
Indica al usuario si es posible configurar el evento a través de la página «Configurar evento».
IxB Software (3.14)
Software
Introducción
En esta sección podrá encontrar la información básica sobre el producto así como las convenciones de formato utilizadas en los temas.
Responsabilidades y advertencias
Reglamento general en materia de protección de datos (GDPR)
Este producto ofrece la posibilidad de procesar información personal identificatoria como el nombre de usuario del sistema, su función y su dirección IP. El propósito de esa función de procesamiento podría ser mejorar el control de calidad a través de la trazabilidad y de una adecuada gestión de los accesos.
Si decide procesar datos personales, deberá conocer y cumplir las normas sobre protección de datos personales aplicables, incluyendo el GDPR en la UE así como cualesquiera otras leyes, directivas y reglamentos que sean de aplicación. Atlas Copco no será en ningún caso responsable del uso que usted realice del producto.
Directiva de equipos radioeléctricos (UE) 2014/53 (RED) y Reglamento Delegado de la Comisión (UE 2022/30) de forma complementaria a RED
Los equipos radioeléctricos que se comuniquen a través de Internet y se encuentren en la UE y en el mercado del EEE a partir del 1 de agosto de 2025 deben cumplir los requisitos de ciberseguridad de RED.
Las versiones de software con número de publicación anterior a 3.14.8 no cumplen los requisitos de ciberseguridad de RED.
Está prohibido instalar software no compatible en productos lanzados al mercado a partir del 1 de agosto de 2025 para su uso en la UE y el EEE.
Compruebe el número de serie para identificar la fecha correcta en la que se lanzó el producto al mercado.
El uso de una versión de software con un número de publicación anterior a 3.14.8 anula el cumplimiento normativo en la UE y el EEE y expone el producto a riesgos de ciberseguridad.
El uso de una versión de software con un número de publicación anterior a 3.14.8 es responsabilidad exclusiva del cliente. Atlas Copco no asume responsabilidad alguna por las posibles consecuencias derivadas del uso de una versión de software con un número de publicación anterior.
Responsabilidad
Muchas circunstancias del entorno de trabajo pueden afectar al proceso de apriete y requerir la validación de los resultados. En cumplimiento de las normas y/o reglamentación aplicables, le solicitamos que compruebe el par instalado y la dirección de giro después de cualquier circunstancia que pueda afectar al resultado del apriete. Ejemplos de este tipo de circunstancias son, aunque sin limitarse a ellos:
Instalación inicial del sistema de mecanizado
Cambio del lote de piezas, perno, lote de tornillo, herramienta, software, configuración o entorno
Cambio de conexiones neumáticas o eléctricas
Cambio en la ergonomía, procesos, procedimientos o prácticas de control de calidad
cambio de operador
Cualquier otro cambio que influya en el resultado del proceso de apriete
La comprobación debería:
Asegurar que las condiciones de la junta no hayan cambiado debido a las circunstancias influyentes.
Realizarse después de la instalación inicial, un mantenimiento o la reparación del equipo
Realizarse al menos una vez por cada turno o con otra frecuencia adecuada
Advertencias
Sobre la Guía de usuario
Esta guía de usuario describe el método para ajustar y configurar una herramienta IxB utilizando el IxB Software.
En esta sección
Historial de revisiones
Número de publicación | Fecha de revisión | Descripción de revisión |
|---|---|---|
item | item | none |
3,14 | 10/2025 | NUEVO contenido: Contenido ACTUALIZADO: |
3,13 | 09/2024 | NUEVO contenido:
Contenido ACTUALIZADO:
|
3,11 | 02/2024 | NUEVO contenido:
Contenido ACTUALIZADO:
|
3,10 | 06/2023 | NUEVO contenido:
Contenido ACTUALIZADO:
|
3,9 | 01/2023 | NUEVO contenido:
Contenido ACTUALIZADO:
|
3,8 | 06/2022 | NUEVO contenido:
|
3,7 | 01/2022 | NUEVO contenido:
|
3,6 | 06/2021 | NUEVO contenido:
Contenido ACTUALIZADO:
|
3,5 | 12/2020 | NUEVO contenido:
|
3,4 | 07/2020 | NUEVO contenido:
|
3,3 | 03/2020 | Primera publicación |
Información relevante
- Certificados
- Condición de inicio
- Conectar a un controlador Power Focus (IxB Connect)
- Configuración de HTTPS
- Configuración general
- Configurar Ajustes de presentación resultados en tiempo real
- Configurar el almacenamiento del par final y la trayectoria
- Configurar la conexión de ToolsNet
- Configurar la conexión de ToolsTalk
- Configurar un apriete de fuente
- Configurar un panel de operario
- Configurar una baliza
- Consultar información del transductor
- Crear un programa de apriete
- Diagnóstico del 5G
- EHMI
- Elegir accesorios
- Estación virtual general
- Exportar e importar configuraciones
- Grupo objetivo
- Hardware
- Indicaciones de progreso de puesta en marcha
- Información exportada y formato de archivos
- Interfaz de usuario de la configuración Multistep
- Ledes de herramientas
- Lista de licencias de terceros
- Lista de resultados NOK
- Matriz de resolución de problemas
- Opciones de configuración
- Open Protocol
- PCH: recuento de impulsos alto
- Primeros pasos
- Propiedades de apriete de fuente
- Protocolo ILM
- PrT - Par predominante
- Requisitos previos
- Resolución de problemas de actualización de software
- Restablecer valores de fábrica y Borrar resultados
- Restricciones de etapa
- Seguimientos de etapa
- Señales de salida
- Términos y definiciones
- Transductores múltiples
Grupo objetivo
Esta guía de usuario se ha diseñado para cualquiera que desee configurar u operar una herramienta IxB.
En esta sección
Requisitos previos
Para obtener un conocimiento completo de los aspectos técnicos de la guía de usuario, recomendamos lo siguiente:
Conocimiento de las técnicas de apriete
Convenciones
Para ampliar la comprensión del usuario, se utilizan ciertas convenciones a lo largo de este documento. Las convenciones de formato utilizadas se encuentran enumeradas a continuación.
Elemento | Notación | Descripción | Salida |
|---|---|---|---|
Énfasis general | En el espacio de trabajo Programa. | Para destacar o resaltar determinados elementos del texto. | Texto en Negrita |
Elementos de la Interfaz gráfica de usuario (IGU) | Seleccione el botón Función. | Cualquier referencia a elementos en pantalla de la IGU (por ejemplo, botones de comando, nombres de icono y nombres de campo). | Texto en Negrita |
Interfaz gráfica de usuario (GUI) Ruta > | Por lo general, en la parte superior de la IGU. | La asistencia a la navegación permite realizar un seguimiento de la ubicación en la IGU. | Por ejemplo: Controlador > Programa >Editar |
Entrada de usuario | Introduzca una Descripción para el programa. | Cualquier entrada de texto del usuario. | Texto en Negrita |
Nombres de archivo | Introduzca un Nombre de archivo para la exportación. | Archivos exportados desde el sistema o importados al sistema. | Texto en Negrita cursiva |
Nombres de las variables y los parámetros | Introduzca un Nombre para la exportación. | Nombres (no valores) de las variables y los parámetros. | Texto en Cursiva |
Valores de las variables y los parámetros | Introduzca un VALOR para la exportación. | Valores de las variables y los parámetros | Texto en MAYÚSCULAS NEGRITA |
Salida del sistema | Client.Domain.Models.ExportImportConfiguration | Cualquier salida de texto del sistema. | Texto en Monoespaciado |
Enlaces externos | Enlaces a los sitios externos que contengan información relacionada con el documento o contenido del tema. Estos pueden incluir:
| Texto seleccionable a sitios externos | |
Enlaces de documentación interna |
Si está disponible, estos enlaces se presentarán debajo del texto. | Texto seleccionable a contenido interno |
Descripción general del sistema
Un sistema de fabricación puede estar compuesto por los bloques funcionales de la figura:
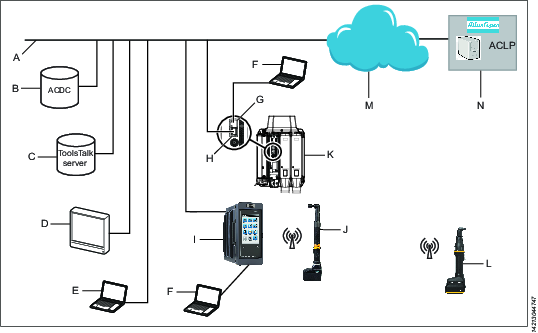
A | Red de la fábrica. | H | Puerto de fábrica del controlador: conectado a la red de la fábrica. |
B | ACDC: para almacenar resultados de apriete y análisis estadísticos. | I | Controlador Power Focus 6000: utilizado con herramientas de mano. |
C | Servidor ToolsTalk 2: para configuración y ajustes de parámetros de controladores y herramientas IxB. | J | Herramienta de mano con batería: utiliza una conexión inalámbrica con el controlador. |
D | PC industrial (IPC): se puede utilizar como terminal del cliente de los servidores ToolsTalk 2 y ToolsNet. | K | Controlador PF6 Flex: utilizado con herramientas fijas. |
E | Ordenador portátil conectado a la red de la fábrica: puede utilizarse como terminal del cliente de los servidores ToolsTalk 2 y ToolsNet. | L | Herramienta de mano con batería IxB: utiliza una conexión inalámbrica con la red de la fábrica. |
F | Ordenador de servicio: puede conectarse al puerto de servicio del controlador o de una herramienta IxB. | M | La nube de Internet. |
G | Puerto de servicio del controlador: puede utilizarse para conectar un ordenador de servicio. | N | Portal de licencias de Atlas Copco (ACLP): situado en Atlas Copco y proporciona soporte para las funciones bajo licencia del Sistema de administración de funciones (FMS). |
La interfaz de usuario
Menú de inicio
El menú de inicio contiene los elementos siguientes:
Elemento de menú | Descripción |
|---|---|
 | Apriete La pestaña Apriete muestra una lista de los programas de apriete existentes almacenados en la herramienta. Al seleccionar un programa individual se abren los distintos menús para configurar y establecer los parámetros del programa de apriete seleccionado. |
 | Secuencia de lotes Una secuencia de lotes consta de uno o más programas de apriete repetitivos en distintas combinaciones. Las secuencias de lotes se crean y configuran en la pestaña Secuencia de lotes. |
 | Fuentes La pestaña Fuentes enumera las opciones disponibles para controlar la selección de un programa de apriete, o de una secuencia de lotes, a través de entradas digitales procedentes de equipos diferentes. |
 | Configuraciones En esta pestaña se pueden configurar los elementos siguientes:
|
 | Herramienta de controlador integrada Esta pestaña incluye elementos como:
Esta pestaña también incluye funciones para la actualización del software y exportación/importación de los parámetros de configuración. |
 | Informes Muestra los últimos resultados de apriete, eventos y la relación de NOK. |
 | Ajustes Esta pestaña se utiliza para configurar ajustes específicos como:
|
| Reglas de automatización Esta pestaña se utiliza para configurar reglas de automatización con activadores y acciones. |
 | Asignación de licencia Esta pestaña ofrece una descripción general del estado de licencia actual y de las fuentes de licencia. |
 | Ayuda La pestaña Ayuda contiene la guía de usuario para el IxB Software. |
Iconos
La tabla siguiente ofrece una descripción general de los iconos y botones disponibles en la interfaz de usuario:
Icono | Nombre | Descripción |
|---|---|---|
 | Volver | Vuelve a la vista anterior. |
 | Inicio | Ir a la pantalla de Inicio. |
 | Ir a Resultados | Ir a la pantalla de resultados en tiempo real. |
 | Candado | Abre una ventana de diálogo para el código PIN. |
 | Eventos | Muestra los últimos eventos de apriete. Define qué eventos se muestran en las configuraciones de eventos en el menú Ajustes. |
 | Validar | Valida los parámetros de apriete según los valores de la herramienta. |
 | Agregar | Añade un elemento. |
 | Eliminar | Elimina un elemento. |
 | Estado de protocolo | Muestra la ventana emergente Protocolo de estado, que muestra la información de Open Protocol y el estado de conexión del servidor. |
 | Aviso | Cartel que muestra que se ha configurado incorrectamente un parámetro. |
Instalación y actualización
En esta sección puede encontrar información para asistirle con la instalación inicial del producto o con la actualización de una versión a otra.
Restricciones de instalación
Requisitos de navegador web
Recomendamos los navegadores web siguientes para la interfaz de usuario de IxB Software:
Firefox
Google Chrome
Microsoft Edge
Licencias
Las licencias para las funciones se gestionan a través del Sistema de administración de funciones (FMS, por sus siglas en inglés). Esto permite a los clientes personalizar funciones de la herramienta según sus necesidades específicas a través de un programa de licencias dinámico.
Las licencias se pueden obtener para funciones individuales o conjuntos de funciones y se pueden desplegar en varias estaciones virtuales. Las licencias se pueden devolver al conjunto cuando ya no se necesiten.
Las licencias se pueden descargar desde el Atlas Copco License Portal (ACLP) y gestionar/distribuir a través de ToolsTalk, o se pueden almacenar en una memoria USB insertada en el controlador.
Tenga en cuenta que este documento no contiene la creación y la administración de cuentas de clientes en el ACLP. Para obtener más información, póngase en contacto con el representante local Atlas Copco.
Existen tres tipos de licencias:
Tipo de estación virtual
Una colección fija de funciones unidas en un único paquete. Las licencias del tipo de estación virtual determinan, entre otras cosas, cuántos programas y secuencias se pueden utilizar, las estrategias de apriete disponibles y el tipo de generación de informes que se puede realizar. Las funciones contenidas en cada tipo de estación virtual son funciones que a menudo se utilizan combinadas entre ellas, o que cuentan con dependencias internas que requieren la presencia de otras funciones en el paquete. Las licencias de tipos de estación virtual se asignan en su totalidad a una estación virtual. La estación virtual ya puede utilizar todas las funciones recogidas en el tipo de estación virtual. Para poder realizar aprietes, se debe asignar una estación virtual al tipo de estación virtual. Dependiendo del tipo de licencia, se activarán o bloquearán diferentes opciones de apriete.
Función de estación virtual
Las funciones individuales se pueden comprar como licencias individuales para complementar el tipo de estación virtual.
Características del controlador
Para realizar un apriete, se debe guardar la licencia de controlador integrada en la herramienta. (No aplicable cuando la licencia independiente se asigna a la estación virtual.)
Fuentes de licencia
Las licencias utilizadas en una herramienta se pueden obtener de fuentes diferentes. El número de fuentes simultáneas está limitado a 10 (o 10 fuentes FMS Portable o un License Server (TT2) además de nueve fuentes FMS Portable). Si se debe añadir licencias de una fuente una vez alcanzado el límite de fuentes (10), es necesario eliminar de la herramienta todas las licencias de una fuente para dejar espacio a las licencias de la otra fuente.
La pestaña Descripción general de la fuente (Asignación de licencia > Descripción general de la fuente) ofrece una descripción general de las licencias instaladas en la herramienta, así como desde dónde se instalaron. En esta sección se puede mostrar un número máximo de 10 fuentes diferentes, y a cada una se le asignará FMS P (para FMS Portable o llave electrónica), o License Server (TT2).
Si selecciona cualquier fuente de licencia se presentará la información detallada sobre la fuente de licencia de esa fuente. Enumera el nombre y el tipo de fuentes, así como el número y el tipo de licencias en cada categoría (Virtual Station Type, Virtual Station Feature y Controller Feature).
La configuración de las funciones controladas por licencias se puede realizar incluso en ausencia de una licencia instalada, por ejemplo, la configuración de los programas de apriete. También es posible asignar estas funciones a una herramienta o estación virtual. Sin embargo, para ejecutar la función sin una licencia válida será necesario instalar la licencia apropiada.
La aplicación de la licencia se realiza en dos etapas: asignación y tiempo de ejecución (gatillo apretado). Si se asigna una función para la cual no hay licencia instalada en una estación virtual, aparecerá un signo de exclamación rojo en la herramienta o sección de tarea de la interfaz de usuario (según el elemento faltante). Si se inicia una función para la cual no hay licencia instalada se presentará un cambio de estado informando de la licencia que falta. No se podrá proceder sin una licencia correcta instalada. Si ejecuta una función sin licencia, en la mayoría de los casos resultará en una herramienta bloqueada.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=HanD0wI-w9k
Instalar licencias en el la herramienta
Tenga en cuenta que las fuentes de licencia están limitadas a una (1) License Server (TT2) y a nueve FMS Portables (llaves electrónicas USB) simultáneamente. Las licencias se instalan a través del servidor (ToolsTalk2) o vía USB, no una combinación de los dos. Si se alcanza el límite de fuentes de licencia, es necesario eliminar en la herramienta todas las licencias de una fuente para añadir licencias de otra fuente.
Las licencias existentes se comprueban con el servidor de licencias cada hora. Si no se obtiene respuesta del servidor de licencias en un plazo de 14 días, se revocarán las licencias afectadas. También se avisará al usuario cuando las licencias estén a punto de caducar. Cuando una licencia esté a 7 días de caducar, se le mostrará al usuario una advertencia cada dos horas. Si no se renuevan las licencias, caducarán y las funciones afectadas ya no estarán disponibles.
Instalar licencias desde el servidor
Las licencias de servidor se distribuyen a través de ToolsTalk2. Para más instrucciones sobre cómo instalar licencias de servidor, consulte Guía de usuario ToolsTalk2.
Para permitir la instalación de una licencia utilizando ToolsTalk2, se deben configurar los parámetros de servidor de licencia correctos en la herramienta.
Configurar la herramienta para la instalación de la licencia de servidor
Vaya a Ajustes en el menú de inicio y seleccione Conexiones de servidor en el panel izquierdo.
En el campo Atlas Copco License Manager, cambie a Activado.
Inserte el Puerto de servidor y la dirección IP del Host de servidor correctos (normalmente la misma que la dirección IP para ToolsTalk2).
Seleccione Aplicar.
Instalar licencias desde FMS Portable (llave electrónica USB)
El Sistema de administración de funciones (FMS) utiliza un dispositivo USB especial para transferir funciones de y a una herramienta. La unidad flash USB contiene una zona de memoria de fines genéricos y una zona de almacenamiento de confianza a la que solo puede acceder el License Manager en una herramienta. Las funciones adquiridas se descargan desde Atlas Copco a la zona de fines genéricos. La primera vez que se introduzca el dispositivo USB en una herramienta con un License Manager, el archivo se detectará y descodificará y las funciones se transferirán a la zona de almacenamiento de confianza a la que solo se puede acceder desde un License Manager.
Instalar licencias utilizando una llave electrónica USB
Conecte la llave electrónica USB a la herramienta mediante un cable adaptador USB.

