LSB39 S085
Beveling tool
Produktinformation
Allgemeine Informationen
Sicherheitsbezogene Signalwörter
Die sicherheitsbezogenen Signalworte Gefahr, Warnung, Vorsicht und Hinweis haben folgende Bedeutung:
GEFAHR | GEFAHR weist auf eine gefährliche Situation hin, die bei Nichtvermeidung zu schweren Verletzungen mit möglicher Todesfolge führen wird. |
WARNUNG | WARNUNG weist auf eine gefährliche Situation hin, die bei Nichtvermeidung zu schweren Verletzungen mit möglicher Todesfolge führen könnte. |
ACHTUNG | VORSICHT weist bei Verwendung mit dem Sicherheitswarnsymbol auf eine gefährliche Situation hin, die bei Nichtvermeidung zu leichten oder mittelschweren Verletzungen führen könnte. |
HINWEIS | Ein HINWEIS wird für Situationen verwendet, die sich nicht auf eine mögliche Verletzungsgefahr beziehen. |
Garantie
Die Produktgarantie verfällt 12+1 Monate nach dem Versand aus dem Distributionszentrum von Atlas Copco.
Normaler Verschleiß von Teilen wird nicht von der Garantie abgedeckt.
Unter normalem Verschleiß versteht man, dass während der für diesen Zeitraum typischen Standardwerkzeugwartung Teile ausgetauscht oder Einstellungen / Verbesserungsarbeiten durchgeführt werden müssen (ausgedrückt in Zeit, Betriebsstunden, oder anderweitig).
Die Produktgarantie stützt sich auf einen korrekten Einsatz, Wartung und Reparatur des Werkzeugs und seiner Bestandteile.
Schäden an Teilen, die als Folge einer unzureichenden Wartung oder eines falschen Einsatzes durch andere Parteien als Atlas Copco oder deren zertifizierten Service-Partner während der Garantiezeit verursacht werden, sind nicht durch die Garantie gedeckt.
Um eine Beschädigung oder Zerstörung von Werkzeugteilen zu vermeiden, warten Sie das Werkzeug entsprechend der empfohlenen Wartungspläne und befolgen Sie die richtigen Anweisungen.
Garantiereparaturen werden nur in Atlas Copco-Werkstätten oder von einem zertifizierten Service-Partner ausgeführt.
Atlas Copco bietet eine erweiterte Garantie und eine vorbeugende Wartung nach dem neuesten Stand der Technik durch seine ToolCover-Verträge. Weitere Informationen erhalten Sie von Ihrem lokalen Servicerepräsentanten.
Für Elektromotoren:
Die Garantie gilt nur dann, wenn der Elektromotor nicht geöffnet wurde.
Website
Informationen zu unseren Produkten, Zubehör, Ersatzteilen und Veröffentlichungen finden Sie auf der Internetseite von Atlas Copco.
Besuchen Sie: www.atlascopco.com.
ServAid
ServAid ist ein Portal, das ständig aktualisiert wird und technische Informationen bietet, wie z.B.:
Behörden- und Sicherheitsinformationen
Technische Daten
Installations-, Betriebs- und Wartungsanweisungen
Ersatzteillisten
Zubehör
Maßzeichnungen
Besuchen Sie: https://servaid.atlascopco.com.
Weitere technische Informationen erhalten Sie bei Ihrem Atlas Copco-Vertreter vor Ort.
Sicherheitsdatenblätter MSDS/SDS
In den Sicherheitsdatenblättern werden die von Atlas Copco vertriebenen chemischen Produkte beschrieben.
Weitere Informationen finden Sie auf der Internetseite von Atlas Copco unter www.atlascopco.com/sds.
Herkunftsland
Informationen zum Herkunftsland sind auf dem Produktetikett angegeben.
Maßzeichnungen
Maßzeichnungen finden Sie entweder im Maßzeichnungsarchiv oder auf ServAid.
Besuchen Sie: http://webbox.atlascopco.com/webbox/dimdrw oder https://servaid.atlascopco.com.
Übersicht
Nutzungserklärung
Dieses Produkt wurde zum Fräsen konzipiert. Sonstige Verwendungen sind unzulässig. Nur zum Gebrauch durch ausgebildete Fachkräfte.
