Industrial Location Guidance (ILG) (2.2)
Software
简介
在本部分,您可以找到有关产品的基本信息以及主题中使用的格式约定。
概述
工业螺栓级定位系统 ILG 是确保一致的生产质量和产量的理想工具。ILG 是一款集成式的独立防错系统,可为从简单到复杂的多种应用提供高水准的过程。它追踪需拧紧螺栓的确切位置,达到拧紧先后顺序的一致性和拧紧策略的完整性。该系统由 ILG 软件、定位硬件和拧紧控制器组成,将拧紧系统的功能与位置和过程控制相结合。
特性
根据位置提供拧紧数据
提供装配可追溯性
可配置的不合格管理
可配置的用户界面
通过开始和结束,学习拧紧位置
状态和反馈的可视化指示
不合格管理 – 线下返工不合格工件
优点
确保生产质量
返工和零件报废减少
清晰的诊断
提高生产率
直观的设计,易于上手
一般数据保护条例(GDPR)
本产品提供了处理个人身份信息的可能性,例如系统用户名、角色和 IP 地址。这种处理能力的目的可能是通过可追溯性和适当的访问管理来加强质量控制。
如果您决定处理个人数据,您需要了解并遵守相关的个人数据保护规则,包括 EU GDPR 以及任何其他适用的指令和法规。对于您对本产品的任何使用,阿特拉斯·科普柯不承担任何责任。
规则
为了增强用户的了解,本文档中使用了某些格式约定。所使用的格式约定列出如下。
元素 | 符号 | 说明 | 输出 |
|---|---|---|---|
一般重点 | 在程序工作区中。 | 使某些文本元素脱颖而出,或突出显示。 | 文字为粗体 |
图形用户界面 (GUI) 项目 | 选择功能按钮。 | 对在图形用户界面 (GUI) 屏幕上找到的项目的任何引用(例如:命令按钮、图标名称和字段名称)。 | 文字为粗体 |
图形用户界面 (GUI) 路径 > | 通常,在图形用户界面 (GUI) 的顶部。 | 导航辅助工具,可在图形用户界面 (GUI) 中跟踪位置。 | 例如:控制器 > 程序 > 编辑 |
用户输入 | 输入程序的说明。 | 用户输入的任何文本 | 文字为粗体 |
文件名 | 输入导出的文件名。 | 文件被导出或导入系统中 | 文字为粗斜体 |
变量和参数名称 | 输入导出的名称。 | 变量和参数名称(非值)。 | 文字为斜体 |
变量和参数值 | 输入导出的值。 | 变量和参数值。 | 文字为粗体大写 |
系统输出 | Client.Domain.Models.ExportImportConfiguration | 系统输出的任何文本。 | 文字为等宽字体 |
外部链接 | 指向具有与文档或主题内容相关的信息的外部站点的链接。这些可能包括:
| 可选文本到外部站点 | |
内部文档链接 |
如果可用,这些链接将显示在文本下方。 | 可选文本到内部内容 |
责任和警告
责任
在工作环境下,许多情况可能影响拧紧流程,为此须对结果进行验证。在此,我们要求用户遵守相关标准和/或法规,在出现可能影响拧紧结果的情况后,检查安装的扭矩和旋转方向。此类情况的示例包括但不限于:
工具系统初始安装
更改部件批次、螺栓、螺钉批次、工具、软件、配置或环境
更改通风或电气连接
更改管路人体工程学特性、流程、质量程序或操作法
更换操作员
任何影响拧紧流程结果的其他变更
检查应:
确保未因发生的影响情况改变接头状况。
在设备初始安装、维护或修理后实施。
至少在每次换班后检查一次或以合适的频率进行检查。
安全警示语
危险、警告、小心和注意等安全警示语的意思如下:
危险 | 危险表示一种危险的情况,如果不能避免,将会导致死亡或严重伤害。 |
警告 | 警告表示一种危险的情况,如果不能避免,可能导致死亡或严重伤害。 |
小心 | 小心与安全警告标志一起使用,表示一种危险的情况,如果不能避免,可能会导致轻微或中等程度的伤害。 |
注意 | 注意用于指示与个人伤害无关的操作。 |
关于本用户指南
Industrial Location Guidance (ILG) 用户指南介绍了 Industrial Location Guidance (ILG) 的所有操作:从最初的系统配置到日常操作一应俱全。
若要获得成功的客户体验,请在使用 ILG 软件时执行 ILG 用户指南中描述的程序步骤。
Industrial Location Guidance (ILG) 是一款集成的独立防错系统,可为从简单到复杂的各种应用项目提供高水准的过程安全性。
ILG 根据紧固件位置追踪到工具的确切位置,确保以正确的顺序拧紧正确的紧固件。ILG 系统将拧紧系统的功能与位置和过程控制结合在一起。
ILG 系统包含:
ILG 软件
定位硬件
拧紧控制器
工业 PC(可选,取决于应用项目)
ILG 服务实时接收来自定位硬件传感器的数据,以计算出工具的三维位置。一旦工具处于指定位置,ILG 服务便选中拧紧程序并通过 Open Protocol 启用该工具。
可视指示器 - 如多层警示灯、工具 LED 或 HMI 过程屏幕 - 提示操作员启动工具。
定位硬件包括集成到扭矩臂枢轴接头或线性导轨或者类似应用中的高精度旋转式或线性位置传感器。传感器通过网关模块与拧紧控制器或工业 PC 连接。
网关模块使用 Modbus TCP 协议与 ILG 服务进行通信。
也可以使用相机底座 ILS 传感器。
ILG 服务使用 Open Protocol 开放协议与拧紧控制器进行通信。
多个 Atlas Copco 拧紧控制器型号可与系统兼容。不同的扭矩臂类型可采用不同的定位硬件配置。
修订历史
发行号 | 修订日期 | 修订说明 |
|---|---|---|
item | item | none |
2.2 | 09/2024 | 新内容: 更新内容: |
2.0 | 12/2022 | Industrial Guidance Location (ILG) 用户指南首次正式发行。 |
系统概述
硬件结构
由于 ILG 软件具有高度模块化和灵活性特色,因此 ILG 软件可以设置多种可能性。根据具体要求,可以使用不同的连接结构。
控制器连接至定位系统
控制器和定位系统通过 TCP/IP 直接连接。控制器和定位系统使用控制器的通用以太网连接器。
此设置使用控制器上运行的嵌入式 ILG 软件版本。
可以将一个或多个定位系统连接到同一控制器。示例设置:
ILS Sensor 连接到控制器。
扭矩臂定位系统连接到控制器。
ILS Sensor 和扭矩臂定位系统均连接到控制器。
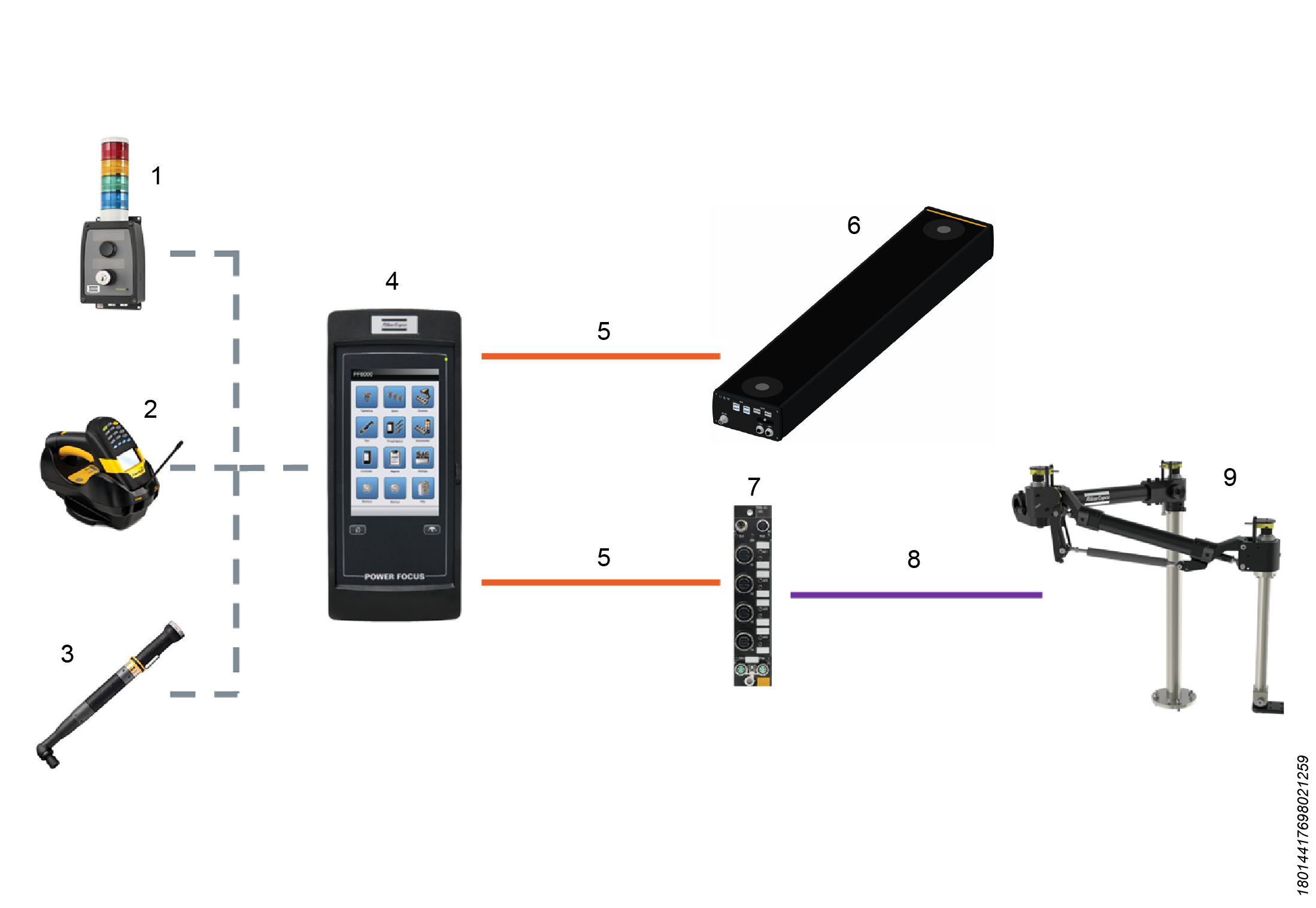
1 | 多层警示灯 | 6 | ILS Sensor |
2 | 扫码枪 | 7 | 传感器网关 |
3 | 工具 | 8 | 模拟量 / IO Link |
4 | 控制器 | 9 | 扭矩臂定位系统 |
5 | TCP/IP over Ethernet |
工业 PC 通过网络连接到控制器和定位系统
拧紧控制器、传感器网关和工业 PC 通过以太网连接到网络。
所有设备必须位于同一 TCP/IP 子网(例如 192.168.0.XXX)内。
可以将一个或多个定位系统连接到同一控制器。示例设置:
ILS Sensor 连接到控制器。
扭矩臂定位系统连接到控制器。
ILS Sensor 和扭矩臂定位系统均连接到控制器。
多个 ILS Sensors 连接到控制器。
这被称为 Multi Sensor Solution
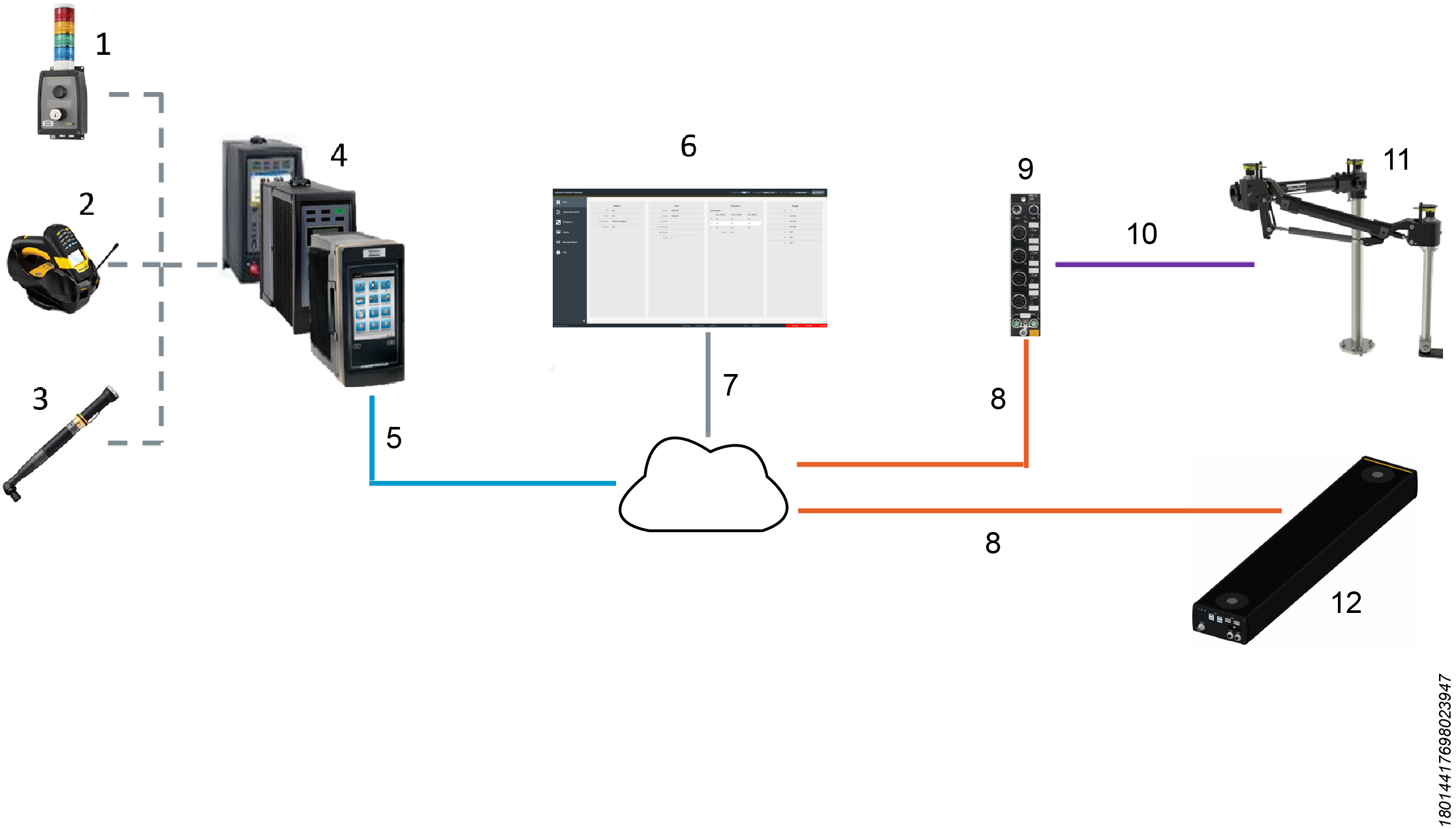
1 | 多层警示灯 | 7 | TCP/IP |
2 | 扫码枪 | 8 | TCP/IP |
3 | 工具 | 9 | 传感器网关 |
4 | 拧紧控制器 | 10 | 模拟量 / IO Link |
5 | Open Protocol TCP/IP | 11 | 扭矩臂定位系统 |
6 | 工业 PC - ILG HMI | 12 | ILS Sensor |
软件结构
ILG 软件有两个版本;嵌入式和 HMI。嵌入式版本在控制器上运行,HMI 版本在外部工业 PC 上运行。
如要对 ILG 软件进行配置和日常操作,需要使用图形用户界面 (GUI)。
如果使用 HMI 版本,可以使用工业 PC 的屏幕。
如果使用嵌入式版本,则需要将一台计算机连接到控制器才能建立 TCP/IP 连接。
在任何情况下都只能通过 web 界面访问 ILG 软件的 GUI。
ILG 工具栏

ILG 软件工具栏是一组命令,经过优化,可实现高效访问。
在 ILG 工具栏左侧,显示软件名称 - Industrial Location Guidance。
在 ILG 工具栏右侧,可以看到连接状态。此外,还可以选择软件语言、用户可使用的工具、模式以及用户角色。
连接状态
在 ILG 工具栏右侧,连接状态显示 4 个圆圈图标。
第一个圆圈图标显示的是通过 REST-API 实现的用户界面 (UI) 和 ILG 后端之间的连接。
第二个圆圈图标显示的是通过 WebSocket 实现的用户界面 (UI) 和 ILG 后端之间的连接。
第三个圆圈图标显示的是 ILG 后端和传感器之间的连接。
第四个圆圈图标显示的是 ILG 后端和拧紧控制器之间的连接。
只有当圆圈图标为白色时表示已建立连接。如果圆圈图标为蓝色,则表示连接已断开。
在 ILG 工具栏左侧,将鼠标悬停在 4 个圆圈图标上方可以查看连接状态。
语言
在 ILG 工具栏右侧,打开语言下拉菜单,选中所需语言。
开始语言基于浏览器的语言设置。将浏览器设置更改为需要的语言,以便获得最佳的用户体验。
工具
在 ILG 工具栏右侧,打开工具下拉菜单,选中所需工具。
模式
在 ILG 工具栏右侧,打开模式下拉菜单,从可用模式中选择一种:配置、设置、诊断。
模式下拉菜单中还显示现有工作点的名称。
用户角色
在 ILG 工具栏右侧,显示有激活的用户角色:工作、配置或维修。通过选中图标在用户角色之间切换。
用户角色可在设置模式下进行配置。
附件
附件是 ILG 设置的附加元件,可丰富用户体验并确保某些特定用例的实现。
想要正确使用附件,通常需要正确配置所有元件,包括 ILG 软件、拧紧控制器以及附件。
标准 ILG 设置不需要任何附件。
多层警示灯
多层警示灯与 ILG 软件相结合,可用于多种任务。
主要任务是通过视觉和听觉指示器通知用户流程的进度。
多层警示灯输入选项也可用于控制 ILG 过程。
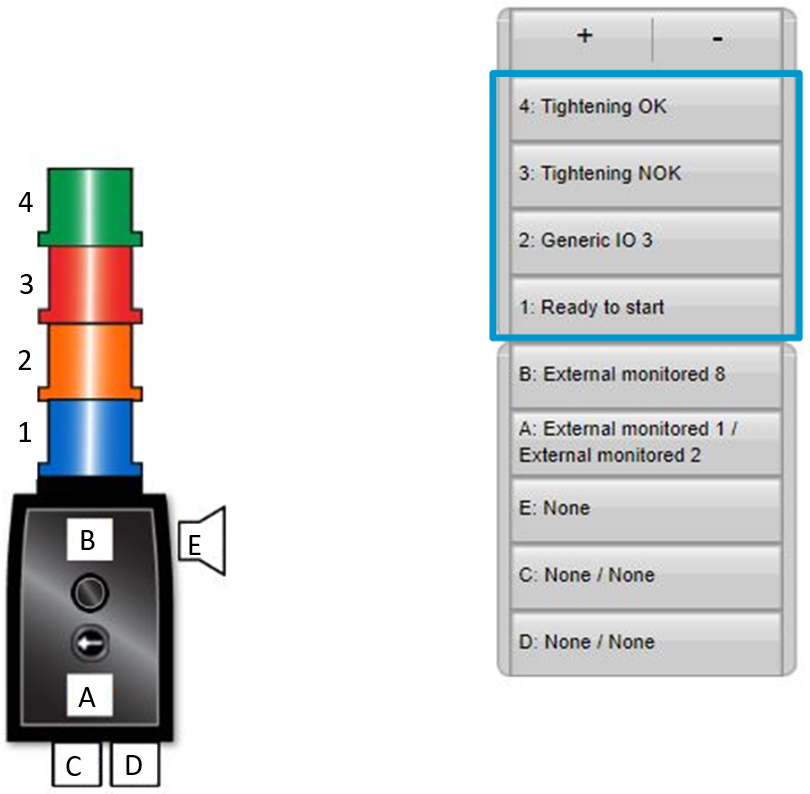
配置视觉指示器
如果将多层警示灯与 ILG 软件结合使用,建议使用以下视觉指示器配置:
通过蓝色视觉指示器启用与拧紧相关的操作员信息:在控制器的首页页面上,选择配置 > 多层警示灯 > 选择编辑 > 选择蓝色灯 > 将“随时可启动”设为灯信号。
与“正常”拧紧结果相关的操作员信息:在控制器的首页页面上,选择配置 > 多层警示灯 > 选择编辑 > 选择绿色灯 > 将“拧紧正常”设为灯信号。
与“异常”拧紧结果相关的操作员信息:在控制器的首页页面上,选择配置 > 多层警示灯 > 选择编辑 > 选择红色灯 > 将“拧紧异常”设为灯信号。
条形码阅读器
Industrial Location Guidance (ILG) 软件可以与条形码阅读器相结合,实现多种任务。
安装和升级
在本部分,您可以找到有助于产品初始安装或从一个版本升级到另一个版本的信息。
系统要求