Antes de la instalación de la licencia, asegúrese de que la herramienta cuenta con una conexión inalámbrica configurada con la red de la fábrica.
La ventana Gestión de licencia USB aparecerá. La columna Grupo mostrará el recuento total de licencias en la herramienta de todas las fuentes. La columna Disponible en FMS P muestra las licencias disponibles en esta llave electrónica, mientra que la columna De este FMS P muestra el número de licencias que se han movido a esta herramienta desde este FMS P particular.
Seleccione la flecha apuntando a la izquierda junto a la licencia que desee instalar en la herramienta.
El número en la columna Disponible disminuirá de 1 y el número en la columna Sin utilizar aumentará de 1.
Eliminar licencias de la herramienta
Eliminar licencias instaladas en el servidor
Para las instrucciones sobre cómo eliminar licencias instaladas a través de servidor, consulte la Guía de usuario ToolsTalk2.
Eliminar licencias instaladas a través de FMS Portable
Conecte la llave electrónica USB a la herramienta mediante un cable adaptador USB.
Antes de eliminar la licencia, asegúrese de que la herramienta cuenta con una conexión inalámbrica configurada con la red de la fábrica.
Si la ventana USB License Manager no es visible, vaya a Asignación de licencia en el menú de inicio.
Seleccione el icono USB en la esquina superior derecha de la ventana. La ventana de diálogo USB License Manager aparece.
Seleccione la flecha apuntando a la derecha junto a la licencia que desee eliminar en la herramienta.
Las licencias asignadas a la estación virtual no se pueden eliminar desde la herramienta. Sin embargo, como resultado la estación virtual no se puede utilizar.
Actualización
Versiones del software
Se pueden instalar simultáneamente dos versiones del software. La instalación de una segunda versión del software es útil para realizar actualizaciones en varias herramientas. Cuando la producción está lista para cambiar al software actualizado, la activación de la versión nueva del software se realiza desde la interfaz de usuario IxB Software o con ToolsTalk 2.
Cambiar las versiones del software no transfiere las configuraciones de la herramienta ni los programas de apriete.
En esta sección
Activación de software
La herramienta puede almacenar dos versiones de software instaladas. Utilizando la Activación de software puede elegir la versión que desea utilizar.
Asegúrese de mantener la batería conectada a la herramienta durante todo el procedimiento.
Activar una versión de software
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Software en el panel izquierdo.
Seleccione Guardado en la ventana Activación de software.
La herramienta se reinicia automáticamente para que tenga efecto la activación.
Actualizar la versión del software
Asegúrese de mantener la batería conectada a la herramienta durante todo el procedimiento.
Si el paquete de software que desea instalar no es compatible con el hardware de la herramienta, la actualización de software se cancelará. Se mostrará un mensaje de advertencia destacando las piezas del hardware que han causado la cancelación.
Para información sobre el hardware actual de la herramienta, acceda a Herramienta con controlador integrado
Vaya a Herramienta de controlador integrada en el menú y seleccione Software en el panel izquierdo.
Vaya al campo Actualización de software y seleccione BUSCAR.
Busque y seleccione el archivo comprimido con el software aplicable y siga las instrucciones para finalizar la instalación.
Si la aplicación del controlador no se inicia repetidamente, el controlador arrancará en modo de rescate. En el modo de rescate se puede instalar un nuevo firmware. La imagen de rescate se distribuye con la actualización del software y puede actualizarse si existe una imagen de rescate más reciente.
No apague el sistema durante la actualización de la imagen de rescate. El sistema se reiniciará al iniciar la actualización.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=-Vq6uKaKfcA
Información relevante
Resolución de problemas de actualización de software
El anillo LED indicará si hay un error durante la actualización del software de la siguiente manera:
Los LED de dirección de apriete parpadearán ocho veces, seguidos de una luz fija durante medio segundo. Este patrón de parpadeo se repetirá hasta que la herramienta realice un reinicio automático. Para ver el mensaje de error, conecte la herramienta a la interfaz de usuario web del IxB Software. Aparecerá el mensaje de error cuando el IxB Software esté cargando.
A continuación, se enumeran los posibles mensajes de error con las correspondientes acciones para su solución:
Mensaje de error | Acción de solución |
|---|---|
La información del hardware de la placa no es válida | Contacte con el equipo de asistencia |
La información del hardware del dispositivo no es válida | Contacte con el equipo de asistencia |
El contenido de los archivos está dañado | Sustituir IAM (tarjeta SD) |
Archivo incompatible con el hardware | Sustituir IAM (tarjeta SD) |
Archivo no encontrado | Sustituir IAM (tarjeta SD) |
Error de lectura de archivos | Sustituir IAM (tarjeta SD) |
Tiempo límite superado para comunicación objetiva | Sustituir la parte definida como objetivo |
Error de recepción del objetivo | Sustituir la parte definida como objetivo |
Respuesta inesperada del objetivo | Sustituir la parte definida como objetivo |
Objetivo inalcanzable | Sustituir la parte definida como objetivo |
Error de trasmisión del objetivo | Sustituir la parte definida como objetivo |
Indicaciones de progreso de puesta en marcha
Solo válido para herramientas equipadas con EHMI.
Al poner en marcha la herramienta la EHMI indicará si hay en curso una actualización de software mostrando los mensajes siguientes:
Comprobar actualización de software
Actualizando aplicación/arranque <módulo>
Iniciando controlador
Un módulo es un subsistema o componente que forma parte de la herramienta IxB, y que se actualiza a través del software IxB.
Módulo (como se muestra en pantalla) | Descripción |
|---|---|
MRT | Placa principal |
MCB | Módulo de alimentación |
FTS | Transductor delantero |
EHMI | HMI ampliada |
BHMI | HMI básica |
RMHI | HMI redonda |
Si se produce un error durante la actualización del software, aparecerá el mensaje siguiente:
Error de actualización de software (ID error)
ID error corresponde a los mensajes de error, de la manera siguiente:
ID | Mensaje de error | Descripción | Acción sugerida |
|---|---|---|---|
0 | Ninguno | - | - |
1 | Información de placa de módulo no válida | Módulo producido con datos incorrectos | Sustituya el módulo |
2 | Información de dispositivo de módulo no válida | Módulo producido con datos incorrectos | Sustituya el módulo |
3 | Archivo dañado de módulo | El sistema del archivo está dañado | Sustituya la IAM |
4 | El firmware del módulo no es compatible con el hardware | Software no compatible con hardware | Actualizar a última versión |
5 | No se ha encontrado el archivo de firmware del módulo | El sistema del archivo está dañado | Sustituya la IAM |
6 | Error al leer el archivo de firmware del módulo | El sistema del archivo está dañado | Sustituya la IAM |
7 | Tiempo límite de comunicación superado al intentar actualizar el módulo | Daños en el conector/cable o el módulo | Sustituya la IAM |
8 | Error al recibir datos del módulo | Daños en el conector/cable o el módulo | Realice el mantenimiento de la herramienta |
9 | Respuesta inesperada del módulo | Daños en el conector/cable o el módulo | Realice el mantenimiento de la herramienta |
10 | No se puede conectar con el módulo | Daños en el conector/cable o el módulo | Realice el mantenimiento de la herramienta |
11 | Error al transmitir datos al módulo | Daños en el conector/cable o el módulo | Realice el mantenimiento de la herramienta |
12 | Sistema en batería auxiliar | El sistema funciona con la batería auxiliar | Reiniciar herramienta: no retire la batería o el adaptador de corriente hasta que se haya completado la actualización |
Modo rescate
Tras tres reinicios sin éxito, la herramienta pasará a Modo rescate. En este modo puede actualizar el software y/o llevar a cabo la gestión del disco.
Actualizar software en Modo rescate
Conecte la herramienta al puerto USB del ordenador. Abra un navegador web e introduzca la dirección 169.254.1.1.
En la interfaz de usuario Modo rescate, acceda a la pestaña Actualizar software.
Seleccione el sistema de archivos que desee actualizar y busque el archivo correcto.
Seleccione el botón Actualizar.
Vaya a la pestaña Apagar/encender y reinicie el sistema.
Realizar la gestión de disco en Modo rescate
Conecte la herramienta al puerto USB del ordenador. Abra un navegador web e introduzca la dirección 169.254.1.1.
En la interfaz de usuario Modo rescate, acceda a la pestaña Gestión de disco.
Seleccione reparar sistema de archivos o borrar datos, según sea necesario.
Seleccione el botón Enviar.
Vaya a la pestaña Apagar/encender y reinicie el sistema.
Configuración
En esta sección podrá encontrar información detallada sobre cómo crear, modificar y comprobar los ajustes de producto.
Opciones de configuración
La configuración y el ajuste de una herramienta pueden realizarse de las siguientes maneras:
IxB Software: la herramienta se puede conectar directamente a un PC mediante cable USB. Si la herramienta está conectada a una red inalámbrica y se conoce su dirección IP, puede accederse a ella desde cualquier ordenador de la red.
ToolsTalk 2: Si la herramienta está conectada al servidor ToolsTalk 2, un cliente ToolsTalk 2 (PC) puede acceder a todos los controladores conectados a través de ToolsTalk 2. Se puede acceder a los controladores IxB tools, así como a los controladores Power Focus 6000 y a los controladores Flex.
ToolsTalk 2 en modo Station Setup: Ofrece una interfaz de ToolsTalk 2 en un PC sin instalación de servidor. El PC se conecta al puerto de servicio del controlador y proporciona acceso a un controlador a la vez.
Controlador: Se aplica a los controladores Power Focus 6000 equipados con pantalla táctil. Los controladores pueden configurarse independientemente de si están conectados a la red o no.
Esta guía de usuario abarca el IxB Software. Para más información sobre ToolsTalk 2 y Power Focus 6000, consulte Guía de usuario ToolsTalk 2 y Guía de usuario Power Focus 6000.
Primeros pasos
Para crear una mejor descripción general del sistema, esta sección ofrece una guía rápida que abarca los pasos básicos necesarios para empezar. La sección no explica cada característica del sistema, en cambio se centra en las más básicas.
Empezar a trabajar
Conecte la herramienta a un PC y acceda a la interfaz de usuario. Configure una conexión inalámbrica entre la herramienta y la red.
Defina un programa de apriete que contenga todos los parámetros importantes de un apriete, por ejemplo el ángulo objetivo y el par objetivo.
Si fuera aplicable, cree una secuencia de lotes. Puede añadir uno o varios programas de apriete a una secuencia de lotes que funciona como una serie de programas de apriete. Una secuencia de grupos puede, por ejemplo, incluir una serie de aprietes con un programa de apriete o una secuencia de programas de apriete diferentes.
Asigne una tarea a la estación virtual de la herramienta. La tarea puede ser un programa de apriete, una secuencia de grupos o una entrada digital especificada (por ejemplo, un escáner de código de barras).
En esta sección
Acceder a la interfaz web de IxB Software
Retire la tapa del puerto de conexión USB de la herramienta.
Conecte la herramienta al puerto USB del ordenador.
Abra un navegador web e introduzca la dirección de la interfaz de usuario del software IxB: 169.254.1.1.
Para acceder de forma inalámbrica a la interfaz de usuario, consulte las instrucciones en la sección Configurar un cliente inalámbrico.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=ffQHjRwbIgw
Información relevante
Crear un programa de apriete
Vaya a Apriete en el menú de inicio.
Seleccione el icono más.
En la ventana Seleccionar modo de operación, seleccione Apriete.
Abra la ventana Propiedades e introduzca un Límite de par máximo válido para la herramienta específica. Pulse Intro. Cierre la ventana Propiedades.
Abra el panel Etapas en el lado derecho y arrastre y suelte las etapas para crear un programa de apriete.
Configure Seguimientos y Restricciones para cada etapa según sea aplicable y pulse la tecla Intro.
El programa de apriete debe contar con un programa de afloje configurado.
Crear un programa de afloje
Vaya a Apriete en el menú de inicio.
Seleccione el icono más.
En la ventana Seleccionar modo de operación, seleccione Afloje.
Abra la ventana Propiedades e introduzca un Límite de par máximo válido para la herramienta específica. Pulse Intro. Cierre la ventana Propiedades.
Abra el panel Etapas en el lado derecho y arrastre y suelte las etapas para crear un programa de afloje.
Configure Seguimientos y Restricciones para cada etapa según sea aplicable y pulse Intro.
Añadir el programa de afloje al programa de apriete
Vaya a Apriete en el menú de inicio y seleccione un programa de apriete de la lista.
Amplíe Propiedades seleccionando la flecha.
En Ajustes generales, seleccione Programa de afloje y seleccione un programa de afloje en la lista. Pulse Intro.
Asignar una tarea a la estación virtual
Vaya a Herramienta de controlador integrado en el menú de inicio.
En Estación virtual > Tarea seleccione Escoger tarea.
Seleccione unPrograma de apriete de la lista.
Información relevante
Conexión a la GUI web mediante el puerto de servicio Ethernet
Asegúrese de que la configuración de DHCP esté habilitada en el ordenador.
Realice los siguientes pasos para conectarse a la GUI web:
Conéctese al puerto de servicio Ethernet.
Abra un navegador web.
En el campo de dirección, escriba 169.254.1.1.
La GUI web se abre.
Trabajar con la pestaña Apriete
Esta sección describe la estrategia de apriete multietapas y cómo crear un programa de apriete.
Algunas características requieren licencias que se distribuyen a través del Sistema de administración de funciones (FMS, por sus siglas en inglés). Aunque la configuración de las funciones es posible sin licencias específicas, la asignación y uso de esas funciones requerirán instalar la licencia adecuada en la herramienta.
Información relevante
En esta sección
Estrategia de apriete Multistep
Un apriete Multistep es un apriete realizado en varias etapas. El número de etapas y el tipo de etapas varía dependiendo del apriete que se realice. Un programa de apriete de múltiples etapas puede configurarse en diversos aspectos, incluidas sus funciones de monitorización y restricciones. Se puede añadir un total de 16 etapas a un programa Multistep.
Las Restricciones se emplean para asegurar que el apriete se detiene si ocurre algo inesperado. Estas restricciones pueden, por ejemplo, comprobar si se ha alcanzado un par máximo o si una parte del apriete Multistep tarda demasiado en realizarse. Cada etapa puede tener hasta cuatro restricciones cada una. Cada etapa tiene un conjunto de restricciones obligatorias y opcionales. Las restricciones obligatorias se incluyen al arrastrar una nueva etapa a la estrategia de múltiples etapas.
Los seguimientos se emplean para comprobar que el apriete se realizó según las especificaciones. Esto puede ser, por ejemplo, límites de ángulo o de par. Cada etapa puede tener hasta ocho seguimientos. Cada etapa tiene un conjunto de seguimientos obligatorios y opcionales. Los seguimientos obligatorios se incluyen al arrastrar una nueva etapa a la estrategia de múltiples etapas.
En esta sección
Interfaz de usuario de la configuración Multistep
