ToolsTalk MT (9.4.0)
Software
Règlement général sur la protection des données (GDPR)
Ce produit offre la possibilité de traiter des informations personnellement identifiables telles que le nom d'utilisateur du système, le rôle et l'adresse IP. Le but de cette capacité de traitement est d'améliorer le contrôle de la qualité grâce à la traçabilité et à la bonne gestion des accès.
Si vous décidez de traiter des données personnelles vous devez connaître et respecter les règles de protection des données personnelles correspondantes, y compris le GDPR dans l'UE ainsi que les autres lois, directives et réglementations applicables. Atlas Copco ne peut en aucun cas être tenu responsable de quelconque utilisation faite par vous du produit.
Responsabilité
De nombreux événements dans l'environnement d'exploitation peuvent affecter le processus de serrage et nécessiteront une validation des résultats. Conformément aux normes et règlements applicables, nous vous invitons par la présente à contrôler le couple installé et le sens de rotation après tout évènement susceptible d'avoir une incidence sur le résultat du serrage. Voici des exemples non exhaustifs de ces évènements :
installation initiale du système d'outillage
modification de lot de pièces, boulon, lot de vis, outil, logiciel, configuration ou environnement
modification des branchements pneumatiques ou électriques
changement dans l'ergonomie de la ligne, le processus, les procédures de qualité ou les pratiques
changement d'opérateur
tout autre changement ayant une incidence sur le résultat du processus de serrage
Le contrôle devra :
Garantir que les conditions d'assemblage n'ont pas changé en raison d'évènements susceptibles d'avoir une incidence sur le processus.
Être effectué après l'installation initiale, la maintenance ou la réparation du matériel.
Intervenir au moins une fois par prise de poste ou à toute autre fréquence adéquate.
Vue d'ensemble de la configuration
Présentation de ToolsTalk MT
Le système MicroTorque est le système de vissage Atlas Copco pour les applications à faible couple.
ToolsTalk MT est un progiciel PC facile à utiliser et à programmer, et surveillant en temps réel les contrôleurs MicroTorque, y compris :
-
Procédure de vissage en plusieurs étapes avec contrôle de couple et d'angle.
-
Séquences d'étapes de vissage programmables de manière très souple.
-
Couple de serrage précis, contrôle de l'angle et documentation des données des procédés à plusieurs étapes.
-
Communication multipoint via USB pour le paramétrage, l'affichage graphique et la communication des données du processus.
Protection par mot de passe de ToolsTalk MT
Vous devez disposer de droits d'administrateur sur le PC pour activer ou désactiver la protection par mot de passe de Tools Talk MT. Les droits d'administrateur ne sont pas nécessaires pour modifier le mot de passe une fois que l'authentification est activée.
Lorsque vous démarrez ToolsTalk MT avec la protection par mot de passe activée, vous êtes en Mode lecture seule.
Localisez et faites un clic-droit sur ToolsTalk MT dans le menu Démarrer puis sélectionnez Exécuter en tant qu’administrateur.
Sélectionnez Oui dans la fenêtre Contrôle de compte d'utilisateur.
Dans ToolsTalk MT sélectionnez l’icône Utilisateur
 .
.Dans les Paramètres utilisateur sélectionnez Protéger ToolsTalk MT avec un mot de passe et sélectionnez DÉFINIR LE MOT DE PASSE.

Dans Paramètres d’authentification saisissez un mot de passe (4 caractères minimum) puis sélectionnez OK.
Dans Paramètres utilisateur sélectionnez OK. Vous êtes maintenant connecté en Mode édition.
Accédez à ÉDITION puis sélectionnez Déconnexion pour revenir au Mode lecture seule.
Programme
Les programmes de serrage sont appelés Psets (ensembles de paramètres) dans ToolsTalk MT. Un programme se compose de différentes étapes. Toutes les étapes comportent un contrôle précis de la vitesse et de nombreuses options de surveillance de l'angle et du couple.
Programme de vérification
Un programme de vérification est un type de programme de serrage unique qui permet de vérifier l’outil lors des vérifications du couple.
Séquence de lots
La séquence de lots est une manière de grouper et d'ajouter un contrôle sur le déroulement du serrage. Une séquence de lots peut être une liste de lots, d'évènements ou d'étapes d'information qui seront exécutés par le coffret dans un ordre donné. La séquence de lots peut interagir avec l'opérateur par le biais d'instructions à l'écran et avec l'utilisation de matériels externes, par exemple automates programmables ou des scanners.
Lot
Un lot se définit comme le nombre d'exécutions d'un programme spécifique.
Événement
Un évènement est une manière de contrôler l'environnement, d'instaurer une sortie, d'attendre une entrée, de surveiller le niveau d'une entrée, d'instaurer un délai ou de recueillir des données à partir de scanners.
Informations
L'étape d'information peut servir à informer et à guider l'opérateur.
Sélection du travail (Sélection de la source)
Le système peut sélectionner un travail, c'est-à-dire des programmes et des séquences de lots, de quatre manières différentes :
Protocole (Tools Talk MT + Open Protocol Atlas Copco)
E/S numériques
Scanner (code-barres ou RFID)
Coffret
Bus de terrain
Traitement des résultats
Après chaque serrage et chaque mesure, des données de résultats sont produites et stockées dans la mémoire du coffret. Jusqu’à 100 000 résultats et 1 000 graphiques peuvent être stockés dans le coffret de serrage, et jusqu’à 10 000 résultats et graphiques peuvent être stockés sur le coffret de mesure.
Lorsque le nombre maximum de 100 000 résultats est atteint, le résultat le plus récent écrase le résultat le plus ancien.
Il est possible de recueillir les numéros de série et les données de production par le biais de scanners et de les stocker avec les résultats pour une traçabilité accrue et à des fins d'amélioration continue.
Le résultat peut être exporté depuis le coffret sur le réseau de communication (Ethernet ou USB) ou par extraction manuelle avec une clé USB.
Pour une traçabilité accrue et pour la surveillance de la production, le MTF 6000 peut se connecter à ToolsNet 8.
User interface
La figure suivante montre la fenêtre principale qui s'affiche lors de la connexion à un coffret. Ces icônes peuvent varier en fonction des différents IAM connectés.

A | Gestion des connexions |
B | Pset et Programme de vérification |
C | Séquence de lots |
D | Identifiants et génération de code-barres de poste |
E | Configurations |
F | Analyse |
G | Résultats d'étape/Résultats/Évènements |
H | Réglages de l'outil |
I | Réglages du coffret |
J | Réglages des E/S numériques et mots de passe |
K | Bus de terrain |
L | Paramètres du capteur |
M | Annulation de toutes les modifications |
N | Enregistrement des modifications sur le coffret. En mode hors ligne, les modifications sont enregistrées dans un fichier. |
O | Sélection de la façon d'afficher les fenêtres ouvertes : mosaïque, cascade ou une seule fenêtre. |
P | Paramètres utilisateur. |
Q | Aide |
R | Version du logiciel ToolsTalk MT |
S | TN s'affiche si le contrôleur est connecté à ToolsNet 8. |
T | Avertissement/information si un nouveau ToolsTalk MT est disponible au téléchargement |
U | Message d’aide |
V | Type d'événement actif |
W | Texte d’événement actif |
Prise en main
Démarrage du contrôleur
Connectez la PSU au coffret et veillez à ce qu’elle soit allumée. Si vous utilisez un poste QA ou de serrage, démarrez l'appareil en appuyant sur le bouton de la batterie.
Démarrage de ToolsTalk MT
Démarrer ToolsTalk MT en utilisant l'icône sur le bureau de l'ordinateur ou le raccourci dans le menu des programmes.
Menu de gestion des connexions

Il est possible de se connecter à un coffret de différentes manières :
USB
Série (uniquement pour MTF 400 et G4)
Ethernet (uniquement pour MTF 6000 et ACTA MT4)
Les coffrets connectés via Ethernet peuvent être sauvegardés comme favoris.
Hors ligne
En mode hors ligne, ToolsTalk MT est connecté à un appareil virtuel. Toutes les fonctionnalités sont identiques à celles disponibles lorsqu'il est connecté à un coffret réel.
Il est possible d'exporter et d'importer des fichiers hors ligne dans un coffret via une clé USB ou via ToolsTalk MT.
Enregistrer toutes les modifications effectuées en mode hors ligne en cliquant sur le bouton Save.
Il n’est pas possible de se connecter virtuellement à un coffret QA, c’est uniquement pour les coffrets de serrage.
Mise à jour réseau
Avec Mise à jour réseau, il sera possible de mettre à jour le firmware et les configurations (Pset, séquence de lots et identifiants) de plusieurs contrôleurs à travers le réseau en une seule fois. Il ne sera plus nécessaire de mettre à jour chaque contrôleur un par un tant qu'ils sont connectés au réseau. Cette fonctionnalité n'est prise en charge qu'avec l'IAM Smart Automation.
Lors de l'utilisation de Mise à jour réseau, la nouvelle configuration supprimera et écrasera tous les Psets, séquences de lots et identificateurs existants.
Réglages
Pset et Programme de vérification

Les programmes de serrage sont appelés Psets (ensembles de paramètres) dans ToolsTalk MT.
Un programme est défini pour l'outil raccordé au coffret au moment de sa création. Si l'on connecte un autre outil tandis que le programme est actif, un message s'affiche pour expliquer que le programme sera inopérant.
- Présentation de la liste des programmes
- Ajouter un Pset / programme de vérification
- Suppression d'un programme
- Copier un programme
- Configurer un nouveau programme
- Exemple, stratégie de serrage en trois étapes
- Ajouter un programme avec programmation rapide sur le coffret
- Fenêtre des programmes
- Principales définitions du serrage
- Réglages généraux
- Configure Pset (configurer programme)
- Programme de vérification
Présentation de la liste des programmes
Chaque ligne représente un programme. Les colonnes contiennent les informations suivantes :
Case à cocher de sélection du programme
Numéroter
Nom, défini par l’utilisateur
N° d’étape
Dernière modification
Modèle d’outil, modèle de l’outil avec lequel le programme va fonctionner.
Ajustement
Actif
Il est possible de filtrer la liste en cliquant sur le titre de chaque colonne.
Ajouter un Pset / programme de vérification
Pour ajouter un programme, procéder comme suit :
Cliquer sur l'icône Programmes dans la barre de menu. La zone de travail affiche une liste de tous les programmes actuels.
Cliquer sur le bouton Ajouter. La fenêtre Create Pset (créer un programme) s'ouvre.
Saisir le numéro et le nom du programme.
Cliquer sur le bouton OK.
Un nouveau programme est ajouté et la liste est mise à jour.
Suppression d'un programme
Pour supprimer un ou plusieurs programmes, procéder comme suit :
-
Cliquer sur l'icône Programmes dans la barre de menu. La zone de travail affiche une liste de tous les programmes actuels.
-
Pour chaque programme à supprimer, cocher la case dans la colonne la plus à gauche dans la zone de travail.
-
Cliquer sur le bouton Supprimer.
-
Confirmer la suppression dans la fenêtre Confirm (confirmation).
Le ou les programmes sélectionnés sont supprimés et la liste est mise à jour.
Copier un programme
Pour copier un programme, procéder comme suit :
-
Faire un clic droit sur le programme que l'on souhaite copier.
-
Sélectionner Copier.
-
Faire un clic droit sur le programme de destination.
-
Pour confirmer, appuyer sur le bouton Yes (oui) dans la fenêtre Confirm (confirmation).
Configurer un nouveau programme
La programmation de base d'un programme dans ToolsTalk MT comprend les étapes suivantes :
-
Ouvrir la fenêtre des programmes.
-
Cliquer sur le bouton Ajouter.
-
Sélectionner un numéro de programme et un nom de programme.
Cliquer sur le bouton OK.
Le programme va apparaître dans la liste des programmes.
-
Faire un double clic sur le programme pour ouvrir la fenêtre Programme ou le sélectionner et cliquer sur Ouvrir.
-
Saisir les réglages généraux.
-
Ajouter les étapes du programme. Il s'agit de la configuration la plus courante pour une application standard de serrage de vis :
-
Étape d'engagement des filets
-
Étape angle
-
Étape couple.
-
-
Appuyer sur le bouton Développer tout ou faire un double clic sur une étape.
-
Définir le type d'étape pour chaque étape et instaurer les paramètres des étapes.
-
Cliquer sur le bouton Enregistrer pour sauvegarder les réglages dans le coffret.

Exemple, stratégie de serrage en trois étapes

-
Recherche du filet.
-
Approche jusqu'à ce que la tête de vis touche la pièce à assembler.
-
Bridage de l'assemblage.
Étape 1 : Recherche du filet
Dans un premier temps, utiliser l'étape d'engagement des filets pour trouver le filetage.
 |
B - Vitesse lente, 100 à 150 t/min. C - Transition vers l'étape suivante avec un couple accru lorsque la vis prend le filet |
Étape 2 : approche
Utiliser l'étape angle pour approcher la vis.
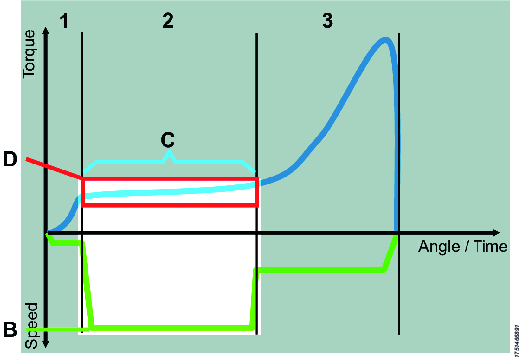 | B - Vitesse élevée C - Transition vers l'étape suivante à l'angle voulu, correspondant à la longueur de filet avant que la tête de vis ne touche la pièce à assembler D - Fenêtre de couple permettant de surveiller l'approche et d'alerter en cas de défauts, par exemple un filetage endommagé Il est important que l’étape angle s’arrête avant que la tête de vis ne touche la pièce à assembler, dans le cas contraire cela peut entraîner des dépassements puisque l’outil pourrait ne pas pouvoir freiner à temps. |
Étape 3 : Serrage de l'assemblage
Utiliser l'étape couple pour brider l'assemblage.
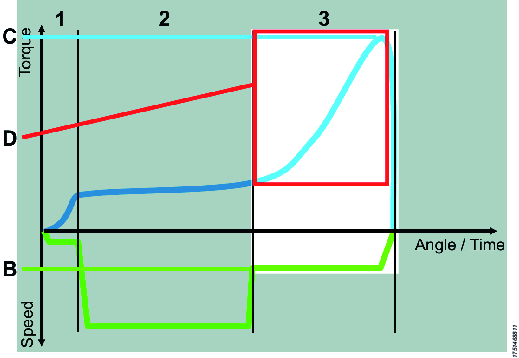 |
B - Vitesse avec laquelle l'outil a été configuré C - Assemblage terminé lorsque le couple cible est atteint D - Fenêtre d'angle à partir du niveau de couple pour surveiller le bridage et alerter en cas de défauts, par exemple pièce à assembler cassée ou rondelle manquante |
Ajouter un programme avec programmation rapide sur le coffret
Il est possible d'ajouter un Pset ou un programme de vérification en utilisant le coffret, voir le Guide de configuration de MTF 6000.
Fenêtre des programmes
|
Objet de l'IGU |
Description |
|
Changer le type d'outil |
Disponible uniquement en mode hors ligne. |
|
Bouton Test |
Ouvre une fenêtre permettant de démarrer, arrêter et réinitialiser le programme actif. |
|
Bouton Activer |
Définit le programme actuel comme programme actif sur le coffret. La Source sélectionnée doit être définie sur Protocole/ToolsTalk MT. |
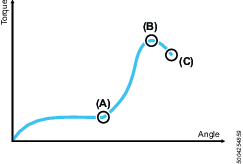
Principales définitions du serrage
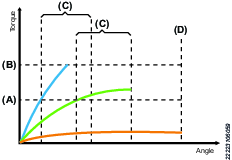
La vis est approchée jusqu’à ce que la tête de vis touche la pièce à assembler au point d’appui (A). La vis est alors serrée jusqu’à ce que le couple final (C) soit atteint. Il s'agit souvent aussi du couple de crête (B), mais dans certains cas le couple final est inférieur.
L'angle de bridage (D) et le couple de bridage (E) sont mesurés entre le point d’appui et le couple de crête.

A | Point d’appui |
B | Peak torque (Couple de crête) |
C | Final torque (Couple final) |
D | Angle de bridage |
E | Couple de blocage |
Réglages généraux
Paramètre | Description |
Nom du Pset | Affiché dans la liste des programmes. Le nom du programme est mémorisé avec le résultat et s'affichera dans la vue des résultats du contrôleur. |
Pset revision (révision de programme) | Numéro de révision du programme. |
Pset created (programme créé le) | Date à laquelle le programme a été créé. |
Pset modified (programme modifié le) | Date à laquelle le programme a été modifié pour la dernière fois. |
Nom de l'outil configuré | Type d'outil auquel le programme a été lié (type de modèle en texte). |
Min. total time (temps total mini.) | Temps minimum pendant lequel un serrage doit être exécuté pour être considéré comme réussi. |
Max. total time (temps total maxi.) | Temps maximum pendant lequel un serrage peut être exécuté pour être considéré comme réussi. |
Min. total angle (angle total mini.) | Nombre minimum de degrés duquel l'outil doit tourner pendant un serrage. |
Max. total angle (angle total maxi.) | Nombre maximum de degrés duquel l'outil est autorisé à tourner pendant un serrage. |
Trigger lost torque (gâchette perte de couple) | Une erreur est envoyée au bouton d’outil quand la valeur Trigger lost torque est dépassée mais avant la fin du serrage. |
Graph start step (étape de démarrage graphique) | Numéro de l'étape à partir de laquelle le graphique commence. |
Torque tuning (ajustement couple) | Ajuster l'étalonnage du couple pour ce programme. Le contrôleur multiplie le couple mesuré par le facteur « (1.0 - ajustement couple) ». Un ajustement positif du couple augmente donc le couple appliqué. L’ajustement du couple peut être +/-0,1 |
Étape de démarrage de la plage d'angle | Détermine à partir de quelle étape le résultat d’angle commencera la mesure. |
Étape d’arrêt de la plage d’angle | Détermine à partir de quelle étape le résultat d’angle arrêtera la mesure. |
Plage d'angle mini. | Nombre minimum de degrés duquel l'outil doit tourner entre l'étape de démarrage et d'arrêt de la plage d'angle. |
Plage d'angle maxi | Nombre maximum de degrés duquel l'outil peut tourner entre l'étape de démarrage et d'arrêt de la plage d'angle. |
Embout requis | Désactive l'outil si l'embout demandé n'est pas sélectionné dans le sélecteur d'embout du bus d'accessoires. Si aucun sélecteur d'embout de bus d'accessoires n'est connecté, l'outil sera toujours désactivé. S'il est réglé sur Aucun, le paramètre n'est pas actif. |
Final report step (étape de rapport final) | Définit quelle étape de serrage dans un programme doit reporter le couple final dans le résultat. Il s'agit habituellement de la dernière étape d'un programme mais une autre étape peut parfois être choisie. |
Final report torque (couple de rapport final) | Détermine si l'étape de rapport final doit communiquer le couple de crête, le couple de bridage ou le couple final. |
Final report angle (angle de rapport final) | Détermine si l'étape de rapport final doit reporter l'angle d'étape, de bridage ou de serrage. |
Étape de démarrage de l'angle du point d'assise final | Détermine à partir de quelle étape le paramètre de résultat de l'angle du point d'assise final doit être calculé. |
Bit slip detection (détection du glissement de l'embout) | (Fonctionnalité sous licence) Le glissement de l’embout est une fonctionnalité permettant de détecter si l’embout sort du joint. C’est un signe comme quoi la tête de vis est endommagée. Si un glissement de l'embout se produit pendant une étape Seating Control Step(étape de contrôle d'appui) ou Torque Seating Monitoring(surveillance de couple d'appui) et si la détection du glissement de l'embout est désactivée, un appui peut être faussement détecté. |
Damaged thread detection (détection de filetage endommagé) | (Fonctionnalité sous licence) Détecte si le filetage de la vis a été endommagé. |
Resserrage outil | Le paramètre de resserrage défini par Pset peut remplacer les paramètres globaux du contrôleur pour le resserrage.
|
Configure Pset (configurer programme)
Le volet de configuration contient les étapes du programme.
Ajouter une étape
Il y a deux manières d'ajouter des étapes :
Pour ajouter une seule étape, cliquer sur le bouton Ajouter.
Pour ajouter plusieurs étapes, cliquer droit sur le bouton Ajouter et sélectionner le nombre d’étapes que l’on souhaite ajouter.
Supprimer une étape
Pour supprimer une ou plusieurs étapes, procéder comme suit :
Cocher la case qui se trouve devant les étapes que l'on souhaite supprimer.
Cliquer sur le bouton Delete (supprimer).
Cliquer sur le bouton Yes (oui) dans la fenêtre Confirm (confirmation).
- Étape d'engagement des filets
- Étape angle
- Étape couple
- Étape de surveillance de couple d'appui
- Étape contrôle d'appui
- Étape contrôle d'appui
- Étape d’entrée numérique
- Étape de sortie numérique
- Étape d'engagement intelligent
- Surveillance de couple d’appui intelligent (Smart TSM)
- Étape contrôle d'appui intelligent (Smart SCS)
- Desserrage
- Screw pickup (prélèvement de vis)
- Vue personnalisée
Étape d'engagement des filets
L’étape d’engagement des filets est utilisée pour faciliter l’engagement des vis, normalement à une vitesse faible (100-150 tr/min). Cette étape se termine quand on atteint le couple de transition ou l’angle de transition. Si l’angle de transition est réglé sur infini, l’étape se termine uniquement quand on atteint le couple de transition ou elle est abandonnée quand le délai max. d’étape est atteint.
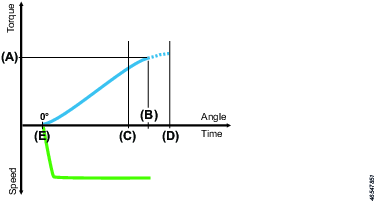
Paramètre | Description |
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Transition torque (A) (couple de transition) | L'étape est considérée effectuée lorsque le couple de l'étape atteint le couple de transition. |
Transition angle (B) (angle de transition) | L'étape est considérée effectuée lorsque l'angle de l'étape atteint l'angle de transition. |
Sens | Sens du serrage, horaire ou anti-horaire. Utiliser le sens horaire pour un serrage normal. |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Changement rapide de vitesse | Permet de passer rapidement de la vitesse rapide à la vitesse faible. Quand cette fonction est activée, il est possible d’obtenir une estimation plus précise du couple pour les outils actuellement contrôlés pendant un délai plus long. Ceci s'applique à la transition entre l'étape actuelle et l'étape suivante. |
Step start delay (E) (retard de démarrage d'étape) | Délai entre la gâchette et le démarrage de l'outil. |
Min. step time (C) (temps d'étape mini.) | Réglage d’une durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Max. step time (D) (temps d'étape maxi.) | Réglage d’une durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Étape angle
L'étape angle sert à approcher la vis sur un certain nombre de tours, généralement à vitesse de rotation élevée. L'étape angle se termine lorsque la consigne d’angle est atteinte.
A | Couple maxi. |
B | Min. torque (couple mini.) |
C | Début d’étape |
D | Durée d'étape mini. |
E | Couple crête |
F | Consigne d’angle / Couple final |
G | Temps d'étape maxi. |
Paramètre | Description |
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Consigne d'angle (F) | Il s'agit de l'angle devant être atteint pour terminer correctement l'étape. |
Sens | Utiliser le sens horaire pour un serrage normal. |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Changement rapide de vitesse | Permet de passer rapidement de la vitesse rapide à la vitesse faible. Quand cette fonction est activée, il est possible d’obtenir une estimation plus précise du couple pour les outils actuellement contrôlés pendant un délai plus long. Ceci s'applique à la transition entre l'étape actuelle et l'étape suivante. |
Min. torque (B) (couple mini.) | Le couple ne doit pas être inférieur au couple mini pendant l’étape. Si le couple passe en dessous du couple minimum, l’entraîneur s’arrête et le coffret affiche un message d'erreur. Si le couple minimum est réglé au-dessus de 0 cNm, ajouter une étape avant l’étape d'angle pour atteindre le couple défini avant le début de l’étape d'angle. |
Couple maxi. (A) | La valeur de couple maximale qui ne doit pas être dépassée pendant l’étape. Si le couple maximum est atteint, l'outil s'arrête et le coffret affiche un message d'erreur. |
Retard de démarrage d'étape | Délai entre la gâchette et le démarrage de l'outil. |
Min. step time (temps d'étape mini.) (D) | Réglage d’une durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Max. step time (temps d'étape maxi.) (G) | Réglage d’une durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Étape couple
L'étape couple est utilisée pour le serrage final de la vis et pour s'assurer que le couple voulu est atteint.

