LSB39 S085
Beveling tool
Informations produit
Informations générales
Signalétique de sécurité
Les mots Danger, Avertissement, Attention et Avis ont la signification suivante :
DANGER | DANGER indique une situation dangereuse qui, si elle n'est pas évitée, entraînera des accidents graves voire mortels. |
AVERTISSEMENT | AVERTISSEMENT indique une situation dangereuse qui, si elle n'est pas évitée, pourrait entraîner des accidents graves voire mortels. |
ATTENTION | Le mot ATTENTION accompagné du symbole d'alerte de sécurité indique une situation dangereuse qui, si elle n'est pas évitée, pourrait entraîner des accidents mineurs ou modérés. |
AVIS | AVIS sert à aborder des pratiques sans rapport avec un risque d'accident corporel. |
Garantie
La garantie du produit expirera 12+1 mois après l’expédition depuis de Centre de distribution de Atlas Copco.
L'usure normale des pièces n'est pas comprise dans la garantie.
L'usure normale est celle nécessitant un changement de pièces ou autres opérations de réglage et de révision pendant l'entretien courant de l'outil pendant la période donnée (exprimée en temps, heures de fonctionnement ou autres).
La garantie du produit repose sur une utilisation correcte, un entretien normal et des réparations appropriées de l'outil et de ses composants.
La détérioration des pièces consécutive à un entretien inadéquat ou réalisé par des parties autres que Atlas Copco ou ses partenaires d'entretien agréés pendant la période de garantie ne sera pas prise en charge.
Pour éviter la détérioration ou la destruction de certaines parties de l'outil, il convient de procéder à l'entretien de ce dernier conformément aux périodicités d'entretien recommandées et de suivre les bonnes consignes.
Les réparations dans le cadre de la garantie ne sont effectuées que dans les ateliers de Atlas Copco ou par des partenaires d'entretien agréés.
Atlas Copco propose une extension de garantie et un entretien préventif à la pointe de la technologie par le biais de ses contrats ToolCover. Pour en savoir plus, s'adresser au représentant SAV local.
Pour les moteurs électriques :
La garantie ne s'appliquera que si le moteur électrique n'a pas été ouvert.
Site web
Des informations à propos de nos Produits, Accessoires, Pièces de rechange et Documentation sont disponibles sur le site Web de Atlas Copco.
Veuillez consulter : www.atlascopco.com.
ServAid
ServAid est un portail qui est constamment mis à jour et qui contient des Information techniques, comme :
Informations réglementaires et sur la sécurité
Caractéristiques techniques
Instructions d'installation, d'utilisation et d'entretien
Nomenclatures de pièces détachées
Accessoires
Plans cotés
Veuillez consulter : https://servaid.atlascopco.com.
Pour plus d'Informations techniques, veuillez contacter votre représentant local Atlas Copco.
Fiches de données de sécurité FDS
Les Fiches de données de sécurité décrivent les produits chimiques vendus par Atlas Copco.
Veuillez consulter le site Web Atlas Copco pour plus d'informations www.atlascopco.com/sds.
Pays d'origine
Pour le Pays d'origine, veuillez vous reporter aux informations figurant sur l'étiquette du produit.
Plans cotés
Les Plans cotés sont soit disponibles dans l’Archive des plans cotés, soit sur ServAid.
Veuillez consulter : http://webbox.atlascopco.com/webbox/dimdrw ou https://servaid.atlascopco.com.
Aperçu
Utilisation prévue
Ce produit est conçu pour le biseautage. Aucune autre utilisation n'est autorisée. Pour utilisation professionnelle uniquement.
Pièces principales
Le tableau ci-dessous présente les principales pièces du produit.
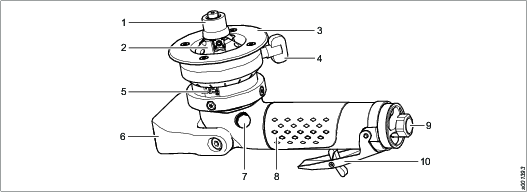
Position | Pièce |
|---|---|
1 | Palier-guide |
2 | Tête de fraisage |
3 | Plaque de guidage |
4 | Vis de serrage de hauteur |
5 | Graduation principale |
6 | Poignée latérale |
7 | Mécanisme de blocage de broche |
8 | Boîtier de moteur |
9 | Raccordement pneumatique |
10 | Levier de démarrage |
Caractéristiques techniques produit
Les Caractéristiques techniques produit peuvent être consultées sur ServAid ou sur le site Web d’Atlas Copco.
