ToolsTalk MT (9.4.0)
Software
Datenschutz-Grundverordnung (DSGVO)
Dieses Produkt bietet die Möglichkeit, personenbezogene Informationen wie den Systembenutzernamen, die Rolle und die IP-Adresse zu verarbeiten. Der Zweck dieser Verarbeitungsfähigkeit könnte darin bestehen, die Qualitätskontrolle durch Rückverfolgbarkeit und geeignetes Zugriffsmanagement zu verbessern.
Wenn Sie sich dazu entschließen, personenbezogene Daten zu verarbeiten, müssen Sie die einschlägigen Datenschutzbestimmungen kennen und einhalten, einschließlich der DSGVO sowie anderer in der EU anwendbarer Gesetze, Richtlinien und Vorschriften. Atlas Copo kann in keiner Weise für die Verwendung des Produkts durch Sie haftbar gemacht werden.
Haftung
Viele Ereignisse in der Arbeitsumgebung können sich auf die Verschraubung auswirken und bedürfen einer Validierung der Ergebnisse. In Übereinstimmung mit den geltenden Standards und/oder Vorschriften sind das installierte Drehmoment und die Drehrichtung nach einem Ereignis zu überprüfen, das sich auf die Verschraubung auswirken kann. Zu solchen Ereignissen zählen unter anderem:
Erstinstallation des Werkzeugsystems
Änderung von Chargen, Bolzen, Schrauben, Werkzeugen, Software, Konfiguration oder Umgebung
Änderung von Druckluft- oder Elektroanschlüssen
Änderung von Linienergonomie, Prozessen, Qualitätsverfahren und -praktiken
Bedienerwechsel
Andere Änderungen, die sich auf das Ergebnis der Verschraubung auswirken
Die Prüfung muss:
Sicherstellen, dass die gemeinsamen Bedingungen sich nicht aufgrund von Ereignissen geändert haben.
Nach der Erstinstallation, Wartung oder Reparatur der Anlage erfolgen.
Mindestens einmal pro Schicht oder in einem anderen geeigneten Intervall erfolgen.
Konfigurationsübersicht
Einführung in ToolsTalk MT
Das MicroTorque-System umfasst Schraubenwerkzeug von Atlas Copco für geringe Drehmomente.
ToolsTalk MT ist ein Softwarepaket für den PC, mit dem sich die MicroTorque-Steuerungen problemlos und benutzerfreundlich programmieren sowie in Echtzeit beobachten lassen. Dies umfasst u. a. Folgendes:
-
Multi-schritt Schraubenbefestigungprozesse mit Moment- und Winkelkontrolle.
-
Flexible programmierbare Schraubenbefestigungs Schrittsequenzen.
-
Präzision bei Anzugsdrehmoment und Winkelkontrolle sowie bei der Datendokumentation des mehrstufigen Prozesses
-
Mehrpunktkommunikation via USB für die Parametereinstellung, die Ausgabe der grafischen Darstellung und die Prozessdatenübertragung
ToolsTalk MT Passwortschutz
Sie benötigen Administratorrechte auf dem PC, um den Passwortschutz von Tools Talk MT zu aktivieren oder zu deaktivieren. Zum Ändern des Passworts sind nach Aktivierung der Authentifizierung keine Administratorrechte mehr nötig.
Wenn Sie ToolsTalk MT mit aktiviertem Passwortschutz starten, befinden Sie sich im Schreibgeschützten Modus.
Suchen Sie im Startmenü nach ToolsTalk MT, klicken Sie mit der rechten Maustaste hierauf und wählen Sie Als Administrator ausführen aus.
Wählen Sie im Fenster Benutzerkontensteuerung Ja aus.
Wählen Sie in ToolsTalk MT das Symbol Benutzer
 aus.
aus.Wählen Sie in den Benutzereinstellungen zunächst ToolsTalk MT per Passwort schützen und anschließend PASSWORT FESTLEGEN aus.

Geben Sie in den Authentifizierungseinstellungen ein Passwort ein (mindestens 4 Zeichen) und wählen Sie anschließend OK aus.
Wählen Sie in den Benutzereinstellungen OK aus. Sie sind nun im Bearbeitungsmodus angemeldet.
Wechseln Sie zu BEARBEITEN und wählen Sie Abmelden aus, um zum Schreibgeschützten Modus zurückzukehren.
PSatz
Die Anziehprogramme in ToolsTalk MT heißen Psets. Ein Pset kann aus mehreren Schritten bestehen. Alle Schritte haben präzise Drehzahlkontrolle und viele Optionen der Winkel- und Momentüberwachung.
Prüfprogramm
Ein Prüfprogramm ist ein spezieller Typ von Verschraubungsprogramm, das zur Überprüfung des Werkzeugs bei Drehmomenttests verwendet wird.
Gruppensequenz
Batch Sequenz ist eine Art der Gruppierung und Zufügen von Kontrolle über den Arbeitsfluss. Eine Batch Sequenz kann eine Liste von Batches, Ereignissen oder Informationschritten in Reihenfolge sein. Die Batch Sequenz kann mit dem Bediener in Bezug auf Bildschirmanweisungen und mit Nutzung von externen Geräten agieren, wie z. B. SPS oder Scanner.
Gruppe
Ein Batch ist definiert als wie oft ein spezifischer Pset laufen soll.
Ereignis
Ein Ereignis (Event) ist eine Art Umgebungen, Ausgangseinstellungen, Eingangsschlangen, Überwachung des Eingangspegels, Verzögerungen zu verwalten und Daten von Scannern zu sammeln zu kontrollieren.
Informationen
Der Information Step kann zum Informieren und Führen des Bedieners genutzt werden.
Arbeitsauswahl (Quelle auswählen)
Das System kann Arbeit (Psets und Batch Sequenzen) in vier Arten wählen:
Protokoll (Tools Talk MT + Atlas Copco Open Protocol)
Digital-E/A
Scanner (Barcode/RFID)
Steuerung
Feldbus
Ergebnisverwaltung
Nach jedem Anziehen und jeder Messung werden Ergebnisse erstellt und im Speicher der Steuerung gesammelt. In der Verschraubungssteuerung können bis zu 100.000 Ergebnisse und 1000 Diagramme und in der Messsteuerung bis zu 10.000 Ergebnisse und Diagramme gespeichert werden.
Wenn die maximale Anzahl von Ergebnissen erreicht wurde, überschreibt das neueste Ergebnis das älteste Ergebnis.
Es ist möglich Seriennummern und Produktionsdaten über Scanner zu sammeln und sie mit den Ergebnissen für gesteigerte Verfolgbarkeit und fortlaufende Verbesserung zu vergleichen.
Die Ergebnisse können vom Controller über das Kommunikationsnetzwerk (Ethernet oder USB) exportiert werden, oder über manuelle Extraktion mit einem USB Flash Laufwerk.
Das MTF 6000 kann mit ToolsNet 8 verbunden werden um eine bessere Nachverfolgbarkeit und Produktionsüberwachung zu gewährleisten.
Benutzerschnittstelle
Die Abbildung unten zeigt das Hauptfenster, wenn mit einem Controller verbunden. Die Symbole können je nach angeschlossenen IAMs abweichen.

A | Verbindungen managen |
B | PSatz- und Prüfprogramm |
C | Gruppensequenz |
D | Kennungen und Erstellung von Stationsbarcodes |
E | Konfigurationen |
F | Analyse |
G | Schrittergebnisse/Ergebnisse/Ereignisse |
H | Werkzeugeinstellungen |
I | Steuerungseinstellungen |
J | Digital E/A und Passworteinstellungen |
K | Feldbus |
L | Messwertgebereinstellungen |
M | Alle Änderungen abbrechen |
N | Änderungen im Controller speichern. Im Offline-Modus werden Änderungen in einer Datei gespeichert. |
O | Fenstereinstellungen setzen: Kachel, kaskadiert oder Einzelfenster. |
P | Benutzereinstellungen. |
Q | Hilfe |
R | ToolsTalk MT Softwareversion |
S | TN zeigt an, ob der Controller mit ToolsNet 8 verbunden ist. |
D | Warnung/Information, wenn eine neues ToolsTalk MT zum Download bereitsteht |
U | Hinweis |
V | Art des aktiven Ereignisses |
W | Text des aktiven Ereignisses |
Erste Schritte
Steuerung starten
Verbinden Sie das Netzteil mit der Steuerung und stellen Sie sicher, dass diese eingeschaltet ist. Wenn Sie eine QA- oder Verschraubungsstation verwenden, starten Sie das Gerät, indem Sie auf die Taste am Akku drücken.
Start ToolsTalk MT
Starten Sie ToolsTalk MT über das Symbol auf dem PC-Desktop oder über die Verknüpfung im Programmmenü.
Verbingungsmenü managen

Der Controller kann auf verschiedene Arten angeschlossen werden:
USB
Seriell (nur verfügbar für MTF 400 und G4)
Ethernet (nur verfügbar für MTF 6000 und ACTA MT4)
Controllers über Ethernet verbunden können als Favorit gespeichert werden.
Offline
Im Offline-Modus ist ToolsTalk MT mit einem virtuellen Gerät verbunden. Alle Funktionen haben die gleiche Funktionalität als wenn sie mit einem echten Controller verbunden wären.
Vom Controller können über ein USB-Flash-Laufwerk oder über ToolsTalk MT offline Daten exportiert und importiert werden.
Speichern Sie alle im Offline-Modus getätigten Änderungen mit der Schaltfläche Speichern.
Eine virtuelle Verbindung ist nur bei Controllern möglich, die für Verschraubungsarbeiten eingesetzt werden, nicht aber bei QS-Controllern.
Netzwerkaktualisierung
Die Netzwerkaktualisierung ermöglicht es, mit einem einzigen Arbeitsschritt aktualisierte Firmware und Konfigurationen (Pset, Batchsequenz und Kennungen) auf mehrere im Netzwerk befindliche Controller aufzuspielen. Solange die Controller mit dem Netzwerk verbunden sind, ist es nicht mehr notwendig, jeden Controller einzeln zu aktualisieren. Die Funktion wird nur bei der IAM Smart Automation unterstützt.
Bei einer Verwendung der Funktion „Netzwerkaktualisierung“ werden alle bestehenden Pset, Batchsequenzen und Kennungen durch die neue Konfiguration gelöscht und überschrieben.
Einstellungen
PSatz- und Prüfprogramm

Die Anziehprogramme in ToolsTalk MT heißen Psets.
Ein Pset wird zum mit dem Controller verbundenen Werkzeug gesetzt, wenn das Pset erstellt wird. Falls ein weiteres Werkzeug angeschlossen wird wenn Pset aktiv ist, erscheint eine Meldung, dass Pset nicht funktioniert.
- Einführung in die Pset Liste
- Hinzufügen eines PSatzes/Prüfprogramms
- Pset löschen
- Pset kopieren
- Neuen Pset erstellen
- Beispiel für eine dreistufige Schraubstrategie
- Pset mit Quick Progammin am Controller zufügen
- Pset Fenster
- Grundlegende Verschraubungsdefinitionen
- Allgemeine Einstellungen
- PSatz konfigurieren
- Prüfprogramm
Einführung in die Pset Liste
Jede Zeile stellt ein Pset dar. Die Spalten enthalten die folgenden Informationen:
Das Kontrollkästchen markieren, um Pset auszuwählen.
Nummer
Name, ein benutzerdefinierter Name
Stufe Nr.
Letzte Änderung
Werkzeugmodell, das Modell mit dem der Pset arbeiten wird.
Abstimmung
Aktiv
Durch Klicken auf die Kopfzeile jeder Spalte können Sie die Liste sortieren.
Hinzufügen eines PSatzes/Prüfprogramms
Um einen Pset zuzufügen, wie folgt vorgehen:
Pset Symbol in der Menüleiste drücken. Der Arbeitsbereich zeigt eine Liste aller derzeitigen Psets.
Klicken Sie auf die Schaltfläche Hinzufügen. Das Fenster PSatz erstellen öffnet.
Pset Nummer und Name eingeben.
OK Taste klicken.
Ein neues Pset ist zugefügt und die Liste wird aktualisiert.
Pset löschen
Um ein oder mehrere Psets zu löschen, wie folgt vorgehen:
-
Pset Symbol in der Menüleiste drücken. Der Arbeitsbereich zeigt eine Liste aller derzeitigen Psets.
-
Für jedes zu löschende Pset das Kästchen in der linken Spalte im Arbeitsbereich markieren.
-
Klicken Sie die Löschen Taste.
-
Löschen im Fenster Bestätigen .
Die gewählten Pset(s) werden entfernt und die Liste aktualisiert.
Pset kopieren
Um einen Pset zu kopieren, wie folgt vorgehen:
-
Rechts auf den Pset klicken, von dem Sie kopieren möchten.
-
Copy wählen.
-
Rechts auf den Pset klicken, in den Sie kopieren möchten.
-
Zum Bestätigen die Ja Taste im Bestätigen Fenster drücken.
Neuen Pset erstellen
Der allgemeine Arbeitsfluss während der Programmierung eines Psets in ToolsTalk MT bestehet aus folgenden Schritten:
-
Öffnen Sie das Fenster Psets.
-
Klicken Sie auf die Schaltfläche Hinzufügen.
-
Pset Nummer und Pset Namen auswählen.
OK Taste klicken.
Der Pset erscheint in der Pset Liste.
-
Auf den Pset doppelklick, um das Pset-Fenster zu öffnen, oder markieren und auf Öffnen klicken.
-
Allgemeine Einstellungen eingeben.
-
Pset Schritte zufügen. Dies ist die häufigste Konfiguration für eine Standardanzugsanwendung:
-
Gewindeschneideschritt
-
Drehwinkelstufe
-
Drehmomentschritt.
-
-
Auf die Schaltfläch Alle erweitern klicken oder auf einen Schritt doppelklicken.
-
Schritttyp für jeden Schritt und Parameter einstellen.
-
Speichern Taste drücken um die Einstellungen in den Controller zu speichern.

Beispiel für eine dreistufige Schraubstrategie

-
Gewinde finden.
-
Vorfahren, bis der Schraubenkopf das Arbeitsstück berührt.
-
Joint einspannen.
Stufe 1: Gewindeauffindung
Zuerst mit dem Gewindeschritt das Gewinde finden.
 |
B - Langsame Drehzahl, 100-150 U/min. C - Übergang zum nächsten Schritt mit erhöhtem Moment wenn die Schraube in das Gewinde eindringt |
Stufe 2: Einschraubung
Winkelschritt zum Versenken der Schraube.
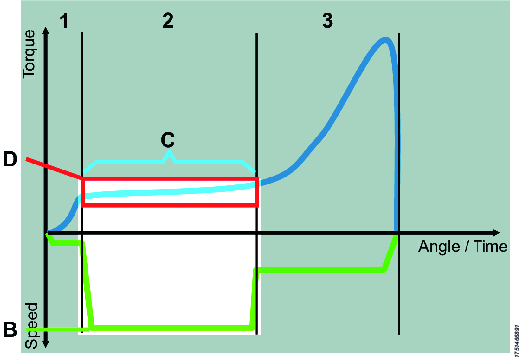 | B - Hohe Drehzahl C - Übergang zum nächsten Schritt am Winkel, anpassen an die Geeindelänge bevor der Schraubenkopf das Arbeitsstück berührt D - Drehmomentfenster zur Überwachung der Einschraubung und bei Störungen, z.b. beschädigte Gewinde Es muss darauf geachtet werden, dass der Winkelschritt anhält, bevor der Schraubenkopf das Werkstück berührt. Anderenfalls kann dies zu unerwünschten Grenzwertüberschreitungen führen, da das Werkzeug nicht rechtzeitig abbremsen kann. |
Stufe 3: Verbindungsbefestigung
Mit dem Momentschritt den Joint einspannen.
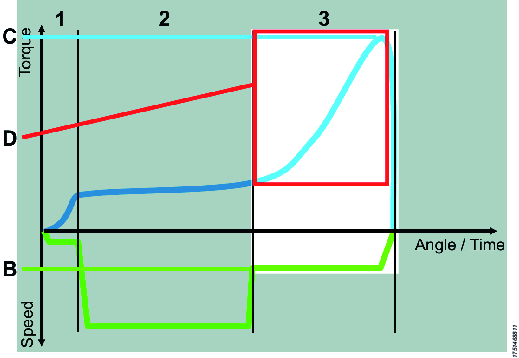 |
B - Die Drehzahl des Werkzeuges wurde konfiguriert mit C - Die Verbindung ist fertig, wenn das Zielmoment erreicht ist. D - Winkelfenster von der Momentstufe um das Einspannen zu überwachen und bei Störungen zu überwachen, z.B. defekte Arbeitsstücke oder fehlende Scheiben |
Pset mit Quick Progammin am Controller zufügen
Es ist möglich, mittels der Steuerung einen PSatz oder ein Prüfprogramm hinzuzufügen, siehe MTF 6000-Konfigurationshandbuch.
Pset Fenster
|
GUI Objekt |
Beschreibung |
|
Werkzeugtyp wechseln |
Nur im Offline-Modus verfügbar. |
|
Testtaster |
Öffnet ein Fenster zum Starten, Stoppen und Rückstellen des aktiven Pset. |
|
Taster aktivieren |
Stellt den aktuellen Pset zum aktiven Pset im Controller. Die Ausgewählte Quelle muss auf Protokoll/ToolsTalk MT eingestellt sein. |
Grundlegende Verschraubungsdefinitionen
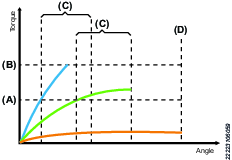
Die Schraube wird eingedreht, bis der Schraubenkopf das Werkstück am Befestigungspunkt (A) berührt. Die Schraube wird anschließend angezogen, bis das Enddrehmoment (C) erreicht ist. Oft handelt es sich dabei auch um das Spitzenmoment (B), in einigen Fällen liegt das Enddrehmoment jedoch niedriger.
Der Einspannwinkel (D) und das Einspannmoment (E) wird zwischen dem Befestigungspunkt und dem Spitzenmoment gemessen.

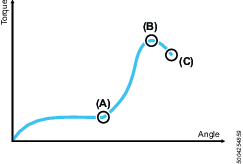
A | Befestigungspunkt |
B | Spitzenmoment |
C | Enddrehmoment |
D | Einspannwinkel |
E | Einspannmoment |
Allgemeine Einstellungen
Parameter | Beschreibung |
Pset-Name | Wird in der PSatz-Liste angezeigt. Der PSatz-Name wird zusammen mit den Ergebnissen gespeichert und in der Ergebnisansicht der Steuerung angezeigt. |
Pset-Revision | Revisionsnummer des PSatzes. |
PSatz erstellt | PSatz-Erstellungsdatum. |
Pset geändert | Datum der letzten Änderung am PSatz. |
Konfigurierter Werkzeugname | Der Werkzeugtyp, mit dem der PSatz verknüpft wurde (Modelltyp im Text). |
Min. Gesamtzeit | Minimale Anziehdauer, um als angezogen zu gelten. |
Max. Gesamtzeit | Maximale Anziehdauer, um als angezogen zu gelten. |
Min. Gesamtwinkel | Mindestgradzahl, um die sich das Werkzeug beim Anziehen drehen muss. |
Max. Gesamtwinkel | Maximalgradzahl, um die sich das Werkzeug beim Anziehen drehen darf. |
Drehmomentverlust-Auslöser | Wenn die Werkzeugtaste nach Erreichen des Werts für den Drehmomentverlust-Auslöser, aber noch vor Abschluss des Anziehens losgelassen wird, wird ein Fehler gesendet. |
Grafik Startschritt | Die Nummer des Schritts, von dem aus die Grafik gestartet wird. |
Drehmomentabstimmung | Momentkalibrierung für diesen PSatz einstellen. Der Controller multipliziert den gemessenen Drehmoment mit dem Faktor „(1,0 – Drehmomentabstimmung)“. Eine positive Drehmomentabstimmung führt demnach zu einem Hochsetzen des angelegten Drehmoments. Der Wert für die Drehmomentabstimmung kann +/-0,1 betragen |
Winkelbereich-Startschritt | Legt fest, ab welchem Schritt die Messung des Ergebniswinkels beginnt. |
Winkelbereich-Stoppschritt | Legt fest, ab welchem Schritt die Messung des Ergebniswinkels endet. |
Min. Winkelbereich | Minimale Gradzahl, um die sich das Werkzeug zwischen dem Winkelbereich-Start- und Stoppschritt bewegen muss. |
Max. Winkelbereich | Maximale Gradzahl, um die sich das Werkzeug zwischen dem Winkelbereich-Start- und Stoppschritt bewegen darf. |
Angefordertes Bit | Deaktiviert das Werkzeug, wenn das angeforderte Bit nicht vom Bitwähler des Zubehörbus aufgenommen wird. Das Werkzeug wird auch dann deaktiviert, wenn kein Zubehörbus mit Bitwähler angeschlossen ist. Ist die Einstelloption „Keine“ ausgewählt, ist der Parameter nicht aktiv. |
Letzter Berichtsschritt | Legt fest, welcher Anziehschritt eines PSatzes als Enddrehmoment in den Ergebnissen angezeigt werden soll. Normalerweise wird hier der letzte Schritt eines PSatzes verwendet, es kann jedoch gelegentlich auch ein anderer sein. |
Letztes Berichtsmoment | Entscheidet, ob der letzte Berichtsschritt das Spitzen-, Einspann-, oder Enddrehmoment aufnehmen soll. |
Letzter Berichtswinkel | Legt fest, ob der letzte Berichtsschritt den Schritt-, Einspann- oder Anzugswinkel aufnehmen soll. |
Letzter Sitzpunktwinkel Startschritt | Definiert, aus welchem Schritt der Ergebnisparameter für den letzten Sitzpunktwinkel errechnet werden soll. |
Bit-Slip-Erkennung | (Lizenzierte Funktion) Bit-Slip ist eine Funktion, welche erkennt, wenn der Bit aus dem Halter rutscht. Dies deutet darauf hin, dass der Bit oder der Schraubenkopf beschädigt ist. Wenn der Bit während eines Sitzkontrollschritts oder einer Momentsitzüberwachung herausrutscht und Bit-Slip abgeschaltet ist, kann eine Befestigung falsch erkannt werden. |
Erkennung beschädigter Gewinde | (Lizenzierte Funktion) Erkennt, wenn das Schraubengewinde beschädigt wurde. |
Werkzeug-Rehit | Durch den PSatz definierter Parameter, der die globalen Steuerungseinstellungen für Rehit überschreiben kann.
|
PSatz konfigurieren
Das Konfigurationsfenster enthält die Schritte der PSätze.
Stufe hinzufügen
Es gibt zwei Möglichkeiten, Schritte hinzuzufügen:
Um einen einzelnen Schritt hinzuzufügen, auf die SchaltflächeHinzufügen klicken.
Um mehrere Schritte hinzuzufügen, auf die Schaltfläche Hinzufügen rechtsklicken und die Anzahl der Schritte wählen, die Sie hinzufügen möchten.
Schritt löschen
Um einen oder mehrere Schritte zu löschen, wie folgt vorgehen:
Kästchen vor den zu löschenden Schritten markieren.
Auf die Schaltfläche Löschen klicken.
Im Bestätigen-Fenster auf die Schaltfläche Ja klicken.
- Gewindeschneideschritt
- Drehwinkelstufe
- Drehmoment-Anzugstufe
- Montagemoment Überwachungsschritt
- Sitzkontrollstufe
- Reibungskontrollstufe
- Digitaleingangsschritt
- Digitalausgangsschritt
- Intelligenter Eingriffschritt
- Intelligente Momentsitzüberwachung (Smart Torque Seating Monitoring – Smart TSM)
- Intelligente Sitzkontrollstufe (Smart Seating Control Step – Smart SCS)
- Lösen
- Schraubenaufnahme
- Benutzerdefinierte Ansicht
Gewindeschneideschritt
Der Gewindeeinschraubschritt wird für das Anschrauben verwendet, üblicherweise bei niedriger Drehzahl (100-150 U/min). Dieser Schritt wird entweder durch das Erreichen des Übergangsmoments oder des Übergangswinkels beendet. Wenn der Übergangswinkel auf unendlich eingestellt ist, kann der Schritt nur durch das Erreichen des Übergangsmoments beendet werden oder er wird abgebrochen, sobald die maximale Schrittzeit erreicht wurde.
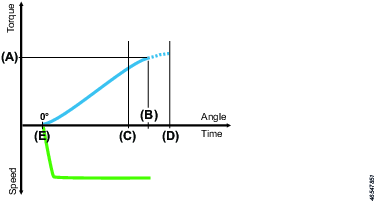
Parameter | Beschreibung |
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Übergangsmoment (A) | Der Schritt ist beendet, wenn das Schrittmoment das Übergangsmoment erreicht. |
Übergangswinkel (B) | Der Schritt ist beendet, wenn der Schrittwinkel den Übergangswinkel erreicht. |
Richtung | Richtung des Anziehens, im oder gegen den Uhrzeigersinn. Im Uhrzeigersinn für normales Befestigen wählen. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Schneller Drehzahlwechsel | Ermöglicht einen schnellen Wechsel zwischen hoher und niedriger Drehzahl. Wenn die Funktion aktiviert ist, ist es möglich, genauere Drehmomentschätzungen für die aktuell gesteuerten Werkzeuge über einen längeren Zeitrahmen zu erhalten. Dies gilt für den Übergang des aktuellen und des folgenden Schritts. |
Schrittstartverzögerung (E) | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit (C) | Mindestzeit für diesen Schritt festlegen. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Schrittzeit (D) | Maximalzeit für diesen Schritt festlegen. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Drehwinkelstufe
Der Winkelschritt wird zum Einschrauben einer gewissen Anzahl von Umdrehungen verwendet, meist mit hoher Drehzahl. Der Winkelschritt ist bei Erreichen des Sollwinkels abgeschlossen.
A | Max. Drehmoment |
B | Min. Drehmoment |
C | Stufenstart |
D | Min. Schrittzeit |
E | Spitzenmoment |
F | Sollwinkel / Enddrehmoment |
G | Max. Schrittzeit |
Parameter | Beschreibung |
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Sollwinkel (F) | Der zu erreichende Winkel, um den Schritt erfolgreich abzuschließen. |
Richtung | Im Uhrzeigersinn für normales Befestigen wählen. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Schneller Drehzahlwechsel | Ermöglicht einen schnellen Wechsel zwischen hoher und niedriger Drehzahl. Wenn die Funktion aktiviert ist, ist es möglich, genauere Drehmomentschätzungen für die aktuell gesteuerten Werkzeuge über einen längeren Zeitrahmen zu erhalten. Dies gilt für den Übergang des aktuellen und des folgenden Schritts. |
Min. Drehmoment (B) | Das Drehmoment darf während des Schritts nicht unter das festgelegte minimale Drehmoment fallen. Wenn das Drehmoment unter das Mindestmoment fällt, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. Wenn das Mindestmoment über 0 cNm eingestellt ist, einen Schritt vor dem Winkelschritt hinzufügen, damit das eingestellte Drehmoment erreicht wird, bevor der Winkelschritt beginnt. |
Max. Drehmoment (A) | Der Wert für das maximale Drehmoment darf während des Schritts nicht überschritten werden. Wenn das maximale Drehmoment erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Schrittstartverzögerung | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit (D) | Mindestzeit für diesen Schritt festlegen. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Schrittzeit (G) | Maximalzeit für diesen Schritt festlegen. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Drehmoment-Anzugstufe
Der Drehmomentschritt wird für das endgültige Anziehen der Schraube verwendet und um sicherzustellen, dass das korrekte Moment erreicht wurde.