Hauptteile
In der Tabelle unten werden die Hauptkomponenten des Produkts angegeben.
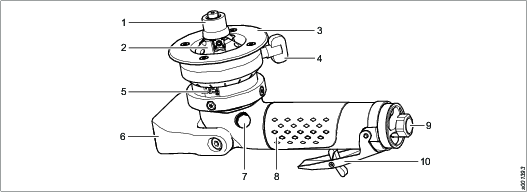
Position | Teil |
|---|---|
1 | Führungslager |
2 | Fräskopf |
3 | Führungsplatte |
4 | Klemmschraube, Höhe |
5 | Hauptskala |
6 | Stützgriff |
7 | Spindelverriegelung |
8 | Motorgehäuse |
9 | Luftanschluss |
10 | Starthebel |
Technische Produktdaten
Technische Produktdaten finden Sie entweder auf ServAid oder auf der Internetseite von Atlas Copco.
Besuchen Sie: https://servaid.atlascopco.com oder www.atlascopco.com.
Überblick zum Zubehör
Die Tabelle unten gibt einen Überblick zum erhältlichen Zubehör. Im Lieferumfang enthaltene Zubehörteile werden mit dem Produkt bereitgestellt und können außerdem als Ersatzteile bestellt werden. Optionales Zubehör ist separat zu bestellen.
Angaben zu den korrekten Fräskopf-, Führungslager- und Einsatz-Kombinationen finden Sie im Abschnitt Konfigurationsoptionen.
Zubehör | Anmerkung | Bestell-Nr. | Im Lieferumfang enthalten/Optional |
|---|---|---|---|
Kupferpaste | Molycote P-1600 | 4080 1122 00 | Im Lieferumfang enthalten |
Abluftschlauch | Weicher Typ, Ø38 mm, 1 m | 4150 1314 02 | Optional |
Abluftschlauch | HD-Typ, Ø42 mm, 1 m | 4150 1532 02 | Optional |
Schmierfett-Nachfüllung | 10 ml | 4080 1099 80 | Im Lieferumfang enthalten |
Führungslager C, 30O | Abschrägung | 4150 2240 95 | Optional |
Führungslager C, 35O | Abschrägung | 4150 2240 99 | Optional |
Führungslager C, 45O | Abschrägung | 4150 2240 93 | Im Lieferumfang enthalten |
Führungslager C, 55O | Abschrägung | 4150 2240 96 | Optional |
Führungslager C, 60O | Abschrägung | 4150 2241 05 | Optional |
Führungslager R3 | Radius 3mm | 4150 2240 91 | Optional |
Führungslager R4 | Radius 4 mm | 4150 2240 92 | Optional |
Schlauch | HD-Typ, Ø42 mm, 15 m | 4150 1532 92 | Optional |
Schlauchklemme | 43,5 mm | 4150 2228 01 | Optional |
Schlauchsatz | 0,9 m, 13 mm, 1/2", BSP | 8202 1181 98 | Optional |
Schlauchsatz | 0,9 m, 3 ft, NPT | 4150 1618 81 | Optional |
Schlauchnippel | Verwendbar für 12,5 mm, 1/2" Schlauch, BSP | 9000 0248 00 | Optional |
Schlauchnippel | Verwendbar für 12,5 mm, 1/2" Schlauch, NPT | 9000 0248 12 | Optional |
Einsatz C | 1 Einsatz, Abschrägung | 4150 2241 92 | Im Lieferumfang enthalten |
Einsatz R3 | 1 Einsatz, Radius 3 mm | 4150 2241 90 | Optional |
Einsatz R4 | 1 Einsatz, Radius 4 mm | 4150 2241 91 | Optional |
Fräskopf C, 30O | Abschrägung | 4150 2240 94 | Optional |
Fräskopf C, 35O | Abschrägung | 4150 2240 98 | Optional |
Fräskopf C, 55O | Abschrägung | 4150 2240 97 | Optional |
Fräskopf C, 60O | Abschrägung | 4150 2241 04 | Optional |
Fräskopf C R3 R4 45O | Abschrägung, Radius 3 mm, 4 mm | 4150 2240 90 | Im Lieferumfang enthalten |
MultiFlex | Schwenkbare Ausführung, BSP | 8202 1350 22 | Optional |
MultiFlex | Schwenkbare Ausführung, 3/8", NPT | 8202 1350 28 | Optional |
Produktivitäts-Kit | MIDI Optimizer F/RD EQ10-T13 | 8202 0850 17 | Optional |
Produktivitäts-Kit | MIDI Optimizer F/RD EQ10US-T13, Nordamerika | 8202 0850 29 | Optional |
Schnellkupplung | ErgoQIC 10 H13, BSP | 8202 1120 10 | Optional |
Torx-Schlüssel | Tx15 | 4080 1121 90 | Im Lieferumfang enthalten |
Service-Übersicht
Wartungsempfehlungen
Es wird empfohlen, eine vorbeugende Wartung regelmäßig durchzuführen. Beachten Sie die ausführlichen Informationen über die vorbeugende Wartung. Wenn das Produkt nicht ordnungsgemäß funktioniert, bringen Sie es außer Betrieb und prüfen Sie es.