Veuillez consulter : https://servaid.atlascopco.com ou www.atlascopco.com.
Vue d'ensemble des accessoires
Le tableau ci-dessous présente une vue d'ensemble des accessoires disponibles. Les accessoires inclus sont livrés avec le produit. Il est également possible de les commander comme pièces de rechange. Les accessoires en option doivent être commandés séparément.
Pour la combinaison correcte de tête de fraisage, palier-guide et plaquettes, voir le chapitre Options de configuration.
Accessoire | Remarque | Réf. | Inclus/en option |
|---|---|---|---|
Pâte de cuivre | Molycote P-1600 | 4080 1122 00 | Inclus |
Flexible d'échappement | Type souple, Ø38 mm, 1 m | 4150 1314 02 | En option |
Flexible d'échappement | Type HD, Ø42 mm, 1 m | 4150 1532 02 | En option |
Recharge de graisse | 10 ml | 4080 1099 80 | Inclus |
Palier-guide C, 30O | Chanfrein | 4150 2240 95 | En option |
Palier-guide C, 35O | Chanfrein | 4150 2240 99 | En option |
Palier-guide C, 45O | Chanfrein | 4150 2240 93 | Inclus |
Palier-guide C, 55O | Chanfrein | 4150 2240 96 | En option |
Palier-guide C, 60O | Chanfrein | 4150 2241 05 | En option |
Palier-guide R3 | Rayon 3 mm | 4150 2240 91 | En option |
Palier-guide R4 | Rayon 4 mm | 4150 2240 92 | En option |
Flexible | Type HD, Ø42 mm, 15 m | 4150 1532 92 | En option |
Collier de flexible | 43,5 mm | 4150 2228 01 | En option |
Kit de flexible | 0,9 m, 13 mm, 1/2”, BSP | 8202 1181 98 | En option |
Kit de flexible | 0,9 m, 3 pieds, NPT | 4150 1618 81 | En option |
Embout pour flexible | Utilisable pour les flexibles 12,5 mm, 1/2”, BSP | 9000 0248 00 | En option |
Embout pour flexible | Utilisable pour les flexibles 12,5 mm, 1/2”, NPT | 9000 0248 12 | En option |
Insert C | 1 insert, chanfrein | 4150 2241 92 | Inclus |
Insert R3 | 1 plaquette, rayon 3 mm | 4150 2241 90 | En option |
Insert R4 | 1 plaquette, rayon 4 mm | 4150 2241 91 | En option |
Tête de fraisage C, 30O | Chanfrein | 4150 2240 94 | En option |
Tête de fraisage C, 35O | Chanfrein | 4150 2240 98 | En option |
Tête de fraisage C, 55O | Chanfrein | 4150 2240 97 | En option |
Tête de fraisage C, 60O | Chanfrein | 4150 2241 04 | En option |
Tête de fraisage C R3 R4 45O | Chanfrein, rayon 3 mm, 4 mm | 4150 2240 90 | Inclus |
MultiFlex | Type pivotant, BSP | 8202 1350 22 | En option |
MultiFlex | Type pivotant, 3/8”, NPT | 8202 1350 28 | En option |
Kit de productivité | MIDI Optimizer F/RD EQ10-T13 | 8202 0850 17 | En option |
Kit de productivité | MIDI Optimizer F/RD EQ10US-T13, Amérique du Nord | 8202 0850 29 | En option |
Raccord rapide | ErgoQIC 10 H13, BSP | 8202 1120 10 | En option |
Clé Torx | Tx15 | 4080 1121 90 | Inclus |
Présentation de l'entretien
Recommandations pour l'entretien
Il est recommandé de procéder à une maintenance préventive à intervalles réguliers. Voir les informations détaillées sur la maintenance préventive. Si le produit ne fonctionne pas correctement, le mettre hors service et le contrôler.