A | Max. Drehmoment |
B | Solldrehmoment |
C | Min. Drehmoment |
D | Grenzwert rückgängiges Drehmoment |
E | Auslöser Anziehwinkel |
F | Anziehwinkel |
G | Winkel-Untergrenze |
H | Winkel-Obergrenze |
Parameter | Beschreibung |
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Solldrehmoment (B) | Das Zielmoment der Verbindung. Dies ist gleichzeitig auch das Enddrehmoment und Spitzenmoment des Schritts. |
Richtung | Im Uhrzeigersinn für normales Befestigen wählen. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Min. Drehmoment (C) | Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Drehmoment (A) | Der Wert für das maximale Drehmoment darf während des Schritts nicht überschritten werden. Wenn das maximale Drehmoment erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Grenzwert rückgängiges Drehmoment (D) | Dieser Überwachungsparameter legt für diesen Schritt einen niedrigeren Grenzwert für das Drehmoment fest. Fällt das Drehmoment zu einem beliebigen Zeitpunkt unter diesen Grenzwert, so stoppt die Verschraubung mit einer Fehlermeldung. |
Winkel-Untergrenze (G) | Winkel, der am Ende des Schrittes erreicht sein muss. |
Winkel-Obergrenze (H) | Winkel, der vor Erreichen des Sollmoments nicht überschritten werden darf. |
Schrittstartverzögerung | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit | Mindestzeit für diesen Schritt. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Schrittzeit | Maximalzeit für diesen Schritt. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Auslöser Anziehwinkel (E) | Sobald der Wert für den Anzugswinkelauslöser erreicht ist, beginnt die Winkelzählung für diesen Schritt. |
Min. Anzugswinkel | Der Anzugswinkel muss den Mindestanzugswinkel überschreiten, um als angezogen zu gelten. |
Max. Anzugswinkel (G) | Der Wert für den maximalen Anzugswinkel (E) darf während dieses Schritts nicht überschritten werden. Wenn der maximale Anzugswinkel erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Montagemoment Überwachungsschritt
Dieser Schritt ist ein Momentschritt mit zusätzlicher Montageüberwachung. Wenn ein Sitz nicht gefunden wird, wird ein Verschraubungsfehler ausgelöst. Es ist auch möglich, Einspannmoment- und Einspannwinkeldaten zu erfassen. Der Montagemoment-Überwachungsschritt hat ein Sollmoment und beinhaltet Montageerkennung.
Parameter | Beschreibung |
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Solldrehmoment | Das Zielmoment der Verbindung. |
Montagewinkelverschiebung | Winkelfenster zur Berechnung des Montagepunktes vom Kurvenauslösepunkt. |
Abfallender Auslösepunkt | Das Moment wenn das Werkzeug feststellt, dass die Schraube das Werkstück berührt. Dieses ist der Endpunkt des Montagewinkelabstands. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Min. Drehmoment | Falls das Gesamtmoment unterhalb des Mindestmoment liegt, wird eine Fehlermeldung angezeigt. |
Max. Drehmoment | Der Wert für das maximale Drehmoment darf während des Schritts nicht überschritten werden. Wenn das maximale Drehmoment erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Grenzwert rückgängiges Drehmoment | Dieser Überwachungsparameter legt für diesen Schritt einen niedrigeren Grenzwert für das Drehmoment fest. Fällt das Drehmoment zu einem beliebigen Zeitpunkt unter diesen Grenzwert, so stoppt die Verschraubung mit einer Fehlermeldung. |
Winkel-Untergrenze | Winkel, der am Ende des Schrittes erreicht sein muss. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Winkel-Obergrenze | Winkel der am Ende des Schrittes überschritten sein muss. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Einspannmoment Untergrenze | Die Einspannmomentuntergrenze kann zur Erkennung von Verbindungsfehlern verwendet werden. |
Max. Einspannmoment | Die Einspannmomentobergrenze kann zur Erkennung von Verbindungsfehlern verwendet werden. |
Min. Einspannwinkel | Die Einspannwinkeluntergrenze kann zur Erkennung von Verbindungsfehlern verwendet werden. |
Max. Einspannwinkel | Die Einspannwinkelobergrenze kann zur Erkennung von Verbindungsfehlern verwendet werden. |
Schrittstartverzögerung | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit | Mindestzeit für diesen Schritt. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Schrittzeit | Maximalzeit für diesen Schritt. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
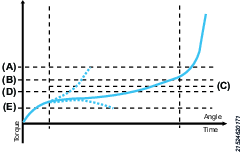
Sitzkontrollstufe
Dieser Schritt ist speziell für Verbindungen mit erhöhter Ablaufreibung, wie z.B. gewindeschneidende, gewindeformende Schrauben oder Verbindungen mit Seitenbelastungen von verformten Teilen.
In diesen Anwendungen sind Variationen oft vorhanden. Das Hauptziel dieses Schrittes ist die Eliminierung von losen Schrauben und das Anwenden des gleichen Einspannmoments oder -winkels bei allen Verbindungen, auch wenn die Verbindungen voneinander abweichen. Der Schritt überwacht die Kurve zwischen Einspannmoment und -winkel und kann erkennen, wenn die Schraube sitzt, wenn der Schraubenkopf die Verbindungsfläche berührt. Vom Montagepunkt wird das konfigurierte Moment oder Winkel angesetzt. Das Gesamtmoment oder der Winkel können zwischen Prozessen variieren, es wird aber das gleiche Einspannmoment zum Komprimieren der Verbindung verwendet.
Die Methode ist wie folgt:
Ein Momentwert, der Kurvenauslösepunkt, wird für die Erkennung des Punktes erstellt, an dem der Schraubenkopf die Materialoberfläche berührt.
Wenn die Momentkurve diesen Kurvenauslösepunkt überschreitet, ist der Befestigungspunkt erkannt. Die Momentkurve kann in der Befestigungsgrafik im Analysefenster betrachtet werden.
Von diesem Punkt aus, an dem die Kurve ansteigt, wird der Befestigungspunkt berechnet. Dies erfolgt durch Berechnung des durchschnittlichen Drehmoments am Kurvenauslösepunkt und Berücksichtigung des Winkels der Montagewinkelverschiebung.
Dieser Schritt erlaubt niedrigere Sollmomente und höhere Drehzahlen als die, für die das Werkzeug kalibriert wurde. Daher können Sie gelegentlich nicht die gewünschten Ergebnisse erhalten. Versuchen Sie in diesem Fall, die Drehzahl zu ändern, um einen besseren Spannwert zu erhalten.

Parameter | Beschreibung |
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Enfbefestigungsmethode | Entscheidet, ob Einspannmoment oder Einspannwinkel verwendet wird. |
Einspannmoment (A) / Einspannwinkel (B) | Setzt den Wert für Einstallmoment oder den Einspannwinkel. |
Montagewinkelabstand (G) | Winkelfenster zur Berechnung des Montagepunktes vom Kurvenauslösepunkt. |
Abfallender Auslösepunkt (H) | Das Moment wenn das Werkzeug feststellt, dass die Schraube das Werkstück berührt. Dieses ist der Endpunkt des Montagewinkelabstands. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Moment Untergrenze (L) | Falls das Gesamtmoment für einen Anziehkontrollschritt unterhalb des Mindestmoment liegt, wird eine Fehlermeldung angezeigt. |
Max. Drehmoment (D) | Das maximale Moment darf in diesem Schritt nicht überschritten werden. Wenn das maximale Moment erreicht ist, stoppt das Werkzeug und eine Meldung wird angezeigt. |
Mindestwinkel (F) | Winkel, der am Ende des Schrittes erreicht sein muss. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Winkel (E) | Winkel, der vor Erreichen des Sollmoments nicht überschritten werden darf. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Einspannmoment Untergrenze | Die Einspannmomentuntergrenze kann zur Erkennung von Verbindungsfehlern verwendet werden. |
Max. Einspannmoment | Die Einspannmomentobergrenze kann zur Erkennung von Verbindungsfehlern verwendet werden. |
Min. Einspannwinkel | Die Einspannwinkeluntergrenze kann zur Erkennung von Verbindungsfehlern verwendet werden. Falls unterschritten, wird eine Störungsmeldung angezeigt. |
Max. Einspannwinkel | Die Einspannwinkelobergrenze kann zur Erkennung von Verbindungsfehlern verwendet werden. Falls überschritten, wird eine Störungsmeldung angezeigt, und das Werkzeug stoppt. |
Schrittstartverzögerung (M) | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit (J) | Mindestzeit für diesen Schritt. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Schrittzeit (K) | Maximalzeit für diesen Schritt. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Montagewinkelabstand (G) | Winkelfenster zur Berechnung des Montagepunktes vom Kurvenauslösepunkt. |
Abfallender Auslösepunkt (H) | Das Moment wenn das Werkzeug feststellt, dass die Schraube das Werkstück berührt. Dieses ist der Endpunkt des Montagewinkelabstands. |
Reibungskontrollstufe
Die Reibungskontrollstufe ist eine intelligentere Version der Drehwinkelstufe, welche des Durchschnitts-Drehmoment (Reibung) während der Einschraubphase messen kann. Die Stufe wird abgeschlossen, wenn der Zielwinkel der Reibungskontrollstufe erreicht wird. Dies Stufe schlägt fehl, wenn das Durchschnitts-Drehmoment außerhalb der Grenzwerte für das Durchschnitts-Drehmoment liegt. Die Verschraubung wird abgebrochen, wenn das Drehmoment die maximalen/minimalen Drehmomentgrenzwerte über-/unterschreitet.
A | Max. Drehmoment |
B | Max. Durchschnitts-Drehmoment |
C | Mittleres Drehmoment |
D | Min. Durchschnitts-Drehmoment |
E | Min. Drehmoment |
Parameter | Beschreibung |
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Reibungskontrollwinkel | Der zu erreichende Winkel, um den Schritt erfolgreich abzuschließen. |
Richtung | Richtung des Anziehens, im oder gegen den Uhrzeigersinn. Im Uhrzeigersinn für normales Befestigen wählen. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Schneller Drehzahlwechsel | Ermöglicht einen schnellen Wechsel zwischen hoher und niedriger Drehzahl. Wenn die Funktion aktiviert ist, ist es möglich, genauere Drehmomentschätzungen für die aktuell gesteuerten Werkzeuge über einen längeren Zeitrahmen zu erhalten. Dies gilt für den Übergang des aktuellen und des folgenden Schritts. |
Min. Drehmoment (E) | Das Drehmoment darf während des Schritts nicht unter das festgelegte minimale Drehmoment fallen. Wenn das Drehmoment unter das Mindestmoment fällt, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Max. Drehmoment (A) | Der Wert für das maximale Drehmoment darf während des Schritts nicht überschritten werden. Wenn das maximale Drehmoment erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Min. Durchschnitts-Drehmoment (D) | Minimaler durchschnittlicher Drehmomentwert, der am Ende der Stufe erreicht worden sein muss. Wird das minimale Durchschnitts-Drehmoment am Ende der Stufe nicht erreicht, wird die Verschraubung mit einem NIO-Ergebnis abgebrochen. |
Max. Durchschnitts-Drehmoment (B) | Maximaler durchschnittlicher Drehmomentwert, der am Ende der Stufe erreicht worden sein muss. Wird das maximale Durchschnitts-Drehmoment am Ende der Stufe überschritten, wird die Verschraubung mit einem NIO-Ergebnis abgebrochen. |
Schrittstartverzögerung | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit | Mindestzeit für diesen Schritt festlegen. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Schrittzeit | Maximalzeit für diesen Schritt festlegen. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Digitaleingangsschritt
Der Digitaleingangsschritt pausiert die laufende Verschraubung, bis die Steuerung ein bestimmtes Signal erhält.
Dies ist keine Haltestufe. Das Werkzeug pausiert die Verschraubung und hält das Drehmoment nicht.

A | Verschraubung pausieren und auf Signal warten |
B | Verschraubung fortsetzen |
C | Signal hoch |
D | Signal niedrig |
Parameter | Beschreibung |
Eingangssignal | Extern überwacht 1-8 |
Signalflanke |
|
Max. Schrittzeit | Maximalzeit für diesen Schritt festlegen. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Digitalausgangsschritt
Der Digitalausgangsschritt setzt ein bestimmtes Signal auf hoch/niedrig. Das Signal kann gesetzt werden, bis eine Verschraubung abgeschlossen wurde oder ein bestimmter Zeitraum abgelaufen ist.
A | Signal wird für eine bestimmte Dauer auf HOCH gesetzt |
B | Signal wird bis zum Abschluss der Verschraubung auf HOCH gesetzt |
Parameter | Beschreibung |
Ausgangssignal | Extern überwacht 1-10 |
Signalmodus |
Das Ausgangssignal wird ungeachtet des Modus immer am Ende der Verschraubung zurückgesetzt. |
Signalpegel |
|
Signaldauer | Legt fest, wie lange die Ausgabe aktiv bleibt. |
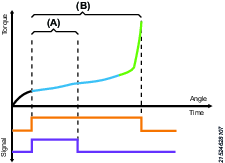
Intelligenter Eingriffschritt
Der intelligente Eingriff wird verwendet, um das Einschrauben zu erleichtern, normalerweise bei niedrigen Drehzahlen (100-150 U/min). Der intelligente Eingriff erreicht zuerst ein Eingriffmoment, und muss dann über einen voreingestellten Validierungswinkel zwischen Eingriffmoment und maximalem Drehmoment bleiben. Durch die Überwachung des Drehmoments über den Validierungswinkel und den Verschraubungsschrittwinkel können in diesem Schritt schiefe und fehlende Schrauben sofort erkannt werden.
Beim Erreichen des voreingestellten Eingriffmoments wird ein möglicher Eingriff ausgelöst. Nach dem Erreichen des Eingriffmoments überwacht die Steuerung das Drehmoment über einen festgelegten Validierungswinkel, um zu gewährleisten, dass die Schraube korrekt eingeschraubt ist. Sollte die Verschraubung das max. Drehmoment oder den max. Winkel erreichen, wird eine Wiederholaktion ausgelöst. Eine Wiederholaktion kann ein Wiederholungsversuch oder ein Abbruch sein. Das Verhalten der Verschraubung bei unterschiedlichen Fehlern kann vom Benutzer festgelegt werden. Wenn die Wiederholaktion vom max. Drehmoment ausgelöst wird, ist die Ursache höchstwahrscheinlich eine schiefe Schraube, daher wird als Wiederholaktion ein Wiederholungsversuch empfohlen.
Wenn die Wiederholaktion vom max. Winkel ausgelöst wird, ist die Ursache höchstwahrscheinlich eine fehlende Schraube, daher wird als Wiederholaktion ein Abbruch empfohlen.
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Eingriffmoment (A) | Aktiviert den Validierungswinkel nach Erreichen des Eingriffmoments. |
Validierungswinkel (C) | Überwacht das Drehmoment über einen bestimmten Winkel, um zu gewährleisten, dass das Drehmoment über dem Eingriffmoment und unter dem maximalen Drehmoment liegt. Der Schritt ist abgeschlossen, wenn diese Voraussetzungen erfüllt sind. |
Wiederholungsaktion |
|
Lösewinkelverfahren |
|
Lösewinkel | Benutzerdefinierter Lösewinkel für Wiederholungsversuche. |
Lösemoment | Max. Drehmoment beim Lösen |
Lösedrehzahl | Die für das Lösen festgelegte Drehzahl, falls ein Wiederholungsversuch ausgelöst wurde. |
Richtung | Richtung des Anziehens, im oder gegen den Uhrzeigersinn. Im Uhrzeigersinn für normales Befestigen wählen |
Wiederholungssignal | Definiert, welcher extern überwachte Eingang aktiviert werden soll, wenn das Werkzeug bei einer Wiederholung aktuell einen Lösevorgang ausführt. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Schneller Drehzahlwechsel | Ermöglicht einen schnellen Wechsel zwischen hoher und niedriger Drehzahl. Wenn die Funktion aktiviert ist, ist es möglich, genauere Drehmomentschätzungen für die aktuell gesteuerten Werkzeuge über einen längeren Zeitrahmen zu erhalten. Dies gilt für den Übergang des aktuellen und des folgenden Schritts. |
Max. Drehmoment (B) | Wenn das maximale Drehmoment erreicht wird, wird ein Wiederholungsversuch ausgelöst. |
Max. Winkel (D) | Wenn der maximale Winkel erreicht wird, wird ein Wiederholungsversuch ausgelöst. |
Wiederholungsgrenzwert | Anzahl der Wiederholungsversuche, die Schraube erneut festzuziehen, nachdem eine Wiederholungsaktion erfüllt wurde. |
Schrittstartverzögerung | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit | Mindestzeit für diesen Schritt. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt |
Max. Schrittzeit | Maximalzeit für diesen Schritt. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
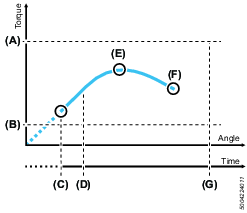
Intelligente Momentsitzüberwachung (Smart Torque Seating Monitoring – Smart TSM)
Der Schritt für die intelligente Momentsitzüberwachung ist eine intelligentere Version des Drehmomentschritts mit einem brandneuen Algorithmus zur Sitzerkennung. Die Smart TSM zieht die Schraube bis zu einem gewünschten Solldrehmoment an und überwacht zudem, ob die Schraube den Sitz erreicht hat oder nicht. Falls nicht, wird ein „NIO – Sitz wurde nicht erkannt“ ausgegeben, wenn die Schraube nicht korrekt angezogen wurde. Die Steuerung muss ein geschätztes Einspannmoment und einen Einspannwinkel kennen, um die Sitzerkennung zu berechnen. Ein erkannter Befestigungspunkt kann abgelehnt werden, falls der Drehmomentgradient während der Verschraubung zu stark abfällt. Er wird anschließend als fehlerhafter Befestigungspunkt angesehen und es wird nach einem anderen Befestigungspunkt gesucht.
A | Solldrehmoment |
B | Befestigungspunkt |
C | Befestigungspunkt |
D | Einspannmoment |
E | Einspannmoment |
F | Einspannwinkel |
G | Einspannwinkel |
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Solldrehmoment | Das Zielmoment der Verbindung. |
Einspannmoment | Erwartetes Einspannmoment für die Verschraubung. |
Einspannwinkel | Erwarteter Einspannwinkel für die Verschraubung. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Min. Drehmoment | Wenn das minimale Drehmoment bei Abschluss des Schritts nicht erreicht wurde, wird eine Fehlermeldung angezeigt. |
Max. Drehmoment | Wenn das maximale Drehmoment vor dem Abschluss des Schritts erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Grenzwert rückgängiges Drehmoment | Dieser Überwachungsparameter legt für diesen Schritt einen niedrigeren Grenzwert für das Drehmoment fest. Fällt das Drehmoment zu einem beliebigen Zeitpunkt unter diesen Grenzwert, so stoppt die Verschraubung mit einer Fehlermeldung. Wird diese Parameter auf 0 eingestellt, so wird die Überwachung des rückgängigen Drehmoments deaktiviert. |
Winkel-Untergrenze | Wenn die Winkel-Untergrenze bei Abschluss des Schritts nicht erreicht wurde, wird eine Fehlermeldung angezeigt. |
Winkel-Obergrenze | Wenn die Winkel-Obergrenze vor dem Abschluss des Schritts erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Einspannmoment Untergrenze | Das minimale Einspannmoment kann zur Erkennung von Verbindungsfehlern verwendet werden. Falls unterschritten, wird eine Störungsmeldung angezeigt. |
Max. Einspannmoment | Das maximale Einspannmoment kann zur Erkennung von Verbindungsfehlern verwendet werden. Wird es überschritten, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Min. Einspannwinkel | Der minimale Einspannwinkel kann zur Erkennung von Verbindungsfehlern verwendet werden. Falls unterschritten, wird eine Störungsmeldung angezeigt. |
Max. Einspannwinkel | Der maximale Einspannwinkel kann zur Erkennung von Verbindungsfehlern verwendet werden. Wird es überschritten, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Schrittstartverzögerung | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit | Mindestzeit für diesen Schritt. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Schrittzeit | Maximalzeit für diesen Schritt. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
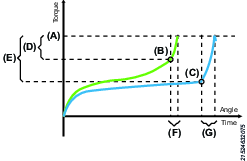
Intelligente Sitzkontrollstufe (Smart Seating Control Step – Smart SCS)
Dieser Schritt ist speziell für Verbindungen mit erhöhter Ablaufreibung, wie z.B. gewindeschneidende, gewindeformende Schrauben oder Verbindungen mit Seitenbelastungen von verformten Teilen. Bei dieser Art von Anwendungen kommen oft Abweichungen zwischen den Verbindungen vor. Das Hauptziel dieses Schrittes ist die Eliminierung von losen Schrauben und das Anwenden des gleichen Einspannmoments oder -winkels bei allen Verbindungen, auch wenn die Verbindungen voneinander abweichen. Der Schritt überwacht die Kurve zwischen Einspannmoment und -winkel und kann erkennen, wenn die Schraube sitzt, wenn der Schraubenkopf die Verbindungsfläche berührt. Vom Sitzpunkt wird das konfigurierte Einspannmoment oder der Einspannwinkel angesetzt. Das Gesamtmoment oder der Winkel können zwischen Prozessen variieren, es wird aber das gleiche Einspannmoment oder der gleiche Einspannwinkel zum Komprimieren der Verbindung verwendet. Das Einspannmoment und der Einspannwinkel werden eingestellt, um der Steuerung mitzuteilen, welche Werte nach der Sitzerkennung zu erwarten sind. (Die Sitzerkennung wird auf Grundlage dieser Werte berechnet.) Ein erkannter Befestigungspunkt kann abgelehnt werden, falls der Drehmomentgradient während der Verschraubung zu stark abfällt. Er wird anschließend als fehlerhafter Befestigungspunkt angesehen und es wird nach einem anderen Befestigungspunkt gesucht.
Dieser Schritt erlaubt niedrigere Sollmomente und höhere Drehzahlen als die, für die das Werkzeug kalibriert wurde. Daher können Sie gelegentlich nicht die gewünschten Ergebnisse erhalten. Versuchen Sie in diesem Fall, die Drehzahl zu ändern, um einen besseren Spannwert zu erhalten.

A | Spitzenmoment |
B | Spitzenmoment |
C | Befestigungspunkt |
D | Befestigungspunkt |
E | Einspannmoment |
F | Einspannmoment |
G | Einspannwinkel |
H | Einspannwinkel |
Drehzahl | Die Werkzeugdrehzahl ist innerhalb eines gültigen Rahmens programmierbar. |
Enfbefestigungsmethode | Entscheidet, ob die Verschraubung das Einspannmoment oder den Einspannwinkel als Zielwert verwenden soll. |
Einspannmoment | Erwartetes Einspannmoment für die Verschraubung. |
Einspannwinkel | Erwarteter Einspannwinkel für die Verschraubung. |
Vakuum aktiviert | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Min. Drehmoment | Wenn das minimale Drehmoment bei Abschluss des Schritts nicht erreicht wurde, wird eine Fehlermeldung angezeigt. |
Max. Drehmoment | Wenn das maximale Drehmoment vor dem Abschluss des Schritts erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Winkel-Untergrenze | Wenn die Winkel-Untergrenze bei Abschluss des Schritts nicht erreicht wurde, wird eine Fehlermeldung angezeigt. |
Winkel-Obergrenze | Wenn die Winkel-Obergrenze vor dem Abschluss des Schritts erreicht wird, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Einspannmoment Untergrenze | Das minimale Einspannmoment kann zur Erkennung von Verbindungsfehlern verwendet werden. Falls unterschritten, wird eine Störungsmeldung angezeigt. |
Max. Einspannmoment | Das maximale Einspannmoment kann zur Erkennung von Verbindungsfehlern verwendet werden. Wird es überschritten, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Min. Einspannwinkel | Der minimale Einspannwinkel kann zur Erkennung von Verbindungsfehlern verwendet werden. Falls unterschritten, wird eine Störungsmeldung angezeigt. |
Max. Einspannwinkel | Der maximale Einspannwinkel kann zur Erkennung von Verbindungsfehlern verwendet werden. Wird es überschritten, stoppt das Werkzeug und an der Steuerung wird eine Fehlermeldung angezeigt. |
Schrittstartverzögerung | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Min. Schrittzeit | Mindestzeit für diesen Schritt. Falls der Mindestwert nicht erreicht wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Max. Schrittzeit | Maximalzeit für diesen Schritt. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Lösen
Das Lösen wird zum lösen oder entschrauben einer Schraube genutzt.
Parameter | Beschreibung |
Lösemoment | Max. Moment zum Lösen. |
Lösewinkel | Max. Moment zum Lösen. |
Lösedrehzahl | Lösedrehzahl |
Lockerung Maximalzeit | Maximalzeit für einen Lösevorgang. Falls die Maximalzeit überschritten wird, wird an der Steuerung eine Fehlermeldung angezeigt. |
Lösen Vakuumpumpe | Digitaler Ausgang zum Einschalten einer externen Vakuumpumpe. |
Lösen Startverzögerung | Verzögerung zwischen dem Auslösen und dem Werkzeugstart. |
Lösen bei NIO erzwingen | Zwingt den Benutzer, einen Lösevorgang durchzuführen, bevor eine weitere Verschraubung ausgeführt werden kann. Diese Funktion ist deaktiviert, wenn sie von einer Batchsequenz aus ausgeführt wird. |
Schraubenaufnahme
Die Schraubenaufnahme hilft dem Bediener, eine Schraube aufzunehmen, bevor er mit dem Anziehen beginnt. Das erste Startsignal löst die Schraubenaufnahmefunktion aus, das zweite Startsignal löst die Verschraubung aus. Das bedeutet, dass das Startsignal zweimal gedrückt/ausgelöst werden muss, um den Verschraubungsvorgang zu aktivieren.
Verschraubungsvorgang bei aktivierter Schraubenaufnahme:
Startsignal aktivieren, um die Schraube aufzunehmen.
Die Schraube in die korrekte Position bringen.
Startsignal erneut aktivieren, um das Anziehen zu starten.
Parameter | Beschreibung |
|---|---|
Nicht angepasstes Limit | Vakuumpegel, der erforderlich ist, um zu bestätigen, dass eine Schraube aufgenommen wurde. |
Angepasstes Limit | Vakuumpegel, der erforderlich ist, um zu bestätigen, dass eine Schraube ausgerichtet ist |
Schraubenaufnahme | Zeigt eine aktivierte Funktion an. |
Die Schraubenaufnahme kann im Hand- und im Automatikbetrieb genutzt werden. Die Parameter Grenzwert nicht ausgerichtet und Grenzwert ausgerichtet sind nur für die Vakuumpumpe MT verfügbar, die nur mit einer Steuerung mit MTF6000 Revision C oder höher kompatibel ist.
Wenn Schraubenaufnahme aktiviert ist, können die folgenden Parameter konfiguriert werden:
Parameter | Beschreibung |
|---|---|
Vakuumpumpe | Startet Vakuumpumpe beim Aktivieren der Schraubenaufnahmefunktion |
Bit bei Aufnahme rotieren | Bit rotiert langsam gegen den Uhrzeigersinn, um Aufsetzen des Bits auf die Schraube zu erleichtern. |
Zeitüberschreitung | Mittels der Zeitüberschreitung wird eine Zeitspanne festgelegt, innerhalb der die Aufnahme ausgeführt werden sollte. Wenn die Zeit überschritten wird, beendet die Steuerung den Bereitschaftsmodus und kehrt zum Leerlauf zurück. |
Orientierungslicht | Aktiviert das MT Werkzeug-Orientierungslicht beim Aktivieren der Schraubenaufnahmefunktion. |
Aufnahmeführung
Die Vakuum-Aufnahmeführung ist für Vakuumpumpe MT (8432 0854 00) und eine Steuerung mit MTF6000 Revision C oder höher verfügbar. Klicken Sie auf AUFNAHMEFÜHRUNG, um den Assistenten zu öffnen. Das Vakuum startet automatisch, wenn die Vakuumpumpe MT angeschlossen wird.
Im Assistenten können Sie die Limits durch verschieben der entsprechenden Anzeigen nach oben oder unten festlegen. Ein Setup-Leitfaden in zwei Schritten ist ebenfalls verfügbar. Klicken Sie dazu auf SETUP-LEITFADEN:
Befolgen Sie die Anweisungen auf dem Bildschirm, um den Wert für eine aufgenommene, aber nicht ausgerichtete Schraube festzulegen.
Befolgen Sie die Anweisungen auf dem Bildschirm, um den Wert für eine aufgenommene und ausgerichtete Schraube festzulegen.
Diese Werte können im Nachhinein jederzeit manuell geändert werden.
Benutzerdefinierte Ansicht
Die benutzerdefinierte Ansicht ermöglicht es, die letzte Ansicht auf der Steuerung anzupassen. Die ausgewählten Informationen werden nur während des ausgewählten PSatzes angezeigt. Falls kein PSatz ausgewählt ist, bleibt der Bildschirm leer.
Der Bildschirm kann zur Anzeige von einem bis vier Feldern konfiguriert werden. Für jedes Feld können allgemeine Informationen oder Informationen zum Schritt angezeigt werden.
Das erste Feld hat einen weißen Hintergrund, die folgenden jeweils einen grauen. Dies dient nur der Optik und hat keine weitere Bedeutung.
Allgemeine Daten
Parameter | Beschreibung |
|---|---|
Enddrehmoment | Zeigt das Enddrehmoment der Verschraubung an. Das Enddrehmoment kann in den allgemeinen Einstellungen des PSatzes konfiguriert werden. |
Spitzenmoment | Zeigt das Spitzenmoment der Verschraubung an. |
Momentverfolgung | Verfolgt das Drehmoment beim Anziehen. |
Endwinkel | Zeigt den Endwinkel der Verschraubung an. Der Endwinkel kann in den allgemeinen Einstellungen des PSatzes konfiguriert werden. |
Gesamtwinkel | Zeigt den Gesamtwinkel der Verschraubung an. |
Winkelverfolgung | Verfolgt den Winkel beim Anziehen. |
Verschraubungsfehler | Zeigt die aktuelle Fehlermeldung an. Ist leer, wenn kein Fehler vorliegt. |
PSatz-Name und -Nummer | Zeigt PSatz-Name und -Nummer an. |
Von der Steuerung angezeigtes Datum | Von der Steuerung angezeigtes Datum. |
Steuerungsname | Steuerungsname (konfiguriert unter Steuerungseinstellungen). |
Stationsname | Stationsname (konfiguriert unter Steuerungseinstellungen). |
Linienname | Linienname (konfiguriert unter Steuerungseinstellungen). |
Angemeldeter Benutzer | Zeigt an, auf welcher Ebene (L1-L3) Benutzer angemeldet sind, oder zeigt „-“ an, wenn kein Benutzer angemeldet ist. |
Verschraubungsdauer | Dauer der letzten Verschraubung in Sekunden. |
Werkzeug-Seriennummer | Die Seriennummer des angeschlossenen Werkzeugs. |
Werkzeugtyp | Typ des angeschlossenen Werkzeugs. |
Kalibrierungsdatum | Datum der letzten Kalibrierung. |
Werkzeugstatistik | Werkzeugstatistik, zeigt Verschraubungen mit dem Status OK und NOK seit der letzten Kalibrierung an. |
Quelle auswählen | Zeigt die Quelle der PSatz- und der Chargensequenz-Auswahl an. |
Von der Steuerung angezeigte Uhrzeit | Von der Steuerung angezeigte Uhrzeit. |
Tool temp (Werkzeugtemperatur) | Aktuelle Temperatur des Werkzeugs. |
Vakuumdruck | Zeigt den Echtzeit-Vakuumdruck in kPa an. |
Schrittdaten
Parameter | Beschreibung |
|---|---|
Schraubstufennummer | Legt fest, von welchem Schritt der Parameter „Stufendaten“ seine Werte erhält. |
Schritt-Spitzenmoment | Zeigt das Spitzenmoment des gewählten Schritts an. |
Schritt-Einspannmoment | Zeigt das Einspannmoment des gewählten Schritts an. |
Schritt-Übergangsmoment | Zeigt das letzte gemessene Höchstmoment des gewählten Schritts an. |
Schrittwinkel | Zeigt den Winkel des gewählten Schritts an. |
Schritt-Einspannwinkel | Zeigt den Einspannwinkel des gewählten Schritts an. |
Befestigungspunkt | Zeigt das Montagemoment des Schritts an. |
Anziehwinkel | Zeigt den Anziehwinkel des gewählten Schritts an. |
Prüfprogramm
Das Prüfprogramm ist eine bestimmte Form von PSätzen, das in Verbindung mit der IAM QA-Steuerung zur Überprüfung der Werkzeuggenauigkeit verwendet werden kann.
Ein Prüfprogramm ist eine Form von Drehmomentschritt mit begrenzter Parametereingabe. Die Fenstergrenzen werden nicht für die Verschraubung selbst festgelegt, sondern können zum Festlegen der Grenzen für das gemessene Drehmoment an die IAM QA-Steuerung übermittelt werden.
Allgemeine Daten
Parameter | Beschreibung |
Bezeichnung | Wird in der Prüfprogramm-Liste angezeigt. Der Name des Prüfprogramms wird zusammen mit den Ergebnissen gespeichert und in der Ergebnisansicht der Steuerung angezeigt. |
Revision | Revisionsnummer des Prüfprogramms |
Erstellt | Erstellungsdatum des Prüfprogramms. |
Geändert | Datum der letzten Änderung am Prüfprogramm. |
Konfigurierter Werkzeugname | Der Werkzeugtyp, mit dem das Prüfprogramm verknüpft wurde (Modelltyp im Text). |
Kontrollgrenze | Um wie viel der Referenzwert abweichen darf von:
|
Prüfgröße | Anzahl der für den Test des Werkzeugs auszuführenden Verschraubungen. |
Prüfmodus | Legt fest, wodurch das Prüfergebnis ausgelöst werden soll.
|
Messungs-Bewertungsmodus | Die Messung vergleicht den Soll- oder Werkzeug-Spitzenwert mit der QA-Referenz und der Kontrollgrenze, um zu bestimmen, ob eine Messung IO oder NIO ist. Stromgesteuerte Werkzeuge sind fest auf Sollwert vs. Referenz eingestellt. (schreibgeschützter Parameter) Werkzeuge mit Messwertgeber sind bearbeitbar und bieten die Möglichkeit zur Auswahl zwischen:
|
Minimaler CMK | Minimaler zulässiger CMK-Wert (deaktiviert, wenn auf 0 gesetzt). |
Bei abgeschlossener Prüfung | Legt fest, was nach Abschluss des Prüfprogramms passiert.
|
Bediener-ID erforderlich |
|
Schrittdaten
Parameter | Beschreibung |
|---|---|
Drehzahl | Die Drehzahl, bei der das Werkzeug während des Tests läuft. |
Solldrehmoment | Das Solldrehmoment, bei dem der Test ausgeführt werden soll. |
Vakuum aktiviert | Wenn aktiv, wird das Vakuum während des Tests aktiviert. |
Schrittstartverzögerung | Legt eine Startverzögerung für die Verschraubung fest. |
Gruppensequenz