Wenn keine detaillierten Informationen über eine vorbeugende Wartung enthalten sind, befolgen Sie die folgenden allgemeinen Richtlinien:
Entsprechende Teile gründlich reinigen
Defekte und verschlissene Teile ersetzen
Installation
Installationsanforderung
Luftqualität
Für eine optimale Leistung und maximale Produktlebensdauer empfehlen wir den Einsatz von Druckluft mit einem Taupunkt von 10 °C. Die Installation eines Atlas Copco-Kühllufttrockners wird empfohlen.
Durch den Einsatz eines separaten Luftfilters lassen sich Feststoffpartikel über 30 Mikrometer und mehr als 90 % des Flüssigwassers entfernen. Den Filter so nah wie möglich am Produkt und vor irgendwelchen Luftaufbereitungsvorrichtungen installieren, um einen Druckabfall zu vermeiden.
Bei Impuls-/Schlagwerkzeugen ist darauf zu achten, dass für diese Werkzeuge angepasste Schmiermittelgeber verwendet werden. Normale Schmiermittelgeber fügen dem Motor zu viel Öl hinzu und verringern dadurch die Werkzeugleistung.
Vor dem Anschluss an das Werkzeug sicherstellen, dass der Schlauch und die Kupplungen sauber und staubfrei sind.
Sowohl geschmierte als auch ölfreie Geräte profitieren von einer kleinen über die Schmiervorrichtung zugeführten Ölmenge.
Luftschmierungsführung
Marke | Luftschmierung |
|---|---|
Atlas Copco | Optimierer (1 Liter) 9090 0000 04 |
Q8 | Chopin 46 |
Shell | Shell Air Tool Oil S2 A 320 |
Druckluftanschluss
Den richtigen Luftdruck und die richtige Schlauchgröße finden Sie in den Technischen Produktdaten auf https://servaid.atlascopco.com oder www.atlascopco.com.
Vor dem Anschluss an das Werkzeug sicherstellen, dass der Schlauch und die Kupplungen sauber und staubfrei sind.
Bedienung
Ergonomie-Richtlinien
Betrachten Sie Ihren Arbeitsplatz, während Sie diese Liste mit allgemeinen Ergonomie-Richtlinien lesen, und versuchen Sie, Bereiche zu identifizieren, in denen Verbesserungen in Bezug auf Körperhaltung, Positionierung der Komponenten oder Arbeitsumgebung möglich sind.
Legen Sie regelmäßige Pausen ein und wechseln Sie regelmäßig die Arbeitshaltung.
Passen Sie den Bereich um Ihre Arbeitsstation Ihren Anforderungen und den auszuführenden Arbeiten an.
Positionieren Sie Teile und Werkzeuge so, dass statische Belastungen möglichst vermieden werden und sich sämtliche Arbeitsmittel bequem erreichen lassen.
Verwenden Sie an Ihrer Arbeitsstation für die Aufgabe geeignete Tische, Stühle oder andere Gegenstände.
