Arbeta med verktyget
Se till att det nedre hörnet av skären alltid täcks av styrlagret innan verktyget används.
Allmän användning och anvisningar vid avfasning
Avfasning är avsedd för aluminium, konstruktionsstål och kolstål. Den är inte lämplig i någon typ av rostfritt stål eller finkornigt stål.
I vissa material kan flammor, plasma- och laserskärteknik medföra att arbetsstyckets kanter härdas. Detta kan resultera i härdning av kanten, som måste tas bort innan avfasningen startas.
Använd en lämplig kylvätska för smörjning, t.ex. kylolja eller skärvax för att undvika att kanten byggs upp.
Den allmänna anvisningen angående matningskraften är 0,5–1 m/min., beroende på avfasningens storlek och material. För max. tillåten avfasningsstorlek, se avsnittet Justera avfasningshöjden. Notera att större avfasningar bör utföras i två eller tre steg. Det rekommenderas att aldrig överstiga avfasningsbredden på 4 mm vid ett tillfälle. För större avfasningar rekommenderas att man delar upp dessa i lika stora steg vid ett tillfälle. Kör aldrig max. avfasningsbredd vid ett tillfälle!
När avfasningen börjar, är det mycket viktigt att tränga in i materialet långsamt.
Vi rekommenderar, att man gör en testkörning för att bekanta sig med verktyget. Gör testet på en liten fas med en bredd av högst 2 mm. För verktyget långsamt framåt först.
-
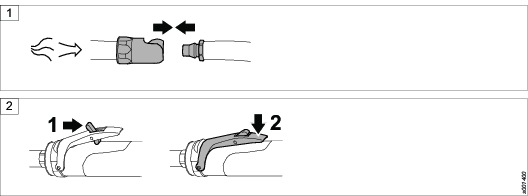
Anslut verktyget till tryckluften.
-
Placera verktyget på arbetsstycket och starta verktyget genom att trycka armen för frigöringsspaken framåt och sedan trycka ner spaken för gasreglaget.
-
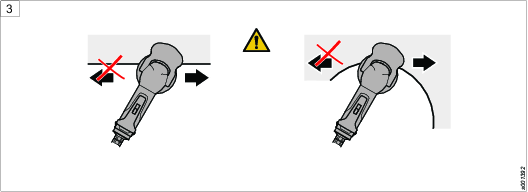
För verktyget sakta framåt. Använd endast verktyget i den rekommenderade arbetsriktningen.
-
Lyft verktyget från arbetsstycket och släpp gasreglaget, för att stoppa verktyget.
-
När motorn är avstängd, vänta tills verktyget står stilla innan du lägger ner det på en yta.