GFA-OOT
Geared Front Attachment
产品信息
一般信息
安全警示语
危险、警告、小心和注意等安全警示语的意思如下:
危险 | 危险表示一种危险的情况,如果不能避免,将会导致死亡或严重伤害。 |
警告 | 警告表示一种危险的情况,如果不能避免,可能导致死亡或严重伤害。 |
小心 | 小心与安全警告标志一起使用,表示一种危险的情况,如果不能避免,可能会导致轻微或中等程度的伤害。 |
注意 | 注意用于指示与个人伤害无关的操作。 |
原产地
对于原产地,请参见产品标签上的信息。
概览
系统说明
齿轮前附件 (GFA) 系统用于拧紧和拧松螺钉和螺母。该系统可用于难以接近的位置的螺钉连接。
拧紧操作由安装了该系统的单独驱动单元控制。驱动单元可以是气动或电动型。
系统的模块化结构可为各种螺钉连接和拧紧过程提供多种配置。
系统组件
模块化 GFA 系统由以下主要组件组成:

位置 | 组件 | 功能 |
|---|---|---|
A | 适配器 | 使用适配器可以将 GFA 系统安装到不同的接口。接口取决于驱动器型号。 |
B | 齿轮前附件 (GFA) 模块 | GFA 模块包括一个壳体,该壳体包含多个齿轮,即齿轮级。齿轮级取决于 GFA 模块的长度。 输出齿轮或输出接口可以是开放式或闭合式。开放式可用于管道和软管连接。闭合式用于常规螺钉连接。 |
C | 输出接口 | 使用不同的插座时,GFA 系统可用于各种螺钉轮廓。 |
GFA 轴盖系列
开口 GFA 模块的轴盖分为两代(第 1 代和第 2 代)。在将轴盖安装到模块之前,第 1 代和第 2 代轴盖的组装步骤是相同的;但在此之后,两代的组装方式略有差异。
如何区分轴盖的代数
第 1 代轴盖没有花键,且轴盖使用销扳手拧紧。第 2 代轴盖具有花键,且轴盖通过拧紧两颗用于固定轴盖板的螺钉从而组装到模块上。


GFA 性能
有关最大推荐扭矩,请参见 SI。
精度 3σ:15%。
切勿超过最大扭矩的建议值。
预计 OOT 的产品寿命为 25 万次拧紧。
套筒会有磨损,因此被视为易耗品。
安装
安装说明
装配说明
使用第 1 代轴盖组装闭口 GFA 模块
有关维修工具,请参见特定 GFA 型号的维修设备。
在惰轮内侧涂上润滑脂,然后将其放置在轴上。
对所有惰轮重复上述步骤。惰轮的数量取决于 GFA 模块的配置。
插入滚针轴承。确保根据空间大小插入尽可能多的滚针轴承。不应有任何间隙。
确保已插入等直径销。
为惰轮涂覆润滑脂。
为套筒齿轮涂覆润滑脂,然后将其放入机壳中。确保按照规格将其放置在正确的方向。
将机壳的上半部放在下半部的顶部。使用冲压工具,均匀地压在机壳上。
确保机壳的上下部分之间没有间隙。
将螺钉拧紧至推荐的扭矩。螺钉的数量和类型取决于 GFA 型号。
给输入齿轮和针架内部涂润滑脂。将针架放在输入齿轮中。
使用冲压工具将滚珠轴承推到输入齿轮上。使用正确尺寸的气缸使滚珠轴承完全滑落。
将输入齿轮插入轴承箱。
将螺母放在轴承箱上。
将盖板放在轴环后闩锁上。给棘爪和弹簧涂润滑脂,然后将其插入轴环后闩锁。