Si aucune information détaillée à propos de la maintenance préventive n'est incluse, suivre ces directives générales :
Nettoyer les pièces appropriées avec soin
Remplacer toute pièce défectueuse ou usée
Installation
Configuration minimum d'installation
Qualité de l'air
Pour obtenir des performances optimales et une durée de vie maximale du produit, nous recommandons d'utiliser de l'air comprimé avec un point de rosée maximum de +10°C (50°F). Nous recommandons également d'installer un déshydrateur d'air à réfrigération Atlas Copco.
Utiliser un filtre à air séparé qui retient les particules solides supérieures à 30 microns et plus de 90% de l'eau liquide. Poser le filtre le plus près possible du produit et avant toute autre unité de traitement d'air pour éviter la chute de pression.
Pour les outils à impulsions/impact, utiliser des lubrificateurs réglés pour ces outils. Les lubrificateurs standard ajoutent trop d’huile, ce qui diminue la performance de l’outil, car il y aura trop d’huile dans le moteur.
S'assurer que le flexible et les raccords sont propres et exempts de toute poussière avant de les relier à l'outil.
Une petite quantité d'huile fournie par un lubrificateur sera bénéfique aussi bien aux produits lubrifiés qu'aux produits non lubrifiés.
Guide de lubrification air et huile
Marque | Lubrification air et huile |
|---|---|
Atlas Copco | Optimizer (1 litre) 9090 0000 04 |
Q8 | Chopin 46 |
Shell | Huile pour outils pneumatiques Shell S2 A 320 |
Raccordement de l'air comprimé
Pour connaître la pression d'air et la taille de flexible correctes, voir les Caractéristiques techniques produit sur - https://servaid.atlascopco.com ou www.atlascopco.com.
S'assurer que le flexible et les raccords sont propres et exempts de toute poussière avant de les relier à l'outil.
Fonctionnement
Directives d'ergonomie
Étudiez votre poste de travail en lisant cette liste de directives générales d’ergonomie afin de détecter des possibilités d’amélioration quant à la posture, au placement des composants ou à l’environnement de travail.
Faites des pauses fréquentes et changez fréquemment de position de travail.
Adaptez le poste de travail à vos besoins et à la tâche à réaliser.
Organisez-vous de manière à avoir un rayon d’action adapté en déterminant l’endroit où les pièces et outils doivent être positionnés, afin d’éviter les charges statiques sur les muscles.
Utilisez des équipements de poste de travail tels que des tables et des chaises adaptées à la tâche à réaliser.
Évitez les positions de travail à une hauteur plus élevée que le niveau de l’épaule ou nécessitant un maintien statique pendant les opérations d’assemblage.
Pour travailler à une hauteur plus élevée que le niveau de l’épaule, réduisez la charge statique sur les muscles en réduisant le poids de l’outil, à l’aide par exemple de bras de serrage, d’enrouleurs de tuyau souple ou de répartiteurs de charge. Il est également possible de réduire la charge statique sur les muscles en tenant l’outil près du corps.
Faites des pauses fréquemment.
Évitez les postures extrêmes du bras ou du poignet, en particulier lors des opérations nécessitant un certain effort.
Arrangez-vous pour avoir un champ de vision approprié qui nécessite un minimum de mouvements des yeux et de la tête.
Utilisez un éclairage adapté à la tâche à réaliser.
Sélectionnez l’outil adapté à la tâche à réaliser.
Dans les environnements bruyants, utilisez un équipement de protection auditive.
Utilisez des outils insérés et des consommables de grande qualité, afin de limiter au maximum l’exposition à des niveaux excessifs de vibrations.
Limitez l’exposition aux forces de réaction.
Pendant le tronçonnage :
Un disque à tronçonner peut se coincer s'il est tordu ou s'il n'est pas correctement guidé. Utilisez la bride adaptée pour le disque à tronçonner et évitez de tordre le disque à tronçonner lors de son utilisation.
Pendant le perçage :
La perceuse peut caler lorsque le foret débouche. Utilisez des poignées latérales si le couple de calage est trop élevé. La norme de sécurité ISO11148 partie 3 recommande d'utiliser un appareil pour absorber le couple de réaction au-dessus de 10 Nm pour les outils à poignée pistolet et 4 Nm pour les outils droits.