如要在工业 PC 上安装 Industrial Location Guidance (ILG) 软件,系统最低配置如下:
处理器:i3-6100
内存:8 GB
操作系统:Windows 10 或更高版本
Web 浏览器要求
为了获得最佳性能,请使用具有良好 JavaScript 性能的 web 浏览器并启用浏览器缓存。
本软件可在下列 web 浏览器上运行:
Google Chrome 70 或更高版本
Microsoft Edge 79 或更高版本
Firefox 63 或更高版本
安装 ILG 软件
要在工业 PC 上安装 ILG 软件,请执行完整的安装过程。
将安装程序 IndustrialLocationGuidanceSetup<此处为版本号>.exe 复制到工业 PC 上的已知目录(如文档)下。
双击可执行程序,运行安装程序。
同意安装程序更改系统。
详细阅读许可协议,选中我同意。
选择“自动”或“手动”启动方式,然后选中下一步。
选择“仅本地”或“同一网络”,然后选中下一步。将显示默认安装路径。
选中安装,然后等待安装完成。安装过程结束时将自动显示默认的 Web 浏览器。
Web 浏览器中出现 Industrial Location Guidance 启动页面后,重新选中安装程序窗口。然后,选中关闭。
可以在工业 PC 或任何连接到同一子网的设备上通过浏览器连接到图形用户界面 (GUI)。
打开 Web 浏览器,输入工业 PC 的 IP,后面紧跟应用程序端口(如本地 https://127.0.0.1:8181/,或远程 https://192.168.0.70:8181)。
等待连接稳定,然后继续执行进一步的安装步骤。
如果 ILG 软件是在控制器上运行,使用控制器的 IP 地址。
如果 ILG 软件是在 ILS 传感器上运行,则使用 ILS 传感器的 IP 地址,后面紧跟应用程序端口:https://192.168.0.80:8181。用 ILS 传感器的默认设置 IP 替换该 IP。
升级 ILG 软件
升级 ILG 软件之前,请先转移许可证。
要升级工业 PC 上运行的 ILG 软件,请执行完整的卸载和重新安装过程。
将安装程序 IndustrialLocationGuidanceSetup<此处为版本号>.exe 复制到工业 PC 上的已知目录(如文档)下。
双击可执行程序,运行安装程序。
同意安装程序更改系统。
当要求卸载以前的版本时,选择是。
在卸载地址框中,输入以前版本的路径,然后选择卸载。
卸载完成时,选择关闭。
详细阅读许可协议,选中我同意。
选择“自动”或“手动”启动方式,然后选中下一步。
选择“仅本地”或“同一网络”,然后选中下一步。将显示默认安装路径。
选中安装,然后等待安装完成。安装过程结束时将自动显示默认的 Web 浏览器。
Web 浏览器中出现 Industrial Location Guidance 启动页面后,重新选中安装程序窗口。然后,选中关闭。
转移许可证
在工业 PC 上,导航到 ILG 软件的安装目录。通常为 C:\ProgramData\AtlasCopco\IndustrialLocationGuidance。
将 amencebhlhnpeshldlbwcjhbpfzphubc 和 amzhfpbjwcpyyudpuggpnwwbuuhnfchc 文件移至已知的目录下,如桌面。
升级 ILG 软件。
在安装目录下,删除自动生成的 amencebhlhnpeshldlbwcjhbpfzphubc 和 amzhfpbjwcpyyudpuggpnwwbuuhnfchc 文件。
将 amencebhlhnpeshldlbwcjhbpfzphubc 和 amzhfpbjwcpyyudpuggpnwwbuuhnfchc 文件移至 ILG 软件的安装目录下。
转移许可证视频
配置
在本部分,您可以找到有关如何创建、修改和验证产品设置的详细信息。
使用配置模式
起始页面
站点
站点部分显示站点的 ID、名称、描述和位置。
工具
工具部分显示所选工具的详细信息。显示的详细信息包括:
工具 ID
状态
方向
上次结果
作业结果
P-Set
位置
位置部分显示所选工具的 X、Y 和 Z 坐标。
目标
目标部分显示目标的 ID 和坐标。
拧紧位置页面
ILG 软件的过程配置给出了各个部件的紧固参数以及必要的紧固件顺序。定义工作方法和拧紧任务时必须使用过程配置。操作过程中,工作指令控制着各个部件的拧紧连接。
在 ILG 标准配置中,根据定义的工件模型在工作流中执行加工过程。当 ILG 软件接收到与为工件模型配置的识别号相对应的标识符串时,ILG 软件开始处理工件。过程通常在为工件配置的所有拧紧位置均完成时结束。然后,将工具放回原位。
过程的所有其他操作通过拧紧位置页面执行。
可以使用拧紧位置页面顶部的按钮添加新元素或进行更改。
添加组:在当前选定位置之上添加一个新组。如要在底部添加组,清除与表中选定行相关的复选框。
添加位置:添加新位置。
编辑:打开选定组或位置的编辑菜单。
删除:删除选定的元素。
示教:启动示教模式,在该模式下,可以通过通过已停用的工具并扣动工具触发器重新示教或创建一系列新位置。
重新示教:根据工具的物理位置设置选定位置的 XYZ 值。
相对示教:使用相对位置进行示教,例如,部分目标。
条件型几何结构开启:激活该元素的条件型几何结构。
复制:让用户可以将选定位置复制到指定的组中。
粘贴:让用户可以将复制的位置粘贴到指定的组中。
上移箭头键:向相应方向移动项目。
下移箭头键:向相应方向移动项目。
左移箭头键:向相应方向移动项目。
右移箭头键:向相应方向移动项目。
拧紧过程的编程
创建拧紧过程时,ILG 软件没有必须遵循的固定编程顺序。
由于需要的过程顺序和结构可能差别很大,ILG 软件提供了不同的方法来支持过程设置。这些方法不具有排他性,可以根据需要组合使用。
通常情况下,要设置完整的拧紧过程,用户必须:
创建过程结构 - 根据应用程序的不同,必须将不同的组和位置以树结构形式排好来定义过程流。
设置一般拧紧参数 - 每个拧紧过程受各种规范调节,这些规范对多个拧紧位置有效。这些设置选项包括拧松策略、参照方法或返工管理等。
定义启用和禁用余量 - 为在过程中拧紧的每个位置定义一个公差余量来控制工具释放程度。拧紧工具只有在处于位置的公差余量范围内时才被启用。
示教拧紧位置 - ILG 软件的主要任务是将当前工具位置与预定义的标称位置进行比较。此标称值在示教过程中存储为位置的笛卡尔坐标。
创建过程结构
ILG 软件使用树结构(通过拧紧位置页面显示)来构建拧紧过程。这个结构有三级,可具有不同的类型、功能和特征。
原位级:定义 ILG 设置中用来表示过程结束的工具原位。只有在一个站点有一个原位级时存在。
组级:描述几个位置以及可能的其他组。它们的任务是为下属位置和组定义顺序,并设置更高级别的拧紧参数。
位置级:使用针对单个位置的所有参数定义一个拧紧位置。
组级负责构建过程流的结构。
另外,组也可以划分为两种:
组工件:工件是主组,代表用户的一个部件变型或一个拧紧过程。工件是每个拧紧顺序的起点。一个过程只使用一个工件。
组分级:一个分级就是一般组的一个扩展。它可以运行自己的图像,实现过程可视化。
当过程/工件包含多个拧紧层、而这些拧紧层无法在一张主图中显示或者需要同一部件具有不同拧紧顺序时,使用分级。
拧紧过程的构建必须始终从工件开始。
然后可以通过创建不同的组、分级和位置来构建工件。用户可以根据需要在现有工件组中创建任意数量的组/位置。根据应用项目,元素可自由放置。
分级的属性
了解各个分级的不同属性对于设计出最佳过程结构非常重要。
分配给组级的属性包括:
组 ID - 只有工件的 ID 同时也是过程 ID
顺序
拧松策略
返工管理
参照
图像
分配给位置级的属性包括:
位置 ID
拧紧程序
坐标
启用/停用余量
几何结构条件
ILG 软件通过移动过程列表中的各个元素来可视化层次结构,从而可视化过程的工作顺序。
创建工件
在配置模式下,在拧紧位置页面上的拧紧位置列表中取消对所有现有元素的选择。然后选中左上角的添加工件按钮。
组弹出式窗口打开。在组选项卡中,输入和选择以下组参数:
ID:输入组的唯一标识符串。
所有 ID 都必须全局唯一,使得其他组或位置都不会使用此 ID。顺序:选择组内的拧紧顺序,可以是强制顺序或自由顺序。
自由顺序:操作员可自由选择位置的拧紧顺序。
当工具处于指定拧紧位置之一时,会出现视觉指示。强迫顺序:操作员不可自由选择位置的拧紧顺序。
操作员必须遵守 ILG 软件中的位置排序所定义的顺序 – 从上到下。操作员指南在指定的拧紧位置处给出了蓝色位置指示器。

在已经定义了顺序的组中,可以创建具有另一顺序的组。一旦选择了相应的子组,程序就会更改顺序。
如果操作员开启了给定组内的拧紧作业,则必须等到该组的所有元素(拧紧和子组)全部完成后才能转到同一层次结构级别中的另一个组。
类型:默认的类型是工件。这一点不可编辑。
拧松:定义 ILG 软件允许操作员执行拧松作业的位置。
选择需要的拧松设置。禁止:完全不允许拧松。
有效位置:允许在所有有效位置执行拧松作业。
已作业位置:允许在所有已作业(合格或不合格)的位置执行拧松作业。
未成功位置:允许在所有拧紧结果不合格的位置执行拧松作业。
最后位置:允许在最后一个位置执行拧松作业。如果最后一个位置已拧松,则该位置将变成前一个位置,这样就可以按与拧紧相反的顺序拧松。
保持工具运行:控制当操作员在拧紧期间将在有效拧紧位置启动的工具移出该位置时是否仍处于启用状态。
建议选择 false。只对非常特殊的应用项目选择 true。重试:选择允许对拧紧位置执行的重试次数。
绕过不合格:选择是否可以绕过拧紧位置。
工具:为工件分配必要的工具。
在图像选项卡中,输入和选择图像属性:
图像:选择需要的图像。
图像大小:指定图像的宽度和高度,使其符合过程显示需求。
图像旋转:如要在 ILG 软件中以图形方式显示过程,组件图像的对齐情况必须与工具和组件之间的实际对齐情况相对应。ILG 软件无法以图形方式更改图像文件。因此,如果将图像旋转到实际过程视角,此旋转无法自动获得补偿。
当实际对齐和显示出来的对齐情况有偏差时,使用图像旋转功能重新对齐图像。转换和平移:转换矩阵和平移是将真实世界的 3D 坐标转换为工件图像坐标的方法。转换是通过矩阵乘法完成的,矩阵乘法完成图像轴的转换和缩放,平移完成位置调整。这些值在这里只需要微调,因为转换和平移通常都可以通过工件页面中的图像参照轻松搞定。
在高级选项卡中,输入和选择高级参数:
工作流选项(可选)- 需要有效拧松:只有当工具达到拧松过程中的最小扭矩时,此次拧松才算数。
工作流选项(可选)- 几何结构条件:启用几何结构中条件型片段。
工作流选项(可选)- 部件目标 ID:启用动态部件目标参照。
参照(可选)- 参照位置 1-3:输入最多 3 个参照位置的 ID 以供工件参照。
关于参照策略的详细信息,参见可变工件位置补偿:参照策略段落。2P 参照轴:选择工件将绕之旋转的旋转轴。仅在使用 2 点参照的情况下使用。
在组弹出式窗口的右下角,选中保存。
可变工件位置补偿:参照策略
在许多情况下,待加工工件所处的位置并非是模型(例如,在示教拧紧位置后创建)所假设的位置。发生这些情况的原因可能是装配线设置或可移动工作台上的操作问题。可以根据应用情况来配置 ILG 软件,补偿 ILG 系统对比下的可变工件位置。
这一补偿功能称为参照。
ILG 软件提供了多个用来设置参照的选项:
静态:在每一轮中,工件都被引入到相同位置。
在工件属性对话框的高级选项卡上,所有参照位置框都必须为空。单点参照:部件被引入到不同的线性位置。单点参照让部件可以在X、Y 或 Z 中任意轴上线性平移。
一个典型的例子就是装配线:工件在工位上停留的位置略有不同。
要对给定的工件模型使用单点参照,请在工件属性对话框的高级选项卡上输入一个为工件定义的拧紧位置的 ID 作为参照位置 1。
这样一来,在对工件进行任何其他操作之前,操作员必须在该特定位置扣动工具触发器。2 点参照:部件被引入到不同的线性位置,并绕一个轴旋转。
一个典型的例子就是当工件到达可移动工作台上的 ILG 工位时。要对给定的工件模型使用 2 点参照,请指定希望绕之旋转的轴。然后,在工件属性对话框的高级选项卡上输入 2 个为工件定义的拧紧位置的 ID 作为参照位置 1 和参照位置 2。
这样一来,在对工件进行任何其他操作之前,操作员必须按指定顺序在这些特定位置扣动工具触发器。3 点参照:部件被引入到沿所有轴的不同位置。单点参照让部件可以在X、Y 或 Z 中任意轴上线性平移或旋转,全部具有 6 度自由空间。
要对给定的工件模型使用 3 点参照,请在工件属性对话框的高级选项卡上输入 3 个为工件定义的拧紧位置的 ID 作为参照位置 1、参照位置 2 和参照位置 3。
这样一来,在对工件进行任何其他操作之前,操作员必须按指定顺序在这些特定位置扣动工具触发器。
设置 3 点参照策略
当 3 个点在几何平面的两个坐标中的距离都尽可能远时,设置 3 点参照策略程序效果最佳。
在配置模式下,在拧紧位置页面上的拧紧位置列表中选择一个现有工件。然后,选中左上角的编辑按钮。
组弹出式窗口打开。在高级选项卡中,输入 3 个为选定工件定义的拧紧位置的 ID 作为参照位置 1、参照位置 2 和参照位置 3。
如果为工件应用了参照策略,则过程始终从参照开始。在过程开始时,仅显示工件上的参照点。只有在操作员获取了所有参照位置之后,紧固件位置才会显示并可以拧紧。
可变工件位置补偿:动态部件追踪
当待加工工件所处的位置不是已创建模型中所定义的位置时(例如在移动线中),可以对运行在 ILS Sensor 上的 ILG 软件进行配置来做出补偿。这称为动态部件追踪。
设置动态部件追踪
在设置模式下,在 ILS Sensor 页面上添加一个部件目标。
在配置模式下,在拧紧位置页面上添加该部件目标的部件目标 ID。
创建组或分级
在配置模式下,在拧紧位置页面上的拧紧位置列表中选择一个现有工件。然后选中左上角的添加组按钮。
组弹出式窗口打开。在组选项卡中,输入新的 ID。然后选择需要的类型 - 组或分级。
所有 ID 都必须全局唯一,使得其他组或位置都不会使用此 ID。
在进行任何其他更改之前,请参见创建工件段落以获取关于组参数、图像参数以及高级参数的详细信息。
在组弹出式窗口的右下角,选中保存。
添加组或分级属于可选步骤。
许多工件只需要有紧固位置,而不需要有中间层级。
配置组
本视频介绍了如何配置组。
创建位置
在最简单的情况下,给定工件模型中仅包含几个拧紧位置。
可以通过不同的程序为工件添加拧紧位置。
手动创建拧紧位置
在配置模式下,在拧紧位置页面上的拧紧位置列表中选择一个现有工件或组/分级。然后,在左上角选中添加位置按钮。
随后,系统将打开位置弹出式窗口。在位置选项卡中,输入和选择位置参数:
ID:输入位置的唯一标识符串。
所有 ID 都必须全局唯一,使得其他组或位置都不会使用此 ID。X / Y / Z:输入拧紧位的实际位置。该位置通常还用于启用和禁用余量以及计算工件视图中的图像位置。
P-Set:输入为此位置选择的拧紧参数集。
已禁用:停用此拧紧位置,这可用作参考点。
工具:为位置分配必要的工具。没有工具意味着所有工具。
在余量选项卡中,输入和选择余量参数:
每个拧紧位都有一个允许工具在所谓的启用余量区域内运转的公差。而称为禁用余量区域的隔离公差则用于不再允许工具运转。
启用余量参数:启用指定位置内的拧紧工具。
禁用余量参数:除了启用余量参数外,还可以通过禁用余量参数扩大启用余量参数的规模。
关于余量的详细信息,请参见余量类型段落。
在螺栓选项卡中,定义图像中的图像位置和螺栓显示半径。
如果未指定这些参数,则通过工件转换计算出图像位置,此外,半径默认为 10。在高级选项卡中,输入和选择高级参数:
不合格管理
重试:选择允许对拧紧位置执行的重试次数。
绕过不合格:选择是否可以绕过拧紧位置。
坐标系
使用绝对坐标:主要用于工具的原始位置。如果需要,选择以引用笛卡尔坐标系,该坐标系使用 x 轴、y 轴和 z 轴来建立距公共原点一定距离的点。
几何结构条件:几何结构条件标识符用于启用几何结构中的条件型区段。在单个位置指定的几何条件要求以强制拧紧顺序配置包含该位置的组。
位置编号:配置后,发送回拧紧控制器。
在位置弹出式窗口的右下角,选中保存。
重复创建位置 - 手动创建拧紧位置程序,需要多少拧紧位置就重复多少次。
示教和复制
如要通过示教和复制程序为工件添加拧紧位置,必须已创建工件模型。
在配置模式下,在拧紧位置页面上示教新工件模型的拧紧位置 - 详细信息,请参见示教新工件段落。
确保自动创建一个新组。示教过的拧紧位置进入所创建的组中。
将示教过的拧紧位置复制到需要的现有工件中。随后删除
删除这个自动创建并包含已示教拧紧位置的新组。
如果需要,编辑拧紧位置的参数。
示教和重命名
如要通过示教和重命名程序为工件添加拧紧位置,必须已创建工件模型。
在配置模式下,在拧紧位置页面上示教新工件模型的拧紧位置 - 详细信息,请参见示教新工件段落。
编辑组的参数,使其成为工件模型。
创建和重新示教
在配置模式下,在拧紧位置页面上的拧紧位置列表中选择一个现有工件或组/分级。然后,在左上角选中添加位置按钮。
随后,系统将打开位置弹出式窗口。编辑拧紧位置的所有参数,但不输入坐标 X / Y / Z。
重复创建位置 - 创建和重新示教程序,需要多少拧紧位置就重复多少次。
重新示教所有拧紧位置 - 详细信息,请参见重新示教单个位置段落。
重新示教单个位置并不是一个过程,只是一个一次性动作,因此不能具体完成。
示教余量
在配置模式下,在拧紧位置页面上的拧紧位置列表中,双击一个现有的拧紧位置。
系统将打开位置弹出式窗口。
在余量选项卡中,从余量下拉菜单中选择余量类型圆柱或长方体。
选择开始按钮。
系统将显示“拉动触发器以开始示教。”文本。
拉动工具上的触发器并按照位置弹出式窗口中显示的说明操作。
选择保存。
余量类型
球形
与二维空间中的圆一样,球在数学上被定义为距离三维空间中的给定点相同距离 (半径 r) 的一组点。
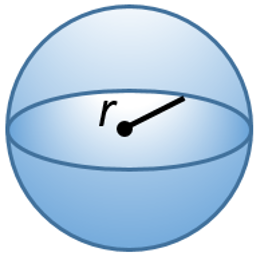
半径定义了球的大小。
例如,在位置弹出式窗口的余量选项卡中,输入和选择启用余量参数。选择球作为余量类型,输入 15mm 作为半径。然后,选中与位置相同复选框。
禁用余量参数将被编程为规模扩大比例 (20%):因此,球半径将增大 20% (18mm)。
工具在进入启用余量参数范围时被启用。工具在移出禁用余量参数的球范围时被禁用。
然后,工具只有在重新回到启用余量参数范围时被重新启用。
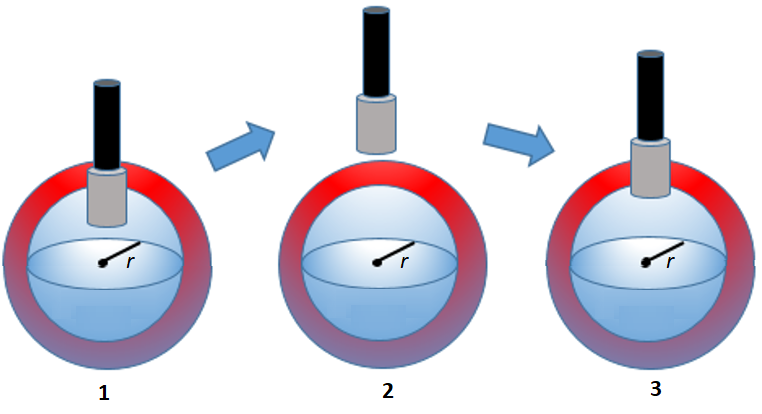
1 | 工具已启用 | 3 | 工具已启用 |
2 | 工具被禁用 |
圆柱形
圆柱由两个同等大小的平行圆形底面和一个曲面侧部构成。
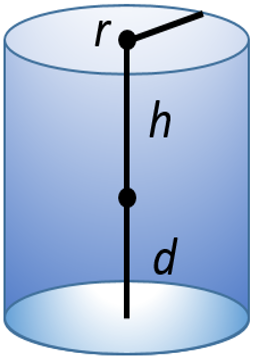
半径、高度和深度定义了圆柱的大小。这三个维度通常源自 X / Y / Z 位置。圆柱方向也必须使用矢量坐标进行定义。简单的矢量(例如直立或水平圆柱)可以手动编程。
例如,设置 X=0、Y=0、Z=1 就可以得到直立圆柱。
设置 X=1、Y=0、Z=0 就可以得到水平圆柱:
|
|
直立圆柱 | 水平圆柱 |


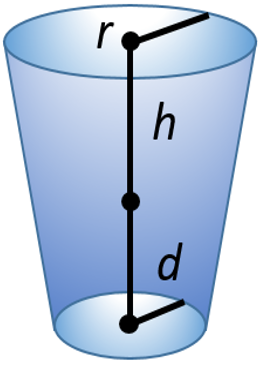
圆锥形
圆锥类似于圆柱,但每个底面的半径长度不同。
配置位置
本视频介绍了如何配置位置。
示教过程
在 ILG 软件中,示教过程会产生一个全新的拧紧位置以及新的相关坐标。
重新示教过程会更新现有拧紧位置的坐标。
这两种情况都会用到拧紧工具的实际位置。
在示教过程期间,标称位置或目标坐标会被分配给 ILG 软件中的加工模型。此过程定义了工件的几何模型。
输入坐标后,ILG 软件在活动工件的正确位置启用拧紧作业。因此,在最佳条件下运行示教过程非常重要。
运行示教过程之前,请确保:
系统中存在真实的工件;拧紧条件(工件几何结构、紧固件等)符合正常生产条件要求。
工件处于工位中的最佳位置
工具的几何结构完全映射在 ILG 软件中。
组件的拧紧顺序已知,且在示教过程中观测到。
控制器已进行配置且连接到 ILG 软件。
示教新工件
新工件的示教过程用于仅存在一个工件的简单过程设置。在这种情况下,所有拧紧位置全部进入到唯一的现有工件中。
如果过程具有更复杂的结构,建议创建工件和组结构。然后,为现有组执行示教过程。
在配置模式下,在拧紧位置页面上的拧紧位置列表中取消对所有现有元素的选择。
在拧紧位置页面的顶部,选中示教按钮。示教弹出式窗口出现。
在示教弹出式窗口中,取消选择重新示教。
将工具置于需要的拧紧位置。然后,短按工具触发器。
在每个触发信号之后,都会出现一条消息。
确认示教成功信息,并转到下一个拧紧位置。对所有需要的拧紧位置重复此步骤。示教过程不需要拧紧,因此可能会出现的工具被禁用警告并不重要。
在拧紧位置页面的顶部,选中示教按钮可停止示教过程。
关于如何编辑已示教位置的详细信息,请参见创建位置段落。
如果对多个工件重复示教过程,ILG 软件会自动更改工件 ID 编号,以便始终只存在唯一的工件 ID。
示教现有工件/组
在配置模式下,在拧紧位置页面上的拧紧位置列表中选择一个现有工件/组。
在拧紧位置页面的顶部,选中示教按钮。示教弹出式窗口出现。
在示教弹出式窗口中,取消选择重新示教。
将工具置于需要的拧紧位置。然后,短按工具触发器。
在每个触发信号之后,都会出现一条消息。
确认示教成功信息,并转到下一个拧紧位置。对所有需要的拧紧位置重复此步骤。示教过程不需要拧紧,因此可能会出现的工具被禁用警告并不重要。
位置名称是通过在工件/组的名称后添加连续数字创建而成的。因此,在示教过程之前应始终先定义工件/组名。
在拧紧位置页面的顶部,选中示教按钮可停止示教过程。
重新示教现有工件/组
有时候需要重新示教已配置的拧紧位置。例如,当因新的工件载体而导致几何结构发生变化时,就会出现这种情况。对于这些情况,可以在不改变已设参数的前提下对现有组进行重新示教。
在配置模式下,在拧紧位置页面上的拧紧位置列表中选择一个现有工件/组。
在拧紧位置页面的顶部,选中示教按钮。示教弹出式窗口出现。
在示教弹出式窗口中,选中重新示教。
将工具置于需要的拧紧位置。然后,短按工具触发器。
在每个触发信号之后,都会出现一条消息。
确认示教成功信息,并转到下一个拧紧位置。对所有需要的拧紧位置重复此步骤。示教过程不需要拧紧,因此可能会出现的工具被禁用警告并不重要。
组中的位置坐标会根据新位置而改变。
在重新示教过程期间,可以只更改给定工件/组中的现有位置。一旦达到工件/组中定义的位置数,按下工具触发器的操作将无效。在拧紧位置页面的顶部,选中示教按钮可停止示教过程。
重新示教单个位置
需要时,ILG 软件会重新示教单个位置的坐标。
