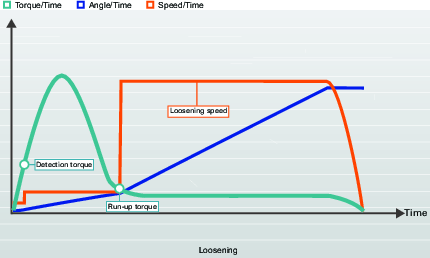
参数名称 | 说明 |
|---|---|
启动 | 以低速运行。如果测得的扭矩低于检测扭矩,转到旋出步骤。 |
拧松 | 对于常规拧松:以低速运行,直到测得的扭矩低于旋出扭矩,然后进入旋出步骤 对于 Turboloosening:使用所需的脉冲数量拧松螺钉,直到测得的扭矩低于旋出扭矩,然后进入旋出步骤 |
旋出 | 需要的话,以拧松速度运行工具。 |
参数名称 | 说明 | 默认值 |
|---|---|---|
拧松已启用 | 通过单选按钮选择。 关闭:拧松被禁用。 开启:拧松被启用,附加参数可配置。 | 开启 |
检测扭矩 | 通过单选按钮选择。 自动:数值根据工具类型和工具能力设置。 开启:数值以手动方式设置。 | 7% 工具最大扭矩 |
检测扭矩 | 执行拧松操作并产生拧松结果所需的最小扭矩。 | 3.5 Nm |
旋出扭矩 | 通过单选按钮选择。 自动:数值根据工具类型和工具能力设置。 开启:数值以手动方式设置。 | |
旋出扭矩 | 扭矩低于旋出扭矩时,拧松被视为 OK。 由于螺钉长度不同,系统可能无法确定螺钉何时才完全旋出。这由操作员决定。 | 3.5% 工具最大扭矩 |
阶段参数说明
目标扭矩限值
通过设置目标扭矩限值,如果某次拧紧的扭矩结果超出指定的扭矩限值,则可以废弃该拧紧。扭矩设定得太高会导致螺栓由于通过屈服点而变形、断裂或甚至螺纹滑丝。扭矩不足会导致夹紧力不足以承受连接件的设计所能承受的力。
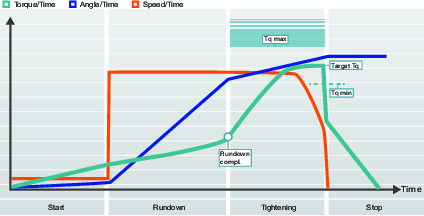
目标角度限值
在设置目标角度限值后,可以监控拧紧期间螺母是否旋转了所需的角度。
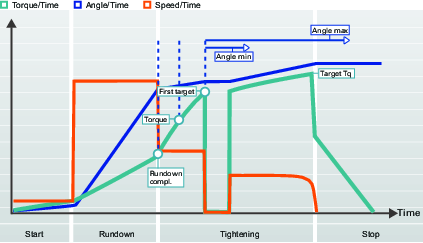
扭矩补偿
本文采用图形表示,以描述配置设定及参数值的解释。图形没有使用在控制器或 ToolsTalk 2 的图形用户界面中。
使用扭矩补偿,能够更好地确定作用在连接件上的实际夹紧力,并且能够减少施加的夹紧力的分散。
通过参照从旋入完成开始时的规定角度以及计算旋入阶段所用的扭矩值设置扭矩补偿点。之后,通过给目标扭矩添加扭矩补偿点计算出的扭矩值以便在螺栓中形成预载荷时,将进行补偿。
参数 | 说明 |
|---|---|
扭矩补偿 | 允许针对旋入阶段中使用的扭矩调整目标扭矩。 关闭:不进行补偿。 开启:手动设置扭矩补偿点。 |
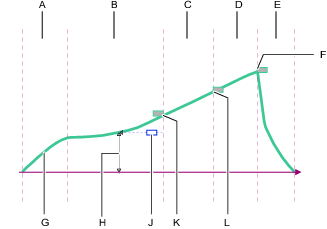
A | 开始阶段 |
B | 旋入阶段 |
C | 拧紧阶段的第一步 |
D | 拧紧阶段的最终步 |
E | 停止阶段 |
F | 最终拧紧目标扭矩 |
G | 最初拧紧目标扭矩 |
H | 旋入完成目标扭矩 |
J | 扭矩补偿参考点(角度) |
K | 扭矩补偿值(扭矩) |
L | 扭矩对时间曲线 |
可选的扭矩补偿参数于拧紧阶段的最初拧紧步骤中发现,但测量在旋入阶段完成。如果启用,那么下列情况发生:
扭矩值在旋入完成前于规定的角度测量。
测量值定义为扭矩补偿值。
拧紧继续进行到最初拧紧步骤。
下列所有扭矩值,如目标扭矩或角度监测扭矩,都以增加扭矩补偿值获得补偿。
剩余扭矩校正系数
剩余扭矩校正系数这一术语类似于校准,用于调整电气工具测量的动态扭矩和控制工具测量的剩余扭矩。
剩余扭矩校正系数可用于运行 TurboTight 策略和 TensoPulse 拧紧策略的所有工具。它还可用于控制器支持的电池脉冲工具。
当使用不同于 100 的剩余扭矩校正系数时,报告的最终扭矩不再是工具传感器测量的动态扭矩。
动态扭矩测量使用内部扭矩传感器持续测量扭矩。当达到目标扭矩时,工具停止工作,随之评估并报告结果。传感器中测量的最终扭矩受连接条件、工具速度、齿轮和套筒等影响。
在完成拧紧后,测量剩余扭矩。需要将扭矩持续或重新开始拧紧至更高的级别。剩余扭矩决定着接头的夹紧力。
动态扭矩测量具有高度重复性,但在工具类型和工具速度之间可能有所不同。 | 手持式校准扭矩扳手测量剩余扭矩精准度高,但鉴于接头余量、扭矩衰减、摩擦或操作技巧等原因,也存在较高变化。 |
Residual torque correlation factor(剩余扭矩校正系数)用于补偿动态扭矩和剩余扭矩。该系数应通过执行测试决定。多次执行所选的拧紧程序并记录动态扭矩。此外,还手动测量拧紧,以确定剩余扭矩。

可以用剩余扭矩除以动态扭矩计算 Residual torque correlation factor(剩余扭矩校正系数)。Residual torque correlation factor(剩余扭矩校正系数)以百分比形式表示,默认为 100%。这意味着报告的动态扭矩未被修改。
参数 | 功能 |
|---|---|
目标扭矩 | 为采用 TurboTight 策略的拧紧设定工具目标扭矩。 |
最终动态扭矩 | 最终扭矩作为所执行拧紧的结果报告。 |
动态扭矩 | 动态扭矩由参考传感器测量。 |
剩余扭矩 | 所需的剩余扭矩确保理想的夹紧力。 |
剩余扭矩校正系数 | 剩余扭矩和动态扭矩之间的补偿因数 |
可以使用扭矩调整的示例:
选择 TurboTight 策略。应将接头拧紧至 12 Nm,以达到所需的夹紧力。执行以下设置:
设置示例 | 值 | 功能 |
|---|---|---|
目标扭矩 | 12 Nm | 控制器中编设的理想目标扭矩 |
剩余扭矩校正系数 | 100 | 剩余扭矩和动态扭矩之间的补偿因数 |
进行一定次数拧紧。在每次拧紧后,用校准的扭矩扳手检查接头。计算平均值,由此会发现如下结果:
初始参数和结果 | 值 | 功能 |
|---|---|---|
目标扭矩 | 12 Nm | 控制器中编设的目标扭矩。 |
最终扭矩 | 12 Nm | 最终扭矩作为所执行拧紧的结果报告。 |
动态扭矩 | 12 Nm | 源自工具传感器的未补偿测量扭矩。 |
剩余扭矩 | 10 Nm | 利用校准后扭矩扳手或其他测试工具测量的剩余扭矩。 |
剩余扭矩校正系数 | 100 % | 剩余扭矩和动态扭矩之间的补偿因数 |
测试表明,剩余扭矩过低,无法形成所需的夹紧力。计算的剩余扭矩校正系数为 0.83,亦即 83 %。对调整因数进行调节并获得如下结果。
最终参数和结果 | 值 | 功能 |
|---|---|---|
目标扭矩 | 12 Nm | 控制器中编设的目标扭矩。 |
最终扭矩 | 12 Nm | 最终扭矩作为所执行拧紧的结果报告。 |
动态扭矩 | 14.5 Nm | 源自工具传感器的未补偿测量扭矩。 |
剩余扭矩 | 12 Nm | 所需的剩余扭矩确保理想的夹紧力。 |
剩余扭矩校正系数 | 83 % | 剩余扭矩和动态扭矩之间的补偿因数。 |
这表示我们需要将钻头拧紧超过指定目标值,以补偿差值并达到接头所需的扭矩。
务必用同型号工具进行校正并在生产中使用参数配置。
早期扭矩丢失检测
当螺钉头达到贴合状态且扭矩迅速增大时,拧紧程序从旋入移到拧紧。该点被称为旋入扭矩,通过达到设定扭矩值来定义。
对于正确的拧紧,假设扭矩是增加的。如果扭矩减小,则可以假设:
套筒从螺钉头上滑落,同时工具触发器仍然按下。工具检测到扭矩快速减小,并继续根据其速度设定旋转。
螺钉断裂,同时工具触发器仍然按下。工具检测到扭矩快速减小,并继续根据其速度设定旋转。
当在该阶段检测到扭矩减小时,执行以下步骤:
在检测到减小之前保存最后扭矩值。
启动检测定时器。
继续拧紧并测量扭矩。
如果扭矩累积并达到保存的水平,并在设定的时间段内根据拧紧程序继续累积,则继续正常拧紧
如果扭矩丢失持续到设定时间段结束,拧紧被考虑为 NOK。
如果工具检测到扭矩丢失,只要工具触发器按下,它就会继续自由旋转。当操作员松开触发器时,拧紧终止并报告结果,结果将陈述详细的 NOK 原因 = 检测到早期扭矩丢失。
创建拧紧程序
如果列表为空,则不会创建拧紧程序。首先创建一个新的拧紧程序:
在工厂结构
区,选择一个控制器。转到拧紧程序
。拧紧程序概述显示可用的拧紧程序列表。
选择添加。创建新的拧紧程序窗口将出现。
要创建新的拧紧程序,请输入下表中所述的参数。
选择添加。窗口关闭,工作区显示必须添加更多参数的配置菜单。
参数 | 说明 |
|---|---|
名称 | 在参数输入字段为拧紧程序分配一个名称。 |
索引(拧紧程序编号) | 第一个自由选择的索引号是默认的,但所有其他自由选择的数字都可被分配给拧紧程序。索引号在后期无法更改。在参数输入字段中输入可选索引号。 |
策略 | 从快捷菜单选择拧紧策略。 |
控制策略 | 从快捷菜单选择。仅适用于某些策略。 |
目标 | 选择要执行拧紧的最终目标。 从快捷菜单选择。 |
目标 | 输入以扭矩和/或角度为单位的拧紧阶段目标值。 |
可用策略取决于 IAM 模块和控制器软件许可证。
拧紧程序配置 - 常规参数
拧紧程序配置菜单包含一些不直接属于拧紧程序的常规参数。这些参数如下:
在步骤配置菜单中输入和编辑了拧紧程序的所有参数。
在工厂结构
工作区中选择一个控制器。选择拧紧程序
选项卡。拧紧程序概述显示拧紧程序列表。
双击其中一个拧紧程序的名称,以查看和/或配置它。
步骤配置菜单有两个选项卡:拧紧和拧松。
菜单控制 | 说明 |
|---|---|
| 折叠属性菜单。这提供更好的屏幕利用率。 |
| 展开属性菜单。这提供了对所有配置的访问。 |
参数 | 说明 | 默认值 |
|---|---|---|
名称 | 建议为拧紧程序分配一个独一无二的名称。 索引号是在创建并准备好拧紧时创建的。最小可用的编号在创建时被分配给程序。 | 程序 |
说明 | 拧紧程序的可选描述。 | |
策略 | 可用选项取决于控制器软件和许可证版本。 |
|
方向 | 螺纹方向定义了转轴的拧紧方向是顺时针 (CW) 还是逆时针 (CCW)。除了在三步策略中使用的拧松步骤期间,转轴的旋转将始终处于此方向。 | 顺时针 |
重复拧紧检测 | 早期:在检测到已拧紧的螺钉/螺栓时立即终止拧紧。拧紧操作将被视为 NOK。要求激活软启动。 完成:即使检测到已拧紧的螺钉/螺栓,只有在执行所有拧紧阶段后,才可终止拧紧。拧紧操作将被视为 NOK。不使用软启动时,要进行重复拧紧检测,必须选择重复拧紧检测完成选项。重复拧紧检测完成将在执行完所有拧紧阶段后终止拧紧。如果速度无法达到旋入速度的一半,拧紧将被视为重复拧紧并提示重复拧紧错误。 关闭:将不执行重复拧紧检测。 软启动组合 = 关闭和重复拧紧 = 之前不支持 | 早期 |
电流监测 | 电流监控为监控拧紧扭矩提供了额外的安全性。这是工具中扭矩传感器的补充。 开启:转子电流在最终目标扭矩中被测量并且转换为扭矩值。如果计算的扭矩在测量扭矩的 10% 范围内,那么拧紧被视为 OK。 关闭:电流监测被禁用,并且工具扭矩由扭矩传感器测量。 | |
真实角度补偿 | 部分工具可以在拧紧过程中发现并测量工具旋转。如果工具在拧紧过程中旋转,那么角度测量可能会被破坏。如果工具移动太大,则有可能导致错误拧紧。对于指定限度内的变化,控制器可以补偿这些旋转并进行正确的拧紧。 这是每个虚拟站点都可用的附加许可功能。 | 关闭 |
角度负限 | 如果真角度补偿设置为开启则激活 定义工具的最大逆时针旋转。如果数值超出限度,那么拧紧被终止并且报告错误。以角度数值表示。 | 30 度 |
角度正限 | 如果真角度补偿设置为开启则激活 定义工具的最大顺时针旋转。如果数值超出限度,那么拧紧被终止并且报告错误。以角度数值表示。 | 30 度 |
附件调校已启用 | 附件调校可以对工具的前附件进行补偿。可以为每个拧紧程序进行补偿。 操作人员可以热切换附件,然后选择针对特定附件调校的拧紧程序。 附件调校适用于所有传统的策略,STwrench 除外。 附件调校需要单独描述的一些特殊步骤。 | 否 |
验证
在配置拧紧程序期间,将输入的值与刀具能力值进行比较,以防止参数超出选定的限值。如果使用了许多不同的工具,用户定义的最大值非常有用。
如果验证工具值被设为关闭,则忽略这些值,并根据最大工具能力完成验证。
如果验证工具值被设为开启,则应该可以从所有连接的工具中选择一个工具来验证拧紧程序。工具验证按客户端进行,这样可以使操作员能够针对不同客户端的不同工具进行验证。
参数 | 说明 | 默认值 |
|---|---|---|
工具 | 手册 | |
最大扭矩 | 校验中使用的最大限值。可以被选定为任何值,但是建议使用实际工具值。以数字扭矩值表示。 | |
最大速度 | 校验中使用的最大限值。可以被选定为任何值,但是建议使用实际工具值。以数字 rpm 值表示。 |
一个控制器可以拥有若干虚拟站点,包括拥有不同能力的工具。可按每个拧紧程序选择用户定义的值。
历史
拧紧程序历史记录存储最近 10 位用户所做的更改。选择任何已存储的版本,以查看参数详细信息。通过点击替换激活所选版本。要打印所选拧紧程序的所有已存储参数历史记录详细信息,请选择历史记录>报告>打印。
打印
选择打印按钮打开一个快捷方式窗口,其显示当前的所有拧紧程序配置和参数值。此窗口可以发送至打印机。
要打印已存储的拧紧程序,请选择历史记录中的程序,然后选择报告选项卡。
拧紧程序验证
ToolsTalk 2 应用程序自动将输入的参数与参数规则和可选的工具能力进行比较。如果校验检测到任何错误,在报告它们时将会一并提供错误说明。
创建新程序时,部分参数会拥有默认值。可能出现违反拧紧规则的情况,此时会显示错误指示符。
错误指示符标记  。
。
错误指示符的位置指向错误参数。让光标悬停在错误指示符上,将会弹出一个窗口说明违反了哪些规则。如果出现错误,请更改参数。纠正参数后,错误指示符将消失。
拧紧程序历史记录
ToolsTalk 2 保持跟踪对拧紧程序所做并推送到控制器的最后 10 个更改:
含有所有原始拧紧程序参数设置和所做更改的打印报告。
含有所有当前拧紧程序参数设置的打印报告。
拧紧程序的修订历史列表。可以通过选择所需的版本并点击替换命令按钮来快速更改为之前的拧紧程序参数设置。
当执行推送命令以及从 ToolsTalk 2 更新控制器时,修订历史记录被创建。
在工厂结构工作区
中选择一个控制器。 选择拧紧程序图标
。双击拧紧程序以打开拧紧程序配置工作区。
选择历史记录命令按钮。
管理拧紧程序历史记录弹出窗口将打开。
选择更改选项卡。
窗口左侧显示修订历史记录列表。
点击一行选择一个修订。
窗口右侧显示配置参数的详细列表。
可比较两个拧紧程序修订。选择第一个拧紧程序后,按住键盘上的控制 (Ctrl) 按钮,然后选择第二个拧紧程序。右侧窗口显示这两个设置。可显示所有参数或通过选择仅显示变更内容框仅显示不同的参数。
完成后,选择关闭命令按钮。
弹出窗口关闭。
选择更改选项卡。
窗口左侧显示修订历史记录列表。
从已存储的拧紧程序中选择两个拧紧程序。
两个选定的拧紧程序之间的比较将显示在右侧的列中。
选择关闭命令按钮。
弹出窗口关闭。
选择更改选项卡。
窗口左侧显示修订历史记录列表。
点击一行选择一个修订。
窗口右侧显示配置参数的详细列表。
选择替换命令按钮。
选择关闭命令按钮。
弹出窗口关闭。
选择报告选项卡。
选择打印命令按钮。
打印对话窗口打开以进行打印。
完成后,选择关闭命令按钮。
弹出窗口关闭。