Diese Funktion ermöglicht die Kontrolle über eine Sequenz von Schraubverbindungen mit verschiedenen Befestigungsstrategien für ein Werkstück.
Gruppe
Zum Einrichten eines Batches werden voreingestellte Pset und eine Batch Größe benötigt, die Anzahl der benötigten Befestigungen.
Es kann ein Reparatur Pset und ein Reparatur Limit definiert werden. Wenn eine Befestigung nicht durchgeführt wurde, wird der Reparaturgrenzwert inkrementiert. Wenn der Reparaturversuch den Reparaturzähler überschreitet ist die gesamte Batchsequenz n.i.O.
Es ist möglich, zwei Zeitüberschreitungswerte zu definieren, von Start und von Verschraubung. Falls ein Batch länger als der definierte Wert benötigt, wird er abgebrochen.
Ereignis
Der Ereignisschritt kann zum Dialog mit der Arbeitsstation und zur Kontrolle der Befestigungsprozesse verwendet werden.
Eingang
Der Eingangsschritt wartet, bis das Signal Batchsequenz DI1-12 zum gewünschten Zustand wechselt, der im Parameter Signalflanke festgelegt ist. Signalflanke legt fest, ob der Eingangsschritt auf Veränderungen von low zu high (positive Flanke), high zu low (negative Flanke), einen unveränderten Zustand high/low oder beliebige Signalveränderungen (beliebig) reagieren soll.
Ausgang
Der Ausgangsschritt setzt das Signal Batchsequenz DO1-8 in einem gewünschten Zustand, der im Parameter Ausgangssignalpegel festgelegt ist.
Ausgangssignalpegel definieren, ob das Signal high (eins) oder low (null) gesetzt wird. Der Ausgangsmodus definiert, ob das Signal permanent auf das Ausgangssignalpegel gesetzt werden soll oder pulsiert sein soll. Der Impuls muss eingestellt werden. Die maximale Zeit für den Impuls beträgt drei Sekunden, wenn der Schritt länger sein muss, können zwei Ausgangsschritte im Einstellmodus mit einer Verzögerung genutzt werden.
Verzögerung
Die Sequenz kann für eine bestimmte Zeit zwischen 0,01 und 30 Sekunden verzögert werden.
Erweiterter Scan
Dieser Schritt zwingt den Nutzer, einen Barcode zu scannen oder einen RFID-Tag zu lesen. Die Daten können mit den Verschraubungsergebnissen zur Nachverfolgung gespeichert werden.
Zur Konfiguration dieses Schrittes werden ein oder mehrere definierte Identifier benötigt. Ein Identifier ist eine Regel, die zum Überprüfen des gescannten String genutzt wird.
Dieser Schritt kann bis zu vier Identifier enthalten, um Variationen in Seriennummern von Produkten zu verwalten. Es kann z. B. ein Scan zur Speicherung der Seriennummer eines Moduls im Produkt sein. Das Modul kann von zwei verschiedenen Lieferanten mit verschiedenen Seriennummern stammen. Dann müssen Seriennummern von beiden Typen akzeptiert werden können.
Einfacher Scan
Dieser Schritt zwingt den Nutzer, einen Barcode zu scannen oder einen RFID-Tag zu lesen. Die Daten können mit den Verschraubungsergebnissen zur Nachverfolgung gespeichert werden.
Diese Informationen sind unter einer eigenen ID gespeichert. Es erfolgt keine Überprüfung.
Eingangsüberwachungsschritt
Mit dem Eingangsüberwachungsschritt kann der Pegel eines digitalen Eingangs während der Batchsequenz überwacht werden. Wenn ausgelöst, wird die Batchsequenz abgebrochen und die Sequenz wird neu gestartet.
Bit-Selektor
Der Bit-Selektor-Schritt kann verwendet werden, um den Benutzer vor dem Fortfahren zum Wechsel des Bits zu zwingen.
Einführung in die Chargensequenzliste
Jede Zeile stellt eine Chargensequenz dar. Die Spalten enthalten die folgenden Informationen:
Das Kontrollkästchen markieren, um die Chargensequenz auszuwählen.
Nummer
Name, ein benutzerdefinierter Name
Anzahl an
Aktiv
Letzte Änderung
Durch Klicken auf die Kopfzeile jeder Spalte können Sie die Liste sortieren.
Stapelprogrammsequenz hinzufügen
Gehen Sie folgendermaßen vor, um eine Stapelprogrammsequenz hinzuzufügen:
-
Auf das Batchsequenz Symbol in der Menüleiste klicken. Der Arbeitsbereich enthält eine Liste mit allen aktuellen Stapelprogrammsequenzen.
-
Klicken Sie auf die Schaltfläche Hinzufügen. Das Fenster Batchsequenz öffnet.
-
Batchsequenz Nummer und Name eingeben.
-
OK Taste klicken.
Eine neue Batchsequenz wird an der gewählten Nummer zugefügt und die Liste wird aktualisiert.
Stapelprogrammsequenz löschen
Um eine Batchsequenz zu löschen, wie folgt vorgehen:
-
Für jede zu löschende Batchsequnez das Kästchen in der linken Spalte im Arbeitsbereich markieren.
-
Klicken Sie die Löschen Taste.
-
Löschen im Fenster Bestätigen .
Die/der gewählte(n) Batchsequenze(n) werden entfernt und die Liste aktualisiert.
Batchsequenz kopieren
Um eine Batchsequenz zu kopieren, wie folgt vorgehen:
-
Rechts auf die zu kopierende Batchsequenz klicken.
-
Copy wählen.
-
Rechts auf die Ziel-Batchsequenz klicken.
-
Einfügen wählen.
-
Zum Bestätigen die Ja Taste im Bestätigen Fenster drücken.
Allgemeine Einstellungen
Parameter | Beschreibung |
Name der Gruppensequenz | Sie wird in der Batchsequnezliste angezeigt. Wird auf dem Ergebnisschirm des Controllers angezeigt. Wird zusammen mit allen in der Batchsequenz erzielten Verschraubungsergebnissen gespeichert. |
Revision der Batchsequenz. | Revision der Batchsequenz. |
Batchsequenz erstellt | Batchsequenz Erstellungsdatum. |
Batchsequenz geändert | Batchsequenz letztes Änderungsdatum. |
Pipen bei Fehler | Wenn aktiviert, piept der Controller wenn eine Batchsequenz nicht durchgeführt wurde. |
Abbruchzeit | Falls eine Batchsequenz länger benötigt, wird sie mit einer Fehlermeldung abgebrochen. |
Kennung bei abgeschlossener Batchsequenz zurücksetzen | Ist diese Option aktiviert, löscht der Controller die Inhalte der benutzerdefinierten Kennungen 1–4, sobald eine Batchsequenz abgeschlossen ist. |
Konfiguration
Dieses Konfigurationsfenster enthält das Batch, Ereignisse oder Informationsschritte in der Batchsequenz.
Batch, Ereignis oder Informationsschritt zufügen
Es gibt zwei Möglichkeiten, Schritte hinzuzufügen:
-
Um einen einzelnen Schritt hinzuzufügen, auf die SchaltflächeHinzufügen klicken.
-
Um mehrere Schritte hinzuzufügen, auf die Schaltfläche Hinzufügen rechtsklicken und die Anzahl der Schritte wählen, die Sie hinzufügen möchten.
-
Klicken Sie die Zufügen Taste.
Batch, Ereignis oder Informationsschritt löschen
Um einen Schritt, Ereignis oder Informationsschritt zu löschen, wie folgt vorgehen:
-
Box vor dem zu löschenden Batch, Ereignis oder Informationsschritt markieren.
-
Auf die Schaltfläche Löschen klicken.
-
Zum Bestätigen die Ja Taste im Bestätigen Fenster drücken.
Batchparameter
Ein Batch ist eine Reihe von Befestigungen mit einem definierten Pset.
Parameter | Beschreibung |
PSatz-Nummer | Anzahl des zu verwendeten Pset. |
Gruppengröße | Die Anzahl von Befestigungen mit dem gewählten Pset. |
Reparaturmodus | Aktiviert/deaktiviert. Wenn aktiviert ist der Auslöser automatisch deaktiviert bis zu einem Befestigungsfehler. Wenn der Löseauslöser freigeschaltet wird, wird der Werkzeugaulöser gesperrt. Nach dem Lösen wird der Reparatur Pset Modus aktiviert. |
Inkrementaler Batchzähler ein | IO oder NIO. Soll der Batchzähler nur bei IO Takten zählen oder auch bei NIO Takten. |
Fehler bei NIO Nr. | Die Maximalanzahl der zulässigen NIO-Verschraubungen in einem Batch. |
Reparatur Pset | Reparatur Pset wählen. |
Reparaturgrenze | Wenn eine Befestigung nicht durchgeführt wurde, wird der Reparaturgrenzwert inkrementiert. Wenn der Reparaturversuch den Reparaturzähler überschreitet ist die gesamte Batchsequenz n.i.O. |
Vom Start | Die maximale Ausführungszeit für einen Batchschritt. Falls der Batchschritt länger benötigt, wird er mit einer Fehlermeldung abgebrochen. |
Vom Festschrauben | Die maximale Ausführungszeit für einen Batchschritt vom Start der ersten Befestigung. Falls der Batchschritt länger benötigt, wird er mit einer Fehlermeldung abgebrochen. |
Ereignisparameter
Parameter | Beschreibung |
Ereignisart | Erweiterter Scan, Eingang, Ausgang, Verzögerung, einfacher Scan, Eingangsüberwachung oder Bit-Selektor. |
Erweiterter Scan
Parameter | Beschreibung |
Identifier Quelle | Protokoll, Scanner, jegliche |
Identifier Regel 1-4 | Bis zu vier Identifier-Regeln zur Bestimmung von eingehenden Identifizierungsdatensätzen. |
Informationstext | Nutzerdefinierter Text zur Anzeige auf dem Bildschirm während des erweiterten Scan Schrittes. |
Zeitüberschreitung | Falls ein erweiterter Scan länger benötigt, wird er abgebrochen. |
Eingang
Parameter | Beschreibung |
Eingangssignal | Entscheidet, auf welches Batchsequenz DI1-12-Signal gewartet wird. |
Signalflanke | Entscheidet ob der Schritt auf positive/negative/Flanken oder positive/negative Schritte reagieren soll. |
Zeitüberschreitung | Falls ein Eingangsschritt länger benötigt, wird er abgebrochen. |
Informationstext | Benutzerdefinierter Text zur Anzeige auf dem Bildschirm während des Schritts. |
Ausgang
Parameter | Beschreibung |
Ausgangssignal | Entscheidet, welche Batchsequenz DO1-8 festgelegt wird. |
Ausgangsignalmodus | Entscheidet, ob das Signal permanent oder für einen Zeitraum gesetzt wird. |
Ausgangssignalstufe | Entscheidet, ob der Ausgang High oder Low gesetzt wird. |
Ausgangssignaldauer | Erscheint, wenn der Signalmods auf Dauer gesetzt ist, und entscheidet, wie lange der Ausgang geschaltet wird. |
Verzögerung
Parameter | Beschreibung |
Verzögerungszeit | Entscheidet, wie lange das Ereignis aktiv bleibt. Kann zwischen 0,01 und 30 s eingestellt werden. |
Einfacher Scan
Parameter | Beschreibung |
Identifier Quelle | Protokoll, Scanner, jegliche |
Ziel speichern | Auf Custom ID speichern. |
Informationstext | Nutzerdefinierter Text zur Anzeige auf dem Bildschirm während des einfachen Scan-Schrittes. |
Zeitüberschreitung | Falls eine einfache Scan-Sequenz länger benötigt, wird sie mit einer Fehlermeldung abgebrochen. |
Schlüssel | Vom Anwender definierter statischer Text und mit Daten in benutzerdefinierter ID gespeichert. |
Eingangsüberwachung
Mit dem Eingangsüberwachungsschritt kann der Pegel eines digitalen Eingangs während der Batchsequenz überwacht werden. Beim Aktivieren einer Eingangsüberwachung ist sie bis zum Ende der Batchsequenz aktiv, oder bis sie deaktiviert wird.
Wenn ein Überwachungsfehler ausgelöst wird, wird ein Batchsequenzfehler aktiviert und die Sequenz wird abgebrochen.
Parameter | Beschreibung |
Überwachungsmodus | Aktiviert oder deaktiviert die Eingangsüberwachung. Beim Aktivieren einer Eingangsüberwachung ist sie bis zum Ende der Batchsequenz aktiv, oder bis sie deaktiviert wird. |
Eingangssignal | Das Eingangssignal der Batchsequenz wählen, das überwacht werden soll. Das Eingangssignal muss einem tatsächliche Eingang in der E/A-Konfiguration zugeordnet sein. |
Auslöser Fehler ein | Wenn für das Signal ein Fehler ausgelöst wird (High oder Low), wird die Batchsequenz abgebrochen und ein Batchsequenzfehler aktiviert. |
Bit-Selektor
Der Bit-Selektor-Schritt zwingt den Benutzer, ein bestimmtes Bit auszuwählen, um diesen Schritt abzuschließen.
Digitaler E/A-Bit-Selektor
Die digitale Eingangsfunktion „Bit 0-3 auswählen“ muss verknüpft sein, um erkennen zu können, ob ein Bit ausgewählt wurde. Das Bit-Selektor-Ereignis setzt immer die digitale Ausgangsfunktion „Bit 0-3 entsperren“, um zu erkennen welches Bit an einem externen Gerät ausgewählt werden soll.
„Bit entsperren“ und „Bit auswählen“ werden beide binär berechnet.
Bit 0 auswählen Gewicht = 1
Bit 1 auswählen Gewicht = 2
Bit 2 auswählen Gewicht = 4
Bit 3 auswählen Gewicht = 8
Beispiel: Wenn das Ereignis zur Auswahl von Bit Nr. 7 eingestellt ist, sollten Bit 0, 1 und 2 auswählen aktiv sein, um diesen Ereignisschritt abzuschließen. (1 + 2 + 4 = 7)
Zubehörbus-Bit-Selektor
Der Zubehörbus verwendet sein eigenes Protokoll und hat nichts mit den digitalen E/As zu tun. Es muss kein „Bit auswählen“ verknüpft werden, damit der Zubehörbus-Bit-Selektor funktioniert.
Beispiel: Wenn das Ereignis zur Auswahl von Bit Nr. 7 eingestellt ist, zeigen die Anzeige-LEDs des Selektors an, welches Bit ausgewählt werden muss, nämlich das Bit an Position Nummer 7.
Parameter | Beschreibung |
Angefordertes Bit | Wählen Sie aus, welches Bit der Bediener auswählen soll, um mit dem Schritt fortzufahren. Es können bis zu 8 verschiedene Bits ausgewählt werden. (Diese Bits sind unabhängig von den Einstellungen in der Konfiguration und führen bei Auswahl keine sonstigen Befehle aus.) |
Identifier Quelle | Wählen Sie aus, aus welcher Quelle das Signal vom digitalen E/A oder Zubehörbus stammen soll. |
Informationsparameter
|
Parameter |
Beschreibung |
|
Informationstext |
Nutzerdefinierter Text zur Anzeige auf dem Bildschirm während des Informationsschrittes. |
|
Informationstransitionsmodus |
Dieser Parameter definiert, wie der Informationsschritt beendet wird. Er kann nach einer bestimmten Zeit zum nächsten Schritt schalten oder nach dem Drücken der OK Taste. |
|
Informationstransitionszeit |
Im Transsitionsmodus kann die Zeit eingegeben werden. |
|
Summerfrequenz |
Die Frequenz des Summers. |
|
Summerdauer |
die Dauer des Summers - auf Null wenn kein Summer benötigt wird. |
Identifikatoren

Kennungen werden einerseits zum Speichern wichtiger Informationen, wie etwa der Bediener-ID und Seriennummern für die einzelnen Ergebnisse, verwendet und andererseits zur Auswahl der nächsten Aufgabe für die Steuerung.
Identifizierungsdatensätze können über Open Protocol, Feldbus oder einen Scanner in die Steuerung eingegeben werden.
Der eingegebene/gescannte Wert wird den vordefinierten Kennungen entsprechend validiert und wenn die Steuerung eine Übereinstimmung findet, führt sie die Aktion dieser Kennung aus.
Eingegeben/gescannte Daten können auf mehrere Arten verwendet werden:
Rückverfolgbarkeit und Produktionsüberwachung (Bediener-ID, Unter benutzerdefinierter ID speichern und ID speichern)
Arbeitskontrolle (PSatz wählen, Verifizierungsprogramm und Gruppensequenz)
Nutzerzugangskontrolle (Login).
Zum Konfigurieren der Verwendung eingegebener/gescannter Werte muss der Nutzer die Kennungsregeln einrichten. Diese Regeln versuchen zuerst den ankommenden Identifizierungsdatensatz zu validieren (Scannereingang). Wenn der ID-Datensatz von der Regel validiert wird, wird eine Aktion im System ausgelöst.
Scanner
Ein Scanner kann über USB oder einen seriellen Anschluss am Controller angeschlossen werden.
Der USB Scanner muss Folgendes enthalten:
USB HID Schnittstelle (Tastatur)
Englische-US Tastaturschnittstelle
MTF6000 bietet die Möglichkeit den Scanner über USB HID (als Tastatur) und RS232 anzuschließen. Es ist möglich jeglichen Scanner mit solchen Schnittstellenmöglichkeiten zu verwenden. Das System kann Datensätze mit bis zu 512 Zifern verarbeiten.
Erstellen eines Stationsbarcodes
Zur Gewährleistung der Nachverfolgbarkeit zwischen Verschraubung und Messung kann ein Stationsbarcode mit Informationen zu Werkzeug, Drehmoment, Steuerungs-ID usw. erstellt werden. Dieser Stationsbarcode wird automatisch in der MTF6000 generiert, wenn ein Prüfprogramm ausgewählt ist und im Steuerungsdisplay angezeigt wird. Wenn sich die Steuerung außerhalb der Reichweite des Qualitätsprüfers befindet, kann in ToolsTalk MT manuell ein Stationsbarcode erstellt, ausgedruckt und neben der Station platziert werden, sodass der Barcode von der IAM QA-Steuerung gescannt werden kann. Die Werte im Stationsbarcode werden zusammen mit dem Messergebnis gespeichert, um die Nachverfolgbarkeit zwischen Verschraubung und Messergebnis zu erreichen.
Klicken Sie in der Identifikator-Listenansicht auf Barcode, um den Stationsbarcode zu erstellen. Da der Stationsbarcode manuell in ToolsTalk MT eingegeben wird, findet keine Plausibilitätsprüfung der Werte statt. Die Verschraubung muss also nicht mit einer MTF6000-Steuerung durchgeführt werden, die Werte werden trotzdem in der IAM QA-Steuerung gespeichert.
Einen Identifier hinzufügen
Um einen Identifier zuzufügen, wie folgt vorgehen:
-
Auf das Symbol Identifier in der Menüleiste klicken. Der Arbeitsbereich zeigt eine Liste aller derzeitigen Identifier.
-
Klicken Sie auf die Schaltfläche Hinzufügen. Das Fenster Erstellen wird geöffnet.
-
Identifier-Nummer und -Name eingeben.
-
OK Taste klicken.
Es wird ein neuer Identifier an der gewählten Nummer hinzugefügt, und die Liste wird aktualisiert.
Einen Identifier löschen
Zum Löschen eines Identifier die folgenden Schritte ausführen:
-
Für jeden zu löschenden Identifier das Kästchen in der linken Spalte im Arbeitsbereich markieren.
-
Klicken Sie die Löschen Taste.
-
Löschen im Fenster Bestätigen .
Die gewählten Identifier werden entfernt und die Liste aktualisiert.
Identifier kopieren
Um einen Identifier zu kopieren, wie folgt vorgehen:
-
Rechts auf den Identifier klicken, von dem Sie kopieren möchten.
-
Copy wählen.
-
Rechts auf den Identifier klicken, in den Sie kopieren möchten.
-
Einfügen wählen.
-
Zum Bestätigen die Ja Taste im Bestätigen Fenster drücken.
Allgemeine Einstellungen
|
Parameter |
Beschreibung |
|
Bezeichnung |
Identifierbezeichnung. |
|
Identifizierungsdatensatz (String) |
Der eingestellte Datensatz. Der Enter/Scan (Eingabe/Scan) Taster kann zum manuellen Eingeben eines Barcodes verwendet werden. |
Validierung
Mit den Validierungseinstellungen wird geprüft, ob die Regel für einen eingehenden ID-Datensatz gelten. Wenn die Regel zutrifft, führt der Controller die Regelaktionen durch.
Es ist möglich, 1 bis 64 Zeichen des Datensatzes auszuwählen, um mit einem gegebenen Text zu vergleichen.
Beispiel:
Übereinstimmung Teil-> 1-3, 9-10
Übereinstimmung Datensatz-> SNPDL
Datensatz 1-> SNP12345DL -> Übereinstimmung (Bit 1-3 ist SNP und Bit 9-10 ist DL)
Datensatz 2-> SNPDL12345 -> Keine Übereinstimmung (Bit 1-3 ist SNP aber Bit 9-10 ist 34)
Ab der Firmware-Version 1.15.0 kann eine Alles akzeptieren-Validierung hinzugefügt werden. Legen Sie die Länge auf 0 fest und lassen Sie Übereinstimmung Teil und Übereinstimmung Text leer. Erstellen Sie höchstens eine Alles akzeptieren-Validierung auf der gleichen Steuerung.
Parameter | Beschreibung |
Identifizierungsdatensatz Länge | Länge des ID-Datensatzes. Wird automatisch eingestellt, wenn die Taste Eingeben/Scannen und dann die Taste OK gewählt wird. |
Übereinstimmungsteil | Positionen im Identifizierungsdatensatzes. Die Auswahl wird in einem separaten Fenster getroffen. |
Übereinstimmung Datensatz | Ziffern die mit dem Datensatz für das Teil übereinstimmen. |
Konfiguration
Bei allen Identifizierungsaktionen außer für die Anmeldung können bis zu 100 Zeichen in jeder benutzerdefinierten ID gespeichert werden. Dieser Datensatz wird dann den Ergebnisdaten der Verschraubung hinzugefügt.
Es gibt vier spezielle ID Slots die der Nutzer mit Text füllen kann. Jede ID besitzt zwei Felder, Schlüssel und Format. Der Schlüsselwert ist ein statischer Text der während der Identifierkonfiguration eingegeben werden kann. Das Wertfeld wird gefüllt, wenn gescannt wird. Die Wertformateinstellung entscheidet welche Daten in das Feld eingegeben werden, und definiert die Anzahl und Reihenfolge der zu wählenden Bits.
Parameter | Beschreibung |
Aktionsart | ID speichern
VProg auswählen |
Beibehalten bis ersetzt |
|
ID speichern
Die ID Speicher Aktion kann nur in einer Batchsequenz genutzt werden.
Diese Aktion wird verwendet, um Daten des gescannten Schildes mit den Ergebnisdaten zu vergleichen. Durch Hinzufügen eines statischen Schlüssels können die Daten in einer Datenbank gesucht werden. Es können vier Speicherdatensätze angelegt werden. Der Scannereingang kann 100 Schlüsselzeichen und 100 gescannte Zeichen speichern, also 200 insgesamt.
Parameter | Beschreibung |
Schlüssel 1-4 | Vom Anwender definierter statischer Text und mit Scannerdaten gespeichert. |
Format 1-4 | Der Teil des eingehenden Datensatzes, der in der Custom Id gespeichert wird. |
Ziel 1-4 speichern | Keine |
PSatz wählen
Diese Aktion kann nur durchgeführt werden, wenn die gewählte Quelle auf Scanner gesetzt ist. Dieses wird unter Controllereinstellungen > Konfiguration > Quelle wählen gewählt.
Diese Aktion wählt einen Pset.
Parameter | Beschreibung |
PSatz | Aus verfügbaren Psets wählen. |
Schlüssel 1-4 | Vom Anwender definierter statischer Text und mit Scannerdaten gespeichert. |
Format 1-4 | Der Teil des eingehenden Datensatzes, der in der Custom Id gespeichert wird. |
Ziel 1-4 speichern | Keine |
Batchsequenz wählen
Diese Aktion kann nur durchgeführt werden, wenn die gewählte Quelle auf Scanner gesetzt ist. Dieses wird unter Controllereinstellungen > Konfiguration > Quelle wählen gewählt.
Diese Aktion wählt eine Batchsequenz.
Parameter | Beschreibung |
Gruppensequenz | Aus verfügbaren Batchsequenzen auswählen. |
Batchsequenz Neustartmodus | Entscheidet, ob eine Batchsequenz auf einen neuen Scan warten soll oder automatisch beim Ende startet. |
Schlüssel 1-4 | Vom Anwender definierter statischer Text und mit Scannerdaten gespeichert. |
Format 1-4 | Der Teil des eingehenden Datensatzes, der in der Custom Id gespeichert wird. |
Ziel 1-4 speichern | Keine |
Unter Custom ID speichern
Unter Custom ID speichern kann verwendet werden, um einen gescannten Wert ohne Abhängigkeit von anderen Funktionen zu speichern.
Parameter | Beschreibung |
Schlüssel 1-4 | Vom Anwender definierter statischer Text und mit Scannerdaten gespeichert. |
Format 1-4 | Der Teil des eingehenden Datensatzes, der in der Custom Id gespeichert wird. |
Ziel 1-4 speichern | Keine |
Werker-ID
Wird auf der QA-Steuerung gespeichert, um einen Bediener mit einem Messergebnis zu verknüpfen.
Parameter | Beschreibung |
|---|---|
Format der Bediener-ID | Der Teil des eingehenden Datensatzes, der als Bediener-ID gespeichert wird. |
Öffnen Sie KENNUNGEN.
Drücken Sie ADD.
Öffnen Sie die Kennung.
Richten Sie die Validierung ein.
Richten Sie das Format der Bediener-ID ein.
Kehren Sie zu KENNUNGEN zurück.
Drücken Sie auf BEDIENER.
Drücken Sie ADD.
Geben Sie den Schlüssel ein (der Wert muss dem Format entsprechen, das unter Format der Bediener-ID festgelegt wurde).
Geben Sie den Namen ein (Name des Bedieners).
Beispiel
Kennung einrichten
Parameter
Wert
Identifizierungsdatensatz Länge
6
Übereinstimmungsteil
{1-3}
Übereinstimmung Datensatz
ABC
Format der Bediener-ID
{4-6}
Bediener einrichten
Bediener
Parameter
Wert
1
Schlüssel
001
Bezeichnung
Atlas
2
Schlüssel
002
Bezeichnung
Copco
Ergebnis
Barcode
Bediener
ABC001
Atlas
ABC002
Copco
ABC003
N/A
ABC0010
N/A
Vprog auswählen
Diese Aktion kann nur durchgeführt werden, wenn die gewählte Quelle auf Scanner gesetzt ist. Dieses wird unter Controllereinstellungen > Konfiguration > Quelle wählen gewählt.
Diese Aktion wählt ein Prüfprogramm aus.
Parameter | Beschreibung |
VProg-Referenz | Aus verfügbaren Psets wählen. |
VProg-Neustartmodus | Entscheidet, ob das Prüfprogramm auf einen neuen Scan warten soll oder automatisch beim Ende startet. |
Schlüssel 1-4 | Vom Anwender definierter statischer Text und mit Scannerdaten gespeichert. |
Format 1-4 | Der Teil des eingehenden Datensatzes, der in der Custom Id gespeichert wird. |
Ziel 1-4 speichern | Keine |
Anmeldung
Mit dieser Aktion kann der Nutzer eine Nutzerstufe öffnen. Die Nutzerstufe wird in E/A und Passworteinstellungen > Passwort > Controller eingestellt.
Ein Scannen des Codes loggt den Nutzer automatisch aus.
|
Parameter |
Beschreibung |
|
Level |
Stufe 1 bis 3 auswählen. |
Stationsbarcode
Der Stationsbarcode kann manuell eingegeben werden, um einen QR-Code mit Informationen zu Werkzeug und Steuerung zu erstellen, der über einen Scanner an die IAM QA-Steuerung übertragen werden kann.
Parameter | Beschreibung |
|---|---|
Werkzeug-Seriennummer | Seriennummer des Verschraubungswerkzeugs. |
Steuerung-Seriennummer | Seriennummer der Verschraubungssteuerung. |
Steuerungs-ID | Steuerungs-ID der Verschraubungssteuerung. |
Stations-ID | Stations-ID der Verschraubungssteuerung. |
Linien-ID | Linien-ID der Verschraubungssteuerung. |
Instanznr. des Prüfprogramms | Schraubprogrammnummer. |
Werkzeugtyp | Art des Werkzeugs, mit dem die Verschraubung vorgenommen wird. |
Kalibrierungsdatum | Datum der Werkzeugkalibrierung. Ausgedrückt in JJJJ-MM-TT. |
Solldrehmoment | Der Drehmomentbetrag, mit dem die Steuerung festzieht und der Mess-Sollwert. |
Kontrollgrenze | Maximal zulässige Abweichung vom Sollwert/Werkzeug und zur Berechnung des CMK verwendet |
Prüfgröße | Anzahl der für den Test des Werkzeugs auszuführenden Verschraubungen. |
Minimaler CMK | Mindestwert, den CMK annehmen darf, um eine IO-Prüfung zu melden (wenn CMK unterhalb des Mindestwerts liegt, wird die Prüfung als NIO gemeldet). Ist der Parameter leer oder auf 0 eingestellt, so bewertet die Prüfung das Ergebnis anhand der Messergebnisse. |
Bediener-ID erforderlich |
|
Save (Speichern)
Speichert den QR-Code und alle Parameter als Bild im .jpg- oder .bmp-Format auf Ihrem Computer.
Export
Speichert die Parameter in einer .xml-Datei, die später importiert und bearbeitet werden kann, auf Ihrem Computer.
Import
Importiert eine vorhandene .xml-Datei mit allen Parametern und den entsprechenden Werten.
Print (Drucken)
Druckt den QR-Code und alle Parameter ansprechend formatiert zum Ablegen neben der Verschraubungsstation.
Load parameters (Parameter laden)
Lädt aktive Steuerungsparameter in die entsprechenden Felder. Die Parameter, die in den Stationsbarcode geladen werden, sind:
Werkzeug-Seriennummer
Steuerung-Seriennummer
Steuerungs-ID
Stations-ID
Linien-ID
Werkzeugtyp
Konfigurationen