此程序必须由两个人运行:需要与 ILG 软件用户界面和工具两方进行交互。
在配置模式下,在拧紧位置页面上的拧紧位置列表中选择一个现有位置。
将工具置于需要的拧紧位置。然后,在拧紧位置页面的顶部,选中重新示教按钮。
组中的位置坐标会根据新位置而改变。
复制和粘贴
为了使拧紧参数的分配更容易,ILG 软件允许复制拧紧位置/组的参数。复制的参数可移到其他组中。
通过 ILG 软件,可以:
复制整个位置:在同一组或其他组中创建拧紧位置的副本。
复制位置参数:复制拧紧位置的具体参数。这样一来,复制的参数就可转移到组中的单个位置或所有位置。
复制完整参数
在配置模式下,在拧紧位置页面上的拧紧位置列表中,选择要复制的位置。然后,在拧紧位置页面的顶部,选中复制按钮。
复制位置弹出式窗口出现。选中完整位置。然后,在复制位置弹出式窗口的右下角,选中确定。
在拧紧位置列表中,选中必须要将所复制位置复制到其中的组。
在拧紧位置页面的顶部,选中粘贴按钮。
所复制的位置显示在选定组的底部。
复制位置参数
在配置模式下,在拧紧位置页面上的拧紧位置列表中,选择包含需要复制的参数的位置。然后,在拧紧位置页面的顶部,选中复制按钮。
复制位置弹出式窗口出现。选择要复制的参数。然后,在复制位置弹出式窗口的右下角,选中确定。
在拧紧位置列表中,选中一个位置或者必须要将所复制参数复制到其中的组。
在拧紧位置页面的顶部,选中粘贴按钮。
选定位置的参数或选定组内所有位置的参数将根据所复制的参数而改变。
工件页面
工件页面显示与所选工件一起使用的所选图像的位置参数、拧紧位置以及实际使用中的拧紧工具的位置。
要使工件页面运行,必须配置图形元素。然后,对每个工件模型执行图像参照至关重要。
选择工件模型和图像
上传到 ILG 软件的工件图像通常需要进行重定位过程,以匹配工位的实际情况。
在配置模式下,在工件页面右侧的工件下拉菜单中选择需要执行图像更新的工件模型。
在图像下拉菜单中,选择要更新的图像。
旋转图像
如要在 ILG 软件中以图形方式显示过程,组件图像的对齐情况必须与工具和组件之间的实际对齐情况相对应。ILG 软件无法以图形方式更改图像文件。因此,如果将图像旋转到实际过程视角,此旋转无法自动获得补偿。
如果实际对齐和所显示的对齐发生偏差,可以使用工件页面上的图像旋转功能重新对齐图像。
在以图形方式表述过程的开始阶段总会用到图像旋转功能。旋转图像时需要借助两个插值点。
在配置模式下,在工件页面的右侧选中图像旋转按钮。
将光标移动到表示真实图片对齐的第一个图像点上。然后选中该位置。
将光标移动到表示真实图片对齐的第二个图像点上。然后选中该位置。
图像将自动绕其自身的几何中心旋转。
参照图像
图像参照功能让用户可以缩放工件图像并将其置于 ILG 软件坐标系中。通过图像参照功能,与工件模型相关的拧紧位置和工件图像上的对应点可以彼此映射。
要执行图像参照程序,需要用到 ILG 软件的工件页面以及拧紧工具。
在配置模式下,在工件页面的右侧选中图像参照按钮。
图像参照弹出式窗口出现。选择图像所在的几何平面。
然后,在图像参考弹出式窗口的右下角,选中确定。将拧紧工具放在实际工件模型上的指定物理位置。
在工件页面上,将光标移动到与工件上工具停留位置精确对应的图像位置上。然后选中该位置。
对第二个和第三个位置重复此步骤。在工件页面的右上角,选中保存图标。
如果这三个点尽可能远,并且在工件图像所在的几何平面的两个坐标中都以三角形排列,则图像参照程序可发挥最佳效果。
当真实工具在真实工件上方移动时,图像参照程序在工件图像上显示正确的工具位置(十字线)。此外,工件的拧紧位置在图像上显示为黄色点,具体取决于已示教的位置。
移动拧紧位置
在拧紧位置放置中可能会发现一些变形,特别是对于较大工件或来自工件照片(而不是技术图纸)的图像。这意味着,放置在已定义的拧紧位置上的工具的十字线事实上并不会显示在图像上的拧紧位置上。
可通过移动拧紧位置程序手动移动与拧紧位置相关的点。该程序仅影响显示,而不影响模型。
在配置模式下,在工件页面右侧的螺栓列表中选择所需的拧紧位置。
在螺栓列表的底部,选中移动。
在图像上,将光标移动到真实的螺栓位置上。然后选中该位置。
重复移动拧紧位置程序,需要将多少拧紧位置与图像对齐就重复多少次。
图像页面
图像页面上显示已上传到 ILG 软件的图像列表。
选择一个图像后,在图像页面的右侧可以看到所选图像的预览。选择预览底部的链接可自动放大所选图像。
可以使用图像页面顶部的按钮来添加、下载或删除图像。
刷新:刷新图像页面。
添加:添加新图像。
下载:下载选定的图像。
删除:删除选定的图像。
上传图像
在配置模式下,在图像页面的左上角,选中添加按钮。
模态弹出式窗口打开。选中选择文件。打开弹出式窗口打开。
选择要上传到 ILG 软件的图像。然后,在打开弹出式窗口的右下角,选中打开。模态弹出式窗口中显示选定的图像。
支持的图像格式:
PNG - 便携式网络图形
JPEG /JPG - 联合图像专家组
GIF - 图形交换格式
图像的文件大小上限为 5MB。
在模态弹出式窗口的右下角,选中保存。
图像列表中显示已上传的图像。
删除图像
在配置模式下,在图像页面上,选中要删除的图像。
在图像页面的左上角,选中删除按钮。
消息映射器页面
消息映射器页面显示已创建的输入和输出消息的列表。
可使用消息映射器页面顶部的按钮来添加和处理消息。
+:添加消息。
助手:创建一组映射来处理来自拧紧跟踪器模块的消息。
在某些情况下,需要使用连接 ILG 的工具进行拧紧,而不应由 ILG 控制。使用消息映射器发送 services/disable_workflow 和 services/disable_fast_tool_lock,以防止 ILG 在每次生成结果后锁定工具。(注意,在执行任何拧紧之前,必须解锁开放协议并选择 Pset)。
消息映射器助手
消息映射器助手可创建一组默认映射来处理来自拧紧跟踪器模块的消息。所选操作将决定该过程的处理方式。
在配置模式下,在消息映射器页面上,选择助手按钮。
随后,系统将打开拧紧错误助手弹出式窗口。
从下拉菜单中选择有关如何处理此过程的选项。
禁用/通知选项将在检测到错误时停止此过程。
保留/弹窗选项将保留该过程并显示弹出式窗口,询问用户如何继续。
空输出选项支持用户稍后添加输出消息来自定义该过程的处理方式。
选择添加。
输入消息
类型 | 说明 |
|---|---|
输入位置 | 输入一个位置可触发该选项。选择工具和位置进行匹配。 |
外部监控 1-8 | 触发外部监控 I/O。选择工具、组和匹配的输入。 |
离开位置 | 离开一个位置可触发该选项。选择工具和位置进行匹配。 |
锁定工具 | 通过 ILG(而非其他源)触发锁定工具作业选择一个工具进行匹配。 |
加工结果 | 工件已完成。选择工件和结果进行匹配。 |
接收到的 VIN | ILG 通过 OpenProtocol 接收到 VIN。选择工具和 VIN 进行匹配。 |
释放工具 | 通过 ILG(而非其他源)触发释放工具作业。选择一个工具进行匹配。 |
选定的 Pset | 参考由控制器发送的 pset。选择工具和 PSet 进行匹配。 |
工件运行 | 触发新工件开始作业选择的工位和工件 ID 必须匹配。 |
高级 | 仅适用于高级用户,他们需要对一些其他内部消息做出反应。 |
输出消息
类型 | 说明 |
|---|---|
完成过程 | 以温和的方式结束当前工件,生成一条过程结果消息。选择受影响的工位。 |
通用 IO 1-10 | 设置一个通用 IO 的状态。选择要使用的工具、继电器 ID 和状态。 |
锁定工具 | 离开一个位置可触发该选项。选择工具和位置进行匹配。 |
通知 | 通过 ILG(而非其他源)触发锁定工具作业选择一个工具进行匹配。 |
释放工具 | 工件已完成。选择工件和结果进行匹配。 |
重置过程 | ILG 通过 OpenProtocol 接收到 VIN。选择工具和 VIN 进行匹配。 |
开始工件作业 | 通过 ILG(而非其他源)触发释放工具作业。选择一个工具进行匹配。 |
高级 | 仅适用于高级用户,他们需要对一些其他内部消息做出反应。 |
消息映射
本视频介绍如何设置输入和输出消息。
帮助页面
扫描二维码或选中转到在线帮助打开 Industrial Location Guidance (ILG) 用户指南。
使用设置模式
工位页面
工位页面显示当前正在运行的拧紧过程的状态。此外,还可以通过该页面开启拧紧过程。
工位页面通常可以为操作员提供向导作用。
在工位页面上,操作员可以通过工件图像上的十字线追踪到工具位置;从而可以跟踪进度。
工位页面以列表形式显示各个工位。
可以使用工位列表顶部的按钮来添加新工位或进行更改。
添加:向工位列表中添加新工位。
系统自动将新工位添加在列表末尾处。编辑:为选定的工位打开工位弹出式窗口。
删除:删除选定的工位。
创建工位
在设置模式下,在工位页面的左上角选中 + 图标。
随后,系统将打开工位弹出式窗口。在“工位”选项卡中输入工位 ID 和工位名称。然后,从下拉菜单中选择要连接到该工位的工具和 ILG 选择方式。
在工件选项卡中,为该工件选择偏好的选项。
固定工件选项将禁用其他选项,并要求提供固定工件名称。
VIN/条形码选项将启动 ID 与控制器上选择的 VIN 相匹配的工件。
批次号匹配工件 ID 选项将启动 ID 与控制器上选择的批次 ID 相匹配的工件。
Pset 号匹配工件 ID 选项将启动 ID 与控制器上选择的 Pset ID 相匹配的工件。
位置选择工件选项仅适用于 API 工具。
完成当前工件后处理新工件选项将在选择新工件的情况下先完成当前工件的过程。
在参数选项卡中选择更多高级选项。
在 HMI 选项中选择要在 ILG 中显示的按钮和功能。
选择保存。
ILG 和源批次行为
批次启动工件:当批次 ID 与工件别名匹配时,将启动该工件。
批次选定位置:批次 ID 启用批次 ID = Pset 实际 ID(不是源拧紧中的标识符)的位置。ILG 工件顺序仍然很重要。
ILG 中从不使用批次大小和计数器。
批次中的拧紧总数必须与 ILG 工件中的位置数量相匹配。
还需考虑 Power Focus 中的批次设置(例如,NOK 数增加、OK 拧松递减和最大连续 NOK 次数)。
完成当前工件后处理新工件选项和批次号匹配工件 ID 选项不能同时使用。这将导致工件在每次拧紧后重新启动。批次模式中的所有拧紧都会生成具有相同 ID 的 tc_job_info。
设置传统计数器会改变批次计数的方式,这可能会影响 ILG 中的行为。
配置工位
本视频介绍了如何配置工位。
位置选择方法
许可证页面
许可证页面显示有效的许可证。
可以使用许可证页面顶部的按钮来生成和上传许可证。
生成许可证请求:生成获得新许可证的请求。
上传许可证响应:从文件上传许可证。
生成许可证
在设置模式下,在许可证页面上选择生成许可证请求。
选中激活码框,输入激活码。
选择确定。
上传许可证
选择许可证页面左上角的上传。
选中选择文件,导航到正确的许可证位置。
选择打开。
许可证列表中显示已上传的许可证。
上传许可证后重新启动 ILG 软件。
工具页面
配置 ILG 软件工具页面的最简单方法是使用助手,可以随后再进行手动调整。
工具选项卡
初始配置助手简化了 ILG 软件的基本配置,可以设置到传感器和拧紧控制器的通信接口。在任何系统设置初始阶段,都可以使用助手来减少设置工作量。