Lors de l'utilisation de visseuses ou boulonneuses à entraînement direct :
Les forces de réaction dépendent des réglages de l'outil et des caractéristiques de l'assemblage. La force et la posture déterminent la quantité de force de réaction qu'un opérateur peut tolérer. Adapter le réglage de couple à la force de l'opérateur et à sa posture et utiliser un bras ou un toc de réaction si le couple est trop élevé.
Dans les environnements poussiéreux, utilisez un système d’extraction des poussières ou portez un masque de protection.
Notice de configuration
Options de configuration
Le tableau ci-dessous présente les options de configuration permettant de choisir la bonne combinaison de tête de fraisage, palier-guide et plaquettes en fonction de l'application. Sélectionner soit le rayon (R) en millimètres soit le chanfrein (C) en degrés. Chaque pièce est marquée selon le tableau.
Les pièces de l'option de configuration C 45O sont des accessoires inclus. Les autres pièces sont des accessoires en option à commander séparément.
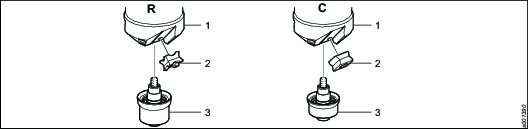
Réf. | Marquage sur les pièces | R3 | R4 |
|---|---|---|---|
1 | Tête de fraisage | 45O C R3 R4 | 45OC R3 R4 |
2 | Plaquette | R3 | R4 |
3 | Palier-guide | R3 45O | R4 45O |
Réf. | Marquage sur les pièces | C, 30O | C, 45O | C, 55O | C, 60O |
|---|---|---|---|---|---|
1 | Tête de fraisage | C 30O | 45O C R3 R4 | C 55O | C 60O |
2 | Plaquette | C | C | C | C |
3 | Palier-guide | C 30O | C 45O | C 55O | C 60O |
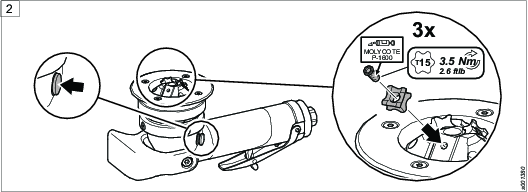
Pose des plaquettes et du palier-guide
Outillage nécessaire :
Clé Torx T15
Sélectionner le palier-guide et les plaquettes appropriés. Voir le tableau au chapitre Options de configuration.
Appuyer sur le mécanisme de blocage et utiliser la clé Torx pour serrer les plaquettes.
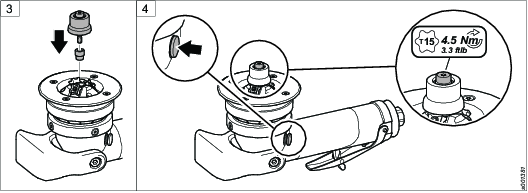
Mettre en place le palier-guide.
Appuyer sur le mécanisme de blocage et utiliser la clé Torx pour serrer le palier-guide.

Mode d’emploi
Remplacement du palier-guide et des plaquettes
Sélectionner la bonne combinaison de tête de fraisage, palier-guide et plaquettes d'après le tableau présenté au chapitre Options de configuration.
Outillage nécessaire :
-
Clé Torx T15
-
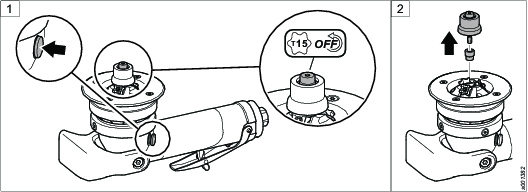
Appuyer sur le mécanisme de blocage et utiliser la clé Torx pour desserrer le palier-guide.
-
Déposer le palier-guide.
-
Appuyer sur le mécanisme de blocage et utiliser la clé Torx pour desserrer les plaquettes.
Déposer toutes les plaquettes pour pouvoir les remplacer par un jeu de plaquettes neuves.