Vermeiden Sie während der Ausführung von Montagearbeiten Körperhaltungen über Schulterhöhe oder mit statischer Halteposition.
Wenn Sie über Schulterhöhe arbeiten müssen, verringern Sie die auf die statischen Muskeln wirkende Belastung durch Verringerung des Werkzeuggewichts. Setzen Sie hierzu beispielsweise Drehmomentarme, Schlauchaufroller oder Gewichtsausgleicher ein. Sie können die auf die statischen Muskeln ausgeübte Belastung auch reduzieren, indem Sie das Werkzeug nah am Körper halten.
Legen Sie häufig Pausen ein.
Vermeiden Sie extreme Arm- oder Handgelenkhaltungen, insbesondere während Arbeiten, bei denen ein gewisser Kraftaufwand erforderlich ist.
Richten Sie Ihren Arbeitsplatz so in Ihrem Sichtfeld ein, dass nur minimale Augen- und Kopfbewegungen erforderlich sind.
Verwenden Sie zur Ausführung Ihrer Arbeit eine angemessene Beleuchtungen.
Wählen Sie ein zur Ausführung Ihrer Arbeit angemessenes Werkzeug aus.
Tragen Sie in lauten Umgebungen einen entsprechenden Gehörschutz.
Verwenden Sie hochwertige Einsätze und Kleinteile, um eine übermäßige Vibrationsbelastung möglichst zu vermeiden.
Minimieren Sie nach Möglichkeit durch Reaktionskräfte verursachte Belastungen.
Beim Schneiden:
Eine Trennscheibe kann stecken bleiben, wenn sie verbogen ist oder nicht korrekt geführt wird. Verwenden Sie einen für die Trennscheibe geeigneten Flansch und vermeiden Sie es, die Trennscheibe während des Betriebs zu biegen.
Beim Bohren:
Die Bohrmaschine kann beim Durchbrechen des Bohrers stehen bleiben. Verwenden Sie bei hohem Stillstandsmoment Stützgriffe. Gemäß Teil 3 der Sicherheitsnorm ISO11148 wird empfohlen, bei Pistolengriffmodellen eine Vorrichtung zur Aufnahme von Reaktionsmomenten von über 10 Nm und bei Stabmodellen zur Aufnahme von Reaktionsmomenten von über 4 Nm zu verwenden.
Bei Verwendung von Schraubendrehern und Schraubern mit Direktantrieb:
Reaktionskräfte sind von der Werkzeugeinstellung und den Eigenschaften der jeweiligen Verbindung abhängig. Die Höhe der Reaktionskraft, die eine Bediener tolerieren kann, hängt von dessen Körperkraft und Haltung ab. Passen Sie die Drehmomenteinstellung der Stärke und der Körperhaltung des Bedieners an und verwenden Sie bei zu hohem Drehmoment einen Drehmomentarm oder einen Gegenhalter.
Verwenden Sie in staubigen Umgebungen ein System zur Staubabsaugung oder tragen Sie einen Mundschutz.
Konfigurationsanleitung
Konfigurationsoptionen
In der Tabelle unten werden die Konfigurationsoptionen für die je nach Anwendung korrekten Fräskopf-, Führungslager- und Einsatz-Kombinationen angegeben. Entweder wird der Radius (R) in Millimetern oder die Abschrägung (C) in Grad angegeben. Die einzelnen Teile sind gemäß der Tabelle gekennzeichnet.
Konfigurationsoption C 45O-Teile sind mitgeliefertes Zubehör. Bei den anderen Teilen handelt es sich optionales Zubehör, das separat bestellt werden muss.