打印的报告包含所有配置和参数值的完整列表。此外,它列出了每个修订版本中的所有修订和更改。这提供了在拧紧程序中所做的修订的完整历史记录。时间戳会在做出更改或从 ToolsTalk 2 完成推送时显示。
附件调校
附件调校可以对工具的前附件进行补偿。可以为每个拧紧程序进行补偿。
操作人员可以热切换附件,然后选择针对特定附件调校的拧紧程序。
附件调校适用于所有传统的策略,STwrench 除外。
在工厂结构工作区
中选择一个控制器。选择拧紧程序
。拧紧程序概述显示拧紧程序列表。
双击其中一个拧紧程序的名称,以查看或配置程序。
在属性菜单中选择附件调校启用 是或否。
如果禁用此功能,则其余参数不可见。
转到步骤配置菜单和开始阶段。
选择使用附件调校 是或否。
如果此功能切换到是,调校因子可见且可以编辑。
调校参数为:
附件传动比
效率优化
|
附件调校 |
说明 |
默认 |
|---|---|---|
|
附件传动比 |
需要使用附件传动比来补偿角度。 最小:0.5 最大:3.6 套筒转速 = 工具速度/传动比 |
1.0 |
|
效率优化 |
需要使用附件传动比及效率优化来补偿扭矩。 最小:0.5 最大:1.0 例如,0.9 表示 10% 的效率损失。 |
1.0 |
小心:附件传动比影响工具速度并可能相应地影响安全限值。
导入拧紧程序
可以在 ToolsTalk 2 安装中导入以前导出的拧紧程序。
在工厂结构
区,选择一个控制器。转到拧紧程序
选项卡。拧紧程序概述显示可用的拧紧程序列表。
选择添加。在创建新的拧紧程序对话框中,选择导入选项卡。
选择打开文件然后找到所需的导入文件。文件格式必须为 json。选择添加。
导入的拧紧程序将添加到拧紧程序工作区的列表中。
删除拧紧程序
为每个即将删除的拧紧程序选择相应的复选框。
选择管理然后选择删除。
拧紧程序概述中的列表被更新。
复制和粘贴拧紧程序
现有的拧紧程序可以复制为模板,然后粘贴到另一个控制器上。
复制和粘贴只能在同一控制器或运行相同软件版本和控制器类型的不同控制器上执行。
在工厂结构
区,选择一个控制器。转到拧紧程序
。工作区显示所有可用的拧紧程序。
右键点击要复制的一行,或者,若要复制多行的话,选中要复制的每个程序上的复选框
,然后点击右键。选择复制。
右键点击空工作区区域中的任意位置,然后选择粘贴以将拧紧程序添加到列表中的第一个可用位置。或者,右键点击并选择粘贴索引以选择程序列表中的位置。双击打开拧紧程序并进行修改。
也可以将拧紧程序模板粘贴到程序模板库工作区中。
全局拧紧程序
拧紧程序可以是本地的或全局的。如果拧紧程序是全局的,则在拧紧程序列表的库链接列中显示是。
在一些文档和较旧的图形用户界面版本中,拧紧程序一词可用 Pset 代替。
本地拧紧程序对单个控制器有效。
在工厂结构工作区
中选择一个控制器。在工具栏上,选择拧紧程序
。拧紧程序概述显示拧紧程序列表。
本地拧紧程序只可通过拧紧程序 选项卡编辑。
本地拧紧程序在拧紧程序库 中不可见。
全局拧紧程序对于订阅拧紧程序的多个控制器有效。如果将全局拧紧程序分发给控制器,则在使用传统策略(例如 CATLA)时,控制器将使程序灰显,从而使它无法被修改。使用多步策略时,仍然可以编辑程序,但是如果在 ToolsTalk 2 中进行了更改,它将被覆盖。全局拧紧程序被放在拧紧程序库中。
选择左侧菜单栏中的库
。 选择顶部菜单栏中的拧紧程序库
。 拧紧程序库显示全局拧紧程序列表。
如果控制器订阅全局拧紧程序,它将在拧紧程序 中可见,但禁止编辑。
全局拧紧程序只可通过拧紧程序库 编辑。
将本地拧紧程序转换为全局拧紧程序
在本地拧紧程序列表中,通过选择最左边的列中的复选框
来选择要转换的程序。选择管理。
选择添加至库。
在对话窗口中选择创建将本地拧紧程序复制到库中,此操作还将关闭窗口。
清除最左列中的复选框。
所选拧紧程序的库链接列标有是。
ToolsTalk 2可区分本地和全局拧紧程序,尽管控制器本身并不了解这一点。因此,如果通过控制器图形用户界面或 web 图形用户界面更改了拧紧程序,则必须在ToolsTalk 2中指定操作。该操作定义在拧紧程序库中的全局拧紧程序的分发中。
将全局拧紧程序转换为本地拧紧程序
在本地拧紧程序列表中,通过选择最左边的列中的复选框
来选择要转换的程序。选择管理。
选择取消链接。
清除最左列中的复选框。
所选拧紧程序的库链接列现在是空的。
比较拧紧程序
配置为相同的策略时,可以对两个拧紧程序进行快速比较。
在工厂结构工作区
中选择一个控制器。在工具栏上,选择拧紧程序
。拧紧程序概述显示拧紧程序列表。
在最左边的列中,为要进行比较的两个拧紧程序选择相应的复选框。
选择管理命令按钮然后选择比较。
如果两个选定的拧紧程序没有相同的策略,则不允许比较。
工作区显示两个选定的拧紧程序的参数列表。在左上角,可选择复选框只显示差异,以仅仅显示不同的参数。
使用工具选项卡
在工具 选项卡中,已连接到控制器的工具列表将显示。用于固定式工具的控制器和用于手持式工具的控制器之间的菜单显示是不一样的,它们提供有关所连接工具的详细信息。
在设置菜单中,可设置工具报警。这些报警的触发点来自工具菜单。
查看工具菜单
在工厂结构工作区
中选择一个控制器。转到工具
选项卡。已连接到控制器的工具列表将被显示。
双击表中的其中一个工具可了解更多详情并访问服务设置。
有关如何连接工具或如何进行无线配对请参见控制器手册。
列 | 说明 |
|---|---|
工具类型 | 描述工具的类型。 |
型号 | 工具的具体型号。 |
序列号 | 工具的序列号。 |
MAC 地址 | MAC 地址只有在工具已获得 MAC 地址时才可见。 |
软件版本 | 工具的软件版本。 |
最大扭矩 | 工具可产生的最大扭矩值。 |
TurboTight 最大扭矩 | 工具在使用 TurboTight 策略时可产生的最大扭矩值。 仅适用于某些工具。 |
结合 TensorPulse 时的最大扭矩 | 工具在使用 TensorPulse 策略时可产生的最大扭矩值。 仅适用于某些工具。 |
最大速度 | 工具的最大旋转速度。 |
下一次校准 | 工具的下一次校准日期。 |
虚拟站点 | 工具所连接虚拟站点的名称。 |
一般信息
该菜单仅对支持固定式工具或手持式工具的控制器有效。
信息 | 说明 |
|---|---|
型号 | 工具型号名称。 |
序列号 | 工具序列号。 |
MAC 地址 | MAC 地址只有在工具已获得 MAC 地址时才可见。 |
产品号 | 与序号相同。 |
软件版本 | 工具软件版本编号。 |
如果工具为 STwrench,会显示以下信息:
信息 | 说明 |
|---|---|
型号 | 工具型号名称。 |
序列号 | 工具序列号。 |
STwrench 序列号 | 工具序列号。 |
软件版本 | 工具软件版本编号。 |
射频模块软件版本 | 工具版本编号。 |
一般工具信息由工具本身提供给控制器和 ToolsTalk 2。
限值
该菜单仅对支持固定式工具或手持式工具的控制器有效。
信息 | 说明 |
|---|---|
齿轮比 | 输入齿轮角速度与输出齿轮角速度的比。 |
最大扭矩 | 工具可以针对拧紧使用的最大扭矩。 |
Tensor Pulse 最大扭矩 | 使用 TensorPulse 拧紧策略时,工具可以使用的最大扭矩。 仅适用于某些工具。 |
TurboTight 最大扭矩 | 使用 TurboTight 拧紧策略时,工具可以使用的最大扭矩。 仅适用于 SR31 工具。 |
最大速度 | 工具的最大旋转速度。 |
工具限值信息由工具本身提供给控制器和 ToolsTalk 2。
如果工具为 STwrench,会显示以下信息:
信息 | 说明 |
|---|---|
最大扭矩 | 工具可以针对拧紧或拧松使用的最大扭矩。 |
最小扭矩 | 工具可以针对拧紧或拧松使用的最小扭矩。 |
连接
连接到控制器和所分配的虚拟站点。
校准/扭矩调节因素
该菜单对支持固定式工具或手持式工具的控制器有效,用于控制工具对应参考传感器的程度以及如何调节差异。
校准值存储在工具内存中,用于调整工具的扭矩传感器提供的扭矩值,以使正确的扭矩值能够显示在控制器上。控制器显示最后校准日期。
工具校准在控制器中执行,使用扭矩参考传感器。此过程在 Power Focus 6000 controller 手册中有描述。
将计算出的数值输入校准值参数输入框然后点击设置,新校准值即可存储在工具内存中。
参数 | 说明 |
|---|---|
上次校准日期 | 最近校准日期。 |
校准值 | 将测量和计算的值输入参数输入框。 |
下一次校准 | 下次校准的到期日。 |
设置 | 存储输入的值。 |
如果工具为 TBP,会显示以下信息:
参数 | 说明 |
|---|---|
上次校准日期 | 最近校准日期。 |
扭矩调节系数 | 输入扭矩调节系数百分比。 |
设置 | 存储输入的值。 |
如果工具为 STwrench,会显示以下信息:
参数 | 说明 |
|---|---|
传感器校准日期 | 最近校准日期。 |
Gyro 校准日期 | 最近校准日期。 |
校准报警日期 |
|
维护保养
工具可存储保养间隔数字并计算在执行下一次工具维护或保养之前可执行多少次拧紧。
参数 | 说明 |
|---|---|
上次保养 | 执行上次保养的日期和时间。上次保养日期在维修车间设置。上次保养日期被设为重置按钮按下时的当前日期和时间。 |
自保养以来的总拧紧次数 | 保养时的总拧紧次数是工具自第一次使用以来执行的拧紧总次数。该数值会在保养时更新,并且一直保持不变直到下一次保养为止。 |
剩余拧紧数 | 到下次保养前剩余的拧紧的总数。 |
保养间隔 | 下次保养前将要执行的拧紧次数。可以设为 10000 的倍数。 |
保养间隔脉冲次数 | [仅限脉冲工具]下次保养前将要执行的脉冲次数。可以设为 10000 的倍数。 |
剩余脉冲 | [仅限脉冲工具] 到下次保养周期前剩余的脉冲总数。 |
重置保养计数器/数据 | 重置命令可重置计数器并将最后保养日期设为当前日期。对于 TBP 工具,油的状态也将重置。 |
设置 | 该命令存储保养间隔参数输入栏中输入的数值并将该数值调整为 10000 的倍数。 |
工具 TAG 信息
只有工具类型为 STwrench 时,才提供工具信息。
参数 | 说明 |
|---|---|
标签 ID | 将可编程的 RFID TAG 识别码数字编程到端部配件工具(套筒)中。 |
扭矩校正系数 | 在特定情况下,可能需要扩展项来安装此应用.此时,应补偿扳手测量值以显示正确值。 要计算校正系数,请参阅《STwrench 用户指南》印刷品编号 9836 4134 01 第 2.12 版。 参数存储在端部配件工具的 RFID TAG 中。 |
角度校正系数 | 在特定情况下,可能需要扩展项来安装此应用.此时,应补偿扳手测量值以显示正确值。 要计算校正系数,请参阅《STwrench 用户指南》印刷品编号 9836 4134 01 第 2.12 版。 参数存储在端部配件工具的 RFID TAG 中。 |
额定扭矩 | STwrench 的 smartHEAD 包含扭矩传感器并定义扳手额定扭矩。有关信息,请参阅《STwrench 用户指南》印刷品编号 9836 4134 01 第 2.12 版。 |
电池
该菜单适用于电池工具。显示电池信息和电池运行状况状态。
参数 | 说明 |
|---|---|
充电状态 (0-4) | 充电越多,数值越大。 |
运行状况状态 (0-2) | 运行状况越好,数值越大。 |
运行状况
该菜单提供来自环境监测器的数据。该设备定期测量参数并存储它们。
参数 | 说明 | 值 |
|---|---|---|
刷新 | 命令按钮:读取工具值。 | |
历史 | 命令按钮: 历史记录窗口打开以显示最新温度读数。 | |
工具电机温度 | 以月/日/年 时:分:秒表示的最新温度记录。 | ℃ 或 ℉ |
工具电子设备温度 | 以月/日/年 时:分:秒表示的最新温度记录。 | ℃ 或 ℉ |
工具脉冲装置温度 | 以月/日/年 时:分:秒表示的最新温度记录。 | ℃ 或 ℉ |
零点偏移和分路限值
仅适用于与 StepSync 控制器一起使用的工具
一个工具可以有一个主扭矩传感器和一个次级扭矩传感器。每个扭矩传感器的限值显示在此处。
信息 | 说明 |
|---|---|
分路限值 | 所测量分路校准值的最大允许值,以 % 表示。 |
分路漂移限值 | 所测量分路校准值的最大允许变化值,以 % 表示。 |
零点偏移限值 | 零点偏移补偿的最大允许值,以 % 表示。 |
零点偏移漂移限值 | 零点偏移补偿的最大允许变化值,以 % 表示。 |
手持式工具配置
手持式工具可同时有在操作员与控制器之间提供信号的标准功能和附件功能。可用的工具功能的类型取决于工具型号。在工具配置中,信号被分配给不同的功能。
配置被分配给工具,工具被分配给虚拟站点。
这在配置 选项卡中进行了描述。
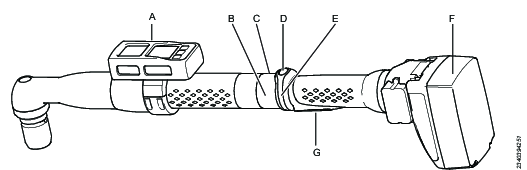
A | 工具附件 |
B | LED 光环 |
C | 顶部的蓝色 LED |
D | 功能按钮 |
E | 方向环 |
F | 电池 |
G | 工具触发器 |
下列工具配置参数可用:
蓝色 LED;可视输出信号。
蜂鸣器;一种可产生不同音频信号的音频输出信号。
方向开关;输入信号。
功能按钮;与方向环组合,可以产生六个不同的输入信号。
工具附件总线;不同的附件可配置输入和输出信号。
工具 LED;工具 LED 光环可用于提供不同输出信号。
此外,工具配置还定义工具如何启动以及何时记录拧紧曲线。
查看或编辑工具配置菜单:
在工厂结构工作区
中选择一个控制器。 选择菜单栏中的配置
选项卡。工作区显示当前附件配置。
添加新的配置或双击类型为工具配置的现有配置。
添加必要的配置。参数描述在各部分。
工具配置分为以下菜单:
菜单 | 说明 |
|---|---|
属性 | 配置名称和说明以及工具类型过滤器。 |
常规 | 工具常规参数。 |
蜂鸣器 | 不同音调信号的输出信号定义。 |
方向开关 | 方向开关被用作输入信号。 |
功能按钮 | 功能按钮与方向开关一起生成多个不同的输入信号。 |
工具 LED | 不同 LED 信号的输出信号定义。 |
配件总线 | 工具附件的配置。 |
随着工具数量的增加,菜单数量也会增加。为了增加工作区的视觉舒适度,可以过滤菜单,只显示与所选工具类型相关的内容。过滤器在属性菜单中设置。
工具 - QA 校准
外部工具配置
选项 | 功能 |
启用 | 开启:启用外部工具配置选项 关闭:禁用外部工具配置选项。 |
虚拟站点 | 连接相关虚拟站点。 |
连接类型 | 通过 TCP 端口连接 或者 通过 COM 端口连接。 |
TCP 端口 | 当连接类型 TCP 端口被选定时可见。 显示 TCP 端口,预先生成。 |
COM 端口 | 当连接类型 COM 端口被选定时可见。 显示包含可用 COM 端口的下拉列表。 |
使用虚拟站点选项卡
当控制器在工厂结构中选择时,虚拟站点选项卡 位于控制器菜单栏中。
虚拟站点是控制器的软件抽象概念。一个控制器内可创建多个虚拟站点。每个虚拟站点就像一个控制器。可根据需要为虚拟站点分配不同的配置。