轴环后闩锁可能包含一个扭矩臂法兰,具体取决于配置。
推入棘爪,然后将轴环后闩锁放在轴承箱上。棘爪应进入输入齿轮的两个凹槽之一。根据齿轮级和所需的旋转方向,可以将轴环后闩锁放置成盖板朝下 (A) 或朝上 (B)。
GFA 齿轮型号
输出齿轮的
拧紧旋转方向轴环后闩锁的
安装方向2 级
顺时针
盖板朝下,图 A
逆时针
盖板朝上,图 B
3 级
顺时针
盖板朝上,图 B
逆时针
盖板朝下,图 A
将输入方头完全转到锁定位置。确保输出齿轮处于打开位置,然后将输入齿轮插入机壳。齿轮的齿应啮合。将输入齿轮一直向下推,直到输入齿轮与机壳齐平。当输入齿轮处于锁定位置时,请确保输出齿轮处于打开位置。
将机壳固定在虎钳中,然后将盖子插入机壳。拧紧盖板时,从下方向上推输入齿轮。
使用注油枪通过加油嘴为机壳注入润滑脂。请注意,根据型号的不同,GFA 模块可以有不同数量的加油嘴。
将适配器拧到轴承箱上,直到停住为止。将机壳固定在虎钳中,并将螺母拧至指定的扭矩。






使用第 2 代轴盖组装闭口 GFA 模块
有关维修工具,请参见特定 GFA 型号的维修设备。
在惰轮内侧涂上润滑脂,然后将其放置在轴上。
对所有惰轮重复上述步骤。惰轮的数量取决于 GFA 模块的配置。
插入滚针轴承。确保根据空间大小插入尽可能多的滚针轴承。不应有任何间隙。
确保已插入等直径销。
为惰轮涂覆润滑脂。
为套筒齿轮涂覆润滑脂,然后将其放入机壳中。确保按照规格将其放置在正确的方向。
将机壳的上半部放在下半部的顶部。使用冲压工具,均匀地压在机壳上。
确保机壳的上下部分之间没有间隙。
按照规定的扭矩拧紧用于固定壳体下部的螺钉。螺钉的数量和类型取决于 GFA 型号。
给输入齿轮和针架内部涂润滑脂。将针架放在输入齿轮中。
使用冲压工具将滚珠轴承推到输入齿轮上。使用正确尺寸的气缸使滚珠轴承完全滑落。
将输入齿轮插入轴承箱。
将螺母放在轴承箱上。
将盖板放在轴环后闩锁上。给棘爪和弹簧涂润滑脂,然后将其插入轴环后闩锁。
轴环后闩锁可能包含一个扭矩臂法兰,具体取决于配置。
推入棘爪,然后将轴环后闩锁放在轴承箱上。棘爪应进入输入齿轮的两个凹槽之一。根据齿轮级和所需的旋转方向,可以将轴环后闩锁放置成盖板朝下 (A) 或朝上 (B)。
GFA 齿轮型号
输出齿轮的
拧紧旋转方向轴环后闩锁的
安装方向2 级
顺时针
盖板朝下,图 A
逆时针
盖板朝上,图 B
3 级
顺时针
盖板朝上,图 B
逆时针
盖板朝下,图 A
将输入方头完全转到锁定位置。确保输出齿轮处于打开位置,然后将输入齿轮插入机壳。齿轮的齿应啮合。将输入齿轮一直向下推,直到输入齿轮与机壳齐平。当输入齿轮处于锁定位置时,请确保输出齿轮处于打开位置。
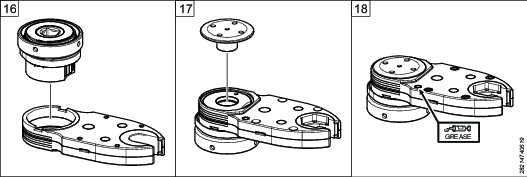
将 GFA 模块倒置。将轴盖插入机壳。请确保按键的位置正确。
将轴盖板放置在轴盖上,轴盖应嵌入中间的孔中。确保案件嵌入轴盖板上的孔中。使用销扳手确保轴盖板的位置正确。
按照规定的扭矩拧紧用于固定轴盖板的螺钉。
使用注油枪通过加油嘴为机壳注入润滑脂。请注意,根据型号的不同,GFA 模块可以有不同数量的加油嘴。
将 GFA 模块按正确的方向向上放置。将适配器拧到轴承箱上,直到停住为止。将机壳固定在虎钳中,并将螺母拧至指定的扭矩。