A | Max. torque (couple maxi.) |
B | Couple cible |
C | Min. torque (couple mini.) |
D | Limite de couple d'annulation |
E | Gâchette d'angle de serrage |
F | Angle de serrage |
G | Angle mini. |
H | Angle maxi. |
Paramètre | Description |
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Couple cible (B) | Couple cible de l'assemblage. Il s’agit aussi du couple final et de crête de l’étape. |
Sens | Utiliser le sens horaire pour un serrage normal. |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Couple mini (C) | Si la valeur de couple minimum n'est pas atteinte, le coffret affiche un message d'erreur. |
Max. torque (A) (couple maxi.) | La valeur de couple maximum ne doit pas être dépassée pendant l'exécution de cette étape. Si le couple maximum est atteint, l’outil s’arrête et le coffret affiche un message d'erreur. |
Limite de couple d'annulation (D) | Ce paramètre de surveillance définit une limite inférieure pour le couple à cette étape. Si le couple, à un moment quelconque, descend en dessous de cette limite, le serrage s’arrête et un message d’erreur est émis. |
Angle mini. (G) | Angle devant avoir été atteint à la fin de l'étape. |
Max. angle (H) (angle maxi.) | Angle ne devant pas être dépassé avant que le couple cible ne soit atteint. |
Retard de démarrage d'étape | Délai entre la gâchette et le démarrage de l'outil. |
Min. step time (temps d'étape mini.) | Durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Max. step time (temps d'étape maxi.) | Durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Gâchette d'angle de serrage (E) | Une fois que la valeur de gâchette d'angle de serrage est atteinte, le comptage de l’angle débute pour cette étape. |
Min. tightening angle (angle de serrage mini.) | L'angle de serrage doit dépasser l'angle de serrage minimum pour que le serrage soit réussi. |
Max. tightening angle (G) (angle de serrage maxi.) | La valeur d'angle de serrage maximale (E) qui ne doit pas être dépassée pendant l’étape. Si l’angle de serrage maximal est atteint, l’outil s’arrête et le coffret affiche un message d'erreur. |
Étape de surveillance de couple d'appui
Cette étape est une étape couple qui comporte en outre une surveillance d'appui. Lorsque l'appui n'est pas détecté, une erreur de serrage est déclenchée. Ceci permet également de recueillir les données de couple et d'angle de bridage. L'étape de surveillance de couple d'appui comporte un couple cible donné et comprend une fonction de détection d'appui.
Paramètre | Description |
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Couple cible | Couple cible de l'assemblage. |
Déplacement d'angle d'appui | Fenêtre d'angle pour le calcul du point d'appui à partir du point de déclenchement de gradient. |
Gradient trigger point (point de déclenchement de gradient) | Niveau de couple auquel l'outil détecte que la tête de vis a touché la pièce à assembler. C'est le point final du paramètre Seating angle displacement (déplacement de l'angle d'appui). |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Min. torque (couple mini.) | Si le couple total est inférieur au couple minimum, un message d'erreur s'affiche. |
Max. torque (couple maxi.) | La valeur de couple maximum ne doit pas être dépassée pendant l'exécution de cette étape. Si le couple maximum est atteint, l'outil s'arrête et le coffret affiche un message d'erreur. |
Limite de couple d'annulation | Ce paramètre de surveillance définit une limite inférieure pour le couple à cette étape. Si le couple, à un moment quelconque, descend en dessous de cette limite, le serrage s’arrête et un message d’erreur est émis. |
Angle mini. | Angle devant avoir été atteint à la fin de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Angle maxi. | Angle qui ne doit pas avoir été dépassé à la fin de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Min. clamp torque (couple de bridage mini.) | Le couple de bridage minimum peut être utilisé pour détecter des anomalies dans l'assemblage. |
Max. clamp torque (couple de bridage maxi.) | Le couple de bridage maximum peut être utilisé pour détecter des anomalies dans l'assemblage. |
Min. clamp angle (angle de bridage mini.) | L'angle de bridage minimum peut être utilisé pour détecter des anomalies dans l'assemblage. |
Max. clamp angle (angle de bridage maxi.) | L'angle de bridage maximum peut être utilisé pour détecter des anomalies dans l'assemblage. |
Retard de démarrage d'étape | Délai entre la gâchette et le démarrage de l'outil. |
Min. step time (temps d'étape mini.) | Durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Max. step time (temps d'étape maxi.) | Durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Étape contrôle d'appui
Cette étape est spécialement conçue pour les assemblages présentant une friction d'approche accrue, par exemple les vis autoperceuses et autotaraudeuses ou les assemblages présentant des charges latérales dues à des pièces mal alignées.
Dans ce type d'application, les variations d'un assemblage à l'autre sont communes. L'objectif principal de cette étape est d'éliminer les vis flottantes et d'appliquer le même couple de bridage ou le même angle de bridage à tous les assemblages même si ceux-ci varient. L'étape surveille le gradient de couple de bridage par rapport à l'angle de bridage et peut détecter le moment où la vis est en appui, c'est-à-dire le moment où la tête de vis est en contact avec la surface de l'assemblage. À partir du point d'appui, le couple ou l'angle configuré est appliqué. Le couple ou l'angle total peut différer d'un serrage à l'autre mais le même niveau de couple de bridage est utilisé pour comprimer l'assemblage.
La méthode fonctionne comme suit :
Un niveau de couple, le point de déclenchement de gradient, est défini pour la détection du moment où la tête de vis touche la pièce à assembler.
Lorsque le gradient de couple dépasse le point de déclenchement de gradient, le point d'appui est détecté. Le gradient de couple peut être affiché dans le graphique de serrage dans la fenêtre d'analyse.
À partir de ce point, c'est-à-dire le moment où la courbe de couple commence à monter, la valeur de point d'appui est calculée. Ceci s'opère en calculant le couple moyen à partir du point de déclenchement de gradient et en reculant du nombre de degrés voulu à partir du déplacement d'angle d'appui.
Ce type d'étape permet un couple cible plus bas et des vitesses plus élevées que ceux pour lesquels l'outil est étalonné. Cela signifie que vous pouvez parfois ne pas obtenir les résultats souhaités. Si cela se produit, essayez de modifier la vitesse afin d'obtenir une valeur de serrage plus souhaitable.

Paramètre | Description |
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Final tightening method (méthode de serrage final) | Détermine si le serrage doit utiliser le couple de bridage ou l'angle de bridage. |
Couple de bridage (A)/angle de bridage (B) | Instaure la valeur du couple de bridage ou de l'angle de bridage. |
Seating angle displacement (G) (déplacement de l'angle d'appui) | Fenêtre d'angle pour le calcul du point d'appui à partir du point de déclenchement de gradient. |
Gradient trigger point (H) (point de déclenchement de gradient) | Niveau de couple auquel l'outil détecte que la tête de vis a touché la pièce à assembler. C'est le point final du paramètre Seating angle displacement (déplacement de l'angle d'appui). |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Min. torque (L) (couple mini.) | Si le couple total d'une étape de contrôle d'appui est inférieur au couple minimum, un message d'erreur s'affiche. |
Max. torque (D) (couple maxi.) | La valeur de couple maximum ne doit pas être dépassée pendant l'exécution de cette étape. Si le couple maximum est atteint, l'outil s'arrête et le coffret affiche un message d'erreur. |
Min. angle (F) (angle mini.) | Angle devant avoir été atteint à la fin de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Max. angle (E) (angle maxi.) | Angle ne devant pas être dépassé avant que le couple cible ne soit atteint. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Min. clamp torque (couple de bridage mini.) | Le couple de bridage minimum peut être utilisé pour détecter des anomalies dans l'assemblage. |
Max. clamp torque (couple de bridage maxi.) | Le couple de bridage maximum peut être utilisé pour détecter des anomalies dans l'assemblage. |
Min. clamp angle (angle de bridage mini.) | L'angle de bridage minimum peut être utilisé pour détecter des anomalies dans l'assemblage. Si cette valeur n'est pas atteinte, le coffret affiche un message d'erreur. |
Max. clamp angle (angle de bridage maxi.) | L'angle de bridage maximum peut être utilisé pour détecter des anomalies dans l'assemblage. Si cette valeur est dépassée, le coffret affiche un message d'erreur et l'outil s'arrête. |
Step start delay (M) (retard de démarrage d'étape) | Délai entre la gâchette et le démarrage de l'outil. |
Min. step time (J) (temps d'étape mini.) | Durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Max. step time (K) (temps d'étape maxi.) | Durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Seating angle displacement (G) (déplacement de l'angle d'appui) | Fenêtre d'angle pour le calcul du point d'appui à partir du point de déclenchement de gradient. |
Gradient trigger point (H) (point de déclenchement de gradient) | Niveau de couple auquel l'outil détecte que la tête de vis a touché la pièce à assembler. C'est le point final du paramètre Seating angle displacement (déplacement de l'angle d'appui). |
Étape contrôle d'appui
L'étape de contrôle d'appui est une version plus intelligente de l'étape d'angle qui peut mesurer le couple moyen (frottement) pendant la phase d'approche. L’étape est terminée lorsque l’angle de contrôle d’appui cible est atteint. L'étape échouera si le couple moyen n'est pas dans les limites du couple moyen. Le serrage sera quand même annulé si le couple est supérieur ou inférieur aux limites de couple maxi./mini.
A | Couple maxi. |
B | Couple moyen maxi. |
C | Couple moyen |
D | Couple moyen mini. |
E | Min. torque (couple mini.) |
Paramètre | Description |
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Angle de contrôle d'appui | Il s'agit de l'angle devant être atteint pour terminer correctement l'étape. |
Sens | Sens du serrage, horaire ou anti-horaire. Utiliser le sens horaire pour un serrage normal. |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Changement rapide de vitesse | Permet de passer rapidement de la vitesse rapide à la vitesse faible. Quand cette fonction est activée, il est possible d’obtenir une estimation plus précise du couple pour les outils actuellement contrôlés pendant un délai plus long. Ceci s'applique à la transition entre l'étape actuelle et l'étape suivante. |
Couple mini. (E) | Le couple ne doit pas être inférieur au couple minimum pendant l’étape. Si le couple passe en dessous du couple mini., l’entraîneur s’arrête et le coffret affiche un message d'erreur. |
Couple maxi. (A) | La valeur de couple maximum ne doit pas être dépassée pendant l'exécution de cette étape. Si le couple maximum est atteint, l’outil s’arrête et le coffret affiche un message d'erreur. |
Couple moyen mini. (D) | Valeur minimum du couple moyen que l'étape doit avoir à la fin de l'étape. Si le couple moyen mini. n'est pas atteint à la fin de l'étape, le serrage sera abandonné avec un résultat NOK. |
Couple moyen maxi. (B) | Valeur maximum du couple moyen que l'étape doit avoir à la fin de l'étape. Si le couple moyen maxi est dépassé à la fin de l'étape, le serrage sera abandonné avec un résultat NOK. |
Retard de démarrage d'étape | Délai entre la gâchette et le démarrage de l'outil. |
Durée d'étape mini. | Réglage d’une durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Temps d'étape maxi. | Réglage d’une durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Étape d’entrée numérique
L'étape d'entrée numérique interrompt le serrage en cours jusqu'à ce qu'un signal spécifique ait été reçu par le coffret.
Ce n’est pas une étape de maintien. L'outil interrompt le serrage et ne maintient pas le couple.

A | Mettre le serrage en pause et attendre le signal |
B | Reprendre le serrage |
C | Signal élevé |
D | Signal faible |
Paramètre | Description |
Signal d'entrée | Contrôlé en externe 1 à 8 |
Signal flank (flanc du signal) |
|
Max. step time (temps d'étape maxi.) | Réglage d’une durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Étape de sortie numérique
L'étape de sortie numérique permet de régler un signal spécifique sur élevé/faible. Le signal peut être réglé jusqu'à ce qu'un serrage ou une durée spécifique ait été effectué.
A | Signal réglé sur ÉLEVÉ pendant une durée spécifique |
B | Signal réglé sur ÉLEVÉ jusqu’à la fin du serrage |
Paramètre | Description |
Signal de sortie | Contrôlé en externe 1 à 10 |
Mode su signal |
Le signal de sortie sera toujours réinitialisé à la fin du serrage, quel que soit le mode. |
Niveau du signal |
|
Durée du signal | Détermine la durée pendant laquelle le signal restera actif. |
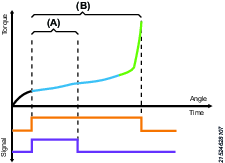
Étape d'engagement intelligent
L’engagement intelligent est utilisée pour faciliter l’engagement des vis, normalement à une vitesse faible (100-150 tr/min). L'engagement intelligent atteint d'abord un couple d'engagement et doit ensuite rester en deçà du couple maximal et au-delà du couple d'engagement pendant un angle de validation défini. En surveillant le couple pendant l'angle de validation et l'angle de l'étape de serrage, l'étape peut détecter instantanément les vis inclinées et manquantes.
En atteignant le couple d'engagement défini, un engagement possible est déclenché. Après avoir atteint le couple d'engagement, le coffret surveille le couple pendant un angle de validation défini pour s'assurer que la vis est correctement engagée. Si le serrage atteint le couple maximal ou l'angle maximal, une nouvelle action est déclenchée. Une nouvelle action peut consister en une nouvelle tentative ou une annulation. L'utilisateur peut définir comment le serrage doit agir en fonction des différentes erreurs. Si le nouvel essai est déclenché en raison du couple maximal, il est très probablement dû à une vis inclinée et donc une nouvelle tentative est conseillée comme nouvel essai.
Si la nouvelle action est déclenchée en raison de l’angle maximal, il est probable que l’erreur a été déclenchée par une vis manquante et il est donc conseillé d'effectuer une nouvelle action.
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Couple d’engagement (A) | Active l'angle de validation après avoir atteint le couple d'engagement. |
Angle de validation (C) | Surveille le couple pour un angle donné afin de s'assurer que le couple est supérieur au couple d'engagement et inférieur au couple maximal. L'étape est terminée lorsque ces exigences sont remplies. |
Nouvelle action |
|
Méthode d’angle de dévissage |
|
Angle de desserrage | Angle défini par l'utilisateur utilisé pour les nouvelles tentatives. |
Couple de desserrage | Couple maximal lors du dévissage. |
Vitesse de desserrage | La vitesse définie pour le dévissage si une nouvelle tentative a été déclenchée. |
Sens | Sens du serrage, horaire ou anti-horaire. Utiliser le sens horaire pour un serrage normal |
Signal nouvelle tentative | Définit l'entrée surveillée extérieurement qui doit être activée si l'outil est en train de desserrer pendant une nouvelle tentative. |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Changement rapide de vitesse | Permet de passer rapidement de la vitesse rapide à la vitesse faible. Quand cette fonction est activée, il est possible d’obtenir une estimation plus précise du couple pour les outils actuellement contrôlés pendant un délai plus long. Ceci s'applique à la transition entre l'étape actuelle et l'étape suivante. |
Couple maxi. (B) | Si le couple maximal est atteint, une nouvelle action sera déclenchée. |
Angle maxi. (D) | Si l’angle maximal est atteint, une nouvelle action sera déclenchée. |
Limite de tentative | Nombre de fois que le serrage tentera de resserrer la vis après une nouvelle action. |
Retard de démarrage d'étape | Délai entre la gâchette et le démarrage de l'outil. |
Durée d'étape mini. | Durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur |
Temps d'étape maxi. | Durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
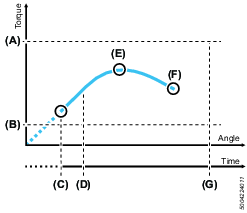
Surveillance de couple d’appui intelligent (Smart TSM)
L’étape de surveillance de couple d'appui intelligent est une version plus intelligente de l’étape couple, avec un tout nouvel algorithme de détection de l'appui. Le smart TSM serrera la vis au couple cible souhaité et contrôlera également si la vis a trouvé son appui ou non. Dans le cas contraire, il signalera un NOK Appui non détecté si la vis est flottante. Le coffret doit connaître une estimation du couple de serrage et de l'angle de serrage pour calculer la détection de l'appui. Un point d'appui détecté peut être rejeté si le gradient de couple tombe trop bas pendant le serrage. Il sera alors considéré comme un faux point d'appui et continuera à chercher un autre point d'appui.
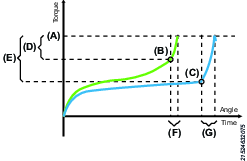
A | Couple cible |
B | Point d’appui |
C | Point d’appui |
D | Couple de serrage |
E | Couple de serrage |
F | Angle de serrage |
G | Angle de bridage |
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Couple cible | Couple cible de l'assemblage. |
Couple de serrage | Couple de serrage estimé pour le serrage. |
Angle de serrage | Angle de serrage estimé pour le serrage. |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Min. torque (couple mini.) | Si le couple minimum n'a pas été atteint à la fin de l'étape, un message d'erreur s'affiche. |
Couple maxi. | Si le couple maximum est atteint avant la fin de l'étape, l'outil s'arrête et le contrôleur affiche un message d'erreur. |
Limite de couple d'annulation | Ce paramètre de surveillance définit une limite inférieure pour le couple à cette étape. Si le couple, à un moment quelconque, descend en dessous de cette limite, le serrage s’arrête et un message d’erreur est émis. Le réglage de ce paramètre à 0 désactive la surveillance du couple d’annulation. |
Angle mini. | Si l’angle minimum n'a pas été atteint à la fin de l'étape, un message d'erreur s'affiche. |
Angle maxi. | Si l’angle maximum est atteint avant la fin de l'étape, l'outil s'arrête et le contrôleur affiche un message d'erreur. |
Couple de serrage mini. | Le couple de serrage minimum peut être utilisé pour détecter des anomalies dans l'assemblage. Si cette valeur n'est pas atteinte, le coffret affiche un message d'erreur. |
Couple de serrage maxi. | Le couple de serrage maximum peut être utilisé pour détecter des anomalies dans l'assemblage. Si dépassé, l’outil s’arrête et le coffret affiche un message d'erreur. |
Angle de serrage mini. | L'angle de serrage minimum peut être utilisé pour détecter des anomalies dans l'assemblage. Si cette valeur n'est pas atteinte, le coffret affiche un message d'erreur. |
Angle de serrage maxi. | L'angle de serrage maximum peut être utilisé pour détecter des anomalies dans l'assemblage. Si dépassé, l’outil s’arrête et le coffret affiche un message d'erreur. |
Retard de démarrage d'étape | Délai entre la gâchette et le démarrage de l'outil. |
Durée d'étape mini. | Durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Durée d'étape maxi. | Durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
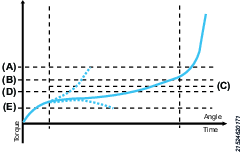
Étape contrôle d'appui intelligent (Smart SCS)
Cette étape est spécialement conçue pour les assemblages présentant une friction d'approche accrue, par exemple les vis autoperceuses et autotaraudeuses ou les assemblages présentant des charges latérales dues à des pièces mal alignées. Dans ce type d'applications, les variations d'un assemblage à l'autre sont communes. L'objectif principal de cette étape est d'éliminer les vis flottantes et d'appliquer le même couple de serrage ou le même angle de serrage à tous les assemblages même si ceux-ci ont un écart. L'étape surveille le gradient de couple de serrage par rapport à l'angle de serrage et peut détecter le moment où la vis est en appui, c'est-à-dire le moment où la tête de vis est en contact avec la surface de l'assemblage. À partir du point d'appui, le couple de serrage ou l'angle de serrage configuré est appliqué. Le couple ou l'angle total peut différer d'un serrage à l'autre mais le même niveau de couple de serrage, ou angle de serrage est utilisé pour comprimer l'assemblage. Le couple de serrage et l'angle de serrage sont définis pour indiquer au coffret le comportement à attendre après la détection d'un appui. (La détection d'appui est calculée en fonction de ces valeurs.) Un point d'appui détecté peut être rejeté si le gradient de couple tombe trop bas pendant le serrage. Il sera alors considéré comme un faux point d'appui et continuera à chercher un autre point d'appui.
Ce type d'étape permet un couple cible plus bas et des vitesses plus élevées que ceux pour lesquels l'outil est étalonné. Cela signifie que vous pouvez parfois ne pas obtenir les résultats souhaités. Si cela se produit, essayez de modifier la vitesse afin d'obtenir une valeur de serrage plus souhaitable.

A | Couple de crête |
B | Couple de crête |
C | Point d’appui |
D | Point d’appui |
E | Couple de serrage |
F | Couple de serrage |
G | Angle de serrage |
H | Angle de serrage |
Vitesse | La vitesse de l'outil est programmable dans la plage valide. |
Méthode de serrage final | Détermine si le serrage doit utiliser le couple de serrage ou l'angle de serrage. |
Couple de serrage | Couple de serrage estimé pour le serrage. |
Angle de serrage | Angle de serrage estimé pour le serrage. |
Vide activé | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Min. torque (couple mini.) | Si le couple minimum n'a pas été atteint à la fin de l'étape, un message d'erreur s'affiche. |
Couple maxi. | Si le couple maximum est atteint avant la fin de l'étape, l'outil s'arrête et le contrôleur affiche un message d'erreur. |
Angle mini. | Si l’angle minimum n'a pas été atteint à la fin de l'étape, un message d'erreur s'affiche. |
Angle maxi. | Si l’angle maximum est atteint avant la fin de l'étape, l'outil s'arrête et le contrôleur affiche un message d'erreur. |
Couple de serrage mini. | Le couple de serrage minimum peut être utilisé pour détecter des anomalies dans l'assemblage. Si cette valeur n'est pas atteinte, le coffret affiche un message d'erreur. |
Couple de serrage maxi. | Le couple de serrage maximum peut être utilisé pour détecter des anomalies dans l'assemblage. Si dépassé, l’outil s’arrête et le coffret affiche un message d'erreur. |
Angle de serrage mini. | L'angle de serrage minimum peut être utilisé pour détecter des anomalies dans l'assemblage. Si cette valeur n'est pas atteinte, le coffret affiche un message d'erreur. |
Angle de serrage maxi. | L'angle de serrage maximum peut être utilisé pour détecter des anomalies dans l'assemblage. Si dépassé, l’outil s’arrête et le coffret affiche un message d'erreur. |
Retard de démarrage d'étape | Délai entre la gâchette et le démarrage de l'outil. |
Durée d'étape mini. | Durée minimale de l'étape. Si la valeur n'est pas atteinte le coffret affiche un message d'erreur. |
Temps d'étape maxi. | Durée maximale de l'étape. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Desserrage
L'étape de dévissage sert à desserrer ou à dévisser une vis.
Paramètre | Description |
Couple de desserrage | Couple maximum admis pour un desserrage. |
Angle de desserrage | Angle maximum admis pour un desserrage. |
Vitesse de desserrage | Vitesse de desserrage. |
Durée max de desserrage | Durée maximale d’un desserrage. Si la valeur est dépassée, le coffret affiche un message d'erreur. |
Pompe à vide de desserrage | Sortie numérique permettant de mettre en route une pompe à vide externe. |
Retard de démarrage du desserrage | Délai entre la gâchette et le démarrage de l'outil. |
Forcer le desserrage avec NOK | Force l'utilisateur à effectuer un desserrage avant de pouvoir effectuer un autre serrage. Cette fonction est désactivée lorsqu'elle est exécutée à partir d'une séquence de lots. |
Screw pickup (prélèvement de vis)
La fonction de prélèvement de vis aide l’opérateur à prendre une vis avant de commencer le serrage. Le premier signal de démarrage déclenchera la fonction de prélèvement de vis et le second signal de démarrage déclenchera le serrage. Ce qui signifie que le signal de démarrage doit être pressé/déclenché deux fois pour activer la procédure de serrage.
Procédure de serrage quand Screw pickup est activée :
Activer le signal de démarrage pour prélever la vis.
Placer la vis dans la bonne position.
Activer à nouveau le signal de démarrage pour déclencher le serrage.
Paramètre | Description |
|---|---|
Limite non alignée | Niveau d’aspiration requis pour confirmer qu’une vis a été prélevée. |
Limite alignée | Niveau d’aspiration requis pour confirmer que la vis est alignée. |
Prélèvement de vis | Indique si la fonction est activée. |
Prélèvement de vis peut être utilisé pour les opérations manuelles et automatiques. Les paramètres Limite non alignée et Limite alignée requièrent l’utilisation de Vacuum Pump MT, qui est uniquement compatible avec un coffret comprenant la révision MTF6000 C ou ultérieure.
Si le prélèvement de vis est activé, les paramètres suivants peuvent être configurés :
Paramètre | Description |
|---|---|
Vacuum pump (pompe à vide) | Démarre la pompe à vide lorsque la fonction de prélèvement de vis est activée |
Rotation au prélèvement | L’embout tourne lentement dans le sens anti-horaire pour pouvoir coupler l’embout avec la vis. |
Timeout (expiration) | La fonction Timeout est utilisée pour définir la durée prévue du prélèvement. Si ce délai est dépassé, le coffret quitte l’état occupé et revient à l’état de veille. |
Lumière de guidage | Active la lumière de guidage de l’outil MT lorsque la fonction de prélèvement de vis est activée. |
Pickup guide (Guide de prélèvement)
Le guide de prélèvement par aspiration est disponible avec la pompe à vide MT (8432 0854 00) et un coffret avec la révision MTF6000 C ou ultérieure. Cliquer sur PICKUP GUIDE (GUIDE DE PRÉLÈVEMENT) pour ouvrir l’assistant. L’aspiration démarre automatiquement si la pompe à vide MT est connectée.
Sur la page de l’assistant, vous pouvez définir les limites en déplaçant les indicateurs de limite vers le haut et vers le bas. Un guide de configuration en deux étapes est aussi disponible en cliquant sur SETUP GUIDE (GUIDE DE CONFIGURATION) :
Suivez les instructions à l’écran pour configurer la valeur lorsque la vis est prélevée mais non alignée.
Suivez les instructions à l’écran pour configurer la valeur lorsque la vis est prélevée et alignée.
Vous pourrez toujours actualiser manuellement les valeurs ultérieurement.
Vue personnalisée
Cette vue personnalisée permet de configurer la dernière vue sur le coffret. Les informations sélectionnées seront uniquement affichées pendant le programme sélectionné. Si aucun programme n’est sélectionné, l’écran restera vide.
L’écran peut être configuré pour afficher de un à quatre champs. Dans chaque champ on peut afficher des informations générales ou concernant l’étape.
Le premier champ a un fond blanc, les suivants un fond gris. Ceci est uniquement pour faciliter la lecture et n’a aucune autre signification.
Données générales
Paramètre | Description |
|---|---|
Final torque (Couple final) | Présente le couple final du serrage. Le couple final est configurable dans les paramètres généraux du programme. |
Peak torque (Couple de crête) | Présente le couple maximum obtenu durant le serrage. |
Tracking torque (suivi du couple) | Suit le couple pendant le serrage |
Final angle (Angle final) | Présente l’angle final du serrage. L’angle final est configurable dans les paramètres généraux du programme. |
Total angle (Angle total) | Présente l’angle total du serrage. |
Tracking angle (suivi d’angle) | Suit l’angle pendant le serrage. |
Tightening error (erreur de serrage) | Présente le message d’erreur actuel, vide s’il n’y a pas d’erreur actuellement. |
Pset name and number (nom et numéro du programme) | Présente le numéro et le nom du programme. |
Date du contrôleur | Date du coffret. |
Controller name (nom du coffret) | Nom du coffret (configuré dans Controller settings). |
Nom du poste de travail | Nom du poste de travail (configuré dans Controller settings). |
Line name (nom de la ligne) | Nom de la ligne (configuré dans Controller settings). |
Logged in user (utilisateur connecté) | Indique si un utilisateur à n’importe quel niveau est connecté (L1-L3) ou « - » si aucun utilisateur n’est connecté. |
Durée du serrage | La durée en secondes du dernier serrage. |
Numéro de série de l’outil | Le numéro de série de l’outil connecté. |
Type d’outil | Le type de l’outil connecté. |
Calibration date (date d’étalonnage) | Date du dernier étalonnage. |
Tool statistics (statistiques des outils) | Les statistiques des outils, affiche les serrages corrects et incorrects depuis le dernier étalonnage. |
Select source (Sélection de la source) | Affiche la source de la sélection du programme et de la séquence de lots. |
Heure du contrôleur | Heure du coffret. |
Tool temp (Temp outil) | Température actuelle de l’outil. |
Pression à vide | Affiche en temps réel la pression d’aspiration en kPa. |
Données d’étape
Paramètre | Description |
|---|---|
Numéro de l'étape | Sélectionne depuis quelle étape le paramètres « Données de l’étape » devra obtenir ses valeurs. |
Step peak torque (couple de crête de l’étape) | Présente le couple maximum obtenu durant l’étape sélectionnée. |
Step clamp torque (couple de bridage de l’étape) | Présente le couple de bridage obtenu durant l’étape sélectionnée. |
Step transition torque (couple de transition de l’étape) | Présente le dernier couple maximum mesuré durant l’étape sélectionnée. |
Step angle (angle de l’étape) | Présente l’angle obtenu durant l’étape sélectionnée. |
Angle de bridage de l’étape | Présente l’angle de bridage obtenu durant l’étape sélectionnée. |
Point d’appui | Affichage du couple d’appui de l’étape. |
Angle de serrage | Affiche l’angle atteint pour l’étape sélectionnée |
Programme de vérification
Le Programme de vérification est une forme spécifique de Psets qui peut être utilisé pour vérifier la précision de l’outil conjointement au IAM du coffret QA.
Un Programme de vérification est une forme d’étape couple avec des paramètres d’entrée limités. Les limites des fenêtres ne seront pas définies sur le serrage même, mais peuvent être envoyées au IAM du coffret QA pour définir les limites du couple mesuré.
Données générales
Paramètre | Description |
Nom | S’affiche dans la liste des Programmes de vérification. Le nom du Programme de vérification est mémorisé avec le résultat et s'affichera dans la vue des résultats du coffret. |
Révision | Numéro de révision du Programme de vérification. |
Créé | Date à laquelle le Programme de vérification a été créé. |
Modifié | Date à laquelle le Programme de vérification a été modifié pour la dernière fois. |
Nom de l'outil configuré | Type d'outil auquel le Programme de vérification a été associé (type de modèle en texte). |
Limites de contrôle | De combien peut dévier la valeur de référence :
|
Taille de la vérification | Nombre de serrages à effectuer pour le test de l'outil |
Mode de vérification | Décide les modalités de déclenchement du résultat de la vérification.
|
Mode Évaluation de la mesure | La mesure comparera la valeur de crête de la cible ou de l’outil par rapport à la référence QA et à la limite de contrôle pour voir si une mesure devrait être OK ou NOK. Les outils asservis courant sont verrouillés sur Cible vs Référence. (paramètres en lecture seule) Les outils à capteur sont modifiables et peuvent être sélectionnés soit :
|
CMK minimum | Valeur CMK minimum permise (désactiver si réglé sur 0). |
Sur Vérification terminée | Décide de la marche à suivre une fois le programme de vérification terminé.
|
ID de l’opérateur requis |
|
Données d’étape
Paramètre | Description |
|---|---|
Vitesse | La vitesse de fonctionnement de l’outil pendant le test. |
Couple cible | Le couple cible auquel le test doit être effectué. |
Vide activé | Si activé, le vide est activé durant le test. |
Retard de démarrage d'étape | Sélectionner un retard de démarrage du serrage |
Séquence de lots

