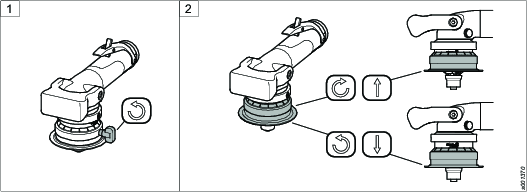
调整倒角高度
倒角高度通过调整工具的导板进行设置。高度设置可以从轴环上固定的主尺和游标尺上读取。
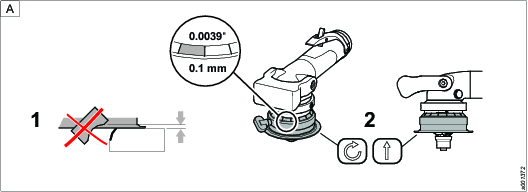
为了确保在工具端面上形成正确的半径,工具必须配备正确的导轴承。
为了确保平稳、精确地从铣削半径过渡到工件的上表面,导板高度必须按照下表中所述进行设置。
注意!在一些材料中,火焰、等离子和激光切割技术可以使工件边缘硬化。这可能导致与指定参考值有显著偏差。
材料和拉伸强度 | 倒角高度 (a) mm | 倒角高度 (C) mm |
|
|---|---|---|---|
铝 | 1.0 - 5.6 | 1.4 - 8.0 |
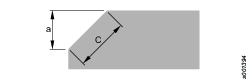 |
高达 400 N/mm2 的钢 | 1.0 - 2.8 | 1.4 - 4.0 | |
高达 600 N/mm2 的钢 | 1.0 - 2.1 | 1.4 - 3.0 | |
高达 900 N/mm2 的钢 | 1.0 - 1.4 | 1.4 - 2.0 |
拧松固定螺钉。
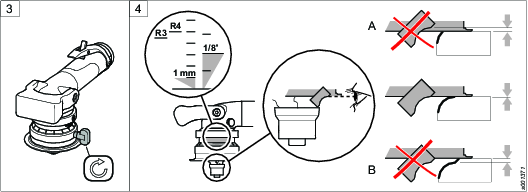
旋转导轴承,直到所需的倒角高度已设置。
拧紧固定螺钉。
目视检查确认刀片的刀刃按照图示与导轴承对齐。
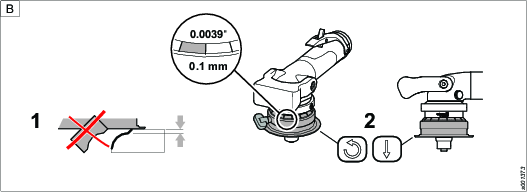
倒角高度设置后,应对试样铣削倒角,检查是否需要进一步调整高度。因为主尺的精度大约为 ± 1 mm,可能有必要进行调整。
有关其他高度调整,请参见下面的图 A 和 B。
尺上的每个等级指示 0.1 mm。