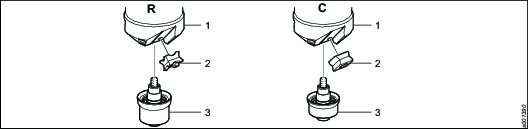
Bez.-Nr. | Kennzeichnung an den Teilen | R3 | R4 |
|---|---|---|---|
1 | Fräskopf | 45O C R3 R4 | 45OC R3 R4 |
2 | Einsatz | R3 | R4 |
3 | Führungslager | R3 45O | R4 45O |
Bez.-Nr. | Kennzeichnung an den Teilen | C, 30O | C, 45O | C, 55O | C, 60O |
|---|---|---|---|---|---|
1 | Fräskopf | C 30O | 45O C R3 R4 | C 55O | C 60O |
2 | Einsatz | C | C | C | C |
3 | Führungslager | C 30O | C 45O | C 55O | C 60O |
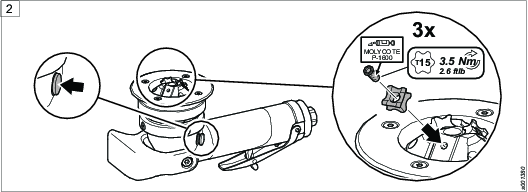
Einsätze und Führungslager einbauen
Erforderliche Werkzeuge:
Torx-Schlüssel T15
Das passende Führungslager und die Einsätze auswählen. Siehe Tabelle im Abschnitt Konfigurationsoptionen.
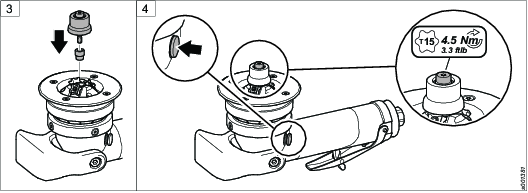
Die Verriegelung drücken und die Einsätze mit dem Torx-Schlüssel festziehen.
Das Führungslager korrekt positionieren.
Die Verriegelung drücken und die Führungslager mit dem Torx-Schlüssel festziehen.

Betriebsanleitung
Führungslager und Einsätze wechseln
Wählen Sie die korrekten Fräskopf-, Führungslager- und Einsatz-Kombinationen gemäß der Tabelle im Abschnitt Konfigurationsoptionen aus.
Erforderliche Werkzeuge:
-
Torx-Schlüssel T15
-
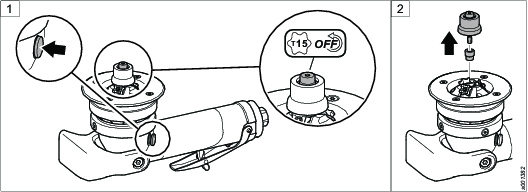
Die Verriegelung drücken und das Führungslager mit dem Torx-Schlüssel lösen.
-
Das Führungslager ausbauen.
-
Die Verriegelung drücken und die Einsätze mit dem Torx-Schlüssel lösen.
Alle Einsätze ausbauen, wenn sie mit einem neuen Satz Einsätze ersetzt werden sollen.
-
Wenn die Einsätze eine stumpfe Kante aufweisen, die Einsätze weiterhin verwenden und auf eine Seite mit einer scharfen Kante drehen.
-
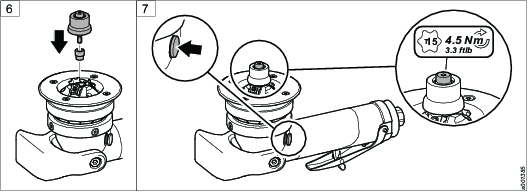
Die Verriegelung drücken und die Einsätze mit einem Torx-Schlüssel festziehen.
-
Das Führungslager korrekt positionieren.
-
Die Verriegelung drücken und die Führungslager mit einem Torx-Schlüssel festziehen.


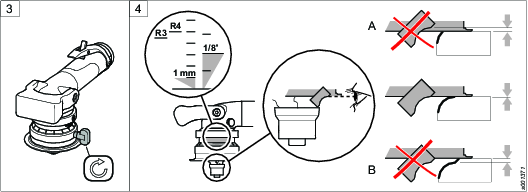
Einstellung der Fasenhöhe
Die Fasenhöhe wird durch Höheneinstellung der Werkzeugführungsplatte eingestellt. Die Höheneinstellung kann von der festen Hauptskala und der Noniusskala an der Manschette abgelesen werden.
Das Werkzeug muss mit dem richtigen Führungslager ausgestattet sein, um eine korrekte Radiusbildung an der Stirnfläche des Werkstücks sicherstellen zu können.