可以选择任务、分配附件配置、分配工具、监视器、通过诊断处理收到和发出的信号以及从虚拟站点菜单设置通信协议参数。虚拟站点图标同时适用于 FlexController和 Power Focus 6000 controller。
虚拟站点概念对FlexController无效。软件架构针对两种控制器设计,因此虚拟站点出现在 FlexController界面中。
控制器特征(例如低反应拧紧策略和其他功能中的控制器范围的功能等)需要通过功能管理系统 (FMS) 分发的许可证。虽然可以在没有特定许可证的情况下配置特征,但分配和使用这些特征将需要在控制器上安装正确的许可证。有关许可证的更多详细信息,请参阅许可证 (FMS)。
虚拟站点概览
如要打开虚拟站点工作区并查看虚拟站点列表:
在工厂结构工作区
中选择一个控制器。选择菜单栏中的虚拟站点
选项卡。工作区显示控制器中的虚拟站点列表。如果未创建虚拟站点,则该列表为空。
列 | 说明 |
|---|---|
复选框 | 选择虚拟站点 |
名称 | 显示虚拟站点的名称。 |
更改人 | 哪个用户进行了更改 |
控制器更新时间 | 最后一次更新控制器的时间 |
控制器更新人 | 哪个用户更新了控制器 |
命令 | 说明 |
|---|---|
添加 | 创建一个新的虚拟站点。 |
删除 | 从列表中移除所选的虚拟站点。 |
如要访问虚拟站点配置菜单:
导航到虚拟站点配置
在工厂结构工作区
中选择一个控制器。 选择虚拟站点选项卡
。虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或点击添加以创建新的虚拟站点配置。
以下菜单将会显示:
菜单 | 说明 |
|---|---|
属性 | 为配置分配一个名称和描述。可选。 |
协议 | 外部通信协议的激活和配置。 |
工具 | 将工具分配给虚拟站点。 |
工具配置 | 将工具配置分配给虚拟站点。 |
现场总线映射 | 如果配置并分配给控制器,现场总线映射将会显示。该字段仅供参考。实际现场总线映射和配置在现场总线和 SoftPLC
|
任务 | 向虚拟站点分配一个任务或配置来源信号如何选择要执行的任务。 |
附件 | 分配一个附件配置和地址到附件并分配组合到一个虚拟站点。 |
常规 | 在分配常规虚拟站点时使用。 |
手动模式 | 用于配置手动模式功能。 |
许可证 | 用于为虚拟站点分配和删除许可证和功能。 |
对于 FlexController,只有属性、现场总线映射和任务菜单可用。
将许可证类型和功能分配给虚拟站点
在虚拟站点区域,可以将许可证分配给特定的虚拟站点。从工厂结构
中选择一个控制器,然后选择虚拟站点 选项卡。包含不同虚拟站点的列表将显示。
双击要配置的行。
在许可证配置,选择虚拟站点类型。
选择以下其中一项:
更改 更改当前类型,一个包含可用类型的对话窗口将打开。
移除 移除当前类型。
选择 添加新的类型。选择类型,然后选择确定。
双击要配置的行。
在许可证配置,选择虚拟站点功能。
选择以下其中一项:
添加 添加新的功能,一个包含可用功能的对话窗口将打开。选择功能,然后选择确定。
移除 移除当前类型。
将工具分配给虚拟站点
工具菜单用于将工具分配给虚拟站点,并提供有关分配的工具的信息。
功能 | 说明 |
|---|---|
型号 | 当前已分配到虚拟站点的工具。 |
最大扭矩 | 仅当工具连接到控制器并分配给虚拟站点时才显示信息。 |
软件版本 | 仅当工具连接到控制器并分配给虚拟站点时才显示信息。 |
序列号 | 仅当工具连接到控制器并分配给虚拟站点时才显示信息。 |
MAC 地址 | 仅当使用 MAC 地址的工具连接到控制器并分配给虚拟站点时才显示信息。 |
产品号 | 仅当指定产品编号的工具连接到控制器并分配给虚拟站点时才显示信息。 |
未分配 | 命令按钮。 从虚拟站点取消分配工具。 |
选择 | 命令按钮。 更改工具,或分配新的工具到虚拟站点。工具选择任务的弹出窗口将打开。 |
电缆工具通过电缆连接到控制器。一个控制器可连接一个电缆工具。
电池工具可以通过三种不同的方式连接:
蓝牙 - 使用直接通信
WLAN(Ad-Hoc 模式)- 使用直接通信
基础架构模式 - 通过访问点在工厂自身网络内使用间接通信
配置通信设置时,请参见具体的工具手册。
功能 | 说明 |
|---|---|
无线工具序列号 | 可分配一个尚未连接到控制器的无线工具到虚拟站点。无线工具通过序列号识别,该序列号可输入到数据输入字段。 有关无线配对(连接无线工具到控制器的过程)请参见控制器文档。 |
STB、SRB、TBP 或 STwrench | 为新的无线工具选择想要的工具类型。 |
选择 | 命令按钮。 执行所有选择。 |
关闭 | 关闭弹出窗口,不作任何更改。 |
工具列表 | 该列表包含当前连接到控制器的所有无线工具。虚拟站点列指出工具是否已经分配到虚拟站点。 如果电缆工具连接到控制器,它也包含在该列表中。 |
将工具分配给虚拟站点
导航到虚拟站点配置
在工厂结构工作区
中选择一个控制器。 选择虚拟站点选项卡
。虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或点击添加以创建新的虚拟站点配置。
选择工具菜单中的选择。
从工具表的列表中选择一个工具,或输入应连接到控制器的无线工具的序列号。
如果序列号被输入,选择无线工具是否为 STB、SRB、TBP 或 STwrench 工具。
输入工具的产品编号。此字段可选。
选择选择。
通过推送功能更新控制器。
分配工具和工具配置到虚拟站点十分重要。工具配置创建在配置部分 。
将任务分配至虚拟站点
虚拟站点窗口中的任务菜单控制任务部分。
此菜单适用于 Power Focus 6000 controller 和 FlexController,但功能不同。
任务菜单用于分配任务到虚拟站点。
功能 | 说明 |
|---|---|
名称 | 当前已分配到虚拟站点的任务。 如果没有任务被选择,则此字段是空的。按下触发器将产生事件编号 4025 未选择拧紧程序。 名称 |
未分配 | 命令按钮。 从虚拟站点取消选择任何任务。 |
选择 | 命令按钮。 手动更改任务或配置外部来源以选择一个任务。选择任务弹出窗口打开以配置任务选择。 |
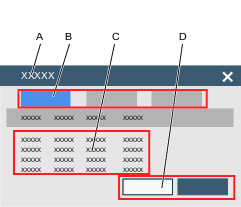
A | 选择任务弹出窗口。 | B | 选择选项卡。
|
C | 可用任务列表:
| D | 命令按钮选择。 命令按钮关闭。 |
导航到虚拟站点配置
在工厂结构工作区
中选择一个控制器。 选择虚拟站点选项卡
。虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或点击添加以创建新的虚拟站点配置。
选择任务菜单中的选择。
选择任务弹出窗口出现。
选择一个选项卡然后从列表中选择一个项目:
拧紧程序:从控制器中的可用拧紧程序列表中选择。
批次:从控制器中的可用批次序列列表中进行选择。
来源:从控制器中的可用源任务列表中进行选择。
对于使用 FlexController 的固定式工具,只有来源是可用的,并且只能选择一行 - 多转轴拧紧。
选择选择。选择任务弹出窗口关闭。
关闭按钮将关闭弹出窗口,不作任何更改。
通过推送功能更新控制器。
名称字段在任务菜单中更新。
在源配置的文档中详细描述了使用源以及识别码数字和识别码字符串选择任务的任务选择。
将附件分配至虚拟站点
该菜单仅对支持手持式工具的控制器有效。
控制器可以通过 CAN 总线连接多个附件。每个附件必须在总线上有一个 1-15 范围内的唯一地址。可分配多个附件到虚拟站点。
在可以将配件分配到虚拟站点之前,配件必须被分配一个配件配置。
如要查看当前对虚拟站点的附件分配:
导航到虚拟站点配置
在工厂结构工作区
中选择一个控制器。 选择虚拟站点选项卡
。虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或点击添加以创建新的虚拟站点配置。
功能 | 说明 |
|---|---|
复选框 | 选择可从虚拟站点取消分配的附件配置。 |
名称 | 分配给附件的配置名称。 |
类型 | 附件类型。 |
CAN 节点 | 附件的 CAN 地址。 |
序列号 | 附件的序列号。 |
状态 | 可以是:
|
CAN 节点列显示所使用的当新的附件连接时不能使用的地址。套筒选择器的分配可以包含多个地址。
对于套筒选择器而言,CAN 节点的顺序很重要。第一个套筒选择器中的最低位置是分配中的第一个位置。
功能 | 说明 |
|---|---|
未分配 | 选定的配件已从虚拟站点取消分配。附件与控制器保持连接。 |
选择 | 添加新附件。附件弹出窗口打开。 |
诊断 | 监控 I/O 信号的行为和将控制器内部逻辑与附件之间的信号强制给所需状态的可能性。 |
向虚拟站点添加一个附件
所选附件必须具有唯一且有效的 CAN 总线地址。附件配置分配到附件,附件分配到虚拟站点。
导航到虚拟站点配置
在工厂结构工作区
中选择一个控制器。 选择虚拟站点选项卡
。虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或点击添加以创建新的虚拟站点配置。
如要将附件分配给虚拟站点:
选择附件菜单中的选择按钮以打开附件弹出窗口。
从一个选项卡中选择附件类型。
选中
以选择配置列表中的配置。 选中
以选择可用 CAN 节点列表中的地址。 可以连接多个套筒选择器到控制器。每个套筒选择器都有一个唯一的 CAN 地址。可分配一个配置到所有套筒选择器。CAN 节点顺序对于以正确的顺序定义套筒很重要。必须先选择序号最小的套筒选择器,然后按升序排列。
选择选择按钮然后添加其中一个附件选项。
对于待分配到虚拟站点的每个附件重复该程序。
选择取消按钮关闭弹出窗口。
附件菜单更新,显示新分配的配置。
附件地址通过附件上的旋转开关设置。请参阅详细的附件产品信息文件。附件地址范围是从 1 至 15。
从虚拟站点取消分配附件
要取消分配附件配置并删除与虚拟站点的连接,请执行以下步骤:
导航到虚拟站点配置
在工厂结构工作区
中选择一个控制器。 选择虚拟站点选项卡
。虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或点击添加以创建新的虚拟站点配置。
选中附件菜单中要取消分配的附件配置的复选框。
选择附件菜单中的取消分配命令按钮。
如要更新控制器以及任何更改,请选择推送更改命令按钮
 。
。
附件菜单中的列表将被更新。
配置 I/O
I/O 诊断用于对外部硬件进行排障并测试 PF6000 配置。操作员可对没有正确处理的站点进行排障。站点的行为不仅由其软件、硬件和配置定义,而且还由其所有输入和输出的组合状态定义。因此这通常有助于获得输入和输出状态的概况。比如可以帮助发现以下问题:
附件(灯/电缆/按钮等)中的硬件故障
怀疑没有从周围系统正确接收到输入。
怀疑输出未正确发送到周围系统。
如要获得 I/O 诊断功能:
在工厂结构工作区
中选择一个控制器。 选择控制器工作区菜单栏中的虚拟站点
。工作区显示控制器中的虚拟站点列表。如果未创建虚拟站点,则该列表为空。
双击虚拟站点名称以打开现有虚拟站点配置,或点击添加以创建新的虚拟站点配置。
工作区显示菜单,包括分配给该特定虚拟站点的附件。
为待诊断的设备选择复选框
。设备必须处于已连接状态。选择诊断。
I/O 诊断功能提供了监控从所选设备发送和接收的输入和输出信号的可能性。也可以通过强制模式来处理信息。
I/O 诊断可从以下途径使用:
控制器图形用户界面
Web 图形用户界面
ToolsTalk
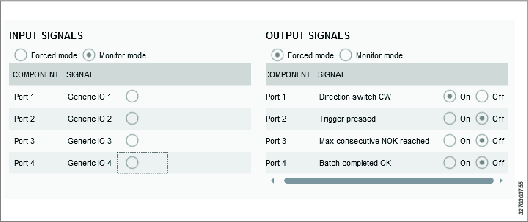
诊断模式 | 激活监控模式或强制模式。 监控模式:在监控模式下,可以查看发送到设备和从设备接收的输入和输出信号中的所有已配置字段的状态。每当信号发生变化时,视图将被更新。 强制模式:当处于强制模式时,信号将被冻结在当前状态,并且可以从客户端进行操作。操作员现在可以单独激活和停用信号。强制模式下信号值的变化可立即传送到控制器。当离开强制模式时,所有强制信号将被设置为其实际值,即,如果没有执行强制信号,它们将具有的值。 |
组件 | 组件列列出了连接输入/输出信号的设备部件。 |
信号 | 为所选设备配置的信号列表。如果没有配置信号,该字段显示文本“无”。 |
一次只能启用一个诊断会话,一次只能有一台设备处于诊断状态。如果诊断已被使用,屏幕上会显示信息消息。
分配常规虚拟站点配置
导航到虚拟站点配置
在工厂结构工作区
中选择一个控制器。 选择虚拟站点选项卡
。虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或点击添加以创建新的虚拟站点配置。
将常规配置分配给虚拟站点
在虚拟站点配置工作区中,转到常规区。
选择更改。在弹出窗口中:所列的常规配置为配置
中添加的配置。选择其中一个常规配置,然后选择更改按钮。
常规菜单将会更新到所选的常规配置。
只有未分配的常规虚拟站点配置才能被删除。
虚拟站点中的工具配置
该菜单仅对使用手持式工具的 Power Focus 6000 controller 可见。
一个工具可以有多个工具附件配置。工具配件可以是,比如 LED、按钮、蜂鸣器和方向环。数字 I/O 信号可以配置为与操作员交互。工具附件配置在配置菜单 中完成。
功能 | 说明 |
|---|---|
名称 | 工具配置的名称。 |
工具类型 | 工具类型过滤器可用于显示所选工具的配置。当工具附件配置在配置
|
说明 | 可选工具配置说明字段。 |
更改 | 将所选工具配置分配给分配到所选虚拟站点的工具。 |
关闭 | 关闭弹出窗口而不保存任何更改。 |
| 配置列表可以按字母顺序排序。点击箭头更改排序方向。 |
导航到虚拟站点配置
在工厂结构工作区
中选择一个控制器。 选择虚拟站点选项卡
。虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或点击添加以创建新的虚拟站点配置。
:
选择工具配置
选择工具配置菜单中的更改。
将出现选择工具配置弹出窗口,列出可用的工具配置。
选择一行工具配置,然后在弹出窗口中选择更改。
选择工具配置弹出窗口消失。
工具配置菜单显示所选的配置名称。
如果在工具附件配置中使用工具过滤器,并将工具连接并分配给虚拟站点,则工具类型列仅显示相关配置,并将列表缩小为可选配置。
如果没有将工具分配给虚拟站点或没有使用工具过滤器,则列表中将显示所有工具配置。
虚拟站点 - 属性
一个虚拟站点必须有一个名称。这可以在属性菜单中配置。默认名称为 Virtual station <index nr>。还提供可选的说明字段。
如果名称字段留空,将显示红色的错误指示符 。
虚拟站点中的现场总线映射
控制器可以安装一个现场总线通信模块。该通信模块为所有虚拟站点提供服务。现场总线映射菜单显示哪些现场总线配置映射到控制器。配置现场总线,并在现场总线和 SoftPLC 中分配和映射配置
现场总线诊断
如要使用现场总线映射诊断功能:
在工厂结构工作区
中选择一个控制器。 转到虚拟站点
。工作区显示控制器中的虚拟站点列表。如果未创建虚拟站点,则该列表为空。