Los programas de apriete y multietapa que aparecen atenuados indican que son programas globales distribuidos desde ToolsTalk. Estos programas no se pueden cambiar a través de la GUI del controlador. Los programas globales solo se pueden modificar a través de ToolsTalk. Consulte la documentación del usuario de ToolsTalk para más información.
La interfaz de usuario para configurar un programa Multistep se puede dividir en tres áreas principales:
En la parte superior hay un menú desplegable que contiene las Propiedades del programa de apriete Multistep. Aquí se pueden definir las propiedades generales, como nombre del programa, el seguimiento de programa general y la validación.
A la derecha hay tres pestañas que contienen Etapas, Seguimientos y Restricciones que se pueden utilizar para diseñar el programa Multistep. Para usar cualquiera de estos elementos, seleccione la pestaña correspondiente y arrastre el elemento de la lista al área de apriete. Dependiendo de su función, suelte el elemento entre el principio y el final del programa (para etapas), o encima de una etapa en concreto (para seguimientos y restricciones).
El área principal de la interfaz de usuario está formada por el área de apriete. Esta es el área que incluye todas las etapas en el programa de apriete.
Etapas de apriete
La disponibilidad de las etapas de apriete, los monitores y las restricciones depende de la licencia instalada en el controlador.
Parámetros generales
Los parámetros de etapa siguientes son los mismos para muchas de las etapas. Los parámetros se definen en la ventana de propiedades de etapa, la cual aparece al seleccionar una etapa en el programa de apriete.
Parámetro | Descripción |
|---|---|
Nombre | Nombre de la etapa. |
Dirección de giro | Cada una de las etapas de apriete puede girar marcha adelante, es decir, para apretar, o marcha atrás, para aflojar ligeramente el tornillo. Las flechas indican esta dirección. Muchas de las etapas de apriete tienen una dirección con codificación fija hacia adelante, por ejemplo Apretar hasta el ángulo, o Apretar hasta el par. Las etapas como Aflojar hasta el ángulo o Aflojar hasta el par tienen la dirección establecida automáticamente en marcha atrás. El ajuste de marcha atrás no está permitido para las herramientas configuradas con el accesorio delantero de engranaje (GFA) de boca abierta. La dirección de apriete del programa de apriete debe ser la misma que la dirección de apriete de la herramienta de boca abierta para que se permita ejecutar un apriete. Es posible asignar un programa de desapriete a un programa de apriete para una herramienta de boca abierta, pero si el interruptor de dirección está configurado para ejecutar el programa de desapriete, la herramienta se bloqueará. |
Categoría de etapa | Para cada etapa, existe la opción de elegir una categoría de etapa. Al seleccionar la categoría de etapa, los aprietes que no sean correctos (NOK) figurarán en una lista en la vista de resultados del evento con un estado relacionado detallado junto con la información correspondiente del error. Si no se realiza ninguna selección, el estado detallado se establecerá en error de múltiples etapas sin categorizar. El estado detallado relacionado se puede personalizar. |
Ventana de ángulo | Una junta se considera dura si el tornillo se aprieta hasta su par completo y gira 30 grados o menos después de apretarse hasta su punto de asentamiento. Una junta blanda gira 720 grados o más después de apretarse hasta su punto de asentamiento. El parámetro de dureza define la ventana del ángulo para calcular la gradiente. Cuanto más dura sea la junta, más pequeña es la ventana del ángulo. |
Rampa de velocidad/aceleración (solo disponible en Tools Talk 2) | Para la mayoría de etapas se puede especificar cómo debe hacerse la aceleración hasta la velocidad objetivo. Se pueden realizar tres ajustes distintos: duro, blando y manual. La aceleración definida se empleará cuando se inicie una etapa. Independientemente de si la herramienta ya está funcionando con velocidad al principio de la etapa, la rampa se empleará para acelerar la velocidad objetivo de la etapa. Este no será el caso incluso si la velocidad al inicio de la etapa es mayor o menor que la velocidad objetivo. |
Modo Rampa de velocidad - duro y blando |
|
Modo Rampa de velocidad - manual |
|
Uso de cambios de velocidad | Los gatillos de ángulo 1-5 o los gatillos de par se pueden definir durante una etapa, donde la velocidad cambiará. En una etapa, todos los gatillos de cambio de velocidad se basan en la misma propiedad, es decir, el par o el ángulo. No pueden mezclarse en una etapa. Los gatillos de par y de ángulo deben ser inferiores al objetivo de la etapa, dependiendo del tipo de etapa y del tipo de gatillo. El gatillo de par y la velocidad de par también se validan con el par máximo y la velocidad máxima de la herramienta. Una advertencia o indicador de error se produce cuando los ajustes de cambio de velocidad exceden los valores máximos de la herramienta o de la etapa. Los gatillos de par y de ángulo deben ser inferiores al objetivo de la etapa, dependiendo del tipo de etapa y del tipo de gatillo. El gatillo de par y la velocidad de par también se validan con el par máximo y la velocidad máxima de la herramienta. Una advertencia o indicador de error se produce cuando los ajustes de cambio de velocidad exceden los valores máximos de la herramienta o de la etapa. Se pueden enviar los ajustes a la herramienta cuando hay una advertencia en un programa de apriete, pero no cuando un programa de apriete tenga un indicador de error (fallo). Los cambios de velocidad se pueden añadir en el campo Configuración. Para añadir un cambio de velocidad: En el cuadro de diálogo de una etapa que pueda tener cambios de velocidad, seleccione Añadir cambio de velocidad. A continuación, seleccione un intervalo de ángulo y un intervalo de par.
|
Tipo de freno | El comportamiento de frenado de un programa de apriete Multistep se puede controlar en dos lugares posibles en el programa: en una etapa anterior una inversión de la dirección del apriete, o en la etapa final del programa de apriete. En otros lugares del programa de apriete, los parámetros de frenado no estarán disponibles en los ajustes generales de la etapa. Se puede ajustar el frenado a Parada ergo o Inercia. Inercia frenará completamente la herramienta, mientras que Parada ergo permitirá una desaceleración más ergonómica del apriete. Inercia no tiene parámetros adicionales. Parámetros de parada ergo:
|
Excluir en modo MTC | La opción Excluir en modo MTC se puede activar para los pasos en un programa de Multistep. Cuando se utiliza el modo MCT para un programa de Multistep, se excluirán las etapas con Excluir en modo MTC activado. Si se activa la opción Excluir en modo MCT de forma que no haya una interrupción antes de una etapa de espera o de un cambio de dirección, se producirá un error en tiempo de ejecución en modo MCT. Las rutas de terminación y de reparación se ignoran en los sistemas fijos, p. ej., si están activados, el apriete se marcará como apriete NOK MC. Solo se utiliza el modo MCT cuando se prueba. Asegúrese de que el modo MCT está desactivado antes de que la herramienta vuelva a la línea de producción. |
Las siguientes etapas de apriete no son compatibles con las herramientas configuradas con el accesorio delantero de engranaje (GFA) de boca abierta:
A: apretar hasta ángulo/aflojar hasta ángulo
TrR: aflojar hasta liberar el gatillo
T: apretar hasta par/aflojar hasta par
E: accionar
SR: liberar boca
DT: apretar hasta DynaTork
TPT: apretar/aflojar TensorPulse hasta par
IT: apretar/aflojar impulso hasta par
IA: apretar impulso hasta ángulo/aflojar hasta ángulo
AP: impulso adaptivo
ITrR: aflojar hasta liberar el gatillo
Ajustes de trayectoria
Cuando la configuración de trayectoria se ha habilitado en el nivel de programa, la resolución de trayectoria se puede configurar en el nivel de etapa. La configuración de Ajustes de trayectoria define cómo se debe realizar el muestreo en cada etapa específica.
Parámetro | Descripción |
|---|---|
Ajustes de trayectoria |
|
Tiempo de muestra | Elija el tiempo de muestra de la lista desplegable (0,25 - 1000 ms). |
Ángulo de muestra | Elija el ángulo de muestra de la lista desplegable (0,25 - 20º). |
Con este registro de trayectoria, las tasas de muestreo no serán las mismas en todas las etapas, sino que la tasa de muestreo dependerá de la configuración en cada etapa. Esto significa que en cada etapa la trayectoria se dividirá en un trazo.
El número máximo de muestras en una trayectoria es de 4096.
Si un apriete produce más de 4096 valores, se realizará un muestreo descendente. Esto se hace retirando una muestra de trayectoria de todo el apriete cada segundo y luego se continúa el registro con la mitad de la resolución. Este proceso se repetirá cada vez que se alcance el límite de 4096 muestras.
Si se registró un total de más de 2048 muestras, este proceso dará como resultado una trayectoria entre 2048 y 4096 muestras.
Si se alcanza el límite de 4096 muestras, ya no se seguirán los tiempos de muestra de trayectorias configuradas. En su lugar, los tiempos de muestra se duplicarán o cuadruplicarán, en función de cuántas veces se haya realizado el muestreo descendente. Dado que todas las etapas se muestrean, la relación entre las etapas seguirá siendo la misma. Si una etapa se configuró con un tiempo de muestra doble en comparación con otra etapa, esto seguirá siendo así en la trayectoria final, independientemente del número de veces que se haya realizado un muestreo descendente.
Canal de trayectoria | Nota |
|---|---|
Par de apriete | Disponible para todas las herramientas equipadas con un transductor de par |
Ángulo | Disponible para todas las herramientas |
Par secundario | Solo disponible para herramientas con dos transductores de par |
Ángulo secundario | Solo disponible para herramientas con dos transductores de ángulo |
Intensidad | Disponible para todas las herramientas |
Gradiente | Disponible si alguna etapa/restricción/monitor produce los valores de gradiente |
Power Focus 6000/Power Focus 8 | Power Focus 6000 Synchronized tightening/Power Focus 8 Synchronized tightening | Flex | IxB |
|---|---|---|---|
EST. | EST. | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect | |||
XB |
A – Apretar hasta ángulo / Aflojar hasta ángulo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
A – Apretar hasta ángulo
Esta etapa opera la herramienta hasta que se alcanza el ángulo objetivo. El ángulo objetivo se mide desde el inicio de la etapa.
A – Aflojar hasta ángulo
Esta etapa opera la herramienta con la velocidad n hacia atrás hasta que se alcanza el ángulo objetivo. El ángulo objetivo se mide desde el inicio de la etapa.
Esta etapa de apriete no es compatibles con las herramientas configuradas con el accesorio delantero de engranaje (GFA) de boca abierta:
Parámetros
Parámetro | Descripción |
|---|---|
Ángulo objetivo | El objetivo de ángulo Debe ser > 0 |
Velocidad | Predeterminado: 60 rpm. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Ángulo objetivo |
Microvídeo
C: embrague
Herramientas |
|---|
BCV BCP |
Esta etapa operará la herramienta con la velocidad programada en la dirección hacia adelante hasta que se libere el embrague. Cuando la herramienta ha informado de la liberación del embrague, la etapa finalizará con el estado OK.
Un programa de apriete que utilice la etapa de embrague no puede tener otra etapa asignada.
Esta etapa solo es válida para las herramientas de embrague BCV-RE y BCP-RE.
Parámetro | Descripción |
|---|---|
Control de velocidad | Una velocidad o dos velocidades |
Velocidad final | Ajusta la velocidad final del programa [rpm] |
Rampa de velocidad | Interruptor donde se puede seleccionar la rampa de velocidad [dura, suave] |
Reapriete | Detección de reapriete configurada en Activado o Apagado |
Ángulo de reapriete | Ajusta el ángulo de reapriete [º] |
CL - Afloje del embrague
Herramientas |
|---|
BCV BCP |
Esta etapa operará la herramienta con la velocidad programada en la dirección hacia detrás hasta que se libere el gatillo de la herramienta.
Un programa de afloje que utilice la etapa de embrague no puede tener otra etapa asignada.
Esta etapa solo es válida para las herramientas de embrague BCV-RE y BCP-RE.
Parámetro | Descripción |
|---|---|
Final | Ajusta la velocidad final del programa [rpm] |
DI – Ejecutar hasta entrada digital
Herramientas |
|---|
ES STR SL ST SR QST |
Esta etapa ejecuta la herramienta en la dirección definida por el parámetro Dirección, hasta que la entrada especificada por Entrada digital se vuelve alta o baja dependiendo del valor de Condición de parada.
Parámetro | Descripción |
|---|---|
Dirección | Hacia adelante o hacia atrás |
Entrada digital | Se puede seleccionar una de las siguientes entradas digitales locales en el controlador:
|
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Condición de parada |
|
Velocidad (rpm) | Predeterminado: 60 rpm. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Disponible si Tipo de rampa de velocidad es Manual. Predeterminado: 500 rpm/s. |
Microvídeo
DT – Apretar hasta DynaTork
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta etapa de apriete no es compatible con las herramientas configuradas con el accesorio delantero de engranaje (GFA) de boca abierta:
Esta etapa opera la herramienta con la velocidad n en la dirección hacia adelante hasta que se alcanza el Ángulo objetivo. La herramienta mantendrá entonces la constante en el Porcentaje DynaTork del Par objetivo durante el Tiempo DynaTork.
Para evitar un sobrecalentamiento de la herramienta, se recomienda encarecidamente no operar DynaTork por encima del 40 % del par máximo de la herramienta.
Parámetro | Descripción |
|---|---|
Par objetivo | El objetivo de par Debe ser > 0 |
Tiempo de DynaTork | El tiempo de DynaTork estará activo. |
Porcentaje de DynaTork | El porcentaje del Par objetivo. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Velocidad (rpm) | Predeterminado: 60 rpm. |
Freno (válido solo para Power Focus 6000 Synchronized tightening, Power Focus 8 Synchronized tightening y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Par objetivo |
B | Nivel de par retenido durante el tiempo de DynaTork |
C | Porcentaje de T |
D | Porcentaje de T |
E | Nivel de par retenido durante el tiempo de DynaTork |
F | Tiempo de DynaTork |
Microvídeo
E: accionar
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Esta etapa no es compatible con las herramientas configuradas con Gear Front Attachment (GFA) de boca abierta:
Esta etapa opera la herramienta en ambas direcciones hasta que la boca envuelve el tornillo. La etapa continúa hasta que se alcanza el Par objetivo o Ángulo objetivo, siempre que se haya establecido la opción Continuar si no se acopla en Sí. Si se alcanza el ángulo objetivo en cualquiera de las direcciones, ésta se invertirá. Limitar las iteraciones de búsqueda introduciendo el Máx. de intentos de acople. Si se alcanza el par objetivo en cualquiera de las direcciones, finalizará la etapa con el estado OK.
Microvídeo
Ext - Resultado externo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB BCP BCV Herramienta externa |
El resultado externo es una estrategia que se emplea cuando se indica un apriete correcto (OK) con una señal digital externa (y no con valores de par o ángulo medidos durante el apriete). Esta señal externa se puede facilitar a través de cualquier medio que pueda transmitir una señal digital al controlador (p. ej., a través del bus E/S).