安装固定转位适配器
有关维修工具,请参见特定 GFA 型号的维修设备。
清洁驱动装置和适配器的螺纹。
将 Loctite 2701 或类似产品涂在驱动装置的螺纹上。
将驱动装置固定在虎钳中,使用 C 型扳手将适配器拧紧至指定扭矩。
将适配器紧固到螺母上。
使用 C 型扳手将螺母拧紧至指定扭矩。


安装前叉适配器
有关维修工具,请参见特定 GFA 型号的维修设备。
从工具的角头上拆下轴承壳。
将前叉适配器安装到角头上。
将工具紧固在虎钳中。清洁螺纹。将 Loctite 2701 或类似产品涂在轴承壳适配器上,然后将其推入前叉适配器并拧紧至指定扭矩。注意:这不同于步骤 1 中角度头的轴承壳。
清洁螺纹。将 Loctite 2701 或类似产品涂在适配器的螺纹上。用 C 型扳手将其拧到前叉适配器上,拧至指定扭矩。
将带有 GFA 模块的螺母连接到驱动装置的适配器上。
使用 C 型扳手拧紧螺母。



拆卸说明
使用第 1 代轴盖拆除闭口 GFA 模块
以下说明显示了 GFA 模块的示例。该模块由一个包含许多齿轮的机壳组成,具体取决于 GFA 系统的型号。
有关维修工具,请参见特定 GFA 型号的维修设备。
将机壳固定在虎钳中并拧松螺母。
拧松盖子。
拆下轴承罩。
拧松六角螺钉。根据型号(2、3 或 4 级),可以用两个或四个六角螺钉固定该模块。
将 GFA 模块放在橡胶垫上。敲击轴以松开机壳上下部分,分离机壳。
拆下输出齿轮。
注意输出齿轮的方向(六边形向上或向下)。组装 GFA 模块时,应以相同的方式放置它。
拆下惰轮、滚针轴承和轴。
将输入齿轮完全转回锁定位置。然后将其向前旋转 1/4 转。使用 0.1 mm 的塞尺将棘爪推入。取下轴环后闩锁。
从轴环后闩锁上取下棘爪和弹簧。
拆下轴承箱上的螺母。
拆下轴承箱上的输入齿轮。必要时,从输入齿轮上取下滚珠轴承。
从输入齿轮上取下滚针轴承。




使用第 2 代轴盖拆除闭口 GFA 模块
以下说明显示了 GFA 模块的示例。该模块由一个包含许多齿轮的机壳组成,具体取决于 GFA 系统的型号。
有关维修工具,请参见特定 GFA 型号的维修设备。
将机壳固定在虎钳中并拧松螺母。
将 GFA 模块倒置,然后将其固定在老虎钳上。拧松用于固定轴盖板的两颗螺钉。
取下轴盖板。
取下轴盖。
拆下轴承罩。
拧松六角螺钉。根据型号(2、3 或 4 级),可以用两个或四个六角螺钉固定该模块。
将 GFA 模块放在橡胶垫上。敲击轴以松开机壳上下部分,分离机壳。
拆下输出齿轮。
注意输出齿轮的方向(六边形向上或向下)。组装 GFA 模块时,应以相同的方式放置它。
拆下惰轮、滚针轴承和轴。
将输入齿轮完全转回锁定位置。然后将其向前旋转 1/4 转。使用 0.1 mm 的塞尺将棘爪推入。取下轴环后闩锁。
从轴环后闩锁上取下棘爪和弹簧。
拆下轴承箱上的螺母。
拆下轴承箱上的输入齿轮。必要时,从输入齿轮上取下滚珠轴承。
从输入齿轮上取下滚针轴承。





拆下固定转位适配器
有关维修工具,请参见特定 GFA 型号的维修设备。
在虎钳中紧固驱动装置和 GFA 系统。
松开适配器上的螺母。
从适配器上拆下 GFA 装置。
顺时针松开适配器,将其从驱动装置上拆下。
适配器通过乐泰胶固定在驱动装置上。从适配器上松开工具需要很大的力。建议使用热风枪加快松动。