Cette fonction permet de contrôler une séquence d'assemblages par vissage avec différentes stratégies de serrage concernant l'assemblage d'une seule et même pièce.
Lot
Pour configurer un lot, un programme et une taille de lot prédéfinis, c'est-à-dire le nombre de serrages à exécuter, sont nécessaires.
Il est possible de définir un programme de réparation et une limite de réparation. Si un serrage échoue, la limite de réparation est incrémentée. Si les tentatives de réparation dépassent le plafond du compteur de réparations, la séquence de lots dans son ensemble est considérée comme ayant échoué.
Il est possible de définir deux valeurs de temporisation, depuis le démarrage et depuis le serrage. Si un lot prend plus de temps que la valeur de consigne, il est considéré comme ayant échoué et comme abandonné.
Événement
L'étape évènement peut être utilisée pour interagir avec le poste de travail et contrôler le déroulement du processus de serrage.
Entrée
L'étape d'entrée attendra que le signal de la séquence de lots DI1-12 soit dans l'état souhaité, défini par le paramètre Flanc du signal. Le Flanc du signal définit si l'étape d'entrée doit réagir aux changements de bas à haut (flanc positif), de haut à bas (flanc négatif), au simple fait d'être haut/bas ou si elle doit réagir à tout changement de signal (tous).
Sortie
L'étape de sortie définira un signal de séquence de lots DO1-8 dans l'état souhaité, défini par le paramètre Niveau du signal de sortie.
Le niveau du signal de sortie détermine si le signal doit être haut (un) ou bas (zéro). Le mode de sortie détermine si le signal doit être instauré de manière permanente au niveau de signal de sortie ou s'il doit être émis par impulsions (durée). Dans le cas d'une durée, il est nécessaire de sélectionner le temps d'impulsion. Le temps d'impulsion maximum est de trois secondes. Si une étape plus longue est nécessaire, il est possible d'utiliser deux étapes de sortie en mode instauré en intercalant une étape retard entre les deux.
Retard
Il est possible de retarder la séquence pendant un laps de temps donné compris entre 0,01 et 30 secondes.
Scan avancé
Cette étape force l'utilisateur à scanner un code-barres ou à lire une étiquette RFID. Ces données peuvent être mémorisées avec les données de résultat de serrage à des fins de traçabilité.
Un ou plusieurs identifiants prédéfinis sont nécessaires pour configurer cette étape. Un identifiant est une règle utilisée pour vérifier que la chaîne scannée est correcte.
Cette étape peut accueillir jusqu'à quatre identifiants, ce qui permet de gérer des variations dans les numéros de série des produits. Le scan va par exemple enregistrer le numéro de série d'un module dans le produit. Le module peut provenir de deux fournisseurs différents et peut avoir des numéros de série différents. Les deux types de numéros de série doivent être acceptés comme étant corrects.
Scan simple
Cette étape force l'utilisateur à scanner un code-barres ou à lire une étiquette RFID. Ces données peuvent être mémorisées avec les données de résultat de serrage à des fins de traçabilité.
Les informations obtenues sont sauvegardées dans un ID personnalisé. Aucune validation n'est effectuée.
Étape moniteur d'entrée
L'étape moniteur d'entrée peut s'utiliser pour surveiller le niveau d'une entrée numérique pendant la séquence de lots. Une fois déclenchée, la séquence de lots sera annulée et la séquence redémarrera.
Sélecteur d’embout
L’étape du sélecteur d’embout peut être utilisée pour forcer l’opérateur à changer d’embout avant de continuer.
Présentation de la liste de séquences de lots
Chaque ligne représente une séquence de lots. Les colonnes contiennent les informations suivantes :
Case à cocher pour sélectionner la séquence de lots
Numéroter
Nom, défini par l’utilisateur
Nombre de
Actif
Dernière modification
Il est possible de filtrer la liste en cliquant sur le titre de chaque colonne.
Ajout d'une séquence de lots
Pour ajouter une séquence de lots, procéder comme suit :
-
Cliquer sur l'icône Séquence de lots dans la barre de menu. La zone de travail affiche une listede toutes les séquences de lots en cours.
-
Cliquer sur le bouton Ajouter. La fenêtre Create batch sequence (création d'une séquence de lots) s'ouvre.
-
Saisir le numéro et le nom de la séquence de lots.
-
Cliquer sur le bouton OK.
Une nouvelle séquence de lots s'ajoute à l'emplacement du numéro sélectionné et la liste est mise à jour.
Suppression d'une séquence de lots
Pour supprimer une séquence de lots, procéder comme suit :
-
Pour chaque séquence de lots à supprimer, cocher la case dans la colonne la plus à gauche dans la zone de travail.
-
Cliquer sur le bouton SUPPRIMER.
-
Confirmer la suppression dans la fenêtre Confirm (confirmation).
La ou les séquences de lots sélectionnées sont supprimées et la liste est mise à jour.
Copier une séquence de lots
Pour copier une séquence de lots, procéder comme suit :
-
Faire un clic droit sur la séquence de lots que l'on souhaite copier.
-
Sélectionner Copier.
-
Faire un clic droit sur la séquence de lots de destination.
-
Sélectionner Coller.
-
Pour confirmer, appuyer sur le bouton Yes (oui) dans la fenêtre Confirm (confirmation).
Réglages généraux
Paramètre | Description |
Nom de la séquence de lots | S'affiche dans la liste des séquences de lots. S'affichera sur l'écran de résultats sur le coffret. Sera enregistré avec l'ensemble des résultats de serrage obtenus dans la séquence de lots. |
Batch sequence revision (révision de la séquence de lots) | Révision de la séquence de lots. |
Batch sequence created (séquence de lots créée le) | Date à laquelle la séquence de lots a été créée. |
Batch sequence modified (séquence de lots modifiée le) | Date à laquelle la séquence de lots a été modifiée. |
Beep on error (bip sur erreur) | Lorsque cette fonction est activée, le coffret émet un bip sonore en cas d'échec d'une séquence de lots. |
Temps d'abandon | Si la durée d'une séquence de lots dépasse ce temps, la séquence est considérée comme ayant échoué et comme abandonnée et s'accompagne d'un message d'erreur. |
Réinitialiser identifiant sur séquence de lots terminée | Lorsque cette fonction est activée, le contrôleur efface le contenu des ID personnalisés 1 à 4 à la fin d'une séquence de lots. |
Configuration
Le volet de configuration comprend le lot, les évènements ou les étapes d'information de la séquence de lots.
Ajouter un lot, un évènement ou une étape d'information
Il y a deux manières d'ajouter des étapes :
-
Pour ajouter une seule étape, cliquer sur le bouton Ajouter.
-
Pour ajouter plusieurs étapes, cliquer droit sur le bouton Ajouter et sélectionner le nombre d’étapes que l’on souhaite ajouter.
-
Cliquer sur le bouton Ajouter.
Supprimer un lot, un évènement ou une étape d'information
Pour supprimer un lot, un évènement ou une étape d'information, procéder comme suit :
-
Cocher la case qui se trouve devant le lot, l'évènement ou l'étape d'information que l'on souhaite supprimer.
-
Cliquer sur le bouton Delete (supprimer).
-
Cliquer sur le bouton Yes (oui) dans la fenêtre de confirmation.
Paramètres de lot
Un lot est une série de serrages réalisés avec un programme défini.
Paramètre | Description |
Numéro de Pset | Numéro du programme à utiliser. |
Taille de lot | Nombre de serrages à réaliser avec le programme sélectionné. |
Repair mode (mode de réparation) | Activé ou désactivé. Si la fonction est activée, le déclenchement du dévissage est automatiquement désactivé jusqu'à ce qu'une erreur de serrage se produise. Lorsque le déclenchement du dévissage est activé, la gâchette de l'outil est désactivée. Après un dévissage, le mode programme de réparation est activé. |
Increment batch counter on (incrémenter le compteur de lots sur) | OK ou OK/NOK. Détermine si le compteur de lots doit être incrémenté en cas de serrages corrects uniquement ou en cas de serrages corrects et incorrects. |
Échec sur nombre de NOK | Nombre maximum d'échecs de serrage autorisé dans un lot. |
Repair Pset (programme de réparation) | Sélectionne un programme de réparation. |
Repair limit (limite de réparation) | Si un serrage échoue, la limite de réparation est incrémentée. Si les tentatives de réparation dépassent le plafond du compteur de réparations, la séquence de lots dans son ensemble est considérée comme ayant échoué. |
From start (depuis le départ) | Temps maximum d'exécution de l'étape lot. Si la durée de l'étape lot dépasse ce temps, la séquence de lots est considérée comme ayant échoué et comme abandonnée et s'accompagne d'un message d'erreur. |
From tightening (depuis le serrage) | Temps maximum d'exécution de l'étape lot décomptée à partir du départ du premier serrage. Si la durée de l'étape lot dépasse ce temps, la séquence de lots est considérée comme ayant échoué et comme abandonnée et s'accompagne d'un message d'erreur. |
Paramètres d'évènement
Paramètre | Description |
Type d'événement | Scan avancé, entrée, sortie, délai, scan simple, moniteur d'entrée ou sélecteur d’embout. |
Scan avancé
Paramètre | Description |
Identifier source (source de l'identifiant) | Protocole, scanner, quelconque |
Identifier rule 14 (règle d'identifiant 1 à 4) | Jusqu'à quatre règles d'identifiants pour analyser les chaînes d'identification. |
Information text (texte d'information) | Texte défini par l'utilisateur à afficher à l'écran pendant l'étape scan avancé. |
Timeout (expiration) | Si la durée du scan avancé dépasse ce temps, la séquence de lots est considérée comme ayant échoué ou comme abandonnée. |
Entrée
Paramètre | Description |
Signal d'entrée | Détermine le signal de séquence de lots DI1-12 à attendre. |
Signal flank (flanc du signal) | Détermine si l'étape doit réagir à un flanc positif, négatif ou quelconque ou à un niveau positif ou négatif. |
Timeout (expiration) | Si la durée de l'étape entrée dépasse ce temps, la séquence de lots est considérée comme ayant échoué ou comme abandonnée. |
Information text (texte d'information) | Texte défini par l'utilisateur à afficher à l'écran pendant l'étape. |
Sortie
Paramètre | Description |
Signal de sortie | Détermine la séquence de lots DO1-8 à définir. |
Output signal mode (mode de signal de sortie) | Détermine si le signal doit être instauré de manière permanente ou pendant un laps de temps défini. |
Output signal level (niveau de signal de sortie) | Détermine si la sortie doit être définie comme haute ou basse. |
Output signal duration (durée du signal de sortie) | Apparaît si le mode de signal choisi est la durée et détermine la durée pendant laquelle la sortie doit être active. |
Retard
Paramètre | Description |
Delay time (temporisation) | Détermine la durée pendant laquelle l'évènement restera actif. Réglage de 0,01 à 30 s. |
Scan simple
Paramètre | Description |
Identifier source (source de l'identifiant) | Protocole, scanner, quelconque |
Save destination (destination de sauvegarde) | Enregistrement dans un ID personnalisé. |
Information text (texte d'information) | Texte défini par l'utilisateur à afficher à l'écran pendant l'étape scan simple. |
Timeout (expiration) | Si la durée d'un scan simple dépasse ce temps, la séquence de lots est considérée comme ayant échoué et comme abandonnée et s'accompagne d'un message d'erreur. |
Key (clé) | Texte statique défini par l'utilisateur et enregistré avec des données dans un identifiant personnalisé. |
Moniteur d'entée
L'étape moniteur d'entrée peut s'utiliser pour surveiller le niveau d'une entrée numérique pendant la séquence de lots. Lorsque l'on active un moniteur d'entrée, il sera actif jusqu'à la fin de la séquence de lots ou jusqu'à ce qu'il soit désactivé.
Si l'erreur de moniteur se déclenche, ceci va activer une erreur de séquence de lots et la séquence sera annulée.
Paramètre | Description |
Mode moniteur | Active ou désactive le moniteur d'entrée. S'il est activé, le moniteur d'entrée sera actif jusqu'à la fin de la séquence de lots ou jusqu'à ce qu'il soit désactivé. |
Signal d'entrée | Sélectionner le signal d'entrée de séquence de lots à surveiller. Le signal d'entrée doit être affecté à une entrée réelle dans la configuration des E/S. |
Déclencher erreur sur | Si le signal a engendré l'état de déclenchement d'erreur, haut ou bas, la séquence de lots va être abandonnée et une erreur de séquence de lots sera active. |
Sélecteur d’embout
L’étape du sélecteur d’embout forcera l’utilisateur à sélectionner un embout spécifique afin de pouvoir terminer l’étape.
Sélecteur d’embout des E/S numériques
La fonction d’entrée numérique « Sélectionner embout 0-3 » doit être reliée de manière à détecter si un embout est sélectionné. L’évènement du sélecteur d’embout règlera toujours la fonction de sortie numérique « Déverrouiller embout 0-3 » afin d’identifier quel embout devrait être sélectionné par un appareil externe.
« Déverrouiller embout » et « Sélectionner embout » sont calculés de façon binaire.
Sélectionner embout 0 poids = 1
Sélectionner embout 1 poids = 2
Sélectionner embout 2 poids = 4
Sélectionner embout 3 poids = 8
Exemple : Si Évènement est réglé pour prendre l’embout n° 7, alors Sélectionner embout 0, 1 et 2 devraient être hauts afin de terminer l’étape de l’évènement. (1 + 2 + 4 = 7)
Sélecteur d’embout du Bus d'accessoires
Le bus d'accessoires utilise son propre protocole et n'a rien à voir avec les E/S numériques. Il n'est pas nécessaire d'associer un « Sélectionner embout » pour que le Sélecteur d’embout du Bus d'accessoires fonctionne.
Exemple : Si Évènement est réglé pour prendre l’embout n° 7, alors les voyants LED du sélecteur affichent l'embout à sélectionner, c'est-à-dire l'embout situé en position numéro 7.
Paramètre | Description |
Embout requis | Sélectionner quel embout l’opérateur devra sélectionner afin de poursuivre avec l’étape. Il est possible de sélectionner jusqu'à 8 embouts différents. (Ces embouts sont indépendants des paramètres de la configuration et n’exécuteront aucune autre commande s’ils sont sélectionnés). |
Identifier source (source de l'identifiant) | Sélectionnez la source du signal : E/S numériques ou bus d'accessoires. |
Paramètres d'information
|
Paramètre |
Description |
|
Information text (texte d'information) |
Texte défini par l'utilisateur à afficher à l'écran pendant l'étape information. |
|
Information transition mode (mode de transition d'information) |
Ce paramètre définit la façon dont l'étape information se termine. Il peut s'agir d'une transition vers l'étape suivante après un laps de temps donné ou après un appui sur le bouton OK. |
|
Information transition time (temps de transition d'information) |
Si le mode transition est sélectionné, il est possible de saisir un laps de temps. |
|
Buzzer frequency (fréquence du bruiteur) |
Fréquence du bruiteur. |
|
Buzzer duration (durée du bruiteur) |
Durée du bruiteur - fixée à zéro si aucune alarme sonore n'est souhaitée. |
Identifiants

Les identifiants sont utilisés à la fois pour stocker des informations précieuses, telles que l'ID de l'opérateur et les numéros de série dans chaque résultat, et pour sélectionner la tâche suivante pour le coffret.
Les chaînes d'identification peuvent être insérées dans le coffret via Open Protocol, un bus de terrain ou un scanner.
La valeur insérée/numérisée est validée en fonction des identifiants prédéfinis et si le coffret trouve une correspondance, il exécute l'action de cet identifiant.
Il existe plusieurs manières différentes d'utiliser les données insérées/scannées :
Traçabilité et surveillance de la production (ID de l'opérateur, ID personnalisé et ID sauvegardé)
Commande de travail (sélectionner Pset, programme de vérification et séquence de lots)
Contrôle d'accès des utilisateurs (ouverture de session).
Pour configurer la façon dont les valeurs insérées/scannées sont utilisés, l'utilisateur doit configurer des règles d'identifiants. Ces règles essaient d'abord de valider une chaîne d'identification entrante (entrée du scanner). Si la chaîne d'identification est validée par la règle, elle va déclencher une action dans le système.
Scanner
Un scanner peut être connecté à un port USB ou à un port série sur le coffret.
Les scanners USB doivent avoir les caractéristiques suivantes :
Interface USB HID (clavier)
Interface clavier anglais-US
Le MTF6000 donne la possibilité de connecter des scanners en USB HID (comme un clavier) et RS232. Il est possible d'utiliser n'importe quel type de scanner faisant appel à l'une ou l'autre de ces interfaces. Le système accepte les chaînes de texte contenant jusqu'à 512 caractères.
Créer un code-barres de poste
Pour la traçabilité entre le serrage et le coffret de mesure il est possible de générer un code-barres de poste contenant les informations sur l’outil, le couple, l’ID du coffret, etc. Le code-barres de poste est automatiquement généré dans le MTF6000 si un Programme de vérification est sélectionné et qu’il s’affiche sur l’écran du coffret. Si le coffret est hors de portée de l'opérateur qualité, il est possible de générer manuellement un code-barres de poste dans ToolsTalk MT qui peut être imprimé et placé à côté du poste afin que le IAM du coffret QA puisse scanner le code-barres. Les valeurs du code-barres de poste sont enregistrées avec le résultat de la mesure pour assurer la traçabilité entre le résultat du serrage et celui de la mesure.
Dans la vue en liste des identifiants, cliquer sur Code-barres pour créer un code-barres de poste. Étant donné que le code-barres de poste est saisi manuellement dans ToolsTalk MT, il est possible de saisir n'importe quelle valeur, ce qui signifie que le serrage peut être effectué avec un coffret non MTF6000 et que le IAM du coffret QA stockera les informations indépendamment.
Ajout d'un identifiant
Pour ajouter un identifiant, procéder comme suit :
-
Cliquer sur l'icône Identifiant dans la barre de menu. La zone de travail affiche une liste de tous les identifiants actuels.
-
Cliquer sur le bouton Ajouter. La fenêtre Créer s'ouvre.
-
Saisir le numéro et le nom de l'identifiant.
-
Cliquer sur le bouton OK.
Un nouvel identifiant s'ajoute à l'emplacement du numéro sélectionné et la liste est mise à jour.
Suppression d'un identifiant
Pour supprimer un identifiant, procéder comme suit :
-
Pour chaque identifiant à supprimer, cocher la case dans la colonne la plus à gauche dans la zone de travail.
-
Cliquer sur le bouton SUPPRIMER.
-
Confirmer la suppression dans la fenêtre Confirm (confirmation).
Le ou les identifiants sélectionnés sont supprimés et la liste est mise à jour.
Copier un identifiant
Pour copier un identifiant, procéder comme suit :
-
Faire un clic droit sur l'identifiant que l'on souhaite copier.
-
Sélectionner Copier.
-
Faire un clic droit sur l'identifiant de destination.
-
Sélectionner Coller.
-
Pour confirmer, appuyer sur le bouton Yes (oui) dans la fenêtre Confirm (confirmation).
Réglages généraux
|
Paramètre |
Description |
|
Nom |
Nom de l'identifiant. |
|
Identification string (chaîne d'identification) |
La chaîne instaurée. Le bouton Entrée/Scan permet de saisir manuellement un code-barres. |
Validation
Les réglages de validation servent à vérifier que la règle s'applique à la chaîne d'identification entrante. Si la règle s'applique, le coffret va exécuter les actions liées à la règle.
Il est possible de sélectionner de 1 à 64 caractères dans la chaîne pour les comparer à un texte donné.
Exemple :
Partie à comparer-> 1-3, 9-10
Chaîne à comparer-> SNPDL
Chaîne 1-> SNP12345DL -> Correspondance (le bit 1-3 est SNP et le bit 9-10 est DL)
Chaîne 2-> SNPDL1234 -> Pas de correspondance (le bit 1-3 est SNP mais le bit 9-10 est 34)
Pour la version du firmware 1.15.0 et supérieure, il est possible d’ajouter une validation Accepter tout. Régler la Longueur sur 0 et laisser la Partie à comparer et le Texte à comparer vide. Ne pas créer plus d’une validation Accepter tout sur le même coffret.
Paramètre | Description |
Longueur de chaîne d'identification | Longueur de la chaîne d'identification. Définition automatique lorsque l'on clique sur le bouton Entrée/scan puis sur le bouton OK. |
Partie à comparer | Positions dans la chaîne d'identification. La sélection s'effectue dans une fenêtre distincte. |
Match string (chaîne de correspondance) | Caractères faisant correspondre la chaîne à la partie à comparer. |
Configuration
Dans toutes les actions d’identification, à l’exception de l’ouverture de session, on peut enregistrer jusqu’à 100 caractères dans chaque ID personnalisée. Cette chaîne sera alors liée aux données de résultat issues du serrage.
Quatre ID personnalisés sont à la disposition de l'utilisateur pour la saisie de texte. Chaque ID personnalisé comporte deux champs, clé et format. La valeur de la clé est un texte statique qui peut être saisi lors de la configuration de l'identifiant. Le champ sera renseigné lors du scan. Le paramètre de format permet de déterminer quelles données doivent être saisies dans le champ et va définir le numéro et l'ordre des bits à sélectionner.
Paramètre | Description |
Action type (type d'action) | Enregistrement ID
Sélectionner VProg |
Conserver jusqu’au remplacement |
|
Enregistrement ID
L'action Enregistrement ID ne peut être utilisée qu'à l'intérieur d'une séquence de lots.
Cette action sert à sauvegarder les données de l'étiquette scannée avec les données de résultat. L'ajout d'une clé statique permettra de rechercher les données dans une base de données. Il est possible de configurer jusqu'à quatre chaînes de sauvegarde. L'entrée du scanner peut enregistrer jusqu'à 100 caractères clés et 100 caractères scannés, soit 200 caractères au total.
Paramètre | Description |
Key 1-4 (clé 1 à 4) | Texte statique défini par l'utilisateur et sauvegardé avec les données du scanner. |
Format 1-4 (format 1 à 4) | Partie de la chaîne entrante qui sera sauvegardée dans l'ID personnalisé. |
Save destination 1-4 (destination de sauvegarde 1 à 4) | Néant |
Sélection du programme
Cette action ne peut être exécutée que si la source sélectionnée est un scanner. Ceci est défini dans Controller settings > Configuration > Select source.
Cette action aura pour effet de sélectionner un programme.
Paramètre | Description |
Programme | Sélection parmi les programmes disponibles. |
Key 1-4 (clé 1 à 4) | Texte statique défini par l'utilisateur et sauvegardé avec les données du scanner. |
Format 1-4 (format 1 à 4) | Partie de la chaîne entrante qui sera sauvegardée dans l'ID personnalisé. |
Save destination 1-4 (destination de sauvegarde 1 à 4) | Néant |
Sélection de la séquence de lots
Cette action ne peut être exécutée que si la source sélectionnée est un scanner. Ceci est défini dans Controller settings > Configuration > Select source.
Cette action aura pour effet de sélectionner une séquence de lots.
Paramètre | Description |
Séquence de lots | Sélection parmi les séquences de lots disponibles. |
Batch sequence restart mode (mode de redémarrage de la séquence de lots) | Déterminer si la séquence de lots doit attendre un nouveau scan ou démarrer automatiquement à la fin. |
Key 1-4 (clé 1 à 4) | Texte statique défini par l'utilisateur et sauvegardé avec les données du scanner. |
Format 1-4 (format 1 à 4) | Partie de la chaîne entrante qui sera sauvegardée dans l'ID personnalisé. |
Save destination 1-4 (destination de sauvegarde 1 à 4) | Néant |
Enregistrer dans ID personnalisé
Enregistrer dans ID personnalisé peut être utilisé pour enregistrer une valeur scannée sans dépendance sur d’autres fonctions.
Paramètre | Description |
Key 1-4 (clé 1 à 4) | Texte statique défini par l'utilisateur et sauvegardé avec les données du scanner. |
Format 1-4 (format 1 à 4) | Partie de la chaîne entrante qui sera sauvegardée dans l'ID personnalisé. |
Save destination 1-4 (destination de sauvegarde 1 à 4) | Néant |
ID de l’opérateur
Stocké dans le coffret QA pour relier un opérateur à un résultat de mesure.
Paramètre | Description |
|---|---|
Format de l’ID de l’opérateur | Partie de la chaîne entrante qui sera sauvegardée en tant que ID de l’opérateur. |
Ouvrir IDENTIFIANTS.
Appuyer sur AJOUTER.
Ouvrir identifiant.
Validation de la configuration.
Configuration du format de l’ID de l’opérateur.
Retourner à IDENTIFIANTS.
Appuyer sur OPERATEURS.
Appuyer sur AJOUTER.
Saisir la Clé (la valeur doit correspondre au format qui a été configuré sous le format de l'identificateur de l'opérateur).
Saisir le Nom (nom de l'opérateur).
Exemple
Configurer l’identifiant
Paramètre
Valeur
Longueur de chaîne d'identification
6
Partie à comparer
{1-3}
Chaîne de correspondance
ABC
Format de l’ID de l’opérateur
{4-6}
Configurer les opérateurs
Opérateur
Paramètre
Valeur
1
Clé
001
Nom
Atlas
2
Clé
002
Nom
Copco
Résultat
Code barres
Opérateur
ABC001
Atlas
ABC002
Copco
ABC003
S/O
ABC0010
S/O
Sélectionner VProg
Cette action ne peut être exécutée que si la source sélectionnée est un scanner. Ceci est défini dans Controller settings > Configuration > Select source.
Cette action aura pour effet de sélectionner un programme de vérification.
Paramètre | Description |
Référence VProg | Sélection parmi les programmes disponibles. |
Mode redémarrage de VProg | Déterminer si le programme de vérification doit attendre un nouveau scan ou démarrer automatiquement à la fin. |
Key 14 (clé 1 à 4) | Texte statique défini par l'utilisateur et sauvegardé avec les données du scanner. |
Format 1-4 (format 1 à 4) | Partie de la chaîne entrante qui sera sauvegardée dans l'ID personnalisé. |
Save destination 1-4 (destination de sauvegarde 1 à 4) | Néant |
Ouverture de session
Cette action permet à un utilisateur d'ouvrir une session à un niveau donné. Le niveau utilisateur est défini dans Réglages des E/S et mots de passe > Mot de passe > Coffret.
Scanner le code tandis qu'une session est ouverte aura pour effet de déconnecter automatiquement l'utilisateur.
|
Paramètre |
Description |
|
Level (niveau) |
Sélection du niveau 1 à 3. |
Code-barres de poste
Le code-barres de poste peut être saisi manuellement pour créer un code QR contenant des informations sur l'outil et le coffret qui peuvent être envoyées au IAM du coffret QA via un scanner.
Paramètre | Description |
|---|---|
Numéro de série de l’outil | Le numéro de série de l’outil de serrage. |
N° de série du coffret | Numéro de série du coffret de serrage |
ID coffret | ID coffret du coffret de serrage. |
ID poste de travail | ID poste de travail du coffret de serrage. |
ID ligne | ID ligne du coffret de serrage. |
N° d’occurrence du Programme de vérification | Numéro du programme de serrage. |
Type d’outil | Type d'outil qui effectuera le serrage. |
Calibration date (date d’étalonnage) | Date de l’étalonnage de l'outil. S’affiche au format AAAA-MM-JJ |
Couple cible | La quantité de couple à laquelle le coffret effectuera le serrage et la mesure cible. |
Limites de contrôle | Déviation maximale permise par rapport à la cible/outil et utilisée pour calculer le CMK. |
Taille de la vérification | Nombre de serrages à effectuer pour le test de l'outil. |
CMK minimum | La valeur minimum CMK peut devoir signaler une vérification OK (si CMK est inférieur à la valeur minimum, la vérification signalera un NOK). Si le paramètre est vide ou réglé sur 0, alors la vérification évaluera le résultat en fonction des résultats des mesures. |
ID de l’opérateur requis |
|
Enregistrer
Enregistre le code QR et tous les paramètres sous la forme d’une image en format .jpg ou .bmp sur votre ordinateur.
Exporter
Enregistre les paramètres dans un fichier .xml sur votre ordinateur et qui pourront être importés et remodifiés ultérieurement.
Importer
Import un fichier .xml contenant tous les paramètres et leurs valeurs.
Imprimer
Imprime le code QR et tous les paramètres dans un format pratique qui sera prêt à être placé à côté du poste de serrage.
Charger les paramètres
Chargez les paramètres du coffret utilisés dans les champs appropriés. Les paramètres qui seront chargés dans le code-barres de poste sont :
Numéro de série de l’outil
Numéro de série du coffret
ID coffret
ID poste de travail
ID ligne
Type d’outil
Configurations