Cuando se envía la señal, la vista de resultados (datos registrados) mostrará el valor del parámetro objetivo que figura en el programa de apriete (valor de par especificado, valor de ángulo o cadena de texto). Estos valores (par y ángulo) no representan los valores medidos reales, sino solo el texto introducido.
Parámetro | Descripción |
|---|---|
Par <Par objetivo> | Valor numérico del valor de par objetivo mostrado deseado. Una señal podría proceder por ejemplo de una llave de clic y mostrar <Par objetivo>. |
Ángulo <Ángulo objetivo> | Valor numérico del valor de ángulo objetivo mostrado deseado. Una señal podría proceder por ejemplo de una llave de clic y mostrar <Ángulo objetivo>. |
Texto | Una cadena alfanumérica del texto mostrado deseado. Por ejemplo: «Se ha cambiado el aceite». |
IT: apretar/aflojar impulso hasta par
Herramientas |
|---|
IXB |
Las etapas de Impulso solo son válidas para herramientas IPB-P
Apretar impulso hasta par
Esta etapa genera impulsos de apriete en la dirección hacia adelante hasta que se alcanza el objetivo de par.
Aflojar impulso hasta par
Esta etapa genera impulsos de apriete en la dirección hacia atrás hasta que el par está por debajo del par objetivo.
Parámetro | Descripción |
|---|---|
Objetivo de par: Ts | El intervalo de par debe ir de 0 hasta el par máximo de la herramienta. |
Energía de impulso: Pe | La energía de impulso se utiliza para controlar la cantidad de energía/corriente en cada impulso. El rango de energía de impulso debe ir del 10 % al 100 %. |
Velocidad automática |
|
MWR - Llave mecatrónica
Herramientas |
|---|
MWR |
La llave mecatrónica es una etapa especializada que se puede utilizar solo combinada con la llave mecatrónica (MWR).
Esta etapa no se puede utilizar combinada con otras etapas. No se pueden utilizar restricciones con esta etapa. De forma predeterminada, la etapa cuenta con tres supervisiones: par pico, ángulo y clic.
Parámetro | Descripción |
|---|---|
Límite de afloje | Valor numérico para par negativo (es decir, par en la dirección de afloje) en cuyo punto el resultado de apriete se marca como NOK (dirección equivocada de apriete (aflojar)); en Nm. |
Tamaño de la herramienta | Valor numérico para la longitud específica de la herramienta de terminal instalada en el MWR-TA; en mm. |
Curvatura de herramienta | Valor numérico para la herramienta de terminal instalada en el MWR-TA; en º/Nm. |
Ventana de ángulo de reapriete | Valor numérico para el ángulo para determinar si el tornillo ya estaba apretado si el par se alcanza, en º. |
Velocidad angular máx. | Valor numérico para la velocidad máx. a la cual se puede apretar el tornillo, en º/s. |
RD – Aproximación
Herramientas |
|---|
ES STR SL ST SR QST IXB |
La etapa de aproximación forma parte del apriete desde que el tornillo entra en la rosca hasta justo antes de que la cabeza del tornillo toque la superficie subyacente y se alcance el punto de asentamiento. El par necesario durante la aproximación no contribuye a ninguna fuerza de amarre.
Esta etapa hace funcionar la herramienta con la velocidad en dirección de avance y, dependiendo del Tipo de aproximación, par o asentamiento, la conducta de la etapa es la que sigue:
Tipo de aproximación: Hasta par: La etapa se detiene cuando se encuentra el par objetivo especificado.
Tipo de aproximación: Hasta asentamiento: El cálculo de la gradiente de ajuste empieza en el nivel de gatillo de par especificado Tt. Si no se establece la activación por par, se inicia el cálculo de la gradiente al comenzar la etapa.
El cálculo de la pendiente se realiza entre dos puntos de ángulo con separación de Ad grados y se calcula de la forma siguiente: (Tn – Tn-1)/(An – An-1) y en cuanto las dos pendientes consecutivas son superiores a TSLOPE se encuentra el punto de asentamiento.
Parámetro | Descripción |
|---|---|
Tipo de aproximación | Hasta par o Hasta asentamiento. |
Par objetivo | Predeterminado: «No config.» Debe ser > 0 |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Par del gatillo | Si Tipo de aproximación es Hasta asentamiento, aparece el campo Par de gatillo. Predeterminado: «No config.» Debe ser > 0 |
Ángulo delta | Si Tipo de aproximación es Hasta asentamiento, aparece el campo Ángulo delta. Predeterminado: "0". Debe ser > 0 |
Tasa de par | Si Tipo de aproximación es Hasta asentamiento, aparece el campo Régimen de par. Predeterminado: "0". Debe ser > 0 |
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Punto de asentamiento |
B | Ángulo delta |
C | Pendiente de par |
D | Objetivo de par |
E | Gatillo de par |
SR: liberar boca
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta etapa no es compatible con las herramientas configuradas con Gear Front Attachment (GFA) de boca abierta:
Esta etapa opera la herramienta con la velocidad n hacia atrás hasta que se alcanza el ángulo objetivo. El ángulo objetivo se mide desde el inicio de la etapa.
Solo se puede emplear esta etapa como última etapa en la ruta de apriete de un programa de apriete de múltiples etapas. Sin embargo, es posible añadir un punto de sincronización después de este paso.
Parámetro | Descripción |
|---|---|
Ángulo objetivo | El objetivo de ángulo Predeterminado: 3 grados, debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Velocidad | Predeterminado: 60 rpm. |
SZP - Definir posición cero
Herramientas |
|---|
ES STR SL ST SR QST |
La etapa Definir posición cero envía la señal para definir la posición cero a la herramienta. La posición se repite una vez cada 360 grados.
Con las etapas Aflojar hasta posición cero o Apretar hasta posición cero se puede devolver la herramienta a la posición cero.
Esta etapa no tiene ningún parámetro.
La posición cero es una posición específica almacenada con una etapa «Definir posición cero» o la señal «Definir posición cero». La posición se repite una vez cada 360 grados.
T - Apretar hasta par / Aflojar hasta par
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
T - Apretar hasta par
Esta etapa opera la herramienta con la velocidad programada en la dirección hacia adelante hasta que se alcanza el par objetivo.
Parámetro | Descripción |
|---|---|
Par objetivo | El objetivo de par Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Microvídeo
T – Aflojar hasta par
Esta etapa de apriete no es compatibles con las herramientas configuradas con el accesorio delantero de engranaje (GFA) de boca abierta:
Esta etapa opera la herramienta con la velocidad n hacia atrás. Para que se active la etapa, el par debe exceder primero el 110 % del par objetivo. El par objetivo debe tener un valor positivo. Después de alcanzar el par objetivo, se ejecutará el paso hasta que el par caiga por debajo del par objetivo.
Parámetro | Descripción |
|---|---|
Par objetivo | El objetivo de par Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Par objetivo |
T+A – Apretar hasta par más ángulo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta etapa opera la herramienta hasta que se alcanza el ángulo objetivo. Desde este punto continúa operando un ángulo objetivo adicional.
Parámetro | Descripción |
|---|---|
Par objetivo | El objetivo de par Debe ser > 0 |
Ángulo objetivo | El objetivo de ángulo Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Velocidad | Predeterminado: 60 rpm. |
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Par objetivo |
B | Ángulo objetivo |
T|A – Apretar hasta par o ángulo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta etapa de apriete opera la herramienta con la velocidad especificada en la dirección hacia adelante hasta que se alcanza el objetivo de par.
La medición de par empieza al comienzo de la etapa.
Si el gatillo de par NO está definido, la medición de ángulo empieza al principio de la etapa.
Si el gatillo de par está definido, la medición de ángulo empieza cuando se alcanza el gatillo de par.
La etapa finaliza cuando:
Par medido >= Par objetivo (Ts)
O
(Ángulo medido - Ángulo medido en gatillo de par) >= Ángulo objetivo (As).
Parámetro | Descripción |
|---|---|
Par objetivo (Ts) | Valor predet.: 0. |
Ángulo objetivo (As) | Valor predet.: 0. |
Gatillo de par (Tt) | Valor predet.: NO configurado. Debe ser > 0 y < Par objetivo (Ts) |
Velocidad (n) | Predeterminado: 60 rpm. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. |
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Par objetivo |
B | Ángulo objetivo |
Haga clic sobre la imagen para ver más información:
A | Par objetivo |
B | Gatillo de par |
C | Ángulo objetivo |
T&A – Apretar hasta par y ángulo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta etapa de apriete opera la herramienta con la velocidad especificada en la dirección hacia adelante hasta que se alcanza tanto el par objetivo como el ángulo objetivo.
La medición de par empieza al comienzo de la etapa.
Si el gatillo de par NO está definido, la medición de ángulo empieza al principio de la etapa.
Si el gatillo de par está definido, la medición de ángulo empieza cuando se alcanza el gatillo de par.
La etapa finaliza cuando:
Par medido >= Par objetivo (Ts)
Y
(Ángulo medido - Ángulo medido en gatillo de par) >= Ángulo objetivo (As).
Parámetro | Descripción |
|---|---|
Par objetivo (Ts) | Valor predet.: 0. |
Ángulo objetivo (As) | Valor predet.: 0. |
Gatillo de par (Tt) | Valor predet.: NO configurado. Debe ser > 0 y < Par objetivo (Ts) |
Velocidad (n) | Predeterminado: 60 rpm. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. |
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Par objetivo |
B | Ángulo objetivo |
Haga clic sobre la imagen para ver más información:
A | Par objetivo |
B | Gatillo de par |
C | Ángulo objetivo |
TC – Calibración de par
Herramientas |
|---|
QST |
Esta etapa solo es compatible con herramientas con transductor múltiple.
La etapa Calibración de par opera la herramienta con la velocidad especificada en la dirección hacia adelante hasta que se alcanza el objetivo de par.
Parámetro | Descripción |
|---|---|
Par objetivo | Debe ser > 0 |
Velocidad | Debe ser > 0 Predeterminado: 60 rpm. |
Transductor | Par o Par 2. Predeterminado: Par. Configurado como Par 2 para calibrar el transductor frontal. |
Freno adaptador (válido solo para Power Focus 6000 Synchronized tightening, Power Focus 8 Synchronized tightening y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
ThCT – Corte de rosca hasta par
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
La función Corte de rosca hasta par activa el apriete en el que el par de aproximación requerido es superior al par de Aproximación completa, por ejemplo cuando se aprietan capas finas de metal utilizando tornillos taladradores (o autorroscantes). La herramienta opera hacia adelante hasta que se alcanza el Ángulo de corte de rosca (Aw). La ventana del ángulo de corte de rosca se mide desde que el par supera por primera vez el Par de gatillo de corte de rosca (Ttc). Desde el punto en que se alcanza el ángulo de corte de rosca, la etapa continúa hasta que se alcanza el Par objetivo (Tt).
Parámetro | Descripción |
|---|---|
Par objetivo | Debe ser > 0 |
Ventana de ángulo de corte de rosca | Predeterminado: 0. Debe ser > 0 |
Par del gatillo | La medición del ángulo comienza en este punto de activación. |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Par objetivo |
B | Gatillo de par |
C | Ventana de ángulo de corte de rosca |
TPT: apretar/aflojar TensorPulse hasta par
Herramientas |
|---|
STR IXB |
Antes de utilizar la etapa de apriete/afloje TensorPulse, es obligatorio haber instalado el siguiente tipo de licencia en el controlador:
Estrategias de Baja Reacción
TensorPulse solo es válido para las herramientas siguientes: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10, ITB-P.
Esta etapa de apriete no es compatibles con las herramientas configuradas con el accesorio delantero de engranaje (GFA) de tipo boca abierta o cerrada.
Apretar TensorPulse hasta par
Esta etapa genera impulsos de apriete en la dirección hacia adelante hasta que se alcanza el objetivo de par.
Aflojar TensorPulse hasta par
Esta etapa genera impulsos de apriete en la dirección hacia atrás hasta que el par está por debajo del par objetivo.
Si ejecuta la etapa de apriete/afloje TensorPulse, utilice el adaptador PulseDrive necesario.
Si la etapa de apriete/afloje TensorPulse se ejecuta sin el adaptador PulseDrive, todos los aprietes son NOK. El error de etapa «Adaptador PulseDrive no detectado» aparece cuando no hay adaptador PulseDrive.
Parámetro | Descripción |
|---|---|
Objetivo de par: Ts | El intervalo de par debe ir de 0 hasta el par máximo de la herramienta. |
Energía de impulso: Pe | La energía de impulso se utiliza para controlar la cantidad de energía/corriente en cada impulso. El rango de Energía de impulso debe ir del 10 % al 100 %. |
Factor de ajuste de fuerza de reacción | El Factor de ajuste de la fuerza de reacción se utiliza para ajustar la fuerza de reacción al ejecutar la etapa TensorPulse. Es la potencia que mueve la herramienta en el sentido opuesto tras cada impulso. El intervalo del factor de ajuste de la fuerza de reacción debe ir del 0 al 100 %. |
En la trayectoria, la inversión del ángulo significa que la herramienta gira hacia atrás para activar los impulsos, pero el cabezal del tornillo no gira hacia atrás necesariamente a causa del adaptador PulseDrive.
TrR – Aflojar hasta liberar el gatillo
Herramientas |
|---|
ES STR SL ST SR STB IXB |
Esta etapa no es compatible con las herramientas configuradas con Gear Front Attachment (GFA) de boca abierta:
Esta etapa se ejecuta en dirección hacia atrás hasta que se libera el gatillo de la herramienta (aflojar). Solo se puede utilizar como última etapa en un programa.
Para las herramientas STB, esta etapa solo es aplicable para programas de afloje.
Parámetro | Descripción |
|---|---|
Velocidad | Valor numérico para la velocidad de rotación, en rpm. |
Tipo de rampa de velocidad | Lista de opciones donde se puede seleccionar la rampa de velocidad [dura, suave, manual] |
TTTR – Apretar hasta liberar el gatillo
Herramientas |
|---|
ES STR SL ST SR STB IXB |
Esta etapa opera hasta que se libera el gatillo de la herramienta (apretar). Solo se puede utilizar como última etapa en un programa de apriete.
Parámetro | Descripción |
|---|---|
Velocidad | Valor numérico para la velocidad de rotación, en rpm. |
Tipo de rampa de velocidad | Lista de opciones donde se puede seleccionar la rampa de velocidad [dura, suave, manual] |
W - Esperar
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
En esta etapa la herramienta espera hasta que se haya cumplido la condición Tipo de espera. La herramienta no gira mientras espera, pero se puede especificar Condición de retención.
Parámetro | Descripción |
|---|---|
Tipo de espera |
|
Tiempo de espera | Número de segundos que la herramienta permanecerá quieta - válido solo cuando se selecciona Tiempo para Tipo de espera. |
Condición de retención |
|
WP - Producción de llave
Herramientas |
|---|
STwrench |
Estrategia utilizada para la prueba de calidad del apriete realizado con la STwrench.
Parámetro | Descripción |
|---|---|
Estrategia de control | El tipo de etapa Producción de llave se puede configurar con las estrategias de control siguientes.
|
En base a la estrategia de control seleccionada, aparecerá una combinación de algunos de los parámetros abajo enumerados.
Parámetros | Descripción |
|---|---|
Par objetivo | Define el par objetivo para la etapa de apriete. |
Medir par a | Especifica donde se medirá el par. Escoja entre Par de pico o Ángulo de pico.
|
Límite de búsqueda de ángulo | Es una compensación que se utiliza para definir el valor de resultado de par para un apriete. Medir par en se debe configurar como Ángulo de pico para que este parámetro esté disponible. |