拆下前叉适配器
有关维修工具,请参见特定 GFA 型号的维修设备。
将驱动装置固定在虎钳中,使用 C 型扳手拧松螺母。
拆卸 GFA 模块。
使用 C 型扳手拧松并从前叉适配器上拆下适配器。
适配器用 Loctite 固定。松动适配器需要用较大的力。建议使用热风枪加快松动。
使用 C 型扳手拧松并从前叉适配器上拆下轴承壳适配器。
轴承壳用 Loctite 固定。松动轴承壳需要用较大的力。建议使用热风枪加快松动。
从角头上拆下前叉适配器。
如适用,将工具的轴承壳紧固到角头上。注意:这不同于步骤 4 中适配器的轴承壳。



螺钉拧紧说明
有关拧紧 GFA 模块外壳中的螺钉,请参阅下表中的拧紧扭矩。
GFA 型号 | 螺钉拧紧扭矩 [Nm] |
|---|---|
OOT25 | 2.1 |
OOT35 | 2.1 |
OOT50 | 2.1 |
OOT70 | 4.9 |
OOT100 | 4.9 |
适配器扭矩说明
扣爪 | 轴承壳前叉适配器  | 固定转位适配器  | 固定转位适配器螺母  |
OOT-25 | 根据工具规格 | 40 Nm 2701 乐泰胶 | 30 Nm 243 乐泰胶 |
OOT-35 | 根据工具规格 | 50 Nm 2701 乐泰胶 | 30 Nm 243 乐泰胶 |
OOT-50 | 根据工具规格 | 60 Nm 2701 乐泰胶 | 30 Nm 243 乐泰胶 |
OOT-70 | 根据工具规格 | 90 Nm 2701 乐泰胶 | 40 Nm 243 乐泰胶 |
OOT-100 | 根据工具规格 | 120 Nm 2701 乐泰胶 | 40 Nm 243 乐泰胶 |
扣爪对准
找到最接近指定位置(角度)的花键啮合。
拧紧适配器至指定扭矩。
如果最近的花键啮合不是指定位置(角度),则将适配器稍微拧紧到驱动工具上,以对准驱动工具和 GFA。

功能测试
功能测试是在与工具断开连接的 GFA 模块上进行的。
在第一次拧紧操作之前和执行任何维护活动之后,请执行功能测试。
用手或用套筒转动输出齿轮。朝一个方向转动将锁定齿轮。在另一个方向上,齿轮应易于转动。锁定方向(顺时针或逆时针)取决于特定 GFA 模块的配置。

如果难以转动,请打开机壳并检查所有组件的位置是否正确。如果问题仍然存在,请联系 Atlas Copco 客户中心。
润滑系统。
操作
人体工学指导准则
通读此一般人体工学指导准则列表时考虑您的工作台,找出在姿势、组件放置或工作环境方面可以改进的地方。
请频繁地间歇并更换作业位置。
根据需求和工作任务调整工作台区域。
通过确定需要放置零件和工具的位置调整出方便的范围,避免静态运功。
使用工作台设备,例如适合工作任务的桌椅。
避免作业位置高于肩部水平线或在装配操作期间静态持握工具。
在肩部水平线以上位置作业时,通过减轻工具重量来减少静态的肩部肌肉负担,例如使用扭矩臂、软管卷盘或重量平衡器。您也可以通过在近身位置持握工具来减轻静态的肩部肌肉负担。
经常休息。
避免肩部或腕部使用极端姿势,尤其在需要使用一定力量的操作过程中。
调整出方便的视野,使眼睛和头部的运动最少。
处理工作任务时使用适当的照明。
处理工作任务时选择适当的工具。
在嘈杂的环境中,请使用护耳设备。
使用高质量插入式工具和消耗品以最大限度减少暴露于过度振动的情况。
尽量减少在反作用力情况下的暴露。
切割时:
如果切割轮弯曲或者未正确予以引导,则切割轮可能会卡住。针对切割轮使用正确的法兰,并在操作过程中避免弯曲切割轮。
钻孔时:
当钻头打穿时,钻孔机可能会停转。如果停转扭矩高,请使用支撑手柄。安全标准 ISO11148 第 3 部分建议,对于枪柄式工具使用可吸收 10 Nm 以上反作用扭矩的设备,对于直柄式工具,使用可吸收 4 Nm 以上反作用扭矩的设备。
使用直接驱动螺丝刀或扳手时:
反作用力取决于工具的设置和连接件的特性。力量和姿势决定了操作员可以承受的反作用力大小。调整扭矩设置,以适合操作人员的力量和姿势,如果扭矩过高,则使用扭矩臂或反作用杆。
在多尘环境中,请使用除尘系统或戴口罩。
操作说明
操作 GFA 系统