Cette fonction donne la possibilité de contrôler le comportement du sélecteur d’embout, de la colonne lumineuse, les capteurs et les fonctions de l’outil telles que les boutons et les voyants LED.
Liste de configurations
Chaque ligne représente les configurations pour une famille d’outils/capteurs ou d’accessoires spécifiques. Les colonnes contiennent les informations suivantes :
Case à cocher pour sélectionner la configuration
Nom, défini par l’utilisateur
Dernière modification
Type de configuration
ETD M
ETD M + PTS (appuyer pour démarrer)
ETD MC/MT
ETD MC/MT + PTS (appuyer pour démarrer)
QMC/QMT
MT TS/TH/TRA
Sélecteur d’embout
Colonne lumineuse
Actif
Ajout d’une configuration
Quand on connecte un outil ou un capteur avec le coffret, celui-ci ajoute automatiquement une configuration pour cette famille d’outils ou de type de capteur.
Sélectionnez Ajouter pour ouvrir la fenêtre Configuration.
Saisissez Nom et sélectionnez une famille d'outils ou un type de capteur, puis sélectionnez OK.
Une nouvelle configuration est ajoutée et la liste est mise à jour.
Sélectionnez Ajouter pour ouvrir la fenêtre Configuration.
Sélectionner l'accessoire dans la liste.
Suppression d’une configuration
Pour supprimer une ou plusieurs configurations :
Sélectionnez la case des configurations que vous souhaitez supprimer puis cliquez sur Supprimer.

Les configurations actives ne peuvent pas être supprimées.
Cliquez sur Confirmer dans la boîte de dialogue.
Les configurations sont supprimées et la liste est mise à jour.
Réglages généraux
Paramètre | Description |
|---|---|
Nom | Nom défini par l’utilisateur qui est affiché dans la liste de configurations. |
Configuration revision (révision de la configuration) | Révision de la configuration. |
Créé(e/s) | Date de création de la configuration. |
Modifiée | Dernière date de modification de la configuration. |
Configurations
Les options de configuration varient en fonction des types d’outils ou de capteurs. Pour les outils, la gâchette d’outil, les voyants et le retour tactile peuvent tous être configurés.
Le coffret crée automatiquement une configuration si un nouveau type d'outil/capteur est raccordé au coffret.
Il n'est pas possible de créer plusieurs configurations pour le même type d'outil/capteur.
Paramètre | Description |
|---|---|
Type de configuration | Configuration d'outil/capteur |
Famille d’outils | Nom de la famille d’outils actuelle (valide uniquement pour la configuration de l'outil) |
ETD M / ETD M + PTS
Paramètre | Description |
|---|---|
Tool start trigger (gâchette de démarrage outil) |
|
Tool loosening trigger (gâchette de dévissage d'outil) |
|
Gâchette Appuyer pour démarrer |
|
ETD MC/MT / ETD MC/MT + PTS
Paramètre | Description |
|---|---|
Tool start trigger (gâchette de démarrage outil) |
|
Fonction de démarrage par gâchette | Disponible uniquement siGâchette de démarrage d’outil est réglé sur Désactivé.
|
Fonction d’entrée de démarrage par gâchette | Disponible uniquement si Fonction de démarrage outil est réglé sur Fonction d’entrée. Voir également E/S numériques |
Gâchette Appuyer pour démarrer |
|
Config fonction simple |
|
Config fonction d’entrée simple | Disponible uniquement si Config fonction simple est réglé sur Fonction d’entrée. Voir également E/S numériques |
Config fonction de sortie simple | Uniquement disponible si la Config fonction simple est paramétrée sur Activer/Désactiver la fonction de sortie ou Fonction de sortie par impulsion. |
Config fonction double |
|
Config fonction d’entrée double | Disponible uniquement si Config fonction double est réglé sur Fonction d’entrée. Voir également E/S numériques |
Config fonction de sortie double | Uniquement disponible si la Config fonction double est paramétrée sur Activer/Désactiver la fonction de sortie ou Fonction de sortie par impulsion. |
Config fonction maintien | Les configurations prennent effet environ une seconde après avoir appuyé sur le bouton.
|
Config fonction d’entrée maintien | Disponible uniquement si Config fonction maintien est réglé sur Fonction d’entrée. Voir également E/S numériques |
Config fonction d’entrée maintien | Uniquement disponible si la Config fonction maintien est paramétrée sur Activer/Désactiver la fonction de sortie ou Fonction de sortie par impulsion. |
Intensité Led | Définit l’intensité du LED vert, bleu et rouge. L’échelle est de 1 à 5. |
Temporisation LED | Définit le nombre de secondes pendant lequel les LED seront allumés après l’activation du vert, bleu ou rouge. La temporisation peut être réglée de 0 à 300, 0 étant l’infini. |
LED OK |
|
LED Non OK |
|
Lot de Led OK |
|
Couleur de lot de Led OK | Disponible uniquement siLot de Led OK est réglé sur activé.
|
Intensité des LED de guidage | Définit l’intensité du LED de l’éclairage de guidage. L’échelle est de 1 à 5. |
Temporisation des LED de guidage | Définit le nombre de secondes pendant lequel les LED seront allumés après l’activation de l’éclairage de guidage. La temporisation peut être réglée de 0 à 300, 0 étant l’infini. |
Tactile sur NOK |
|
QMC / QMT
Paramètre | Description |
|---|---|
Intensité Led | Définit l’intensité du LED vert, bleu et rouge. L’échelle est de 1 à 5. |
Temporisation LED | Définit le nombre de secondes pendant lequel les LED seront allumés après l’activation du vert, bleu ou rouge. La temporisation peut être réglée de 0 à 300, 0 étant l’infini. |
Led occupé |
|
LED OK |
|
LED Non OK |
|
Lot de Led OK |
|
Couleur de lot de Led OK | Disponible uniquement siLot de Led OK est réglé sur activé.
|
Capteur
Paramètre | Description |
|---|---|
Type | Type de capteur. Par exemple, MT-TS |
Nom | Nom du capteur |
Couple maxi. | Couple maximal pouvant être mesuré par le capteur. |
Seuil de couple | Démarre/Arrête la mesure après avoir atteint le seuil. |
Cible de couple | Ce que la mesure cherche à atteindre. |
Limite de contrôle | De combien la mesure peut-elle varier en % par rapport au couple cible/de l’outil. Sert aussi à calculer le CMK. |
Taille de la vérification | Nombre de mesures dans le test. |
Mode de vérification |
|
CMK minimum | CMK minimum autorisé pour signaler une vérification OK. Si le CMK final est inférieur à cette valeur, alors la vérification signalera un NOK. |
Sélecteur d’embout
Si vous utilisez Sélecteur d’embout des E/S numériques, la source Sélectionner doit être réglée sur E/S numériques et Mode de sélection E/S doit être réglé sur Sélecteur d’embout. Si vous utilisez Sélecteur d’embout du Bus d'accessoires, la source Sélectionner doit être réglée sur Protocole du Bus d'accessoires.
Paramètre | Description |
|---|---|
Capteur [1-8] | Uniquement disponible dans le sélecteur d'embout du bus d'accessoires
|
Mode de sélection Embout [1-8] | Si Capteur [1-8] est réglé sur Désactivé, Aucun sera la seule option disponible.
|
Pset Embout [1-8] | Sélectionner le Pset à activer si Embout est sélectionné. Uniquement disponible si Mode de sélection Embout [1-8] est réglé sur Sélectionner Pset. |
Séquence de lots Embout [1-8] | Sélectionner la séquence de lots à activer si Embout est sélectionné. Uniquement disponible si Mode de sélection Embout [1-8] est réglé sur Sélectionner la séquence de lots. |
Colonne lumineuse
Paramètre | Description |
|---|---|
Fonction Colonne lumineuse [1-5] | Sélectionner la fonction de sortie à connecter à la lumière de la colonne lumineuse correspondante. |
Mode de signal Colonne lumineuse [1-5] | Sélectionner le mode du signal. Non disponible si la fonction Colonne lumineuse [1-5] est réglée sur Désactivé. Les options sont les mêmes que pour le mode de signal de sortie E/S numériques.
|
Durée du signal Colonne lumineuse [1-5] | Disponible uniquement si le mode du signal Colonne lumineuse [1-5] est réglé sur Durée. |
Clignotement Colonne lumineuse [1-5] | Non disponible si la fonction Colonne lumineuse [1-5] est réglée sur Désactivé.
|
Fonction Avertisseur sonore | Sélectionner la fonction de sortie à connecter à l’Avertisseur sonore. |
Mode du signal Avertisseur sonore | Sélectionner le mode du signal. Non disponible si Fonction Avertisseur sonore est réglée sur Désactivé. Les options sont les mêmes que pour le mode de signal de sortie E/S numériques.
|
Durée du signal Avertisseur sonore | Disponible uniquement si Mode du signal Avertisseur sonore est réglé sur Durée. |
Composant [A,B] |
|
Fonction Composant [A,B] | Sélectionner la fonction d'entrée connectée au Composant [A,B] correspondant. Disponible uniquement si Composant [A,B] est réglé sur Commutateur à clé, Bouton poussoir ou Bouton de couleur. |
Fonction gauche Composant [A,B] | Sélectionner la fonction d'entrée connectée au Composant [A,B] correspondant. Disponible uniquement si Composant [A,B] est réglé sur Commutateur bidirectionnel. |
Fonction droite Composant [A,B] | Sélectionner la fonction d'entrée connectée au Composant [A,B] correspondant. Disponible uniquement si Composant [A,B] est réglé sur Commutateur bidirectionnel. |
Fonction lampe Composant [A,B] | Sélectionner la fonction d'entrée connectée au Composant [A,B] correspondant. Disponible uniquement si Composant [A,B] est réglé sur Bouton de couleur ou Lampe. |
Mode du signal lampe Composant [A,B] | Sélectionner le mode du signal. Disponible uniquement si Composant [A,B] est réglé sur Bouton de couleur ou Lampe. |
Durée du signal lampe Composant [A,B] | Disponible uniquement si le mode du signal Mode du signal lampe Composant [A,B] est réglé sur Durée. |
Clignotement lampe Composant [A,B] | Non disponible si Fonction Composant [A,B] est réglée sur Désactivé.
|
Fonction Sortie [1-2] | Sélectionner la fonction de sortie à connecter à la lumière de la Fonction Sortie [1-2] correspondante. |
Mode de signal Sortie [1-2] | Sélectionner le mode du signal. Non disponible si la fonction Fonction Sortie [1-2] est réglée sur Désactivé. Les options sont les mêmes que pour le mode de signal de sortie E/S numériques.
|
Durée du signal Sortie [1-2] | Disponible uniquement si Fonction Sortie [1-2] est réglée sur Durée. |
Clignotement Sortie [1-2] | Non disponible si la fonction Fonction Sortie [1-2] est réglée sur Désactivé.
|
Fonction Entrée [1-2] | Sélectionner la fonction d’entrée à connecter à la lumière de la Fonction Entrée [1-2] correspondante.. |
Analyse

L'analyse permet de visualiser des graphiques. Il est possible d'analyser les graphiques enregistrés sur le coffret ou sur un PC. Il est également possible de visualiser une courbe en temps réel pendant que le serrage/mesure est en cours. Cette fonction n'est toutefois disponible que si le coffret est connecté par USB.
Le taux d’échantillonnage et le nombre de points d’échantillonnage pour chaque graphique enregistré varient selon la durée de serrage.
Taux d’échantillonnage * Durée = Points d’échantillonnage
Taux d’échantillonnage des données (Hz) | Durée max |
|---|---|
7500 | 0,133333333 |
3750 | 0,266666667 |
1875 | 0,533333333 |
937,5 | 1,066666667 |
468,75 | 2,133333333 |
Par exemple, si un serrage dure 0,52 secondes, le taux d’échantillonnage est de 1875 Hz. Cela donne 1875 * 0,52 = 975 points d’échantillonnage.
Objet de l’IGU | Action |
Arrêt | Empêche l’analyse de recueillir ou de recevoir des courbes en temps réel. |
Démarrage | Démarre l’analyse. Chaque serrage lance un nouveau graphique. |
Tableau de valeurs | Affiche le graphique dans un tableau. |
Supprimer | Efface le(s) graphique(s). |
Ouvrir | Ouvre un graphique précédemment enregistré. |
Enregistrer | Enregistre le graphique affiché en tant que fichier .dia. |
Exporter | Exportation des résultats au format .jpg ou .bmp. |
Réglages | Change les fonctions d’analyse. Sélection dans trois onglets.
|
Test | Ouvre une fenêtre qui permet de faire fonctionner l’outil à partir de ToolsTalk MT. |
Chemin | Chemin vers le dossier de travail. Les fichiers .dia ou mtg du dossier sélectionné sont affichés. |
Afficher des courbes multiples | Affichage de courbes multiples. Possibilité d’imprimer jusqu’à 8 graphiques. |
Actualiser | Appuyer sur ce bouton pour mettre à jour le dossier de travail ou le chemin. |
Fichiers .dia et .mtg | Les fichiers .dia et mtg du dossier de travail sélectionné sont affichés. |
Naviguer dans un graphique dans le menu d'analyse
|
Action |
Description |
|
Zoom + |
Maintenir le bouton gauche de la souris enfoncé et faire glisser cette dernière en diagonale vers la droite. |
|
Zoom - |
Maintenir le bouton gauche de la souris enfoncé et faire glisser cette dernière en diagonale vers la gauche. |
|
Déplacer |
Maintenir le bouton droit de la souris enfoncé et déplacer la souris. |
|
Copier le graphique |
Pour copier le graphique, faire un clic droit et sélectionner Copier le graphique. |
|
Ajouter un commentaire |
Cliquer sur le bouton droit de la souris sur le graphique pour ajouter un commentaire (à ce graphique spécifique). |
|
Supprimer |
Cliquer avec le bouton droit de la souris sur le graphique et sélectionner Supprimer pour le supprimer. |
Réglages
Paramètres d'analyse de ToolsTalk MT.
Réglages généraux
|
Paramètre |
Description |
|
Chemin |
L'enregistrement est stocké dans un dossier spécifique. Les fichiers sont nommés avec un index. L'utilisateur doit avoir la permission d'écriture sur le chemin sélectionné. |
|
Automatic store (stockage automatique) |
Permet l'enregistrement automatique des fichiers dans le dossier spécifié. |
|
Show legend (afficher la légende) |
Permet d'afficher et de masquer la légende des diagrammes. |
|
Step color (couleur d'étape) |
Des couleurs différentes sont attribuées aux étapes d'un programme de serrage. Si cette fonction est désactivée, chaque graphique prend une couleur unique. |
Déclenchement couple
Le déclenchement couple sert à commander l'activation et la désactivation des enregistrements.
|
Paramètre |
Description |
|
Couple |
La courbe en temps réel est enregistrée tant que le couple dépasse cette valeur. |
|
Start delay (retard de démarrage) |
Le temps de retard est réglable entre 0 et 50 secondes. La courbe en temps réel est enregistrée tant que le temps d'exécution dépasse cette valeur. Si le retard de démarrage et le déclenchement couple sont utilisés simultanément, alors l'enregistrement de la courbe en temps réel ne commencera pas tant que les deux limites ne seront pas dépassées. |
Paramètres graphiques
|
Paramètre |
Description |
|
Diagram type (type de diagramme) |
Torque/Time (couple/heure) affiche le couple sous forme de fonction du temps. |
|
Show torque gradient trace (afficher la courbe de gradient de couple) |
Affiche la courbe de gradient de couple. |
Résultats

Objet de l’IGU | Action |
Premier | Ouvre la première page qui contient les 100 résultats/évènements les plus récents. |
Précédent | Ouvre la page précédente. |
Suivant | Ouvre la page suivante. |
Dernier | Ouvre la dernière page qui contient les <=100 résultats/évènements les plus anciens. |
Actualiser | Met à jour la liste des résultats/évènements. |
Rechercher | Permet de rechercher des résultats. (Disponible uniquement pour la licence IAM QA) |
>> | Recherche le nombre de résultats suivants (Disponible uniquement pour la licence IAM QA) |
Exporter | Permet d’exporter les résultats. (Disponible uniquement pour la licence IAM QA) |
Mise à jour auto | La liste se met automatiquement à jour lorsqu'un nouveau résultat est mémorisé. |
Résultats
La fenêtre des résultats présente tous les résultats de serrage ou résultats des mesures stockés dans le coffret.
Faire un clic droit dans la fenêtre des résultats pour sélectionner les colonnes à afficher dans le tableau.
Sélectionner un résultat
Sélectionner un serrage dans le tableau dans le coin supérieur gauche de la fenêtre des résultats de serrage.
Le graphique couple/angle et les données du serrage sélectionné s'affichent.
Rechercher des résultats
Dans le volet Résultats, cliquer sur le bouton Rechercher, la fenêtre contextuelle Rechercher les mesures s’affiche.
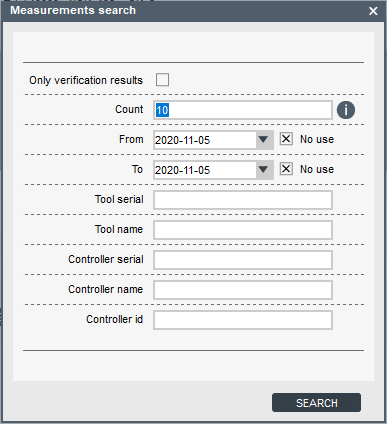
Paramètre
Description
Résultats de vérification uniquement
Sélectionne uniquement les résultats de vérification et ignore les mesures ordinaires.
Nombre
Nombre de résultats trouvés (1-100).
Du - Au
Ce paramètre fait référence à la date à laquelle les résultats ont été produits. Les utilisateurs peuvent désormais ignorer la date dans la recherche.
N° de série de l'outil
Recherche des vérifications effectuées sur un outil avec le numéro de série « ToolSerial ».
Nom de l’outil
Recherche des vérifications effectuées sur un outil avec le nom « ToolName ».
N° de série du coffret
Recherche des vérifications effectuées avec un coffret avec le numéro de série « ControllerSerial ».
Nom du coffret
Recherche des vérifications effectuées avec un coffret avec le nom « ControllerName ».
ID coffret
Recherche des vérifications effectuées avec un coffret avec l’identifiant « ControllerId ».
Saisir dans les champs les informations pertinentes à la recherche.
Cliquer sur Rechercher.
Exporter des résultats
Pour exporter un résultat ou un ensemble de résultats, sélectionner un résultat spécifique ou un ensemble de résultats dans le volet des résultats et cliquer sur le bouton Exporter ou faire un clic-droit.

Les options suivantes sont disponibles :
Exporter la base de données totale vers Excel : Pour exporter la base de données complète des résultats de mesure vers un fichier .csv qui peut être facilement ouvert dans MS Excel.
Exporter les éléments sélectionnés vers Excel : Pour exporter uniquement un ensemble de résultats de mesure préalablement sélectionnés dans le volet des résultats de mesure vers un fichier .csv.
Créer un pdf des vérifications sélectionnées: Pour créer un rapport au format .pdf pour un résultat de vérification spécifique. Si plusieurs résultats de vérification sont sélectionnés en même temps, un rapport .pdf sera créé pour chacun d'entre eux.
Si le résultat de mesure choisi n'est pas un résultat de vérification, un minimum de trois mesures de Vitesse à vide doit être choisi. Vous ne pouvez pas mélanger les mesures de Vitesse à vite et les résultats de vérification lors de la création de rapports.
Si plusieurs résultats de mesure sont sélectionnés, un rapport sans limites sera créé et chaque mesure sera présentée dans un graphique.
Créer des Rapports de mesure
Dans le volet Résultats, sélectionner un résultat spécifique ou un ensemble de résultats et cliquer sur le bouton Exporter.
Sélectionner l’option Créer un pdf des vérifications sélectionnées ; la fenêtre contextuelle Informations du rapport de vérification.