双击虚拟站点名称以打开现有配置,或选择添加以创建新的虚拟站点配置。
工作区显示菜单,包括映射的现场总线。
点击诊断按钮进入现场总线诊断功能。
现场总线诊断功能可以监控发送到现场总线和从现场总线接收的输入和输出信号。也可以通过强制模式来操纵信息、撰写和发送帧。现场总线诊断可从以下途径使用:
控制器图形用户界面
Web 图形用户界面
ToolsTalk
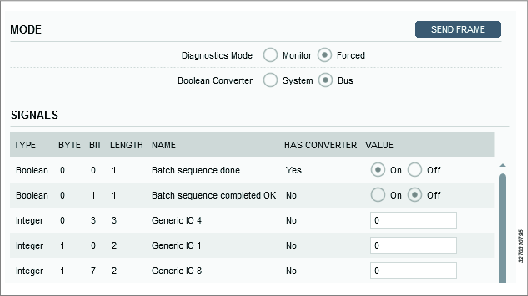
诊断模式 | 激活监控模式或强制模式。 监控模式:在监控模式下,可以查看发送到现场总线和从现场总线接收的输入和输出帧中的所有已配置字段的状态。每当收到的帧的任何位发生变化时,视图将被更新。 强制模式:当进入强制模式时,数据将冻结在其当前状态,帧被锁定。在强制模式下,可以手动激活和停用信号,或输入值并强制使用一个或多个信号。这在传入帧、传出帧或传入/传出帧时都是可能的。 |
布尔值转换器 | 在系统视图和总线视图之间切换。转换器可以反转发送到现场总线或从现场总线接收的信号。 |
类型 | 信号的类型。 |
字节 | 帧中的位置。 |
位 | 帧中的位置。 |
长度 | 帧中信号的长度。 |
名称 | 信号名称。 |
配有转换器 | 如果配置了任何转换器,配有转换器为是。 如果为是,则转换器可以用来反转信号。如果为否,则转换器不适用。 |
值 | 值列显示信号及其值的列表。输入和输出帧中每个信号的值以下列格式显示:布尔、整数或字符串,具体取决于类型。数值可在强制模式中编辑。可更改同一个帧内的一个信号、几个信号或所有信号。 更改数值之后,点击发送帧按钮将新的帧推送到控制器并应用新值。 当离开诊断模式时,所有值都将返回到上一个保存的进入和输出信号帧。 |
一次只能启用一个诊断会话。如果诊断已被使用,屏幕上会显示信息消息。
虚拟站点 - 协议
协议菜单可以包含一个或多个已实现的通信协议及其参数设置。协议的可用性取决于 IAM 许可证。
客户特定的通信协议也在协议菜单中配置。
开放协议
配置开放协议
在工厂结构工作区
中选择一个控制器。选择虚拟站点选项卡
。
虚拟站点概览显示所选控制器的虚拟站点列表。如果未创建虚拟站点,则该列表为空。双击虚拟站点以打开现有配置,或选择添加以创建新的虚拟站点配置。
选择协议菜单中的配置。
通过虚拟站点开放协议配置开关,用户可以在虚拟站点与属于工厂控制设备的一部分的集成器之间启用或禁用开放协议通信。
开放协议使用控制器上的工厂以太网连接,与配置或交付拧紧结果所用的相同。
每个虚拟站点通过唯一端口号识别。对于每个使用开放协议的虚拟站点,必须在端口字段输入端口号。
如果开放协议用于选择任务,则断开设置控制虚拟站点与客户端之间的通信丢失时要执行的操作:
无:如果系统丢失与开放协议客户端的连接,则不会执行任何操作,并且任何选定的任务都将能够继续正常操作。
未分配任务:如果系统失去与开放协议的连接,则将取消选择所选任务,工具将不会被锁定
如果开放协议出错,当前拧紧完成,然后任务结束。从虚拟站点中取消选择当前任务。
如果发生通信错误,当前拧紧完成,然后任务结束。当前任务已中止,但未从虚拟站点中取消选择。
锁定工具高态有效:如果系统失去与开放协议的连接,则工具将被锁定。
恢复开放协议连接后,该工具将保持锁定状态。为了恢复正常操作,必须使用 MID 0043(启用工具)或 IO 信号主解锁来解锁工具。
选择“锁定工具”选项后,不会取消选择该任务。
始终锁定工具:如果系统失去与开放协议的连接,则工具将被锁定,无论是否通过开放协议选择使用的任务。
恢复开放协议连接后,必须选择拧紧程序和序列任务才能恢复正常操作。
恢复开放协议连接后,该工具将保持锁定状态。为了恢复正常操作,必须使用 MID 0043(启用工具)或 IO 信号主解锁来解锁工具
旧有计数器设置对序列中所有拧紧的次数进行计数,并将该次数输出到二次系统。如要启用该设置,将使用旧有计数器设为开启。
SoftPLC 索引用于映射共享内存中要写入开放协议命令的位置。默认值为 1,但可以输入数值 1 到 6。
由于 SoftPLC 索引的默认值始终为 1,并且未检查它是否正在使用中,因此您可能已配置了系统,以便在添加虚拟站点时多次配置相同的索引。在这种情况下,Soft PLC 将无法确定传入 MID 来自哪个虚拟站点。
虚拟站点 - 诊断
诊断可用于 I/O 和现场总线配置。
有关 I/O 诊断的更多信息,请参见《用户指南》中的“相关信息”。
有关现场总线诊断的更多信息,请参见《用户指南》中的“相关信息”。
数字信号诊断
诊断工具在部署和故障排除控制器过程中极其有用。它适合在 Virtual station(虚拟站点)菜单的设备配置或现场总线映射的信息标签下进行分析。
控制器可采用正常模式或诊断模式运行。在正常模式下,数字输入和输出信号正常运行,并且向内部控制器逻辑和外部附件或控制器发送。
诊断模式分为监控模式和强迫模式。在监控模式下,信号正常运行,但提供信号行为的现场监控。在强迫模式下,控制器内部逻辑与外部附件之间的连接开启,并且输入和输出信号可以强迫变为想要的状态。
每次可以为一个设备或一个现场总线诊断数字信号。
常规操作
在常规操作模式下,外部输入信号传送给内部控制器逻辑并且控制器外部信号传送给外部目标,没有任何来自诊断模块的干扰。
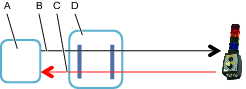
A | 控制器内部状态机器和逻辑功能 | B | 数字输出信号路径 |
C | 数字输入信号路径 | D | 诊断模块 |
监控数字信号
在诊断模式中,可以监控所有传送至控制器内部逻辑并从控制器内部逻辑传输的信号。信号分接头在诊断模块中连接,并且信号状态在 Web 图形用户界面或控制器图形用户界面中显示。
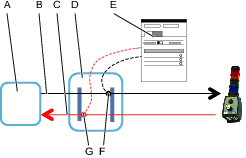
A | 控制器内部状态机器和逻辑功能 | B | 数字输出信号路径 |
C | 数字输入信号路径 | D | 诊断模块 |
E | 用户界面 | F | 输出信号分接头 |
G | 输入信号分接头 |
强迫数字信号
在诊断模式中,可以使所有传送至控制器内部逻辑并从控制器内部逻辑传输的信号进入所需状态。信号线在诊断模块中打开。输入和输出信号均可从用户界面被强迫到稳定状态。用户接口既可以是 Web 图形用户界面,也可为控制器图形用户界面。
虽然信号被强迫,但控制器正常运行。当离开诊断模式和强迫模式时,所有信号都被设定为控制器的当前操作状态。这可能导致数字输出的状态改变,从而造成不必要的行动。
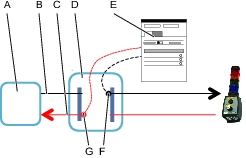
A | 控制器内部状态机器和逻辑功能 | B | 数字输出信号路径 |
C | 数字输入信号路径 | D | 诊断模块 |
E | 用户界面 | F | 强迫输出信号插入点 |
G | 强迫输入信号插入点 |
虚拟站点 - 手动模式
当工具处于锁止模式时,虚拟站点手动模式用于执行任务。在工具因某些原因锁定时(比如因为工具超出 TLS 规格),仍可能需要用工具执行某些任务,如执行紧急工作。通过配置虚拟站点手动模式,用户可以确定在输入手动模式(进入信号)时发送的何种信号、在手动模式(二级任务)下执行的具体任务以及在离开手动模式(离开信号)时发送的何种信号。
鉴于不同用户所需的环境有所不同(即根据进入和退出及执行的任务发送哪些信号),各虚拟站点手动模式可完全配置。
配置手动模式
配置包含三个要素:进入信号、离开信号和二级任务(注意:主任务是指分配到任务下的虚拟站点的“自动”任务)。如果未选择二级任务,主任务将运行。
转到虚拟站点菜单,选择要配置的虚拟站点,然后在手动模式下选择配置。
在手动模式配置页面下,设定二级任务。这将确定哪些任务应在手动模式下运行。
可以将二级任务与主任务的任务设为一样(拧紧、批次序列、来源)。
设置要通过选择添加按钮发送的进入信号。
设置要通过选择添加按钮发送的离开信号。
对于进入和离开,待发送的信号限制设定在 99 个以内。
进入和离开信号的参数相同。
触发手动模式
可以通过开关或外部系统启用手动模式。例如(下文所示),可以配置操作面板上的钥匙开关来激活手动模式。
转到配置菜单然后选择操作面板。
在配置窗口中,转到位置 [A,B,C,D,E,F,G,I] 进行配置,然后在列表中选择单向钥匙开关。
选择旋转信号列表。在列表中,选择手动模式。
关闭窗口。
如果需要系统提醒用户已进入或离开手动模式,则须分别配置 4070 和 4071 事件。这可在设置 - 事件中完成。
报告和统计信息
在本节中,您可以了解可用的报告和统计信息。
使用结果选项卡
与控制器图形用户界面相比,ToolsTalk 2 能够显示更详细的拧紧结果。
拧紧完成后,来自控制器的拧紧结果将自动从控制器发送到 ToolsTalk 2。
控制器还可以将拧紧结果发送到 ToolsNet 8 进行进一步处理和统计分析。
在 ToolsTalk 2 中,可以同时从一个控制器查看结果并创建报告。每个任务显示为一个结果。单次拧紧的结果可以以表格形式(含关键参数)或拧紧图形的形式显示。批次序列按照执行顺序显示所有单独的拧紧。
统计分析、结果筛选和拧紧分析可以使用 ToolsNet 8 执行。有关如何完成此操作的更多信息,请参见 ToolsNet 8 文档。
图标 | 说明 |
|---|---|
 | 工作区显示来自所选控制器的拧紧结果。结果可以以表格格式和图形轨迹显示。 |
仅当与服务器的活动连接有效时才能发送和显示结果。如果在服务器脱机时执行拧紧操作,则在此期间,这些结果将不会传输到 ToolsTalk 2。
处理结果
最新结果选项卡 - 显示最新拧紧结果。
搜索结果选项卡 - 使用搜索按钮搜索特定日期之间的结果。
固定选项卡 - 用于研究。
拧紧结果可临时存储在固定选项卡。这对于详细分析拧紧结果很有用,并且可防止在收到新的结果时,拧紧结果从窗口中删除。
实时结果选项卡 - 一旦任务完成,控制器会将拧紧结果发送到 ToolsTalk 2,并将结果添加到实时结果的顶部。只能存储有限数量的结果。如果列表已满,最早的结果将从列表中删除。
导入的结果选项卡 - 用于查看导入的结果。
固定 - 研究保持区
拧紧结果可临时存储在固定区。这对于详细分析拧紧结果很有用,并且可防止在收到新的结果时,拧紧结果从窗口中删除。
手动:在结果上,选择大头针图标
 。
。拧紧结果被复制到固定区供研究。可固定几个结果到临时存储区。
自动:选择自动固定下拉菜单并输入要固定的结果数量。选择启动。下一个输入的结果将被自动固定,继续直到输入的数字达到或直到按下停止为止。
从固定区移除所有结果
要移除单个结果,可通过选择固定图标 取消固定它。
实时结果
一旦任务完成,控制器会将拧紧结果发送到 ToolsTalk,并将结果添加到实时结果的顶部。只能存储有限数量的结果。如果列表已满,最早的结果将从列表中删除。
列表中的每一行表示一个任务,可以是单个拧紧或批次序列,具体取决于所选的任务。展开列表以查看有关每个拧紧的更详细信息。
使用箭头将概览结果展开 为更详细的结果视图或折叠 视图以仅显示概览结果。

列 | 说明 |
|---|---|
红柱 | 实时结果表中最左边的位置可能包含一个红柱图标 ,指出错误的拧紧以快速识别错误。这与 NOK 对应。 |
固定大头针 | 选择固定大头针图标将结果固定到固定选项卡。 |
轨迹 | 选择轨迹图标在轨迹工作区查看结果的图形视图。 |
保存图标 | 此命令创建一个包含绘制图数据的 .csv 文件。打开对话窗口将文件保存在所需的位置,以后可从该位置导入。 |
总体状态 | OK 或 NOK。 红柱图标总是伴随 NOK 结果出现,以快速标识错误的拧紧。 未完成拧紧的结果旁将标有已停止字样。 |
任务类型 | 显示所执行的任务是单个拧紧还是批次序列。 |
虚拟站点名称 | 虚拟站点的名称。 |
扫描顺序 | 如果使用扫码枪选择任务,扫描的序列将显示。否则列为空。 |
任务名称 | 拧紧或批次序列的名称。 |
时间戳 | 拧紧的时间戳,即时间和日期。 |


结果参数 | 说明 |
|---|---|
轨迹 | 选择轨迹图标在轨迹工作区查看结果的图形视图。 |
保存 | 此命令创建一个包含绘制图数据的 .csv 文件。打开对话窗口将文件保存在所需的位置,以后可从该位置导入。 |
状态 | 该列可显示 OK 或 NOK。NOK 总是与红色文字一起显示在 ToolsTalk 2 用户界面。 |
状态信息 | 附加拧紧信息。 |
拧紧名称 | 拧紧的名称。 |
扭矩下限 | 在步骤监控器峰值扭矩中设置的下限,报告最终扭矩。 |
最终扭矩 | 拧紧的最终扭矩。它是报告此参数的最后拧紧步骤中的步骤监控器峰值扭矩。 |
目标扭矩 | 目标扭矩将显示为拧紧策略配置的目标扭矩值,用于执行拧紧。 |
扭矩上限 | 在步骤监控器峰值扭矩中设置的上限,报告最终扭矩。 |
旋入角度 | 如果启用了旋入,则结果中将显示旋入角度值。 |
角度下限 | 在步骤监控器角度中设置的下限,报告最终角度。 |
最终角度 | 最后一个拧紧步骤的实际测量角度。它是报告此参数的最后一个拧紧步骤中的步骤监控器峰值角度。 |
目标角度 | 目标角度将显示为拧紧策略配置的目标角度值,用于执行拧紧。 |
角度上限 | 在步骤监控器角度中设置的上限,报告最终角度。 |
TrueAngle 补偿 | TrueAngle 补偿将显示补偿角度。 |
启动最终角度 | 启动最终角度将显示最终角度启动时的扭矩值。 |
主要错误 | 导致 NOK 结果的主要错误。 |
失败的步骤 | 指出在 NOK 拧紧中检测到第一个错误的步骤编号。 |
批次 | 该列只有在任务为批次序列时才显示。 该编号指出批次在批次序列中的序号。 |
批次计数 | 该列只有在任务为批次序列时才显示。 该编号指出拧紧在批次中的序号。 |
角度和扭矩结果 | 数值。仅当用作目标值或限值时显示。 |
错误 | 显示所有错误。 |
已用时间 | 从扭矩开始到结束的时间。 |
详细状态 | 对于 NOK 结果,有关错误的补充信息将显示。 |
多步骤的监控器/限制结果
多步骤拧紧程序中的每一步都会报告数据。大部分数据来自在步骤中处于活动状态的监控器和限制,因此仅在配置了正确类型的监控器或限制时才报告数据。
步骤结果参数 | 说明 |
|---|---|
步骤 | 步骤的编号。 |
状态 | 步骤的状态,OK 或 NOK。 |
步骤类型 | 多步骤程序中的步骤类型。 |
步骤类别 | 每个步骤都有一个选项来选择步骤类别。这些类别可以自定义。通过选择步骤类别,NOK 拧紧将在事件结果视图中列出,同时列出相关的详细状态以及对应的多步骤错误信息。如果没有做出选择,详细状态将被设为“未分类的多步骤错误”。 |
主要错误 | 导致 NOK 结果的主要错误。 |
已用时间 | 从扭矩开始到结束的时间。 |
错误 | 显示所有错误。 |
绘制图结果
结果 工作区显示有关一个或多个拧紧结果的详细图形信息。
拧紧结果显示在可以单独或集体选择的折叠列表中,以便在绘制图工作区进行进一步分析。
绘制图结果图形
如果控制器提供绘制图结果,则可以显示拧紧的图形视图。在结果上,选择绘制图图标  (如果它是活动的话)。如果轨迹图标为灰色