Tiempo de trinquete | Valor numérico para el tiempo de trinquete que es 5000 ms de forma predeterminada. Esto permite al operario liberar el par durante un momento y recargar durante la operación de apriete. Si se supera el Tiempo de trinquete, el resultado del apriete se marca como NOK con la razón «Tiempo límite superado de apriete». |
Tiempo de final de ciclo | Valor numérico en ms para indicar el final del tiempo de ciclo. Se aplica cuando el par cae por debajo de la aproximación completa |
Coeficiente de corrección de par | El parámetro se utiliza para corregir la lectura de par cuando se utiliza una extensión o un multiplicador de par en la llave. El valor predeterminado es 1. |
Corrección de ángulo | El parámetro se utiliza para corregir la lectura de ángulo cuando se utiliza una extensión o un multiplicador de par en la llave. El valor predeterminado es 0. |
Ángulo objetivo | Define el ángulo objetivo para la etapa de apriete. |
Detección de reapriete | Activado o Desactivado. La detección de reapriete se puede utilizar para determinar si un apriete es un reapriete en base al ajuste de límite de ángulo. Límite de ángulo para reapriete está activado si se configura Dirección de reapriete como Activado. |
Coeficiente de pendiente lineal | El coeficiente de pendiente lineal caracteriza la rigidez de la junta en la parte lineal de la curva, como pendiente de par/ángulo con la unidad de medida Nm/Grado. |
Compensar valor | Escoja entre Par medio o Par de pico. El valor de compensación especifica cómo se calculará el PVT. Par medio - El PVT se basará en una media calculada utilizando los elementos siguientes:
Par de pico - El PVT se basará en el valor de pico medido antes de detectar el asentamiento. |
Monitorización de retardo | El cálculo del PVT no se iniciará antes de que haya pasado esta ventana, empieza con el inicio de apriete. |
Intervalo PVT | Define para cuántos grados se deben calcular la ventana PVT, empezando desde el punto de distancia PVT. |
Distancia PVT | Define a cuántos grados antes del asentamiento el sistema debe iniciar la ventana PVT. |
Par mín. prevalente | Límite mínimo de par de autofrenado. |
Par máx. prevalente | Límite máximo de par de autofrenado. |
Microvídeo
WQ - Calidad de llave
Herramientas |
|---|
STwrench |
Estrategia utilizada para la prueba de calidad del apriete realizado con la STwrench.
Parámetro | Descripción |
|---|---|
Estrategia de control | La estrategia Calidad de llave se puede configurar con las estrategias de control siguientes.
|
En base a la estrategia de control seleccionada, aparecerá una combinación de algunos de los parámetros abajo enumerados.
Parámetros | Descripción |
|---|---|
Tiempo de trinquete | Valor numérico para el tiempo de trinquete que es 5000 ms de forma predeterminada. Esto permite al operario liberar el par durante un momento y recargar durante la operación de apriete. Si se supera el Tiempo de trinquete, el resultado del apriete se marca como NOK con la razón «Tiempo límite superado de apriete». |
Coeficiente de corrección de par | El parámetro se utiliza para corregir la lectura de par cuando se utiliza una extensión o un multiplicador de par en la llave. El valor predeterminado es 1. |
Corrección de ángulo | El parámetro se utiliza para corregir la lectura de ángulo cuando se utiliza una extensión o un multiplicador de par en la llave. El valor predeterminado es 0. |
Ángulo objetivo | Define el ángulo objetivo para la etapa de apriete. |
Detección de reapriete | Activado o Desactivado. La detección de reapriete se puede utilizar para determinar si un apriete es un reapriete en base al ajuste de límite de ángulo. Límite de ángulo para reapriete está activado si se configura Dirección de reapriete como Activado. |
Coeficiente de pendiente lineal | El coeficiente de pendiente lineal caracteriza la rigidez de la junta en la parte lineal de la curva, como pendiente de par/ángulo con la unidad de medida Nm/Grado. |
Y – Apretar hasta límite elástico
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Esta estrategia opera la herramienta con la velocidad en la dirección hacia adelante hasta que se detecta el límite elástico. El límite elástico se encuentra monitorizando la gradiente desde el punto en el que el par supera el nivel del Par del gatillo, calculado según las mediciones de distancia del par y el ángulo. El parámetro de distancia del ángulo se establece según la dureza especificada de la junta.
Establecer la Ventana del ángulo de gradiente (para una junta dura, una junta blanda o para establecer manualmente la ventana del ángulo). Si se selecciona Manual, debe establecerse la Ventana del ángulo. Una junta se considera dura si el tornillo se aprieta hasta su par completo y gira 30 grados o menos después de apretarse hasta su punto de asentamiento. Una junta blanda gira 720 grados o más después de apretarse hasta su punto de asentamiento. El parámetro de dureza define la ventana del ángulo para calcular la gradiente. Cuanto más dura sea la junta, más pequeña es la ventana del ángulo.
Parámetro | Descripción |
|---|---|
Ventana de ángulo de gradiente | Especifica Ventana de ángulo:
|
Ventana de ángulo | Disponible cuando Ventana de ángulo de gradiente se establece en Manual. Debe ser > 0 e <= 100. |
Par del gatillo | La medición del ángulo comienza en este punto de activación. Debe ser >= 0 e < Par máx. de herramienta. |
Amortiguación | Frecuencia con la que se calcula el gradiente. Debe ser > 0 e < 100 e < Ventana de ángulo. |
Porcentaje de límite elástico | Debe ser >=20 % |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Tipo de filtro de par | El tipo de filtro:
|
Frecuencia de corte | Es necesario especificarla cuando se configura Tipo de filtro de par como Pase bajo:
|
Número de muestras | Es necesario especificarla cuando se configura Tipo de filtro de par como Media móvil:
|
Freno (válido solo para Power Focus 6000 Apriete sincronizado, Power Focus 8 Apriete sincronizado y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Gradiente de pico |
B | Límite elástico |
C | Punto de desconexión |
D | Distancia de ángulo |
E | Gatillo de par |
YM2 - Apretar hasta límite elástico: Método 2
Herramientas |
|---|
QST |
Esta etapa opera la herramienta con la velocidad especificada en la dirección hacia adelante hasta que se detecta el límite elástico.
La búsqueda del límite elástico se inicia cuando se ha alcanzado el par Tt. Se calcula la media del par en Af grados. Este procedimiento se repite N rs veces.
Se calcula una pendiente de referencia con regresión lineal en los puntos N rs. Tras esto, se calculan continuamente los valores medios nuevos en A f grados.
La pendiente actual se calcula con regresión lineal sobre los últimos puntos medios N s . El límite elástico se alcanza cuando la pendiente es inferior al Py % de la pendiente de referencia.
Parámetro | Descripción |
|---|---|
Par objetivo | Debe ser > 0 |
Filtrar ángulo | Predeterminado: 1. Debe ser > 0 |
Número de muestras | Predeterminado: 6. Debe ser > = 4 |
Número de muestras, ref. | Predeterminado: 6. Debe ser > = 4 |
Porcentaje de límite elástico | Predeterminado: 90%. Debe ser >20%. |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Freno (válido solo para Power Focus 6000 Synchronized tightening, Power Focus 8 Synchronized tightening y Flex) | Si está Activado, la herramienta se detendrá al alcanzar el objetivo. Si está Desactivado, el programa pasa directamente a la siguiente etapa sin detener la herramienta. |
Haga clic sobre la imagen para ver más información:
A | Gatillo de par |
B | Número de muestras, ref. |
C | Pendiente real |
D | Número de muestras |
E | Pendiente de referencia |
F | Filtrar ángulo |
ZP - Aflojar hasta posición cero
Herramientas |
|---|
ES STR SL ST SR QST |
Esta etapa opera la herramienta con la velocidad (N) en sentido antihorario hasta que alcanza la posición cero. Si el ángulo total que se debe girar para alcanzar la posición cero es inferior al grado de ángulo mínimo (Am), la rotación continuará durante una revolución más, 360 grados.
La posición cero es una posición específica almacenada con una etapa «Definir posición cero» o la señal «Definir posición cero». La posición se repite una vez cada 360 grados.
Parámetros
Parámetro | Descripción |
|---|---|
Ángulo mínimo | Ángulo mínimo (Am) [°] |
Velocidad | Velocidad de rotación (N) [rpm]. Valor predeterminado 60 rpm |
ZP - Apretar hasta posición cero
Herramientas |
|---|
ES STR SL ST SR QST |
Esta etapa opera la herramienta con la velocidad (N) en sentido horario hasta que se alcanza la posición cero. Si el ángulo total que se debe girar para alcanzar la posición cero es inferior al grado de ángulo mínimo (Am), la rotación continuará durante una revolución más, 360 grados.
La posición cero es una posición específica almacenada con una etapa «Definir posición cero» o la señal «Definir posición cero». La posición se repite una vez cada 360 grados.
Parámetros
Parámetro | Descripción |
|---|---|
Ángulo mínimo | Ángulo mínimo (Am) [°] |
Velocidad | Velocidad de rotación (N) [rpm]. Valor predeterminado 60 rpm |
IA: apretar impulso hasta ángulo/aflojar hasta ángulo
Herramientas |
|---|
IXB |
Las etapas de Impulso solo son válidas para herramientas IPB-P
Apretar impulso hasta ángulo
Esta etapa genera impulsos de apriete hacia adelante hasta que se alcanza el ángulo objetivo.
Aflojar impulso hasta ángulo
Esta etapa genera impulsos de apriete hacia atrás hasta que se alcanza el ángulo objetivo.
Parámetro | Descripción |
|---|---|
Ángulo objetivo - Ts | El Ángulo objetivo debe ser superior a 0. |
Energía de impulso: Pe | La energía de impulso se utiliza para controlar la cantidad de energía/corriente en cada impulso. El intervalo de energía de impulso debe estar entre el 10 % y el 100 %. |
Velocidad automática |
|
AP: impulso adaptivo
Herramientas |
|---|
IXB |
Las etapas de impulso adaptativo solo son válidas para herramientas IPB-P.
Impulso adaptativo
En esta etapa se ajustará automáticamente la energía de impulso para garantizar un apriete rápido y fiable con una cantidad óptima de impulsos.
Parámetro | Descripción |
|---|---|
Nivel de impulso adaptativo | El nivel de impulso adaptativo se puede cambiar dependiente de las características de las juntas y la velocidad deseada
|
ITrR: aflojar hasta liberar el gatillo
Herramientas utilizadas |
IXB |
Las etapas de aflojar impulso hasta liberar el gatillo solo son válidas para herramientas IPB-P.
Esta etapa se ejecuta en dirección hacia atrás hasta que se libera el gatillo de la herramienta (aflojar). Solo se puede utilizar como última etapa en un programa.
Parámetro | Descripción |
Velocidad | Valor numérico para la velocidad de rotación, en rpm. |
Tipo de rampa de velocidad | Lista de opciones donde se puede seleccionar la rampa de velocidad [dura, suave, manual] |
Energía de impulso: Pe | La energía de impulso se utiliza para controlar la cantidad de energía/corriente en cada impulso. El intervalo de energía de impulso debe estar entre el 10 % y el 100 %. |
Velocidad automática |
|
Seguimientos de etapa
La disponibilidad de las etapas de apriete, los monitores y las restricciones depende de la licencia instalada en el controlador.
Los seguimientos de etapas se emplean para verificar que el apriete se ha realizado según las especificaciones, por ejemplo, límites de ángulo o par. Cada etapa tiene un conjunto de seguimientos obligatorios y opcionales. Los seguimientos obligatorios se incluyen al arrastrar una nueva etapa a la estrategia de múltiples etapas. Los seguimientos opcionales son flexibles y se pueden situar según se necesite en el programa de múltiples etapas. Cada etapa puede tener hasta ocho seguimientos.
Los siguientes seguimientos se añaden automáticamente a cada etapa que se añade al programa de apriete de múltiples etapas.
Monitor de etapas | Etapas aplicables |
|---|---|
Ángulo | Todos |
Par máximo | Todos |
Power Focus 6000/Power Focus 8 | Power Focus 6000 Synchronized tightening/Power Focus 8 Synchronized tightening | Flex | IxB |
|---|---|---|---|
EST. | EST. | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect | |||
XB |
A - Angle (ángulo)
Herramientas |
|---|
ES STR SL ST SR QST STB IXB MWR-TA |
Este monitor de etapa mide el ángulo máximo alcanzado durante la monitorización y comprueba que está entre el Límite superior y el Límite inferior.
La medición del ángulo comienza al inicio de la supervisión o, si se especifica, desde el punto en el que el par sobrepasa el Par de gatillo por primera vez durante la monitorización.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Condición de parada | Especifica dónde termina la medición de ángulo:
| Desconexión |
Par del gatillo | La medición del ángulo comienza en este punto de activación. Límite mínimo: debe ser >= 0 Límite máximo: debe ser < Par máx. herramienta | No config. |
Límite inferior | Ángulo mínimo aceptable. Límite mínimo: debe ser >= 0 Límite máximo: debe ser < 9 999 999 y < Límite superior | No config. |
Límite superior | Ángulo máximo aceptable. Límite mínimo: Debe ser > 0 y > Límite inferior. Límite máximo: debe ser < 9 999 999 | No config. |
Valores de resultado
Ángulo medido: el ángulo medido por la monitorización.
Haga clic sobre la imagen para ver más información:
A | Punto de desconexión | D | Límite de ángulo alto |
B | Par de gatillo | E | Ángulo medido |
C | Límite de ángulo bajo | F | Paso |
Haga clic sobre la imagen para ver más información:
A | Par pico | E | Límite de ángulo alto |
B | Punto de desconexión | F | Ángulo medido |
C | Par de gatillo | G | Paso |
D | Límite de ángulo bajo |
Haga clic sobre la imagen para ver más información:
A | Punto de desconexión | D | Límite de ángulo alto |
B | Par de gatillo | E | Ángulo medido |
C | Límite de ángulo bajo | F | Paso |
Haga clic sobre la imagen para ver más información:
A | Punto de desconexión | D | Ángulo medido |
B | Límite de ángulo bajo | E | Etapa n-1 |
C | Límite de ángulo alto | F | Step n |
YA – Ángulo desde límite elástico
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Este monitor mide el ángulo máximo alcanzado desde el límite elástico y comprueba que el ángulo máximo está dentro del límite.
Parámetro | Descripción |
|---|---|
Ventana de ángulo de gradiente | Especifica Ventana de ángulo:
|
Ventana de ángulo | Disponible cuando Ventana de ángulo de gradiente se establece en Manual. Debe ser > 0 e <= 100. |
Porcentaje de límite elástico | Debe ser >=20 % |
Par del gatillo | La medición del ángulo comienza en este punto de activación. Debe ser > 0 e < Par máx. de herramienta. |
Amortiguación | Frecuencia con la que se calcula el gradiente. Debe ser > 0 e < 100 e < Ventana de ángulo. |
Límite inferior | Ángulo mínimo aceptable. Debe ser > = 0 |
Límite superior | Ángulo máximo aceptable. Debe ser > 0 |
Tipo de filtro de par | El tipo de filtro:
|
Frecuencia de corte | Es necesario especificarla cuando se configura Tipo de filtro de par como Pase bajo:
|
Número de muestras | Es necesario especificarla cuando se configura Tipo de filtro de par como Media móvil:
|
C – Actual
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Este monitor mide la corriente actual en cualquier punto una vez que el par pasa Gatillo de par. El resultado será el primer pico o valor bajo, que activó el monitor NOK. En caso de OK, el resultado será el último valor de corriente medido. Si el gatillo de par nunca se alcanza durante el monitor, terminará con estado NOK y sin valor de medición.
Parámetro | Descripción |
|---|---|
Gatillo de par | Debe ser >= 0 y < Par máx. de herramienta. |
Límite inferior | Corriente mínima aceptable. |
Límite superior | Corriente máxima aceptable. |
DT - Par delta