可以使用工具选项卡左上角的按钮来修改或删除现有工具。
编辑:用户可以对选定工具进行修改。
删除:删除选定的工具。
连接类型设置
ILG 使用三个通信通道来控制工具。工具选项卡中的此设置称为连接类型。创建工具时,可将连接类型选为 Open Procotol、ASDK、ASDK remote 和 API。
Open Protocol
Open Protocol 是所有 Atlas Copco 拧紧工具的默认模式。
支持的控制器:
Power Focus 8
Power Focus 6000
MT Focus 6000
IxB
在虚拟站点中选择协议。
启用Open Protocol。
输入开放协议端口。
标准端口为 4545。
ASDK and ASDK remote
共有两种 ASDK 模式:ASDK 和 ASDK remote。
ASDK 模式支持以下附加功能:
支持 positioningId:一项附加的安全功能,用于为每个拧紧操作/结果分配唯一的标识符。
支持控制器/工具自锁:一项附加的过程安全功能,支持控制器处理工具的锁定情况;有关详情,请参阅过程安全性章节。
远程控制器和固件支持:
Power Focus 8,固件版本 3.10.11+
Power Focus 6000,固件版本 3.10.11+
IxB,固件版本 3.10.11+
ASDK:
当 ILG 在与工具连接的同一控制器上运行时使用。ASDK 模式是 ILG 与工具之间最快的通信方式。仅用于嵌入式 ILG。
先决条件:
与拧紧控制器通信的 Px2 系统 API。
每个工具一个ILG 嵌入式许可证。
在 ILG.中,将 IP 设为 127.0.0.1。
ASDK 远程:
当 ILG 在远程控制器或工业 PC 上运行时使用。仅用于 ILG HMI (Windows)。
先决条件:
与拧紧控制器通信的定制协议。
ILG 嵌入式许可证。
ILG HMI 许可证。
如果在 ILG 中使用了端口编号 0,则虚拟站点的名称必须与 ILG 中工具的名称相同(请注意,ILG 工具一经创建,其名称便无法更改)。
使用端口编号 0,而非Open Protocol端口,即表示以下功能将不可用:
VIN 编号将不会从控制器传输到 ILG。
为了获得完整支持,还应在控制器上配置并运行Open Protocol,并且 ILG 中的端口编号应与控制器中配置的开放协议端口编号相同。
在 ILG 中,将 IP 设为与控制器相同的 IP 地址。
API
在这种模式下,ILG 将间接与工具进行通信。使用 PLC (Programmable Logic Controller)进行通信。
高级部分配置
配置条件型区段的工作流。
在设置模式下,在工具页面的工具选项卡中,选择编辑按钮。
选择高级部分,然后选择条件型区段文本旁边的配置…按钮。
随后,系统将打开配置器详细信息弹出式窗口。
选择或清空外部区段选择复选框。
如果选择“外部区段选择”,则激活对 tc_selector_socket_info 的监听并禁用工件本身的区段设置。
输入套筒前缀。
套筒前缀将为条件型区段添加名称。如果该字段为空,则将“套筒”用作其名称。
选择确定。
配置释放锁定的工作流
通过编辑释放锁定工作流,您可以使 ILG 使用 8 个通用 I/O 信号之一(而非常规的Open Protocol消息 MID0042/0043)来禁用/启用工具信号。
在设置模式下,在工具页面的工具选项卡中,选择编辑按钮。
选择高级部分,然后选择释放锁定文本旁边的配置…按钮。
随后,系统将打开配置器详细信息弹出式窗口。
在 IO 字段中输入 I/O 通用信号。
选择或清空全选复选框。
如果选中全选复选框,当 ILG 启用/禁用工具时将同时触发 MID0042/MID0043 和通用 I/O。
选择确定。
配置标准工具的工作流
在设置模式下,在工具页面的工具选项卡中,选择编辑按钮。
选择高级部分,然后选择标准工具文本旁边的配置…按钮。
随后,系统将打开配置器详细信息弹出式窗口。
选择或清空旁路定位 ID 复选框。
定位 ID 仅在连接类型为 ASDK 或 ASDK remote时可用。
若选中旁路定位 ID 的复选框,ILG 将不使用定位 ID。如需使用 ASDK 或 ASDK remote的全部功能,用户不应选择此选项。
在参数集选择下拉菜单中,选择一个选项。
始终选项将始终发送 Pset。
在不同时选项将在尚未选择时发送 Pset。
从不选项将永不发送 Pset。
在等待参数集下拉菜单中,选择一个选项。
无确认选项将不等待 Pset。
任何选择的 Pset 选项将接受任何选择的 Pset,无需特定的 ID。
选择的请求 Pset 选项需要与 ILG 中的配置位置的 ID 相匹配的特定 ID 的 Pset。
选择确定。
创建 ILS 工具
在设置模式下,在工具页面上选择右上角的 + 图标。
随后,系统将打开创建新工具弹出式窗口。在 OpenProtocol 连接窗口中,输入 assistant.tool_id。
然后,选择连接类型和控制器类型,然后输入选定的拧紧控制器的开放协议 IP 以及 OpenProtocol 端口。
然后,在 OpenProtocol 连接窗口的右下角,选中下一步。在正在定位窗口中,选中 ISRA Vision SpotPoint 2.0 作为测量系统。
然后,在 正在定位窗口的右下角,选中下一步。在 ISRA Vision SpotPoint 2.0 窗口中,输入主机和端口以连接 ILS 传感器。
然后,在 ISRA Vision SpotPoint 2.0 窗口的右下角,选中下一步。在工具目标窗口中,根据标记的安装位置,输入标记 ID 以及 X、Y、Z、rX、rY 和 rZ 的值。
然后,在工具目标窗口的右下角,选中保存。目标 ID 由 ILG 软件自动设置。
第一个工具的目标 ID 为 0。然后,每增加一个工具,对应的 ID 以 1 个单位为增量逐渐增大。标记 ID 显示在每一个二维码上。
创建 ILS 工具的视频
创建扭矩臂工具
在设置模式下,在工具页面上选择右上角的 + 图标。
随后,系统将打开创建新工具弹出式窗口。在 OpenProtocol 连接窗口中,输入 assistant.tool_id。
然后,选择连接类型和控制器类型,然后输入选定的拧紧控制器的开放协议 IP 以及 OpenProtocol 端口。
然后,在 OpenProtocol 连接窗口的右下角,选中下一步。在正在定位窗口中,选中旋转/线性传感器作为测量系统。
然后,在正在定位窗口的右下角,选中下一步。在几何结构类型窗口中,选择几何结构类型。
然后,在几何结构类型窗口的右下角,选中下一步。在传感器配置窗口中,选择传感器模块类型,并输入传感器模块 ID。
然后,在传感器配置窗口的右下角,选中下一步。在传感器分配窗口中,选择 X 旋转传感器、Y 旋转传感器和线性传感器。输入 L1:固定路径长度和 L2:最大额外锤子移动距离。
然后,在传感器分配窗口的右下角,选中保存。
创建扭矩臂工具的视频
标记选项卡
初始配置助手简化了 ILG 软件的基本配置,可以设置到传感器和拧紧控制器的通信接口。在任何系统设置初始阶段,都可以使用助手来减少设置工作量。
可以使用标记选项卡左上角的按钮来为工具添加新标记。此外,还可以修改/删除现有的工具标记。
添加标记:为工具添加新标记。
编辑:用户可以对选定的工具标记进行修改。
删除:删除选定的工具标记。
如果工具有更多标记,可以通过添加标记按钮添加丢失的标记。
添加工具标签
在设置模式下,在工具页面上,选中标记选项卡左上角的添加标记按钮。
工具标记弹出式窗口打开。根据标记的安装位置,输入标记 ID 以及 X、Y、Z、rX、rY 和 rZ 的值。

X:
Y:
Z:
rX:
rY:
rZ:
在工具标记弹出式窗口的右下角,选中保存。
编辑工具标记
在设置模式下,在工具页面的标记选项卡中选择要编辑的项。
在标记选项卡的左上角,选中编辑按钮。工具标记弹出式窗口打开。
在工具标记弹出式窗口中,更改所需的参数。然后,在工具标记弹出式窗口的右下角,选中保存。
删除工具标记
在设置模式下,在工具页面的标记选项卡中选择要删除的项。
在标记选项卡的左上角,选中删除按钮。删除元素弹出式窗口打开。
在删除元素弹出式窗口中,选中是。
几何结构选项卡
几何结构选项卡可计算工具位置。ILG 软件使用几何模型和 ILS 传感器来计算工具在卡迪尔坐标中的位置。得到的几何结构结果就是工具的位置(X、Y 和 Z)。
无论是使用配置助手还是创建全新的几何结构,都可以对几何结构进行手动调整以创建完整的几何结构。
为此,ILG 软件在几何结构选项卡中提供了一个操作环境,可以为所有类型的系统设置几何结构。
创建几何模型
在创建或调整几何模型时,应始终从坐标系原点开始,即从 ILG 硬件的固定悬吊点开始。
ILG 软件有三种用于创建或扩展几何模型的基本几何结构:
固定区段:用于描述固定几何元素的刚性元素。
旋转传感器:由角度编码器或倾斜传感器检测到的旋转轴建模。
线性传感器:由线性传感器捕获到的线性轴建模。
几何模型按给定顺序提供三种基本几何结构。
几何结构选项卡显示了几何元素的列表。
可以使用几何结构列表顶部的按钮来添加新的几何元素或进行更改。
添加:向几何结构列表中添加新的几何元素。
如果选中了一个现有几何元素,新几何元素将显示在所选几何元素的前面。
如果未选中任何几何元素,系统便将新几何元素添加在列表末尾。编辑:打开选定几何元素的编辑菜单。
删除:删除选定的几何元素。
助手:打开初始配置,简化了 ILG 软件的基本配置过程。
如果选中助手按钮,当前存储的几何元素和传感器配置将被删除。
旋转:沿任意轴逆时针旋转工具。
条件几何结构开启:激活该元素的条件型几何结构。
条件几何结构关闭:停用该元素的条件型几何结构。
如何创建几何模型
在设置模式下,在工具页面上,选中几何结构选项卡左上角的添加按钮。
添加区段弹出式窗口打开。选中需要的几何结构类型。
必须根据选定的几何结构类型进行不同的配置:
对于固定区段:
元素的几何表达式,单位为毫米(XYZ 方向)。
几何模型中的元素颜色:建议为相邻的段使用不同的颜色。
对于旋转传感器:
传感器的旋转轴:传感器的旋转轴可以在相应的轴 XYZ 上由 1 或 0 限定。
传感器的旋转矢量:旋转方向由 + 或 - 表示。
传感器:指明所安装传感器中的哪一个提供相应运动方向的测量值。
几何模型中的元素颜色(根据需要)。
对于线性传感器:
传感器的移动轴:传感器的移动轴可以在相应的 XYZ 轴上由 1 或 0 限定。
传感器的移动矢量:移动方向由 + 或 - 表示。
传感器:指明所安装传感器中的哪一个提供相应运动方向的测量值。
几何模型中的元素颜色(建议)。
几何结构列表中按特定顺序显示了所有几何结构片段。ILG 件在操作期间会考虑几何结构片段的精确顺序。在列表底部的默认片段之后添加新的几何结构片段。
旋转几何形状
旋转几何形状将转换工具的完整几何形状。
在设置模式下,在工具页面上,选中几何结构选项卡左上角的旋转按钮。
随后,系统将打开旋转几何形状弹出式窗口。
输入 X-轴、Y-轴和 Z-轴的偏好旋转度。
选择保存。
模型选项卡
为了方便和验证对几何结构的调整,ILG 软件提供了工具几何结构的 3D 可视化。可视化由三个屏幕组成,每个屏幕显示不同的查看方向,能够捕捉每个工具移动动作。查看方向的划分由坐标系的三个主平面(X/Y、X/Z、Y/Z)确定。
