Nastavení výšky úkosu
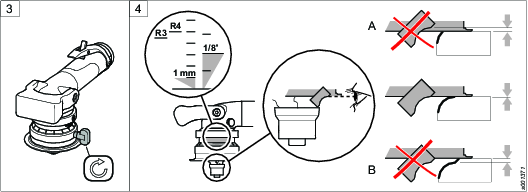
Výška úkosu se nastavuje změnou výšky vodicí desky nástroje. Nastavení výšky je možné odečítat na pevném hlavním měřítku a na měřítku s noniem na prstenci.
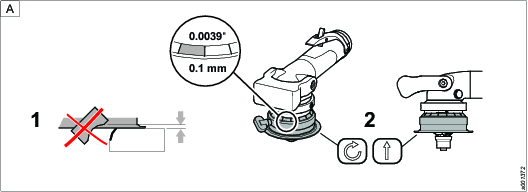
Aby bylo zajištěno správné vytvoření zaoblení na čelní ploše obrobku, musí být stroj vybaven správným vodicím ložiskem.
Aby byl zajištěn plynulý a přesný přechod z frézovaného zaoblení k hornímu povrchu obrobku, musí být přesně nastavena výška vodicí desky, jak je popsáno v následující tabulce.
Upozornění! U některých materiálů mohou techniky řezání plamenem, plazmou a laserem vést k zakalení okrajů obrobku. Výsledkem mohou být významné odchylky od specifikovaných referenčních hodnot.
Materiál a mez pevnosti v tahu | Výška úkosu (a) mm | Šířka úkosu (C) mm |
|
|---|---|---|---|
Hliník | 1,0 – 5,6 | 1,4 – 8,0 |
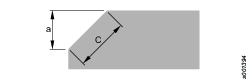 |
Ocel až do 400 N/mm2 | 1,0 – 2,8 | 1,4 – 4,0 | |
Ocel až do 600 N/mm2 | 1,0 – 2,1 | 1,4 – 3,0 | |
Ocel až do 900 N/mm2 | 1,0 – 1,4 | 1,4 – 2,0 |
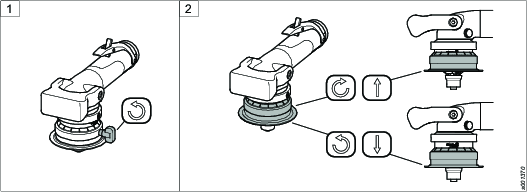
Povolte svěrací šroub.
Otáčejte vodicí deskou, dokud nebude nastavena požadovaná výška úkosu.
Utáhněte svěrací šroub.
Vizuálně zkontrolujte, zda je řezný okraj vložky vyrovnán s vodicí deskou (viz obrázek).
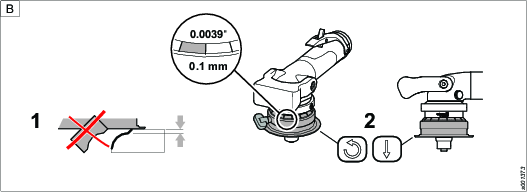
Po nastavení výšky úkosu je nutné vyfrézovat úkos na zkušebním vzorku a zkontrolovat, zda není zapotřebí další nastavení výšky. Nastavení mohou být nezbytná, protože přesnost hlavního měřítka je přibližně ± 1 mm.
Postup dalšího nastavení výšky viz obrázek A a B níže.
Každý dílek na měřítku označuje 0,1 mm.