用反作用力杆操作 GFA 系统
对于扭矩超过 50 牛米的弯头工具,建议使用安装在 GFA 反作用力法兰上或工具上的反作用力杆。

将工具与应用设备连接。
-
使用反作用力杆,工具可以按顺时针方向或逆时针方向进行操作。
如图所示,确保将工具置于工作表面的正确位置。

-
按下按钮启动工具。
在旋紧螺母时继续按住按钮。在用气动工具旋紧螺母时可以听到声音。声音减弱后,松开按钮,停止操作工具。使用电动工具时,通过 Power Focus 控制螺母的旋紧。
维修
保养概述
由于 GFA 模块的齿轮会经受高表面压力,因此定期检查齿轮状况十分重要。如果任何齿轮发生磨损或损坏,必须更换所有齿轮。如果损坏,滚针轴承也应更换。
未使用过的齿轮在磨合期间可能会出现效率偏移。在维修期间更换任何输入齿轮/套筒/齿轮后,建议在最初的 3000 次拧紧期间增加校准间隔频率。
在保养期间,应定期通过加油嘴上油。
保养说明和间隔
如果出现错误的拧紧结果:
检查输入齿轮、输出齿轮和所有内部零件是否磨损,并更换磨损的零件。
日常保养
清洁 GFA 系统
检查 GFA 是否有损坏。
检查 GFA 上的所有拧紧元件以及与工具的连接。
运行功能测试并监听是否有任何异常噪音。
润滑系统。
年度保养
清洁 GFA 内部。
润滑 GFA 内部。
空载运行 GFA 5 分钟以分配润滑脂。
校准 GFA 以确保扭矩正确。
根据使用环境确定保养方案
环境 | 保养间隔 |
|---|---|
非常脏(例如重工业/室外环境) | 每 25,000 次拧紧 |
脏(例如在同一场所清理材料的行业) | 每 75,000 次拧紧 |
干净(例如典型的装配线) | 每 125,000 次拧紧 |
非常干净(例如实验室环境/办公室环境) | 每 250,000 次拧紧 |
清洁 GFA 内部。
润滑 GFA 内部。
空载运行 GFA 5 分钟以分配润滑脂。
校准 GFA 以确保扭矩正确。
维护说明
清洁系统
清洁 GFA 的外部
要清洁系统,请用干净、平滑的布仔细擦拭。
清洁 GFA 的内部
建议使用手动清洗机或超声波清洗机作为除脂工具。
拆卸 GFA 系统。
用脱脂剂清洁外壳内部。
用脱脂剂分别清洗齿轮、针和轴承。
使用刹车毂专用清洁剂或等效产品清洁部件上的脱脂剂残留物。
装配 GFA 系统。
润滑说明
GFA 润滑
组件 | 推荐的 | 数量 |
|---|---|---|
GFA 模块 | Molykote Longterm 2 Plus | 直到多余的油脂出现在输出接口上。 |
使用注油枪将润滑脂涂抹到 GFA 模块的每个加油嘴上。
加油嘴的数量取决于 GFA 模块的设计。

空载运行系统以便润滑脂均匀分布。
用干净、平滑的布擦去外部多余的油脂。