Réglage de la hauteur de biseau
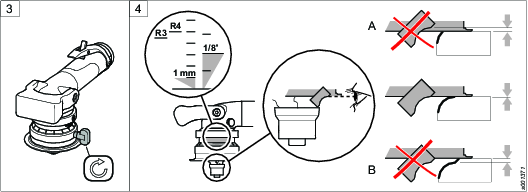
La hauteur de biseau se règle en jouant sur la hauteur de la plaque de guidage de l'outil. Le réglage de hauteur peut se lire sur la graduation principale fixe et sur la graduation coulissante sur la collerette.
Pour assurer une formation correcte du rayon en bout de la pièce usinée, l'outil doit être équipé du palier-guide adéquat.
Pour assurer une transition uniforme et précise du rayon fraisé à la surface supérieure de la pièce usinée, la hauteur de la plaque de guidage doit être réglée comme il est décrit dans le tableau suivant.
Remarque : dans certains matériaux, les techniques de découpe à la flamme, au plasma et au laser peuvent induire un durcissement des arêtes de la pièce usinée. Ceci peut entraîner des écarts importants par rapport aux valeurs de référence spécifiées.
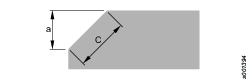
Matériau et résistance à la traction | Hauteur de biseau (a) mm | Largeur de biseau (C) mm |
|
|---|---|---|---|
Aluminium | 1,0 - 5,6 | 1.4 - 8.0 |
 |
Acier jusqu'à 400 N/mm2 | 1,0 - 2,8 | 1.4 - 4.0 | |
Acier jusqu'à 600 N/mm2 | 1,0 - 2,1 | 1.4 - 3.0 | |
Acier jusqu'à 900 N/mm2 | 1,0 - 1,4 | 1.4 - 2.0 |
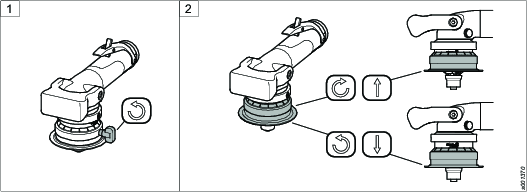
Desserrer la vis de serrage.
Tourner la plaque de guidage jusqu'à ce que la hauteur de biseau requise soit obtenue.
Serrer la vis de serrage.
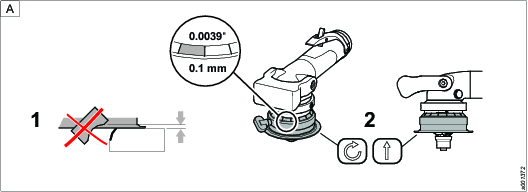
Vérifier par un contrôle visuel que l'arête tranchante de la plaquette est alignée sur la plaque de guidage conformément à la figure.
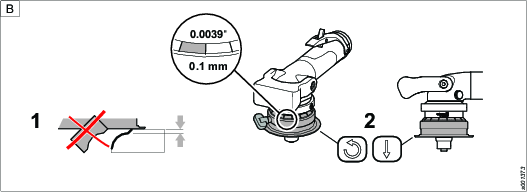
Dès que la hauteur de biseau a été réglée, il convient d'usiner un biseau sur un échantillon d'essai pour voir si d'autres réglages de hauteur sont nécessaires. Des réglages peuvent être nécessaires parce que la précision de la graduation principale est approximativement de ± 1 mm.
Pour les réglages de hauteur additionnels, voir la figure A et B ci-dessous.
Chaque trait de la graduation correspond à 0,1 mm.