Um einen glatten und präzisen Übergang vom gefrästen Radius zur Werkstückoberfläche zu gewährleisten, muss die Höhe der Führungsplatte gemäß den Angaben in der folgenden Tabelle eingestellt sein.
Hinweis! Bei manchen Materialien können Brenn-, Plasma- und Laserschneidverfahren eine Verhärtung der Werkstückkanten verursachen. Dies kann zu erheblichen Abweichungen von den spezifizierten Referenzwerten führen.
Material- und Zugfestigkeit | Fasenhöhe (a) mm | Fasenbreite (C) mm |
|
|---|---|---|---|
Aluminium | 1,0 - 5,6 | 1,4 - 8,0 |
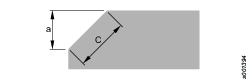 |
Stahl bis zu 400 N/mm2 | 1,0 - 2,8 | 1,4 - 4,0 | |
Stahl bis zu 600 N/mm2 | 1,0 - 2,1 | 1,4 - 3,0 | |
Stahl bis zu 900 N/mm2 | 1,0 - 1,4 | 1,4 - 2,0 |
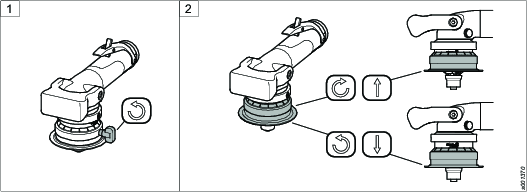
Die Klemmschraube lösen.
Die Führungsplatte so weit drehen, bis die erforderliche Fasenhöhe eingestellt wurde.
Die Klemmschraube anziehen.
Eine Sichtprüfung ausführen um sicherzustellen, dass die Schnittkante des Einsatzes gemäß der Abbildung mit der Führungsplatte ausgerichtet ist.
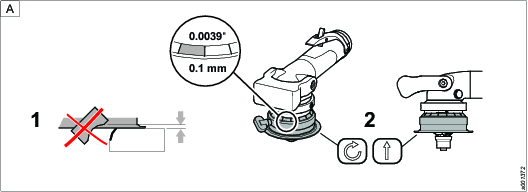
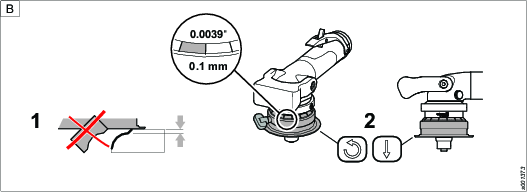
Nachdem die Fasenhöhe eingestellt wurde, sollte an einem Prüfling eine Fase gefräst werden, um zu prüfen, ob eventuell weitere Höheneinstellungen erforderlich sind. Einstellungen können erforderlich sein, da die Hauptskala eine Präzision von ca. ± 1 mm aufweist.
Angaben zu weiteren Höheneinstellungen können Sie den Abbildungen A und B unten entnehmen.
Jede Stufe auf der Skala steht für 0,1 mm.
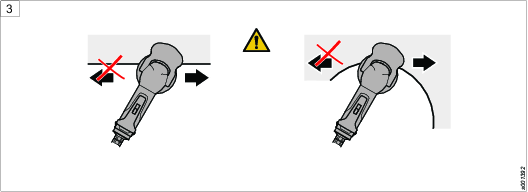
Arbeiten mit dem Werkzeug
Darauf achten, dass die untere Ecke der Einsätze vor Verwendung des Werkzeugs stets vom Führungslager bedeckt ist.
Abfasverfahren – allgemeine Verwendung und Anweisungen
Ein Abfasverfahren eignet sich für Aluminium, Weichstahl und Kohlenstoffstahl. Es eignet sich nicht für Edelstahl oder Feinkornstahl.
Bei manchen Materialien können Brenn-, Plasma- und Laserschneidverfahren zu einer Verhärtung der Werkstückkanten führen. In dem Fall kann es erforderlich sein, dass die Kantenverhärtung vor der Abfasung entfernt werden muss.
Um eine Materialansammlung an der Kante zu vermeiden, sollte zur Schmierung eine geeignete Kühlflüssigkeit, wie beispielsweise Kühlöl oder Schneidwachs, verwendet werden.
