拧紧步骤
拧紧/松开至角度 (A)
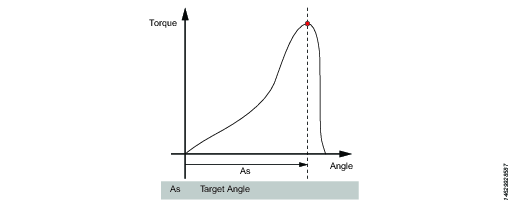
A – 拧紧至角度
该步骤运行工具直至达到目标角度。目标角度从步骤开始时测量。
A – 拧松至角度
该步骤以速度 n 反向运行工具,直至达到目标角度。目标角度从步骤开始时测量。
参数
参数 | 说明 |
|---|---|
目标角度 | 角度目标。必须 > 0。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 | 默认:60 rpm。 |
T - 拧紧/拧松至扭矩
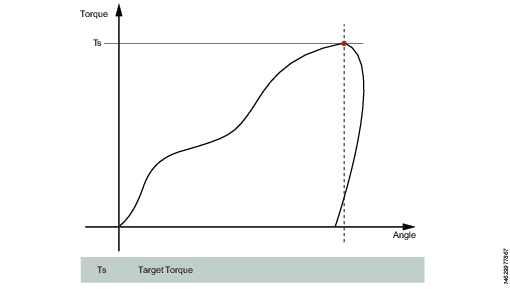
T - 拧紧至扭矩
此步骤以编程的速度正向运行工具直至达到目标扭矩。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 | 默认:60 rpm。 |
T - 拧松至扭矩
该步骤以速度反向运行工具。如要激活步骤,扭矩必须先超过目标扭矩的 110%。目标扭矩应设为正值。达到目标扭矩后,该步骤将运行直至扭矩降至目标扭矩以下。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
在第一个扭矩处停止 | 该步骤运行到扭矩超过目标扭矩。目标扭矩应设为正值。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
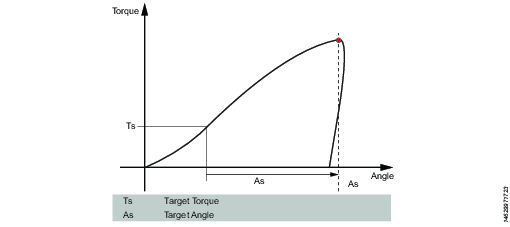
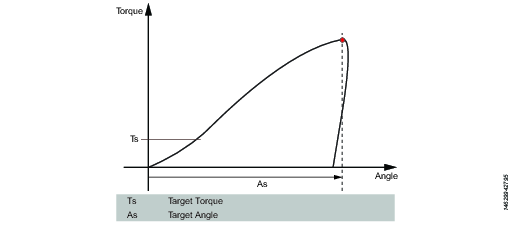
T+A – 拧紧至扭矩 + 角度
该步骤运行工具直至达到目标扭矩。它将从这一点继续运行一个附加的目标角度。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
目标角度 | 角度目标。必须 > 0。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 | 默认:60 rpm。 |
DI – 运行至数字输入为止
此步骤将按照参数方向定义的方向运行工具,直到数字输入指定的输入根据停止条件的值变高或变低。
参数 | 说明 |
|---|---|
方向 | 前进或后退 |
数字输入 | 可以选择以下控制器上的本地数字输入之一:
|
停止条件 |
|
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度 (rpm) | 默认:60 rpm。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则可用。默认:500 rpm/s。 |
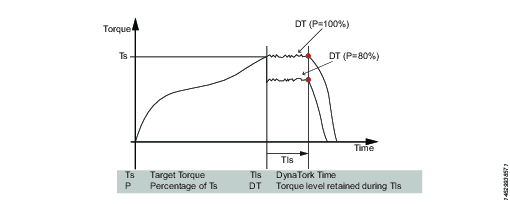
拧紧至 DynaTork (DT)
此步骤以速度 n 正向运行工具,直至达到目标扭矩。然后,工具将在 DynaTork 时间期间以目标扭矩的 DynaTork 百分比保持电流恒定。
为避免工具过热,强烈建议不要运行 DynaTork 超过工具最大扭矩的 40%。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
DynaTork 时间 | DynaTork 时间将激活。 |
DynaTork 百分比 | 目标扭矩的百分比。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 (rpm) | 默认:60 rpm。 |
等待 (W)
在这一步中,工具等待指定的时间量。等待时,工具不旋转。