Diese Funktion bietet die Möglichkeit, das Verhalten des Bit-Selektors, der Lichtsäule, die Messwertgeber sowie die Werkzeugfunktionen, wie etwa Tasten und LED-Leuchten, zu kontrollieren.
Konfigurationsliste
Jede Zeile stellt die Konfigurationen für eine bestimmte Werkzeug-/Messwertgeberfamilie oder ein Zubehörgerät dar. Die Spalten enthalten die folgenden Informationen:
Das Kontrollkästchen markieren, um Konfiguration auszuwählen
Name, ein benutzerdefinierter Name
Letzte Änderung
Konfigurationstyp
ETD M
ETD M + PTS (Schubstart)
ETD MC/MT
ETD MC/MT + PTS (Schubstart)
QMC/QMT
MT TS/TH/TRA
Bit-Selektor
Signalsäule
Aktiv
Hinzufügen einer Konfiguration
Wird ein Werkzeug oder Messwertgeber an die Steuerung angeschlossen, so fügt die Steuerung automatisch eine Konfiguration für diese Werkzeugfamilie oder diesen Messwertgebertyp hinzu.
Wählen Sie Hinzufügen aus, um das Fenster Konfiguration zu öffnen.
Geben Sie den Namen ein, wählen Sie die Werkzeugfamilie oder den Messwertgebertyp und anschließend OK aus.
Eine neue Konfiguration wird hinzugefügt und die Liste aktualisiert.
Wählen Sie Hinzufügen aus, um das Fenster Konfiguration zu öffnen.
Wählen Sie das Zubehörgerät aus der Liste aus.
Löschen einer Konfiguration
Um eine oder mehrere Konfigurationen zu löschen:
Wählen Sie das Kontrollkästchen der Konfigurationen aus, welche Sie löschen möchten und klicken Sie anschließend auf Löschen.

Aktive Konfigurationen können nicht gelöscht werden.
Klicken Sie im Dialogfenster auf die Schaltfläche Bestätigen.
Die Konfigurationen werden entfernt und die Liste wird aktualisiert.
Allgemeine Einstellungen
Parameter | Beschreibung |
|---|---|
Bezeichnung | Benutzerdefinierter Name, der in der Konfigurationsliste angezeigt wird. |
Konfiguration Revision | Revision der Konfiguration. |
Erstellt | Erstellungsdatum der Konfiguration. |
Geändert | Datum der letzten Änderung der Konfiguration. |
Konfigurationen
Die Konfigurationsoptionen unterscheiden sich je nach Messwertgeber oder Werkzeugtyp. Für Werkzeuge können Werkzeugauslöser, Lichter und taktiles Feedback konfiguriert werden.
Die Steuerung erstellt automatisch eine Konfiguration, wenn ein neuer Werkzeug-/Messwertgebertyp an die Steuerung angeschlossen wird.
Die Erstellung mehrerer Konfigurationen für den gleichen Werkzeug-/Messwertgebertyp ist nicht möglich.
Parameter | Beschreibung |
|---|---|
Konfigurationstyp | Werkzeug-/Messwertgeberkonfiguration |
Werkzeugfamilie | Bezeichnung der aktuellen Werkzeugfamilie (nur gültig für Werkzeugkonfiguration) |
ETD M / ETD M + PTS
Parameter | Beschreibung |
|---|---|
Werkzeugstartauslöser |
|
Werkzeug Lösen-Auslöser |
|
Auslöser Schubstart |
|
ETD MC/MT / ETD MC/MT + PTS
Parameter | Beschreibung |
|---|---|
Werkzeugstartauslöser |
|
Auslöserstartfunktion | Nur verfügbar, wenn Werkzeugstartauslöser auf Deaktiviert eingestellt ist.
|
Auslöserstart-Eingangsfunktion | Nur verfügbar, wenn Werkzeugstartfunktion auf Eingangsfunktion eingestellt ist. Siehe auch Digital-E/A |
Auslöser Schubstart |
|
Konfiguration Einzelfunktion |
|
Konfiguration Einzeleingangsfunktion | Nur verfügbar, wenn Konfiguration Einzelfunktion auf Eingangsfunktion eingestellt ist. Siehe auch Digital-E/A |
Konfiguration Einzelausgangsfunktion | Nur verfügbar, wenn Konfiguration Einzelfunktion auf Ausgangsfunktion umschalten oder Ausgangsfunktion takten eingestellt ist. |
Konfiguration Doppelfunktion |
|
Konfiguration Doppeleingangsfunktion | Nur verfügbar, wenn Konfiguration Doppelfunktion auf Eingangsfunktion eingestellt ist. Siehe auch Digital-E/A |
Konfiguration Doppelausgangsfunktion | Nur verfügbar, wenn Konfiguration Doppelfunktion auf Ausgangsfunktion umschalten oder Ausgangsfunktion takten eingestellt ist. |
Konfiguration Haltefunktion | Die Konfigurationen werden etwa eine Sekunde nach Betätigung der Taste aktiv.
|
Konfiguration Halten-Eingangsfunktion | Nur verfügbar, wenn Konfiguration Haltefunktion auf Eingangsfunktion eingestellt ist. Siehe auch Digital-E/A |
Konfiguration Halten-Ausgangsfunktion | Nur verfügbar, wenn Konfiguration Haltefunktion auf Ausgangsfunktion umschalten oder Ausgangsfunktion takten eingestellt ist. |
LED-Intensität | Legt die Helligkeit der LEDs für Grün, Blau und Rot fest. Die Skala reicht von 1-5. |
LED-Timeout | Legt fest, wie viele Sekunden die LED nach der Aktivierung von Grün, Blau oder Rot eingeschaltet bleibt. Das Timeout kann im Bereich von 0-300 eingestellt werden, wobei 0 unendlich bedeutet. |
LED IO |
|
LED NIO |
|
LED Batch IO |
|
Farbe LED Batch IO | Nur verfügbar, wenn LED Batch IO auf aktiviert eingestellt ist.
|
LED-Intensität Orientierungslicht | Legt die Helligkeit der LED für das Orientierungslicht fest. Die Skala reicht von 1-5. |
Timeout LED Orientierungslicht | Legt fest, wie viele Sekunden die LED nach der Aktivierung des Orientierungslichts eingeschaltet bleiben. Das Timeout kann im Bereich von 0-300 eingestellt werden, wobei 0 unendlich bedeutet. |
Taktiles Feedback an für NIO |
|
QMC / QMT
Parameter | Beschreibung |
|---|---|
LED-Intensität | Legt die Helligkeit der LEDs für Grün, Blau und Rot fest. Die Skala reicht von 1-5. |
LED-Timeout | Legt fest, wie viele Sekunden die LED nach der Aktivierung von Grün, Blau oder Rot eingeschaltet bleibt. Das Timeout kann im Bereich von 0-300 eingestellt werden, wobei 0 unendlich bedeutet. |
LED beschäftigt |
|
LED IO |
|
LED NIO |
|
LED Batch IO |
|
Farbe LED Batch IO | Nur verfügbar, wenn LED Batch IO auf aktiviert eingestellt ist.
|
Messwertgeber
Parameter | Beschreibung |
|---|---|
Typ | Art des Messwertgebers. Zum Beispiel: MT-TS |
Bezeichnung | Name des Messwertgebers. |
Max. Drehmoment | Höchstes Drehmoment, das der Messwertgeber messen kann. |
Drehmoment-Schwellwert | Startet/stoppt die Messung nach Erreichen des Schwellenwerts. |
Sollmoment | Messwert, der erreicht werden soll. |
Kontrollgrenze | Wie stark die Messung in % vom Soll-/Werkzeugdrehmoment abweichen darf. Wird zudem zur Berechnung des CMK verwendet. |
Prüfgröße | Anzahl der Messungen im Test. |
Prüfmodus |
|
Mindestwert CMK | Niedrigster zulässiger CMK-Wert, damit die Prüfung als IO gemeldet wird. Liegt der finale CMK-Wert unter diesem Wert, so wird die Prüfung als NIO berichtet. |
Bit-Selektor
Bei Verwendung des digitalen E/A-Bit-Selektors muss die Auswahlquelle auf digitaler E/A und der E/A-Wahlmodus auf Bit-Selektor eingestellt werden. Bei Verwendung des Zubehörbus-Bit-Selektors muss die Auswahlquelle auf Zubehörbus-Protokoll eingestellt werden.
Parameter | Beschreibung |
|---|---|
Sensor [1-8] | Nur im Zubehörbus-Bit-Selektor verfügbar
|
Bit [1-8] Wahlmodus | Wenn Sensor [1-8] auf Deaktiviert eingestellt ist, ist Keine die einzige verfügbare Option.
|
Bit [1-8] PSatz | Wählen Sie aus, welcher PSatz aktiviert werden soll, wenn das Bit ausgewählt wird. Nur verfügbar, wenn Bit [1-8] Wahlmodus auf PSatz wählen eingestellt ist. |
Bit [1-8] Batchsequenz | Wählen Sie aus, welche Gruppensequenz aktiviert werden soll, wenn das Bit ausgewählt wird. Nur verfügbar, wenn Bit [1-8] Wahlmodus auf Batchsequenz wählen eingestellt ist. |
Signalsäule
Parameter | Beschreibung |
|---|---|
Signalsäule [1-5] Funktion | Wählen Sie aus, welche Ausgangsfunktion mit der jeweiligen Signalsäule verbunden werden soll. |
Signalsäule [1-5] Signalmodus | Wählen Sie den Modus des Signals aus. Nicht verfügbar, wenn die Funktion Signalsäule [1-5] auf Deaktiviert eingestellt ist. Die Optionen entsprechen denjenigen des Ausgangsignalmodus Digital-E/A.
|
Signalsäule [1-5] Signaldauer | Nur verfügbar, wenn der Signalmodus Signalsäule [1-5] auf Dauer eingestellt ist. |
Signalsäule [1-5] blinkend | Nicht verfügbar, wenn die Funktion Signalsäule [1-5] auf Deaktiviert eingestellt ist.
|
Buzzer-Funktion | Auswählen, welche Ausgangsfunktion mit dem Buzzer verbunden werden soll. |
Buzzer-Signalmodus | Wählen Sie den Modus des Signals aus. Nicht verfügbar, wenn Buzzer-Funktion auf Deaktiviert eingestellt ist. Die Optionen entsprechen denjenigen des Ausgangsignalmodus Digital-E/A.
|
Buzzer-Signaldauer | Nur verfügbar, wenn Buzzer-Signalmodus auf Dauer eingestellt ist. |
Komponente [A,B] |
|
Komponente [A,B] Funktion | Wählen Sie aus, welche Eingangsfunktion mit der entsprechenden Komponente [A,B] verbunden ist. Nur verfügbar, wenn Komponente [A,B] auf Einwegschalter, Drucktaste oder Farbtaste eingestellt ist. |
Komponente [A,B] linke Funktion | Wählen Sie aus, welche Eingangsfunktion mit der entsprechenden Komponente [A,B] verbunden ist. Nur verfügbar, wenn Komponente [A,B] auf Zweiwegeschalter eingestellt ist. |
Komponente [A,B] rechte Funktion | Wählen Sie aus, welche Eingangsfunktion mit der entsprechenden Komponente [A,B] verbunden ist. Nur verfügbar, wenn Komponente [A,B] auf Zweiwegeschalter eingestellt ist. |
Komponente [A,B] Leuchtfunktion | Wählen Sie aus, welche Eingangsfunktion mit der entsprechenden Komponente [A,B] verbunden ist. Nur verfügbar, wenn Komponente [A,B] auf Farbtaste oder Leuchte eingestellt ist. |
Komponente [A,B] Leuchten-Signalmodus | Wählen Sie den Modus des Signals aus. Nur verfügbar, wenn Komponente [A,B] auf Farbtaste oder Leuchte eingestellt ist. |
Komponente [A,B] Leuchten-Signaldauer | Nur verfügbar, wenn Komponente [A,B] Leuchten-Signalmodus auf Dauer eingestellt ist. |
Komponente [A,B] Leuchte blinkend | Nicht verfügbar, wenn Komponente [A,B] Funktion auf Deaktiviert eingestellt ist.
|
Ausgang [1-2] Funktion | Wählen Sie aus, welche Ausgangsfunktion mit der entsprechenden Ausgang [1-2] Funktion verbunden werden soll. |
Ausgang [1-2] Signalmodus | Wählen Sie den Modus des Signals aus. Nicht verfügbar, wenn die Ausgang [1-2] Funktion auf Deaktiviert eingestellt ist. Die Optionen entsprechen denjenigen des Ausgangsignalmodus Digital-E/A.
|
Ausgang [1-2] Signaldauer | Nur verfügbar, wenn Ausgang [1-2] Funktion auf Dauer eingestellt ist. |
Ausgang [1-2] blinkend | Nicht verfügbar, wenn die Ausgang [1-2] Funktion auf Deaktiviert eingestellt ist.
|
Eingang [1-2] Funktion | Wählen Sie aus, welche Eingangsfunktion mit der entsprechenden Eingang [1-2] Funktion verbunden werden soll. |
Analyse

Die Analyse wird zur Anzeige von Diagrammen verwendet. Gespeicherte Diagramme können an der Steuerung oder dem PC analysiert werden. Zudem kann eine Echtzeitkurve angezeigt werden, während die Verschraubung/Messung durchgeführt wird. Dies ist jedoch nur möglich, wenn die Steuerung über USB verbunden ist.
Die Probenrate und die Anzahl der Probenpunkte für jede gespeicherte Grafik sind abhängig von der Verschraubungsdauer.
Probenrate * Dauer = Probenpunkte
Daten Probenrate (Hz) | Maximale Dauer |
|---|---|
7500 | 0,133333333 |
3750 | 0,266666667 |
1875 | 0,533333333 |
937,5 | 1,066666667 |
468,75 | 2,133333333 |
Wenn beispielsweise eine Verschraubung 0,52 Sekunden dauert, beträgt die Probenrate 1875 Hz. Das ergibt 1875 * 0,52 = 975 Probenpunkte.
GUI Objekt | Maßnahme |
Stop (Stopp) | Stoppt die Analyse vom Sammeln von Echtzeitkurven. |
Start | Startet die Analyse. Mit jeder Verschraubung wird eine neue Grafik gestartet. |
Wertetabelle | Zeigt eine Grafik in einer Tabelle. |
Löschen | Löscht die Grafik(en). |
Öffnen | Öffnet eine zuvor gespeicherte Grafik. |
Save (Speichern) | Speichert die gezeigten Grafiken als .dia Datei. |
Export | Exportiert die Ergebnisse in eine .jpg- oder .bmp-Datei. |
Einstellungen | Ändert die Analysefunktionen. In drei Registerkarten gewählt.
|
Test | Öffnet ein Fenster mit dem das Werkzeug über Toolstalk MT gesteuert wird. |
Pfad | Pfad zum Arbeitsverzeichnis. Die .dia- oder .mtg-Dateien im gewählten Verzeichnis werden gezeigt. |
Zeigt mehrere Kurven. | Mehrere Kurven anzeigen. Druckt bis zu 8 Kurven. |
Aktualisieren | Drücken um das Arbeitsverzeichnis/Pfad zu aktualisieren |
.dia- und .mtg-Dateien | Die .dia- und .mtg-Dateien im gewählten Arbeitsverzeichnis werden gezeigt. |
In einer Grafik im Analysemenü navigieren.
|
Maßnahme |
Beschreibung |
|
Einzoomen |
Linke Maustaste gedrückt halten und diagonal nach rechts ziehen. |
|
Auszoomen |
Linke Maustaste gedrückt halten und diagonal nach links ziehen. |
|
Bewegen |
Rechte Maustaste gedrückt halten und die Maus bewegen. |
|
Diagramm kopieren |
Rechtsklicken und Diagramm kopieren auswählen |
|
Kommentar zufügen |
Mit der Maus auf das Diagramm klicken um einen Kommentar zuzufügen (zum Diagramm). |
|
Löschen |
Mit der rechten Maustaste auf die Kurve klicken und Löschen wählen, um sie vom Diagramm zu entfernen. |
Einstellungen
Einstellungen für ToolsTalk MT Anlayse.
Allgemeine Einstellungen
|
Parameter |
Beschreibung |
|
Pfad |
Die Aufnahme wird im spezifischen Verzeichnis gespeichert. Die Dateien werden mit einem Index bezeichnet. Der Nutzer muss Schreibberechtigung für den Pfad haben. |
|
Automatisch speichern |
Ermöglicht automatisches Speichern der Datei in das gewählte Verzeichnis. |
|
Legende anzeigen |
Blendet die Legende in das Diagramm ein und wieer aus. |
|
Schrittfarbe |
Die Schritte in einem Befestigungsprogramm erhalten verschiedene Farben. Falls deaktivert hat jede Grafik eine eigene Farbe. |
Drehmomentauslöser
Torque Trigger wird genutzt, um die Aktivierung und Deaktivierung von Aufzeichnungen zu kontrollieren.
|
Parameter |
Beschreibung |
|
Drehmoment |
Die Echtzeitspur wird aufgezeichnet, solange das Moment diesen Wert überschreitet. |
|
Verzögerung starten |
Die Verzögerungszeit kann zwischen 0 und 50 s eingestellt werden. Die Echtzeitspur wird aufgezeichnet, solange die Durchführungszeit diesen Wert überschreitet. Wenn Startverzögerung und Momentauslöser genutzt werden, startet Echtzeitverfolgung nicht, bis beide Werte überschritten wurden. |
Karteneinstellungen
|
Parameter |
Beschreibung |
|
Diagramtyp |
Moment/Zeit zeigt das Moment als Zeitfunktion an. |
|
Momentverfolgung anzeigen |
Zeigt die Momentverfolgung an. |
Ergebnisse

GUI Objekt | Maßnahme |
Erste | Zeigt die erste Seite mit den 100 neuesten Ergebnissen/Ereignissen an. |
Vorherige | Öffnet die vorherige Seite. |
Weiter | Öffnet die nächste Seite. |
Letzte | Zeigt die letzte Seite mit den ältesten <= 100 Ergebnissen/Ereignissen an. |
Aktualisieren | Aktualisiert die Ergebnis-/Ereignisliste. |
Suchen | Erlaubt die Suche nach Ergebnissen. (Nur mit der IAM QA-Lizenz verfügbar) |
>> | Sucht nach den nächsten Zähler-Ergebnissen. (Nur mit der IAM QA-Lizenz verfügbar) |
Export | Erlaubt den Export von Ergebnissen. (Nur mit der IAM QA-Lizenz verfügbar) |
Auto Aktualisierung | Die Liste wird automatisch aktualisiert, wenn ein neues Ergebnis gespeichert wird. |
Ergebnisse
Das Fenster Ergebnisse zeigt alle Verschraubungs- oder Messergebnisse, die in der Steuerung gespeichert sind.
Auf das Fenster Ergebnisse rechtsklicken, um die Spalten auszuwählen, die in der Tabelle angezeigt werden sollen.
Ergebnis auswählen
Eine Befestigung in der Tabelle oben links im Fenster Befestigungsergebnisse auswählen.
Die Moment-/Winkelgrafik und die Daten für die gewählte Befestigung werden angezeigt.
Suchen nach Ergebnissen
Klicken Sie im Fenster Ergebnisse auf die Schaltfläche Suchen; der Dialog Messungen suchen erscheint.
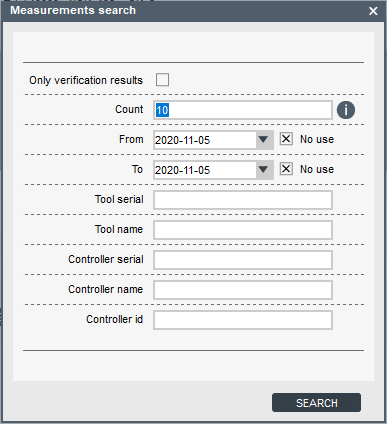
Parameter
Beschreibung
Nur Prüfergebnisse
Wählt nur Prüfergebnisse aus und ignoriert normale Messungen.
Anzahl
Anzahl der gefundenen Ergebnisse (1-100).
Von - Bis
Dieser Parameter bezieht sich auf das Datum, an dem die Ergebnisse entstanden sind. Benutzer können das Datum jetzt in der Suche ignorieren.
Werkzeug-Seriennummer
Sucht nach Prüfungen, die mit einem Werkzeug mit der Seriennummer „ToolSerial“ durchgeführt wurden.
Werkzeugbezeichnung
Sucht nach Prüfungen, die mit einem Werkzeug mit der Bezeichnung „ToolName“ durchgeführt wurden.
Steuerung-Seriennummer
Sucht nach Prüfungen, die mit einer Steuerung mit der Seriennummer „ControllerSerial“ durchgeführt wurden.
Steuerungsname
Sucht nach Prüfungen, die mit einer Steuerung mit der Bezeichnung „ControllerName“ durchgeführt wurden.
Steuerungs-ID
Sucht nach Prüfungen, die mit einer Steuerung mit der der ID „ControllerId“ durchgeführt wurden.
Geben Sie die relevanten Informationen für die Suche in die Felder ein.
Klicken Sie auf Suchen.
Exportieren von Ergebnissen
Um ein Ergebnis oder eine Ergebnisreihe zu exportieren, wählen Sie das jeweilige Ergebnis oder die Ergebnisreihe aus dem Fenster Ergebnisse aus und klicken Sie auf die Schaltfläche Exportieren oder rechtsklicken Sie.

Dort sind folgende Optionen verfügbar:
Gesamte Datenbank nach Excel exportieren: Export der kompletten Datenbank der Messergebnisse in eine .csv-Datei, die sich einfach in MS Excel öffnen lässt.
Ausgewählte Elemente nach Excel exportieren: Export nur der zuvor im Fenster Ergebnisse ausgewählten Reihe von Ergebnissen in eine .csv-Datei.
PDF für ausgewählte Prüfungen erstellen: Erstellung eines Berichts im .pdf-Format für ein bestimmtes Prüfergebnis. Werden mehrere Prüfergebnisse gleichzeitig ausgewählt, so wird für jedes ein .pdf-Bericht erstellt.
Wenn das ausgewählte Messergebnis kein Verifizierungsergebnis ist, müssen mindestens drei Freilaufmessungen ausgewählt werden. Beim Erstellen von Berichten dürfen Freilaufmessungen und Verifizierungsergebnisse nicht gemischt werden.
Werden mehrere Messergebnisse ausgewählt, so wird ein Bericht ohne Grenzwerte erstellt und jede Messung wird in einer Grafik angezeigt.
Erstellung von Messberichten
Wählen Sie im Fenster Ergebnisse ein bestimmtes Ergebnis oder eine Ergebnisreihe aus und klicken Sie auf die Schaltfläche Exportieren.
Wählen Sie die Option PDF für ausgewählte Prüfungen erstellen aus; der Dialog Informationen zum Prüfbericht erscheint.