Im Allgemeinen gilt, dass die Andruckkraft 0,5–1 m/min betragen sollte – je nach Fasengröße und Material. Angaben zur höchstzulässigen Fasengröße können Sie dem Abschnitt Einstellung der Fasenhöhe entnehmen. Bitte beachten Sie, dass größere Abfasungen in zwei oder drei Schritten vorgenommen werden sollten. Die Fasenbreite sollte in einem Arbeitsvorgang niemals 4 mm überschreiten. Größere Abfasungen sollten in mehrere gleich große Schritte unterteilt werden. Die maximale Fasenbreite niemals in einem Arbeitsvorgang erzielen!
Zu Beginn der Abfasung ist es äußerst wichtig, dass das Werkzeug langsam am Material angesetzt wird.
Um sich mit der Funktionsweise des Werkzeugs vertraut zu machen, wird empfohlen, mit dem Werkzeug einen Testlauf auszuführen. Für den Testlauf an einer kleinen Fase mit einer Breite von höchstens 2 mm arbeiten. Das Werkzeug anfangs langsam vorwärts bewegen.
-
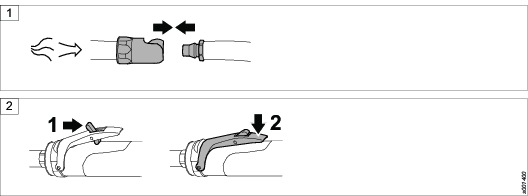
Das Werkzeug an die Luftversorgung anschließen.
-
Das Werkzeug am Werkstück ansetzen und starten. Dazu den Hebelarretierungs-Auslösearm nach vorne schieben und den Drosselventilhebel drücken.
-
Das Werkzeug langsam vorwärts bewegen. Sicherstellen, dass das Werkzeug nur in der empfohlenen Arbeitsrichtung verwendet wird.
-
Zum Stoppen des Werkzeugs das Werkzeug vom Werkstück heben und den Drosselhebel loslassen.
-
Nach Abschalten des Motors warten, bis die Drehbewegung ausgelaufen ist, bevor Sie das Werkzeug abstellen.
Wartung
Wartungsanweisungen
Wartungsempfehlungen
Es wird empfohlen, eine vorbeugende Wartung regelmäßig durchzuführen. Beachten Sie die ausführlichen Informationen über die vorbeugende Wartung. Wenn das Produkt nicht ordnungsgemäß funktioniert, bringen Sie es außer Betrieb und prüfen Sie es.
Wenn keine detaillierten Informationen über eine vorbeugende Wartung enthalten sind, befolgen Sie die folgenden allgemeinen Richtlinien:
Entsprechende Teile gründlich reinigen
Defekte und verschlissene Teile ersetzen
Schmieranweisungen
Leitfaden zur Schmierung
|
Fabrikat |
Universalgebrauch, Lager und Getriebe * |
|---|---|
|
BP |
Energrease LS-EP2 |
|
Castrol |
OBEEn UF 1 |
|
Esso |
Beacon EP2 |
|
Q8 |
Rembrandt EP2 |
|
Mobil |
Mobilegrease XHP 222 NLG 2 |
|
Klüber Lub. |
Klübersynth UH 1 14-151 |
|
Texaco |
Multifak EP2 |
|
Molykote |
BR2 Plus |
* Nicht für Winkelgetriebe.