等待步骤之前的步骤必须将制动设置为开,即等待步骤必须在工具静止状态下开始。
参数 | 说明 |
|---|---|
等待时间 | 工具将静止的秒数。 |
保持位置 | 开启或关闭。 如果开启,在时间目标期间,工具位置将保持不动。 |
松开套筒 (SR)
该步骤以速度 n 反向运行工具,直至达到目标角度。目标角度从步骤开始时测量。
该步骤只能作为多步骤拧紧程序的拧紧路径中的最后一步。但是,可以在此步骤后添加同步点。
参数 | 说明 |
|---|---|
目标角度 | 角度目标。 默认:3º,必须 > 0 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 | 默认:60 rpm。 |
拧紧至扭矩或角度 (T|A)
此步骤以速度 n 向前运行工具,直至达到第一个扭矩目标或角度目标。扭矩和角度测量从步骤开始处开始。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
目标角度 | 必须 > 0。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
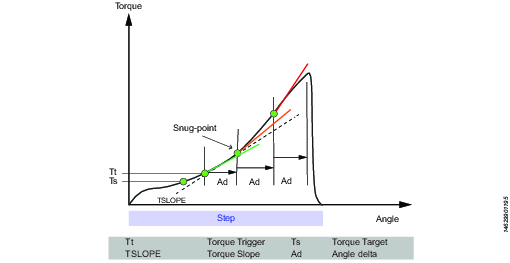
旋入 (RD)
此步骤以该速度正向运行工具,根据旋入类型、扭矩或贴合,步骤行为如下:
旋入类型:至扭矩:当找到指定目标扭矩时,步骤停止。
旋入类型:至贴合:贴合变化率计算在指定扭矩触发水平 Tt 处开始。如果没有设置扭矩触发器,在步骤开始处开始变化率计算。
斜率计算是在相隔 Ad 度的两个角度点之间进行的,计算公式如下:(Tn – Tn-1) / (An – An-1),一旦彼此之间的两个斜率大于 TSLOPE,就会找到贴合点。
参数 | 说明 |
|---|---|
旋入类型 | 至扭矩或至贴合。 |
目标扭矩 | 默认:“未设置”。必须 > 0。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
触发器扭矩 | 如果旋入类型为至贴合,则显示触发器扭矩字段。 默认:“未设置”。必须 > 0。 |
Delta 角度 | 如果旋入类型为至贴合,则显示角度增量字段。 默认:"0"。必须 > 0。 |
扭矩率 | 如果旋入类型为至贴合,则显示扭矩率字段。 默认:"0"。必须 > 0。 |
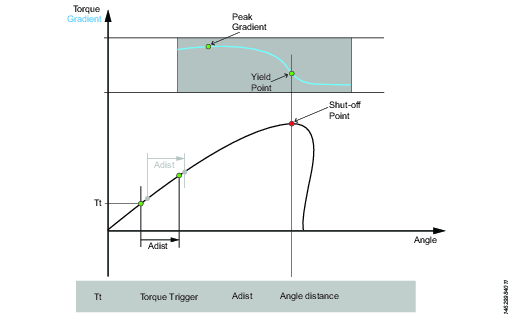
Y – 拧紧至屈服度
该策略正向运行工具直至检测到屈服点为止。通过从扭矩超过触发扭矩水平时监控扭矩变化率来找到屈服点,触发扭矩水平根据扭矩和角度距离测量求出。角度距离参数根据指定连接硬度设置。
设置变化率角度窗口(用于硬连接、软连接或角度窗口的手动设置)。如果选择了手动,必须设置角度窗口。如果螺钉被拧紧至满扭矩,以及当它被拧紧至贴合点后旋转 30 度(或更小)时,连接将被视为硬连接。软连接是指拧紧至贴合点后旋转 720 度或更大角度。硬度参数定义变化率计算的角度窗口。连接越硬,角度窗口越小。
参数 | 说明 |
|---|---|
斜率角度窗口 | 指定角度窗口:
|
角度窗口 | 当变化率角度窗口设置为手动时可用。必须 > 0 且 <= 100。 |
触发器扭矩 | 角度测量在该触发器处开始。必须 > = 0 且 < 工具最大扭矩。 |
减震 | 正在计算变化率时的频率。必须 > 0 且 <100 且 <角度窗口。 |
屈服点百分比 | 必须 >= 20 % |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
扭矩滤波器类型 | 滤波器类型:
|
截止频率 | 当扭矩滤波器类型设置为低通时需要指定:
|