Paramètre
Description
Informations client
Informations relatives au client.
Ligne client 1-4
Cette information s’affichera dans le coin supérieur droit du rapport.
Id de l’appareil testé
Cette information s'affiche sous les informations relatives à l'outil et, si le client possède son propre identifiant pour l'outil, il peut le saisir ici.
Informations centre SAV
Informations relatives au centre SAV.
Ligne entretien 1-4
Cette section apparaît au milieu du pied de page du rapport. Ces champs sont mémorisés, de sorte que les informations ne doivent être saisies qu'une seule fois.
Saisir dans les champs les informations pertinentes.
Cliquer sur Générer pour obtenir un rapport.
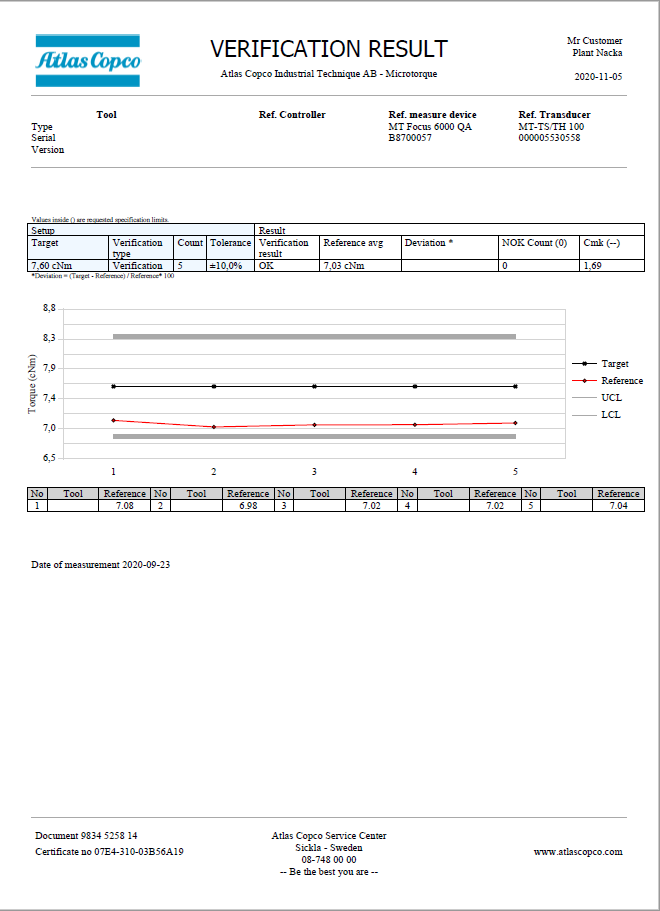
Exemple de rapport de vérification 
Exemple de rapport FreeRun
Résultats d'étape
La fenêtre de résultat d'étape affiche les valeurs de couple et d'angle de l'étape issues du dernier serrage ou dévissage.
Événements
Les évènements sont soit des erreurs soit des messages d'information qui ont été signalés dans le coffret. Ceux-ci peuvent être exportés vers un fichier Excel pour être stockés.
La fenêtre des évènements présente une liste des 512 évènements les plus récents.
Faire un double clic sur un évènement pour ouvrir une fenêtre contenant des renseignements sur l'évènement en question.
Réglages de l'outil

Vérification du couple
Il est possible de configurer un intervalle qui informera l'utilisateur qu'il est temps de tester et de vérifier l'outil en effectuant une vérification du couple. L'intervalle peut être déclenché soit sur le nombre de cycles, soit sur une durée. Avec les paramètres de vérification du couple, il est également possible de verrouiller l'outil afin qu'il ne puisse plus effectuer d'actions tant qu'il n'a pas obtenu un résultat positif de vérification de l'outil.
Le résultat de la vérification n'est disponible que si la vérification est effectuée via USB Sync avec la licence QA MTF6000 IAM.
Paramètres du capteur

Réglages du coffret

Raccordement du coffret à ToolsNet
Mode statique
Raccorder le coffret au réseau de l'usine via Ethernet.
Définir le paramètre Network mode (mode réseau) sur Static (statique) dans les Réglages du coffret > Configuration > Réseau.
Instaurer l'adresse IP, le masque de sous-réseau et la passerelle du coffret.
Activer ToolsNet.
Instaurer l'adresse IP du serveur ToolsNet.
Instaurer le port ToolsNet, 6700 étant le port standard pour tous les appareils MT.
Sélectionner si le coffret doit synchroniser son heure avec celle de ToolsNet.
Mode DHCP
Raccorder le coffret au réseau de l'usine via Ethernet.
Définir le paramètre Network mode (mode réseau) sur DHCP dans les Réglages du coffret > Configuration > Réseau.
Activer ToolsNet.
Instaurer l'adresse IP du serveur ToolsNet.
Instaurer le port ToolsNet, 6700 étant le port standard pour tous les appareils MT.
Sélectionner si le coffret doit synchroniser son heure avec celle de ToolsNet.
Paramètres généraux
Objet de l’IGU | Description |
Update firmware (mise à jour du firmware) | Mise à jour du firmware dans un coffret connecté. Le coffret doit avoir la version de firmware 1.4.1 ou supérieure pour pouvoir être mis à jour. |
Régler la date et l'heure | Régler la date et l'heure. |
Afficher vide | Ouvre une fenêtre qui affiche la valeur de la pression à vide en temps réel |
Impression de l’écran du coffret | Ouvre une fenêtre où s’affiche une copie de l’écran du coffret à ce moment exact. Peut être utilisé pour créer des instructions d’utilisation |
Paramètre | Description |
Calibration date (date d’étalonnage) | Date du dernier étalonnage. |
Nom du coffret | Nom du coffret défini par l'utilisateur. |
ID coffret | Numéro d'identification du coffret défini par l'utilisateur. |
Nom du poste de travail | Nom du poste de travail défini par l'utilisateur. |
ID poste de travail | Numéro d'identification du poste de travail défini par l'utilisateur. |
Nom de la ligne | Nom de la ligne défini par l'utilisateur. |
ID ligne | Numéro d'identification de la ligne défini par l'utilisateur. |
Langue du coffret |
|
Unité de couple | L’unité dans laquelle le couple doit être affiché dans le coffret.
|
Unité de température | L’unité dans laquelle la température doit être affichée dans le coffret. |
Configuration
Paramètre | Description |
Bip sur OK | Si cette fonction est définie comme activée, le coffret va émettre un bip sonore à chaque serrage correct. |
Beep on NOK (bip sur NOK) | Si cette fonction est définie comme activée, le coffret va émettre un bip sonore à chaque serrage incorrect. |
Bip sur lot terminé | Si la fonction est définie comme activée, le coffret va émettre un bip sonore lorsqu'un lot se termine. |
Bip sur séquence de lots terminée | Si la fonction est définie comme activée, le coffret va émettre un bip sonore lorsqu'une séquence de lots se termine. |
Bip sur Vérification terminée | Paramètre QA Si réglé sur activé, le coffret va émettre un bip sonore lorsqu'une vérification est terminée. |
Sélection de la source | Ce paramètre contrôle la sélection et l’activation des programmes et séquences de lots.
|
Startup mode (mode de démarrage) | Au démarrage, sélectionner un programme ou une séquence de lots.
|
Numéro de Pset | Si Pset est sélectionné dans Mode de démarrage, sélectionner Numéro de Pset. |
Numéro de séquence de lots | Si Séquence de lots est sélectionné dans Mode de démarrage, sélectionner Numéro de séquence de lots. |
Vue au démarrage | Définit la vue avec laquelle le coffret doit s'ouvrir au démarrage. |
Activation du rétroéclairage lors du serrage/mesure | Si cette fonction est réglée sur oui, l'écran du coffret s'allume lors d’un serrage/mesure. |
Verrouillage sur erreur | Ce paramètre déclenche un événement en cas d’erreur de serrage. Cet événement doit être acquitté avant qu’un nouveau serrage puisse commencer. On peut l’utiliser pour arrêter le système, si par exemple un robot l’exploite. Pour empêcher les opérateurs de continuer après un serrage échoué, il faut activer une règle de mot de passe. |
Ack sur Erreur de séquence de lots | Décide si un acquittement physique de l’évènement d'erreur de séquence de lots doit être effacé ou non. |
Enregistrement des graphiques | Fonctionnalité sous licence Permet de décider de sauvegarder le graphique de tous les résultats ou uniquement les résultats des serrages ayant échoué ou encore de ne sauvegarder aucun graphique de résultat. |
Démarrage automatique du serrage | Démarrage automatique du serrage actif selon un intervalle donné. |
Veille | Avec Veille activé, le coffret est configuré sur le mode veille après le délai défini. Quand le coffret se réveille du mode veille, aucune initiation d’outil n’est nécessaire. Le coffret se réveille quand une entrée arrive de l’un des éléments suivants :
|
Arrêt auto | Si activé, le paramètre Arrêt auto peut être configuré. L’utilisateur peut régler une temporisation pour que la batterie s’éteigne lorsque le coffret est inactif. |
Confirmation d'initialisation de l'outil | Définit si l’opérateur/utilisateur doit appuyer sur OK avant que l’outil commence l’initialisation. L’initiation de l’outil se produit au démarrage du système et quand un outil est connecté. |
Resserrage outil activé | Le resserrage est le serrage d'une vis déjà serrée. Ce paramètre permet de signaler une erreur de serrage si le système détecte un resserrage. |
Surveillance du courant | Ce paramètre compare le couple du capteur avec le courant utilisé. Cela fonctionne uniquement avec MT Focus 6000 avec des outils équipés de capteurs : Gamme EDT MT/QMT.
|
Intervalle d’avertissement | Après un certain temps écoulé depuis la dernière vérification du couple, le coffret déclenche un avertissement indiquant qu'il est temps de procéder à une vérification du couple. Cet évènement peut être effacé. |
Cycle d’avertissement | Lorsque l'outil a atteint le nombre de cycles défini après la dernière vérification du couple, le coffret déclenche un avertissement indiquant qu'il est temps de procéder à une vérification du couple. Cet évènement peut être effacé. |
Intervalle requis | Après un certain temps écoulé depuis la dernière vérification du couple, le coffret déclenche une erreur indiquant qu'il est temps de procéder à une vérification du couple. L'outil sera maintenant verrouillé jusqu'à ce qu'une vérification du couple OK ait été effectuée. |
Cycles requis | Lorsque l'outil a atteint le nombre de cycles défini après la dernière vérification du couple, le coffret déclenche une erreur indiquant qu'il est temps de procéder à une vérification du couple. L'outil sera maintenant verrouillé jusqu'à ce qu'une vérification du couple OK ait été effectuée. |
Mode réseau | Fonctionnalité sous licence.
|
Adresse IP | Saisir l'adresse IP statique du contrôleur. Uniquement disponible si le Mode réseau est réglé sur Statique. |
Masque de sous-réseau | Saisir l'adresse du masque de sous-réseau statique du contrôleur. Uniquement disponible si le Mode réseau est réglé sur Statique. |
Passerelle | Saisir l'adresse de la passerelle statique du contrôleur. Uniquement disponible si le Mode réseau est réglé sur Statique. |
DNS 1 | Saisir l'IP statique du DNS. |
ToolsNet | Fonctionnalité sous licence Activation ou désactivation de la connexion avec ToolsNet version 8.4 et les versions plus récentes. |
ToolsNet IP address (adresse IP de ToolsNet) | Fonctionnalité sous licence. L'adresse IP du serveur ToolsNet. |
ToolsNet port (port ToolsNet) | Fonctionnalité sous licence. Port du serveur ToolsNet, 6700 étant le port standard pour tous les appareils MT. |
ToolsNet sync. time (synchronisation de l'heure avec ToolsNet) | Fonctionnalité sous licence. Sélectionner si le coffret doit synchroniser son heure avec celle de ToolsNet. |
Open Protocol |
|
Unité de couple OP | Sélectionner à quelle unité de couple le contrôleur devra envoyer tous les paramètres de couple via OP. Uniquement disponible si Open Protocol est réglé sur Activé.
|
Unité de température OP | Sélectionner à quelle unité de température le contrôleur devra envoyer tous les paramètres de température via OP. Uniquement disponible si Open Protocol est réglé sur Activé.
|
Adaptateur de batterie activé | Oui : Désactiver tous les autres paramètres RS232 et activer la compatibilité avec la batterie. Non : Désactiver la compatibilité avec la batterie et activer les autres paramètres RS232 comme Open Protocol et Scanner. |
RS232 mode (mode RS232) | Disponible uniquement si Adaptateur de batterie activé est réglé sur Non.
|
Baudrate (vitesse de communication) | Vitesse de transmission des données pour RS-232 |
Clear DB on USB export (effacement de la base de données sur exportation USB) |
|
Temporisation de l’ID de l’opérateur activée |
|
Temporisation de l’ID de l’opérateur | L’ID de l’opérateur sera effacé lorsque le coffret reste inactif pendant une période donnée. |
Déclenchement de la mesure | Fonctionnalité sous licence.
|
Ack sur Vérification terminée | Fonctionnalité sous licence. Si Activé, l’utilisateur doit acquitter la fenêtre contextuelle Résultat de la vérification avant de continuer. Si Désactivé, le coffret fermera automatiquement la fenêtre contextuelle lorsqu’une nouvelle mesure démarre. |
Décalage du zéro sur OK | Fonctionnalité sous licence. Si Oui, l’utilisateur peut définir le décalage du zéro du capteur en appuyant sur le bouton OK sur le coffret. |
Décompte Champ personnalisé QA | Fonctionnalité sous licence. (Fonctionnalité sous licence.) Décrit comment la vue personnalisée devrait apparaître dans le IAM du coffret QA. Combien de champs devraient s’afficher dans la vue. |
Champ 1-4 Données QA | Fonctionnalité sous licence. Décrit les informations à afficher dans le champ sélectionné. Valeurs possibles :
|
Infos système
Paramètre | Description |
Version du logiciel |
|
Date du logiciel | Date de version du logiciel. |
Adresse MAC | L’adresse MAC de l'IAM. |
Numéro de série | Numéro de série du coffret. |
ID licence | Code de la licence. |
Niveau de licence | Niveau de la licence. |
Date et heure | Définition de la date et de l'heure. |
Diag. système
Paramètre | Description |
Current sensor zero (zéro du capteur de courant) |
|
Zéro du capteur de couple |
|
Pression à vide |
Réseau
Paramètre | Description |
Link status (statut de la liaison) | Statut de la connexion actuelle. |
DHCP | Adresse DHCP configurée. |
Adresse IP | Adresse IP du coffret. |
Masque de sous-réseau | Masque de sous-réseau. |
Passerelle | IP de la passerelle. |
Réglages des E/S numériques et mots de passe

E/S numériques
Signaux d’entrée sur le contrôleur.
Paramètre | Description |
I/O select mode (mode de sélection E/S) | Définit si les broches de sélection E/S doivent activer un Pset, une séquence de lots ou une configuration de sélecteur d’embout. |
Entrée numérique
Signaux d’entrée sur le contrôleur.
Paramètre | Description |
Désactivé | Le signal est désactivé. |
Démarrage serrage | Démarre un serrage en présence d’un flanc positif (transition 0->1). |
Start tightening (hold) (démarrer le serrage (maintien)) | Démarre un serrage en présence d’un flanc positif (transition 0->1). Si le signal est abaissé pendant le serrage, ce dernier sera annulé. |
Démarrage desserrage | Démarre un dévissage en présence d’un flanc positif (transition 0->1). |
Start loosening (hold) (démarrer le dévissage (maintien)) | Démarre un dévissage en présence d’un flanc positif (transition 0->1). Si le signal est abaissé pendant le dévissage, ce dernier sera annulé. |
Stop operation (arrêter l’opération) | Arrête tout serrage ou dévissage en cours. |
Réinitialiser | Ce signal va arrêter tout serrage en cours. Si aucun serrage n’est actif, il efface les données du serrage précédent de l’écran. |
Désactiver l’outil | Permet de placer l’outil en mode désactivé, aucun nouveau serrage ou dévissage ne pouvant alors démarrer. |
Initialize tool (initialiser l’outil) | Demande à l’outil d’exécuter son auto-étalonnage initial. Va entre autres choses mesurer la friction interne. |
Clear event (effacer l’évènement) | Va effacer un évènement non-bloquant du coffret. Ceci équivaut à l’acquittement d’une erreur ou d’un évènement par l’appui sur le bouton OK sur le coffret. |
Clear all events (effacer tous les évènements) | Permet d’effacer tous les évènements actifs (non-bloquants) du coffret. |
Bit de sélection 0 à 9 | Sert à sélectionner un Pset, une séquence de lots ou une configuration de sélecteur d’embout, si la source est réglée sur E/S numériques. |
Reset batch sequence (réinitialiser la séquence de lots) | Redémarrage d’une séquence de lots. |
Increment Batch (incrémenter le lot) | Permet de sauter un serrage dans un lot. |
Decrement Batch (décrémenter le lot) | Permet de refaire un serrage dans un lot. |
Reset Batch (réinitialiser le lot) | Redémarrage d’un lot. |
Batch sequence DI1-12 (séquence de lots DI1 à 12) | Signaux d’entrée de séquence de lots. Ces signaux vont contrôler les évènements d’entrée des séquences de lots. |
Veille | Régler le contrôleur en mode veille pour réduire la consommation d’énergie |
Redémarrage | Redémarre le logiciel du coffret. |
Increment Batch sequence (incrémenter la séquence de lots) | Permet de sauter une étape dans une séquence de lots. |
Activer le vide | Activer la pompe à vide |
Activer le nettoyage | Inverser le flux d’air pour nettoyer le flexible |
Réveiller | Réveiller le contrôleur du monde veille |
Éclairage de guidage de l’outil | Activer la LED de l’éclairage de guidage |
État de l’outil rouge | Activer la LED rouge |
État de l’outil vert | Activer la LED verte |
État de l’outil bleu | Activer la LED bleue |
État de l’outil blanc | Activer la LED blanche |
Surveillance externe 1 à 8 | Utilisé pour manipuler une entrée sans la connecter à une fonction spécifique. (Utilisable pour les protocoles externes, comme Open protocol.) |
Démarrer la mesure | (Fonctionnalité sous licence) |
Arrêter la mesure | (Fonctionnalité sous licence) |
Suspendre le démarrage de la mesure | (Fonctionnalité sous licence) |
Définir le zéro du capteur | (Fonctionnalité sous licence) |
Réinitialiser vérification | Réinitialiser la vérification |
Sortie numérique
Signaux de sortie du contrôleur.
Paramètre | Description |
Désactivé | Le signal est désactivé. |
Ready (prêt) | Le coffret est prêt à commencer le serrage. |
Busy (occupé) | La sortie est active quand l’outil fonctionne, soit par un processus de serrage, soit par un processus de dévissage. |
Erreur | Une erreur est active. |
Serrage OK | Le programme de serrage a été effectué avec succès. Le signal est inactif tant que la séquence est en cours. |
Serrage NOK | Le programme de serrage n’a pas été effectué avec succès. Le signal est inactif tant que la séquence est en cours. |
Batch complete (lot terminé) | L’étape lot a été effectuée. |
Active event (évènement actif) | Un évènement est actif. |
Blocking event (évènement bloquant) | Un évènement empêche la poursuite des opérations jusqu’à résolution du problème. |
Clearable event (évènement effaçable) | Définit si un évènement peut être acquitté. |
Initializing tool (initialisation de l’outil) | Indique que l’auto-étalonnage initial de l’outil est en cours. |
Outil désactivé | Indique si l’outil est désactivé. |
Pompe à vide | Indique si la pompe à vide est active. |
Start signal (signal de démarrage) | La sortie est active tant que l’on appuie sur le levier de démarrage sur l’outil. |
Loosening signal (signal de dévissage) | La sortie est active tant que l’on appuie sur le levier de sens inverse sur l’outil. |
Push to start signal (signal de démarrage par poussée) | La sortie est active tant que le contacteur d’embout de l’outil est enfoncé. |
Batch sequence DO1-8 (séquence de lots DI1 à 12) | Signal de sortie de séquence de lots. Ces signaux seront pilotés par les évènements de sortie des séquences de lots. |
Séquence de lots terminée | Une séquence de lots s’est terminée avec succès. |
Erreur de séquence de lots | Indique si une erreur de séquence de lots s’est déclenchée. |
Erreur de lots | Le lot a échoué et a été abandonné |
Veille active | Le contrôleur est en mode veille |
Vis non alignée | La limite de la vis non alignée a été dépassée. La vis est prélevée mais non alignée avec l’embout. |
Vis alignée | La limite de la vis alignée a été dépassée. La vis est alignée avec l’embout. |
Surveillance externe 1 à 10 | Utilisé pour manipuler une sortie sans la connecter à une fonction spécifique. (Utilisable pour les protocoles externes, comme Open protocol.) |
Nettoyage pompe à vide | La fonction de nettoyage de la pompe à vide est activée |
Pompe à vide connectée | Vérifie si la pompe à vide MT (8432 0854 00) est raccordée. MTF6000 doit inclure la révision C ou la version ultérieure pour que ce signal ne fonctionne. |
OK de mesure | (Fonctionnalité sous licence) |
NOK de mesure | (Fonctionnalité sous licence) |
Vérification terminée | Le signal s’élève si la vérification est terminée. |
Vérification active | Le signal s’élève si la vérification est active. |
Entretien nécessaire | L’outil ou le capteur est prêt pour l’entretien. |
Batterie raccordée | La batterie est connectée au coffret. |
Batterie faible | La puissance de la batterie est tombée sous les 20 %. |
Vérification OK | La vérification a été effectuée avec succès. |
Vérification NOK | Échec de la vérification. |
Bit de sélection 0 à 3 | Indique l’embout à sélectionner dans l’étape de l’évènement Séquence de lots Sélecteur d’embout. (Calculé de façon binaire) |
Vérification du couple nécessaire | Indique lorsqu'une vérification du couple est nécessaire. |
Tourne dans le sens horaire | Le signal est élevé lorsque l'outil tourne dans le sens horaire (serrage). |
Pivote dans le sens antihoraire | Le signal est élevé lorsque l'outil tourne dans le sens antihoraire (desserrage). |
Output signal mode (mode de signal de sortie)
Traçage - réaction en cas de changement.
Jusqu’au prochain serrage - actif jusqu’au démarrage du prochain serrage.
Durée - actif pendant un laps de temps défini.
Mot de passe
Ceci est une fonctionnalité sous licence. Non disponible sur IAM QA.
Le système de mots de passe flexibles permet d'adapter sur mesure les possibilités d'accès de l'opérateur. Les techniciens et les responsables de ligne ont la possibilité d'accéder au système via un mot de passe ou en ouvrant une session par l'intermédiaire d'un scanner, en utilisant par exemple un code-barres ou une étiquette RFID.
Si aucun mot de passe n'a été configuré, la configuration Aucun mot de passe donnera un plein accès à toutes les fonctions.
Si l'on supprime la configuration des mots de passe de l'IAM MT, le coffret va créer un nouveau fichier de mots de passe dans lequel tous les niveaux seront entièrement restreints.
Il existe différentes manières d'ouvrir et de fermer une session sur le coffret :
Saisir un code PIN pour ouvrir une session lorsque le symbole du cadenas est affiché.
Scanner un code-barres ou une étiquette RFID. Un scan de l'étiquette permet d'ouvrir une session, un scan supplémentaire permet de la fermer.
Appuyer sur le bouton OK.
Code PIN
Lorsque l'accès à une fonction est restreint, un symbole de cadenas s'affiche. Saisir le code PIN pour déverrouiller la fonction.
Ouverture de session par scanner
L'ouverture de session avec un code-barres ou une étiquette RFID nécessite la mise en place d'une règle d'identifiant. Cette règle d'identifiant comporte une action qui doit être instaurée pour l'ouverture d'une session. Le niveau d'accès est ensuite validé.
Une lecture du code permettra d'ouvrir la session tandis qu'une nouvelle lecture provoquera la fermeture de la session correspondant au niveau du mot de passe.
Réglage des mots de passe
Réglages généraux
Paramètre | Description |
Automatic logout time (délai de fermeture de session automatique) | Temps qui va s'écouler avant que la session de l'utilisateur sur le coffret ne soit automatiquement fermée. |
Contrôleur
Le tableau Coffret permet d'instaurer des droits d'accès.
Le code PIN à quatre chiffres est défini dans la boîte située sous le numéro de l'utilisateur. Il est également possible de désactiver le mot de passe pour un niveau en décochant la case Goupille activée sur le mot de passe.
Paramètre | Description |
Menu access (accès au menu) | Accès au menu du système dans le coffret. |
Change view (changer de vue) | Passage d'une vue de résultat à une autre vue. |
Sélectionner Pset | Sélection du programme à partir du coffret. |
Sélection de la séquence de lots | Sélection de la séquence de lots à partir du coffret. |
Reset tightening error (réinitialiser l'erreur de serrage) | Acquittement des erreurs de serrage. |
Reset Batch sequence error (réinitialiser l'erreur de séquence de lots) | Acquittement des erreurs de séquence de lots. |
Abort Batch sequence (abandon de la séquence de lots) | Réinitialiser une séquence de lots. |
Increment/decrement Batch sequence (incrémenter/décrémenter la séquence de lots) | Permet d'augmenter ou de diminuer le compteur d'étapes de la séquence de lots. |
Increment/decrement batch (incrémenter/décrémenter le lot) | Permet d'augmenter ou de diminuer le compteur de lots. |
Programmation rapide | Accès à la programmation rapide. |
Select source (Sélection de la source) | Changer de source de sélection |
Contrôle de l'outil | Démarrage / arrêt outil |
Import settings (importer les réglages) | Permet d'importer les réglages du coffret (paramètres du coffret, programmes, séquences de lots, identifiants et paramètres d'E/S) via une clé USB. |
Importer le logiciel | Permet de mettre à jour le logiciel. |
Export settings (exporter les réglages) | Permet d'exporter les réglages du coffret (paramètres du coffret, programmes, séquences de lots, identifiants et paramètres d'E/S) sur une clé USB. |
Exporter les résultats | Permet d'exporter les résultats au format CSV sur une clé USB. |
Export graphs (exporter les graphiques) | Permet d'exporter les graphiques sur une clé USB. |
Export all (exporter tout) | Permet d'exporter tout sur une clé USB. |
Export software (exporter le logiciel) | Permet d'exporter le logiciel sur une clé USB. |
Exporter les évènements | Permet d'exporter les évènements sur une clé USB. |
Informations sur le coffret | Accès au menu des informations du coffret. |
Informations sur l'outil | Accès au menu des informations de l'outil. |
Infos de la batterie | Accès au menu des informations de la batterie. |
Infos de connexion | Accès au menu des connexions. |
Configuration IP | Accès au menu de configuration IP. |
Configuration ToolsNet | Accès au menu de configuration de ToolsNet. |
E/S numériques | Accès au menu d'informations des E/S numériques. |
Bus de terrain