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Esta supervisión de etapa mide la diferencia entre el par de pico y el par de punto bajo (p. ej., el par más bajo medido) y comprueba que se encuentra entre los límites.
Parámetro | Descripción |
|---|---|
Límite superior | Par máximo aceptable. |
Límite inferior | Par mínimo aceptable. |
LST - Par de punto bajo
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Esta supervisión de etapa mide el par más bajo y comprueba que se encuentra entre los límites.
Parámetro | Descripción |
|---|---|
Límite superior | Par máximo aceptable. |
Límite inferior | Par mínimo aceptable. |
Tipo | Especifica la condición de inicio:
|
Ángulo de inicio | Disponible cuando se configura Tipo como Gatillo de ángulo. |
MT - Par medio
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Este seguimiento mide el par medio durante el seguimiento y comprueba que el valor calculado se encuentre dentro de los límites.
Parámetro | Descripción |
|---|---|
Tipo | Especifica la condición de inicio:
|
Gatillo de par | Disponible cuando se configura Tipo como Par de gatillo, Gatillo de ángulo o Ventana de ángulo. Debe ser >= 0 y < Par máx. de herramienta. |
Gatillo de ángulo | Disponible cuando se configura Tipo como Gatillo de ángulo o Ventana de ángulo. Debe ser > 0 |
Ventana de ángulo | Disponible cuando se configura Tipo como Ventana de ángulo. Debe ser > 0
|
Intervalo de tiempo | Disponible cuando se configura Tipo como Intervalo de tiempo. Debe ser > 0 |
Límite inferior | Par mínimo aceptable. |
Límite superior | Par máximo aceptable. |
PT – Par de pico
Herramientas |
|---|
ES STR SL ST SR QST STB IXB MWR-TA MWR-T |
Este monitor de etapa mide el par máximo alcanzado durante la monitorización, incluido cualquier sobreapriete y comprueba que está entre el Límite superior y el Límite inferior.
Parámetro | Descripción |
|---|---|
Límite inferior | Par mínimo aceptable. |
Límite superior | Par máximo aceptable. |
PTCA – Ángulo de corte de rosca posterior
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Este monitor de etapa mide el ángulo máximo alcanzado durante la monitorización y comprueba que está entre el Límite superior y el Límite inferior.
El nivel del Par del gatillo se ignora hasta que se alcanza el final de la Ventana del ángulo de corte de rosca. Después de eso, la medición del ángulo se inicia en cuanto el par medido supera el par del gatillo.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Condición de parada | Especifica dónde termina la medición de ángulo:
| Desconexión |
Par del gatillo | La medición del ángulo comienza en este punto de activación. Límite mínimo: debe ser >= 0 Límite máximo: debe ser < Par máx. herramienta | 0 |
Límite inferior | Ángulo mínimo aceptable. Límite mínimo: debe ser >= 0 Límite máximo: debe ser < 9 999 999 y < Límite superior | No config. |
Límite superior | Ángulo máximo aceptable. Límite mínimo: Debe ser > 0 y > Límite inferior. Límite máximo: debe ser < 9 999 999 | No config. |
Par de activación de corte de rosca | Límite mínimo: debe ser >= 0 Límite máximo: debe ser < Par máx. herramienta | No config. |
Ventana de ángulo de corte de rosca | Límite mínimo: debe ser >= 0 Límite máximo: debe ser < 9 999 999 | 0 |
Valores de resultado
Ángulo medido: el ángulo medido por la monitorización.
Haga clic sobre la imagen para ver más información:
A | Punto de desconexión | E | Límite de ángulo bajo |
B | Par de gatillo | F | Límite de ángulo alto |
C | Corte de rosca de gatillo de par | G | Ángulo medido |
D | Ventana de ángulo de corte de rosca |
PTCPT – Par de pico de corte de rosca posterior
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Mide el par máximo alcanzado durante la monitorización, incluido cualquier sobreapriete, y comprueba que esté dentro de los límites del par. Todos los valores de par se ignoran hasta que se alcanza el final de la Ventana del ángulo de corte de rosca.
Parámetro | Descripción |
|---|---|
Par de activación de corte de rosca | Debe ser > = 0 |
Ventana de ángulo de corte de rosca | Debe ser > 0 |
Límite inferior | Debe ser > = 0 |
Límite superior | Debe ser > 0 Debe ser > Límite inferior |
PVTH – Par post view alto
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
El monitor comprueba que todos los valores de par en la Longitud de ventana de ángulo se encuentran por debajo del Límite superior.
La ventana de ángulo empieza con los grados de ángulo indicados en Ángulo de inicio en la dirección inversa desde el punto de apagado. A continuación se expande los grados de ángulo indicados en la longitud de ventana de ángulo en dirección inversa. Si Ángulo de inicio se deja en blanco, Ventana de ángulo se inicia en el punto de desconexión. Los valores de par empleados en el monitor se basan en el valor de par medio, calculado a partir del Número de muestras. Si el ángulo total de la etapa es inferior al Ángulo de inicio más la longitud de la ventana del ángulo, el monitor indicará que no es correcto (NOK).
Parámetro | Descripción |
|---|---|
Ángulo de inicio | Debe ser > = 0 |
Longitud de la ventana | Debe ser > 0 |
Número de muestras | Valor mínimo =1 |
Límite superior | Par máximo aceptable. |
PVTL – Par post view bajo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Igual que en el seguimiento Par post view alto pero este seguimiento comprueba que todos los valores de par de la Longitud de la ventana del ángulo están por encima del Límite inferior.
Parámetro | Descripción |
|---|---|
Ángulo de inicio | Debe ser > = 0 |
Longitud de la ventana | Debe ser > 0 |
Número de muestras | Valor mínimo =1 |
Límite inferior | Par mínimo aceptable. |
PrT - Par predominante
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
El monitor calcula el valor de par predominante en la Longitud de la ventana y comprueba que está entre los límites de par. La ventana de ángulo empieza con los grados de ángulo indicados en Ángulo de inicio en la dirección inversa desde el punto de apagado. A continuación se expande los grados de ángulo indicados en la longitud de ventana de ángulo en dirección inversa. Si se deja en blanco el Ángulo de inicio, la ventana del ángulo se iniciará en el punto de desconexión. El valor de par prevaleciente calculado es la media o el valor de par de pico (dependiendo del parámetro configurado por el usuario) durante la Longitud de ventana. El valor calculado se guarda como datos de resultados de par predominante medido. Si se establece la Compensación de par en On, el par predominante medido se sustrae de todos los valores de resultado de par en etapas consecutivas. Los valores de compensación de par predominante calculados previamente dejarán de sustraerse de los valores del resultado del par. Si se establece la Compensación de par en Desactivada, no se realiza ninguna sustracción en las etapas consecutivas.
Si el ángulo total de la etapa es inferior al Ángulo de inicio más la Longitud de la ventana, entonces el monitor indicará NOK.
El par prevaleciente se puede medir como el promedio de los valores medidos o en el par de pico. Para escoger entre estos dos modos, configure el parámetro Usar valor como Par medio (para promedio de valores) o Par de pico (para valor pico).
Parámetro | Descripción |
|---|---|
Compensación de par | Activado o Desactivado. |
Ángulo de inicio | Debe ser > 0 |
Longitud de la ventana | Debe ser > = 0 |
Límite inferior | Debe ser > 0 |
Límite superior | Debe ser > = 0 |
Utilizar valor | Par medio (para valores promedio), o Par de pico (para valor de pico). |
PC: recuento de impulsos
Herramientas |
|---|
STR |
Este seguimiento de etapa solo está disponible para las herramientas siguientes:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
Antes de utilizar el monitor de etapa Recuento de impulsos, se debe instalar la licencia Estrategias de Baja Reacción en el controlador.
Esta supervisión mide el número de impulsos y confirma si se encuentra entre el límite inferior del recuento de impulsos y el límite superior del recuento de impulsos.
Si se define el nivel de gatillo de par, la comprobación empieza en cuanto el par medido se encuentre por encima del nivel de gatillo de par.
Si se ejecuta una etapa de apriete con la supervisión de etapa Recuento de impulsos, utilice el adaptador PulseDrive necesario.
Si la etapa de apriete se ejecuta sin el adaptador PulseDrive, todos los aprietes serán NOK. El error de etapa «Adaptador PulseDrive no detectado» aparece cuando no hay adaptador PulseDrive.
Parámetro | Descripción |
|---|---|
Límite superior de recuento de impulsos: n+ | Los límites de recuento de impulsos se utilizan para determinar si el número de impulsos medido es OK o NOK.
El intervalo del límite superior de recuento de impulsos debe ir de 1 a 9 999 999. Sebe ser superior o igual al límite inferior de recuento de impulsos. |
Límite inferior de recuento de impulsos: n- | Los límites de recuento de impulsos se utilizan para determinar si el número de impulsos medido es OK o NOK.
El intervalo del límite inferior de recuento de impulsos debe ir de 1 a 9 999 999. Sebe ser inferior o igual al límite superior de recuento de impulsos. |
Gatillo de par: Tt | El gatillo de par debe ir de 0 hasta el par máximo de la herramienta. |
SOT – Par de desconexión
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
El punto de desconexión es aquel en el que la etapa alcanza su objetivo. Se mide el par en el punto de desconexión y se comprueba que esté entre el Límite superior y el Límite inferior.
Parámetro | Descripción |
|---|---|
Límite inferior | Par mínimo aceptable. |
Límite superior | Par máximo aceptable. |
SOC – Corriente de desconexión
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
El punto de desconexión es aquel en el que la etapa alcanza su objetivo. Se mide la corriente en el punto de desconexión y se comprueba que esté entre el Límite superior y el Límite inferior.
Parámetro | Descripción |
|---|---|
Límite inferior | Corriente mínima aceptable. |
Límite superior | Corriente máxima aceptable. |
SSD - Detección de gripado
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Este monitor de etapa detecta e informa de efectos de gripado en una etapa. La detección se realiza contando el número de veces que el par cae dentro del Nivel de gatillo. Si el número de veces es superior que el Número máximo de oscilaciones, entonces se genera el informe de error de gripado. El monitor opera en dos modos distintos: Dinámico o Fijo. La diferencia entre los modos es la forma en que se calcula el nivel del gatillo.
Par dinámico: El nivel del gatillo se calcula dinámicamente como porcentaje del par máximo del par máximo actual que se ha alcanzado hasta el momento durante la monitorización. La monitorización se inicia en cuanto el par sobrepasa el par del gatillo.
Par fijo: El nivel del gatillo es el Par del gatillo fijo especificado por el usuario. En este modo no se necesita un porcentaje.
Si el par nunca alcanza el Par del gatillo, entonces el monitor no se inicia y el resultado será de no correcto (NOK).
Parámetro | Descripción |
|---|---|
Tipo | Especifica el tipo de detección de gripado que se realizará en la supervisión de detección de gripado. Predeterminado: Par dinámico: |
Porcentaje de par pico | Predeterminado: 80 %, Debe ser >=10 e < 100. |
Par del gatillo | Predeterminado: 5, Debe ser >= 0 e < Par máx. de herramienta. |
Número máximo de oscilaciones | Predeterminado: 5, Debe ser >=3 e <20. |
Ti – Tiempo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Mide el tiempo transcurrido durante la monitorización y comprueba que esté dentro de los límites de tiempo. La medición del tiempo comienza al iniciarse la monitorización y, si se especifica el par del gatillo, en el punto en el que el par pasa por primera vez el Par del gatillo durante la monitorización.
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser >= 0 e < Par máx. de herramienta. |
Límite inferior | Debe ser > = 0 |
Límite superior | Debe ser > 0 Debe ser > Límite inferior |
TG - Gradiente de par
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Este seguimiento comprueba que el gradiente se encuentre dentro de los límites.
Parámetro | Descripción |
|---|---|
Ventana de ángulo de gradiente | Especifica Ventana de ángulo:
|
Ventana de ángulo | Disponible cuando Ventana de ángulo de gradiente se establece en Manual. Debe ser > 0 e <= 100. |
Comprobación de punto de finalización | Si se configura como Sí, solo se comprueba que el gradiente medido en el punto de desconexión de la etapa se encuentre dentro de los límites. |
Par del gatillo | La medición del ángulo comienza en este punto de activación. Debe ser > 0 e < Par máx. de herramienta. |
Amortiguación | Frecuencia con la que se calcula el gradiente. Debe ser > 0 e < 100 e < Ventana de ángulo. |
Límite inferior | Gradiente de par aceptable más bajo. Debe ser > = -100. |
Límite superior | Gradiente de par aceptable más alto. Debe ser > -100 y > Límite inferior. |
Tipo de filtro de par | El tipo de filtro:
|
Frecuencia de corte | Es necesario especificarla cuando se configura Tipo de filtro de par como Pase bajo:
|
Número de muestras | Es necesario especificarla cuando se configura Tipo de filtro de par como Media móvil:
|
Compensación de ángulo | Disponible cuando se configura Comprobación de punto final como No. Especifica los grados a los que debe empezar el cálculo del gradiente una vez se pasa el par de gatillo por primera vez. |
TC – Calibración de par
Herramientas |
|---|
QST |
Este monitor de etapa solo está disponible para herramientas equipadas con transductores múltiples.
La monitorización Calibración de par comprueba que el par máximo alcanzado se encuentra dentro de los límites de par.
Parámetro | Descripción |
|---|---|
Tipo de transductor | Par o Par 2 Configure como Par 2 para el transductor frontal de la herramienta. |
Límite inferior | Debe ser > = 0 |
Límite superior | Debe ser > 0 Debe ser > Límite inferior |
TAW – Par en ventana del ángulo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
El monitor comprueba que todos los valores de par de la ventana del ángulo se encuentran dentro de los límites de par.
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser > = 0 |
Ángulo de inicio | Debe ser > 0 |
Longitud de la ventana | Debe ser <= 0 |
Límite inferior | Debe ser > = 0 |
Límite superior | Debe ser > 0 Debe ser > Límite inferior |
NOK si se pasa la ventana | Si se configura como Sí, el estado de este seguimiento es NOK si no se alcanza el final de la ventana de ángulo. |
TRD – Régimen de par y desviación
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Este monitor de etapa mide y comprueba la velocidad de par, es decir, la relación entre el par y el ángulo. La velocidad de par calculada se comprueba para verificar que esté entre el Límite superior y el Límite inferior.
Parámetro | Descripción |
|---|---|
Par del gatillo | Par en el punto de inicio del ángulo. |
Ángulo de punto de inicio | Una vez medido el ángulo de punto de inicio desde el par de activación se inicia la medición del par. |
Ángulo de punto de finalización | Punto de ángulo en el que se detiene la medición del par. |
Par de punto de finalización | Par en el que se detiene la medición del par. |
Límite inferior | Par mínimo aceptable. |
Límite superior | Par máximo aceptable. |
Límite | Debe ser > 0 |
Cl - Clic
Herramientas |
|---|
MWR-T MWR-TA |
Este monitor de etapa no está disponible para las herramientas IxB.
Monitor para permitir el par de clic y los resultados de ángulo de clic. Este monitor no tiene ajustes y solo se puede utilizar con la etapa MWR.
LD - Detección de afloje
Herramientas |
|---|
STwrench |