Parameter
Beschreibung
Kundeninformation
Informationen zum Kunden.
Kundenzeile 1-4
Diese Informationen erscheinen in der oberen rechten Ecke des Berichts.
ID des geprüften Geräts
Diese Informationen werden unter den Werkzeuginformationen angezeigt. Hat der Kunde eine eigene ID für das Werkzeug, kann diese hier eingegeben werden.
Informationen zum Service-Center
Informationen bezüglich des Service-Centers.
Service-Zeilen 1-4
Dieser Abschnitt erscheint in der Mitte der Fußzeile des Berichts. Diese Felder werden gespeichert, sodass die Informationen nur einmal eingegeben werden müssen.
Geben Sie die relevanten Informationen in die Felder ein.
Klicken Sie auf Erstellen, um einen Bericht zu erhalten.
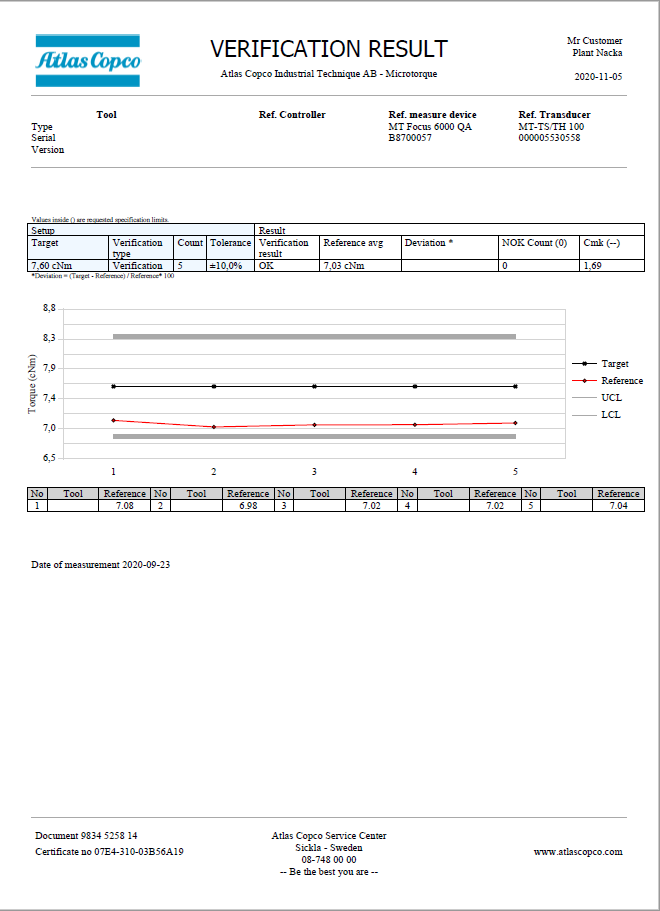
Beispiel für einen Prüfbericht 
Beispiel für einen FreeRun-Bericht
Schrittergebnisse
Das Fenster Schrittergebnis zeigt die Schrittmoment- und winkelwerte der letzten Verschraubung/Abschraubung an.
Ereignisse
Ereignisse sind entweder Fehler oder Hinweismeldungen, die von der Steuerung ausgegeben wurden. Diese können zur Speicherung in eine Excel-Datei exportiert werden.
Das Fenster Ereignisse enthält die letzten 512 Ereignisse.
Führen Sie einen Doppelklick auf ein Ereignis aus, um ein Informationsfenster für dieses zu öffnen.
Werkzeugeinstellungen

Drehmomenttest
Es kann ein Intervall festgelegt werden, das den Benutzer darauf hinweist, dass ein Test und die Überprüfung des Werkzeugs mittels eines Drehmomenttests erforderlich sind. Das Intervall kann entweder durch eine Anzahl von Zyklen oder einen Zeitraum ausgelöst werden. Mit den Parametern für den Drehmomenttest kann zudem das Werkzeug verriegelt werden, sodass es keine weiteren Aktionen mehr ausführen kann, bis ein erfolgreiches Ergebnis für die Werkzeugprüfung erhalten wurde.
Das Prüfergebnis steht nur zur Verfügung, wenn die Prüfung per USB-Synchronisierung mit der MTF6000 IAM QA-Lizenz durchgeführt wird.
Messwertgebereinstellungen

Steuerungseinstellungen

Controller an ToolsNet anschließen
Statikmodus
Controller ans Werksnetz über Ethernet anschließen
Netzwerkmodus auf Statik in den Controllereinstellungen > Konfiguration > Netzwerk einstellen.
IP-Adresse, Subnet Mask, Gateway auf den Controller einstellen.
ToolsNet Aktivieren.
IP-Adresse auf ToolsNet server stellen.
ToolsNet Port einstellen, 6700 ist der Standardport für alle MT-Geräte.
Auswählen, ob die Steuerung die Zeit mit ToolsNet synchronisieren soll.
DHCP Modus
Controller ans Werksnetz über Ethernet anschließen
Netzwerkmodus auf DHCP in den Controllereinstellungen > Konfiguration > Netzwerk einstellen.
ToolsNet Aktivieren.
IP-Adresse auf ToolsNet server stellen.
ToolsNet Port einstellen, 6700 ist der Standardport für alle MT-Geräte.
Auswählen, ob die Steuerung die Zeit mit ToolsNet synchronisieren soll.
Allgemeine Einstellungen
GUI Objekt | Beschreibung |
Firmware aktualisieren | Firmware einer angeschlossenen Steuerung aktualisieren. Die Steuerung muss über die Firmware-Version 1.4.1 oder höher verfügen, damit sie aktualisiert werden kann. |
Datum und Uhrzeit festlegen | Datum und Uhrzeit festlegen. |
Vakuum anzeigen | Öffnet ein Fenster, welches den Vakuumdruck in Echtzeit anzeigt |
Steuerungsbildschirm aufnehmen | Öffnet ein Fenster mit einer Abbildung der Anzeige auf dem Steuerungsbildschirm zu exakt diesem Moment. Kann zum Beispiel verwendet werden, um Bedienerhinweise zu erstellen |
Parameter | Beschreibung |
Kalibrierungsdatum | Datum der letzten Kalibrierung. |
Steuerungsname | Ein vom Nutzer gewählter Name der Steuerung. |
Steuerungs-ID | Eine vom Nutzer gewählte Identifikationsnummer der Steuerung. |
Stationsname | Ein benutzerdefinierter Stationsname. |
Stations-ID | Eine benutzerdefinierte Identifikationsnummer der Station. |
Linienname | Ein benutzerdefinierter Linienname. |
Linien-ID | Eine benutzerdefinierte Identifikationsnummer der Linie. |
Steuerungssprache |
|
Drehmomenteinheit | Von der Steuerung angezeigte Drehmomenteinheit.
|
Temperatureinheit | Von der Steuerung angezeigte Temperatureinheit. |
Konfiguration
Parameter | Beschreibung |
Bei OK piepen | Wenn aktiviert, piept die Steuerung, wenn eine Verschraubung OK ist. |
Bei NOK piepen | Wenn aktiviert, piept die Steuerung, wenn eine Verschraubung NOK ist. |
Piepen, wenn Charge abgeschlossen. | Wenn aktiviert, piept die Steuerung, wenn eine Charge abgeschlossen wurde. |
Piepen, wenn Batchsequenz abgeschlossen. | Wenn aktiviert, piept die Steuerung, wenn eine Batchsequenz abgeschlossen wurde. |
Piepen, wenn Prüfung abgeschlossen | QA-Parameter Wenn aktiviert, piept die Steuerung, wenn eine Prüfung abgeschlossen wurde. |
Quelle auswählen | Dieser Parameter kontrolliert, wie PSatz und Batchsequenzen gewählt und aktiviert werden.
|
Inbetriebnahmemodus | Bei Inbetriebnahme PSatz oder Batchsequenz auswählen.
|
PSatz-Nummer | Wenn PSatz im Inbetriebnahmemodus ausgewählt wird, PSatz-Nummer auswählen. |
Batchsequenznummer | Wenn die Batchsequenz im Inbetriebnahmemodus ausgewählt wird, Batchsequenznummer auswählen. |
Inbetriebnahme-Ansicht | Legt fest, welcher Bildschirm bei Inbetriebnahme gezeigt wird. |
Hintergrundbeleuchtung bei Verschraubung/Messung aktivieren | Wenn auf Ja eingestellt, leuchtet der Steuerungsbildschirm während einer Verschraubung/Messung auf. |
Bei Störung verriegeln | Dieser Parameter aktiviert ein Ereignis, wenn ein Verschraubungsfehler auftritt. Dieses Ereignis muss bestätigt werden, bevor eine neue Verschraubung beginnen kann. Die Funktion kann verwendet werden, um das System anzuhalten, beispielsweise, wenn es von einem Roboter betrieben wird. Um zu verhindern, dass Benutzer nach einer fehlerhaften Verschraubung fortfahren, sollte eine Passwortregel erstellt werden. |
Batchsequenz-Störung bestätigen | Entscheidet, ob ein physische Bestätigung der Batchsequenz-Störung erforderlich ist oder nicht. |
Grafiken speichern | Lizenzierte Funktion Entscheidet, ob alle, keine oder nur Ergebnisse mit fehlgeschlagener Verschraubung ihre jeweiligen Grafiken speichern sollen. |
Autostart Verschraubung | Startet die aktive Verschraubung in bestimmten Intervallen automatisch. |
Standby | Wenn Standby aktiviert ist, wechselt die Steuerung nach der eingestellten Zeit automatisch in den Standby-Modus. Wenn die Steuerung aus dem Standby-Modus aufwacht, ist keine Werkzeuginitialisierung notwendig. Die Steuerung wacht aus dem Standby-Modus auf, wenn eines der folgenden Eingangssignale eingeht:
|
Automatische Abschaltung | Wenn aktiviert, kann der Parameter Automatische Abschaltung konfiguriert werden. Der Benutzer kann einen Timer für das Abschalten des Akkus einstellen, wenn die Steuerung inaktiv ist. |
Werkzeuginit. Bestätigung | Legt fest, ob der Bediener/Nutzer OK drücken muss, bevor das Werkzeug mit der Initialisierung beginnt. Die Werkzeuginit. findet bei Inbetriebnahme des Systems und beim Anschließen eines Werkzeugs statt. |
Werkzeug-Rehit aktiviert | Rehit bedeutet das Anziehen einer bereits angezogenen Schraube. Diese Einstellung gibt einen Verschraubungsfehler aus, wenn das System einen Rehit erkennt. |
Stromüberwachung | Dieser Parameter vergleicht das Drehmoment vom Momentgeber mit dem eingesetzten Strom. Funktioniert nur mit MT Focus 6000 und mit Werkzeugen mit Messwertgeber: EDT MT/QMT-Serie.
|
Warnintervall | Nachdem ein eingestellter Zeitraum seit dem letzten Drehmomenttest vergangen ist, wird durch die Steuerung eine Warnung ausgelöst, dass es Zeit für einen erneuten Drehmomenttest ist. Dieses Ereignis kann gelöscht werden. |
Warnzyklus | Wenn das Werkzeug eine festgelegte Zyklenanzahl seit dem letzten Drehmomenttest erreicht hat, wird durch die Steuerung eine Warnung ausgelöst, dass es Zeit für einen erneuten Drehmomenttest ist. Dieses Ereignis kann gelöscht werden. |
Obligatorisches Intervall | Nachdem ein eingestellter Zeitraum seit dem letzten Drehmomenttest vergangen ist, wird durch die Steuerung ein Fehler ausgelöst, dass es Zeit für einen erneuten Drehmomenttest ist. Das Werkzeug wird verriegelt, bis ein IO-Drehmomenttest durchgeführt wurde. |
Obligatorische Zyklen | Wenn das Werkzeug eine festgelegte Zyklenanzahl seit dem letzten Drehmomenttest erreicht hat, wird durch die Steuerung ein Fehler ausgelöst, dass es Zeit für einen erneuten Drehmomenttest ist. Das Werkzeug wird verriegelt, bis ein IO-Drehmomenttest durchgeführt wurde. |
Netzwerkmodus | Lizenzierte Funktion.
|
IP-Adresse | Geben Sie die statische IP-Adresse der Steuerung ein. Nur verfügbar, wenn der Netzwerkmodus auf Statisch gesetzt ist. |
Subnetzmaske | Geben Sie die statische Subnetzmasken-Adresse der Steuerung ein. Nur verfügbar, wenn der Netzwerkmodus auf Statisch gesetzt ist. |
Gateway | Geben Sie die statische Gateway-Adresse der Steuerung ein. Nur verfügbar, wenn der Netzwerkmodus auf Statisch gesetzt ist. |
DNS 1 | Geben Sie die statische IP des DNS ein. |
ToolsNet | Lizenzierte Funktion. Aktivierung und Deaktivierung der Verbindung mit ToolsNet Version 8.4 und später. |
ToolsNet IP-Adresse | Lizenzierte Funktion. IP-Adresse des ToolsNet-Servers |
ToolsNet Port | Lizenzierte Funktion. Port von ToolsNet Server, 6700 ist der Standardport für alle MT Geräte. |
ToolsNet Sync. Zeit | Lizenzierte Funktion. Auswählen, ob die Steuerung die Zeit mit ToolsNet synchronisieren soll. |
Open Protocol |
|
OP-Drehmomenteinheit | Wählen Sie aus, welche Drehmomenteinheit die Steuerung für alle Drehmomentparameter über OP senden soll. Nur verfügbar, wenn Open Protocol auf Aktiviert gesetzt ist.
|
OP-Temperatureinheit | Wählen Sie aus, welche Temperatureinheit die Steuerung für alle Temperaturparameter über OP senden soll. Nur verfügbar, wenn Open Protocol auf Aktiviert gesetzt ist.
|
Akkuadapter aktiviert | Ja: Deaktiviert alle anderen RS232-Parameter und aktiviert Kompatibilität mit Akku. Nein: Deaktiviert Kompatibilität mit Akku und aktiviert andere RS232-Parameter, wie etwa Open Protocol und Scanner. |
RS232 Modus | Nur verfügbar, wenn Akkuadapter aktiviert auf Nein eingestellt ist.
|
Baudrate | Datenübertragungsrate für RS-232 |
DB bei USB-Export löschen |
|
Timeout für Bediener-ID aktiviert |
|
Timeout für Bediener-ID | Die Bediener-ID wird gelöscht, wenn die Steuerung für einen festgelegten Zeitraum untätig war. |
Messauslöser | Lizenzierte Funktion.
|
Bestätigung, wenn Prüfung abgeschlossen | Lizenzierte Funktion. Wenn Aktiviert, muss der Benutzer das Popup-Fenster mit den Prüfergebnissen bestätigen, bevor er fortfahren kann. Wenn Deaktiviert, schließt die Steuerung das Popup-Fenster automatisch, wenn eine neue Messung beginnt. |
Null Verschiebung bei OK | Lizenzierte Funktion. Falls auf Ja gesetzt, kann der Benutzer die Nullpunkt-Verschiebung des Messwertgebers durch Druck auf die OK-Taste an der Steuerung festlegen. |
QA Benutzerdefiniertes Feld Zähler | Lizenzierte Funktion. Beschreibt, wie die benutzerdefinierte Ansicht in der IAM QA-Steuerung aussehen soll. Gibt die Anzahl der Felder in der Ansicht an. |
QA Datenfeld 1-4 | Lizenzierte Funktion. Beschreibt, welche Informationen im ausgewählten Feld angezeigt werden. Mögliche Werte:
|
Systeminfo.
Parameter | Beschreibung |
Softwareversion |
|
Software-Datum | Versionsdatum der Software |
MAC-Adresse | Die MAC-Adresse der IAM. |
Seriennummer | Die Seriennummer der Steuerung. |
Lizenz-ID | Der Lizenzcode. |
Lizenzstufe | Die Lizenzstufe. |
Datum und Uhrzeit | Zeit und Datum einstellen. |
System Diag.
Parameter | Beschreibung |
Stromsensor null |
|
Momentsensor null |
|
Vakuumdruck |
Netzwerk
Parameter | Beschreibung |
Linkstatus | Status der derzeitigen Verbindung. |
DHCP | Adresse des konfigurierten DHCP. |
IP-Adresse | IP-Adresse der Steuerung. |
Subnetzmaske | Subnetzmaske. |
Gateway | IP für Gateway. |
Digital E/A und Passworteinstellungen

Digital-E/A
Eingangssignale zur Steuerung.
Parameter | Beschreibung |
E/A Wahlmodus | Legt fest, ob die E/A-Wahlstifte einen PSatz, eine Batchsequenz oder eine Bit-Selektor-Konfiguration aktivieren sollen. |
Digitaler Eingang
Eingangssignale zur Steuerung.
Parameter | Beschreibung |
Deaktiviert | Das Signal ist deaktiviert. |
Verschraubung starten | Startet eine Befestigung, startet auf positiver Flanke (Transition 0->1). |
Befestigung starten (halten) | Startet eine Befestigung, startet auf positiver Flanke (Transition 0->1). Falls das Signal während des Taktes auf Low schaltet, wird es gelöscht. |
Lösen starten | Startet ein Lösen, startet auf positiver Flanke (Transition 0->1). |
Lösen starten (halten) | Startet ein Lösen, startet auf positiver Flanke (Transition 0->1). Falls das Signal während des Taktes auf Low schaltet, wird es gelöscht. |
Betrieb stoppen | Stoppt den derzeitigen Befestigung-/Lösevorgang |
Zurücksetzen | Dieses Signal stoppt jegliche Befestigung. Falls kein Takt läuft, wird der Bildschirm von vorherigen Daten gelöscht. |
Werkzeug deaktivieren | Werkzeug in Deaktiviert-Modus schalten, es kann kein weiterer Befestigungs-/Lösungstakt anlaufen. |
Werkzeug initialisieren | Lässt das Werkzeug die erste Selbstkalibrierung anlaufen. Misst unter anderem die innere Reibung. |
Ereignis löschen | Löscht ein nichtblockierendes Controllerereignis. Dieses ist das Gleiche wie Bestätigen einer Störung/Ereignisses durch Drücken des Knopfes OK am Controller. |
Alle Ereignisse löschen | Alle aktiven (nichtblockierenden) Controllerereignisse löschen. |
Bit 0-9 auswählen | Wird zum Wählen eines PSatzes, einer Batchsequenz oder einer Bit-Selektor-Konfiguration verwendet, wenn die Quelle auf Digital E/A gestellt ist. |
Batchsequenz zurücksetzen | Neustart einer Batchsequenz. |
Batch inkrementieren | Eine Befestigung in einem Batch überspringen. |
Batch dekrementieren | Eine Befestigung in einem Batch wiederholen. |
Batch zurücksetzen | Einen Batch zurücksetzen |
Batchsequenz DI1-12 | Eingangssignale Batchsequenz. Diese Signale kontrollieren die Batchsequenzen-Eingangsereignisse. |
Standby | Controller in den Standy-Modus versetzen, um den Energieverbrauch zu senken |
Reboot | Steuerungssoftware neu booten. |
Batchsequenz inkrementieren | Einen Schritt in einer Batchsеquenz überspringen. |
Vakuum aktivieren | Aktivieren der Vakuumpumpe |
Aktivieren der Reinigung | Umgekehrter Luftstrom zur Reinigung der Rohrleitung |
Aufwecken | Controller aus dem Standby-Modus aufwecken |
Werkzeug-Orientierungslicht | LED für Orientierungslicht einschalten |
Werkzeugstatus rot | Rote LED einschalten |
Werkzeugstatus grün | Grüne LED einschalten |
Werkzeugstatus blau | Blaue LED einschalten |
Werkzeugstatus weiß | Weiße LED einschalten |
Extern überwacht 1-8 | Wird verwendet, um ein einen Eingang zu manipulieren, ohne ihn mit einer bestimmten Funktion zu verbinden. (Verwendbar für externe Protokolle, wie Open-Protokoll) |
Messung beginnen | (Lizenzierte Funktion) |
Messung beenden | (Lizenzierte Funktion) |
Messung beginnen halten | (Lizenzierte Funktion) |
Nullpunkt des Drehmomentgebers festlegen | (Lizenzierte Funktion) |
Prüfung zurücksetzen | Setzt die Prüfung zurück. |
Digitaler Ausgang
Ausgangssignale von der Steuerung.
Parameter | Beschreibung |
Deaktiviert | Das Signal ist deaktiviert. |
Bereit | Der Controller ist für die Befestigung bereit. |
Aktiv | Der Ausgang ist aktiv, wenn das Werkzeug läuft, entweder durch einen Befestigungs- oder Löseprozess. |
Fehler | Es liegt eine Störung vor. |
Verschraubung i.O. | Das Befestigungprogramm wurde erfolgreich beendet. Das Signal ist inaktiv solange die Sequenz läuft. |
Verschraubung n.i.O. | Das Befestigungprogramm wurde nicht erfolgreich beendet. Das Signal ist inaktiv solange die Sequenz läuft. |
Batch fertig | Der Batchschritt wurde fertiggestellt. |
Aktives Ereignis | Es liegt ein Ereignis vor. |
Ereignis Blockierung | Ein Ereignis verhindert den Betrieb |
Löschbares Ereignis | Setzen, wenn ein Ereignis bestätigt werden kann. |
Werkzeug wird initialisiert | Zeigt die initiale Selbstkalibrierung des Werkzeuges an. |
Werkzeug gesperrt | Zeigt ein deaktiviertes Werkzeug an. |
Vakuumpumpe | Zeigt den Status der Vakuumpumpe an. |
Startsignal | Der Ausgang ist aktiv, während der Starthebel am Werkzeug gedrückt wird. |
Lösesignal | Der Ausgang ist aktiv, während der Rückwärtslaufhebel am Werkzeug gedrückt wird. |
Drücken um Signal zu starten | Der Ausgang ist aktiv, während der Werkzeugbitschalter gedrückt wird. |
Batchsequenz DO1-8 | Batchsequenz-Ausgangssignal. Diese Signale werden von Batchsequenz-Ausgangsereignissen kontrolliert. |
Batchsequenz abgeschlossen | Eine Batchsequenz wurde erfolgreich beendet. |
Batchsequenz Störung | Gibt an, ob ein Batchsequenzfehler ausgelöst wurde. |
Batch-Fehler | Charge ist fehlgeschlagen und wurde abgebrochen |
Standby aktiv | Der Controller befindet sich im Standby-Modus |
Schraube nicht ausgerichtet | Grenzwert für ‚Schraube nicht ausgerichtet‘ wurde überschritten. Schraube wurde aufgenommen, ist aber nicht am Bit ausgerichtet. |
Schraube ausgerichtet | Grenzwert für ‚Schraube ausgerichtet‘ wurde überschritten. Schraube ist am Bit ausgerichtet. |
Extern überwacht 1-10 | Wird verwendet, um ein einen Ausgang zu manipulieren, ohne ihn mit einer bestimmten Funktion zu verbinden. (Verwendbar für externe Protokolle, wie Open-Protokoll) |
Vakuumreinigung | Funktion Vakuumreinigung ist aktiv |
Vakuumpumpe verbunden | Prüft, ob Vakuumpumpe MT (8432 0854 00) angeschlossen ist. Damit dieses Signal funktioniert, muss MTF6000 Revision C oder eine neuere Version besitzen. |
Messung IO | (Lizenzierte Funktion) |
Messung NIO. | (Lizenzierte Funktion) |
Prüfung abgeschlossen | Signal geht auf High, wenn die Prüfung abgeschlossen ist. |
Prüfung aktiv | Signal geht auf High, wenn eine Prüfung aktiv ist. |
Service erforderlich | Werkzeug oder Messwertgeber ist bereit für Service. |
Akku angeschlossen | Akku ist an Steuerung angeschlossen. |
Akkuspannung niedrig | Die Akkuladung liegt unter 20 %. |
Prüfung IO | Die Prüfung war erfolgreich. |
Prüfung NIO | Die Prüfung ist fehlgeschlagen. |
Bit 0-3 entsperren | Zeigt an, welches Bit beim Batchsequenz-Ereignisschritt Bit-Selektor ausgewählt werden soll. (Berechnung binär) |
Drehmomentprüfung erforderlich | Informiert darüber, wann eine Drehmomentprüfung erforderlich ist. |
Drehung im Uhrzeigersinn | Das Signal schlägt nach oben aus, wenn sich das Werkzeug im Uhrzeigersinn dreht (Verschraubung). |
Drehung entgegen dem Uhrzeigersinn | Das Signal schlägt nach oben aus, wenn sich das Werkzeug entgegen dem Uhrzeigersinn dreht (Lösevorgang). |
Ausgangsignalmodus
Verfolgung - reagiert auf Änderungen.
Bis zur nächsten Verschraubung - ist aktiv, bis die nächste Verschraubung startet.
Dauer - ist für die eingestellte Zeit aktiv.
Passwort
Dies ist eine lizenzierte Funktion. Für IAM QA nicht verfügbar.
Das flexible Passwortsystem ermöglicht Sonderlösungen für den Zugang des Bedieners. Techniker und Vorarbeiter haben die Option in das System über Passwörter oder Login über Scanner, z.B. Barcode oder RFID einzusehen.
Wenn keine Passwörter konfiguriert wurden, ermöglicht die Kein Passwort-Konfiguration Zugang zu allen Funktionen.
Wenn die Passwortkonfiguration vom IAM MT entfernt wird, erstellt der Controller eine neue Passwortdatei, in der alle Stufen eingeschränkt sind.
Es gibt verschiedene Möglichkeiten, sich am Controller an- und abzumelden:
Einen PIN-Code eingeben, um sich anzumelden, wenn ein Vorhängeschlosssymbol angezeigt wird.
Einen Barcode oder einen RFID-Tag scannen. Einmal den Tag zum Anmelden scannen, noch einmal scannen, um sich abzumelden.
Die OK Taste drücken.
PIN-Code
Ein Schlosssymbol informiert über eine limitierte Funktion. Den PIN-Code eingeben, um die Funktion zu entsperren.
Scanner Anmeldung
Für einen Login mit einem Barcode oder einem RFID Tag muss eine Identifier Regel erstellt werden. Diese Regel enthält eine Aktion für die Anmeldung, dann wird die Zugangsstufe eingegeben.
Ein Scan des Codes führt die Anmeldung durch, ein zweites Scannen logged die Passwortstufe aus.
Passworteinstellungen
Allgemeine Einstellungen
Parameter | Beschreibung |
Automatische Logout-Zeit | Zeit bevor der User automatisch vom Controller abgemeldet wird. |
Steuerung
Über die Controller Tabelle werden Zugangsrechte eingestellt.
Der vierstellige PIN-Code wird im Kästchen unter der Nutzernummer eingefügt. Es ist ebenfalls möglich, das Passwort für eine Ebene zu deaktivieren, indem das Kontrollkästchen Pin aktiviert über dem Passwort deaktiviert wird.
Parameter | Beschreibung |
Menüzugang | Zugang in das Systemmenü im Controller. |
Ansicht ändern | Zwischen Ergebnisansichten wechseln. |
PSatz wählen | Pset vom Controller wählen. |
Batchsequenz wählen | Batchsequenz vom Controller auswählen. |
Befestigungsfehler zurücksetzen | Befestigungsfehler bestätigen. |
Batchsequenz Störung zurücksetzen | Batchsequenzfehler zurücksetzen. |
Batchsequenz abbrechen | Eine Batchsequenz zurücksetzen. |
Batchsequenz inkrementieren/dekrementieren | Batchsequenz schrittzähler erhöhen oder verringern. |
Batch inkrementieren/dekrementieren | Den Batchzähler erhöhen oder verringern. |
Schnellprogrammmierung | Zugang zu Quick Programming. |
Quelle auswählen | Quelle wählen ändern |
Werkzeugsteuerung | Werkzeug starten/anhalten |
Einstellungen importieren | Controllereinstellungen importieren (Controller Parameter, Pset, Batchsequenzen, Identifiers und E/A Einstellungen) über einen USB Flash Drive. |
Software importieren | Software aktualisieren. |
Einstellungen exportieren | Controllereinstellungen exportieren (Controller Parameter, Pset, Batchsequenzen, Identifiers und E/A Einstellungen) auf einen USB Flash Drive. |
Ergebnisse exportieren | Ergebnisse in einer CSV-Datei auf ein USB-Flash-Laufwerk exportieren. |
Grafiken exportieren | Grafiken auf ein USB-Flash-Laufwerk exportieren. |
Alle exportieren | Alles auf ein USB-Flash-Laufwerk exportieren. |
Software exportieren | Software auf ein USB-Flash-Laufwerk exportieren. |
Ereignis exportieren | Ereignis auf ein USB-Flash-Laufwerk exportieren. |
Steuerungsinformationen | Zugang zum Controller Informationsmenü |
Werkzeuginformationen | Zugang zum Werkzeug Informationsmenü |
Akku-Informationen | Zugang zum Akku-Informationsmenü. |
Verbindungsinformationen | Zugang zum Verbindungsmenü. |
IP-Konfiguration | Zugang zum IP Konfigurationsmenü |
ToolsNet-Konfiguration | Zugang zum ToolsNet Konfigurationsmenü |
Digital-E/A | Zugang zum Menü Digitale E/A-Informationen. |
Feldbus

