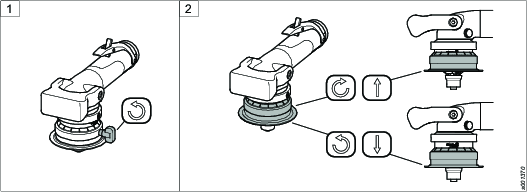
Justera vinkelhöjden
Vinkelhöjden ställs in genom justering av höjden på verktygets styrplatta. Höjdinställningen kan avläsas på den fasta huvudskalan och nonieskalan på kragen.
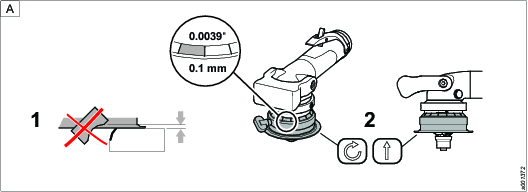
För att säkerställa att radien på arbetsstyckets ändyta blir rätt, måste verktyget vara försett med korrekt styrlager.
För att säkerställa en jämn och precis övergång från den frästa radien till den övre ytan av arbetsstycket, måste höjden på styrplattan ställas in enligt beskrivningen i följande tabell.
Obs! I vissa material kan flammor, plasma- och laserskärteknik medföra att arbetsstyckets kanter härdas. Detta kan resultera i stora avvikelser från de angivna referensvärdena.
Material och draghållfasthet | Vinkelhöjd (a) mm | Vinkelbredd (C) mm |
|
|---|---|---|---|
Aluminium | 1.0 - 5.6 | 1.4 - 8.0 |
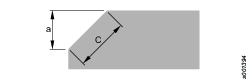 |
Stål upp till 400 N/mm2 | 1.0 - 2.8 | 1.4 - 4.0 | |
Stål upp till 600 N/mm2 | 1.0 - 2.1 | 1.4 - 3.0 | |
Stål upp till 900 N/mm2 | 1.0 - 1.4 | 1.4 - 2.0 |
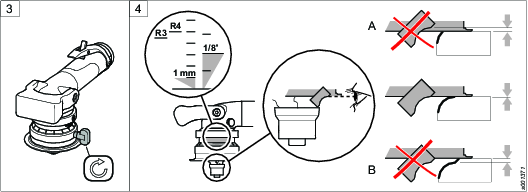
Lossa spännskruven.
Vrid styrplattan tills den önskade vinkelhöjden ställts in.
Dra åt spännskruven.
Kontrollera visuellt att framkanten av skäret är i linje med styrplattan enligt bilden.
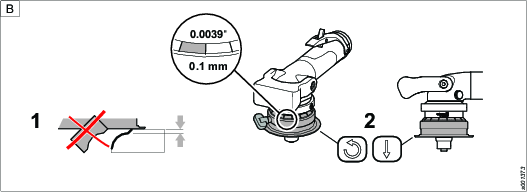
När vinkelhöjden ställts in, bör man fräsa en fas på prov för att kontrollera om det behövs ytterligare höjdjusteringar. Justeringarna kan vara nödvändiga på grund av att precisionen hos huvudskalan är cirka ± 1 mm.
För ytterligare höjdjustering, se bild A och B nedan.
Varje grad på skalan anger 0,1 mm.