Cette fonction permet de contrôler le coffret depuis une source externe, comme un API, avec le Fieldbus Carrier MT.
Fieldbus Carrier MT fonctionne uniquement si le module Anybus interne est compatible. Seuls les modules encodés avec un Identifiant unique de fournisseur Atlas Copco sont pris en charge, ceux-ci ne peuvent être achetés qu'auprès d'Atlas Copco, si le module est acheté auprès d'Atlas Copco alors il possède l'Identifiant de fournisseur correct. Actuellement, seuls les modules suivants sont pris en charge.
Module Anybus M40 PROFINET 8432085320 (firmware v1.40.01) depuis le firmware 1.12 du MTF6000
Module Anybus M40 EtherCAT 8432085310 (firmware v2.15.1) depuis le firmware 1.16 du MTF6000
Module Anybus M40 EtherNet/module IP 8432085330 (firmware v1.43.2) depuis le firmware 1.16 du MTF6000
Fieldbus Carrier MT est connecté au coffret MTF6000 par le câble de bus de terrain, et à l'API par un câble Ethernet provenant du module de bus de terrain.
Codes standard du Fieldbus Carrier MT pour les LED NS LED sur le module Anybus PROFINET :
Arrêt = Hors ligne
Vert = En ligne (EXÉCUTER)
Rouge, 1 clignotement = Erreur nom de poste de travail
Rouge, 2 clignotements = Erreur adresse IP
Rouge, 3 clignotements = Erreur de configuration
Codes standard du Fieldbus Carrier MT pour les LED ERR LED sur le module Anybus EtherCAT :
Éteint = Aucune erreur
Rouge, clignotant = Configuration non valable
Rouge, 1 clignotement = Modification de l’état non sollicitée
Rouge, 2 clignotements = Expiration du délai d'attente de la surveillance Sync Manager
Codes standard du Fieldbus Carrier MT pour les LED MS sur le module Anybus EtherNet/IP :
Arrêt = Pas de courant
Vert = Contrôlé par un scanner à l’état Fonctionnement et, si CIP Sync est activé, l’heure est synchronisée avec une horloge maîtresse
Vert clignotant = Non configuré, scanner inactif, ou, si CIP Sync est activé, l’heure est synchronisée avec une horloge maîtresse
Rouge = Défaut majeur (EXCEPTION - état, erreur FATALE etc.)
Rouge clignotant = Défaut(s) récupérable(s). Le module est configuré, mais les paramètres stockés diffèrent des paramètres actuellement utilisés.
Paramètres
Paramètre | Description |
|---|---|
Type de bus de terrain | Le type de paramètres de bus de terrain à charger. Le type doit correspondre au module dans le Fieldbus Carrier MT. Prise en charge de PROFINET à partir de la version 1.12.0 et de EtherCAT et EtherNet/IP à partir de la version 1.16.0. |
Taille de mappe | Quantité d’octets à transférer vers/depuis le coffret. La valeur dépend du sens de rotation sélectionné dans Paramètres de mappe (Vers coffret/Depuis coffret). |
Arrêt de l'outil à la déconnexion | Si oui, l’outil sera désactivé lorsque la connexion au bus de terrain sera hors ligne. |
Valeurs réelles fixées
Paramètre | Description |
|---|---|
État | Indique l’état du Fieldbus carrier MT :
La communication entre le Fieldbus Carrier MT et l’API est uniquement disponible pour l’état Actif. |
DHCP activé | Indique si la configuration DHCP est stockée. (PROFINET, EtherNet/IP) |
Adresse IP | Indique l'adresse IP. (PROFINET, EtherNet/IP) |
Masque de sous-réseau | Indique le masque de sous-réseau. (PROFINET, EtherNet/IP) |
Passerelle par défaut | Indique l'adresse IP de la passerelle. (PROFINET, EtherNet/IP) |
Nom du poste de travail | Indique le nom du poste de travail. (PROFINET) |
ID de l’appareil | Indique le numéro d'identifiant de l’appareil. (EtherCAT) |
Intervalle de mise à jour | Indique la fréquence de mise à jour interne des données de processus du bus de terrain. |
Paramètres de mappe
Sélectionner l'onglet Vers Coffret ou Depuis Coffret.
Sélectionner Ajouter.
La fenêtre contextuelle Créer une configuration de signal s'ouvre.
Sélectionner le nom de l’Élément dans la liste pour le sélectionner.
Définir la position de départ de l'élément en tapant le numéro d'Octet où devrait se trouver le Bit de poids le plus faible.
Définir la position de départ de l'élément en tapant le Bit où devrait se trouve le Bit de poids le plus faible.
Régler la Longueur de l'élément, exprimée en nombre de bits.
Sélectionner Ajouter.
Répétez les étapes précédentes pour chaque élément à ajouter.
Ouverture de la configuration de paramètre
Cliquer deux fois sur un paramètre pour ouvrir la configuration. Ou cocher la case  de l’élément puis sélectionner OUVRIR.
de l’élément puis sélectionner OUVRIR.
Supprimer une configuration de paramètre
Cocher la case
de l’élément.Pour sélectionner plusieurs éléments, appuyer sur Ctrl sur votre clavier et sélectionner.
Sélectionner SUPPRIMER ou appuyer sur Supprimer sur votre clavier.
Déplacer des paramètres
Il est possible de déplacer les paramètres par glisser-déposer dans la mappe de bus de terrain. L'endroit où le paramètre est déposé indique la position de départ du paramètre.
Si un paramètre est de 1 octet (ou plus), quelle que soit la position du bit dans laquelle le paramètre est déposé, il ajustera la position de départ au bit 0.
Si les paramètres se chevauchent, les paramètres seront marqués en rouge dans les deux tableaux.
Si une erreur s'est produite dans la liste des paramètres, cette erreur doit être résolue avant de pouvoir enregistrer. Il n'est pas possible de générer plus d'erreurs si une erreur est déjà en place. Ce conflit doit être résolu d’abord.
Format de la date
Description générale du format des données pour les paramètres utilisés dans les paramètres de mappe.
Type de données (ToolsTalk MT) | Longueur des données (bits) | Représentation des données | Ordre des octets |
|---|---|---|---|
Booléen | 1 | EtherCAT : 1 BIT PROFINET : 1 bit dans un UNSIGNED8 (Module de données génériques) Ethernet/IP : 1 bit dans un OCTET | - |
Booléen | 8 | Ensemble de 8 booléens EtherCAT : BITARR8 PROFINET : UNSIGNED8 Ethernet/IP : OCTET | - |
Non signé | 8 | Nombre entier non signé, 8 bits (UNSIGNED8, USINT) | - |
Non signé | 16 | Nombre entier non signé, 16 bits (UNSIGNED16, UINT) | EtherCAT/EtherNet/IP : Little-endian (LSB d’abord) PROFINET : Big-endian (MSB d’abord) |
Non signé | 32 | Nombre entier non signé, 32 bits (UNSIGNED32, UDINT) | EtherCAT/EtherNet/IP : Little-endian (LSB d’abord) PROFINET : Big-endian (MSB d’abord) |
Entier | 8 | Nombre entier signé, 8 bits (INTEGER8, SINT) | - |
Entier | 16 | Nombre entier signé, 16 bits (INTEGER16, INT) | EtherCAT/EtherNet/IP : Little-endian (LSB d’abord) PROFINET : Big-endian (MSB d’abord) |
Entier | 32 | Nombre entier signé, 32 bits (INTEGER32, DINT) | EtherCAT/EtherNet/IP : Little-endian (LSB d’abord) PROFINET : Big-endian (MSB d’abord) |
Virgule flottante | 32 | Nombre à virgule flottante, 32 bits (FLOAT32, REAL) Format IEEE 754 à virgule flottante binaire à précision unique ; 1 bit de signe, 8 bits d'exposant, 23 bits fractionnaires, s eeeeeeee fffffffff ffffffff fffffffff | EtherCAT/EtherNet/IP : Little-endian (LSB d’abord) PROFINET : Big-endian (MSB d’abord) |
Chaîne | 1..n | Chaîne codée en UTF-8 dans un ensemble de taille prédéfinie (nbre d'octets). EtherCAT : ensemble UNSIGNED8 PROFINET : ensemble UNSIGNED8 Ethernet/IP : ensemble OCTET | - |
Consulter Spécification des paramètres du bus de terrain dans Références pour une description détaillée des paramètres disponibles.
Configuration API (PROFINET)
La configuration du module dans l’API doit correspondre à la configuration de paramètre du MTF6000. Tenez compte de ce qui suit si la configuration du module se fait manuellement dans l'API :
Tous les paramètres Vers coffret (Sortie sur API) doivent être configurés avant les paramètres Depuis coffret (Entrée sur API).
Tout octet consistant en un ou des paramètres de bit unique (Longueur = 1) doit être configuré avec le module de Données génériques sur l’API. Les modules de bit unique ne sont pas compatibles avec le protocole PROFINET alors que l’utilisateur doit garder un suivi de tout module de Données génériques. Utiliser préférablement les modules consistant en groupes de paramètres de bit (par exemple, IF 1 – IF 8) au lieu de paramètres de bit unique (tous les paramètres de bit unique existent aussi dans un paramètre de groupe).
Tout octet vide dans la configuration de MTF6000 doit comporter le(s) module(s) Données vides dans la configuration de l’API. Il existe des modules Données vides constitués de 1/2/4/8/16/32/64/128 octets, remplir l’espace vide avec d’abord les modules comprenant autant d’octets possible puis de taille dégressive jusqu’à ce que l’espace vide soit rempli de modules Données vides. Éviter d’avoir des espaces vides dans la configuration si cela n’est pas nécessaire car cela réduira la performance.
Paramètres réseau
Les paramètres réseau peuvent être configurés différemment selon le type de bus de terrain utilisé. Un bouton se trouve dans le coin supérieur droit si une configuration est disponible.
EtherCAT
Paramètre | Description |
|---|---|
ID de l’appareil | Numéro d'identifiant du module EtherCAT. |
PROFINET
La configuration des Paramètres réseau n'est pas disponible pour PROFINET, ces paramètres ne peuvent être configurés qu'à partir d'outils de configuration externes.
Ethernet/IP
Paramètre | Description |
|---|---|
Network mode (mode réseau) | Configurer IP statique ou DHCP |
Adresse IP | Configurer l’Adresse IP, si le Mode réseau est défini sur Statique. |
Masque de sous-réseau | Configurer le Masque de sous-réseau, si le Mode réseau est défini sur Statique. |
Passerelle par défaut | Configurer la Passerelle par défaut, si le Mode réseau est défini sur Statique. |
Télécharger la description
Ce bouton se trouve dans le coin supérieur droit et peut être utilisé pour télécharger un fichier de description (ESI, GSDML, EDS, etc.) du coffret pour le type de bus de terrain actuellement configuré.
Diagnostics du bus de terrain
Activer/Désactiver le mode diagnostic
Pour activer ou désactiver le mode diagnostic, appuyer sur le bouton Mode diagnostic activé dans le coin supérieur droit.
Le mode diagnostic comprend deux sous modes :
Forcé - utiliser pour manipuler et envoyer une valeur spécifique vers l’API.
Surveiller - affiche en temps réel le paramètre.
Pour désactiver le mode diagnostic, appuyer de nouveau sur le bouton (désormais appelé Mode diagnostic désactivé).
Dans le tableau des listes, chaque paramètre se verra attribuer un nouvel ongle appelé Diagnostic. Cette colonne affichera la valeur du paramètre. Les paramètres peuvent être affichés sous la forme de texte ou de signal. Les signaux s’affichent sous la forme de boutons radio. Si le bouton radio est marqué, cela signifie que le signal est élevé, sinon, c’est que le signal est faible.
En mode forcé, les signaux ont deux boutons radio. Marche et Arrêt, Marche signifie que le signal est élevé et Arrêt signifie que le signal est faible.
Mode de surveillance
Sélectionner le bouton radio Surveiller.
Voir tous les paramètres de la colonne Diagnostic.
Appuyer sur le triangle noir dans la colonne Diagnostic pour agrandir les paramètres combinés et afficher le signal de chaque embout.
Mode forcé
Sélectionner le bouton radio Forcé (Uniquement disponible lors de l’envoi de données depuis le coffret).
Saisir la valeur des paramètres qui devrait être forcée vers une valeur différente et appuyer sur Envoyer la trame.
Vous devez appuyer sur envoyer la trame afin d’envoyer la valeur manipulée vers l’API. Les valeurs ne seront pas envoyées automatiquement vers l’API seulement parce qu’une valeur de paramètre est saisie.
Mise à jour réseau
Dans le menu Gestion des connexions, faire un double-clic sur Mise à jour réseau pour démarrer la session Mise à jour réseau.
Sélectionner Enregistrer la liste pour obtenir un modèle, même si la liste est vide.
Remplir le modèle avec les informations correctes sur le contrôleur :
Numéro de série du contrôleur (en option)
Nom du contrôleur (en option)
Adresse IP
Version du firmware (en option)
Pour les informations sur le contrôleur qui sont facultatives, TTMT va recueillir les informations auprès du contrôleur si la connexion a été établie avec succès.
Enregistrer la liste
Enregistre les contrôleurs saisis dans une liste csv séparée par des tabulations. TTMT peut lire les listes séparées par des « ; » et des tabulations.
Si aucun contrôleur n'est ajouté, l'option Enregistrer la liste crée un modèle avec les en-têtes corrects qui peuvent être remplis en externe.
Charger la liste
Charge un fichier csv dans TTMT et affiche tous les contrôleurs dans une liste.
Vérifier la connexion
Vérifiera la connexion pour chaque contrôleur de la liste et verra si ce contrôleur est actif sur le réseau.
État | Description | |
|---|---|---|
| Inconnu | La connexion n'a pas encore été vérifiée |
| Erreur de connexion | Impossible de se connecter au contrôleur. |
| Connexion réussie | Le contrôleur est actif et disponible sur le réseau. |
| Connexion en cours | Vérification de la connexion. |




Mettre à jour le programme
Fonctionne uniquement avec les contrôleurs de serrage.
Enregistrer un fichier de mise à jour réseau (*.mtpm).
Ouvrir la configuration souhaitée dans TTMT.
Ouvrir l'onglet Gestion des connexions.
Sélectionner Enregistrer.
Régler Enregistrer comme type sur Fichier Massupdate (*.mtpm).
Mettre à jour plusieurs contrôleurs avec de nouvelles configurations.
Sélectionner le fichier *.mtpm souhaité.
Sélectionner Ouvrir.
État | Description | |
|---|---|---|
| Inconnu | La connexion n'a pas encore été vérifiée |
| Erreur |
|
| OK | Mise à jour réussie du programme. |
| En cours |
|
Lors de l'utilisation de Mise à jour réseau, le TTMT supprimera et écrasera tous les Psets, séquences de lots et identificateurs existants.
Update firmware (mise à jour du firmware)
Sélectionner MISE À JOUR DU FIRMWARE et sélectionner un fichier .fw pour mettre à jour TOUS les contrôleurs de la liste avec le firmware sélectionné.
État | Description | |
|---|---|---|
| Inconnu | La connexion n'a pas encore été vérifiée |
| Erreur |
|
| OK | Mise à jour réussie du firmware. |
| En cours |
|
La version 3.2 ou supérieure est nécessaire pour que Mise à jour réseau fonctionne
Ajouter
Saisir une adresse IP pour ajouter un contrôleur à la liste.
TTMT démarre automatiquement une vérification de la connexion après l'ajout de l'adresse IP.
Ouvert
Vérifier la connexion pour un contrôleur spécifique.
Supprimer
Supprimer le contrôleur de la liste.
Dépannage
Déclenchement incorrect sur erreur de filet endommagé
Cause : Les joints autofiletés non continus peuvent déclencher de fausses erreurs de filet endommagé à cause d’une diminution du couple quand la phase d'auto-filetage est terminée avant que la tête de la vis atteigne le joint.
Solution : L’algorithme de filet endommagé ne fonctionne pas correctement pour ces types de joints. Nous vous recommandons donc de configurer le paramètre Détection de filet endommagé sur Désactivé.
Déclenchement incorrect sur Nouvelle frappe
Cause : La nouvelle frappe est déclenchée quand le contrôleur détecte que la vis a déjà un couple quand le serrage commence.
Si la vis est insérée dans le joint avec une charge latérale importante, l’algorithme de nouvelle frappe peut déclencher une fausse erreur de nouvelle frappe car le couple sera bien plus élevé au démarrage.
Solution : Essayer de stabiliser l’outil et éviter les charges latérales. Mais si une charge latérale est nécessaire nous recommandons de configurer le paramètre Nouvelle frappe outil activée sur Non.
Point d'assise incorrect
Cause : Le point d'assise incorrect est généralement la conséquence d’une configuration incorrecte.
L’assise peut se déclencher par erreur au début d’un serrage quand l’outil passe rapidement de zéro au début de l’accumulation du couple, car cela provoque une pointe dans le gradient et déclenche donc par erreur une détection d'assise.
Le déplacement de l’assise et le déclenchement du gradient incorrects peuvent faire apparaître le point d'assise comme étant déplacé.
Une vitesse faible peut rendre le couple du gradient illisible. (Comme quand on fait du vélo, plus on pédale doucement plus on est instable, alors qu’en accélérant un peu on crée une trajectoire plus droite.)
Solution :
Si l’assise est déclenchée au début du serrage, il faut d'abord ajouter une étape d’angle ou d'engagement de filet de 100° avant l’étape TSM ou SCS pour dépasser le pic du gradient au début.
Si l’assise est légèrement décalée, il est possible que la configuration soit incorrecte. Voici comment configurer correctement la stratégie :
Créer un serrage en deux étapes :
Étape 1 : Étape d'angle (ou engagement de filet) de 100°.
Étape 2 : TSM/SCS.
Régler la cible souhaitée et lancer un serrage.
Ouvrir le graphique de serrage dans l’analyse.
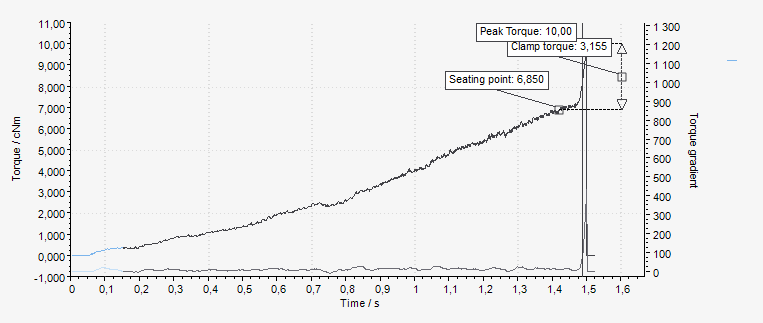
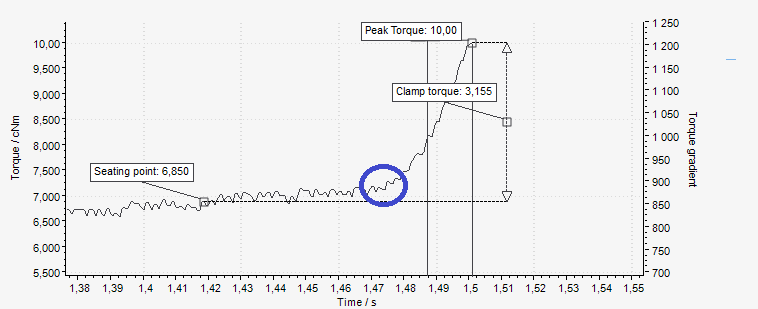
Vérifier le point de déclenchement du gradient. Le point de déclenchement doit être déclenché environ à mi-chemin dans le couple de serrage. Cette limite est basée sur le gradient du couple. Si le point de déclenchement n’est pas OK, il faut l’augmenter/le réduire pour qu'il corresponde au serrage. Refaire le serrage jusqu’à ce que le point de déclenchement du gradient soit OK.
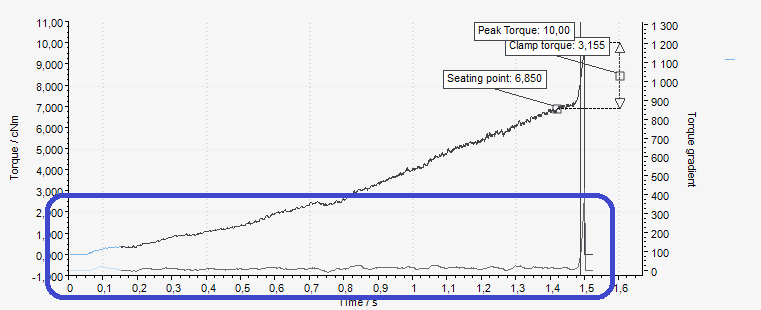
Modifier le déplacement de l’angle d’assise :
Si le point d'assise est déclenché avant le point d'assise correct, le paramètre de déplacement de l’angle d’assise doit être réduit.
Si le point d'assise est déclenché Après le point d'assise correct, le paramètre de déplacement de l’angle d’assise doit être augmenté.
Dans l’exemple ci-dessus, l’assise a été déclenchée avant le point d'assise correct. Il faut donc réduire le déplacement de l’angle d’assise.
Refaire le serrage et régler légèrement le déplacement de l’angle d'assise jusqu'à ce qu’il soit réglé au point d'assise correct.
Si l’assise continue à se déclencher au début de l’étape, même si une étape d'angle/engagement de filet de 100° intervient avant, il est possible que la vitesse soit trop basse. Si le gradient est incorrect, augmenter la vitesse et refaire un essai.
Le graphique contient un creux et perd du couple en cours de serrage.
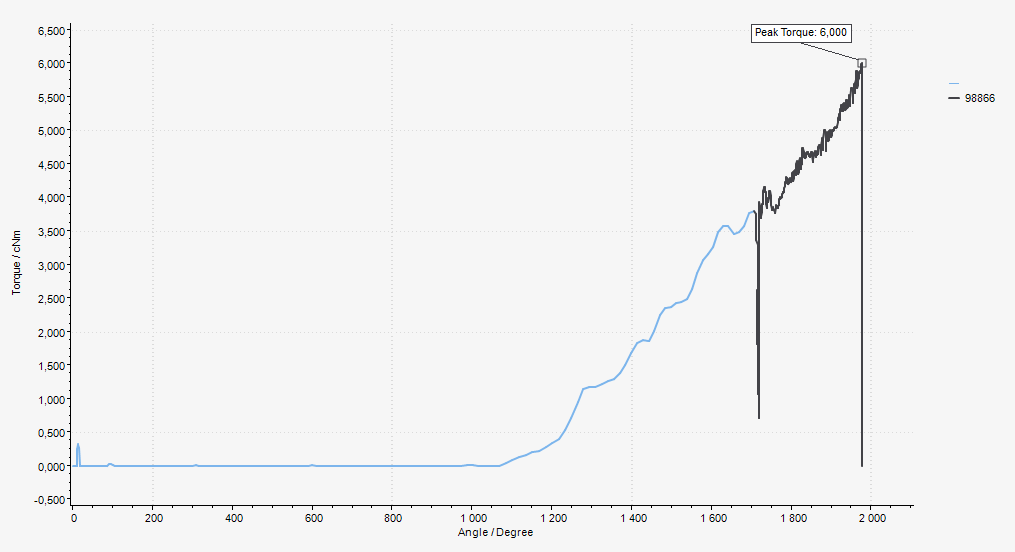
Cause : Ceci est provoqué par le fait que l’étape d'angle, avant l’étape de couple, commence à serrer la vis. Le « creux » se produit quand l’outil passe d'une très haute vitesse à une vitesse plus basse pendant qu’il augmente le couple.
Solution : L’étape d'angle utilisée comme décélération doit toujours se terminer avant que la vis trouve son assise.
Pour éviter ce type de serrage, il faut abaisser l’angle de cible pour qu’il ne dépasse pas le point d'assise.
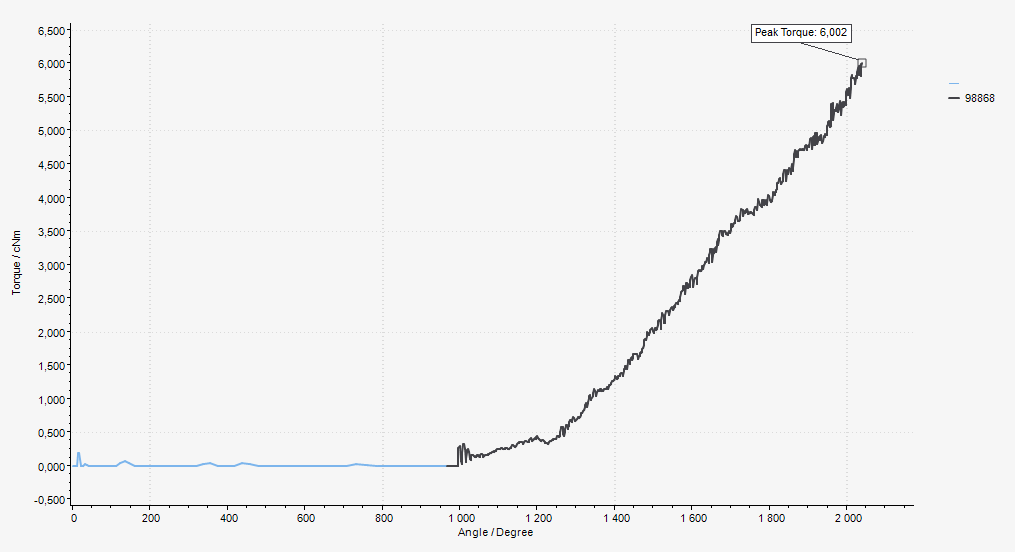
Ce serrage est identique au précédent, mais l’étape d'angle a un angle de cible inférieur et s’arrête avant que la vis ne trouve son assise. Le creux a maintenant disparu.
Connexion à ToolsNet 8 impossible
Cause : Il peut y avoir différentes raisons pour lesquelles le contrôleur MTF6000 ne se connecte pas à ToolsNet 8, mais la plus courante est une configuration incorrecte des paramètres réseau.
Solution :
Vérifier que l’adresse IP de ToolsNet IP est identique à l’adresse IP du serveur ToolsNet 8.
Vérifier que l’adresse IP du contrôleur est différente de l’adresse IP de ToolsNet.
Vérifier que l’adresse IP du contrôleur est unique.
Vérifier que le masque de sous-réseau est correct.
Vérifier que l’adresse IP de la passerelle est correcte.
Vérifier que le port ToolsNet est correct. ToolsNet 8 utilise le port 6700 comme défaut pour MTF6000.
Vérifier que le contrôleur et le serveur ToolsNet 8 se trouvent sur le même réseau.
Pour le tester :
Ouvrir l’invite de commande (appuyer sur windows démarrer -> saisir « cmd »).
Écrire « ping xxx.xxx.xxx.xxx » (xxx.xxx.xxx.xxx étant l’adresse IP du contrôleur).
Vérifiez la réponse.
Écrire « ping yyy.yyy.yyy.yyy » (yyy.yyy.yyy.yyy étant l’adresse IP du serveur ToolsNet).
Vérifiez la réponse.
La réponse suivante montre un exemple d’accès réussi :
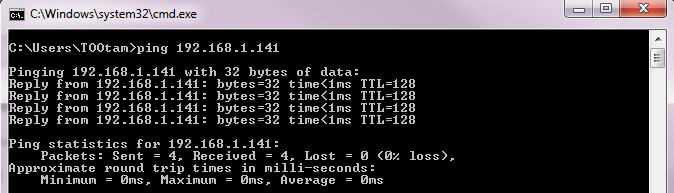
Si le coffret et le serveur ToolsNet sont accessibles, le problème ne se situe pas dans les paramètres réseau mais dans les services de ToolsNet 8.
Les services suivants doivent fonctionner pour que ToolsNet 8 puisse communiquer avec le MTF6000 :
Serveur de licences
Service de recueil de données
Module d’interface de protocole
Services d’informations Internet
Services de communication de données
Cette réponse s’affiche si le contrôleur est inaccessible :