-
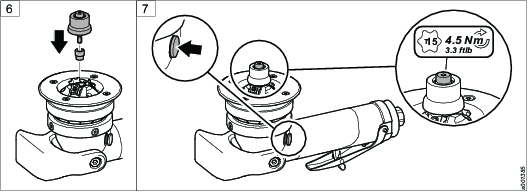
Si l'arête des plaquettes est émoussée, conserver les plaquettes existantes et les tourner sur une face présentant une arête tranchante.
-
Appuyer sur le mécanisme de blocage et utiliser une clé Torx pour serrer les plaquettes.
-
Mettre en place le palier-guide.
-
Appuyer sur le mécanisme de blocage et utiliser une clé Torx pour serrer le palier-guide.


Réglage de la hauteur de biseau
La hauteur de biseau se règle en jouant sur la hauteur de la plaque de guidage de l'outil. Le réglage de hauteur peut se lire sur la graduation principale fixe et sur la graduation coulissante sur la collerette.
Pour assurer une formation correcte du rayon en bout de la pièce usinée, l'outil doit être équipé du palier-guide adéquat.
Pour assurer une transition uniforme et précise du rayon fraisé à la surface supérieure de la pièce usinée, la hauteur de la plaque de guidage doit être réglée comme il est décrit dans le tableau suivant.
Remarque : dans certains matériaux, les techniques de découpe à la flamme, au plasma et au laser peuvent induire un durcissement des arêtes de la pièce usinée. Ceci peut entraîner des écarts importants par rapport aux valeurs de référence spécifiées.
Matériau et résistance à la traction | Hauteur de biseau (a) mm | Largeur de biseau (C) mm |
|
|---|---|---|---|
Aluminium | 1,0 - 5,6 | 1.4 - 8.0 |
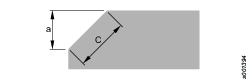 |
Acier jusqu'à 400 N/mm2 | 1,0 - 2,8 | 1.4 - 4.0 | |
Acier jusqu'à 600 N/mm2 | 1,0 - 2,1 | 1.4 - 3.0 | |
Acier jusqu'à 900 N/mm2 | 1,0 - 1,4 | 1.4 - 2.0 |
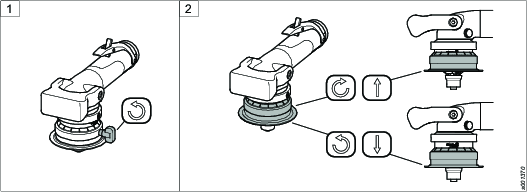
Desserrer la vis de serrage.
Tourner la plaque de guidage jusqu'à ce que la hauteur de biseau requise soit obtenue.
Serrer la vis de serrage.
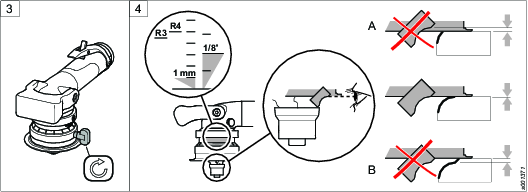
Vérifier par un contrôle visuel que l'arête tranchante de la plaquette est alignée sur la plaque de guidage conformément à la figure.
Dès que la hauteur de biseau a été réglée, il convient d'usiner un biseau sur un échantillon d'essai pour voir si d'autres réglages de hauteur sont nécessaires. Des réglages peuvent être nécessaires parce que la précision de la graduation principale est approximativement de ± 1 mm.
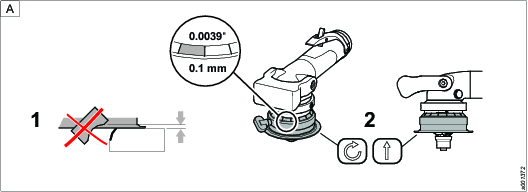
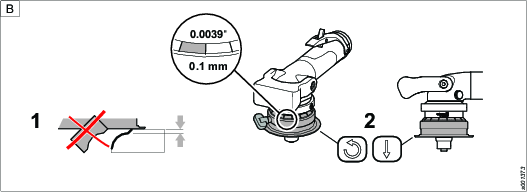
Pour les réglages de hauteur additionnels, voir la figure A et B ci-dessous.
Chaque trait de la graduation correspond à 0,1 mm.