Este monitor de etapa no está disponible para las herramientas STWrench.
Este monitor se puede utilizar para comprobar el par y la dirección para consultar si se intenta un afloje cuando se utiliza la estrategia de etapa Producción de llave para una STwrench. Si el par aplicado está por encima del valor definido para Límite de afloje en la dirección opuesta a la dirección de rosca configurada del programa, se informará del resultado como NOK.
Restricciones de etapa
La disponibilidad de las etapas de apriete, los monitores y las restricciones depende de la licencia instalada en el controlador.
Para asegurar que el apriete se detiene si ocurre algo imprevisto, se pueden añadir restricciones de etapa al programa de apriete Multistep. Estas restricciones pueden, por ejemplo, comprobar si se ha alcanzado un par máximo o si una parte del apriete multietapa tarda demasiado en realizarse. Cada etapa tiene su propio conjunto de restricciones obligatorias y opcionales. Las restricciones obligatorias se incluyen al arrastrar una nueva etapa a la estrategia de múltiples etapas. Todas las etapas pueden tener hasta cuatro restricciones cada una.
Para el apriete sincronizado en Power Focus 6000 y Power Focus 8, puede utilizar puntos de sincronización en el programa de apriete. Cuando se cumple cualquier condición definida para una restricción, la herramienta se detendrá inmediatamente y el programa salta al punto de sincronización siguiente (solo válido cuando se utiliza el apriete sincronizado en Power Focus 6000, Power Focus 8 y Flex), o al final del programa. En controladores sin apriete sincronizado, la herramienta se detiene inmediatamente y el programa salta al final del programa.
Para Flex solo:
Para cada restricción, seleccione Reparable = Sí para permitir un nuevo intento cuando el apriete se detiene.
Las siguientes restricciones se añaden automáticamente a cada etapa que se añade al programa de apriete de múltiples etapas.
Restricción de etapa | Etapas aplicables |
|---|---|
Tiempo máximo | Todo excepto Resultado externo y MWR |
Par máximo |
|
Ángulo máximo |
|
Power Focus 6000/Power Focus 8 | Power Focus 6000 Synchronized tightening/Power Focus 8 Synchronized tightening | Flex | IxB |
|---|---|---|---|
EST. | EST. | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect | |||
XB |
CTh – Rosca cruzada
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta restricción comprueba el ángulo desde el punto en el que el par sobrepasa el Par de arranque (T1) hasta el punto en el que el par pasa el Par final (T2). Si el ángulo medido desde el Par de inicio (T1) es superior al Límite máximo (Amax), la herramienta se detiene inmediatamente.
Cuando el par sobrepasa el Par final (T2), se comprueba el ángulo medido con el límite Límite mínimo (Amin). Si el ángulo es inferior a este límite, la herramienta se detiene inmediatamente.
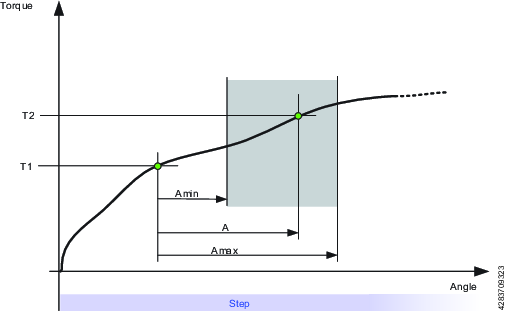
Parámetro | Descripción | En ilustración |
|---|---|---|
Par de inicio | Debe ser < = 0 | T1 |
Par de finalización | Debe ser < = 0 | T2 |
Límite mínimo | El límite de ángulo bajo. | Amin |
Límite máximo | El límite de ángulo alto. | Amax |
C – Actual
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta restricción de etapa no es compatible con Power Focus XC.
Esta restricción comprueba la corriente actual cuando el par pasa el Par de gatillo. Si corriente actual supera los límites, la herramienta se detiene inmediatamente y el programa salta al siguiente punto de sincronización o al final del programa. El resultado será el primer pico o valor bajo, que activó el monitor NOK. En caso de OK, el resultado será el último valor de corriente medido. Si el gatillo de par nunca se alcanza durante la restricción, terminará con estado OK.
Parámetro | Descripción |
|---|---|
Gatillo de par | Debe ser >= 0 y < Par máx. de herramienta. |
Límite inferior | Corriente mínima aceptable. |
Límite superior | Corriente máxima aceptable. |
A – Ángulo máximo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta restricción mide el ángulo. Si el ángulo medido alcanza el Límite máximo, la herramienta se detiene inmediatamente. El ángulo se mide desde el inicio de la restricción o, si se especifica, desde el punto en el que el par sobrepasa el Par de activación por primera vez durante la restricción.
Parámetro | Descripción |
|---|---|
Par del gatillo | Si se especifica, este es el par desde el que se mide el ángulo. |
Límite máximo | Si se alcanza el límite máximo, la herramienta se detiene inmediatamente. |
T - Par máximo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta restricción comprueba el par. Si el par medido supera el Límite máximo, la herramienta se detiene inmediatamente.
Parámetro | Descripción |
|---|---|
Límite máximo | Si el par alcanza este límite especificado, la herramienta se detiene inmediatamente. |
Ti - Tiempo máximo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta restricción comprueba el tiempo. Si se alcanza el límite máximo, la herramienta se detiene inmediatamente.
Parámetro | Descripción |
|---|---|
Límite máximo | Si transcurre este tiempo, la herramienta se detiene inmediatamente. |
Rh - Reapriete
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta restricción comprueba el par. Si el par medido supera los Par de detección, la herramienta se detiene inmediatamente y el programa salta al siguiente punto de sincronización (para Power Focus 6000 Synchronized tightening y Power Focus 8 Synchronized tightening) o al final del programa.
Solo es posible añadir la restricción de etapa Reapriete a la primera etapa del programa de apriete Multistep. Una vez se ha añadido la restricción Reapriete a la primera etapa, no será posible mover la etapa a cualquier otra posición dentro del programa de apriete. La restricción Reapriete se debe eliminar de la primera etapa para moverla a otra posición en el programa de apriete.
Parámetro | Descripción |
|---|---|
Par de detección | Si el par medido supera los Par de detección, la herramienta se detiene inmediatamente y el programa salta al siguiente punto de sincronización (para Power Focus 6000 Synchronized tightening y Power Focus 8 Synchronized tightening) o al final del programa. Debe ser mayor que cero. |
Ventana de ángulo | El ángulo de ventana se mide desde el inicio de la etapa. Si no se define ninguna Ventana de ángulo, la restricción está activa durante toda la etapa. |
RT - Par decreciente
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta restricción comprueba el par. Si el par medido está por debajo de la condición de la restricción, la herramienta se detiene inmediatamente y el programa salta al siguiente punto de sincronización (para Power Focus 6000 Synchronized tightening y Power Focus 8 Synchronized tightening) o al final del programa.
Procesos de control de par
La condición de restricción es el par medido. Para que se active la restricción, el par debe exceder primero el 110 % del Límite de par decreciente.Proceso de control de ángulo
Esta restricción comprueba el par máximo alcanzado durante la restricción. Para que se active la restricción, el par debe superar el Par de gatillo.
Parámetro | Descripción |
|---|---|
Límite de par de rescisión | Predeterminado: 10 Nm Debe ser > 0 |
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser > 0 |
Porcentaje de par de pico | Predeterminado: 95. Debe ser > = 50. |
Tiempo de par decreciente | Predeterminado: 20. Debe ser >= 5 e <= 500. |
Ángulo de par decreciente | Debe ser > 0 |
Las herramientas de cable tienen la opción de seleccionar Par decreciente de ángulo. Esta restricción la controlan dos parámetros: Porcentaje de par de pico y Tiempo de par decreciente. El porcentaje establece la desviación hacia abajo desde el último par pico y el Tiempo de par decreciente establece la duración (entre 5 y 500 m) de esa desviación. Solo cuando se cumplan ambas condiciones (igual o inferior al porcentaje indicado para la duración establecida), el programa se interrumpirá y saltará al final.
TG - Gradiente de par
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Esta restricción comprueba la gradiente y si está fuera de los Límites, la herramienta se detiene inmediatamente y el programa salta al final del programa.
Parámetro | Descripción |
|---|---|
Ventana de ángulo de gradiente | Especifica Ventana de ángulo:
|
Ventana de ángulo | Disponible cuando Ventana de ángulo de gradiente se establece en Manual. Debe ser > 0 e <= 100. |
Par del gatillo | Debe ser > 0 e < Par máx. de herramienta. |
Amortiguación | Frecuencia con la que se calcula el gradiente. Debe ser > 0 e < 100 e < Ventana de ángulo. |
Límite mínimo | Debe ser > = -100. |
Límite máximo | Debe ser > -100 y > Límite inferior. |
Tipo de filtro de par | El tipo de filtro:
|
Frecuencia de corte | Es necesario especificarla cuando se configura Tipo de filtro de par como Pase bajo:
|
Número de muestras | Es necesario especificarla cuando se configura Tipo de filtro de par como Media móvil:
|
TAW – Par en ventana del ángulo
Herramientas |
|---|
ES STR SL ST SR QST STB IXB |
Esta restricción comprueba que el par medido en la Longitud de la ventana del ángulo se encuentra dentro de los límites de par. Si el par medido está fuera de los límites, la herramienta se detiene inmediatamente y el programa salta al final. La longitud de la ventana del ángulo se inicia en el Ángulo de inicio desde el punto en el que el par pasa por primera vez el Par del gatillo. Si no se ha establecido el Par del gatillo, entonces el Ángulo de inicio comienza al inicio de la restricción.
Si no se alcanza el final de la Longitud de la ventana del ángulo, el estado de la restricción será no correcta (NOK).
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser > = 0 |
Ángulo de inicio | Debe ser > = 0 |
Longitud de la ventana | Debe ser > 0 |
Límite mínimo | Debe ser > = 0 |
Límite máximo | Debe ser <= Límite inferior |
TCD - Desviación de par vs. corriente
Herramientas |
|---|
ES STR SL ST SR QST IXB |
Esta restricción verifica que todas las mediciones de corriente convertidas al par correspondiente se encuentran, como mucho, en la Desviación máxima lejos del par real medido con el transductor de par. La restricción se inicia cuando el par alcanza el Par del gatillo por primera vez durante la etapa y está activa hasta que la etapa alcanza su objetivo.
Si nunca se alcanza el Par de gatillo, el seguimiento indicará OK.
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser > = 0 |
Desviación máxima | Predeterminado: 1, Debe ser > 0 |
PCH: recuento de impulsos alto
Herramientas |
|---|
STR IXB |
Esta restricción solo está disponible para las herramientas siguientes:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
ITB-P
Antes de utilizar la restricción Recuento de impulsos, se debe instalar la licencia Estrategias de Baja Reacción en el controlador.
Esta restricción ofrece un límite al número de impulsos y garantiza que se encuentren por debajo del límite superior de recuento de impulsos especificado.
Si el número de impulsos está por encima del límite superior de recuento de impulsos, la herramienta se detiene inmediatamente y el programa pasa al siguiente punto de sincronización o al final del programa.
Si se define el nivel de gatillo de par, la comprobación empieza en cuanto el par medido se encuentre por encima del nivel de gatillo de par.
Si se ejecuta una etapa de apriete con la restricción de etapa Recuento de impulsos alto, utilice el adaptador PulseDrive necesario.
Si la etapa de apriete se ejecuta sin el adaptador PulseDrive, todos los aprietes serán NOK. El error de etapa «Adaptador PulseDrive no detectado» aparece cuando no hay adaptador PulseDrive.
Parámetro | Descripción |
|---|---|
Límite superior de recuento de impulsos: n+ | El intervalo del límite superior de recuento de impulsos debe ir de 1 a 9 999 999. |
Gatillo de par: Tt | El gatillo de par debe ir de 0 hasta el par máximo de la herramienta. |
Generadores de Informe de resultado
Los generadores de informe de resultado permiten extraer del resultado valores específicos del productor seleccionado. Los generadores de informe de resultado pertenecen a una etapa deben estar vinculados a la monitorización/restricción de la que leen los valores. Solo se pueden seleccionar los seguimientos o las restricciones ubicadas en la misma etapa que el generador de informe de resultado. Un generador de informe de resultado se añade a una etapa utilizando arrastrar y soltar (de la misma manera que los seguimientos y las restricciones). Cada generador de informe de resultado es responsable de informar sobre un valor de resultado específico, por ejemplo, Ángulo de aproximación, Par final, Par de autofrenado.
Se puede vincular un generador de informe de resultado a:
seguimientos de programa
seguimientos de etapa
restricciones de etapa
Cada generador de informe de resultado define un tipo de valor final:
Ángulo final
Par final
Par de autofrenado
Par autorroscante
Intensidad
Ángulo de aprox.
Número de impulsos
Parámetros generales
Parámetro | Descripción |
|---|---|
Productor | Especifica el seguimiento/la restricción que produce el valor. |
Valor | Especifica el valor que desea mostrar del productor seleccionado. |
Limitaciones:
Solo se puede añadir un generadores de informe de resultado a un seguimiento/una restricción que pertenezca a una etapa en la misma ruta o a un seguimiento de programa/restricción de programa.
Pueden existir varios generadores de informes en una etapa si son de diferentes tipos.
Por ejemplo, puede existir un generador de informe de resultado de tipo ángulo final en cada etapa y ángulo de seguimiento de programa.
Para los seguimientos/las restricciones que tengan más de un valor de resultado, se puede añadir más de un generador de informe de resultado si los generadores de informe de resultado son de tipos diferentes.
No pueden haber varios generadores de informe de resultado del mismo tipo en una etapa o en un seguimiento/una restricción de programa.
Solo se informa de un resultado para cada tipo de valor final posible.
Normas:
El número interno de un elemento de resultado debe ser el mismo que para el generador de informe de resultado correspondiente.
El número interno de un resultado de seguimiento/restricción debe ser el mismo número interno del seguimiento/de la restricción en la configuración.
Los resultados de etapa se deben ordenar de acuerdo con el orden de ejecución. La primera etapa ejecutada debe ser la primera.
Valores posibles informados por un generador de informe de resultado si está presente en el seguimiento/la restricción/la etapa:
El valor medido de los seguimientos/las restricciones (coma flotante o número entero)
Los límites superior e inferior de los seguimientos/las restricciones
Estado
Gatillo de par y gatillo de ángulo
Ángulo objetivo y par objetivo (leer desde la etapa)
Valores posibles para el estado:
Bajo
OK
Alta
Otro
NotSet
Los valores objetivo no pertenecen a ningún seguimiento de etapa, por lo que los valores objetivo se obtienen de la etapa a la que pertenece el seguimiento.
Añadir un programa multietapa
En la vista Inicio, seleccione la pestaña Apriete. A continuación, a la izquierda, seleccione Biblioteca de programa Multistep.
Seleccione el icono Más en la esquina superior derecha de la GUI. A continuación, seleccione el tipo de programa que necesite (apriete o afloje).
Arrastre y suelte las etapas, monitores y restricciones de etapas en la zona de apriete.
Las etapas solo se pueden colocar entre los puntos de inicio y finalización del programa, mientras que los seguimientos y las restricciones solo se pueden colocar en etapas.
Función
Descripción
Puntos inicial y final

