装配说明
使用第 1 代轴盖组装闭口 GFA 模块
有关维修工具,请参见特定 GFA 型号的维修设备。
在惰轮内侧涂上润滑脂,然后将其放置在轴上。
对所有惰轮重复上述步骤。惰轮的数量取决于 GFA 模块的配置。
插入滚针轴承。确保根据空间大小插入尽可能多的滚针轴承。不应有任何间隙。
确保已插入等直径销。
为惰轮涂覆润滑脂。
为套筒齿轮涂覆润滑脂,然后将其放入机壳中。确保按照规格将其放置在正确的方向。
将机壳的上半部放在下半部的顶部。使用冲压工具,均匀地压在机壳上。
确保机壳的上下部分之间没有间隙。
将螺钉拧紧至推荐的扭矩。螺钉的数量和类型取决于 GFA 型号。
给输入齿轮和针架内部涂润滑脂。将针架放在输入齿轮中。
使用冲压工具将滚珠轴承推到输入齿轮上。使用正确尺寸的气缸使滚珠轴承完全滑落。
将输入齿轮插入轴承箱。
将螺母放在轴承箱上。
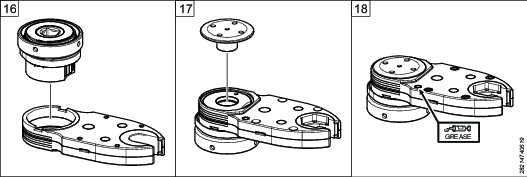
将盖板放在轴环后闩锁上。给棘爪和弹簧涂润滑脂,然后将其插入轴环后闩锁。

轴环后闩锁可能包含一个扭矩臂法兰,具体取决于配置。
推入棘爪,然后将轴环后闩锁放在轴承箱上。棘爪应进入输入齿轮的两个凹槽之一。根据齿轮级和所需的旋转方向,可以将轴环后闩锁放置成盖板朝下 (A) 或朝上 (B)。
GFA 齿轮型号
输出齿轮的
拧紧旋转方向轴环后闩锁的
安装方向2 级
顺时针
盖板朝下,图 A
逆时针
盖板朝上,图 B
3 级
顺时针
盖板朝上,图 B
逆时针
盖板朝下,图 A
将输入方头完全转到锁定位置。确保输出齿轮处于打开位置,然后将输入齿轮插入机壳。齿轮的齿应啮合。将输入齿轮一直向下推,直到输入齿轮与机壳齐平。当输入齿轮处于锁定位置时,请确保输出齿轮处于打开位置。
将机壳固定在虎钳中,然后将盖子插入机壳。拧紧盖板时,从下方向上推输入齿轮。
使用注油枪通过加油嘴为机壳注入润滑脂。请注意,根据型号的不同,GFA 模块可以有不同数量的加油嘴。
将适配器拧到轴承箱上,直到停住为止。将机壳固定在虎钳中,并将螺母拧至指定的扭矩。






使用第 2 代轴盖组装闭口 GFA 模块
有关维修工具,请参见特定 GFA 型号的维修设备。
在惰轮内侧涂上润滑脂,然后将其放置在轴上。
对所有惰轮重复上述步骤。惰轮的数量取决于 GFA 模块的配置。
插入滚针轴承。确保根据空间大小插入尽可能多的滚针轴承。不应有任何间隙。
确保已插入等直径销。
为惰轮涂覆润滑脂。
为套筒齿轮涂覆润滑脂,然后将其放入机壳中。确保按照规格将其放置在正确的方向。
将机壳的上半部放在下半部的顶部。使用冲压工具,均匀地压在机壳上。
确保机壳的上下部分之间没有间隙。
按照规定的扭矩拧紧用于固定壳体下部的螺钉。螺钉的数量和类型取决于 GFA 型号。
给输入齿轮和针架内部涂润滑脂。将针架放在输入齿轮中。
使用冲压工具将滚珠轴承推到输入齿轮上。使用正确尺寸的气缸使滚珠轴承完全滑落。
将输入齿轮插入轴承箱。
将螺母放在轴承箱上。
将盖板放在轴环后闩锁上。给棘爪和弹簧涂润滑脂,然后将其插入轴环后闩锁。
轴环后闩锁可能包含一个扭矩臂法兰,具体取决于配置。
推入棘爪,然后将轴环后闩锁放在轴承箱上。棘爪应进入输入齿轮的两个凹槽之一。根据齿轮级和所需的旋转方向,可以将轴环后闩锁放置成盖板朝下 (A) 或朝上 (B)。
GFA 齿轮型号
输出齿轮的
拧紧旋转方向轴环后闩锁的
安装方向2 级
顺时针
盖板朝下,图 A
逆时针
盖板朝上,图 B
3 级
顺时针
盖板朝上,图 B
逆时针
盖板朝下,图 A
将输入方头完全转到锁定位置。确保输出齿轮处于打开位置,然后将输入齿轮插入机壳。齿轮的齿应啮合。将输入齿轮一直向下推,直到输入齿轮与机壳齐平。当输入齿轮处于锁定位置时,请确保输出齿轮处于打开位置。
将 GFA 模块倒置。将轴盖插入机壳。请确保按键的位置正确。
将轴盖板放置在轴盖上,轴盖应嵌入中间的孔中。确保案件嵌入轴盖板上的孔中。使用销扳手确保轴盖板的位置正确。
按照规定的扭矩拧紧用于固定轴盖板的螺钉。
使用注油枪通过加油嘴为机壳注入润滑脂。请注意,根据型号的不同,GFA 模块可以有不同数量的加油嘴。
将 GFA 模块按正确的方向向上放置。将适配器拧到轴承箱上,直到停住为止。将机壳固定在虎钳中,并将螺母拧至指定的扭矩。



安装固定转位适配器
有关维修工具,请参见特定 GFA 型号的维修设备。
清洁驱动装置和适配器的螺纹。
将 Loctite 2701 或类似产品涂在驱动装置的螺纹上。
将驱动装置固定在虎钳中,使用 C 型扳手将适配器拧紧至指定扭矩。
将适配器紧固到螺母上。
使用 C 型扳手将螺母拧紧至指定扭矩。


安装前叉适配器
有关维修工具,请参见特定 GFA 型号的维修设备。
从工具的角头上拆下轴承壳。
将前叉适配器安装到角头上。
将工具紧固在虎钳中。清洁螺纹。将 Loctite 2701 或类似产品涂在轴承壳适配器上,然后将其推入前叉适配器并拧紧至指定扭矩。注意:这不同于步骤 1 中角度头的轴承壳。
清洁螺纹。将 Loctite 2701 或类似产品涂在适配器的螺纹上。用 C 型扳手将其拧到前叉适配器上,拧至指定扭矩。
将带有 GFA 模块的螺母连接到驱动装置的适配器上。
使用 C 型扳手拧紧螺母。












