(如果它是活动的话)。如果轨迹图标为灰色  ,则不会从控制器发送轨迹数据。轨迹结果必须从控制器发送。在配置部分 选择工具配置时,轨迹配置选项将在常规菜单中设置。
,则不会从控制器发送轨迹数据。轨迹结果必须从控制器发送。在配置部分 选择工具配置时,轨迹配置选项将在常规菜单中设置。
拧紧结果被复制到图形区供进一步研究,结果图形将显示。可以同时以图形形式查看多个拧紧结果。
轨迹设置/首选项 | 说明 |
|---|---|
显示限值 | 如果在拧紧程序中使用了限值,则可显示限值。 |
显示最小值/最大值 | 显示最小或最大测量值 |
峰值同步 | 某些曲线可能看起来是一样的,但在图中的位置不同。 此选项创建曲线的叠加并同步它们的峰值。 |
手动同步 | |
支持的轨迹图 | 有关轨迹轴线的信息:
|
移除全部 Δ | 删除所有的增量。 |
保存.... | 此命令创建图形区域的图片。打开对话框将文件保存在所需的位置。文件名默认为 export.png。 |
移除全部 | 此按钮可清除曲线图区域。 轨迹仍然留在结果中,可以通过“实时结果”工作区中再次访问。 |
搜索结果
使用搜索功能搜索特定日期之间的结果。
转到结果选项卡
。选择子选项卡搜索结果。
选择搜索...按钮以打开结果搜索设置对话框。
在日期范围中,从日历中选择起始日期和结束日期,或通过下拉菜单选择预定义范围。准备好后,选择搜索。
搜索结果将显示在搜索结果子选项卡中,以进行进一步的操作或分析。
在控制器之间切换将清除搜索结果子选项卡中的结果。
导出结果
导出至电子表格,选择要导出的来源和结果数。一个或多个拧紧的所有细节均可导出。
选择导出按钮。
选择从哪里导出:
从最新结果导出:从最后收到的结果中导出所选数量的结果。
从固定区导出:从临时存储区导出所选数量的结果。
从控制器导出:从控制器导出所选数量的结果。
结果数量:输入要导出的结果的数量(量)。结果从列表顶部自上而下提取。
选择导出。
将打开一个对话框,供选择存储位置。
选择保存。
导入绘制图
选择导入按钮。
在对话框窗口中,选择要导入的 .csv 文件。
选择打开。
导入的绘制图将添加到已导入选项卡中的列表中。
StepSync 结果
拧紧结果显示在可以单独或集体选择的精简列表中,以便进一步分析。
对于每个控制器,ToolsTalk 数据库中最多可以存储 1024 个最新接收结果。当控制器重新联机时,在此期间发生的结果不会在控制器联机时转移到 ToolsTalk。
在每个页面底部选择仅显示 NOK 结果,可仅查看 NOK 状态的结果。
在顶层,带有几个通道的同步拧紧的结果包含以下信息:
拧紧结果
图形用户界面部分 | 说明 |
|---|---|
红柱 | 实时结果表中的最左侧位置可能包含一个红柱图标。它与错误的拧紧一起显示,方便快速识别错误。这与 NOK 对应。 |
固定大头针 | 选择固定大头针图标将结果固定到固定选项卡。 |
轨迹图标 | 选择轨迹图标在轨迹工作区查看结果的图形视图。 |
保存图标 | 此命令创建一个包含结果数据的 .csv 文件。打开对话窗口将文件保存在所需的位置。 |
分路校准 | 显示是否显示分路校准。 |
总体状态 | 拧紧的总体状态,OK 或 NOK。 |
类型 | |
虚拟站点名称 | 虚拟站点的名称。 |
同步模式索引和名称 | 拧紧中使用的同步模式的索引和名称。 |
时间戳 | 拧紧的时间戳,即时间和日期。 |

通道结果
对于每个通道,总体结果报告如下内容:
图形用户界面部分 | 说明 |
|---|---|
轨迹图标 | 选择轨迹图标在轨迹工作区查看结果的图形视图。 |
保存图标 | 此命令创建一个包含结果数据的 .csv 文件。打开对话窗口将文件保存在所需的位置。 |
螺栓名称 | 螺栓的编号和名称。在同步模式 > “同步模式名称” > 螺栓配置 > 螺栓和螺栓名称中设置。 |
状态 | 拧紧的总体状态,OK 或 NOK。 |
状态信息 | 如果可用 |
多步骤名称 | 拧紧程序的名称。拧紧和多步骤程序中的设置 > “拧紧程序的名称” > 基本设置 > 名称。 |
通道 | 通道编号。 |
最终角度 | 最后一个拧紧步骤的实际测量角度。它是报告此参数的最后一个拧紧步骤中的步骤监控器峰值角度。 |
目标角度 | 目标角度 |
启动最终角度 | 启动最终角度将显示最终角度启动时的扭矩值。 |
最终扭矩 | 拧紧的最终扭矩。它是报告此参数的最后拧紧步骤中的步骤监控器峰值扭矩。 |
已用时间 | 从扭矩开始到结束的时间。 |
分路校准 | 选择此图标显示分路校准数据。 |
步骤结果
多步骤拧紧程序中的每一步都会报告数据。大部分数据来自在步骤中处于活动状态的监控器和限制,因此仅在配置了正确类型的监控器或限制时才报告数据。
如果进行修复,相同的步骤可能会执行不止一次。
结果参数 | 说明 |
|---|---|
步骤编号 | 步骤的编号。 |
状态 | 步骤的状态,OK 或 NOK。 |
步骤类型 | 多步骤程序中的步骤类型。 |
路径 | 指出步骤在程序中的位置,即它是在拧紧路径、修复还是终止路径中。 |
峰值扭矩 | 测得的最终扭矩包括内部破裂过程中感应的扭矩。通常峰值扭矩高于切断扭矩。 |
已用时间 | 从扭矩开始到结束的时间。 |
角度 | 显示角度 |
咔哒声扭矩 | 显示咔哒声扭矩 |
咔哒声角度 | 显示咔哒声角度 |
轨迹
在结果上,选择轨迹图标 (如果它是活动的话)。结果图形将显示。可以通过在列表中选择每条轨迹来对比多条轨迹。
轨迹工作区显示有关一个或多个拧紧结果的详细图形信息。
在工作区,使用鼠标滚轮放大或缩小。您也可以选择要放大的区域。双击轨迹区域以返回。
示例:
选择要放大的区域:
要移动轨迹,请按下鼠标的滚轮按钮:

在跟踪图形中,可以显示基于所选轴类型的增量信息。右键点击要比较的两个点以显示它们之间的增量。拖动点以修改目标。
拖动增量以移动它或按删除删除它。
轨迹设置/首选项 | 说明 |
|---|---|
显示限值 | 选中此框时,如果显示一条曲线,当限值被用于拧紧程序时,它们可能会显示。 |
显示最小值/最大值 | 显示最小或最大测量值 |
峰值同步 | 不同的曲线可能看起来是一样的,但在图中的位置不同。 此选项创建曲线的叠加并同步它们的峰值。 |
手动同步 | |
|X 轴| | 显示 X 轴的绝对值。 |
Y1 | 选择要在 Y1 轴上显示的信息:
|
Y2 | 选择要在 Y2 轴上显示的信息:
|
X | 选择要在 X 轴上显示的信息:
|
移除全部 Δ | 删除所有的增量。 |
保存.... | 此命令创建图形区域的图片。打开对话窗口将文件保存在所需的位置。文件名默认为 export.png。 |
移除全部 | 此按钮可清除曲线图区域。 轨迹仍然留在结果中,可以在“实时结果”工作区中再次访问。 |
最新结果选项卡
显示最新拧紧的结果。
搜索结果选项卡
使用搜索按钮搜索特定日期之间的结果。
用于研究的固定选项卡
拧紧结果可临时存储在固定选项卡。这对于详细分析拧紧结果很有用,并且可防止在收到新的结果时,拧紧结果从窗口中删除。
实时结果选项卡
一旦任务完成,控制器会将拧紧结果发送到 ToolsTalk 2,并将结果添加到实时结果的顶部。只能存储有限数量的结果。如果列表已满,最早的结果将从列表中删除。
导入选项卡
用于查看导入的结果。
导出结果
导出至电子表格,选择要导出的来源和结果数。一个或多个拧紧的所有细节均可导出。
选择导出按钮。
选择从哪里导出:
从最新结果导出:从最后收到的结果中导出所选数量的结果。
从固定区导出:从临时存储区导出所选数量的结果。
从控制器导出:从控制器导出所选数量的结果。
结果数量:输入要导出的结果的数量(量)。结果从列表顶部自上而下提取。
选择导出。
将打开一个对话框,供选择存储位置。
选择保存。
导入绘制图
选择导入按钮。
在对话框窗口中,选择要导入的 .csv 文件。
选择打开。
导入的绘制图将添加到已导入选项卡中的列表中。
使用事件选项卡
控制器事件根据子菜单事件中的设置 选项卡中所做的配置显示。
可以在事件 选项卡的列表中查看控制器记录的事件。
事件列表中仅显示记录的事件。
在工厂结构
中选择一个控制器。 转到事件
选项卡。
工作区提供了不同的拧紧结果视图和一些显示细节的选项。
列 | 说明 |
|---|---|
严重性 | 严重性以图标表示:
|
日期和时间 | 事件发生时的时间戳,以控制器时间表示。 |
代码 | 事件代码识别。 |
说明 | 事件代码说明。 |
详情 | 事件详情。 |
虚拟站 | 虚拟站点名称。 |
组 | 系统说明。 |
 - 信息
- 信息参考
导出和导入的文件格式
控制器配置和结果的导出和导入可以从 ToolsTalk 2 应用程序的不同位置进行。导出还可能会导致不同的文件内容。
导出拧紧结果和事件用于进一步处理。
导出日志文件,以用作 Atlas Copco 服务工程师的调试援助。
导出可用于将设置复制到另一个控制器的控制器配置。
控制器数据的导出可以在控制器类型与控制器软件版本之间变化。有关文件格式和文件内容的详细说明,请参阅每个控制器和版本的文档。
这些表格提供了 ToolsTalk 2 导出的摘要。
位置 | 路径 | 文件类型和格式 | 使用 |
|---|---|---|---|
控制器库配置 |
| *.json | 导出控制器配置并创建控制器模板。 在 ToolsTalk 2 内部使用。 |
现场总线配置 |
| *.json | 导出现场总线配置。用于复制配置。与导入命令一起使用。 在 ToolsTalk 2 内部使用。 |
控制器软件和数据管理 |
| *.tar.gz | 用于从控制器完整地导出控制器结果和配置。还可以导出工具日志。 可用于导入先前导出的文件的配置和参数。 |
控制器计划导出和导入 |
| *.tar.gz | 用于按计划从控制器完整地导出控制器结果和配置。 可用于按计划导入先前导出的文件的配置和参数。 |
控制器导出和导入 |
| *.tar.gz | 用于按计划从控制器完整地导出控制器结果和配置。 还可用于按计划导入先前导出的文件的配置和参数。 如果用户权限阻止访问全局图标,则用作备用路由。 |
结果导出 |
| *.csv | 用于仅从控制器导出拧紧结果 |
控制器软件 |
| *px2it.zip | 加载新控制器软件。 |
文件类型和格式 | 使用 |
|---|---|
*.json | ToolsTalk 2 中使用的文件格式。 这些文件可用于复制配置和参数设置。 ToolsTalk 2 应用程序无法使用该文件格式。 |
*.tar.gz | 用于从控制器完整地导出控制器结果和配置。 控制器无法使用该文件格式。文件可能包含以下模块:
|
*.csv | 用于仅从控制器导出拧紧结果或事件。 该文件包含在 * .tar.gz 文件中。 csv 文件使用不同的字符来分隔字段,具体取决于控制器中的语言设置。 不同控制器软件版本的字段可能不同。 |
*px2it.zip | 仅用于加载控制器软件。不包含任何配置或参数设置。 |
输入信号
代码 | 输入信号 | 类型 | 说明 | PF 6000 |
|---|---|---|---|---|
10001 | 批次递增 | 事件 | 批次计数以 1 为单位递增。 | X |
10002 | 批次递减 | 事件 | 批次计数以 1 为单位递减。 | X |
10003 | 重置批次 | 事件 | 批次计数器重置为 0。无批次 OK(nxOK)。如果激活批次 OK,则它会被停用。 | X |
10004 | 确认事件 | 事件 | 确认事件。 | X |
10005 | 主机解锁 | 事件 | 将锁定页面中确定的大部分锁定解锁。 | X |
10006 | 条码 | 事件 | 例如当 USB 条形码扫码枪扫描到条形码时生成。 | X |
10007 | 停止驱动 | 事件 | 仅限控制器内部使用,被锁具用来停止不断进行的拧紧,参阅“锁定”标签 | X |
10008 | 忽略拧紧程序 | 事件 | 在正在运行的批次序列中跳过下一个拧紧程序。 | X |
10010 | 开始拧紧 | 状态 | 激活信号开始拧紧。一旦输入信号停止,拧紧也必须停止。 | X |
10011 | 开始拧松 | 状态 | 激活信号开始拧松。一旦数字输入信号停止,拧松也必须停止。 | X |
10012 | 中止序列 | 事件 | 接收到批次序列终止请求时,批次序列功能将等待正在进行的拧紧结果完成,然后再终止批次序列。 | X |
10013 | 重置过多 NOK | 事件 | 收到锁定“Too Many NOK”(过多 NOK)后,重置批次。 | X |
10014 | 套筒升高 | 状态 | 当唯一的套筒在套筒选择器上升高(整数 = 套筒 ID)、无套筒升高(整数 = 0)或当一个以上的套筒升高(整数 = 0)时生成。 | X |
10015 | 协议消息准备就绪 | 事件 | 当协议消息排队等候时报告。 | X |
10016 | 选择输入位 0 | 状态 | 选定位元 0 的输入信号。 | X |
10017 | 选择输入位 1 | 状态 | 选定位元 1 的输入信号。 | X |
10018 | 选择输入位 2 | 状态 | 选定位元 2 的输入信号。 | X |
10019 | 选择输入位 3 | 状态 | 选定位元 3 的输入信号。 | X |
10020 | 选择输入 | 状态 | 输入选择的值。 | X |
10021 | 设置双稳态继电器 | 事件 | 设置双稳态继电器输出。 | X |
10022 | 重置双稳态继电器 | 事件 | 重置双稳态继电器输出。 | X |
10024 | 拧紧脉冲启动 | 事件 | 拧紧在出现信号时开始。直至拧紧结束或直至拧紧程序按出现 30 秒超时结束。 | X |
10028 | 启动驱动器 | 状态 | 激活信号启动工具(默认操作模式为拧紧)。信号一中断,工具就必须停止。用于结合 10029 使用(选择拧松)。 | X |
10029 | 选择拧松 | 状态 | 选择拧松作为默认操作模式,并结合 10028 使用(开始驱动)。 | X |
10030 | 脉冲停止 | 事件 | 如果产生此信号,将停止任何进行的拧紧操作。与 10024 联用。 | X |
10035 | 外部监控 1 | 状态 | X | |
10036 | 外部监控 2 | 状态 | X | |
10037 | 外部监控 3 | 状态 | X | |
10038 | 外部监控 4 | 状态 | X | |
10039 | 外部监控 5 | 状态 | X | |
10040 | 外部监控 6 | 状态 | X | |
10041 | 外部监控 7 | 状态 | X | |
10042 | 外部监控 8 | 状态 | X | |
10043 | 套筒升高原料 | 状态 | X | |
10045 | 外部标识符 | 状态 | 提供最多 2 个标识符,从现场总线传递以进行任务选择。 | X |
10046 | 套筒选择器外部绿光 | 状态 | 当套筒选择器处于外部模式时,控制绿灯(多台物理设备如何映射到由套筒选择器资源配置定义的逻辑套筒)字节 0 — 逻辑套筒 1-4,字节 1 — 逻辑套筒 5-8,字节 2 — 逻辑套筒 9-12,字节 3 — 逻辑套筒 13-16(每个套筒 2 位,00=关闭,01=闪灯,10=稳定) | X |