Utilisation de l'outil
S'assurer que l'angle inférieur des plaquettes est toujours couvert par le palier-guide avant d'utiliser l'outil.
Utilisation générale du biseautage et instructions à suivre
L'opération de biseautage est destinée à l'aluminium, à l'acier doux et à l'acier au carbone. Elle ne convient pour aucun type d'acier inoxydable ou acier à grain fin.
Dans certains matériaux, les techniques de découpe à la flamme, au plasma et au laser peuvent induire un durcissement des arêtes sur la pièce usinée. Ceci peut entraîner un durcissement des arêtes qu'il faut éliminer avant d'entamer l'opération de biseautage.
Afin d'éviter l'accumulation au niveau des arêtes, utiliser un liquide de refroidissement approprié pour la lubrification tel qu'une huile de refroidissement ou une cire de coupe.
La consigne générale concernant la force d'avance est de 0,5 à 1 m/min selon la dimension du biseau et le matériau. Pour la dimension maximale admise du biseau, se reporter au paragraphe Réglage de la hauteur du biseau. Noter que les biseaux de grande taille devront être réalisés en deux ou trois étapes. Il n'est jamais recommandé de dépasser une largeur de biseau de 4 mm en une seule opération. Il est recommandé de diviser les grands biseaux en passes d'égales dimensions. Ne jamais tailler la largeur maximale de biseau en une seule opération !
Pour le démarrage de l'opération de biseautage, il est très important d'entrer lentement dans le matériau.
Pour se familiariser avec l'outil, il est recommandé d'effectuer des essais. Procéder à des essais sur un petit biseau d'une largeur maximale de 2 mm. Avancer l'outil lentement au début.
-
Raccorder l'outil à l'alimentation en air.
-
Placer l'outil sur la pièce à usiner et démarrer l'outil en poussant le bras de déverrouillage du levier vers l'avant et en appuyant sur le levier de la valve de commande.
-
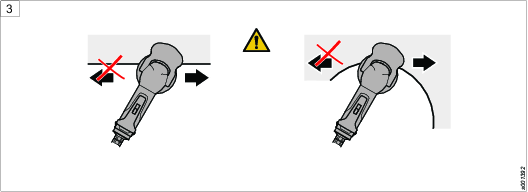
Avancer l'outil lentement. Veiller à utiliser l'outil uniquement dans le sens de travail recommandé.
-
Pour arrêter l'outil, l'écarter de la pièce à usiner et relâcher le levier de commande.
-
Après avoir coupé le moteur, attendre que l'outil s'arrête entièrement avant de le poser sur une surface.
Maintenance
Instructions de maintenance
Recommandations pour l'entretien
Il est recommandé de procéder à une maintenance préventive à intervalles réguliers. Voir les informations détaillées sur la maintenance préventive. Si le produit ne fonctionne pas correctement, le mettre hors service et le contrôler.
Si aucune information détaillée à propos de la maintenance préventive n'est incluse, suivre ces directives générales :
Nettoyer les pièces appropriées avec soin
Remplacer toute pièce défectueuse ou usée
Instructions de lubrification
Guide de lubrification
|
Marque |
Utilisation universelle, roulements et engrenages* |
|---|---|
|
BP |
Energrease LS-EP2 |
|
Castrol |
OBEEn UF 1 |
|
Esso |
Beacon EP2 |
|
Q8 |
Rembrandt EP2 |
|
Mobil |
Mobilegrease XHP 222 NLG 2 |
|
Klüber Lub. |
Klübersynth UH 1 14-151 |
|
Texaco |
Multifak EP2 |
|
Molykote |
BR2 Plus |
* Ne convient pas pour les renvois d'angle.
|
Marque |
Engrenages angulaires |
|---|---|
|
Molykote |
Longterm 2 Plus |
Notice de démontage/montage
Instructions concernant le moteur à palettes
Démontage
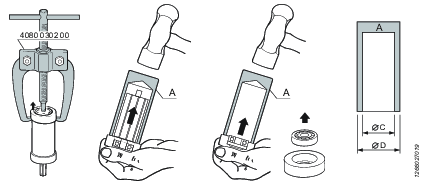
Les outils d'entretien sont également inclus dans l’outillage d'entretien de base. Pour de plus amples informations, voir la référence de commande 9835 5485 00.