|
Fabrikat |
Winkelgetriebe |
|---|---|
|
Molykote |
Longterm 2 Plus |
Demontage-/Montageanweisungen
Anweisungen für den Lamellenmotor
Demontage
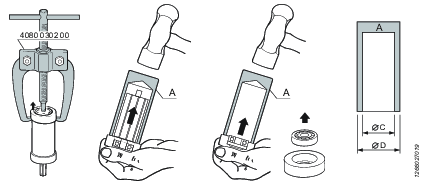
Wartungswerkzeuge sind auch im Basiswerkzeug-Sortiment enthalten. Weitere Informationen finden Sie unter der Bestell-Nr. 9835 5485 00
Dorn A des Demontagewerkzeugs
Bestell-Nr. | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
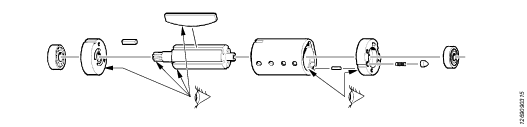
Prüfung der Motorteile
Montage - Nach dem Bäckström Verfahren
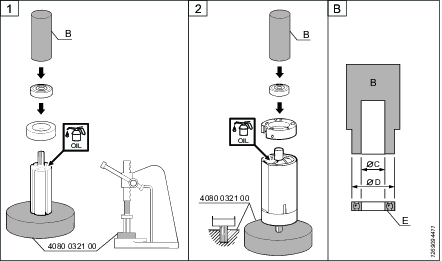
Wartungswerkzeuge sind auch im Basiswerkzeug-Sortiment enthalten. Weitere Informationen finden Sie unter der Bestell-Nr. 9835 5485 00
Dorn B des Demontagewerkzeugs
Bestell-Nr. | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
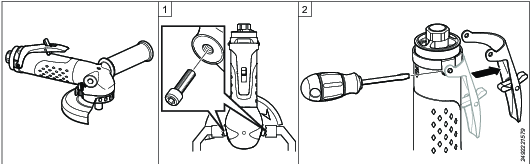
Hebelmontageoptionen
Der Hebel kann von der Oberseite auf die Unterseite des Werkzeugs gedreht werden.
-
Den Haltegriff entfernen und zwei Schrauben in den Löchern im Winkelkopf anbringen.
Das Werkzeug mithilfe eines Schraubstocks an den Schrauben halten.
-
Den Hebel mit einem Schlitzschraubendreher entfernen.
-
Den Auslösestift mit Buchse mit einer 10 mm Stecknuss entfernen.
Den Adapter mit einer 21 mm Stecknuss entfernen.
Einlass-/Auslassteile entfernen.
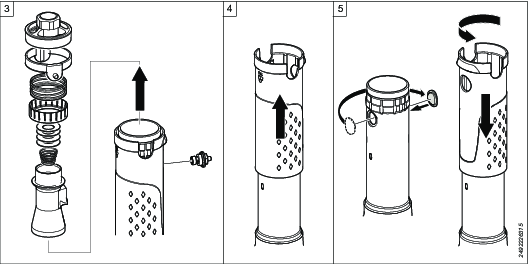
-
Isolierhülse entfernen.
-
Die Abdeckung auf die gegenüberliegende Seite des Gehäuse verschieben
Die Isolierhülse wieder in Position bringen und drehen, um sie am Gehäuse zu befestigen.
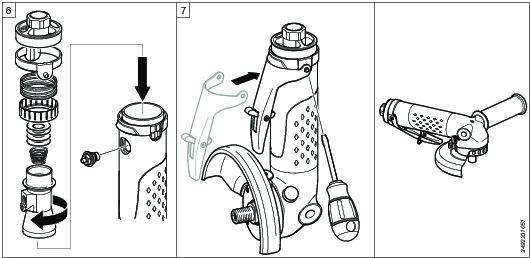
-
Einlass-/Auslassteile montieren.
Sicherstellen, dass der Einlass in Bezug auf die Auslösestiftbuchse korrekt positioniert ist.
Loctite auf die Gewindegänge der Buchse auftragen.
Die Buchse lose von Hand anbringen.
Loctite auf die Gewindegänge des Adapters auftragen.
Den Adapter mit einer 21 mm Stecknuss und einem Drehmomentschlüssel anziehen.
Die Auslösestiftbuchse mit einer 10 mm Stecknuss und einem Drehmomentschlüssel anziehen.
-
Den Hebel in der gegenüberliegenden Position anbringen.
Recycling
Umweltschutzbestimmungen
Nachdem ein Produkt seinen Zweck erfüllt hat, muss es ordnungsgemäß recycelt werden. Zerlegen Sie das Produkt und recyceln Sie die Komponenten gemäß örtlicher Vorschriften.
Batterien sollten an Ihre öffentliche Batterieverwertungsstelle weitergegeben werden.