10047 | 套筒选择器外部红光 | 状态 | 当套筒选择器处于外部模式时,控制绿灯。参见 10046,了解详情。 | X |
10048 | 软选择输入值 | 状态 | 输入软选择值 | X |
10049 | 停用现场总线 | 状态 | 停用现场总线。 | X |
10050 | 用户 ID | 状态 | 用户 ID | X |
10051 | 解锁工具开启完成 | 事件 | 结束时解锁由工具锁定来锁定的工具。 | X |
10053 | 重置批次序列 | 事件 | 重置批次序列。结束时解锁由工具锁定来锁定的工具。 | X |
10058 | 工具绿色 LED 闪烁 | 事件 | X | |
10059 | 解锁工具开启禁用 | 事件 | X | |
10060 | 禁用开放协议命令 | 状态 | X | |
10061 | 手动模式 | 状态 | X | |
10063 | 外部正常 | 事件 | X | |
10066 | 选择输入位 4 | 状态 | X | |
10067 | 选择输入位 5 | 状态 | X | |
10068 | 选择输入位 6 | 状态 | X | |
10069 | 选择输入位 7 | 状态 | X | |
10070 | 选择输入位 8 | 状态 | X | |
10071 | 选择输入位 9 | 状态 | X | |
10073 | 动态批次大小的拧紧程序 ID | 状态 | X | |
10074 | 设定动态批次大小 | 状态 | X | |
10075 | 激活工具扫码枪 | 事件 | 输入信号从外部源激活工具扫码枪。 | X |
10105 | 重置结果数据 | 状态 | 重置结果数据 | X |
10114 | 重置最新标识符 | 事件 | 重置最新的标识符 | X |
30000 | 禁用工具 | 状态 | 立即停止并锁定工具。 | X |
30004 | 读取结果握手 | 状态 | X | |
30005 | 结果队列刷新 | 事件 | X | |
30007 | 选择拧紧程序并设置批次大小 | 状态 | X |
输出信号
代码 | 输出信号 | 类型 | 说明 | PF 6000 |
|---|---|---|---|---|
1 | 此刻任务 | 状态 | 提供当前任务。 | X |
2 | 操作模式下 | 状态 | 列出操作模式。 | X |
3 | 拧紧 OK | 事件 | “拧紧 OK”说明拧紧结果在规定限制范围内。 | X |
4 | 拧紧 NOK | 事件 | “拧紧 NOK”说明至少一个拧紧结果超出规定限制范围,或者另一个不可接受事件发生。 | X |
5 | 最终扭矩 | 事件 | X | |
6 | 扭矩过小 | 事件 | 扭矩结果低于最小扭矩限值。 | X |
7 | 扭矩过大 | 事件 | 扭矩结果高于最大扭矩限值。 | X |
8 | 最终角度 | 事件 | X | |
9 | 角度过小 | 事件 | 角度结果低于最小角度限值。 | X |
10 | 角度过大 | 事件 | 角度结果高于最大角度限值。 | X |
11 | 按下触发器 | 状态 | 表示工具触发器已经按下。 | X |
12 | 方向开关顺时针 | 状态 | 工具上的方向开关以顺时针转动。 | X |
13 | 方向开关逆时针 | 状态 | 工具上的方向开关以逆时针转动。 | X |
21 | 工具拧紧中 | 状态 | 工具沿拧紧方向运转。 | X |
22 | 工具反松中 | 状态 | 工具沿拧松方向运转。 | X |
23 | 工具运行中 | 状态 | 表示工具正在转动(顺时针 [CW] 或逆时针 [CCW])。 | X |
24 | 工具旋转顺时针 | 状态 | 右旋螺纹的工具转动方向为顺时针。 | X |
25 | 工具旋转逆时针 | 状态 | 左旋螺纹的工具转动方向为逆时针。 | X |
26 | 螺纹方向逆时针 | 状态 | 为选定 p-set 选择的螺纹方向为逆时针。 | X |
27 | 拧紧已被锁定 | 状态 | 拧紧被禁用。 | X |
28 | 反松已被锁定 | 状态 | 拧松被禁用。 | X |
29 | 准备好启动 | 状态 | 表示是否可以开始拧紧。 | X |
30 | 批次已完成 | 事件 | 批次计数器等于批次容量数字。结果可能是 OK 或 NOK。 | X |
31 | 批次计数 | 状态 | 批次中的当前数字。仅可以在显示器中查看。 | X |
32 | 批次进行中 | 状态 | 表示批次序列中的一个批次正在运行。 | X |
33 | 剩余批次 | 状态 | 批次中的剩余拧紧数。仅可以在显示器中查看。 | X |
34 | 测试输出信号 | 状态 | 反映测试信号输入。 | X |
35 | 最大连续异常次数 | 事件 |
| X |
36 | 批次结束 OK | 事件 | 批次完成,状态 OK。 | X |
37 | 批次结束 NOK | 事件 | 批次完成,状态 NOK。 | X |
39 | 清除结果 | 事件 | 清除设置为下一次拧紧的其他信号的状态。 | X |
40 | 双稳态继电器 | 状态 | 根据 2 种输入信号:设置/重置双稳态继电器。 | X |
42 | 控制器启动 | 状态 | IOExchange 启动时设为真。 | X |
45 | 批次序列正常完成 | 事件 | 批次序列完成,状态 OK。 | X |
46 | 批次序列完成 NOK | 事件 | 批次序列完成,状态 NOK。 | X |
47 | 批次序列运行中 | 状态 | 选定了一个批次序列并且正在运行。 | X |
48 | 批次序列完成 | 事件 | 批次序列计数器等于批次序列容量。结果可能是 OK 或 NOK。 | X |
50 | 一般 I/O 1 | 状态 | X | |
51 | 一般 I/O 2 | 状态 | X | |
52 | 一般 I/O 3 | 状态 | X | |
53 | 一般 I/O 4 | 状态 | X | |
54 | 一般 I/O 5 | 状态 | X | |
55 | 一般 I/O 6 | 状态 | X | |
56 | 一般 I/O 7 | 状态 | X | |
57 | 一般 I/O 8 | 状态 | X | |
58 | 一般 I/O 9 | 状态 | X | |
59 | 一般 I/O 10 | 状态 | X | |
69 | 选择的拧紧程序 | 状态 | 已选拧紧程序的实际 ID,如果未选择拧紧程序,则为 0。 | X |
70 | 反松正常 | 事件 | 正常拧松发生。 | X |
71 | 站准备好 | 状态 | 站已准备好。 | X |
73 | 工具已连接 | 状态 | 如果工具已连接并配置到虚拟站点,那么此 IO 已激活。 | X |
74 | 拧松 NOK | 事件 | 拧松 NOK 发生。 | X |
84 | 所选批次序列 ID | 状态 | X | |
85 | 软件发布版本 | 状态 | 正在运行的软件版本。 | X |
86 | 软件主要版本 | 状态 | X | |
87 | 软件次要版本 | 状态 | X | |
88 | 配置版本 | 状态 | X | |
89 | 开口端处于打开位置 | 状态 | 开口端工具处于打开位置。 | X |
90 | 工具电池电量低 | 事件 | 工具电池电量低。 | X |
92 | 工作处于作业区 | 状态 | X | |
93 | 工作处于生产区 | 状态 | X | |
94 | 工具 TAG 标识符 | 状态 | X | |
95 | 开放协议已断开 | 状态 | X | |
96 | 现场总线已断开 | 状态 | X | |
97 | 红色工具 LED 指示灯 | 事件 | X | |
98 | 绿色工具 LED 指示灯 | 事件 | X | |
99 | 黄色工具 LED 指示灯 | 事件 | X | |
100 | 标识符已收到 | 事件 | X | |
101 | 手动模式 | 状态 | X | |
103 | 工具健康 OK | 状态 | X | |
104 | 通过识别符 | 事件 | 输出信号用于将扫描的字符串从扫码枪发送到外部设备 | X |
105 | 虚拟站点名称 | 状态 | 提供虚拟站点名称 | X |
132 | 程序开始 | 事件 | 程序开始 | X |
10043 | 套筒升高 | 事件 | X | |
20036 | 紧急停止 | 状态 | X | |
20039 | 套筒选择器断开锁定 | 状态 | X | |
30001 | 事件代码 | 状态 | 触发事件时中继事件。瞬时,开启两个循环时间。 | X |
30002 | 现场总线保持活动 | 状态 | X | |
30003 | 事件代码严重性 | 状态 | X | |
30006 | 结果队列刷新确认 | 状态 | X | |
30100 | 目标扭矩 | 事件 | X | |
30101 | 目标/最终扭矩 | 事件 | X | |
31000 | 拧紧 OK | 状态 | X | |
31001 | 拧紧 NOK | 状态 | X | |
31002 | 最终扭矩 | 状态 | X | |
31003 | 最终角度 | 状态 | X | |
31004 | 拧紧程序最大角度 | 状态 | X | |
31005 | 拧紧程序最小角度 | 状态 | X | |
31006 | 最终角度状态 | 状态 | X | |
31007 | 拧紧程序最大扭矩 | 状态 | X | |
31008 | 拧紧程序最小扭矩 | 状态 | X | |
31009 | 最终扭矩状态 | 状态 | X | |
31010 | 拧紧完成 | 状态 | X | |
31011 | 现场总线工具结果 LED 红色 | 状态 | X | |
31012 | 现场总线工具结果 LED 绿色 | 状态 | X | |
31013 | 现场总线工具结果 LED 黄色 | 状态 | X | |
31014 | 现场总线拧紧重复拧紧 | 状态 | X | |
31015 | 最终目标扭矩 | 状态 | 报告拧紧程序的目标扭矩 | X |
31016 | 启动最终角度 | 状态 | 如果可用,报告启动最终角度值。 | X |
31017 | 最终测得的电流 | 状态 | 最终角度和最终扭矩测量步骤中的电流。 | X |
31018 | 拧紧总数 | 状态 | 工具在整个寿命期间执行的拧紧总数。 | X |
31019 | 第一目标扭矩 | 状态 | 完成拧紧后报告第一个目标扭矩。 | X |
31020 | 最终目标速度 | 状态 | 拧紧程序最后一步的目标速度。 | X |
31021 | 工具序列号数字 | 状态 | 序列号的整数部分。 | X |
事件代码
事件用于通知用户,系统中某些状态发生变化或出现某些状态。它们的类型不同,需要采取不同的行动处理。
上述的部分过程只能由 Atlas Copco 授权的服务提供商执行。
事件代码 | 组 | 说明 |
|---|---|---|
1000-1999 | 控制器,工具 | 控制器和工具事件。 |
2000-2999 | 工具 | 工具事件。 |
3000-3999 | 控制器、驱动器、通道、配置 | 控制器与驱动器事件,以及步骤同步事件。 |
4000-4999 | 过程 | 拧紧过程事件。 |
5000-5999 | 配置 | 程序配置事件。 |
6000-6999 | 配件 | 配件事件。 |
7000-7999 | 消息 | 消息。 |
表格标题 | 说明 | |
|---|---|---|
事件代码 | 唯一事件编号。 | |
类型 | 事件类型:
| |
名称 | 事件的描述性名称。 | |
说明 | 对事件及其发生原因的简短描述。 | |
程序 | 如果适用,步骤中会包含关于如何清除事件的说明。 | |
A - 确认 | 告知用户该事件是否需要确认,然后才能继续。此列表中的值为默认值。 | |
L - 记录 | 告知用户该事件是否要保存在事件日志中。此列表中的值为默认值。 | |
D - 显示 | 告知用户该事件是否要显示在屏幕上。此列表中的值为默认值。 | |
事件 | 说明 | 程序 | L | D | A | ||
|---|---|---|---|---|---|---|---|
代码 | 类型 | 名称 | |||||
1000 | 信息 | 控制器已启动 | 控制器已启动。 | 不适用 | X |
|
|
1001 | 警告 | 控制器序列号已更新 | 如果 IT 板盒序列号(控制器序列号)不同于 AUX 板盒序列号,会在启动时生成。AUX 板盒在现场视为不可替代。控制器在更新序列号时将会重启。 | 更换 IT 板或盒。 | X | X | X |
1010 | 信息 | 工具已连接 | 工具已连接。 | 不适用 | X | X |
|
1011 | 信息 | 工具已断开 | 工具已断开。 | 不适用 | X | X |
|
2000 | 警告 | 电池电量低 |
| 更换电池。 | X | X |
|
2001 | 警告 | 电池电量用完 |
| 更换电池。 | X | X |
|
2002 | 警告 | 工具电池健康状态低 | 检测到 SRB 或 TBP 工具电池存在健康问题。 | 更换电池 | X | X | |
2004 | 警告 | 工具为非首选类型 | 工具已被具有不同最大扭矩的工具替换。 | 更改工具 |
|
| |
2007 | 警告 | 工具备用电池丢失 | 检测到 SRB 或 TBP 工具备用电池缺失。 | 插入电池 | X | X | |
2008 | 警告 | 工具备用电池错误 | 检测到 SRB 或 TBP 工具备用电池错误。 | 更换电池 | X | X | |
2009 | 警告 | 备份电池电压低 | 控制器备份电池电量几乎耗尽 | 更换电池 | X | X | |
2010 | 错误 | 工具软件版本不匹配 | 工具和控制器软件版本不兼容。 | 请对工具进行维修 - 更新工具软件。 | X | X | X |
2012 | 警告 | 工具通信干扰 | 工具和控制器之间的通信中断。 | 重新定位天线布置。 | X |
|
|
2013 | 警告 | 方向选择环位置错误 | 工具方向开关位于故障位。 | 如果频繁出现 - 请对工具进行维修。 | X | X |
|
2014 | 警告 | 工具过热 | 工具过热。仅限 SRB 和 TBP 工具。 | 让工具冷却。 | X | X |
|
2015 | 错误 | 工具温度传感器错误 | 仅限 SRB 和 TBP 工具。 | 维修工具。 | X | X | |
2016 | 警告 | 工具脉冲装置过热 | SRB 或 TBP 工具脉冲装置过热。工具未锁定,但是只要工具脉冲装置温度超过阈值,工具启动时就会显示警告。 | 让工具冷却 | X | X | |
2019 | 警告 | 工具无法启动电机 | 适用于 SRB 和 TBP 工具。工具电机故障。 | X | X | ||
2020 | 警告 | 工具需要电机调谐 | 工具需要电机调谐。 | 执行电机调谐。 | X | X |
