Einstellung der Fasenhöhe
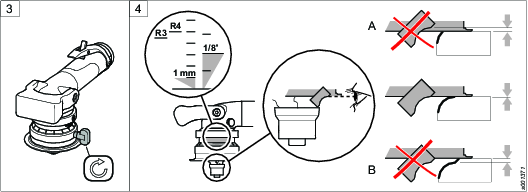
Die Fasenhöhe wird durch Höheneinstellung der Werkzeugführungsplatte eingestellt. Die Höheneinstellung kann von der festen Hauptskala und der Noniusskala an der Manschette abgelesen werden.
Das Werkzeug muss mit dem richtigen Führungslager ausgestattet sein, um eine korrekte Radiusbildung an der Stirnfläche des Werkstücks sicherstellen zu können.
Um einen glatten und präzisen Übergang vom gefrästen Radius zur Werkstückoberfläche zu gewährleisten, muss die Höhe der Führungsplatte gemäß den Angaben in der folgenden Tabelle eingestellt sein.
Hinweis! Bei manchen Materialien können Brenn-, Plasma- und Laserschneidverfahren eine Verhärtung der Werkstückkanten verursachen. Dies kann zu erheblichen Abweichungen von den spezifizierten Referenzwerten führen.
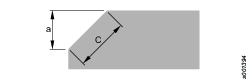
Material- und Zugfestigkeit | Fasenhöhe (a) mm | Fasenbreite (C) mm |
|
|---|---|---|---|
Aluminium | 1,0 - 5,6 | 1,4 - 8,0 |
 |
Stahl bis zu 400 N/mm2 | 1,0 - 2,8 | 1,4 - 4,0 | |
Stahl bis zu 600 N/mm2 | 1,0 - 2,1 | 1,4 - 3,0 | |
Stahl bis zu 900 N/mm2 | 1,0 - 1,4 | 1,4 - 2,0 |
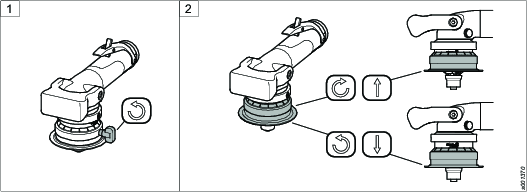
Die Klemmschraube lösen.
Die Führungsplatte so weit drehen, bis die erforderliche Fasenhöhe eingestellt wurde.
Die Klemmschraube anziehen.
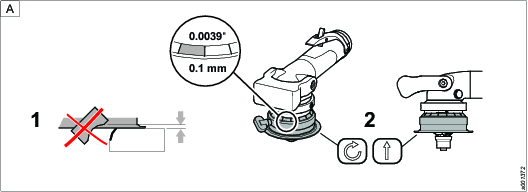
Eine Sichtprüfung ausführen um sicherzustellen, dass die Schnittkante des Einsatzes gemäß der Abbildung mit der Führungsplatte ausgerichtet ist.
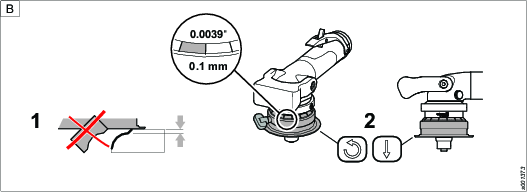
Nachdem die Fasenhöhe eingestellt wurde, sollte an einem Prüfling eine Fase gefräst werden, um zu prüfen, ob eventuell weitere Höheneinstellungen erforderlich sind. Einstellungen können erforderlich sein, da die Hauptskala eine Präzision von ca. ± 1 mm aufweist.
Angaben zu weiteren Höheneinstellungen können Sie den Abbildungen A und B unten entnehmen.
Jede Stufe auf der Skala steht für 0,1 mm.