Mandrin d'outil de démontage A
Réf. | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
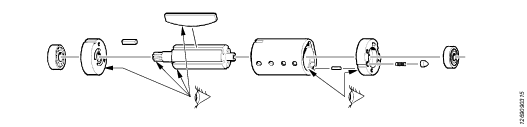
Contrôle des pièces de moteur
Montage - selon la méthode de Bäckströms
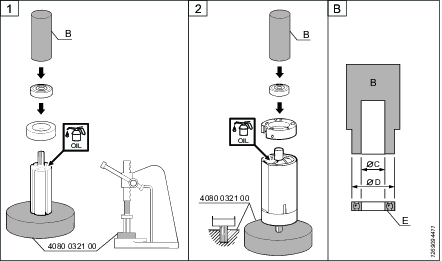
Les outils d'entretien sont également inclus dans l’outillage d'entretien de base. Pour de plus amples informations, voir la référence de commande 9835 5485 00.
Mandrin d'outil de démontage B
Réf. | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
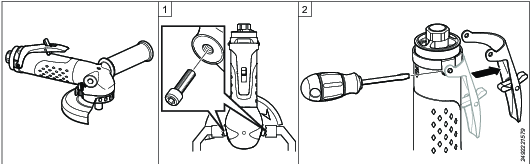
Options de montage du levier
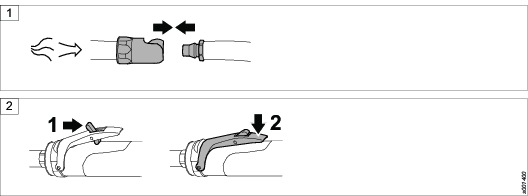
Il est possible de passer le levier du dessus au dessous de l'outil.
-
Retirer la poignée latérale et poser deux vis dans les trous du renvoi d'angle.
Bloquer l'outil au niveau des vis à l'aide d'un étau.
-
Déposer le levier à l'aide d'un tournevis plat.
-
Déposer l'axe de gâchette avec la bague à l'aide d'une douille de 10 mm.
Déposer l'adaptateur à l'aide d'une douille de 21 mm.
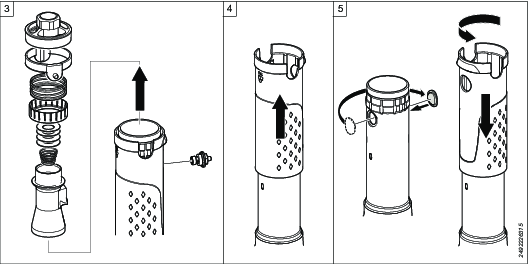
Déposer les pièces d'entrée et de sortie.
-
Déposer le manchon isolant.
-
Passer le couvercle de l'autre côté du boîtier.
Remettre le manchon isolant en place et le tourner de façon à la fixer au boîtier.
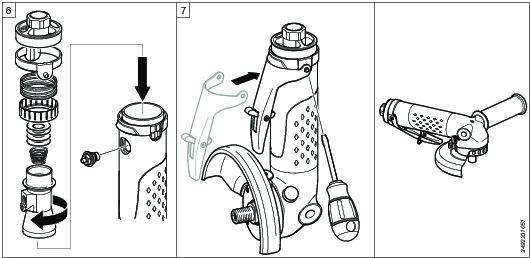
-
Monter les pièces d'entrée et de sortie.
S'assurer que l'entrée est positionnée correctement par rapport à la bague d'axe de gâchette.
Enduire le filetage de la bague de Loctite.
Poser la bague à la main sans la serrer.
Enduire le filetage de l'adaptateur de Loctite.
Serrer l'adaptateur à l'aide d'une douille de 21 mm et d'une clé dynamométrique.
Serrer la bague d'axe de gâchette à l'aide d'une douille de 10 mm et d'une clé dynamométrique.
-
Fixer le levier en position opposée.
Recyclage
Réglementation environnementales
Lorsqu'un produit est en fin de vie, il doit être convenablement recyclé. Démonter le produit et recycler les composants conformément à la législation locale.
Les batteries devront être prises en charge par votre organisme national de collecte des batteries.