实时的工具移动让用户能够验证工具配置是否处于正确方向,并确保旋转和移动动作正确。
要获得工具模型的完整视图,请选中适配按钮,图片将自动缩放至实际工具位置。三个平面中的缩放比例互不相干。
对所配置的几何结构进行的更改会立即显示在模型选项卡中。通过这种实时可视化,可以快速验证模型和调整几何模型与真实工具之间的移动。
如要验证模型,应始终通过移动工具并在屏幕上查看模型来确保几何结构的正确性。如果某个方向偏离了预期,请更改相应传感器项的方向矢量符号。
注意,模型的不同元素需要不同的视图进行验证。例如,无法通过查看 XY 视图来验证覆盖垂直移动的传感器。这就是 ILG 在 3D 笛卡尔坐标系的三个主平面中都提供视图的原因。
ILS 传感器页面
ILS Sensor 页面上提供了 ILG 软件与 ILS Sensor 结合使用的所有配置。
控制器选项卡
控制器选项卡显示了 ILS Sensor 配置。
可以使用控制器选项卡左上角的按钮来配置 ILS Sensor 与 ILG 软件之间的通信借口。
配置 ILS 传感器
在设置模式下,在 ILS 传感器页面上,选中控制器选项卡左上角的编辑按钮。
在主机/IP 框中输入 ILS 传感器的主机/IP。
在端口框中输入 ILS 传感器的端口。
分别输入主从 IP。
如果仅使用了一台 ILS Sensor,则将主机名称框和从机框留空。
选中保存。
工具目标选项卡
工具目标选项卡显示 ILS Sensor 工具的目标和标记。
可以使用工具目标选项卡左上角的按钮来添加、修改或删除现有的目标或标记。
添加目标:让用户可以添加目标。
添加标记:让用户可以添加标记。
编辑:让用户可以对选定的目标或标记进行修改。
删除:删除选定的目标或标记。
部件目标选项卡
部件目标选项卡显示 ILS Sensor 部件的目标和标记。当装配对象相对于 ILS Sensor 不在同一位置时,该选项卡非常有用。
可以使用部件目标选项卡左上角的按钮来添加、修改或删除现有的目标或标记。
添加目标:让用户可以添加目标。
添加标记:让用户可以添加标记。
编辑:让用户可以对选定的目标或标记进行修改。
删除:删除选定的目标或标记。
添加部件目标
标记的物理位置相对于螺栓位置必须始终保持一致。
在设置模式下,在 ILS Sensor 页面上,选中部件目标选项卡左上角的添加目标按钮。
随后,系统将打开目标弹出式窗口。在目标窗口中,为部件目标输入一个名称。
ID 编号将自动分配。
在目标类型下拉列表中,根据需要选择目标或多目标。
当标记的角度分辨率不足时,建议使用多目标设置。如需了解更多信息,请参见添加多标记目标章节。
选择保存。
添加多标记目标
使用单个部件目标可能会因为旋转测量不当而产生精度误差。且螺栓位置仅相对于单个部件目标进行参考。
如果单个部件目标无法放置在足够接近螺栓位置的地方,可能需要使用多标记目标功能。
标记的物理位置相对于螺栓位置必须始终保持一致。
多标记部件目标功能产生的参考框架仅基于部件目标标记的 x、y、z 位置。
多标记部件目标功能要求在操作工件的过程中,至少有三个唯一的标记 ID 始终对 ILS 传感器可见。
在设置模式下,在 ILS Sensor 页面上,选中部件目标选项卡左上角的添加目标按钮。
随后,系统将打开目标弹出式窗口。
在目标窗口中,为部件目标输入一个名称。
ID 编号将自动分配。
在目标类型下拉列表中,选择多目标。
选择保存。
标记多目标的所在行,并选择添加标记按钮。
随后,系统将打开标记弹出式窗口。
输入标记 ID。
标记 ID 应唯一。
重复执行步骤 5 和 6 两次,以添加另外两个标记。
选择重新示教按钮,在 ILG 中保存标记相对位置。
验证 ILG 的标记坐标是否正确。
如果坐标正确,系统将显示“示教成功”通知,并在表格中显示坐标。
工位选项卡
工位选项卡显示 ILS Sensor 工位的目标和标记。
可以使用工作空间标签页右上角的按钮启动和停止,或示教和清除所有系统数据。
启动:启动可视化 ILS 传感器和标记。
停止:停止可视化 ILS 传感器和标记。
示教所有系统数据:在 xyz 平面上找到标记的公共原点。
清除所有系统数据:在 xyz 平面上清除标记的公共原点。
双传感器示教
在使用两个 ILS 传感器时,需要示教公共原点。以下先决条件适用于双传感器示教。
三个包含唯一 ID 的标记。
标记之间的距离至少相隔 200 mm。
标记水平放置。
标记位于传感器的field of view (FOV) 内。
共同 FOV 至少为 300x300 mm。
标记放置在 ILG 中将用于螺栓位置的同一平面上或其附近。
如果所有螺栓均位于水平平面上,则双传感器示教的标记可以倾斜大约 5 到 10 度。请注意,倾斜的是标记所形成的平面,而不是标记本身。
在设置模式下,在 ILS 传感器页面上的工作空间选项卡下,选择开始按钮以跟踪所有标记。
将三个标记放置在共同 FOV 内。
通过查看表格的第 1 和第 2 列,验证所有三个标记是否在传感器 1 和传感器 2 中都可见。两列中的每个标记都应有一个勾选标记。
选择示教所有系统数据按钮。
选择应用作原点、x 轴方向和 xy 平面的标记 ID。
选择保存。
选择停止按钮。
在各传感器中使用 NutEagle WPF GUI 应用。在 NutEagle 的检测页面上,验证具有相同 ID 的标记是否在两个传感器中具有相同的坐标。
条形码阅读器页面
条形码阅读器页面显示条形码阅读器和条形码检查器的配置。
可以使用条形码阅读器页面左上角和右上角的按钮来更改配置。
配置条形码阅读器
在设置模式下,在条形码页面的左上角,选中编辑按钮。
输入条形码阅读器的波特率、后置字符、前置字符和串行端口。
选中保存。
配置 BarcodeExaminer
BarcodeExaminer 筛选和修改收到的Vehicle Identification Number (VIN)。
在设置模式下,在条形码阅读器页面的左上角,选择编辑按钮。
输入工件 ID 掩码或工件 ID 正则表达式。
工件 ID 掩码选项可检索 VIN 中的 + 字符并排除 - 字符。示例:SN355TAB 和 --+++-+- 的结果为 355A,可用作工件 ID 或工件的别名。这可实现在同一个 VIN 中同时具有序列号和部件号。
工件 ID 正则表达式选项用正则表达式替换工件 ID 掩码。最简单的情况:SN355TAB 和 ..(...).(.).* 的结果为 355A。也可能出现更复杂的选项,例如,VIN 中包含可变的序列号位数:SN355TAB、SN27844TAB、SN762455757TAB 和 ..\d*.(..).* 的结果为 AB。
选择或清空标识符回显复选框。
当选择标识符回显时,BarcodeExaminer 会将 VIN 号码发回控制器。
选择保存。
安全性页面
配置页面允许通过设置和更改密码来配置用户角色。
设置密码
选择更改密码。
选择要为其更改密码的用户角色。
在旧密码框中输入原来的密码。
如果之前未设置密码,则保留旧密码框为空。
在新密码框和确认新密码框中输入新密码。
选中保存。
用户角色访问
各个用户角色对 Industrial Location Guidance (ILG) 系统的功能有不同的访问权限。用户角色可以通过密码保护限制功能可用性。
工人:可访问现有的工位。
配置人员:可访问现有的工位和配置模式。
维修:拥有对 Industrial Location Guidance (ILG) 系统的完全访问权限。
用户角色访问权视频
下载证书
本说明用于在 Google Chrome 中添加证书。关于如何在其他浏览器中添加证书的说明,请参见相应的浏览器指南。
在设置模式下,在安全性页面上选择下载证书。
ilgCA.pem 文件将被下载。在浏览器中,将 ilgCA.pem 文件添加到证书中。
在浏览器中,刷新 ILG GUI 页面。
备份页面
备份页面显示了可作为备份下载的配置的列表。
可以使用列表底部的按钮来下载备份或使用已下载的备份还原系统。
备份:下载选定配置的备份。
还原:通过已下载的备份还原配置。
创建备份
在设置模式下,在备份页面上,选中要备份的配置。
基本配置
过程图像
工具
工作流
工件
工位
选择备份按钮。
选定配置的备份文件将被下载。
通过备份还原
在设置模式下,在备份页面上,选中还原。
添加图像弹出式窗口打开。选中选择文件。打开弹出式窗口打开。
选择要从中还原的备份文件。然后,在打开弹出式窗口的右下角,选中打开。
选择保存。
配置将通过该备份文件还原。
帮助页面
扫描二维码或选中转到在线帮助打开 Industrial Location Guidance (ILG) 用户指南。
使用诊断模式
诊断模式提供有关应用状态的诊断信息。
此外,操作员还可以通过此模式下载/上传 ILG 软件配置。
模块页面
模块页面显示了 ILG 的不同模块。
可以通过选中模块前的复选框并使用模块页面顶部的按钮来管理模块。这些按钮可用于刷新模块页面,以及启动或停止模块。
刷新:刷新页面。
启动模块:启动所选模块。
停止模块:停止所选模块。
表格中的错误列中列出了每个模块的永久性错误。
拧紧跟踪器
拧紧跟踪器模块是一个监控拧紧过程以及与控制器通信的系统。如果检测到错误或异常,它将发送消息到消息总线。启用拧紧跟踪器可以帮助排查拧紧过程的故障。
在诊断模式下,在模块页面上标记拧紧跟踪器的所在行。
选择启动模块按钮。
消息 | 代码 | 警告/错误 | 与拧紧结果相关 | 助手消息映射器 | 用户反馈/操作 |
|---|---|---|---|---|---|
positioningID 已收到启动: <positioningID> | ID001 | tightening_error | 否 | 过程已停止/继续选项 | 需要停止该过程,请用户检查控制器配置是否为自锁。 |
上一次拧紧中未找到 PositioningId: <positioningId> | ID002 | tightening_fatal | 是 | 过程已停止/继续选项 | 不应发生此状况,控制器正在发送“空”或错误的定位 ID。 |
positioningID 已收到停止:<positioningId> | ID003 | tightening_error | 否 | 过程已停止/继续选项 | 需要停止该过程,请用户检查控制器配置是否为自锁。 |
positioningID 已收到快速结果:<positioningId> | ID004 | tightening_error | 是 | 过程已停止/继续选项 | 需要停止该过程,请用户检查控制器配置是否为自锁。 |
positioningID 已收到结果:<positioningId> | ID005 | tightening_error | 是 | 过程已停止/继续选项 | 需要停止该过程,请用户检查控制器配置是否为自锁。 |
设置 PositioningID 时释放工具:<positioningId> | ID006 | tightening_error | 否 | 过程已停止/继续选项 | 这可能是由于 ILG 过程中出现了问题。 |
PositioningID 与任何输入的余量都不匹配! | ID007 | tightening_error | 否 | 过程已停止/继续选项 | 这可能是由计时(控制器和 ILG 之间的通信)导致的。 |