Si le contrôleur est inaccessible, le problème se situe dans la configuration du réseau.
Vérifier une fois de plus que le contrôleur est connecté au même réseau que le serveur ToolsNet 8 et que l’IP, le masque et la passerelle sont corrects.
Références
Codes d'évènement
Code d'erreur | Information sur l'évènement | Instruction |
|---|---|---|
101 | Tension d'alimentation dépassée | Vérifier l'alimentation électrique. |
102 | Tension d'alimentation trop basse | Vérifier l'alimentation électrique. |
103 | 24 V interne dépassée | Débrancher les équipements externes. |
104 | 24 V interne trop basse | Débrancher les équipements externes. |
105 | 12 V interne dépassée | Débrancher l'outil s'il est connecté. |
106 | 12 V interne trop basse | Débrancher l'outil s'il est connecté. |
107 | 5 V interne dépassée | Débrancher l'outil s'il est connecté. |
108 | 5 V interne trop basse | Débrancher l'outil s'il est connecté. |
109 | Erreur 24 V externe | Déconnecter l'équipement externe, redémarrer le contrôleur. |
110 | Erreur de température CC/CC | Remplacer le coffret. |
111 | Modules d'extension E/S réinitialisés | Appuyer sur OK pour continuer. |
112 | Échec de réinitialisation E/S | Redémarrer le contrôleur. |
113 | Défaut d'alimentation électrique | Vérifier l'alimentation électrique. |
120 | Erreur de décalage du zéro, courant | Remplacer le coffret. |
121 | Erreur de décalage du zéro, capteur | Remplacer le transducteur d'outil ou l'outil. |
122 | Courant moteur faible | Remplacer l'outil. |
123 | Courant moteur dépassé | Remplacer l'outil. |
124 | Tension de l’entraîneur du moteur trop basse | Remplacer l'outil. |
125 | Entraîneur du moteur en court-circuit | Remplacer l'outil. |
126 | Dépassement de température de l’entraîneur du moteur | Remplacer l'outil. |
127 | Charge ouverte de l’entraîneur du moteur | Remplacer l'outil. |
128 | Panne de l’entraîneur du moteur | Redémarrer le contrôleur. |
130 | Erreur de lecture EEPROM | Remplacer le coffret. |
131 | Erreur d'écriture EEPROM | Remplacer le coffret. |
132 | Erreur matérielle interne | Remplacer le coffret. |
133 | Erreur de système de fichiers | Remplacer l'IAM MT. |
134 | Surintensité de l'hôte USB | Débrancher les périphériques USB. |
135 | Erreur de volume de la clé USB | Essayer une autre clé USB. |
140 | Pas d'outil connecté | Connecter l'outil. |
141 | Outil non pris en charge | Connecter un outil pris en charge. |
142 | Erreur de communication de l'outil | Remplacer l'outil. |
143 | Erreur 5 V outil | Remplacer l'outil. |
144 | Erreur 12 V outil | Remplacer l'outil. |
150 | Erreur d'initialisation de l'outil | Vérifier que l'outil tourne librement pendant le démarrage. |
151 | Frottement trop élevé | Vérifier que l'outil tourne librement pendant le démarrage. |
152 | Erreur de codeur d'angle d'outil | Connecter l'outil. |
153 | Erreur de sens de l'outil | Connecter l'outil. |
154 | Embout bloqué | Vérifier que l'outil tourne librement pendant le démarrage. |
155 | Dépassement de la température du moteur d'outil | Laisser l'outil refroidir. |
156 | Outil non pris en charge | Les outils asservis ne sont pas pris en charge par la licence actuelle. |
157 | La mise à jour du logiciel de l'outil a échoué | Déconnecter le capteur. |
158 | Erreur d’initialisation de l'outil | |
159 | Avertissement de la mesure de couple | Étalonner l'outil. |
160 | Erreur de la mesure de couple | Étalonner l'outil. |
201 | Erreur de paramètre d'exécution | Redémarrer le contrôleur. |
202 | Paramètres du coffret invalides | Remplacer l'IAM MT. |
203 | Paramètres du coffret invalides | Remplacer l'outil. |
204 | Paramètres d'E/S invalides | Remplacer l'IAM MT. |
205 | Paramètres d'identifiant invalides | Remplacer l'IAM MT. |
206 | Paramètres de programme invalides | Remplacer l'IAM MT. |
207 | Paramètres de séquence de lots invalides | Remplacer l'IAM MT. |
208 | Paramètres de mot de passe invalides | Remplacer l'IAM MT. |
209 | Erreur de statistiques d'outil | Remplacer l'outil. |
210 | Chargement des polices depuis l'IAM MT impossible | Remplacer l'IAM MT. |
211 | Paramètre de configuration de l'outil invalides | Remplacer l'IAM MT. |
212 | Paramètres de l’opérateur invalides | Remplacer l'IAM MT. |
220 | Erreur de base de données de résultats | Remplacer l'IAM MT. |
221 | Erreur de base de données de graphiques | Remplacer l'IAM MT. |
225 | Réinitialisation de la base de données de résultats | La base de données de résultats a été réinitialisée. |
226 | Réinitialisation de la base de données de graphiques | La base de données de graphiques a été réinitialisée. |
227 | Aucun résultat à exporter - base de données vide | |
228 | Anciens résultats supprimés | |
229 | Anciens graphiques supprimés | |
230 | Programme non configuré pour l'outil connecté | Sélectionner un autre programme ou configurer un nouveau programme dans ToolsTalk MT. |
231 | Erreur de source de sélection | Changer de source de sélection. Modifiable dans les paramètres du coffret ToolsTalk MT. |
232 | Erreur de sélection occupé | Attendre que l'outil ne soit pas en fonctionnement. |
240 | Configuration réseau erronée | Changer la configuration réseau. |
241 | L'adresse IP et la passerelle ne sont pas dans le même sous-réseau | Changer la configuration réseau. |
301 | Outil connecté | Appuyer sur OK pour initialiser l'outil. |
302 | Initialisation de l'outil | Merci de patienter. |
303 | Mise à jour du logiciel d'outil | Merci de patienter. |
304 | Erreur de mise à jour du logiciel d'outil | Vérifier le câble d'outil ou remplacer l'outil. |
305 | Étalonnage de l'outil nécessaire | Étalonner l'outil. |
306 | Entretien nécessaire | Étalonnage de l'outil expiré. Étalonner l'outil. |
310 | Logiciel mis à jour | Appuyer sur OK pour continuer. |
311 | Fichier de logiciel non trouvé sur la clé USB | Copier le fichier de logiciel sur la clé USB. |
312 | Échec de mise à jour du logiciel | Le fichier de logiciel sur la clé USB peut être corrompu. Mettre à jour le fichier de logiciel sur la clé USB et réessayer. |
313 | Copie du logiciel | Merci de patienter. Logiciel en cours de copie depuis/vers la clé USB. |
314 | Ne peut afficher que les 20 premiers fichiers .mtp ou .fw | Appuyer sur OK pour continuer. |
315 | Échec de la mise à jour du logiciel - matériel incompatible | |
320 | Session expirée | La session de l'utilisateur a été fermée. |
321 | L'utilisateur s’est connecté | |
322 | L'utilisateur actuel s'est déconnecté | |
350 | Erreur matérielle de l'adaptateur de batterie | |
351 | Température de l'adaptateur de batterie dépassée | Laisser refroidir la batterie. |
352 | Erreur de charge de l'adaptateur de batterie | Changer la batterie. |
353 | Erreur de températeur de la batterie | Laisser refroidir la batterie. |
354 | Erreur de décharge de la batterie | Brancher l’unité d'alimentation électrique pour charger la batterie. |
355 | Charge de la batterie très faible | Brancher l’unité d'alimentation électrique pour charger la batterie. |
356 | Batterie non compatible | Changer la batterie. |
357 | Erreur de charge de l'adaptateur de batterie | Changer la batterie. |
358 | Erreur de charge de l'adaptateur de batterie | Laisser la batterie refroidir ou la changer. |
401 | Erreur de serrage | Appuyer sur OK pour continuer. |
402 | Erreur de séquence de lots | Appuyer sur OK pour continuer. |
403 | Erreur de paramètre de séquence de lots | Vérifier le coffret pour voir quel paramètre est incorrect. |
404 | Programme non pris en charge | Sélectionner un autre programme |
405 | Erreur de paramètre du Pset | Mettre à jour le Pset. |
507 | Résultat ignorés par ToolsNet | |
601 | Erreur de communication avec le contrôleur | |
602 | Erreur de communication avec le capteur | |
603 | Perte de données de mesure en raison de la perte de la liaison USB | |
604 | Capteur connecté | |
605 | Aucun capteur détecté | Connecter le capteur et réessayer. |
606 | Appareil distant occupé | Ressayer plus tard. |
607 | Entretien du capteur nécessaire | |
608 | Erreur de décalage du zéro, capteur | Vérifier que le câble du capteur est correctement fixé ou remplacer le câble/capteur. |
609 | ID de l'opérateur requis par la vérification active | Scanner l’ID de l’opérateur. |
610 | Appareil connecté non compatible avec QA | |
701 | Fieldbus non compatible avec le contrôleur HW | Remplacer le contrôleur avec rév. C ou ultérieure. |
702 | Paramètres de fieldbus invalides | Remplacer l'IAM MT. |
703 | Erreur du module de fieldbus | Vérifier le câble du fieldbus ou remplacer le module de fieldbus, appuyer sur OK pour continuer. |
704 | Avertissement de pilote du fieldbus | Vérifier la mise à jour du firmware, appuyer sur OK pour continuer. |
705 | Erreur de pilote du fieldbus | Vérifier la mise à jour du firmware. |
706 | Module du fieldbus en état d'erreur | Vérifier l'état du réseau du fieldbus. |
707 | Module du fieldbus en état d'exception | Vérifier la mise à jour du firmware. |
720 | Module du fieldbus non connecté | Connecter le module du fieldbus, vérifier le câble du fieldbus ou remplacer le module du fieldbus. |
721 | Module du fieldbus non compatible, mauvais type de module | Connecter un module de fieldbus compatible. |
722 | Module du fieldbus non compatible, mauvais type de réseau | Connecter un module de fieldbus compatible. |
723 | Module du fieldbus non compatible, mauvais ID fournisseur | Connecter un module de fieldbus compatible. |
724 | Module du fieldbus non compatible, version du FW non approuvée | Connecter un module de fieldbus compatible. |
730 | Fieldbus non configuré pour le module connecté | Modifier la configuration du type de fieldbus ou connecter le module correct. |
731 | Erreur de paramètre de fieldbus | Mettre à jour les paramètres du fieldbus et appuyer sur OK. |
732 | Échec de la configuration de fieldbus des paramètres du réseau | Vérifier que la configuration du fieldbus est correcte et réessayer. |
740 | 128 sous-modules maximum pris en charge pour Profinet | Mettre à jour les paramètres du fieldbus et appuyer sur OK. |
741 | Erreur de syntaxe du nom du poste Profinet | Mettre à jour les paramètres du fieldbus et appuyer sur OK. |
901 | IAM MT non présent | Insérer l'IAM MT. |
902 | Échec d'initialisation de l'IAM MT | Redémarrer le coffret ou changer l'IAM MT. |
903 | Erreur de lecture de l'IAM MT | Vérifier que le fichier firmware sur la racine de IAM MT est nommé exactement MTF6000.FW (manuellement depuis le PC). Dans le cas contraire, remplacer l'IAM MT. |
904 | Erreur d'écriture de l'IAM MT | Remplacer l'IAM MT. |
905 | Logiciel invalide sur l'IAM MT | Mettre à jour le logiciel sur l'IAM MT (manuellement depuis le PC). |
906 | Erreur de programmation flash | Remplacer le coffret. |
907 | Licence invalide sur l'IAM MT | Mettre à jour le logiciel sur IAM MT (manuellement à partir du PC) vers une version plus récente qui supporte la licence IAM. Dans le cas contraire, remplacer l'IAM MT. |
908 | Version du logiciel non compatible | Mettre à jour le logiciel sur IAM MT (manuellement à partir du PC) vers une version plus récente qui supporte le matériel. Dans le cas contraire, remplacer l'IAM MT. |
990 | Évènement externe | |
991 | Évènement externe | |
992 | Évènement externe |
Codes d'erreur de serrage
Erreur de serrage | Description |
|---|---|
Gâchette perdue | Gâchette d'outil relâchée avant que le serrage n'ait été effectué. |
Bit slip detected (glissement de l'embout détecté) | L'embout a glissé de la vis. Il est recommandé de remplacer l'embout si cela se produit souvent. (Cette fonction peut être activée ou désactivée selon le programme). Noter que la fonction ne doit pas être désactivée dans les étapes de contrôle d'appui, sous peine d'occasionner des déclenchements d'appui erronés (faux). |
Détection de filetage endommagé | Le filetage a été endommagé et la vis ne peut plus augmenter le couple. |
Re-hit detected (resserrage détecté) | Une vis a été resserrée. Cette fonction peut être activée ou désactivée selon le programme. |
Seating was not detected (appui non détecté) | Aucun point d'appui n'a été détecté. |
Temps total dépassé | La limite de temps maximum global du serrage a été dépassée. |
Global time not reached (temps global non atteint) | La limite de temps minimum global du serrage n'a pas été atteinte. |
Time exceeded (temps dépassé) | La limite de temps maximum de l'étape du programme de serrage a été dépassée. |
Time not reached (temps non atteint) | La limite de temps minimum de l'étape du programme de serrage n'a pas été atteinte. |
Couple haut | La limite de couple maximum du programme a été dépassée. |
Couple bas | La limite de couple minimum du programme n'a pas été atteinte. |
Angle haut | La limite d'angle maximum du programme a été dépassée. |
Angle bas | La limite d'angle minimum du programme n'a pas été atteinte. |
Angle total haut | La limite d'angle maximum global du programme a été dépassée. |
Angle total bas | La limite d'angle minimum global du programme n'a pas été atteinte. |
Angle de serrage haut | L'angle de serrage maximum de l'étape couple a été dépassé. L'angle de serrage est l'angle allant du couple de déclenchement d'angle au couple cible. |
Angle de serrage bas | L'angle de serrage minimum de l'étape couple n'a pas été atteint. L'angle de serrage est l'angle allant du couple de déclenchement d'angle au couple cible. |
Angle d'appui haut | L'angle de bridage maximum a été dépassé. Ceci ne peut se produire que dans une étape de contrôle d'appui ou dans une étape de surveillance de couple d'appui. L'angle de bridage est l'angle allant de l'appui au serrage terminé. |
Angle d'appui bas | L'angle de bridage minimum n'a pas été atteint. Ceci ne peut se produire que dans une étape de contrôle d'appui ou dans une étape de surveillance de couple d'appui. L'angle de bridage est l'angle allant de l'appui au serrage terminé. |
Couple d'appui haut | Le couple de bridage maximum n'a pas été atteint. Ceci ne peut se produire que dans une étape de contrôle d'appui ou dans une étape de surveillance de couple d'appui. Le couple de bridage est le couple allant de l'appui au serrage terminé. |
Couple d'appui bas | Le couple de bridage minimum n'a pas été atteint. Ceci ne peut se produire que dans une étape de contrôle d'appui ou dans une étape de surveillance de couple d'appui. Le couple de bridage est le couple allant de l'appui au serrage terminé. |
Angle de bridage bas | L'angle de bridage est supérieur à la limite supérieure. |
Angle de bridage haut | L'angle de bridage est inférieur à la limite inférieure. |
Couple de bridage haut | Le couple de bridage est supérieur à la limite supérieure. |
Couple de bridage bas | Le couple de bridage est inférieur à la limite inférieure. |
Erreur de couple d'annulation | Le couple est descendu en dessous de la limite de couple d'annulation pendant le serrage |
Guide rapide du réseau
Qu'est-ce qu'une adresse IP ?
Une adresse IP est un identifiant unique pour chaque appareil sur le réseau, deux appareils différents ne peuvent pas avoir la même adresse IP. L'adresse IP combinée au masque de sous-réseau décide quels appareils peuvent communiquer entre eux.
Comment fonctionne le masque de sous-réseau
Le masque de sous-réseau est l'identifiant utilisé pour indiquer avec qui chaque appareil peut communiquer sur le réseau. Le tableau suivant indique visuellement quels appareils peuvent communiquer entre eux suivant le masque de sous-réseau.
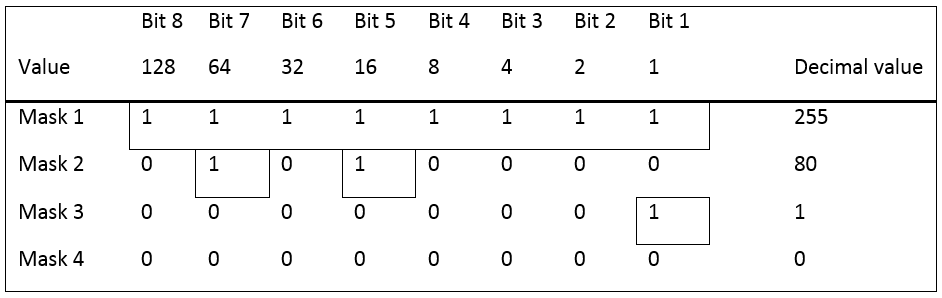
Question : Avec le masque de sous-réseau 255, quels coffrets peuvent communiquer entre eux ?

Réponse : Avec le masque de sous-réseau 255, tous les bits doivent avoir la même valeur. Cela signifie que les IP 1 et 5, et les IP 3 et 6 peuvent communiquer entre elles.
Question : Avec le masque de sous-réseau 80, quels coffrets peuvent communiquer entre eux ?

Réponse : Avec le masque de sous-réseau 80, les bits 7 et 5 doivent avoir la même valeur. Cela signifie que les IP 1, 3, 5 et 6 peuvent communiquer entre elles.
Question : Avec le masque de sous-réseau 1, quels coffrets peuvent communiquer entre eux ?

Réponse : Avec le masque de sous-réseau 1, le bit 1 doit avoir la même valeur. Cela signifie que les IP 1, 3, 5 et 6, et les IP 2 et 4 peuvent communiquer entre elles.
Question : Avec le masque de sous-réseau 0, quels coffrets peuvent communiquer entre eux ?
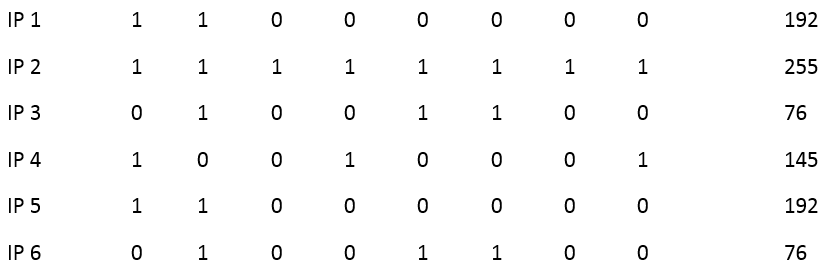
Réponse : Avec le masque de sous-réseau 0, 0 bits doivent avoir la même valeur. Cela signifie que toutes les adresses IP peuvent communiquer entre elles.
Paramètres corrects
Voici quelques exemples sur les paramètres corrects nécessaires à la communication entre le MTF6000 et le serveur ToolsNet.
Chaque adresse IP se compose de 4 segments, contenant chacun 8 bits et chacun identique au masque de sous-réseau correspondant. Le paramétrage le plus simple et le plus courant est d'avoir les trois premiers segments identiques au masque de sous-réseau 255.255.255.0. Cela signifie que le dernier segment peut être tout nombre entre 0 et 255.

Segment | Masque de sous-réseau | Adresse IP | Passerelle | ToolsNet | Correspondance |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Identique |
2 | 255 | 168 | 168 | 168 | Identique |
3 | 255 | 1 | 1 | 1 | Identique |
4 | 0 | 60 | 1 | 100 | Non nécessaire |
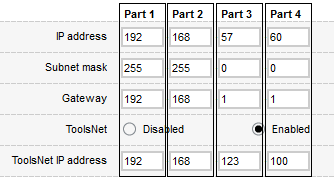
Segment | Masque de sous-réseau | Adresse IP | Passerelle | ToolsNet | Correspondance |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Identique |
2 | 255 | 168 | 168 | 168 | Identique |
3 | 0 | 57 | 1 | 123 | Non nécessaire |
4 | 0 | 60 | 1 | 100 | Non nécessaire |
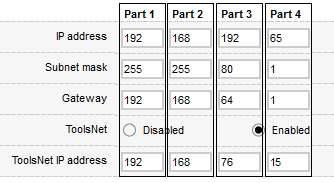
Segment | Masque de sous-réseau | Adresse IP | Passerelle | ToolsNet | Correspondance |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Identique |
2 | 255 | 168 | 168 | 168 | Identique |
3 | 80 | 192 | 64 | 76 | Identique pour le bit 5 et 7 |
4 | 1 | 60 | 1 | 100 | Identique pour le bit 1 |
Paramètres incorrects
Voici quelques exemples sur les paramètres incorrects pour paramétrer la communication entre le MTF6000 et le serveur ToolsNet.
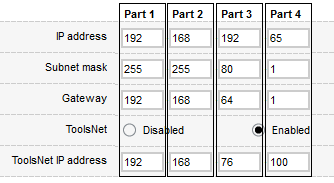
Segment | Masque de sous-réseau | Adresse IP | Passerelle | ToolsNet | Correspondance |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Identique |
2 | 255 | 168 | 168 | 168 | Identique |
3 | 80 | 192 | 64 | 76 | Identique pour le bit 5 et 7 |
4 | 1 | 65 | 1 | 100 | Non identique pour le bit 1 |


