Регулировка высоты фаски
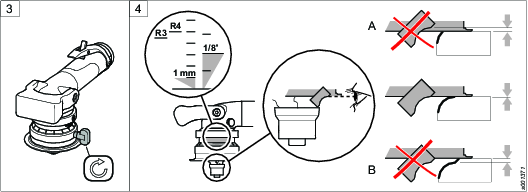
Высота фаски устанавливается путем регулировки высоты направляющей пластины инструмента. Значение высоты можно увидеть на стационарной основной шкале и верньерной шкале на втулке.
Чтобы обеспечить надлежащее формирования радиуса на торце обрабатываемой детали, инструмент должен быть оснащен соответствующим направляющим подшипником.
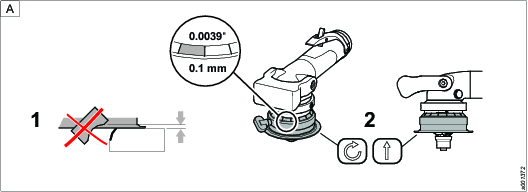
Чтобы обеспечить плавный и точный переход от обработанного радиуса к верхней поверхности детали, высота направляющей пластины должны быть установлена в соответствии со следующей таблицей.
Примечание. Использование технологий газовой, плазменной и лазерной резки на некоторых материалах может привести к закаливанию кромок обрабатываемой детали. В результате могут наблюдаться существенные отклонения от указанных опорных значений.
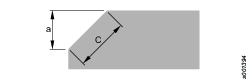
Материал и предел прочности | Высота фаски (a), мм | Ширина фаски (C), мм |
|
|---|---|---|---|
Алюминий | 1,0–5,6 | 1,4–8,0 |
 |
Сталь, до 400 Н/мм2 | 1,0–2,8 | 1,4–4,0 | |
Сталь, до 600 Н/мм2 | 1,0–2,1 | 1,4–3,0 | |
Сталь, до 900 Н/мм2 | 1,0–1,4 | 1,4–2,0 |
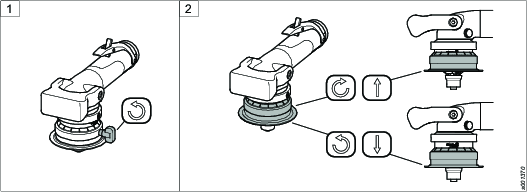
Ослабьте зажимной винт.
Поворачивайте направляющую пластину до достижения требуемой высоты фаски.
Затяните зажимной винт.
Визуально убедитесь, что режущая кромка вставки выровнена с направляющей пластиной согласно рисунку.
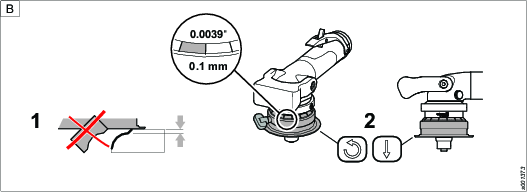
После задания высоты фаски следует снять фаску на опытном образце, чтобы проверить, не требуется ли дополнительная регулировка высоты. Возможно, такая регулировка потребуется, поскольку точность основной шкалы составляет приблизительно ± 1 мм.
Дополнительные регулировки высоты показаны на рисунках A и B ниже.
Каждое деление на шкале соответствует 0,1 мм.