|
2021 | 警告 | 电机调谐失败 | 电机调谐失败。 | 完成电机调谐或请对工具进行维修。 | X |
|
|
2022 | 信息 | 电机调谐完成 | 电机调谐完成。 | 不适用 | X |
|
|
2023 | 警告 | 工具需要开口端调整 | 工具需要开口端调整。 | 执行开口端调整。 | X | X |
|
2024 | 警告 | 开启开口端失败 | 开启端调整失败。 | 尝试再执行一次开头端调整。如果又失败了,请对工具进行维修。 | X |
|
|
2025 | 信息 | 开启开口端成功 | 开口端调整成功。 | 不适用 | X |
|
|
2026 | 警告 | 开口端失败 | 开口端位置失败。 | 再次按下触发器,并等待定位完成。如果又失败了,请对工具进行维修。 | X | X |
|
2030 | 错误 | 工具内存故障 – 更改工具 | 工具存储器损坏。 | 维修该工具。 | X | X | X |
2031 | 错误 | 工具配件内存损坏 | 工具配件存储器损坏。 | 维修工具配件。 | X | X | X |
2040 | 错误 | 系统检查失败 |
| X | X | X | |
2041 | 错误 | 扭矩传感器错误 | 校准错误或工具报告传感器错误时会生成该错误。 | 维修该工具。 | X | X |
|
2042 | 错误 | 角度传感器错误 |
| 维修该工具。 | X | X | X |
2043 | 错误 | 工具接地故障报错 |
| 维修该工具。 | X | X | X |
2044 | 信息 | 工具保养间隔已过 | 表示需要对工具进行保养。超过设定的拧紧数时触发。 | 执行工具维修。 | X | X |
|
2045 | 警告 | 工具校准数据无效 | 如果校准数据验证失败。 | 维修该工具。 | X | X |
|
2046 | 信息 | 工具校准指示符 | 表示需要进行工具校准。在设置中启用校准警报并且当前时间大于下次校准日期时,会触发校准工具。 | 维修该工具。 | X | X |
|
2047 | 信息 | 自动更新服务数据校验和 | 表示服务数据校验和已自动更新。 | 不适用 | X | X |
|
2048 | 信息 | 工具校准值通过 QA 设备更新 | 使用 QA 设备执行校准时,工具校准会得到更新 | X | X | ||
2050 | 错误 | 工具参数文件不受支持 | 所需的工具参数缺失。 | 更新工具参数。 | X | X |
|
2060 | 信息 | 意外触发行为 | 用于防止连接了配件的工具启动。 | 不适用 | X | X |
|
2071 | 错误 | 工具内存损坏 | 工具描述符已损坏。 | 维修该工具。 | X | X |
|
2072 | 信息 | 未知的设备已连接 |
| X | X |
| |
2073 | 警告 | 工具触发器监管失效 | HW 通道故障。工具触发器的硬件监管和软件监管不匹配。 | X | X |
| |
2074 | 警告 | 工具标识电路板故障 | 工具标识电路板故障。 | 维修该工具。 | X | X |
|
2075 | 警告 | 工具风扇电压故障 | 工具风扇电压故障。 | 维修该工具。 | X | X |
|
2076 | 警告 | 工具配件总线电压故障 | 工具配件总线电压故障。 | 维修该工具。 | X | X |
|
2077 | 警告 | 工具触发器传感器错误 | 工具触发器传感器错误。 | 维修该工具。 | X | X | |
2078 | 信息 | 工具拧紧程序已更新 | 工具因拧紧程序更新而锁定。 | X | X |
| |
2079 | 错误 | 工具线缆不受支持 | 工具线缆已损坏。线缆的插头不对应或已受损。 | 切换线缆。 | X | X |
|
2080 | 错误 | 工具电池故障 | 直流电压太高或太低。电池故障。 | 联系 Atlas Copco 服务代表并将电池送回 Atlas Copco(不得重复使用!)。 | X | X |
|
2081 | 错误 | 达到工具电流限值 | 达到电流限值且驱动装置会被禁用。 | 维修该工具。 | X | X |
|
2082 | 错误 | 工具电流测量值有误差 | 电流测量值有误差。无法测得可靠的电流结果。 | 维修该工具。 | X | X |
|
2083 | 错误 | 工具内部错误 | 各种 STB 内部硬件错误。 | 维修该工具。 | X | X |
|
2084 | 错误 | 工具内部软件错误 | 各种 STB 内部软件错误。 | 维修该工具。 | X | X |
|
2085 | 错误 | 工具 RBU 错误 | 工具软件检测到 RBU 错误。 | 检查当前是否安装了 RBU。如果错误仍然存在,请对工具进行维修。 | X | X |
|
2086 | 错误 | 工具停转 | 工具电机停转。 | 维修该工具。 | X | X |
|
2087 | 警告 | 工具电机电流高 | SRB 或 TBP 工具电机电流超过限值,工具被锁定。工具将进入故障保护模式。 | X | X | ||
2088 | 警告 | 工具电池电流高 | SRB 或 TBP 工具电池电流过高。 | X | X | ||
2089 | 警告 | 工具驱动电压低 | SRB 或 TBP 工具驱动电压低于监控的电压下限。 | X | X | ||
2090 | 警告 | 工具驱动电压高 | SRB 或 TBP 工具驱动电压高于监控的电压上限。 | X | X |
| |
2091 | 警告 | 工具主板错误 | SRB 或 TBP 工具主板内部错误。 | X | X | ||
2092 | 警告 | 工具电源模块错误 | SRB 或 TBP 工具电源模块内部错误。 | X | X | ||
2093 | 警告 | 脉冲单元油位低 | 所连接脉冲工具的油位低。 | 维修该工具 | X | X | |
2094 | 警告 | 脉冲单元油位空 | 所连接脉冲工具的油位低于所需的工作油位 | 维修该工具 | X | X | X |
2095 | 警告 | 工具电池通信丢失 | SRB 或 TBP 工具失去与电池的通信。 | 确保电池正确安装。否则请更换电池 | X | X | |
2096 | 错误 | 工具电池软件版本不匹配。 | SRB 或 TBP 工具电池软件与工具软件不兼容。 | 更新软件。 | X | X | |
2100 | 信息 | STwrench smartHead 已移除 | 已删除 STwrench smartHead。 | 重新连接 smartHead 并重启扳手。 | X | X |
|
3000 | 错误 | 控制器内部软件错误 | 控制器软件错误。 | 联系服务人员。 | X | X | X |
3001 | 错误 | 控制器时钟电池电量耗尽 | 内部电池接近使用寿命极限。 | 更换电池 | X | X | X |
3010 | 警告 | 系统过热 | 控制器过热。 | 降温。 | X | X |
|
3011 | 警告 | 驱动器过热的控制器硬件 | 降温。 | X | X | ||
3020 | 警告 | 控制器硬件故障 | X | X | |||
3021 | 警告 | 系统电压问题 | 直流电压太高或太低。 | 不适用 | X | X |
|
3030 | 错误 | IP 地址与网络上的另一个节点冲突 | 设置的 IP 地址已经被同一网络上的其他设备占用。 | 更改其中一个设备的 IP 地址。 | X | X |
|
3031 | 信息 | 网线断开 | 工厂端的载体已丢失(电缆断开连接)。 | 检查线缆连接。 | X | X |
|
3032 | 信息 | 配对已启动 | 工具配对已启动。 | 不适用 | X | X |
|
3033 | 信息 | 配对成功 | 工具配对成功。 | 不适用 | X | X |
|
3034 | 错误 | 配对不成功:找不到工具 | 扫描射频点时未发现任何可与控制器配对的工具。 | 将工具设为配对模式并重试。 | X | X |
|
3035 | 错误 | 配对不成功:检测到不止一个工具 | 扫描射频点时,控制器找到的工具多于一个 | 控制器开始配对模式时,应确保只有一个工具处于配对模式下。 | X | X |
|
3036 | 错误 | 配对不成功:通信错误 | 配对过程中,发生控制器连接中断、意外的应答或超时问题。 | 再次尝试执行配对。如果又失败了,请对工具进行维修。 | X | X |
|
3037 | 信息 | 配对不成功:工具插槽已满 | 清除一个工具插槽 | X | X | ||
3040 | 警告 | 紧急停止 | 因紧急停机,驱动装置被禁用。 | 重置紧急停机。 | X | X |
|
3050 | 信息 | 系统时钟已更新 | 系统时钟已更新。 | 不适用 | X |
|
|
3051 | 错误 | 系统时钟错误 | 实时时钟 (RTC) 硬件的时间读数错误。 | 更换 RTC 的电池。 | X | X | X |
3052 | 警告 | 远程启动配置出错 | HW 与 SW 的远程启动配置不匹配。 | 检查并校验 HW 指拨开关是否与选定启动来源相匹配。 | X | X |
|
3053 | 信息 | 驱动器已连接 | StepSync 驱动器已连接。 | X | X | ||
3054 | 信息 | 驱动器已断开连接 | StepSync 驱动器已断开连接。 | X | X | ||
3055 | 警告 | 模式配置错误 | 当选定的模式错误配置时生成。例如,使用相同的螺栓编号或相同的通道配置两个螺栓,不完整的模式配置 | 查看 Toolstalk2,了解模式配置错误 | X | X | |
3056 | 警告 | 无法启动,工具或驱动器丢失 | 当已使用的通道缺失驱动器或工具时生成。 | 查看 HMI 上的通道菜单。连接丢失的驱动或工具。 | X | X | |
3057 | 信息 | 无法启动,通道已在使用中 | 当所需的通道被分配给另一个虚拟站点时生成 | X | X | ||
3058 | 信息 | 未选择模式 | 选择模式 | X | X | ||
3059 | 警告 | 连接 Atlas Copco 许可证管理器失败 | 表明控制器未能连接到本地许可证管理器来获得许可证。 | 查看本地网络。如果再次失败,请对控制器进行维修。 | X | X |
|
3084 | 错误 | Soft PLC 运行时间错误 | eCLR 以不受控的方式终止。 | X | X | ||
3150 | 错误 | 软件 IAM 不兼容性 | IAM 与控制器上安装的软件不兼容 | 更换 IAM | X | X | X |
3501 | 错误 | 许可证管理器同步错误 |
| X | X | X | |
3502 | 信息 | 许可证管理器同步已完成 |
| X |
| ||
3503 | 警告 | 许可证管理器:另一个来源正在使用 | 许可证被其他来源使用。 | 检查许可证分配 | X | X | |
3504 | 警告 | 需要重启许可证管理器 | 重启许可证管理器 | X | X | ||
3505 | 信息 | USB 许可证同步已启动 | X | ||||
3506 | 错误 | USB 许可证同步错误 | X | ||||
3507 | 信息 | USB 许可证同步已完成 | X | ||||
3508 | 信息 | 您的一个或多个许可证即将过期。请确保您已配置许可证服务器。 | 更新许可证 | X | X | ||
3550 | 警告 | 许可证丢失 | 安装正确的许可证 | X | X | ||
4010 | 信息 | 工具被数字输入锁住 | 通过数字输入信号锁定工具。 | 不适用 | X | X |
|
4011 | 信息 | 工具被开发协议锁定 | 通过开放协议锁定工具。 | 不适用 | X | X |
|
4012 | 信息 | 工具被现场总线锁定 | 通过现场总线锁定工具。 | 不适用 | X | X |
|
4013 | 信息 | 工具由套筒选择器锁定 | 套筒选择器与虚拟站点断开连接时工具被锁定。 | 通过主机解锁将工具解锁 | X | X | |
4014 | 信息 | 工具由 Soft PLC 锁定 | Soft PLC 信号锁定了工具。 | 通过主机解锁将工具解锁 | X | X | |
4015 | 信息 | 拧松被禁用 | 在拧紧程序中禁用拧松 | X | X |
| |
4016 | 信息 | 拧紧已禁用 |
| X | X |
| |
4017 | 信息 | 拧松未配置 | 所选的拧紧程序未配置拧松 | 选择不同的拧紧程序 | X | X | |
4020 | 信息 | NOK 拧紧过多 | 超过了批次中的最大持续 NOK 拧紧 | X | X |
| |
4025 | 信息 | 未选择拧紧程序 | 未选择拧紧程序。 | 选择拧紧程序或批次序列。 | X | X | |
4031 | 信息 | 完成批次序列所需的最大时间。 |
| X | X |
| |
4032 | 信息 | 完成首次拧紧所需的最大时间。 |
| X | X |
| |
4035 | 信息 | 通过线路控制锁定 |
| X | X |
| |
4040 | 信息 | 经备用标识符锁定 | 工具被备用标识符锁定。 | X | X |
| |
4050 | 无效的套筒配置 | 拧紧程序分配给多个套筒。 | 拧紧程序分配给多个套筒 | X | X |
| |
4060 | 信息 | 工具在批次完成时锁定 | 当批次序列完成时借助标记工具锁定批次时,本事件会在用户按下触发器时生成。 | 在完成时采用信号解锁工具解锁。 | X | X |
|
4070 | 信息 | 进程进入手动模式 | 表明已为虚拟站点启用手动模式 | ||||
4071 | 信息 | 进程进入自动模式 | 表明已为虚拟站点启用自动模式 | ||||
4500 | 信息 | 结果 - 驱动故障 | 检测到内部驱动故障或驱动丢失。 |
|
|
|
|
4501 | 信息 | 结果 - 重复拧紧 | 在重复拧紧检测功能开启时试图拧紧已拧紧的螺栓。 |
|
|
|
|
4502 | 信息 | 结果 - 软启动扭矩较低 | 软启动扭矩低于最小水平。 |
|
|
|
|
4503 | 信息 | 结果 - 软启动扭矩较高 | 软启动扭矩超过最大水平。 |
|
|
|
|
4504 | 信息 | 结果 - 自攻扭矩较高 | 自攻扭矩超过最大水平。 |
|
|
|
|
4505 | 信息 | 结果 - 自攻扭矩较低 | 自攻扭矩低于最小限值。 |
|
|
|
|
4506 | 信息 | 结果 - 安全扭矩较低 | 自动计算扭矩值,确保正确安装扭矩传感器。 |
|
|
|
|
4507 | 信息 | 结果 - 旋入扭矩较高 | 旋入扭矩超过最大水平。 |
|
|
|
|
4508 | 信息 | 结果 - 旋入角度较高 | 旋入角度超过最大水平。 |
|
|
|
|
4509 | 信息 | 结果 - 旋入时间较高 | 旋入时间超过最大限值。 |
|
|
|
|
4510 | 信息 | 结果 - 旋入时间较低 | 旋入时间低于最小限值。 |
|
|
|
|