Diese Funktion bietet die Möglichkeit, die Steuerung in Verbindung mit Fieldbus Carrier MT, von einer externen Quelle (z.B. einer SPS) aus zu steuern.
Fieldbus Carrier MT funktioniert nur, wenn das interne Anybus-Modul unterstützt wird. Es werden nur mit einer einzigartigen Provider-ID von Atlas Copco kodierte Module unterstützt. Diese können nur von Atlas Copco erworben werden. Wird das Modul von Atlas Copco gekauft, so verfügt es über die korrekte Provider-ID. Momentan werden nur die folgenden Module unterstützt:
Anybus M40 PROFINET Modul 8432085320 (Firmware v1.40.01) ab MTF6000 Firmware 1.12
Anybus M40 EtherCAT-Modul 8432085310 (Firmware v2.15.1) ab MTF6000 Firmware 1.16
Anybus M40 EtherNet/IP-Modul 8432085330 (Firmware v1.43.2) ab MTF6000 Firmware 1.16
Der Fieldbus Carrier MT wird über das Feldbus-Kabel mit der MTF6000-Steuerung verbunden und über das Ethernet-Kabel vom Feldbus-Modul mit der SPS.
Allgemeine Fieldbus Carrier MT-Codes für die NS LED im Anybus PROFINET-Module sind:
Aus = Offline
Grün = Online (AKTIV)
Rot, blinkt 1x = Stationsname Fehler
Rot, blinkt 2x = IP-Adresse Fehler
Rot, blinkt 3x = Konfigurationsfehler
Allgemeine Fieldbus Carrier MT-Codes für die ERR LED im Anybus EtherCAT-Modul sind:
Aus = Kein Fehler
Rot, blinkend = Ungültige Konfiguration
Rot, blinkt 1x = Unerwünschte Statusänderung
Rot, blinkt 2x = Sync Manager Watchdog Timeout
Allgemeine Fieldbus Carrier MT-Codes für die MS LED im Anybus-Modul EtherNet/IP:
Aus = Keine Stromversorgung
Grün = Von einem Scanner im Betriebsstatus gesteuert und, wenn CIP-Synchronisation aktiviert ist, Zeit wird mit einer Referenzzeitquelle synchronisiert
Grün, blinkend = Nicht konfiguriert, Scanner im Ruhezustand, oder, wenn CIP-Synchronisation aktiviert ist, Zeit wird mit einer Referenzzeitquelle synchronisiert
Rot = Schwerwiegender Fehler (AUSNAHME-Status, SCHWERER Fehler usw.)
Rot, blinkend = Behebbare(r) Fehler. Modul ist konfiguriert, die gespeicherten Parameter weichen jedoch von den aktuell verwendeten Parametern ab.
Einstellungen
Parameter | Beschreibung |
|---|---|
Feldbustyp | Der Typ der zu ladenden Feldbuseinstellungen. Der Typ muss mit dem Modul im Fieldbus Carrier MT übereinstimmen. Support für PROFINET ab Version 1.12.0 sowie EtherCAT und EtherNet/IP ab Version 1.16.0. |
Belegungsgröße | Anzahl der Bytes, die von der/zur Steuerung übertragen werden. Der Wert hängt von der Richtungsauswahl in den Zuordnungseinstellungen ab (zur Steuerung/von der Steuerung). |
Werkzeugstopp bei offline | Wenn Ja ausgewählt, wird das Werkzeug deaktiviert, wenn die Feldbusverbindung offline ist. |
Tatsächlich festgelegte Werte
Parameter | Beschreibung |
|---|---|
Status | Gibt den Status des Fieldbus Carrier MT an:
Kommunikation zwischen Fieldbus Carrier MT und SPS ist nur im Status Aktiv verfügbar. |
DHCP aktiviert | Gibt an, ob eine DHCP-Konfiguration gespeichert ist. (PROFINET, EtherNet/IP) |
IP-Adresse | Gibt die IP-Adresse an. (PROFINET, EtherNet/IP) |
Subnetzmaske | Gibt die Subnetzmaske an. (PROFINET, EtherNet/IP) |
Standard-Gateway | Gibt die Gateway-IP-Adresse an. (PROFINET, EtherNet/IP) |
Stationsname | Gibt den Stationsnamen an. (PROFINET) |
Geräte-ID | Gibt die Bezeichner-Nummer des Geräts an. (EtherCAT) |
Aktualisierung des Intervalls | Gibt an, wie oft die Feldbus-Prozessdaten intern aktualisiert werden. |
Zuordnungseinstellungen
Wählen Sie die Registerkarte An Steuerung oder Von Steuerung.
Wählen Sie Hinzufügen.
Das Dialogfenster Signalkonfiguration erstellen wird geöffnet.
Wählen Sie auf den Namen eines Elements in der Liste, um dieses Element auszuwählen.
Legen Sie die Startposition des Eintrags fest, indem Sie die Nummer des Byte eingeben, in dem sich das niedrigstwertige Bit befinden soll.
Legen Sie die Startposition des Eintrags fest, indem Sie das Bit eingeben, in dem sich das niedrigstwertige Bit befinden soll.
Legen Sie die Länge des Eintrags mit der Anzahl der Bits fest.
Wählen Sie Hinzufügen.
Wiederholen Sie die obigen Schritte für jeden hinzuzufügenden Eintrag.
Öffnen der Parameterkonfiguration
Doppelklicken Sie auf einen Parameter, um die Konfiguration zu öffnen. Oder markieren Sie das Kontrollkästchen  für den Eintrag und wählen Sie dann ÖFFNEN.
für den Eintrag und wählen Sie dann ÖFFNEN.
Löschen einer Parameterkonfiguration
Markieren Sie das Kontrollkästchen
für den Eintrag.Halten Sie für die Auswahl mehrerer Einträge die Taste Strg auf Ihrer Tastatur gedrückt.
Wählen Sie LÖSCHEN oder drücken Sie die Taste Entf auf Ihrer Tastatur.
Verschieben von Parametern
Sie können Parameter durch Ziehen und Ablegen in der Feldbuszuordnung verschieben. Die Stelle, an der der Parameter abgelegt wird, gibt die Startposition des Parameters an.
Wenn ein Parameter eine Größe von 1 (oder mehr) Byte hat, wird die Startposition auf Bit 0 gesetzt, unabhängig davon, an welcher Bitposition der Parameter abgelegt wird.
Wenn sich Parameter überlappen, werden die Parameter in beiden Tabellen rot markiert.
Speichern ist nur möglich, wenn alle Fehler in den Parameterlisten behoben worden sind. Wenn bereits ein Fehler aufgetreten ist, können keine weiteren Fehler erzeugt werden. Zuerst muss dieser Konflikt gelöst werden.
Datenformat
Allgemeine Beschreibung des Datenformats für in den Zuordnungseinstellungen verwendete Parameter.
Datentyp (ToolsTalk MT) | Datenlänge (Bits) | Datendarstellung | Byte-Anordnung |
|---|---|---|---|
Boolesche Instanz | 1 | EtherCAT: 1 BIT PROFINET: 1 Bit in einem UNSIGNED8 (Generisches Datenmodul) EtherNet/IP: 1 Bit in einem BYTE | - |
Boolesche Instanz | 8 | Array von 8 Booleschen Instanzen EtherCAT: BITARR8 PROFINET: UNSIGNED8 EtherNet/IP: BYTE | - |
Vorzeichenlos | 8 | Vorzeichenlose Ganzzahl, 8 Bits (UNSIGNED8, USINT) | - |
Vorzeichenlos | 16 | Vorzeichenlose Ganzzahl, 16 Bits (UNSIGNED16, UINT) | EtherCAT/EtherNet/IP: Little-Endian (LSB zuerst) PROFINET: Big-Endian (MSB zuerst) |
Vorzeichenlos | 32 | Vorzeichenlose Ganzzahl, 32 Bits (UNSIGNED32, UDINT) | EtherCAT/EtherNet/IP: Little-Endian (LSB zuerst) PROFINET: Big-Endian (MSB zuerst) |
Integer | 8 | Vorzeichenbehaftete Ganzzahl, 8 Bits (INTEGER8, SINT) | - |
Integer | 16 | Vorzeichenbehaftete Ganzzahl, 16 Bits (INTEGER16, INT) | EtherCAT/EtherNet/IP: Little-Endian (LSB zuerst) PROFINET: Big-Endian (MSB zuerst) |
Integer | 32 | Vorzeichenbehaftete Ganzzahl, 32 Bits (INTEGER32, DINT) | EtherCAT/EtherNet/IP: Little-Endian (LSB zuerst) PROFINET: Big-Endian (MSB zuerst) |
Fließkomma | 32 | Gleitkommazahl, 32 Bits (FLOAT32, REAL) IEEE 754 Format für binäre Gleitkommazahlen mit einfacher Präzision; 1 Vorzeichen-Bit, 8 Exponenten-Bits, 23 gebrochene Bits, s eeeeeeee fffffff ffffffff fffffffff | EtherCAT/EtherNet/IP: Little-Endian (LSB zuerst) PROFINET: Big-Endian (MSB zuerst) |
String | 1..n | UTF-8-kodierter String mit einem Array mit vordefinierter Größe (Anzahl von Bytes). EtherCAT: UNSIGNED8 array PROFINET: UNSIGNED8 array EtherNet/IP: BYTE-Array | - |
Siehe Spezifikationen für Feldbusparameter in den Referenzen für eine detaillierte Beschreibung der verfügbaren Parameter.
SPS-Konfiguration (PROFINET)
Die Modulkonfiguration in der SPS muss mit der Parameterkonfiguration der MTF6000 übereinstimmen. Beachten Sie Folgendes, wenn Sie die Modulkonfiguration in der SPS manuell vornehmen:
Alle Parameter An Steuerung (Ausgang an SPS) müssen vor dem ersten Parameter Von Steuerung (Eingang an SPS) konfiguriert werden.
Jedes Byte, das aus Einzelbit-Parametern (Länge = 1) besteht, muss in der SPS im Modul Generische Daten konfiguriert werden. Einzelbit-Module werden vom PROFINET-Protokoll nicht unterstützt, daher müssen Sie als Benutzer die Übersicht über alle Generische Daten-Module behalten. Verwenden Sie anstelle von Einzelbit-Parametern besser Module, die aus Bitparametergruppen bestehen (z.B. IF 1 - IF 8), da alle Einzelbit-Parameter auch in einem Gruppenparameter vorhanden sind.
Allen Bytes, die in der MTF6000-Konfiguration leer sind, müssen in der SPS-Konfiguration Leere Daten-Module zugeordnet sein. Es gibt Leere Daten-Module in den Größen 1/2/4/8/16/32/64/128 Bytes. Füllen Sie den leeren Bereich, beginnend mit den Modulen mit den meisten Bytes, nach Größe absteigend, bis der Leerbereich zum Schluss mit Leere Daten-Modulen aufgefüllt wird. Vermeiden Sie unnötige Leerbereiche in der Konfiguration, da diese die Leistung beeinträchtigen.
Netzwerkeinstellungen
Die Netzwerkeinstellungen können unterschiedlich konfiguriert werden, abhängig davon, welcher Feldbustyp verwendet wird. In der oberen rechten Ecke erscheint eine Schaltfläche, wenn eine Konfiguration verfügbar ist.
EtherCAT
Parameter | Beschreibung |
|---|---|
Geräte-ID | Identifikationsnummer für das EtherCAT-Modul. |
PROFINET
Konfiguration der Netzwerkeinstellungen ist für PROFINET nicht verfügbar, die Einstellungen können nur über externe Konfigurationstools konfiguriert werden.
EtherNet/IP
Parameter | Beschreibung |
|---|---|
Netzwerkmodus | Statische IP oder DHCP konfigurieren |
IP-Adresse | IP-Adresse konfigurieren, wenn Netzwerkmodus auf Statisch gesetzt ist. |
Subnetzmaske | Subnetzmaske konfigurieren, wenn Netzwerkmodus auf Statisch gesetzt ist. |
Standard-Gateway | Standard-Gateway konfigurieren, wenn Netzwerkmodus auf Statisch gesetzt ist. |
Beschreibung herunterladen
Diese Schaltfläche befindet sich in der oberen rechten Ecke und kann verwendet werden, um eine Beschreibungsdatei (ESI, GSDML, EDS, etc.) der Steuerung für den aktuell verwendeten Feldbustyp herunterzuladen.
Feldbus-Diagnose
Diagnose-Modus aktivieren/deaktivieren
Drücken Sie zum Aktivieren des Diagnose-Modus einfach auf die Schaltfläche Diagnose-Modus aktiviert in der oberen rechten Ecke.
Der Diagnose-Modus verfügt über zwei untergeordnete Modi:
Erzwungen - wird zur Manipulation und zum Senden eines bestimmten Werts an die SPS verwendet.
Überwachung - zeigt den Inhalt des Parameters in Echtzeit an.
Um den Diagnose-Modus zu verlassen, drücken Sie die Schaltfläche erneut (nun mit der Bezeichnung Diagnose-Modus deaktivieren).
In der Listentabelle wird jedem Parameter ein neuer Reiter mit dem Namen Diagnose hinzugefügt. Diese Spalte zeigt den Wert des Parameters an. Parameter können als Text oder als Signal angezeigt werden. Signale werden als Optionsschaltflächen angezeigt. Ist die Optionsschaltfläche markiert, so bedeutet dies, dass das Signal aktiv ist, anderenfalls ist das Signal inaktiv.
Im erzwungenen Modus verfügen die Signale über zwei Optionsschaltflächen. Ein und Aus, wobei Ein bedeutet, dass das Signal aktiv ist, und Aus, dass das Signal inaktiv ist.
Überwachungsmodus
Wählen Sie die Optionsschaltfläche Überwachung aus.
Es werden alle Parameter in der Spalte Diagnose angezeigt.
Drücken Sie auf das schwarze Dreieck in der Spalte Diagnose, um die kombinierten Parameter auszuklappen und das Signal für jedes Bit anzuzeigen.
Erzwungener Modus
Wählen Sie die Optionsschaltfläche Erzwingen aus (nur verfügbar, wenn Daten von der Steuerung gesendet werden).
Geben Sie die Werte der Parameter ein, die zu einem bestimmten Wert gezwungen werden sollen, und drücken Sie Frame senden.
Sie müssen auf Frame senden drücken, um die geänderten Werte an die SPS zu senden. Die Werte werden nicht automatisch an die SPS gesendet, nur weil ein Parameterwert eingegeben wurde.
Netzwerkaktualisierung
Machen Sie im Menü Verbindungen verwalten einen Doppelklick auf Netzwerkaktualisierung, um die Netzwerkaktualisierungssitzung zu starten.
Wählen Sie Liste speichern, um eine Vorlage zu erhalten. Dies gilt auch dann, wenn die Liste leer ist.
Tragen Sie die richtigen Angaben zum Controller in die Vorlage ein:
Seriennummer des Controllers (optional)
Name des Controllers (optional)
IP-Adresse
Firmwareversion (optional)
Die optionalen Angaben zum Controller werden von TTMT vom Controller abrufen, sofern eine Verbindung hergestellt werden konnte.
Liste speichern
Speichert die eingegebenen Controller in einer csv-Liste, die durch Reiter untergliedert ist. TTMT kann sowohl durch „;“ als auch durch Reiter untergliederte Listen lesen.
Sollten keine Controller hinzugefügt worden sein, wird über die Option Liste speichern eine Vorlage mit korrekten Überschriften erstellt, die extern ausgefüllt werden kann.
Liste laden
Lädt eine csv-Datei in TTMT und stellt alle Controller in einer Liste dar.
Verbindung prüfen
Prüft die Verbindungen aller Controller in der Liste und stellt fest, ob die jeweiligen Controller im Netzwerk aktiv sind.
Status | Beschreibung | |
|---|---|---|
| Unbekannt | Die Verbindung ist noch nicht geprüft worden. |
| Verbindungsfehler | Es konnte keine Verbindung zum Controller hergestellt werden |
| Verbindung erfolgreich | Der Controller ist aktiv und steht im Netzwerk zur Verfügung. |
| Verbinden | Die Verbindung wird geprüft. |




Programm aktualisieren
Funktioniert nur bei Controllern, die für Verschraubungsvorgänge eingesetzt werden.
Speichern Sie eine Netzwerkaktualisierungsdatei (*.mtpm).
Öffnen Sie das gewünschte Setup in TTMT.
Öffnen Sie den Reiter Verbindungen verwalten.
Wählen Sie Speichern.
Stellen Sie bei Speichern als Typ die Option Massenaktualisierungsdatei (*.mtpm) ein.
Spielen Sie die neuen Konfigurationen auf mehrere Controller auf.
Wählen Sie die gewünschte *.mtpm-Datei aus.
Wählen Sie Öffnen aus.
Status | Beschreibung | |
|---|---|---|
| Unbekannt | Die Verbindung ist noch nicht geprüft worden. |
| Fehler |
|
| IO | Erfolgreiche Programmaktualisierung. |
| Läuft |
|
Bei einer Verwendung der Funktion „Netzwerkaktualisierung“ werden alle bestehenden Pset, Batchsequenzen und Kennungen von TTMT gelöscht und überschrieben.
Firmware aktualisieren
Gehen Sie auf FIRMWAREUPDATE und wählen Sie eine .fw-Datei aus, um die ausgewählte Firmware auf ALLE in der Liste stehenden Controller aufzuspielen.
Status | Beschreibung | |
|---|---|---|
| Unbekannt | Die Verbindung ist noch nicht geprüft worden. |
| Fehler |
|
| IO | Aktualisierung der Firmware war erfolgreich. |
| Läuft |
|
Sie benötigen mindestens die Version 3.2, damit die Netzwerkaktualisierung funktioniert
Hinzufügen
Geben Sie eine IP-Adresse ein, um einen Controller zur Liste hinzuzufügen.
TTMT wird nach dem Hinzufügen der IP-Adresse automatisch eine Verbindungsprüfung starten.
Öffnen
Die Verbindung eines bestimmten Controllers wird geprüft.
Löschen
Der Controller wird von der Liste entfernt.
Störungshilfe
Falscher Auslöseimpuls bei beschädigtem Gewindefehler
Ursache: Nicht durchgehende selbstschneidende Verbindungen können nach Abschluss der Selbstschraubphase und bis zum Erreichen des Schraubenkopfes durch abnehmendes Drehmoment zu falsch beschädigten Gewindefehlern führen.
Lösung: Der beschädigte Gewindealgorithmus funktioniert bei solchen Verbindungen nicht korrekt. Wir empfehlen Ihnen daher, den Parameter Erkennung beschädigter Gewinde auf Deaktiviert zu setzen.
Falscher Auslöseimpuls bei Rückstellung
Ursache: Die Rückstellung wird ausgelöst, wenn der Controller erkennt, dass die Schraube zu Beginn des Anziehens bereits ein gewisses Drehmoment besitzt.
Wenn die Schraube mit viel Seitenlast in das Gelenk eingeführt wird, kann der Rückstellungs-Algorithmus fälschlicherweise den Rückstellungs-Fehler auslösen, da das Drehmoment beim Anfahren viel höher ist.
Lösung: Versuchen Sie, das Werkzeug zu stabilisieren und Seitenkräfte zu vermeiden. Wenn die Seitenlasten jedoch notwendig sind, dann empfehlen wir Ihnen, den Parameter für die Werkzeugrückstellung auf Nein zu setzen.
Falscher Sitzplatz
Ursache: Ein falscher Sitzplatz wird in der Regel durch eine falsche Einstellung verursacht.
Der Sitzplatz kann zu Beginn eines Anziehens fälschlicherweise ausgelöst werden, wenn das Werkzeug schnell von Null auf Start geht, um mit dem Aufbau eines Drehmoments zu beginnen, was dazu führt, dass der Gradientennadel sich verformt und somit fälschlicherweise eine Sitzerkennung auslöst.
Falsche Sitzverschiebung und Gradientenauslöser können dazu führen, dass der Sitzpunkt unangebracht erscheint.
Eine niedrige Drehzahl kann dazu führen, dass das Steigungsmoment nicht mehr lesbar ist. (Genau wie beim Fahrradfahren, je langsamer Sie treten, desto mehr werden Sie schwanken, und je schneller Sie die Geschwindigkeit erhöhen, desto gerader wird der Weg).
Lösung:
Wenn der Sitz zu Beginn des Anziehens ausgelöst wird, müssen Sie zuerst einen Winkel- oder Gewinderückschritt von 100° vor dem TSM- oder SCS-Schritt hinzufügen, um die Steigungsspitze am Anfang zu überwinden.
Wenn der Sitzplatz gerade nicht korrekt ist, kann es sein, dass die Einstellung falsch ist. So richten Sie die Strategie richtig ein:
Erstellen Sie eine zweistufige Verschraubung:
Stufe 1: Winkelsteigung (oder Gewindeeingriffs) von 100°.
Stufe 2: TSM/SCS.
Stellen Sie das gewünschte Ziel ein und ziehen Sie fest.
Öffnen Sie die Verschraubungskurve in der Analyse.
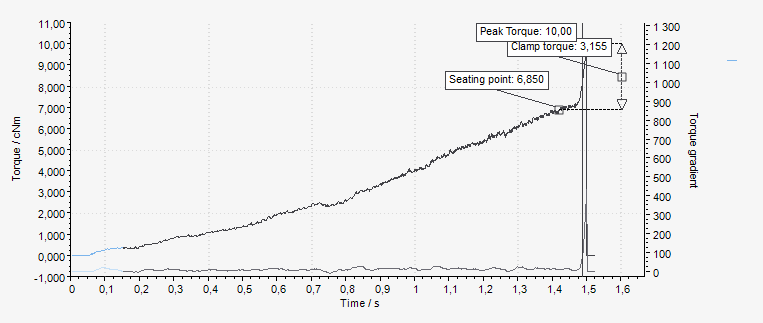
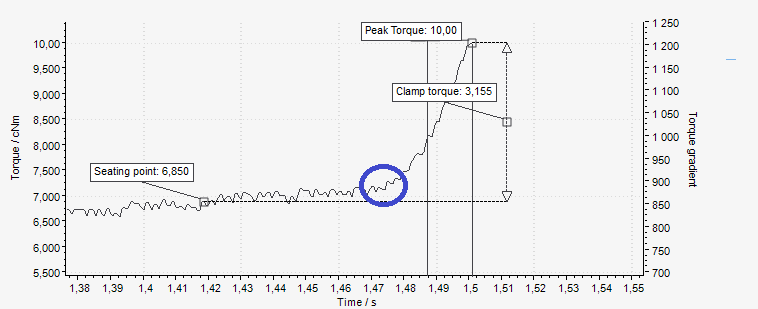
Überprüfen Sie den Gradienten-Auslösepunkt. Der Auslösepunkt sollte etwa zur Hälfte des Klemmmoments ausgelöst werden. Diese Grenze basiert auf dem Drehmomentgradienten. Wenn der Auslösepunkt nicht in Ordnung ist, erhöhen/verringern Sie ihn entsprechend das Anziehungsmoment. Wiederholen Sie das Anziehen, bis der Gradienten-Auslösepunkt in Ordnung ist.
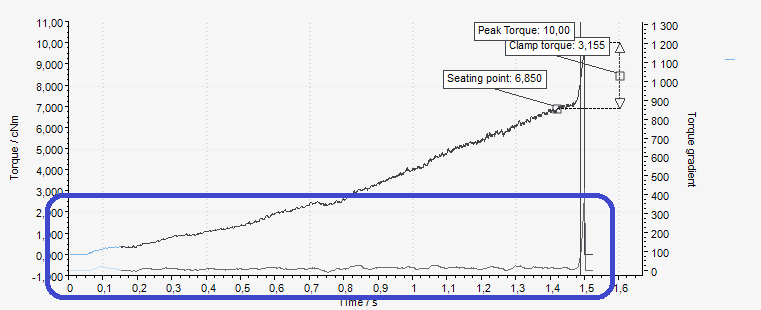
Ändern Sie den Sitz der Winkelverschiebung:
Wenn der Sitzpunkt ausgelöst wird vor dem richtigen Sitzpunkt sollte der Parameter Sitzwinkelverschiebung verringert werden.
Wenn der Sitzpunkt ausgelöst wird nach dem richtigen Sitzpunkt sollte der Parameter Sitzwinkelverschiebung erhöht werden.
Im obigen Beispiel wurde der Sitzpunkt vor dem richtigen Sitzplatz ausgelöst. Daher sollte die Sitzwinkelverschiebung verringert werden.
Ziehen Sie die Sitzwinkelverstellung erneut an und korrigieren Sie sie, bis sie auf den richtigen Sitzpunkt eingestellt ist.
Wenn zu Beginn des Schrittes immer noch der Sitz ausgelöst wird, auch wenn ein Winkel-/Gewinderückschritt von 100° vor ihm liegt, kann die Geschwindigkeit zu niedrig sein. Wenn die Steigung nicht korrekt ist, erhöhen Sie die Geschwindigkeit und versuchen Sie es erneut.
Die Kurve erhält einen Einfall und verliert das Drehmoment in der Mitte des Anzuges.
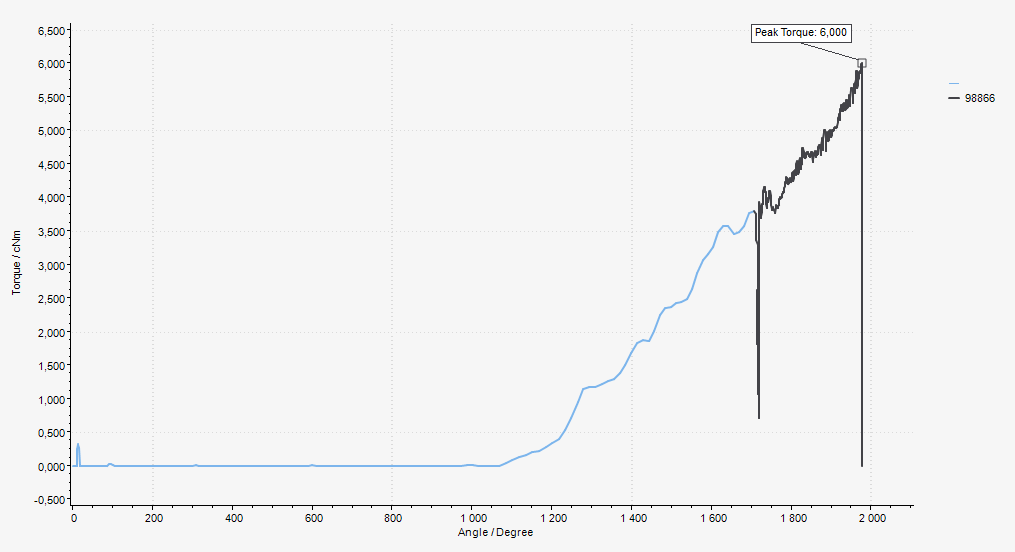
Ursache: Dies liegt daran, dass der Winkelschritt vor der Drehmomentstufe beginnt, die Schraube anzuziehen. Der "Einfall" tritt auf, wenn das Werkzeug von einer sehr hohen Drehzahl zu einer niedrigeren Drehzahl übergeht und dabei ein Drehmoment aufbaut.
Lösung: Der Winkelschritt, der als Rundung verwendet wird, sollte immer enden, bevor die Schraube ihren Sitz findet.
Um diese Art von Verschraubungen zu vermeiden, muss der Zielwinkel so weit abgesenkt werden, dass er den Sitzpunkt nicht überschreitet.
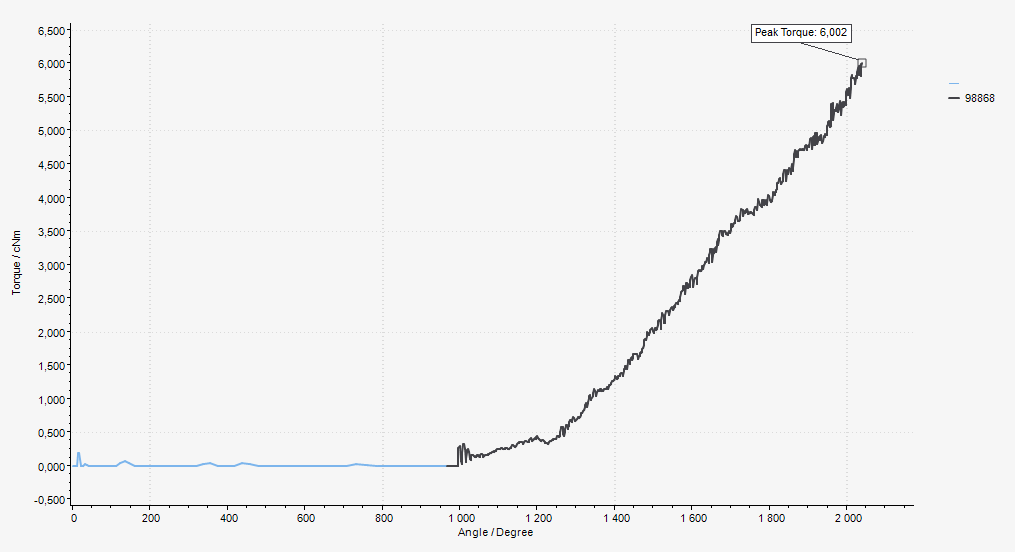
Diese Anziehung ist die gleiche wie oben, nur dass der Winkelschritt einen niedrigeren Zielwinkel hat und stoppt, bevor die Schraube ihren Sitz findet. Jetzt ist der Einfall behoben.
Verbindung zu ToolsNet 8 kann nicht hergestellt werden.
Ursache: Es kann verschiedene Gründe dafür geben, warum der MTF6000-Controller keine Verbindung zu ToolsNet 8 herstellt, aber die häufigste ist eine falsche Einstellung der Netzwerkeinstellungen.
Lösung:
Vergewissern Sie sich, dass die IP-Adresse des ToolsNet mit der IP-Adresse des ToolsNet-8-Servers übereinstimmt.
Vergewissern Sie sich, dass die IP-Adresse des Controllers nicht mit der IP-Adresse des ToolsNet übereinstimmt.
Vergewissern Sie sich, dass die IP-Adresse des Controllers eindeutig ist.
Überprüfen Sie, ob die Subnetzmaske korrekt ist.
Überprüfen Sie, ob die IP-Adresse des Gateways korrekt ist.
Überprüfen Sie, ob der ToolsNet-Anschluss korrekt ist. ToolsNet 8 verwendet den Port 6700 als Standard für MTF6000.
Vergewissern Sie sich, dass sich der Controller und der ToolsNet 8-Server im selben Netzwerk befinden.
Um das zu testen, gehen Sie wie folgt vor:
Öffnen Sie die Eingabeaufforderung (Windows Start drücken -> "cmd" eingeben).
Schreiben Sie "ping xxx.xxx.xxx.xxx" (wobei xxx.xxx.xxx.xxx die IP-Adresse des Controllers ist).
Überprüfen Sie die Antwort.
Schreiben Sie "ping yyy.yyy.yyy.yyy" (wobei yyy.yyy.yyy.yyy die IP-Adresse des ToolsNet-Server ist).
Überprüfen Sie die Antwort.
Die folgende Antwort zeigt ein Beispiel für einen erfolgreichen Zugriff:
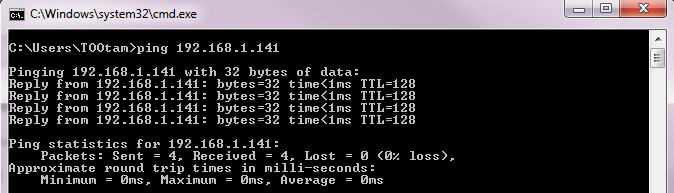
Wenn auf den Controller und den ToolsNet-Server zugegriffen werden kann, liegt das Problem nicht in den Netzwerkeinstellungen, sondern in den Diensten von ToolsNet 8.
Die folgenden Dienste müssen für ToolsNet 8 laufen, um mit dem MTF6000 kommunizieren zu können:
Lizenz-Server
Datenerfassungsservice
Protocol interface module (Protokollschnittstellen-Modul)
Internet information services (Internet-Informationsdienste)
Datenkommunikationsservices
Diese Antwort wird angezeigt, wenn auf den Controller nicht zugegriffen werden kann:

Wenn auf den Controller nicht zugegriffen werden kann, liegt das Problem im Netzwerk-Setup.
Überprüfen Sie nochmals, ob der Controller mit dem gleichen Netzwerk wie der ToolsNet 8-Server verbunden ist und ob IP, Maske und Gateway korrekt sind.
Referenzen
Ereigniscodes
Fehlercode | Fehlerinformation | Anweisung |
|---|---|---|
101 | Supply voltage exceeded | Stromversorgung prüfen. |
102 | Versorgungsspannung zu niedrig | Stromversorgung prüfen. |
103 | Intern 24 V überschritten | Externe Ausrüstung trennen. |
104 | Intern 24V zu niedrig | Externe Ausrüstung trennen. |
105 | Intern 12V überschritten | Werkzeug trennen falls verbunden. |
106 | Intern 12V zu niedrig | Werkzeug trennen falls verbunden. |
107 | Intern 5V überschritten | Werkzeug trennen falls verbunden. |
108 | Intern 5V zu niedrig | Werkzeug trennen falls verbunden. |
109 | Extern 24V Störung | Externe Ausrüstung trennen, Controller neu starten. |
110 | DC/DC Temperaturfehler | Controller austauschen. |
111 | E/A-Erweiterungen reinitialisiert | Aktivieren Sie die Taste OK um den Betrieb fortzusetzen. |
112 | E/A-Reinitialisierung fehlgeschlagen | Controller neu starten. |
113 | Fehler in der Stromversorgung | Stromversorgung prüfen. |
120 | Null Offset Störung, Strom | Controller austauschen. |
121 | Null Offset Störung, Sensor | Werkzeugtransducer oder Werkzeug ersetzen. |
122 | Antriebsstrom niedrig | Werkzeug ersetzen. |
123 | Motor current exceeded | Werkzeug ersetzen. |
124 | Antriebstreiberspannung zu niedrig | Werkzeug ersetzen. |
125 | Antriebstreiber Kurzschluss | Werkzeug ersetzen. |
126 | Antriebstreibertemperatur überschritten | Werkzeug ersetzen. |
127 | Offener Anschluss Antriebstreiber | Werkzeug ersetzen. |
128 | Fehler im Antriebstreiber | Controller neu starten. |
130 | EEPROM Lesefehler | Controller austauschen. |
131 | EEPROM Schreibfehler | Controller austauschen. |
132 | Interner Hardwarefehler | Controller austauschen. |
133 | Dateisystemfehler | IAM MT ersetzen. |
134 | USB Host Überlastung | USB Geräte trennen. |
135 | Volumenfehler des USB-Flash-Laufwerks | Anderes USB-Flash-Laufwerk ausprobieren. |
140 | Kein Werkzeug angeschlossen | Werkzeug anschließen. |
141 | Werkzeug nicht unterstützt | Unterstütztes Werkzeug anschließen. |
142 | Fehler Werkzeugkommunikation | Werkzeug ersetzen. |
143 | Werkzeug 5V Störung | Werkzeug ersetzen. |
144 | Werkzeug 12V Störung | Werkzeug ersetzen. |
150 | Werkzeug-Initialisierungsfehler | Werkzeug auf freien Lauf beim Start prüfen. |
151 | Friction too high | Werkzeug auf freien Lauf beim Start prüfen. |
152 | Fehler Werkzeugwinkelcodierer | Werkzeug anschließen. |
153 | Werkzeug-Richtungsfehler | Werkzeug anschließen. |
154 | Bit war blockiert | Werkzeug auf freien Lauf beim Start prüfen. |
155 | Werkzeug Antriebstemperatur überschritten | Werkzeug abkühlen lassen. |
156 | Werkzeug nicht unterstützt | Werkzeuge mit Energieumwandlung werden von der aktuellen Lizenz nicht unterstützt. |
157 | Aktualisieren der Werkzeugsoftware fehlgeschlagen | Wandler trennen. |
158 | Werkzeug-Initialisierungsfehler | |
159 | Warnung Drehmomentmessung | Werkzeug kalibrieren. |
160 | Fehler Drehmomentmessung | Werkzeug kalibrieren. |
201 | Runtime Parameter fehler | Controller neu starten. |
202 | Ungültige Controllerparameter | IAM MT ersetzen. |
203 | Ungültige Controllerparameter | Werkzeug ersetzen |
204 | Ungültige E/A-Parameter | IAM MT ersetzen. |
205 | Ungültige Identifierparameter | IAM MT ersetzen. |
206 | Ungültige Pset Parameter | IAM MT ersetzen. |
207 | Ungültige Batchsequenzparameter | IAM MT ersetzen. |
208 | Ungueltige Passwortparameter | IAM MT ersetzen. |
209 | Werkzeugstatistikstörung. | Werkzeug ersetzen. |
210 | Kann Fonts nicht von IAM MT laden | IAM MT ersetzen. |
211 | Ungültige Werkzeugkonfigurationsparameter | IAM MT ersetzen. |
212 | Ungültige Bedienerparameter | IAM MT ersetzen. |
220 | Ergebnisdatenbank Störung | IAM MT ersetzen. |
221 | Grafikdatenbank Störung | IAM MT ersetzen. |
225 | Ergebnisdatenbank zurücksetzen | Ergebnisdatenbank wurde zurückgesetzt. |
226 | Grafikdatenbank zurücksetzen | Grafikdatenbank wurde zurückgesetzt. |
227 | Keine Ergebnisse zum Exportieren - Datenbank leer | |
228 | Alte Ergebnisse gelöscht | |
229 | Alte Diagramme gelöscht | |
230 | Pset nicht für angeschlossenes Werkzeug konfiguriert. | Anderes Pset wählen oder neues Pset in ToolsTalk MT konfigurieren. |
231 | Störungsquelle wählen | Quelle wählen ändern. Kann in den Controllereintellungen von ToolsTalk MT geändert werden. |
232 | Störung busy wählen | Warten bis Werkzeug steht. |
240 | Netzwerkkonfiguration weist einen Fehler auf | Netzwerkkonfiguration abändern. |
241 | IP-Adresse und Gateway nicht im gleichen Subnetz | Netzwerkkonfiguration abändern. |
301 | Werkzeug angeschlossen | OK drücken um das Werkzeug zu initialisieren. |
302 | Werkzeug wird initialisiert | Bitte warten Sie. |
303 | Werkzeug Softwareaktualisierung | Bitte warten Sie. |
304 | Werkzeugsoftware Aktualisierungsfehler | Werkzeugkabel prüfen oder Werkzeug ersetzen. |
305 | Werkzeugkalibrierung notwendig | Werkzeug kalibrieren. |
306 | Service erforderlich | Werkzeugkalibrierung abgelaufen Werkzeug kalibrieren. |
310 | Software wurde aktualisiert | Aktivieren Sie die Taste OK um den Betrieb fortzusetzen. |
311 | Softwaredatei nicht auf USB gefunden | Software auf USB Flashdrive kopieren. |
312 | Softwareaktualisierung fehlgeschlagen | Softwaredatei auf USB evtl. defekt. Software aus USB aktualisieren und erneut versuchen. |
313 | Software wird kopiert | Bitte warten Sie. Software wird von/auf USB kopiert. |
314 | Es können nur die ersten 20 .mtp- oder .fw-Dateien angezeigt werden | Aktivieren Sie die Taste OK um den Betrieb fortzusetzen. |
315 | Softwareaktualisierung fehlgeschlagen – inkompatible Hardware | |
320 | Anmeldung abgelaufen | Der Nutzer wurde abgemeldet. |
321 | Benutzer hat sich angemeldet | |
322 | Der aktuelle Benutzer hat sich abgemeldet | |
350 | Hardware-Fehler Akkuadapter | |
351 | Temperaturüberschreitung Akkuadapter | Akku abkühlen lassen. |
352 | Ladefehler Akkuadapter | Akku austauschen. |
353 | Temperaturfehler Akku | Akku abkühlen lassen. |
354 | Entladefehler Akku | PSU anschließen, um Akku zu laden. |
355 | Akkuladung auf kritischem Tiefstand | PSU anschließen, um Akku zu laden. |
356 | Akku nicht unterstützt | Akku austauschen. |
357 | Ladefehler Akkuadapter | Akku austauschen. |
358 | Ladefehler Akkuadapter | Akku abkühlen lassen oder austauschen. |
401 | Verschraubungsfehler | Aktivieren Sie die Taste OK um den Betrieb fortzusetzen. |
402 | Batchsequenz Störung | Aktivieren Sie die Taste OK um den Betrieb fortzusetzen. |
403 | Batchsequenz Parameterstörung | Controller prüfen, welcher Parameter inkorrekt ist. |
404 | Pset nicht unterstützt. | Anderen Pset auswählen |
405 | Pset-Parameterfehler | Pset aktualisieren. |
507 | Ergebnis durch ToolsNet übersprungen | |
601 | Fehler Controllerkommunikation | |
602 | Fehler Wandlerkommunikation | |
603 | Verlust von Messdaten aufgrund von ausgefallener USB-Verknüpfung | |
604 | Wandler verbunden | |
605 | Kein Wandler erkannt | Wandler anschließen und erneut versuchen. |
606 | Fernbedienungseinrichtung ist belegt | Zu einem späteren Zeitpunkt erneut versuchen. |
607 | Wandlerwartung notwendig | |
608 | Null-Offset-Störung, Wandler | Korrekten Anschluss des Wandlerkabels überprüfen oder Kabel/Wandler austauschen. |
609 | Bediener-ID für aktive Verifizierung erforderlich | Bediener-ID scannen. |
610 | Angeschlossenes Gerät nicht kompatibel mit QS | |
701 | Keine Unterstützung des Feldbus durch Controller-HW | Controller durch Rev. C oder höher ersetzen. |
702 | Ungültige Feldbus-Parameter | IAM MT ersetzen. |
703 | Fehler im Feldbusmodul | Feldbuskabel prüfen oder Feldbusmodul ersetzen, zum Fortfahren „OK“ drücken. |
704 | Warnung Feldbustreiber | Auf Firmwareupdate prüfen, zum Fortfahren „OK“ drücken. |
705 | Feldbustreiberfehler | Auf Firmwareupdate prüfen |
706 | Feldbusmodul im Fehlerzustand | Netzwerkstatus des Feldbus prüfen. |
707 | Feldbusmodul im Ausnahmezustand | Auf Firmwareupdate prüfen |
720 | Feldbusmodul nicht verbunden | Feldbusmodul anschließen, Feldbuskabel prüfen oder Feldbusmodul austauschen. |
721 | Feldbusmodul nicht unterstützt, falscher Modultyp | Unterstütztes Feldbusmodul anschließen. |
722 | Feldbusmodul nicht unterstützt, falscher Netzwerktyp | Unterstütztes Feldbusmodul anschließen. |
723 | Feldbusmodul nicht unterstützt, falsche Provider-ID | Unterstütztes Feldbusmodul anschließen. |
724 | Feldbusmodul nicht unterstützt, Firmware-Version nicht zugelassen | Unterstütztes Feldbusmodul anschließen. |
730 | Feldbus nicht für angeschlossenes Modul konfiguriert | Konfiguration des Feldbustyps ändern oder korrektes Modul anschließen. |
731 | Parameterfehler Feldbus | Feldbusparameter aktualisieren und „OK“ drücken. |
732 | Konfiguration der Netzwerkeinstellungen für Feldbus fehlgeschlagen | Prüfen, ob das Setup des Feldbus in Ordnung ist, und erneut versuchen. |
740 | Max. 128 Untermodule für Profinet unterstützt | Feldbusparameter aktualisieren und „OK“ drücken. |
741 | Syntaxfehler im Namen der Profinet-Station | Feldbusparameter aktualisieren und „OK“ drücken. |
901 | IAM MT nicht vorhanden | IAM MT einsetzen. |
902 | Konnte IAM MT nicht initialisieren | Controller neu starten oder IAM MT ändern. |
903 | IAM MT Lesefehler | Stellen Sie sicher, dass die FW-Datei im IAM MT-Stammverzeichnis exakt MTF6000.FW benannt ist (manuell über den PC). Tauschen Sie den IAM MT ansonsten aus. |
904 | IAM MT Schreibfehler | IAM MT ersetzen. |
905 | Ungültige Software auf IAM MT | Software auf IAM MT aktualisieren (manuell vom PC). |
906 | Flash Programmierungsfehler | Controller austauschen. |
907 | Ungültige Lizenz auf IAM MT | Aktualisieren Sie die Software am IAM MT auf eine neuere Version (manuell vom PC), welche die IAM-Lizenz unterstützt. Tauschen Sie den IAM MT ansonsten aus. |
908 | Inkompatible Softwareversion | Aktualisieren Sie die Software am IAM MT auf eine neuere Version (manuell vom PC), welche die HW unterstützt. Tauschen Sie den IAM MT ansonsten aus. |
990 | Externes Ereignis | |
991 | Externes Ereignis | |
992 | Externes Ereignis |
Befestigungstörungscodes
Verschraubungsfehler | Beschreibung |
|---|---|
Startknopf losgelassen | Werkzeugauslöser vor Beendigung losgelassen. |
Bit Rutscherkennung | Das Bit ist aus der Schraube gerutscht. Falls dieses oft vorkommt sollte das Bit ersetzt werden. (kann in Pset aktiviert/deaktiviert werden). Dieses sollte nicht im Einschraubkontrollschritt deaktiviert werden, da es zu falschen Störungen führen kann. |
Beschädigtes Gewinde erkannt | Das Gewinde wurde beschädigt und die Schraube kann kein Drehmoment mehr aufbauen. |
Erkennung von „Rehits“ (mehrfaches Anziehen derselben Schraube) | Eine Schraube wurde erneut angezogen. Kann in Pset aktiviert/deaktiviert werden. |
Der Sitz wurde nicht erkannt | Es wurde kein Sitzpunkt erkannt. |
Gesamte Zeit überschritten | Die maximale Zeitspanne für das Schrauben wurde überschritten. |
Globale Zeit nicht erreicht | Die maximale Zeitspanne für das Schrauben wurde nicht erreicht. |
Zeit überschritten | Die Pset maximale Zeitspanne für das Schrauben wurde überschritten. |
Zeit nicht erreicht | Die Pset maximale Zeitspanne für das Schrauben wurde nicht erreicht. |
Drehmoment zu hoch | Das Pset Maximalmoment wurde überschritten. |
Geringes Drehmoment | Das Pset Mindestmoment wurde nicht erreicht. |
Winkel hoch | Der Pset Maximalwinkel wurde überschritten. |
Winkel gering | Der Pset Mindestwinkel wurde nicht erreicht. |
Gesamtwinkel zu hoch | Die globale maximale Winkelgrenzwert für das Pset wurde überschritten. |
Gesamtwinkel zu niedrig | Der globale minimale Winkelgrenzwert für das Pset wurde nicht erreicht. |
Verschraubungswinkel hoch | Der maximale Momentschrittwinkel wurde überschritten Der Anziehwinkel ist der Winkel vom Winkelauslösemoment zum Sollmoment. |
Verschraubungswinkel niedrig | Der minimale Momentschrittwinkel wurde nicht erreicht. Der Anziehwinkel ist der Winkel vom Winkelauslösemoment zum Sollmoment. |
Montagewinkel zu hoch | Der maximale Einspannwinkel wurde überschritten. Dieses geschieht nur in einem Sitzüberwachungsschritt oder einem Momentsitzüberwachungsschritt. Der Einspannwinkel ist der Winkel vom Einsetzen bis zum fertigen Anziehen. |
Montagewinkel zu niedrig | Der minimale Einspannwinkel wurde nicht erreicht. Dieses geschieht nur in einem Sitzüberwachungsschritt oder einem Momentsitzüberwachungsschritt. Der Einspannwinkel ist der Winkel vom Einsetzen bis zum fertigen Anziehen. |
Montagemoment zu hoch | Das maximale Montagemoment wurde nicht erreicht. Dieses geschieht nur in einem Sitzüberwachungsschritt oder einem Momentsitzüberwachungsschritt. Das Einspannmoment ist das Moment vom Einsetzen bis zum fertigen Anziehen. |
Montagemoment zu niedrig | Das minimale Einspannmoment wurde nicht erreicht. Dieses geschieht nur in einem Sitzüberwachungsschritt oder einem Momentsitzüberwachungsschritt. Das Einspannmoment ist das Moment vom Einsetzen bis zum fertigen Anziehen. |
Einspannwinkel zu niedrig | Einspannwinkel hat oberen Grenzwert überschritten. |
Einspannwinkel zu hoch | Einspannwinkel hat unteren Grenzwert unteren Grenzwert unterschritten. |
Einspannmoment zu hoch | Einspannmoment hat oberen Grenzwert überschritten. |
Einspannmoment zu niedrig | Einspannwinkel hat unteren Grenzwert unterschritten. |
Fehler rückgängiges Drehmoment | Das Drehmoment ist während der Verschraubung unter den Grenzwert für rückgängiges Drehmoment gefallen |
Netzwerk-Kurzanleitung
Was ist eine IP-Adresse?
Die IP-Adresse ist eine eindeutige Kennung für jedes Gerät im Netzwerk. Zwei verschiedene Geräte können nicht dieselbe IP-Adresse haben. Die IP-Adresse entscheidet in Verbindung mit der Subnetzmaske darüber, welche Geräte miteinander kommunizieren können.
Wie funktioniert eine Subnetzmaske?
Die Subnetzmaske ist die Kennung, mit der jedem Gerät mitgeteilt wird, mit welchem anderen Gerät im Netzwerk es kommunizieren kann. In der folgenden Tabelle ist visuell dargestellt, welche Geräte in Abhängigkeit von der Subnetzmaske miteinander kommunizieren können.
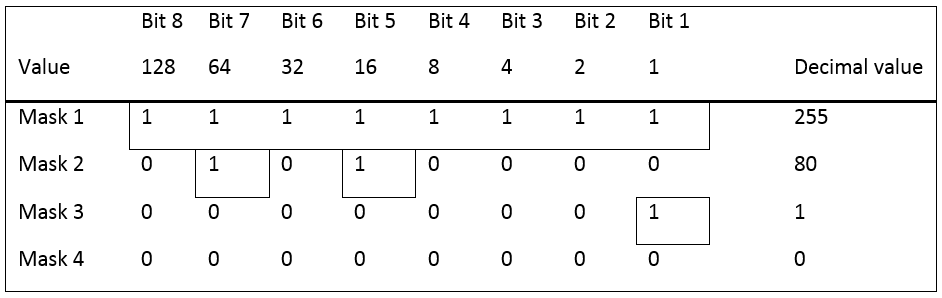
Frage: Welche Controller können bei Subnetzmaske 255 miteinander kommunizieren?

Antwort: Bei Subnetzmaske 255 müssen alle Bits den gleichen Wert haben. Das bedeutet, dass IP 1 und 5 sowie IP 3 und 6 miteinander kommunizieren können.
Frage: Welche Controller können bei Subnetzmaske 80 miteinander kommunizieren?

Antwort: Bei Subnetzmaske 80 müssen die Bits 7 und 5 den gleichen Wert haben. Das bedeutet, dass die IP‘s 1, 3, 5 und 6 miteinander kommunizieren können.
Frage: Welche Controller können bei Subnetzmaske 1 miteinander kommunizieren?

Antwort: Bei Subnetzmaske 1 muss Bit 1 den gleichen Wert haben. Das bedeutet, dass IP 1, 3, 5 und 6 sowie IP 2 und 4 miteinander kommunizieren können.
Frage: Welche Controller können bei Subnetzmaske 0 miteinander kommunizieren?
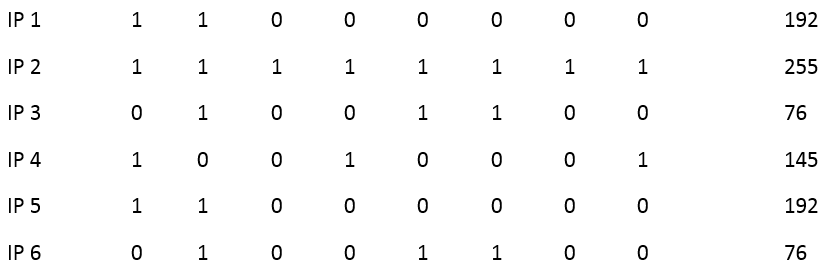
Antwort: Bei Subnetzmaske 0 spielt der Wert der Bits keine Rolle. Das bedeutet, dass alle IP-Adressen miteinander kommunizieren können.
Korrekte Einstellungen
Dies sind einige Beispiele für die korrekte Einrichtung der Kommunikation zwischen MTF6000 und ToolsNet-Server.
Jede IP-Adresse besteht aus 4 Teilen mit jeweils 8 Bits, die mit der entsprechenden Subnetzmaske übereinstimmen müssen. Die einfachste und gebräuchlichste Konfiguration besteht darin, dass bei Subnetzmaske 255.255.255.0 die drei ersten Teile der IP-Adressen identisch sind. Das bedeutet, dass der letzte Teil eine beliebige Zahl zwischen 0 und 255 sein kann.

Teil | Subnetzmaske | IP-Adresse | Gateway | ToolsNet | Passend |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Vollständig passend |
2 | 255 | 168 | 168 | 168 | Vollständig passend |
3 | 255 | 1 | 1 | 1 | Vollständig passend |
4 | 0 | 60 | 1 | 100 | Muss nicht passend sein |
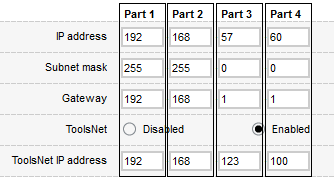
Teil | Subnetzmaske | IP-Adresse | Gateway | ToolsNet | Passend |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Vollständig passend |
2 | 255 | 168 | 168 | 168 | Vollständig passend |
3 | 0 | 57 | 1 | 123 | Muss nicht passend sein |
4 | 0 | 60 | 1 | 100 | Muss nicht passend sein |
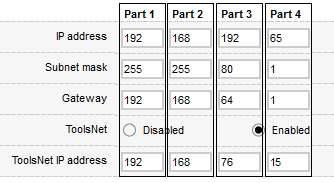
Teil | Subnetzmaske | IP-Adresse | Gateway | ToolsNet | Passend |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Vollständig passend |
2 | 255 | 168 | 168 | 168 | Vollständig passend |
3 | 80 | 192 | 64 | 76 | Vollständig passend für Bit 5 und 7 |
4 | 1 | 60 | 1 | 100 | Vollständig passend für Bit 1 |
Falsche Einstellungen
Dies sind einige Beispiele für falsche Einrichtungen der Kommunikation zwischen MTF6000 und ToolsNet-Server.
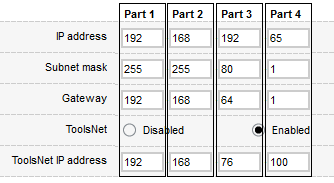
Teil | Subnetzmaske | IP-Adresse | Gateway | ToolsNet | Passend |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Vollständig passend |
2 | 255 | 168 | 168 | 168 | Vollständig passend |
3 | 80 | 192 | 64 | 76 | Vollständig passend für Bit 5 und 7 |
4 | 1 | 65 | 1 | 100 | Nicht passend für Bit 1 |


