Arbeiten mit dem Werkzeug
Darauf achten, dass die untere Ecke der Einsätze vor Verwendung des Werkzeugs stets vom Führungslager bedeckt ist.
Abfasverfahren – allgemeine Verwendung und Anweisungen
Ein Abfasverfahren eignet sich für Aluminium, Weichstahl und Kohlenstoffstahl. Es eignet sich nicht für Edelstahl oder Feinkornstahl.
Bei manchen Materialien können Brenn-, Plasma- und Laserschneidverfahren zu einer Verhärtung der Werkstückkanten führen. In dem Fall kann es erforderlich sein, dass die Kantenverhärtung vor der Abfasung entfernt werden muss.
Um eine Materialansammlung an der Kante zu vermeiden, sollte zur Schmierung eine geeignete Kühlflüssigkeit, wie beispielsweise Kühlöl oder Schneidwachs, verwendet werden.
Im Allgemeinen gilt, dass die Andruckkraft 0,5–1 m/min betragen sollte – je nach Fasengröße und Material. Angaben zur höchstzulässigen Fasengröße können Sie dem Abschnitt Einstellung der Fasenhöhe entnehmen. Bitte beachten Sie, dass größere Abfasungen in zwei oder drei Schritten vorgenommen werden sollten. Die Fasenbreite sollte in einem Arbeitsvorgang niemals 4 mm überschreiten. Größere Abfasungen sollten in mehrere gleich große Schritte unterteilt werden. Die maximale Fasenbreite niemals in einem Arbeitsvorgang erzielen!
Zu Beginn der Abfasung ist es äußerst wichtig, dass das Werkzeug langsam am Material angesetzt wird.
Um sich mit der Funktionsweise des Werkzeugs vertraut zu machen, wird empfohlen, mit dem Werkzeug einen Testlauf auszuführen. Für den Testlauf an einer kleinen Fase mit einer Breite von höchstens 2 mm arbeiten. Das Werkzeug anfangs langsam vorwärts bewegen.
-
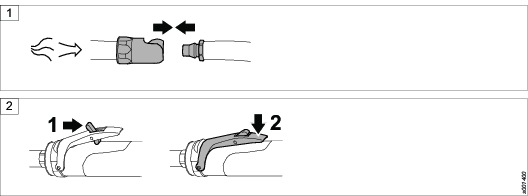
Das Werkzeug an die Luftversorgung anschließen.
-
Das Werkzeug am Werkstück ansetzen und starten. Dazu den Hebelarretierungs-Auslösearm nach vorne schieben und den Drosselventilhebel drücken.
-
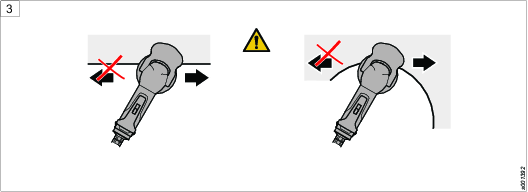
Das Werkzeug langsam vorwärts bewegen. Sicherstellen, dass das Werkzeug nur in der empfohlenen Arbeitsrichtung verwendet wird.
-
Zum Stoppen des Werkzeugs das Werkzeug vom Werkstück heben und den Drosselhebel loslassen.
-
Nach Abschalten des Motors warten, bis die Drehbewegung ausgelaufen ist, bevor Sie das Werkzeug abstellen.