4511 | 信息 | 结果 - 旋入扭矩较低 | 旋入扭矩低于最小水平。 |
|
|
|
|
4512 | 信息 | 结果 - 旋入角度较低 | 旋入角度低于最小水平。 |
|
|
|
|
4513 | 信息 | 结果 - 最终扭矩较高 | 最终步骤扭矩超过最大水平。 |
|
|
|
|
4514 | 信息 | 结果 - 最终角度较高 | 最终步骤角度超过最大水平。 |
|
|
|
|
4515 | 信息 | 结果 - 最终扭矩较低 | 最终步骤扭矩低于最小水平。 |
|
|
|
|
4516 | 信息 | 结果 - 最终角度较低 | 最终步骤角度低于最小水平。 |
|
|
|
|
4517 | 信息 | 结果 - 拧紧超时 | 超过拧紧时间限值。一般拧紧策略的最大拧紧时间为 30 秒。多步骤的最大拧紧时间取决于步骤的最大时间限制。故障代码取决于拧紧阶段。 | 重新拧紧。 |
|
|
|
4518 | 信息 | 结果 - 触发器丢失 | 达到目标前工具触发器已松开。 对于一般拧紧策略,拧紧阶段完成之前不允许释放触发器。 对于多步骤,达到具体步骤的目标之前丢失触发器将显示故障。 |
|
|
|
|
4519 | 信息 | 早期扭矩丢失 | 套筒从螺母上滑脱。 |
|
|
|
|
4520 | 信息 | 结果 - 在最终步骤前达到目标 | 在拧紧程序的最终步骤前达到目标扭矩。 |
|
|
|
|
4521 | 信息 | 结果 - 后视图扭矩较低 | 后视图扭矩低于最小水平。 |
|
|
|
|
4522 | 信息 | 结果 - 后视图扭矩较高 | 后视图扭矩超过最大水平。 |
|
|
|
|
4523 | 信息 | 结果 - 未达到后视图扭矩间隔 | 未达到后视图扭矩间隔。 |
|
|
|
|
4524 | 信息 | 结果 - 未达到扭矩补偿间隔 | 在未达到旋入端前的扭矩补偿间隔角度。 |
|
|
|
|
4525 | 信息 | 结果:工具移动超出限制 | 来自 NOK 拧紧详情状态。 |
|
|
|
|
4526 | 信息 | 结果 - 安全电流监测传感器不匹配 | 电流监测错误。 |
|
|
|
|
4527 | 信息 | 结果:工具移动超出限制 |
|
|
|
|
|
4528 | 信息 | 结果 - 软启动角度较高 | 软启动角度超过最大水平(四步)。 |
|
|
|
|
4529 | 信息 | 结果 - 软启动角度较低 | 软启动角度低于最小水平(四步)。 |
|
|
|
|
4530 | 信息 | 结果 - 第一角度较高 | 初始步骤角度超过最大水平(四步)。 |
|
|
|
|
4531 | 信息 | 结果 - 第一角度较低 | 初始步骤角度低于最小水平(四步)。 |
|
|
|
|
4532 | 信息 | 结果 - 第一扭矩较高 | 初始步骤扭矩超过最大水平(四步)。 |
|
|
|
|
4533 | 信息 | 结果 - 第一扭矩较低 | 初始步骤扭矩低于最小水平(四步)。 |
|
|
|
|
4534 | 信息 | 结果 - 第一时间较高 | 初始步骤时间超过最大水平(四步)。 |
|
|
|
|
4535 | 信息 | 结果 - 第一时间较低 | 初始步骤时间低于最小水平(四步)。 |
|
|
|
|
4536 | 信息 | 结果 - 最终时间较高 | 最终步骤时间超过最大水平(四步)。 |
|
|
|
|
4537 | 信息 | 结果 - 最终时间较低 | 最终步骤时间低于最小水平(四步)。 |
|
|
|
|
4538 | 信息 | 结果 - 最终监管扭矩较低 | 未达到最终监管扭矩。 |
|
|
|
|
4539 | 信息 | 结果 - 软启动时间较高 | 软启动时间超过最大水平(四步)。 |
|
|
|
|
4540 | 信息 | 结果 - 软启动时间较低 | 软启动时间低于最小水平(四步)。 |
|
|
|
|
4543 | 信息 | 结果 - 贴合监控高 | 仅限扳手。监控器检测到超出贴合数值。 | ||||
4545 | 信息 | 结果 - 无剩余扭矩 | 仅限扳手。残余扭矩低于阈值。 | ||||
4546 | 信息 | 结果 - 过速 | 仅限扳手。扳手陀螺仪因速度太高无法测量角度。 | ||||
4547 | 信息 | 结果 - 有效拧松 | 仅限扳手。扳手检测到意外拧松。 | ||||
4548 | 信息 | 结果 - 终值低于目标值 | 最终扭矩低于拧紧程序中设定的目标扭矩。 | ||||
4549 | 信息 | 超过 TurboTight 时间限制 | 超过了 TurboTight 时间限值。 | ||||
4550 | 信息 | 结果 - 旋入脉冲较高 | 超出最大旋入脉冲数量。 | ||||
4551 | 信息 | 结果 - 旋入脉冲较低 | 旋入在达到最小旋入脉冲数量数量之前已完成。 | ||||
4552 | 信息 | 结果 - 最终脉冲较高 | 超出最大脉冲数量。 | ||||
4553 | 信息 | 结果 - 最终脉冲较低 | 拧紧在达到最小脉冲数量数量之前已完成。 | ||||
4554 | 信息 | 切断电流高 | 切断时的电流超出电流上限。 | ||||
4555 | 信息 | 切断电流低 | 测得的切断电流低于电流下限 | ||||
4556 | 信息 | 多步骤未分类错误。 | 多步骤配置出错,通常与工具验证有关。 | ||||
4557 | 信息 | 结果过载 | X | X | |||
5010 | 警告 | 无效的拧紧程序参数值 | 所选拧紧程序中的参数无效。 | 检查所选拧紧程序的配置,查找并更改参数值。 | X | X |
|
5020 | 信息 | 主触发器并非活动的启动来源 | 当配置为只通过下压式开关启动且用户按压主触发器时生成。直到用户按压下压式开关时生成。 | 按压下压式开关以启动工具。 | X | X |
|
5030 | 信息 | 拧紧程序复杂性超出工具负荷 | 所选的拧紧程序对使用的 STB 工具来说太过复杂。工具将被锁定。 | 降低拧紧程序的复杂性,或者选择其他程序 | X | X | |
6010 | 信息 | 附件已连接 | 附件已连接至控制器。 |
| X | X | |
6020 | 信息 | 附件已断开 | 附件已从控制器断开。 |
| X | X | |
6021 | 警告 | 现场总线脱机 | 现场总线无通信。 | X | X | X | |
6030 | 警告 | 附件地址冲突 | 两个或更多附件使用相同的地址连接。 | 更改附件的地址。 | X | X | X |
6040 | 警告 | 附件通信错误 | 附件出现间歇的通信错误。 | 校验线缆和连接器。 | X | X |
|
6041 | 警告 | 现场总线错误 | 现场总线出现通信错误。 |
| X | X | X |
6050 | 信息 | 所选套筒错误 | 没有选择任何套筒或选择了错误的套筒时生成。 | X | X |
| |
6090 | 警告 | 无法识别条码枪 | 未找到唯一序列号时。 | 配置条形码阅读器设备。 | X | X | X |
7010 | 信息 | 要显示的消息文本 | 显示消息的通用事件。 | 无 |
|
| X |
现场总线使用的输入信号
代码 | 输入信号 | 类型 | 说明 | PF 6000 | PF 600 |
|---|---|---|---|---|---|
20020 | 现场总线锁定拧紧 | 状态 | 确认事件。 | X |
|
20021 | 现场总线锁定拧松 | 状态 | 将锁定页面中确定的大部分锁定解锁。 | X |
|
30000 | 禁用工具 | 状态 | 禁用工具。 | X | X |
30001 | 事件代码 | 状态 | 事件代码 | X | X |
30002 | 现场总线保持活动 | 状态 | 现场总线保持活动。 | X | X |
30003 | 事件代码严重性 | 状态 | 事件代码严重性 | X | X |
31000 | 拧紧 OK | 状态 | 拧紧 OK。 | X | X |
31001 | 拧紧 NOK | 状态 | 拧紧 NOK。 | X | X |
31002 | 最终扭矩 | 状态 | 最终扭矩。 | X | X |
31003 | 最终角度 | 状态 | 最终角度。 | X | X |
31004 | 拧紧程序最大角度 | 状态 | 拧紧程序最大角度。 | X | X |
31005 | 程序程序最小角度 | 状态 | 程序程序最小角度。 | X | X |
31006 | 最终角度状态 | 状态 | 最终角度状态。 | X | X |
31007 | 拧紧程序最大扭矩 | 状态 | 拧紧程序最大扭矩。 | X | X |
31008 | 拧紧程序最小扭矩 | 状态 | 拧紧程序最小扭矩。 | X | X |
31009 | 最终扭矩状态 | 状态 | 最终扭矩状态。 | X | X |
故障排除和保养
在本节中,您可以获取帮助您维护和保养产品的信息,并在出现问题时寻求帮助以进行故障排除。
疑难解答
安装过程中的故障排除
ToolsTalk 2 Station Setup 安装没有已知的问题。
ToolsTalk 2 客户端安装没有已知的问题。
升级 ToolsTalk 2 后重新启动 ToolsTalk Industrial Technique Host 服务。
错误 | 解决方案 |
|---|---|
错误代码 1920 无法启动验证您是否有正确的权限 | 数据库认证错误。对于 SQL 数据库,必须配置混合模式身份验证。 使用 SQL 管理工作室来更正身份验证。在进行另一次安装尝试之前,最有可能需要重新启动计算机。 |
使用安装文件时,InstallShield 向导会检测安装是否已经完成。如果计算机上存在较旧的安装,则可能无法检测到它们。
因此,建议在开始新安装之前删除程序和数据库目录的旧实例。
启动过程中的故障排除
错误 | 解决方案 |
|---|---|
启动应用程序,但不能看到所需的控制器。 | 控制器网络连接不正确。 确保控制器已正确连接到工厂网络。 适用于使用网络连接时。 |
启动应用程序,但不能看到所需的控制器。 | ToolsTalk 2 的控制器配置不正确。 确保控制器配置中的 server connections(服务器连接)指向正确的 ToolsTalk 2 服务器。 |
当 ToolsTalk 2 启动时显示错误消息“网络连接丢失或服务器不可用”。 | 客户端应用程序未正确连接到服务器应用程序。 检查服务器应用程序是否已启动。 应用程序应该自动启动。如果没有发生这种情况,解决方案是删除应用程序(卸载)并重新安装应用程序。 |
参考
在本节中,您可以找到其他有用的信息。
系统信息
问题 | 解决方案 |
|---|---|
安装文件 | C:\Program Files (x86)\Atlas Copco\ToolsTalk Client C:\Program Files (x86)\Atlas Copco\ToolsTalk Server C:\Program Files (x86)\Atlas Copco\ToolsTalk Station Setup |
来自安装的日志文件 | 在每个安装文件夹中都有一个名为 log.txt 的日志文件。 |
计算机 IP 地址 | 控制器配置所需的信息。 选择 Windows 开始菜单。 在窗口底部的框中键入 cmd,然后按 <return>。将打开管理员窗口。 键入 ipconfig 并点击 <return>。显示计算机的 IP 地址。 |
电脑名称 | 客户端安装所需的信息指向正确的服务器安装。 选择 Windows 开始菜单。 在窗口底部的框中键入系统信息,然后按 <return>。系统信息窗口打开。 在客户端安装中需要系统名称参数来指向服务器的位置。 |
删除数据库目录 | 启动所选 SQL Server 的管理工作室。 选择所需的数据库目录。默认名称为 ToolsTalkEventStore。 右键单击并选择 Delete(删除)。 选中复选框删除备份和.......。 选中复选框关闭现有.......。 选择确定。 |
检查和修改数据库认证 | 启动所选 SQL Server 的管理工作室。 选择所需的服务器。 右键单击并选择 Properties(属性)。 选择 Security(安全)页面。 在服务器认证字段中,标记 SQL server and windows authentication(SQL 服务器和 Windows 身份验证)单选按钮。 |
安装功能管理系统(FMS) | 仅适用于客户端-服务器安装。 FMS 安装是 InstallShield 向导的一部分,并自动运行。为正确安装,系统变量 JAVA_HOME 必须具有正确的值。 选择 Windows 开始菜单。 在窗口底部的框中键入系统变量。接下来将会显示几个选项。选择编辑系统环境变量。系统属性弹出窗口打开。 选择环境变量命令按钮。 在系统变量窗口中向下滚动并搜索变量 JAVA_HOME。 如果变量存在,则该值是 64 位 Java 安装的路径。 如果变量不存在,请选择新建命令按钮。接下来将打开 New system variable(新的系统变量)弹出窗口。 variable name(变量名)必须设置为 JAVA_HOME。 变量值必须设置为安装目录,即 C:\PROGRAM FILES\JAVA\JRE1.8.0_131。不要包含 BIN 文件夹。 |
检查功能管理系统(FMS)的安装是否正确。 | 选择 Windows 开始菜单。 在窗口底部的框中键入 Services(服务)。接下来将会显示几个选项。选择 Services(服务)。系统属性弹出窗口打开。 在列表中向下滚动并搜索 FlexNet License Server -acopco(FlexNet 许可服务器-acopco)。 如果 Status(状态)指示 Started(已启动),则 FMS 已安装并正在运行。 |
检查 ToolsTalk 2 服务器是否已安装并正在运行 | 选择 Windows 开始菜单。 在窗口底部的框中键入 Services(服务)。接下来将会显示几个选项。选择 Services(服务)。系统属性弹出窗口打开。 在列表中向下滚动并搜索用于 ToolsTalk 的 Atlas Copco 工业技术主机。 如果 Status(状态)指示 Started(已启动),则服务器已安装并正在运行。 |
有用提示
管理工作区窗口
工厂结构和报告工作区均涉及为进一步工作选择单个控制器。可以最小化或最大化工作区以增加控制器工作区的空间,方法是拖动,如下图所述和所示,或者选择工厂结构图标 。

最小化和最大化工作区视图
将光标放在两个工作区之间的线上。光标形状从白色箭头变为水平双面箭头的形状。
点击按住拖动,两个工作区之间的边界线可以移动。可以将窗口边界一直移到左侧菜单来最大化工作区,或者将窗口边界移到右侧菜单来最大化工作区。
过滤和排序数据网格
可以对工作区窗口中的数据网格列进行排序和过滤。
选择列标题以访问排序和过滤功能。
要对列表进行排序,请选择排序列表以将列表按升序、降序或默认顺序排列。
要过滤列表,请选中复选框以过滤要显示的内容。选择清除过滤器以返回默认视图。