设置 positioningId 的确认无效! | ID008 | tightening_fatal | 否 | 过程已停止/继续选项 | 系统错误 |
释放工具时设置 PositioningID | ID009 | tightening_error | 否 | 过程已停止/继续选项 | 系统错误 |
收到具有空 positioningID 的启动 | ID010 | tightening_error | 否 | 过程已停止/继续选项 | 控制器自锁未启用。 |
收到具有空 positioningID 的停止 | ID011 | tightening_error | 否 | 过程已停止/继续选项 | 控制器自锁未启用。 |
收到具有空 positioningId 的快速结果! | ID012 | tightening_error | 是 | 过程已停止/继续选项 | 系统错误 |
收到具有空 positioningId 的结果! | ID013 | tightening_error | 是 | 过程已停止/继续选项 | 系统错误 |
检测到重新拧紧 | PRO001 | tightening_warning | 是 | 用户通知 | 每次拧紧后检查自动锁紧配置。 |
可能检测到重新拧紧 | PRO002 | tightening_warning | 是 | 用户通知 | 每次拧紧后检查自动锁紧配置。 |
拧紧结果与快速结果不匹配 | RES001 | tightening_error | 是 | 过程已停止/继续选项 | 不应发生此状况,但如果发生了,则说明控制器出了问题。指示拧紧队列未按预期顺序排列。 |
拧紧结果中的时间戳不匹配。发生在输入余量之前! | RES002 | tightening_error | 是 | 过程已停止/继续选项 | HMI:检查两个系统的同步情况(控制器,ILG 运行的系统)。 |
Pset 的位置与结果中的位置不匹配 | RES003 | tightening_error | 是 | 过程已停止/继续选项 | 每次拧紧后检查自动锁紧配置。 |
启动前收到拧紧停止 | SEQ001 | tightening_error | 是 | 过程已停止/继续选项 | 系统错误 |
启动前收到拧紧快速结果 | SEQ002 | tightening_error | 是 | 过程已停止/继续选项 | 指示拧紧队列未按预期顺序排列。 |
启动前收到拧紧结果 | SEQ003 | tightening_error | 是 | 过程已停止/继续选项 | 系统错误 |
顺序无效:拧紧和拧松未按顺序排列 | SEQ004 | tightening_error | 是 | 过程已停止/继续选项 | 系统错误 |
检测到 tc_fast_result,但缺少相应的启动! | SEQ005 | tightening_error | 是 | 过程已停止/继续选项 | 系统错误 |
检测到 tc_result,但缺少相应的启动! | SEQ006 | tightening_error | 是 | 过程已停止/继续选项 | 系统错误 |
拧紧在工具锁定的情况下启动! | SEQ007 | tightening_error | 否 | 过程已停止/继续选项 | 拧紧在 ILG 尝试锁定工具后、在控制器确认锁定前就已启动 — 如果拧紧完成,这将导致结果丢失 (SEQ010/011)。 |
拧紧在工具已释放的情况下启动! | SEQ008 | tighening_warning | 否 | 过程已停止/继续选项 | 拧紧在 ILG 释放工具后、在控制器确认释放前就已启动 — 这表明控制器有延迟,但不是直接问题。 |
拧紧在工具已锁定的情况下启动! | SEQ009 | tightening_error | 否 | 过程已停止/继续选项 | 控制器报告,工具同时处于锁定和运行状态:在某些情况下,如果控制器负载过重和/或工具触发器被频繁触发,就可能会发生这种情况。 |
OK 结果丢失! | SEQ010 | tightening_error | 是 | 过程已停止/继续选项 | 定位不稳定:当工具物理上“位于”一个位置时,即使工具发生轻微移动,也应该保持在余量范围内。Pset 运行时间过短:例如,重复拧紧类型的拧紧/第二次经过。在这种情况下,如果在工具被移出余量范围时报告拧紧,则控制器的延迟可能会导致 ILG 忽略结果。 |
NOK 结果丢失! | SEQ011 | tightening_error | 是 | 过程已停止/继续选项 | 定位不稳定:当工具物理上“位于”一个位置时,即使工具发生轻微移动,也应该保持在余量范围内。Pset 运行时间过短:例如,重复拧紧类型的拧紧/第二次经过。在这种情况下,如果在工具被移出余量范围时报告拧紧,则控制器的延迟可能会导致 ILG 忽略结果。 |
拧紧在多个启用的余量中启动 | VOL001 | tightening_error | 否 | 过程已停止/继续选项 | 检查重叠的余量。 |
拧紧在多个余量中启动 | VOL002 | tightening_warning | 否 | 用户通知 | 检查重叠余量是否是有意为之(按强制顺序分阶段拧紧)。 |
拧紧在余量范围外启动 | VOL003 | tightening_error | 否 | 过程已停止/继续选项 | 表明控制器/ILG 连接存在定时问题。建议用户联系 AC 服务技术人员。(减少控制器的工作负载,更新控制器,……)。 |
拧紧在多个启用的余量中停止 | VOL004 | tightening_error | 否 | 过程已停止/继续选项 | 检查重叠的余量。 |
拧紧在多个余量中停止 | VOL005 | tightening_warning | 否 | 用户通知 | 检查重叠余量是否是有意为之(按强制顺序分阶段拧紧)。 |
拧紧在余量范围外停止 | VOL006 | tightening_warning | 否 | 用户通知 | 检查工具在拧紧过程中是否被移出了余量的范围。检查余量是否涵盖了整个拧紧的运动范围。检查几何形状设置。另请参见 VOL003。 |
拧紧在不同的余量中停止 | VOL007 | tightening_error | 否 | 过程已停止/继续选项 | 表明控制器/ILG 连接存在定时问题。建议用户联系 AC 服务技术人员。(减少控制器的工作负载,更新控制器,……)检查余量是否涵盖了整个拧紧的运动范围。 |
拧紧过程中余量剩余 | VOL008 | tightening_warning | 否 | 用户通知 | 检查工具在拧紧过程中是否被移出了余量的范围。检查余量是否涵盖了整个拧紧的运动范围。检查几何形状设置。 |
拧紧过程中输入了不同工位的多个余量 | VOL009 | tightening_warning | 否 | 用户通知 | 检查重叠的余量。 |
过程安全性
设置具有合理的扭矩和角度限制的良好拧紧程序或 Pset 非常重要。
快速完成的拧紧(也称“重复拧紧”)可能是过程中的错误来源。在许多情况下,可以通过使用多步骤 Pset 来避免这类拧紧。如果这样不可行,并且问题是由快速拧紧顺序导致的,可能需要在 Pset 结束时添加一个短暂(大约 0.8 - 1.6 秒)的等待步骤。
控制器中的自锁功能
为确保在所有情况下都能实现安全的过程,需要在控制器中启用自锁功能。在大多数情况下,自锁功能会比 ILG 锁定工具的速度快得多,因为不需要信号传输。版本 3.10.11+ 支持自锁功能。
使用图 1 所示设置对控制器进行配置。
图 1。 此功能仅支持连接类型 ASDK 和 ASDK remote。
使用源中的 Pset 内部批次控制,其中批次容量 = 1。
使用图 2 所示设置对控制器进行配置。
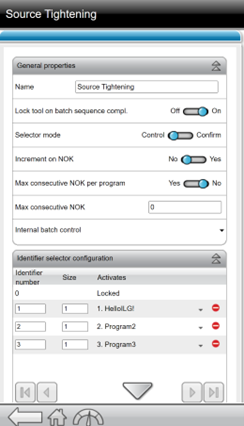
图 2。
使用外部批次控制,并通过 ILG 将批次容量设为 1。
这需要在 ILG 中进行消息映射,请参阅消息映射器页面章节。
输入消息:释放工具:工具:default
输出消息:高级:drivers / tc_set_batch_size - {}。
使用图 3 所示设置对控制器进行配置。
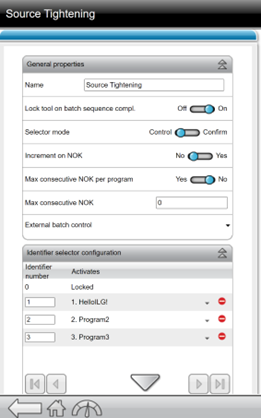
图 3。
使用图 4 所示设置对控制器进行配置。
此配置可确保在 ILG 失去与控制器的连接时工具被锁定。
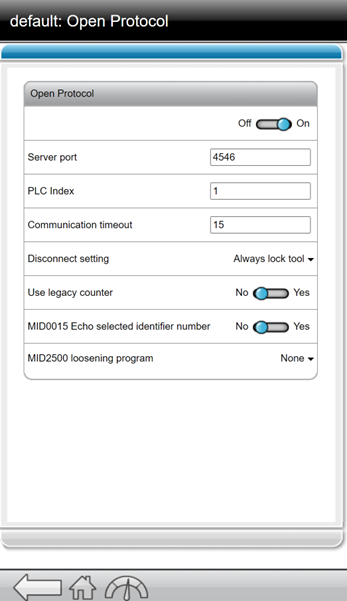
图 4。
消息页面
消息页面显示系统中交换的消息的列表。
可以使用消息页面右上角的按钮来筛选或下载现有消息。
筛选:根据客户需要筛选消息。
下载:下载选定的消息。
下载消息
在诊断模式下,在消息页面上,选中要下载的消息。
在消息页面的右上角,选中下载消息跟踪按钮。
随后,系统将打开下载消息跟踪弹出式窗口。
选择要包含到消息跟踪中的工具,这可通过选中或清除工具旁边的复选框来实现。
选择是否要包含没有任何工具 ID 的消息,这可通过选中或清除其他旁边的复选框来实现。
选择下载消息跟踪。
系统将自动下载最近的 5000 条(可内部配置)消息。
操作
在本节中,您可以找到有关如何操作产品的分步信息。
基本设置
按照本指南的步骤开始 ILG 软件的基本设置。关于每个步骤的详细信息,请查看 ILG 指南中的相应部分。
在设置模式下创建工位
在设置模式下创建工具,并添加工具标记
在设置模式下为工具创建几何结构
在配置模式下创建工件
为工件示教位置
向工件中添加图像
基本设置视频
标准过程顺序
ILG 系统的主要功能是通过引导操作员在正确的位置以正确的顺序执行拧紧作业,确保拧紧过程不出错。
ILG 软件可进行配置,并且可以受工作流细节影响,能够提供自定义工作流操作。
标准过程顺序假定操作员是在指定工件的预设拧紧位置上执行拧紧作业。可以将这些拧紧位置分组。
在对任何工件进行任何需要的操作之前,需先在 ILG 软件中定义工件模型。
标准过程顺序包含几个步骤:
工件进入工位。然后,控制器接收到工件条形码。
工件获得参照。
操作员拧紧所定义拧紧位置处的螺栓。
ILG 系统等待下一个条形码。
开始工件作业
通常情况下,标准过程以识别工件 ID 的条形码开始。ILG 软件对条形码进行分析,找出要运行的工件模型。
工件页面上显示:
工件图像。
拧紧组列表。
拧紧位置及其状态的列表:蓝色表示可进行拧紧作业,黄色表示未拧紧但也不可进行拧紧作业。
(可选)工件参照信息。
工件参照
在任何操作之前,工件模型可能需要先有正确的参照。参照过程是必需条件,因为在许多情况下,待加工工件所在的位置并不是模型假定的位置。
因此,最多 3 个位置 - 参照位置 1、参照位置 2 和 参照位置 3 - 可定义为参照位置。
ILG 软件以大圆点(大于拧紧位置)的方式向操作员显示参考位置。
蓝色圆点:此位置当前可用于参照。
黄色圆点:此位置将在稍后用于参照。
灰色圆点:此位置已用于参照。
工位页面上不显示十字线,直到参照完成。
ILG 系统只知道工件位置,但并不知道工具位置。操作员必须找到实际工件上的指定点。
参照过程结束后,切勿移动工件模型,直到过程结束。
操作员现在可以执行拧紧作业了。
处理工件
处理工件时,操作员根据为指定活动组定义的顺序(自由、强制)执行为指定工件配置的拧紧作业。
ILG 软件通过彩色圆点显示拧紧位置的状态信息(在标准设置中):