Teil | Subnetzmaske | IP-Adresse | Gateway | ToolsNet | Passend |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 10 | Nicht passend für Bit 8, 7, 4 und 2 |
2 | 255 | 168 | 168 | 46 | Nicht passend für Bit 8, 3 und 2 |
3 | 255 | 1 | 1 | 5 | Nicht passend für Bit 3 |
4 | 0 | 60 | 1 | 37 | Muss nicht passend sein |
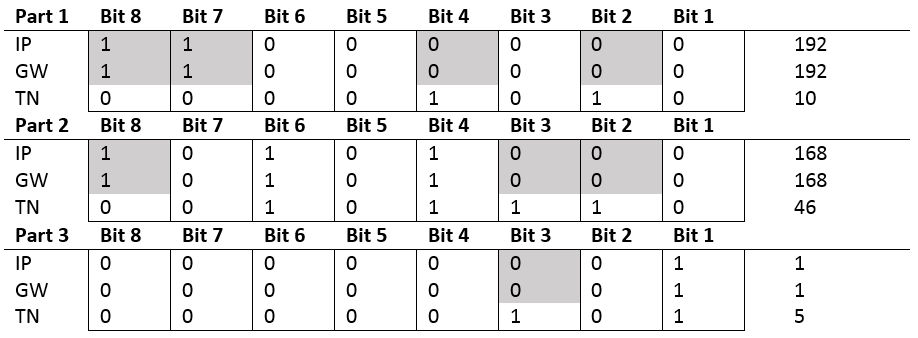
Feldbus-Parametereigenschaften
ID | Parameter | Datentyp | Bitlänge | Bereich der Array-Länge als: Min Max Vorgegeben | Einheitentyp | Anmerkungen |
|---|---|---|---|---|---|---|
10 | Modus auswählen | Vorzeichenlos | 8 | 1 | - | 1 = PSatz 2 = Batch-Sequenz |
11 | Ausgewählte Nummer | Vorzeichenlos | 16 | 1 | - | |
12 | Befehl Identifizierung herunterladen | Vorzeichenlos | 8 | 1 | - | |
13 | Daten Identifizierung herunterladen | String | 8 | 10;250;30 | - | |
103 | SW-Version | Vorzeichenlos | 8 | 4 | - | a.b.c.d [0] = a [1] = b [2] = c [3] = d |
104 | SW-Datum | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
105 | MAC-Adresse | Vorzeichenlos | 8 | 6 | - | AA-BB-CC-DD-EE-FF [0] = AA [1] = BB [2] = CC [3] = DD [4] = EE [5] = FF |
106 | Seriennummer | String | 8 | 8 | - | |
107 | Produktionsdatum | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
108 | Lizenz-ID | Vorzeichenlos | 32 | 1 | - | |
109 | Lizenzstufe | Vorzeichenlos | 8 | 1 | - | 10 = 'IAM Workstation' 20 = 'IAM Prozess' 30 = 'IAM Automatisierung' 40 = 'IAM QA' |
110 | Datum und Uhrzeit | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
111 | Controllerstatus | Vorzeichenlos | 8 | 1 | - | 0 = 'Initialisierung' 1 = 'Bereit' 2 = 'Kalibrierungsmodus' |
112 | HW-Version | Vorzeichenlos | 8 | 1 | - | |
120 | Zähler aktives Ereignis | Vorzeichenlos | 8 | 1 | - | |
121 | ID aktives Ereignis | Vorzeichenlos | 16 | 1 | - | |
122 | Schweregrad aktives Ereignis | Vorzeichenlos | 8 | 1 | - | 0 = 'Kein aktives Ereignis' 1 = 'Information' 2 = 'Warnung' 3 = 'Fehler' |
123 | Datum/Zeit des aktiven Ereignisses | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
124 | Text des aktiven Ereignisses | String | 8 | 10;100;30 | - | |
210 | Vakuum-Drucksensor | Fließkomma | 32 | 1 | kPa | |
300 | Werkzeugstatus | Vorzeichenlos | 8 | 1 | - | 0 = 'Nicht vorhanden' 1 = 'Verbunden' 2 = 'Initialisierung' 3 = 'Bereit' 4 = 'Fehler!' |
304 | Werkzeug-Seriennummer | String | 8 | 8 | - | |
305 | Werkzeugtemperatur | Fließkomma | 32 | 1 | °C | |
306 | Werkzeugreibung bei 100 U/min | Fließkomma | 32 | 1 | mNm | |
307 | Werkzeugreibung bei maximaler Drehzahl | Fließkomma | 32 | 1 | mNm | |
401 | Echtzeit-Drehmoment | Fließkomma | 32 | 1 | mNm | |
402 | Echtzeit-Spitzenmoment | Fließkomma | 32 | 1 | mNm | |
403 | Echtzeit-Winkel | Fließkomma | 32 | 1 | ° | |
500 | Ausgewählter PSatz | Vorzeichenlos | 16 | 1 | - | |
501 | Ausgewählte Batchsequenz | Vorzeichenlos | 16 | 1 | - | |
502 | PSatz-Schrittzähler | Vorzeichenlos | 8 | 1 | - | |
503 | PSatz-Stufennummern | Vorzeichenlos | 8 | 1 | - | |
504 | Batchsequenz-Schrittzähler | Vorzeichenlos | 16 | 1 | - | |
505 | Batchsequenz-Schrittnummer | Vorzeichenlos | 16 | 1 | - | |
506 | Zähler aktive Gruppe | Vorzeichenlos | 16 | 1 | - | |
507 | Index aktive Gruppe | Vorzeichenlos | 16 | 1 | - | |
600 | Linkstatus | Vorzeichenlos | 8 | 1 | - | 0 = 'Angehalten' 1 = 'Verbindung getrennt' 2 = 'Identifizierung' 3 = 'Konfiguriert' |
602 | IP-Adresse | Vorzeichenlos | 32 | 1 | - | |
603 | IP-Subnetzmaske | Vorzeichenlos | 32 | 1 | - | |
604 | IP-Gateway | Vorzeichenlos | 32 | 1 | - | |
800 | Werkzeug-Zykluszähler | Vorzeichenlos | 32 | 1 | - | |
801 | IO-Werkzeugzähler | Vorzeichenlos | 32 | 1 | - | |
802 | NIO-Werkzeugzähler | Vorzeichenlos | 32 | 1 | - | |
803 | Durchschn. Werkzeugdrehmoment | Fließkomma | 32 | 1 | mNm | |
804 | Durchschn. Werkzeugtemperatur | Fließkomma | 32 | 1 | °C | |
805 | Durchschn. Werkzeughöchstdrehzahl | Fließkomma | 32 | 1 | rpm | |
806 | Durchschn. Drehmoment über Winkel des Werkzeugs | Fließkomma | 32 | 1 | mNm/° | |
807 | Durchschn. Zyklusdauer des Werkzeugs | Fließkomma | 32 | 1 | s | |
820 | Zykluszähler Werkzeuglebensdauer | Vorzeichenlos | 32 | 1 | - | |
821 | IO-Zähler Werkzeuglebensdauer | Vorzeichenlos | 32 | 1 | - | |
822 | NIO-Zähler Werkzeuglebensdauer | Vorzeichenlos | 32 | 1 | - | |
823 | Durchschn. Drehmoment Werkzeuglebensdauer | Fließkomma | 32 | 1 | mNm | |
824 | Durchschn. Temperatur Werkzeuglebensdauer | Fließkomma | 32 | 1 | °C | |
825 | Durchschn. Höchstdrehzahl Werkzeuglebensdauer | Fließkomma | 32 | 1 | rpm | |
826 | Durchschn. Drehmoment über Winkel Werkzeuglebensdauer | Fließkomma | 32 | 1 | mNm/° | |
827 | Durchschn. Zyklusdauer Werkzeuglebensdauer | Fließkomma | 32 | 1 | s | |
900 | Gescannter Barcode | String | 8 | 10;250;30 | - | |
1000 | TN-Status | Vorzeichenlos | 8 | 1 | - | 0 = 'Angehalten' 1 = 'Verbindung getrennt' 2 = 'Identifizierung' 3 = 'Konfiguriert' |
1001 | TN Ergebnis-Warteschlange | Vorzeichenlos | 32 | 1 | - | |
2000 | DI 1 | Boolesche Instanz | 1 | 1 | - | |
2001 | DI 2 | Boolesche Instanz | 1 | 1 | - | |
2002 | DI 3 | Boolesche Instanz | 1 | 1 | - | |
2003 | DI 4 | Boolesche Instanz | 1 | 1 | - | |
2004 | DI 5 | Boolesche Instanz | 1 | 1 | - | |
2005 | DI 6 | Boolesche Instanz | 1 | 1 | - | |
2006 | DI 7 | Boolesche Instanz | 1 | 1 | - | |
2007 | DI 8 | Boolesche Instanz | 1 | 1 | - | |
2008 | DI 9 | Boolesche Instanz | 1 | 1 | - | |
2009 | DI 10 | Boolesche Instanz | 1 | 1 | - | |
2010 | DI 11 | Boolesche Instanz | 1 | 1 | - | |
2011 | DI 12 | Boolesche Instanz | 1 | 1 | - | |
2012 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2013 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2014 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2015 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2050 | DI 1 - DI 8 | Boolesche Instanz | 1 | 8 | - | 0=2000 1=2001 2=2002 3=2003 4=2004 5=2005 6=2006 7=2007 |
2051 | DI 9 - DI 12 | Boolesche Instanz | 1 | 8 | - | 0=2008 1=2009 2=2010 3=2011 |
2100 | DO 1 | Boolesche Instanz | 1 | 1 | - | |
2101 | DO 2 | Boolesche Instanz | 1 | 1 | - | |
2102 | DO 3 | Boolesche Instanz | 1 | 1 | - | |
2103 | DO 4 | Boolesche Instanz | 1 | 1 | - | |
2104 | DO 5 | Boolesche Instanz | 1 | 1 | - | |
2105 | DO 6 | Boolesche Instanz | 1 | 1 | - | |
2106 | DO 7 | Boolesche Instanz | 1 | 1 | - | |
2107 | DO 8 | Boolesche Instanz | 1 | 1 | - | |
2150 | DO 1 - DO 8 | Boolesche Instanz | 1 | 8 | - | 0=2100 1=2101 2=2102 3=2103 4=2104 5=2105 6=2106 7=2107 |
2200 | CF Verschraubung starten | Boolesche Instanz | 1 | 1 | - | |
2201 | CF Verschraubung starten halten | Boolesche Instanz | 1 | 1 | - | |
2202 | CF Lösen starten | Boolesche Instanz | 1 | 1 | - | |
2203 | CF Lösen starten halten | Boolesche Instanz | 1 | 1 | - | |
2204 | CF Betrieb anhalten | Boolesche Instanz | 1 | 1 | - | |
2205 | CF-Reset | Boolesche Instanz | 1 | 1 | - | |
2206 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2207 | CF Werkzeug deaktivieren | Boolesche Instanz | 1 | 1 | - | |
2208 | CF Werkzeug initialisieren | Boolesche Instanz | 1 | 1 | - | |
2209 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2210 | CF Ereignis löschen | Boolesche Instanz | 1 | 1 | - | |
2211 | CF Alle Ereignisse löschen | Boolesche Instanz | 1 | 1 | - | |
2212 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2213 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2214 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2215 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2216 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2217 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2218 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2219 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2220 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2221 | CF Stapelprogrammsequenz zurücksetzen | Boolesche Instanz | 1 | 1 | - | |
2222 | CF Erhöhung der Gruppe | Boolesche Instanz | 1 | 1 | - | |
2223 | CF Verringerung der Gruppe | Boolesche Instanz | 1 | 1 | - | |
2224 | CF Stapelprogramm zurücksetzen | Boolesche Instanz | 1 | 1 | - | |
2225 | CF Batchsequenz DI1 | Boolesche Instanz | 1 | 1 | - | |
2226 | CF Batchsequenz DI2 | Boolesche Instanz | 1 | 1 | - | |
2227 | CF Batchsequenz DI3 | Boolesche Instanz | 1 | 1 | - | |
2228 | CF Batchsequenz DI4 | Boolesche Instanz | 1 | 1 | - | |
2229 | CF Batchsequenz DI5 | Boolesche Instanz | 1 | 1 | - | |
2230 | CF Batchsequenz DI6 | Boolesche Instanz | 1 | 1 | - | |
2231 | CF Batchsequenz DI7 | Boolesche Instanz | 1 | 1 | - | |
2232 | CF Batchsequenz DI8 | Boolesche Instanz | 1 | 1 | - | |
2233 | CF Batchsequenz DI9 | Boolesche Instanz | 1 | 1 | - | |
2234 | CF Batchsequenz DI10 | Boolesche Instanz | 1 | 1 | - | |
2235 | CF Batchsequenz DI11 | Boolesche Instanz | 1 | 1 | - | |
2236 | CF Batchsequenz DI12 | Boolesche Instanz | 1 | 1 | - | |
2237 | CF Standby | Boolesche Instanz | 1 | 1 | - | |
2238 | CF Neustart | Boolesche Instanz | 1 | 1 | - | |
2239 | CF Batchsequenz inkrementieren | Boolesche Instanz | 1 | 1 | - | |
2240 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2241 | CF Vakuum aktivieren | Boolesche Instanz | 1 | 1 | - | |
2242 | CF Aktivieren der Reinigung | Boolesche Instanz | 1 | 1 | - | |
2243 | CF Aufwecken | Boolesche Instanz | 1 | 1 | - | |
2244 | CF Werkzeug-Orientierungslicht | Boolesche Instanz | 1 | 1 | - | |
2245 | CF Werkzeugstatus rot | Boolesche Instanz | 1 | 1 | - | |
2246 | CF Werkzeugstatus grün | Boolesche Instanz | 1 | 1 | - | |
2247 | CF Werkzeugstatus blau | Boolesche Instanz | 1 | 1 | - | |
2248 | CF Werkzeugstatus weiß | Boolesche Instanz | 1 | 1 | - | |
2249 | CF Extern überwacht 1 | Boolesche Instanz | 1 | 1 | - | |
2250 | CF Extern überwacht 2 | Boolesche Instanz | 1 | 1 | - | |
2251 | CF Extern überwacht 3 | Boolesche Instanz | 1 | 1 | - | |
2252 | CF Extern überwacht 4 | Boolesche Instanz | 1 | 1 | - | |
2253 | CF Extern überwacht 5 | Boolesche Instanz | 1 | 1 | - | |
2254 | CF Extern überwacht 6 | Boolesche Instanz | 1 | 1 | - | |
2255 | CF Extern überwacht 7 | Boolesche Instanz | 1 | 1 | - | |
2256 | CF Extern überwacht 8 | Boolesche Instanz | 1 | 1 | - | |
2257 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2258 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2259 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2260 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2261 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2262 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2263 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2264 | CF Prüfung zurücksetzen | Boolesche Instanz | 1 | 1 | - | |
2265 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2266 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2267 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2268 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2269 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2270 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2271 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2272 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2400 | CF 1 - CF 8 | Boolesche Instanz | 1 | 8 | - | 0=2200 1=2201 2=2202 3=2203 4=2204 5=2205 7=2207 |
2401 | CF 9 - CF 16 | Boolesche Instanz | 1 | 8 | - | 0=2208 2=2210 3=2211 |
2402 | CF 17 - CF 24 | Boolesche Instanz | 1 | 8 | - | 5=2221 6=2222 7=2223 |
2403 | CF 25 - CF 32 | Boolesche Instanz | 1 | 8 | - | 0=2224 1=2225 2=2226 3=2227 4=2228 5=2229 6=2230 7=2231 |
2404 | CF 33 - CF 40 | Boolesche Instanz | 1 | 8 | - | 0=2232 1=2233 2=2234 3=2235 4=2236 5=2237 6=2238 7=2239 |
2405 | CF 41 - CF 48 | Boolesche Instanz | 1 | 8 | - | 1=2241 2=2242 3=2243 4=2244 5=2245 6=2246 7=2247 |
2406 | CF 49 - CF 56 | Boolesche Instanz | 1 | 8 | - | 0=2248 1=2249 2=2250 3=2251 4=2252 5=2253 6=2254 7=2255 |
2407 | CF 57 - CF 64 | Boolesche Instanz | 1 | 8 | - | 0=2256 |
2408 | CF 65 - CF 72 | Boolesche Instanz | 1 | 8 | - | 0=2264 |
2500 | RF bereit | Boolesche Instanz | 1 | 1 | - | |
2501 | RF Aktiv | Boolesche Instanz | 1 | 1 | - | |
2502 | RF-Fehler | Boolesche Instanz | 1 | 1 | - | |
2503 | RF Verschraubung IO | Boolesche Instanz | 1 | 1 | - | |
2504 | RF Verschraubung NIO | Boolesche Instanz | 1 | 1 | - | |
2505 | RF Batch fertig | Boolesche Instanz | 1 | 1 | - | |
2506 | RF Aktives Ereignis | Boolesche Instanz | 1 | 1 | - | |
2507 | RF Ereignis blockiert | Boolesche Instanz | 1 | 1 | - | |
2508 | RF Löschbares Ereignis | Boolesche Instanz | 1 | 1 | - | |
2509 | RF Werkzeug initialisieren | Boolesche Instanz | 1 | 1 | - | |
2510 | RF Werkzeug gesperrt | Boolesche Instanz | 1 | 1 | - | |
2511 | RF Vakuumpumpe | Boolesche Instanz | 1 | 1 | - | |
2512 | RF Startsignal | Boolesche Instanz | 1 | 1 | - | |
2513 | RF Lösesignal | Boolesche Instanz | 1 | 1 | - | |
2514 | RF Schubstartsignal | Boolesche Instanz | 1 | 1 | - | |
2515 | RF Batchsequenz DO1 | Boolesche Instanz | 1 | 1 | - | |
2516 | RF Batchsequenz DO2 | Boolesche Instanz | 1 | 1 | - | |
2517 | RF Batchsequenz DO3 | Boolesche Instanz | 1 | 1 | - | |
2518 | RF Batchsequenz DO4 | Boolesche Instanz | 1 | 1 | - | |
2519 | RF Batchsequenz DO5 | Boolesche Instanz | 1 | 1 | - | |
2520 | RF Batchsequenz DO6 | Boolesche Instanz | 1 | 1 | - | |
2521 | RF Batchsequenz DO7 | Boolesche Instanz | 1 | 1 | - | |
2522 | RF Batchsequenz DO8 | Boolesche Instanz | 1 | 1 | - | |
2523 | RF Batchsequenz abgeschlossen | Boolesche Instanz | 1 | 1 | - | |
2524 | RF Batchsequenz-Störung | Boolesche Instanz | 1 | 1 | - | |
2525 | RF Batch-Fehler | Boolesche Instanz | 1 | 1 | - | |
2526 | RF Standby aktiv | Boolesche Instanz | 1 | 1 | - | |
2527 | RF Schraube nicht ausgerichtet | Boolesche Instanz | 1 | 1 | - | |
2528 | RF Schraube ausgerichtet | Boolesche Instanz | 1 | 1 | - | |
2529 | RF Extern überwacht 1 | Boolesche Instanz | 1 | 1 | - | |
2530 | RF Extern überwacht 2 | Boolesche Instanz | 1 | 1 | - | |
2531 | RF Extern überwacht 3 | Boolesche Instanz | 1 | 1 | - | |
2532 | RF Extern überwacht 4 | Boolesche Instanz | 1 | 1 | - | |
2533 | RF Extern überwacht 5 | Boolesche Instanz | 1 | 1 | - | |
2534 | RF Extern überwacht 6 | Boolesche Instanz | 1 | 1 | - | |
2535 | RF Extern überwacht 7 | Boolesche Instanz | 1 | 1 | - | |
2536 | RF Extern überwacht 8 | Boolesche Instanz | 1 | 1 | - | |
2537 | RF Extern überwacht 9 | Boolesche Instanz | 1 | 1 | - | |
2538 | RF Extern überwacht 10 | Boolesche Instanz | 1 | 1 | - | |
2539 | RF Vakuumreinigung | Boolesche Instanz | 1 | 1 | - | |
2540 | RF Vakuumpumpe verbunden | Boolesche Instanz | 1 | 1 | - | |
2541 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2542 | Keine Angabe | Boolesche Instanz | 1 | 1 | - | |
2543 | RF Prüfung abgeschlossen | Boolesche Instanz | 1 | 1 | - | |
2544 | RF Prüfung aktiv | Boolesche Instanz | 1 | 1 | - | |
2545 | RF Service erforderlich | Boolesche Instanz | 1 | 1 | - | |
2546 | RF Akku angeschlossen | Boolesche Instanz | 1 | 1 | - | |
2547 | RF Akkuspannung niedrig | Boolesche Instanz | 1 | 1 | - | |
2548 | RF Prüfung IO | Boolesche Instanz | 1 | 1 | - | |
2549 | RF Prüfung NIO | Boolesche Instanz | 1 | 1 | - | |
2550 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2551 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2552 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2553 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2554 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2555 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2556 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2557 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2558 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2559 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2560 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2561 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2562 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2563 | Reserviert | Boolesche Instanz | 1 | 1 | - | |
2700 | RF 1 - RF 8 | Boolesche Instanz | 1 | 8 | - | 0=2500 1=2501 2=2502 3=2503 4=2504 5=2505 6=2506 7=2507 |
2701 | RF 9 - RF 16 | Boolesche Instanz | 1 | 8 | - | 0=2508 1=2509 2=2510 3=2511 4=2512 5=2513 6=2514 7=2515 |
2702 | RF 17 - RF 24 | Boolesche Instanz | 1 | 8 | - | 0=2516 1=2517 2=2518 3=2519 4=2520 5=2521 6=2522 7=2523 |
2703 | RF 25 - RF 32 | Boolesche Instanz | 1 | 8 | - | 0=2524 1=2525 2=2526 3=2527 4=2528 5=2529 6=2530 7=2531 |
2704 | RF 33 - RF 40 | Boolesche Instanz | 1 | 8 | - | 0=2532 1=2533 2=2534 3=2535 4=2536 5=2537 6=2538 7=2539 |
2705 | RF 41 - RF 48 | Boolesche Instanz | 1 | 8 | - | 0=2540 3=2543 4=2544 5=2545 6=2546 7=2547 |
2706 | RF 49 - RF 56 | Boolesche Instanz | 1 | 8 | - | 0=2548 1=2549 |
2707 | RF 57 - RF 64 | Boolesche Instanz | 1 | 8 | - | |
2708 | RF Extern überwacht 1-8 | Boolesche Instanz | 1 | 8 | - | 0=2529 1=2530 2=2531 3=2532 4=2533 5=2534 6=2535 7=2536 |
2709 | RF Extern überwacht 9-10 | Boolesche Instanz | 1 | 8 | - | 0=2537 1=2538 |
3000 | Ergebniskennung | Vorzeichenlos | 32 | 1 | - | |
3001 | Ergebnistyp | Vorzeichenlos | 8 | 1 | - | 1 = 'Verschraubung' 2 = 'Lösen' |
3002 | Ergebniscode | Vorzeichenlos | 8 | 1 | - | 1 = 'IO' 2 = 'Abbrechen' 3 = 'NIO' |
3003 | Ergebnis Verschraubungs-Startzeit | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
3004 | Ergebnis Fehler-Stufennummer | Vorzeichenlos | 8 | 1 | - | |
3005 | Ergebnis Fehlercode | Vorzeichenlos | 8 | 1 | - | 1 = 'Kein Fehler' 2 = 'Wert hoch (siehe Fehlerwert)' 3 = 'Wert niedrig (siehe Fehlerwert)' 4 = 'Startknopf losgelassen‘ 5 = 'Bit-Rutscherkennung' 6 = 'Rehit erkannt' 7 = 'Kein Befestigungspunkt erkannt' 8 = 'Schadhaftes Gewinde' 9 = 'Aufhebendes Drehmoment' |
3006 | Ergebnis Fehlerwert | Vorzeichenlos | 8 | 1 | - | 1 = 'Keiner' 2 = 'Globale Zeit' 3 = 'Schrittzeit' 4 = 'Drehmoment' 5 = 'Schrittwinkel' 6 = 'Gesamtwinkel' 7 = 'Einspannmoment' 8 = 'Einspannwinkel' 9 = 'Anziehwinkel' |
3007 | Ergebnis Seriennummer der Steuerung | String | 8 | 8 | - | |
3008 | Ergebnis Name der Steuerung | String | 8 | 10;90;90 | - | |
3009 | Ergebnis Steuerungs-ID | Vorzeichenlos | 32 | 1 | - | |
3010 | Ergebnis Stationsname | String | 8 | 10;90;90 | - | |
3011 | Ergebnis Stations-ID | Vorzeichenlos | 32 | 1 | - | |
3012 | Ergebnis Linienname | String | 8 | 10;90;90 | - | |
3013 | Ergebnis Linien-ID | Vorzeichenlos | 32 | 1 | - | |
3014 | Ergebnis Werkzeug-Seriennummer | String | 8 | 8 | - | |
3015 | Ergebnis Werkzeugname | String | 8 | 10;30;30 | - | |
3016 | Ergebnis PSatz-Nummer | Vorzeichenlos | 16 | 1 | - | |
3017 | Ergebnis PSatz-Name | String | 8 | 10;90;90 | - | |
3018 | Ergebnis PSatz-Revision | Vorzeichenlos | 32 | 1 | - | |
3019 | Ergebnis PSatz-Erstellungsdatum | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
3020 | Ergebnis PSatz-Änderungsdatum | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
3021 | Ergebnis Batchsequenznummer | Vorzeichenlos | 16 | 1 | - | |
3022 | Ergebnis Name der Batchsequenz | String | 8 | 10;90;90 | - | |
3023 | Ergebnis Batchsequenz Revision | Vorzeichenlos | 32 | 1 | - | |
3024 | Ergebnis Batchsequenz-Erstellungsdatum | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
3025 | Ergebnis Batchsequenz-Änderungsdatum | String | 8 | 19 | - | JJJJ/MM/TThh:minmin:ss Gültige Daten zwischen 2000-2099 |
3026 | Ergebnis Batchsequenz-Schrittzähler | Vorzeichenlos | 16 | 1 | - | |
3027 | Ergebnis Batchsequenz-Schrittnummer | Vorzeichenlos | 16 | 1 | - | |
3028 | Ergebnis Gruppengröße | Vorzeichenlos | 8 | 1 | - | |
3029 | Ergebnis Gruppenzähler | Vorzeichenlos | 8 | 1 | - | |
3030 | Ergebnis Spitzenmoment | Fließkomma | 32 | 1 | mNm | |
3031 | Ergebnis Gesamtwinkel | Fließkomma | 32 | 1 | ° | |
3032 | Ergebnis Gesamtdauer | Fließkomma | 32 | 1 | s | |
3033 | Ergebnis Werkzeugtemperatur | Fließkomma | 32 | 1 | °C | |
3034 | Ergebnis Gesamtwinkelstatus | Vorzeichenlos | 8 | 1 | - | 1 = 'IO' 2 = 'Niedrig' 3 = 'Hoch' |
3035 | Ergebnis Gesamtdauerstatus | Vorzeichenlos | 8 | 1 | - | 1 = 'IO' 2 = 'Niedrig' 3 = 'Hoch' |
3036 | Ergebnis Enddrehmoment-Typ | Vorzeichenlos | 8 | 1 | - | 1 = 'Spitzenmoment' 2 = 'Einspannmoment' 3 = 'Enddrehmoment' |
3037 | Ergebnis Enddrehmoment | Fließkomma | 32 | 1 | mNm | |
3038 | Ergebnis Endwinkel | Fließkomma | 32 | 1 | ° | |
3039 | Ergebnis Endwinkel-Typ | Vorzeichenlos | 8 | 1 | - | 1 = 'Schritt' 2 = 'Einspannmoment' 3 = 'Verschraubung' |
3040 | Ergebnis letzter Berichtsschritt | Vorzeichenlos | 8 | 1 | - | |
3041 | Ergebnis Enddrehmoment-Status | Vorzeichenlos | 8 | 1 | - | 0 = '' 1 = 'IO' 2 = 'Niedrig' 3 = 'Hoch' |
3042 | Ergebnis Endwinkel-Status | Vorzeichenlos | 8 | 1 | - | 0 = '' 1 = 'IO' 2 = 'Niedrig' 3 = 'Hoch' |
3043 | Ergebnis Drehmomentjustierung | Fließkomma | 32 | 1 | % | |
3044 | Ergebnis Kundenkennnummer 1 | String | 8 | 8;48;48 | - | |
3045 | Ergebnis Kundenkennwert 1 | String | 8 | 10;100;100 | - | |
3046 | Ergebnis Kundenkennnummer 2 | String | 8 | 8;48;48 | - | |
3047 | Ergebnis Kundenkennwert 2 | String | 8 | 10;100;100 | - | |
3048 | Ergebnis Kundenkennnummer 3 | String | 8 | 8;48;48 | - | |
3049 | Ergebnis Kundenkennwert 3 | String | 8 | 10;100;100 | - | |
3050 | Ergebnis Kundenkennnummer 4 | String | 8 | 8;48;48 | - | |
3051 | Ergebnis Kundenkennwert 4 | String | 8 | 10;100;100 | - | |
3052 | Ergebnis Aufnahmeversuche | Vorzeichenlos | 16 | 1 | - | |
3053 | Ergebnis Aufnahme-Gesamtzeit | Fließkomma | 32 | 1 | s | |
3054 | Ergebnis Batch-Schraubennummer | Vorzeichenlos | 8 | 1 | - | |
3055 | Ergebnis Grenzwert für max. Enddrehmoment | Fließkomma | 32 | 1 | mNm | |
3056 | Ergebnis Grenzwert für min. Enddrehmoment | Fließkomma | 32 | 1 | mNm | |
3057 | Ergebnis Grenzwert für max. Endwinkel | Fließkomma | 32 | 1 | ° | |
3058 | Ergebnis Grenzwert für min. Endwinkel | Fließkomma | 32 | 1 | ° | |
3059 | Ergebnis finaler Befestigungspunkt | Fließkomma | 32 | 1 | mNm | |
3060 | Ergebnis Nicht angepasstes Limit | Fließkomma | 32 | 1 | kPa | |
3061 | Ergebnis angepasstes Limit | Fließkomma | 32 | 1 | kPa | |
3062 | Ergebnis Nicht angepasster Status | Vorzeichenlos | 8 | 1 | - | 1 = 'IO' 2 = 'Niedrig' |
3063 | Ergebnis angepasster Status | Vorzeichenlos | 8 | 1 | - | 1 = 'IO' 2 = 'Niedrig' |
3064 | Ergebnis PSatz-Typ | Vorzeichenlos | 8 | 1 | - | 0 = ‘PSatz’ 1 = ‘Prüfprogramm’ |
3065 | Ergebnis Prüfgröße | Vorzeichenlos | 8 | 1 | - | |
3066 | Ergebnis Prüfzähler | Vorzeichenlos | 8 | 1 | - | |
3067 | Ergebnis Datum für Werkzeugkalibrierung | String | 8 | 19 | - | JJJJ-MMTTThh: mm: ss Gültige Daten zwischen 2000-2099 |
3068 | Ergebnis Werkzeugkonfig.-Revision | Vorzeichenlos | 32 | 1 | - | |
3069 | Ergebnis Werkzeugdrehmoment-Typ | Vorzeichenlos | 8 | 1 | - | 0 = 'Unbekannt' 1 = 'Strom' 2 = 'Messwertgeber' |
3070 | Ergebnis Schrittbereich Winkel | Fließkomma | 32 | 1 | Grad | |
3071 | Ergebnisstatus Schrittbereich Winkel | Vorzeichenlos | 8 | 1 | - | |
3072 | Ergebnis Schrittbereich Winkel Startschritt | Vorzeichenlos | 8 | 1 | - | |
3073 | Ergebnis Schrittbereich Winkel Stoppschritt | Vorzeichenlos | 8 | 1 | - |