样本数量 | 当扭矩滤波器类型设置为滑动平均值时需要指定:
|
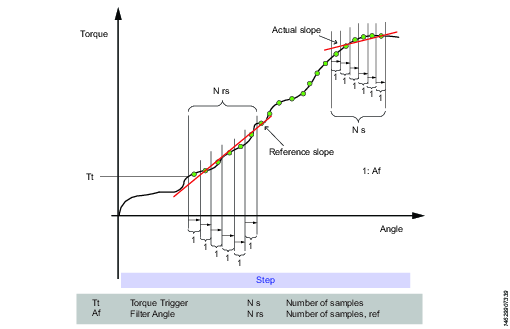
拧紧至屈服,方法 2 (YM2)
此步骤以指定速度正向运行工具直至检测到屈服点为止。
当扭矩达到 Tt 时开始搜索屈服点。计算超过 Af 度的扭矩平均值。重复此过程 N rs 次。
依据 N rs 点使用线性回归方程计算参考斜率。然后,依据 A f 度连续计算新的平均值。
依据最后的 N s 平均点使用线性回归方程计算实际斜率。当斜率小于参考斜率的 Py % 时,达到屈服点。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
过滤角度 | 默认:1.必须 > 0。 |
样本数量 | 默认:6.必须 >= 4。 |
样本数量,参考 | 默认:6.必须 >= 4。 |
屈服点百分比 | 默认:90%。必须 >20%。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
TC – 扭矩校准
该步骤以指定速度正向运行工具直至达到目标扭矩。
将其设为“主传感器”或“次级传感器”可以校准两个传感器的其中一个。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
传感器 | 主传感器或次级传感器。默认:主传感器。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
接合 (E)
该步骤以两个方向运行工具,直到套筒与螺钉啮合为止。假如如果不啮合则继续被设为是的话,继续该步骤直至达到目标扭矩或目标角度。如果在任意方向达到目标角度,方向被反转。通过输入最大啮合尝试次数限制搜索迭代。如果在任意方向达到目标扭矩,步骤将以 OK 状态完成。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
目标角度 | 默认:0.必须 > 0。 |
最大接合尝试次数 | 默认:2.必须 > 0。 |
如未接合,请继续 | 如果是,即使接合尝试失败,步骤也将以 OK 状态结束。 如果否,若接合尝试失败,则步骤将以 NOK 状态结束。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
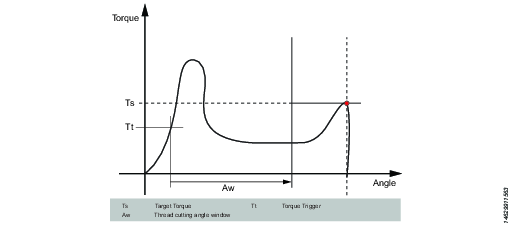
切割螺纹以达到目标扭矩 (ThCT)
切割螺纹以达到目标扭矩功能可在所需的旋入扭矩大于旋入完成扭矩时启用拧紧,例如,当使用自攻螺纹(或自攻)螺钉拧紧金属薄层时。工具正向运行直至达到螺纹切割角度 (Aw)。当扭矩第一次超过螺纹切割触发扭矩 (Ttc) 时测量螺纹切割角度窗口。步骤从达到螺纹切割角度的点继续运行,直至达到目标扭矩 (Tt)。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
螺纹切割角度窗口 | 默认:0.必须 > 0。 |
触发器扭矩 | 角度测量在该触发器处开始。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
拧紧达到目标扭矩和角度 (T&A)
以指定速度正向运行工具直至达到目标扭矩和目标角度。目标扭矩和目标角度必须设为 > 0。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
目标角度 | 默认:0.必须 > 0。 |
制动器 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |









