蓝色表示当前允许进行拧紧作业的位置。
黄色表示尚未拧紧但当前不得进行拧紧作业的位置。
绿色表示拧紧合格的位置。
红色表示拧紧不合格的位置。
即使是在自由顺序配置中,也必须要在完成当前组之后才能切换到另一组。因此,如果已经开始一个组的作业,那么当前组之外的所有未收紧的位置都显示为黄色。
拧松
操作员可以拧松已经拧紧的位置,具体取决于给定组的设置。
如要执行松开操作,操作员必须将拧紧工具方向设置为拧松。
拧松操作完成后,操作员可以根据组设置(如重试和拧紧顺序)在同一位置重试或者继续下一个位置。
重试
操作员可以在先前拧紧结果不合格的位置上重复拧紧作业,具体取决于给定组的设置。
通常情况下,操作员必须先拧松拧紧位置。在给定的工件模型中,可以为每个拧紧位置设置重试次数限制。
如要执行重试操作,操作员必须将拧紧工具方向设置为拧紧。
当操作员完成允许的重试次数时,可以绕过此位置(前提是 ILG 系统接收到先前配置的绕过信号),然后继续后续的拧紧作业。或者,ILG 系统也可以声明整个工件不合格,然后对其进行处理。
完成工件
为给定工件配置的所有拧紧位置(包含合格或不合格)完成之后,ILG 系统视为工件已完成。然后,ILG 系统等待新的工件标识符到来。
使用两个不同的工具
本视频介绍了如何在同一工位上设置和使用两个不同的工具。
使用两个不同的工具视频
故障排除和保养
本节提供了对问题进行故障排除的帮助,并包含有助于您维护和维修产品的信息。
故障排除
常见问题列表以及解决办法。
问题 | 解决办法 |
无连接 | 检查以确认 ILG 工具栏上的四个圆圈为白色 |
有效坐标 | 检查以确认 ILG 界面底部的坐标不为红色 |
参考
在本节中,您可以找到其他有用的信息。
第三方许可证列表
ILG 软件包含第三方组件,其许可证要求我们发布许可语言和/或版权声明的副本。根据这些要求,在此提供许可证的副本。点击下方任意许可证,即可显示许可证文本的副本。
软件 | 版本 | 许可证 |
|---|---|---|
@babel/runtime | 7.21.0 | |
@codemirror/autocomplete | 6.4.2 | |
@codemirror/commands | 6.2.2 | |
@codemirror/lang-json | 6.0.1 | |
@codemirror/language | 6.6.0 | |
@codemirror/lint | 6.2.0 | |
@codemirror/search | 6.3.0 | |
@codemirror/state | 6.2.0 | |
@codemirror/view | 6.9.4 | |
@fortawesome/fontawesome-free | 6.4.2 | |
@lezer/common | 1.0.2 | |
@lezer/highlight | 1.1.4 | |
@lezer/json | 1.0.0 | |
@lezer/lr | 1.3.3 | |
@zip.js/zip.js | 2.7.1 | |
codemirror | 6.0.1 | |
crelt | 1.0.5 | |
dayjs | 1.11.7 | |
format-message-formats | 6.2.4 | |
format-message-interpret | 6.2.4 | |
format-message-parse | 6.2.4 | |
format-message | 6.2.4 | |
gl-matrix | 3.4.3 | |
history | 5.3.0 | |
js-tokens | 4.0.0 | |
lookup-closest-locale | 6.2.0 | |
loose-envify | 1.4.0 | |
mobx-react-lite | 3.4.3 | |
mobx-react | 7.6.0 | |
mobx | 6.9.0 | |
normalize.css | 8.0.1 | |
preact-router | 4.1.0 | |
preact | 10.13.2 | |
react | 18.2.0 | |
regenerator-runtime | 0.13.11 | |
style-mod | 4.0.2 | |
w3c-keyname | 2.2.6 |
软件 | 版本 | 许可证 |
|---|---|---|
Apache Thrift | 0.16 | |
Boost | 1.82 | |
Catch2 | 2.7.1 | |
crypt_blowfish | 1.3 | |
Flexera | 2019.02.0.0 | Commercial |
Lua | 5.3 | |
LuaIntf | 20181030-snapshot-b168be91 | |
modbus | 3.1.4 | |
mosquito | 2.0.17 | |
openssl | 1.1.1n | |
Poco | 1.11.1 |
LGPL
Copyright © 2010-2014 Stéphane Raimbault
This library is free software; you can redistribute it and/or modify it under the terms of the GNU Lesser General Public License as published by the Free Software Foundation; either version 2.1 of the License, or (at your option) any later version.
This library is distributed in the hope that it will be useful, but WITHOUT ANY WARRANTY; without even the implied warranty of MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. See the GNU Lesser General Public License for more details.
You should have received a copy of the GNU Lesser General Public License along with this library; if not, write to the Free Software Foundation, Inc., 51 Franklin Street, Fifth Floor, Boston, MA 02110-1301 USA
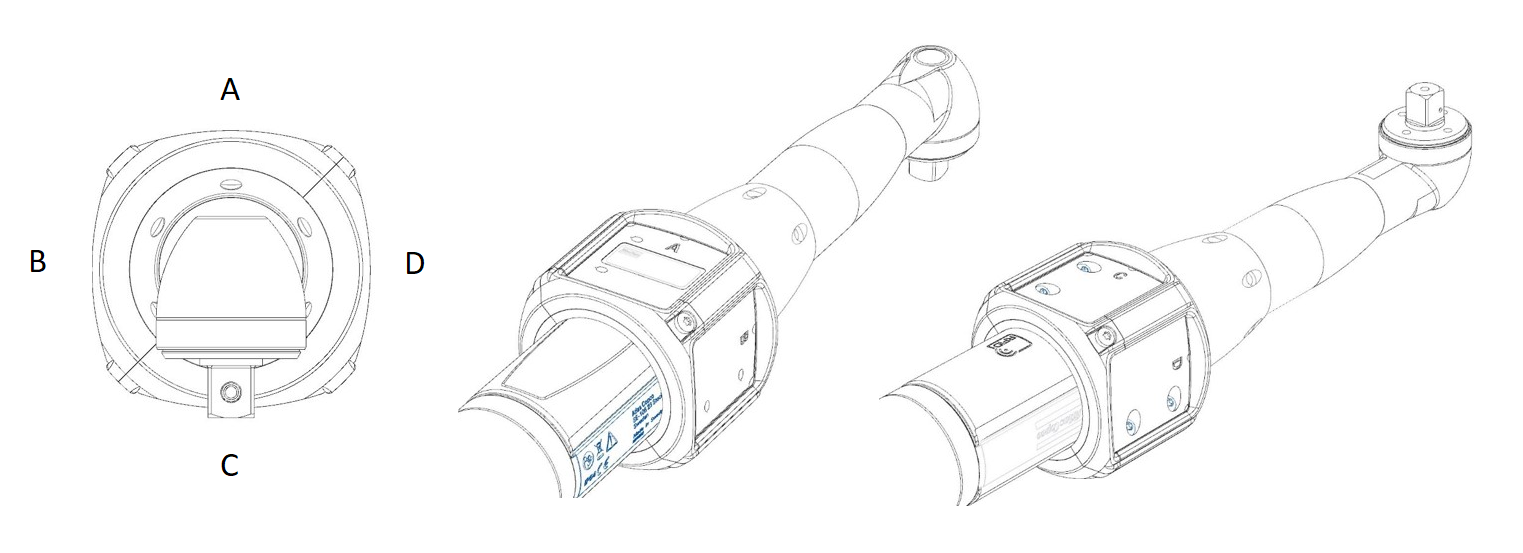
ILS 传感器目标配置
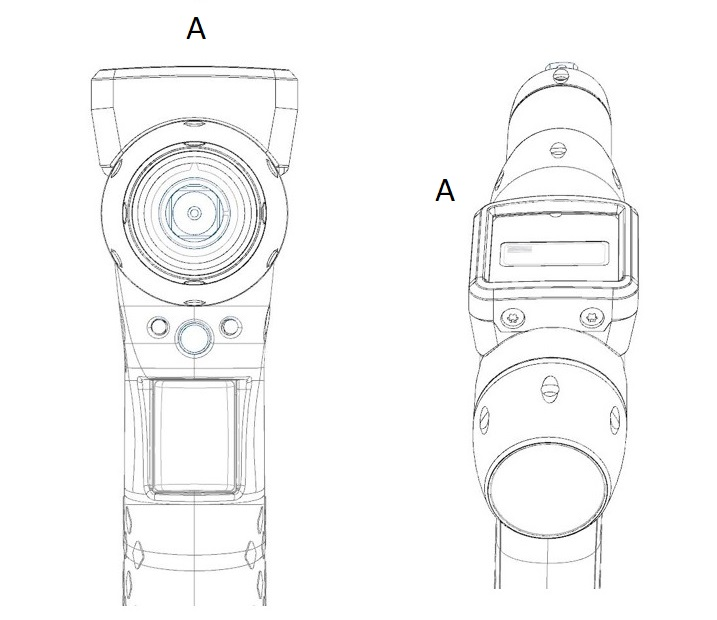
角度工具 - 倾斜的目标位置
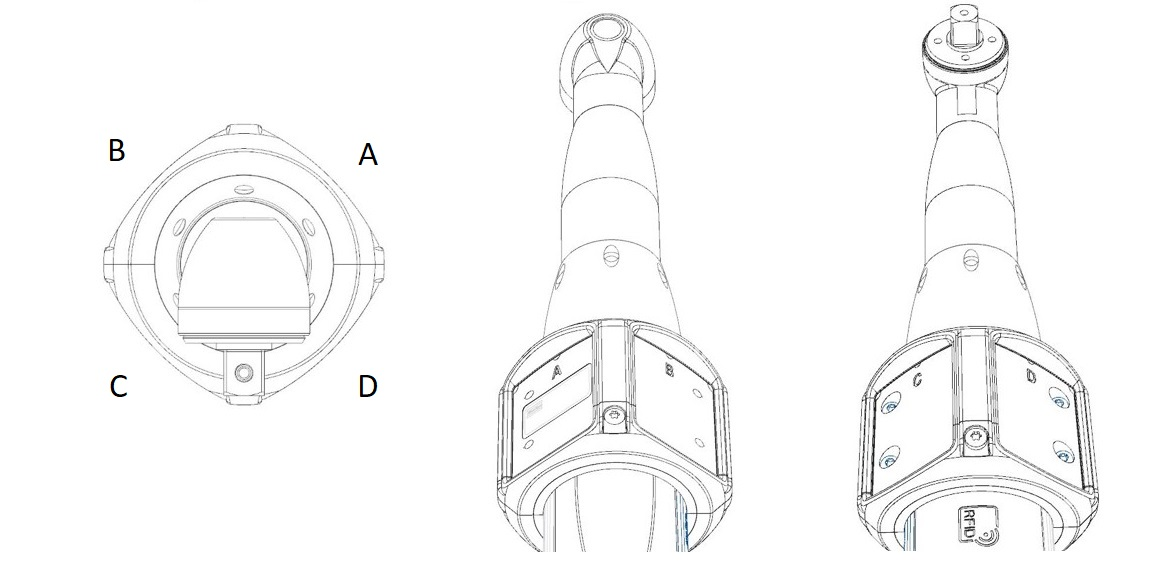
HW-Rev A | A | B | C | D |
|---|---|---|---|---|
X | 0 | 0 | 0 | 0 |
Y | 0 | 0 | 0 | 0 |
Z | -24 | -24 | -24 | -24 |
Rx | 0 | 0 | 0 | 0 |
Ry | 45 | -45 | -135 | 135 |
Rz | 0 | 0 | 0 | 0 |
角度工具 - 竖直的目标位置
HW-Rev A | A | B | C | D |
|---|---|---|---|---|
X | 0 | 0 | 0 | 0 |
Y | 0 | 0 | 0 | 0 |
Z | -24 | -24 | -24 | -24 |
Rx | 0 | 0 | 0 | 0 |
Ry | 0 | -90 | 180 | 90 |
Rz | 0 | 0 | 0 | 0 |
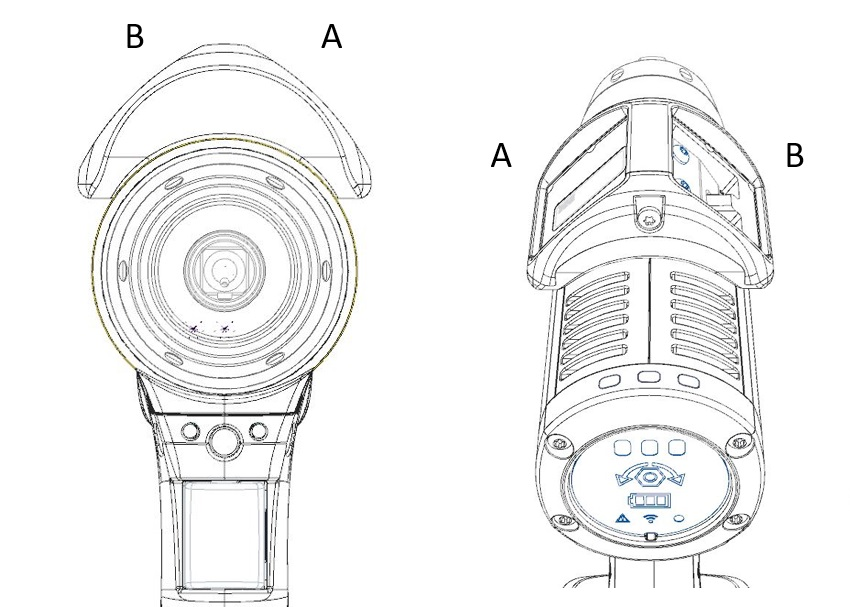
带三个目标的 ICB
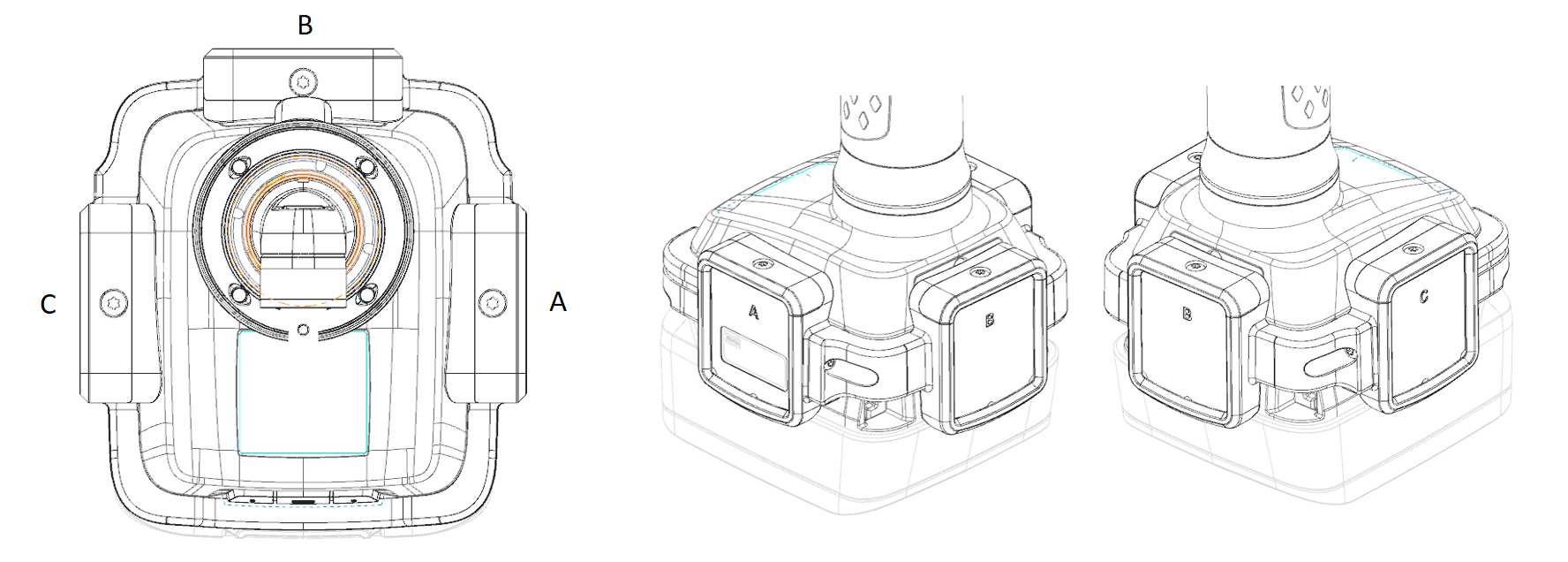
HW-Rev A | A | B | C | 几何结构的固定值 |
|---|---|---|---|---|
X | 0 | 0 | 0 | 0 |
Y | 0 | 0 | 0 | 262 |
Z | -47 | -54 | -47 | 0 |
Rx | 0 | 0 | 0 | 0 |
Ry | 90 | 0 | -90 | 0 |
Rz | 180 | 180 | 180 | 0 |
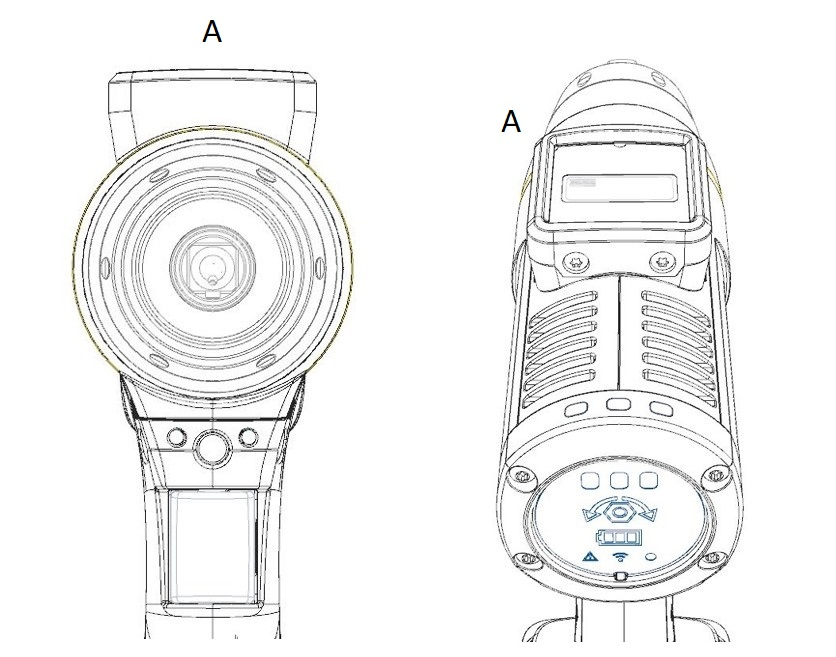
带三个目标的 STwrench
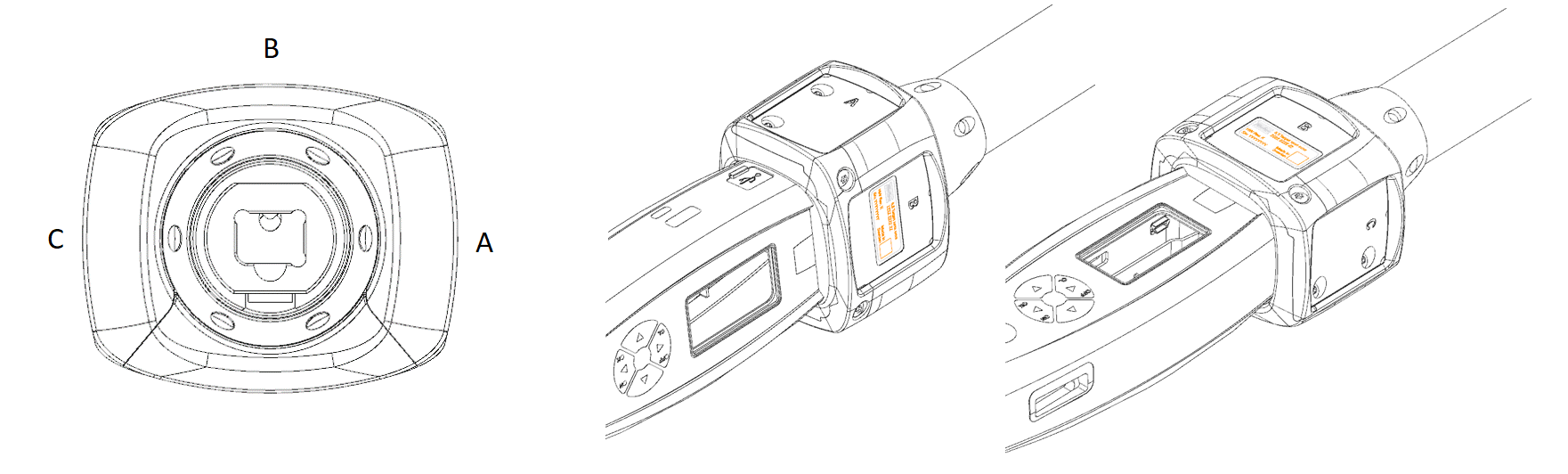
HW-Rev A | A | B | C |
|---|---|---|---|
X | 0 | 0 | 0 |
Y | 0 | 0 | 0 |
Z | -29 | -23 | -29 |
Rx | 0 | 0 | 0 |
Ry | 90 | 0 | -90 |
Rz | 0 | 0 | 0 |
带两个目标的 ETP/SRB
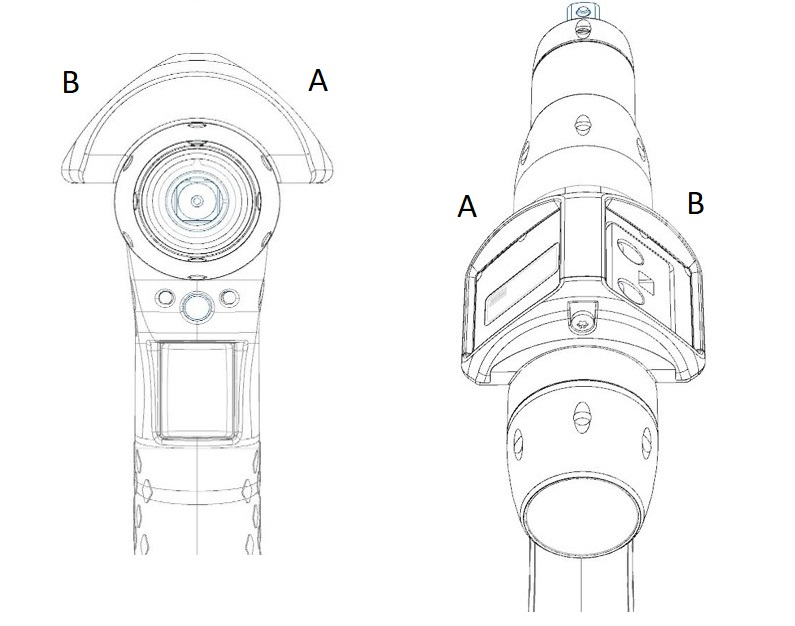
HW-Rev A | A | B |
|---|---|---|
X | -3 | 3 |
Y | 0 | 0 |
Z | -27 | -27 |
Rx | 0 | 0 |
Ry | 45 | -45 |
Rz | 0 | 0 |
HW-Rev B | A | B |
|---|---|---|
X | -6 | 6 |
Y | 0 | 0 |
Z | -29 | -29 |
Rx | 0 | 0 |
Ry | 45 | -45 |
Rz | 0 | 0 |
带单个目标的 ETP/SRB
HW-Rev A | A |
|---|---|
X | 0 |
Y | 0 |
Z | -28 |
Rx | 0 |
Ry | 0 |
Rz | 0 |
HW-Rev B | A |
|---|---|
X | 0 |
Y | 0 |
Z | -32 |
Rx | 0 |
Ry | 0 |
Rz | 0 |
带两个目标的 TBP
HW-Rev A | A | B |
|---|---|---|
X | -12 | 12 |
Y | 0 | 0 |
Z | -36 | -36 |
Rx | 0 | 0 |
Ry | 45 | -45 |
Rz | 0 | 0 |
HW-Rev B | A | B |
|---|---|---|
X | -13 | 13 |
Y | 0 | 0 |
Z | -37 | -37 |
Rx | 0 | 0 |
Ry | 45 | -45 |
Rz | 0 | 0 |
带单个目标的 TBP
HW-Rev A | A |
|---|---|
X | 0 |
Y | 0 |
Z | -38 |
Rx | 0 |
Ry | 0 |
Rz | 0 |
HW-Rev B | A |
|---|---|
X | 0 |
Y | 0 |
Z | -43 |
Rx | 0 |
Ry | 0 |
Rz | 0 |