Segment | Masque de sous-réseau | Adresse IP | Passerelle | ToolsNet | Correspondance |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 10 | Non identique pour le bit 8, 7, 4 et 2 |
2 | 255 | 168 | 168 | 46 | Non identique pour le bit 8, 3 et 2 |
3 | 255 | 1 | 1 | 5 | Non identique pour le bit 3 |
4 | 0 | 60 | 1 | 37 | Non nécessaire |
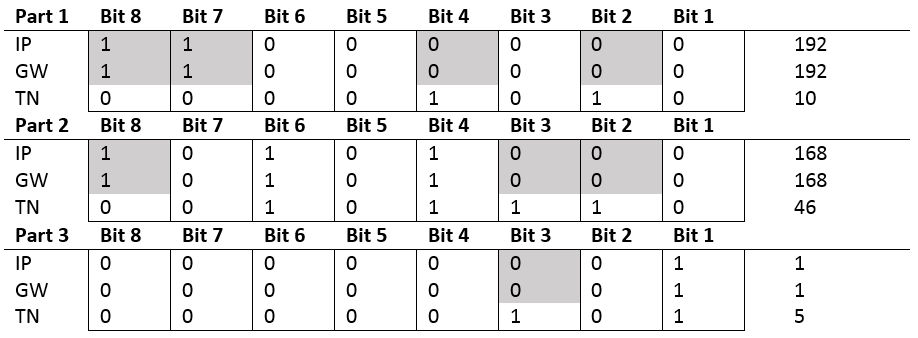
Spécification des paramètres du bus de terrain
ID | Paramètre | Type de données | Longueur de l’embout | Longueur du tableau Plage comme : Mini. Maxi. Par défaut | Type d'unité | Commentaires |
|---|---|---|---|---|---|---|
10 | Sélectionner le mode | Non signé | 8 | 1 | - | 1 = Pset 2 = Séquence de lots |
11 | Sélectionner le numéro | Non signé | 16 | 1 | - | |
12 | Commande de téléchargement de l'identifiant | Non signé | 8 | 1 | - | |
13 | Données de téléchargement de l'identifiant | Chaîne | 8 | 10;250;30 | - | |
103 | Version SW | Non signé | 8 | 4 | - | a.b.c.d [0] = a [1] = b [2] = c [3] = d |
104 | Date SW | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
105 | Adresse MAC | Non signé | 8 | 6 | - | AA-BB-CC-DD-EE-FF [0] = AA [1] = BB [2] = CC [3] = DD [4] = EE [5] = FF |
106 | Numéro de série | Chaîne | 8 | 8 | - | |
107 | Date de production | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
108 | ID licence | Non signé | 32 | 1 | - | |
109 | Niveau de licence | Non signé | 8 | 1 | - | 10 = 'Poste de travail IAM' 20 = 'Processus IAM' 30 = 'Automatisation IAM' 40 = 'QA IAM' |
110 | Date et heure | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
111 | Statut du coffret | Non signé | 8 | 1 | - | 0 = 'Initialisation en cours' 1 = 'Prêt' 2 = 'Mode étalonnage' |
112 | Version HW | Non signé | 8 | 1 | - | |
120 | Nombre d’évènements actifs | Non signé | 8 | 1 | - | |
121 | ID évènement actif | Non signé | 16 | 1 | - | |
122 | Sévérité évènement actif | Non signé | 8 | 1 | - | 0 = 'Aucun évènement actif' 1 = 'Information' 2 = 'Avertissement' 3 = 'Erreur' |
123 | Date et heure événement actif | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
124 | Texte d’évènement actif | Chaîne | 8 | 10;100;30 | - | |
210 | Capteur de pression à vide | Virgule flottante | 32 | 1 | kPa | |
300 | Statut de l'outil | Non signé | 8 | 1 | - | 0 = 'Non présent' 1 = 'Connecté' 2 = 'Initialisation en cours' 3 = 'Prêt' 4 = 'Erreur' |
304 | Numéro de série de l’outil | Chaîne | 8 | 8 | - | |
305 | Température de l'outil | Virgule flottante | 32 | 1 | °C | |
306 | Friction de l'outil à 100 tr/min | Virgule flottante | 32 | 1 | mNm | |
307 | Friction de l'outil à tr/min maxi. | Virgule flottante | 32 | 1 | mNm | |
401 | Couple en temps réel | Virgule flottante | 32 | 1 | mNm | |
402 | Couple de crête en temps réel | Virgule flottante | 32 | 1 | mNm | |
403 | Angle en temps réel | Virgule flottante | 32 | 1 | ° | |
500 | Pset sélectionné | Non signé | 16 | 1 | - | |
501 | Séquence de lots sélectionnée | Non signé | 16 | 1 | - | |
502 | Nombre d’étapes du Pset | Non signé | 8 | 1 | - | |
503 | Numéro d’étape du Pset | Non signé | 8 | 1 | - | |
504 | Nombre d’étapes de la séquence de lots | Non signé | 16 | 1 | - | |
505 | Numéro d’étape de la séquence de lots | Non signé | 16 | 1 | - | |
506 | Nombre de lots actifs | Non signé | 16 | 1 | - | |
507 | Index de lots actifs | Non signé | 16 | 1 | - | |
600 | Link status (statut de la liaison) | Non signé | 8 | 1 | - | 0 = 'Arrêté' 1 = 'Liaison interrompue' 2 = 'Identification en cours' 3 = 'Configuré' |
602 | Adresse IP | Non signé | 32 | 1 | - | |
603 | Masque de sous réseau IP | Non signé | 32 | 1 | - | |
604 | Passerelle IP | Non signé | 32 | 1 | - | |
800 | Nombre de cycles de l’outil | Non signé | 32 | 1 | - | |
801 | Nombre de OK de l'outil | Non signé | 32 | 1 | - | |
802 | Nombre de NOK de l'outil | Non signé | 32 | 1 | - | |
803 | Couple moy. de l'outil | Virgule flottante | 32 | 1 | mNm | |
804 | Température moy. de l’outil | Virgule flottante | 32 | 1 | °C | |
805 | Vitesse maxi. moy. de l'outil | Virgule flottante | 32 | 1 | tr/min | |
806 | Couple moy. par rapport à l’angle de l’outil | Virgule flottante | 32 | 1 | mNm/° | |
807 | Durée moy. du cycle de l’outil | Virgule flottante | 32 | 1 | s | |
820 | Nombre de cycles de l’outil (durée de vie) | Non signé | 32 | 1 | - | |
821 | Nombre de OK de l’outil (durée de vie) | Non signé | 32 | 1 | - | |
822 | Nombre de NOK de l’outil (durée de vie) | Non signé | 32 | 1 | - | |
823 | Couple moy. de l'outil (durée de vie) | Virgule flottante | 32 | 1 | mNm | |
824 | Température moy. de l'outil (durée de vie) | Virgule flottante | 32 | 1 | °C | |
825 | Vitesse maxi. moy. de l'outil (durée de vie) | Virgule flottante | 32 | 1 | tr/min | |
826 | Couple moy. par rapport à l’angle de l’outil (durée de vie) | Virgule flottante | 32 | 1 | mNm/° | |
827 | Durée moy. du cycle de l’outil (durée de vie) | Virgule flottante | 32 | 1 | s | |
900 | Code-barres scanné | Chaîne | 8 | 10;250;30 | - | |
1000 | État TN | Non signé | 8 | 1 | - | 0 = 'Arrêté' 1 = 'Liaison interrompue' 2 = 'Identification en cours' 3 = 'Configuré' |
1001 | File d’attente résultat TN | Non signé | 32 | 1 | - | |
2000 | DI 1 | Booléen | 1 | 1 | - | |
2001 | DI 2 | Booléen | 1 | 1 | - | |
2002 | EN 3 | Booléen | 1 | 1 | - | |
2003 | EN 4 | Booléen | 1 | 1 | - | |
2004 | EN 5 | Booléen | 1 | 1 | - | |
2005 | EN 6 | Booléen | 1 | 1 | - | |
2006 | EN 7 | Booléen | 1 | 1 | - | |
2007 | EN 8 | Booléen | 1 | 1 | - | |
2008 | EN 9 | Booléen | 1 | 1 | - | |
2009 | EN 10 | Booléen | 1 | 1 | - | |
2010 | EN 11 | Booléen | 1 | 1 | - | |
2011 | EN 12 | Booléen | 1 | 1 | - | |
2012 | Non disponible | Booléen | 1 | 1 | - | |
2013 | Non disponible | Booléen | 1 | 1 | - | |
2014 | Non disponible | Booléen | 1 | 1 | - | |
2015 | Non disponible | Booléen | 1 | 1 | - | |
2050 | EN 1 - EN 8 | Booléen | 1 | 8 | - | 0=2000 1=2001 2=2002 3=2003 4=2004 5=2005 6=2006 7=2007 |
2051 | EN 9 - EN 12 | Booléen | 1 | 8 | - | 0=2008 1=2009 2=2010 3=2011 |
2100 | DO 1 | Booléen | 1 | 1 | - | |
2101 | DO 2 | Booléen | 1 | 1 | - | |
2102 | SN 3 | Booléen | 1 | 1 | - | |
2103 | SN 4 | Booléen | 1 | 1 | - | |
2104 | SN 5 | Booléen | 1 | 1 | - | |
2105 | SN 6 | Booléen | 1 | 1 | - | |
2106 | SN 7 | Booléen | 1 | 1 | - | |
2107 | SN 8 | Booléen | 1 | 1 | - | |
2150 | SN 1 - SN 8 | Booléen | 1 | 8 | - | 0=2100 1=2101 2=2102 3=2103 4=2104 5=2105 6=2106 7=2107 |
2200 | Démarrage serrage CF | Booléen | 1 | 1 | - | |
2201 | Démarrage serrage CF en attente | Booléen | 1 | 1 | - | |
2202 | Démarrage desserrage CF | Booléen | 1 | 1 | - | |
2203 | Démarrage desserrage CF en attente | Booléen | 1 | 1 | - | |
2204 | Arrêter fonctionnement CF | Booléen | 1 | 1 | - | |
2205 | Réinitialisation CF | Booléen | 1 | 1 | - | |
2206 | Non disponible | Booléen | 1 | 1 | - | |
2207 | Désactiver l’outil CF | Booléen | 1 | 1 | - | |
2208 | Initialiser l’outil CF | Booléen | 1 | 1 | - | |
2209 | Non disponible | Booléen | 1 | 1 | - | |
2210 | Effacer l’évènement CF | Booléen | 1 | 1 | - | |
2211 | Effacer tous les évènements CF | Booléen | 1 | 1 | - | |
2212 | Non disponible | Booléen | 1 | 1 | - | |
2213 | Non disponible | Booléen | 1 | 1 | - | |
2214 | Non disponible | Booléen | 1 | 1 | - | |
2215 | Non disponible | Booléen | 1 | 1 | - | |
2216 | Non disponible | Booléen | 1 | 1 | - | |
2217 | Non disponible | Booléen | 1 | 1 | - | |
2218 | Non disponible | Booléen | 1 | 1 | - | |
2219 | Non disponible | Booléen | 1 | 1 | - | |
2220 | Non disponible | Booléen | 1 | 1 | - | |
2221 | Réinitialisation de séquence de lots CF | Booléen | 1 | 1 | - | |
2222 | Incrémenter un lot CF | Booléen | 1 | 1 | - | |
2223 | Décrémenter un lot CF | Booléen | 1 | 1 | - | |
2224 | Réinitialisation du lot CF | Booléen | 1 | 1 | - | |
2225 | Séquence de lots EN1 CF | Booléen | 1 | 1 | - | |
2226 | Séquence de lots EN2 CF | Booléen | 1 | 1 | - | |
2227 | Séquence de lots EN3 CF | Booléen | 1 | 1 | - | |
2228 | Séquence de lots EN4 CF | Booléen | 1 | 1 | - | |
2229 | Séquence de lots EN5 CF | Booléen | 1 | 1 | - | |
2230 | Séquence de lots EN6 CF | Booléen | 1 | 1 | - | |
2231 | Séquence de lots EN7 CF | Booléen | 1 | 1 | - | |
2232 | Séquence de lots EN8 CF | Booléen | 1 | 1 | - | |
2233 | Séquence de lots EN9 CF | Booléen | 1 | 1 | - | |
2234 | Séquence de lots EN10 CF | Booléen | 1 | 1 | - | |
2235 | Séquence de lots EN11 CF | Booléen | 1 | 1 | - | |
2236 | Séquence de lots EN12 CF | Booléen | 1 | 1 | - | |
2237 | Veille CF | Booléen | 1 | 1 | - | |
2238 | Redémarrage CF | Booléen | 1 | 1 | - | |
2239 | Incrémenter la séquence de lots CF | Booléen | 1 | 1 | - | |
2240 | Non disponible | Booléen | 1 | 1 | - | |
2241 | Activer le vide CF | Booléen | 1 | 1 | - | |
2242 | Activer le nettoyage CF | Booléen | 1 | 1 | - | |
2243 | Réveiller CF | Booléen | 1 | 1 | - | |
2244 | Éclairage de guidage de l’outil CF | Booléen | 1 | 1 | - | |
2245 | État de l’outil rouge CF | Booléen | 1 | 1 | - | |
2246 | État de l’outil vert CF | Booléen | 1 | 1 | - | |
2247 | État de l’outil bleu CF | Booléen | 1 | 1 | - | |
2248 | État de l’outil blanc CF | Booléen | 1 | 1 | - | |
2249 | Surveillance externe 1 CF | Booléen | 1 | 1 | - | |
2250 | Surveillance externe 2 CF | Booléen | 1 | 1 | - | |
2251 | Surveillance externe 3 CF | Booléen | 1 | 1 | - | |
2252 | Surveillance externe 4 CF | Booléen | 1 | 1 | - | |
2253 | Surveillance externe 5 CF | Booléen | 1 | 1 | - | |
2254 | Surveillance externe 6 CF | Booléen | 1 | 1 | - | |
2255 | Surveillance externe 7 CF | Booléen | 1 | 1 | - | |
2256 | Surveillance externe 8 CF | Booléen | 1 | 1 | - | |
2257 | Non disponible | Booléen | 1 | 1 | - | |
2258 | Non disponible | Booléen | 1 | 1 | - | |
2259 | Non disponible | Booléen | 1 | 1 | - | |
2260 | Non disponible | Booléen | 1 | 1 | - | |
2261 | Non disponible | Booléen | 1 | 1 | - | |
2262 | Non disponible | Booléen | 1 | 1 | - | |
2263 | Non disponible | Booléen | 1 | 1 | - | |
2264 | Réinitialiser vérification CF | Booléen | 1 | 1 | - | |
2265 | Réservé | Booléen | 1 | 1 | - | |
2266 | Réservé | Booléen | 1 | 1 | - | |
2267 | Réservé | Booléen | 1 | 1 | - | |
2268 | Réservé | Booléen | 1 | 1 | - | |
2269 | Réservé | Booléen | 1 | 1 | - | |
2270 | Réservé | Booléen | 1 | 1 | - | |
2271 | Réservé | Booléen | 1 | 1 | - | |
2272 | Réservé | Booléen | 1 | 1 | - | |
2400 | CF 1 - CF 8 | Booléen | 1 | 8 | - | 0=2200 1=2201 2=2202 3=2203 4=2204 5=2205 7=2207 |
2401 | CF 9 - CF 16 | Booléen | 1 | 8 | - | 0=2208 2=2210 3=2211 |
2402 | CF 17 - CF 24 | Booléen | 1 | 8 | - | 5=2221 6=2222 7=2223 |
2403 | CF 25 - CF 32 | Booléen | 1 | 8 | - | 0=2224 1=2225 2=2226 3=2227 4=2228 5=2229 6=2230 7=2231 |
2404 | CF 33 - CF 40 | Booléen | 1 | 8 | - | 0=2232 1=2233 2=2234 3=2235 4=2236 5=2237 6=2238 7=2239 |
2405 | CF 41 - CF 48 | Booléen | 1 | 8 | - | 1=2241 2=2242 3=2243 4=2244 5=2245 6=2246 7=2247 |
2406 | CF 49 - CF 56 | Booléen | 1 | 8 | - | 0=2248 1=2249 2=2250 3=2251 4=2252 5=2253 6=2254 7=2255 |
2407 | CF 57 - CF 64 | Booléen | 1 | 8 | - | 0=2256 |
2408 | CF 65 - CF 72 | Booléen | 1 | 8 | - | 0=2264 |
2500 | Prêt RF | Booléen | 1 | 1 | - | |
2501 | Occupé RF | Booléen | 1 | 1 | - | |
2502 | Erreur RF | Booléen | 1 | 1 | - | |
2503 | Serrage OK RF | Booléen | 1 | 1 | - | |
2504 | Serrage NOK RF | Booléen | 1 | 1 | - | |
2505 | Lot terminé RF | Booléen | 1 | 1 | - | |
2506 | Évènement actif RF | Booléen | 1 | 1 | - | |
2507 | Évènement bloquant RF | Booléen | 1 | 1 | - | |
2508 | Évènement effaçable RF | Booléen | 1 | 1 | - | |
2509 | Initialisation de l’outil RF | Booléen | 1 | 1 | - | |
2510 | Outil désactivé RF | Booléen | 1 | 1 | - | |
2511 | Pompe à vide RF | Booléen | 1 | 1 | - | |
2512 | Signal de démarrage RF | Booléen | 1 | 1 | - | |
2513 | Signal de dévissage RF | Booléen | 1 | 1 | - | |
2514 | Signal de démarrage par poussée RF | Booléen | 1 | 1 | - | |
2515 | Séquence de lots SN1 RF | Booléen | 1 | 1 | - | |
2516 | Séquence de lots SN2 RF | Booléen | 1 | 1 | - | |
2517 | Séquence de lots SN3 RF | Booléen | 1 | 1 | - | |
2518 | Séquence de lots SN4 RF | Booléen | 1 | 1 | - | |
2519 | Séquence de lots SN5 RF | Booléen | 1 | 1 | - | |
2520 | Séquence de lots SN6 RF | Booléen | 1 | 1 | - | |
2521 | Séquence de lots SN7 RF | Booléen | 1 | 1 | - | |
2522 | Séquence de lots SN8 RF | Booléen | 1 | 1 | - | |
2523 | Séquence de lots terminée RF | Booléen | 1 | 1 | - | |
2524 | Erreur de séquence de lots RF | Booléen | 1 | 1 | - | |
2525 | Erreur de lot RF | Booléen | 1 | 1 | - | |
2526 | Veille activée RF | Booléen | 1 | 1 | - | |
2527 | Vis non alignée RF | Booléen | 1 | 1 | - | |
2528 | Vis alignée RF | Booléen | 1 | 1 | - | |
2529 | Surveillance externe 1 RF | Booléen | 1 | 1 | - | |
2530 | Surveillance externe 2 RF | Booléen | 1 | 1 | - | |
2531 | Surveillance externe 3 RF | Booléen | 1 | 1 | - | |
2532 | Surveillance externe 4 RF | Booléen | 1 | 1 | - | |
2533 | Surveillance externe 5 RF | Booléen | 1 | 1 | - | |
2534 | Surveillance externe 6 RF | Booléen | 1 | 1 | - | |
2535 | Surveillance externe 7 RF | Booléen | 1 | 1 | - | |
2536 | Surveillance externe 8 RF | Booléen | 1 | 1 | - | |
2537 | Surveillance externe 9 RF | Booléen | 1 | 1 | - | |
2538 | Surveillance externe 10 RF | Booléen | 1 | 1 | - | |
2539 | Nettoyage pompe à vide RF | Booléen | 1 | 1 | - | |
2540 | Pompe à vide connectée RF | Booléen | 1 | 1 | - | |
2541 | Non disponible | Booléen | 1 | 1 | - | |
2542 | Non disponible | Booléen | 1 | 1 | - | |
2543 | Vérification terminée RF | Booléen | 1 | 1 | - | |
2544 | Vérification active RF | Booléen | 1 | 1 | - | |
2545 | Entretien nécessaire RF | Booléen | 1 | 1 | - | |
2546 | Batterie connectée RF | Booléen | 1 | 1 | - | |
2547 | Batterie faible RF | Booléen | 1 | 1 | - | |
2548 | Vérification OK RF | Booléen | 1 | 1 | - | |
2549 | Vérification NOK RF | Booléen | 1 | 1 | - | |
2550 | Réservé | Booléen | 1 | 1 | - | |
2551 | Réservé | Booléen | 1 | 1 | - | |
2552 | Réservé | Booléen | 1 | 1 | - | |
2553 | Réservé | Booléen | 1 | 1 | - | |
2554 | Réservé | Booléen | 1 | 1 | - | |
2555 | Réservé | Booléen | 1 | 1 | - | |
2556 | Réservé | Booléen | 1 | 1 | - | |
2557 | Réservé | Booléen | 1 | 1 | - | |
2558 | Réservé | Booléen | 1 | 1 | - | |
2559 | Réservé | Booléen | 1 | 1 | - | |
2560 | Réservé | Booléen | 1 | 1 | - | |
2561 | Réservé | Booléen | 1 | 1 | - | |
2562 | Réservé | Booléen | 1 | 1 | - | |
2563 | Réservé | Booléen | 1 | 1 | - | |
2700 | RF 1 - RF 8 | Booléen | 1 | 8 | - | 0=2500 1=2501 2=2502 3=2503 4=2504 5=2505 6=2506 7=2507 |
2701 | RF 9 - RF 16 | Booléen | 1 | 8 | - | 0=2508 1=2509 2=2510 3=2511 4=2512 5=2513 6=2514 7=2515 |
2702 | RF 17 - RF 24 | Booléen | 1 | 8 | - | 0=2516 1=2517 2=2518 3=2519 4=2520 5=2521 6=2522 7=2523 |
2703 | RF 25 - RF 32 | Booléen | 1 | 8 | - | 0=2524 1=2525 2=2526 3=2527 4=2528 5=2529 6=2530 7=2531 |
2704 | RF 33 - RF 40 | Booléen | 1 | 8 | - | 0=2532 1=2533 2=2534 3=2535 4=2536 5=2537 6=2538 7=2539 |
2705 | RF 41 - RF 48 | Booléen | 1 | 8 | - | 0=2540 3=2543 4=2544 5=2545 6=2546 7=2547 |
2706 | RF 49 - RF 56 | Booléen | 1 | 8 | - | 0=2548 1=2549 |
2707 | RF 57 - RF 64 | Booléen | 1 | 8 | - | |
2708 | Surveillance externe 1-8 RF | Booléen | 1 | 8 | - | 0=2529 1=2530 2=2531 3=2532 4=2533 5=2534 6=2535 7=2536 |
2709 | Surveillance externe 9-10 RF | Booléen | 1 | 8 | - | 0=2537 1=2538 |
3000 | Identifiant de résultat | Non signé | 32 | 1 | - | |
3001 | Type de résultat | Non signé | 8 | 1 | - | 1 = 'Serrage' 2 = 'Desserrage' |
3002 | Code du résultat | Non signé | 8 | 1 | - | 1 = 'OK' 2 = 'Annuler' 3 = 'NOK' |
3003 | Résultat, heure de démarrage du serrage | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
3004 | Résultat, numéro d'étape de l'erreur | Non signé | 8 | 1 | - | |
3005 | Résultat, code d'erreur | Non signé | 8 | 1 | - | 1 = 'Aucune erreur' 2 = 'Valeur élevée (voir Valeur de l'erreur)' 3 = 'Valeur faible (voir Valeur de l'erreur)' 4 = 'Gâchette perdue' 5 = 'Glissement de l'embout détecté' 6 = 'Resserrage détecté' 7 = 'Pas d'appui détecté' 8 = 'Filetage endommagé' 9 = 'Couple d'annulation' |
3006 | Résultat, valeur de l'erreur | Non signé | 8 | 1 | - | 1 = 'Néant' 2 = 'Temps global' 3 = 'Temps de l’étape' 4 = 'Couple' 5 = 'Angle de l’étape' 6 = 'Angle total' 7 = 'Couple de blocage' 8 = 'Angle de blocage' 9 = 'Angle de serrage' |
3007 | Résultat, numéro de série du coffret | Chaîne | 8 | 8 | - | |
3008 | Résultat, nom du coffret | Chaîne | 8 | 10;90;90 | - | |
3009 | Résultat, ID du coffret | Non signé | 32 | 1 | - | |
3010 | Résultat, nom du poste de travail | Chaîne | 8 | 10;90;90 | - | |
3011 | Résultat, ID du poste de travail | Non signé | 32 | 1 | - | |
3012 | Résultat, nom de la ligne | Chaîne | 8 | 10;90;90 | - | |
3013 | Résultat, ID de la ligne | Non signé | 32 | 1 | - | |
3014 | Résultat, numéro de série de l'outil | Chaîne | 8 | 8 | - | |
3015 | Résultat, nom de l'outil | Chaîne | 8 | 10;30;30 | - | |
3016 | Résultat, numéro Pset | Non signé | 16 | 1 | - | |
3017 | Résultat, nom Pset | Chaîne | 8 | 10;90;90 | - | |
3018 | Résultat, révision Pset | Non signé | 32 | 1 | - | |
3019 | Résultat, date de création Pset | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
3020 | Résultat, date modification Pset | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
3021 | Résultat, numéro de la séquence de lots | Non signé | 16 | 1 | - | |
3022 | Résultat, nom de la séquence de lots | Chaîne | 8 | 10;90;90 | - | |
3023 | Résultat, révision de la séquence de lots | Non signé | 32 | 1 | - | |
3024 | Résultat, date de création de la séquence de lots | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
3025 | Résultat, date de modification de la séquence de lots | Chaîne | 8 | 19 | - | AAAA-MM-JJ hh:mm:ss Dates valides entre 2000-2099 |
3026 | Résultat, nombre d’étapes de la séquence de lots | Non signé | 16 | 1 | - | |
3027 | Résultat, numéro de l'étape de la séquence de lots | Non signé | 16 | 1 | - | |
3028 | Résultat, taille du lot | Non signé | 8 | 1 | - | |
3029 | Résultat, nombre de lots | Non signé | 8 | 1 | - | |
3030 | Résultat, couple de crête | Virgule flottante | 32 | 1 | mNm | |
3031 | Résultat, angle total | Virgule flottante | 32 | 1 | ° | |
3032 | Résultat, durée totale | Virgule flottante | 32 | 1 | s | |
3033 | Résultat, température de l'outil | Virgule flottante | 32 | 1 | °C | |
3034 | Résultat, état de l’angle total | Non signé | 8 | 1 | - | 1 = 'OK' 2 = 'Faible' 3 = 'Élevé' |
3035 | Résultat, état de la durée totale | Non signé | 8 | 1 | - | 1 = 'OK' 2 = 'Faible' 3 = 'Élevé' |
3036 | Résultat, type de couple final | Non signé | 8 | 1 | - | 1 = 'Crête' 2 = 'Blocage' 3 = 'Final' |
3037 | Résultat, couple final | Virgule flottante | 32 | 1 | mNm | |
3038 | Résultat, angle final | Virgule flottante | 32 | 1 | ° | |
3039 | Résultat, type angle final | Non signé | 8 | 1 | - | 1 = 'Étape' 2 = 'Blocage' 3 = 'Serrage' |
3040 | Résultat, étape de rapport final | Non signé | 8 | 1 | - | |
3041 | Résultat, état couple final | Non signé | 8 | 1 | - | 0 = '' 1 = 'OK' 2 = 'Faible' 3 = 'Élevé' |
3042 | Résultat, état angle final | Non signé | 8 | 1 | - | 0 = '' 1 = 'OK' 2 = 'Faible' 3 = 'Élevé' |
3043 | Résultat, ajustement couple | Virgule flottante | 32 | 1 | % | |
3044 | Résultat, clé d’identifiant personnalisée 1 | Chaîne | 8 | 8;48;48 | - | |
3045 | Résultat, valeur identifiant personnalisée 1 | Chaîne | 8 | 10;100;100 | - | |
3046 | Résultat, clé d’identifiant personnalisée 2 | Chaîne | 8 | 8;48;48 | - | |
3047 | Résultat, valeur identifiant personnalisée 2 | Chaîne | 8 | 10;100;100 | - | |
3048 | Résultat, clé d’identifiant personnalisée 3 | Chaîne | 8 | 8;48;48 | - | |
3049 | Résultat, valeur identifiant personnalisée 3 | Chaîne | 8 | 10;100;100 | - | |
3050 | Résultat, clé d’identifiant personnalisée 4 | Chaîne | 8 | 8;48;48 | - | |
3051 | Résultat, valeur identifiant personnalisée 4 | Chaîne | 8 | 10;100;100 | - | |
3052 | Résultat, tentatives de prélèvement | Non signé | 16 | 1 | - | |
3053 | Résultat, temps de prélèvement total | Virgule flottante | 32 | 1 | s | |
3054 | Résultat, numéro de vis du lot | Non signé | 8 | 1 | - | |
3055 | Résultat, limite maxi. de couple final | Virgule flottante | 32 | 1 | mNm | |
3056 | Résultat, limite min. de couple final | Virgule flottante | 32 | 1 | mNm | |
3057 | Résultat, limite maxi. de l’angle final | Virgule flottante | 32 | 1 | ° | |
3058 | Résultat, limite min. de l’angle final | Virgule flottante | 32 | 1 | ° | |
3059 | Résultat, point d’appui final | Virgule flottante | 32 | 1 | mNm | |
3060 | Résultat, limite non alignée | Virgule flottante | 32 | 1 | kPa | |
3061 | Résultat, limite alignée | Virgule flottante | 32 | 1 | kPa | |
3062 | Résultat, état non aligné | Non signé | 8 | 1 | - | 1 = 'OK' 2 = 'Faible' |
3063 | Résultat, état aligné | Non signé | 8 | 1 | - | 1 = 'OK' 2 = 'Faible' |
3064 | Résultat, type de pset | Non signé | 8 | 1 | - | 0 = ‘Pset’ 1 = ‘Programme de vérification‘ |
3065 | Résultat, taille de la vérification | Non signé | 8 | 1 | - | |
3066 | Résultat, nombre de vérifications | Non signé | 8 | 1 | - | |
3067 | Résultat, date d’étalonnage de l'outil | Chaîne | 8 | 19 | - | AAAA-MMJJThh: mm: ss Dates valides entre 2000-2099 |
3068 | Résultat, révision de la configuration de l'outil | Non signé | 32 | 1 | - | |
3069 | Résultat, type de couple de l'outil | Non signé | 8 | 1 | - | 0 = 'Inconnu' 1 = 'Actuel' 2 = 'Capteur' |
3070 | Résultat étape plage d’angle | Virgule flottante | 32 | 1 | Degré | |
3071 | Résultat étape état plage d’angle | Non signé | 8 | 1 | - | |
3072 | Résultat étape étape de démarrage plage d’angle | Non signé | 8 | 1 | - | |
3073 | Résultat étape étape d’arrêt plage d’angle | Non signé | 8 | 1 | - |