Puntos inicial y final del programa multietapa. Todas las etapas deben colocarse entre estos dos puntos.
Añadir una etapa

Arrastre una etapa de la lista y suéltela en la posición deseada entre los puntos inicial y final.
Mover una etapa

Haga clic y mantenga una etapa y muévala a la posición deseada
Mostrar las propiedades de la etapa

Haga clic en la etapa para mostrar las propiedades
Cerrar las propiedades de la etapa

Haga clic en cualquier zona del área de apriete para cerrar el menú propiedades
Eliminar una etapa

Abra las propiedades de la etapa y haga clic en el botón Eliminar en la parte inferior del menú
Añadir una restricción/un seguimiento

Arrastre una restricción/un seguimiento de la lista y suéltelo/a en la etapa correspondiente.
Mover una restricción/un seguimiento

Haga clic y mantenga el icono (marca de verificación para seguimiento, señal de stop para restricción), arrástrelo y suéltelo en la etapa correspondiente
Mostrar las propiedades de restricción/seguimiento

Haga clic en el icono de restricción/seguimiento para mostrar el menú propiedades
Cerrar las propiedades de restricción/seguimiento

Haga clic en cualquier zona del área de apriete para cerrar el menú propiedades
Eliminar una restricción/un seguimiento

Abra las propiedades de restricción/seguimiento y haga clic en el botón Eliminar en la parte inferior del menú
Error de etapa

Cuando se produzca un error de validación en una etapa, se marcará esa etapa. Tenga en cuenta que cuando las propiedades de la etapa estén abiertas, se marcará también el parámetro que causa el error.
Error de seguimiento/restricción

Cuando se produzca un error de validación en un seguimiento o una restricción, se marcará ese seguimiento o esa restricción. Tenga en cuenta que cuando las propiedades de restricción/seguimiento estén abiertas, se marcará también el parámetro que causa el error.
Ubicación prohibida

Cuando se permita una ubicación en concreto (de una etapa, un seguimiento o una restricción), no se mostrará el icono de marcador.
Eliminar un programa multietapa
En la vista de inicio, acceda a la pestaña Apriete y seleccione Biblioteca de programas Multistep en el panel izquierdo.
Seleccione el programa de apriete Multistep que desea eliminar de la lista.
Vaya a la parte inferior de los parámetros del programa seleccionado y seleccione Eliminar. Aparece una ventana emergente de advertencia
Seleccione Sí en la ventana emergente de advertencia para confirmar su elección.
Ajustes para un programa multietapa
Configuración general
Parámetro | Descripción |
|---|---|
Nombre | Un nombre del programa multietapa definido por el usuario. |
Dirección de la rosca | Dirección de las roscas, en sentido horario (DER) o en sentido contrario al horario (IZQ) |
Programa de desapriete | Indica si hay disponible un programa de desapriete. Elija de la lista los programas de desapriete del controlador disponibles. |
Tipo | Tipo de programa, de apriete o afloje. |
Inicio de programa | Indica el nivel de par para generar un resultado. Si se deja en blanco, el resultado se genera cada vez que se arranca la herramienta; si no el resultado solo se genera desde el nivel de par establecido. |
Par de final de programa | Presenta el valor de par que detiene un apriete multistep. |
Tiempo límite de final de programa | Presenta el valor de tiempo (en segundos) que detiene un apriete multistep. |
Compensación de ángulo real | Enciende o apaga la compensación del ángulo real (apagado por defecto). |
NOK en caso de gatillo perdido | NOK en caso gatillo perdido controla si se permite o no liberar el gatillo de la herramienta antes de que se haya alcanzado la condición objetivo en la última etapa.
|
Ajuste de accesorios
Parámetro | Descripción |
|---|---|
Usar ajuste de fijación | Seleccione si el ajuste de accesorios debe estar activado o no. |
Relación de engranaje | El valor de la relación de engranaje debe estar entre 0,5 y 100,0. |
Ajuste de eficacia | El valor de ajuste de eficacia debe estar entre 0,5 y 1,0. |
Sentido de rotación inversa | Ajuste que permite invertir el sentido de rotación.
|
Seguimiento de programa
Parámetro | Descripción |
|---|---|
Habilitado | Enciende o apaga la monitorización del ángulo de todo el programa. Si Activo en etapas y Par del gatillo se dejan en blanco, la monitorización del ángulo arrancará al ponerse en marcha el programa. |
Activo en etapas | Establece un rango de etapas para las que este monitor es válido.
|
Tipo | Tipo de monitorización del ángulo. Escoja entre:
|
Par del gatillo | Establece el valor del par del gatillo para la monitorización del ángulo. Para las herramientas STB, el par del gatillo solo se activará en la dirección de apriete al ejecutar un programa de apriete; y solo en la dirección de aflojamiento al ejecutar un programa de aflojamiento. |
Límite inferior | Establece el límite inferior (del programa) de la monitorización del ángulo |
Límite superior | Establece el límite superior (del programa) de la monitorización del ángulo |
Parámetro | Descripción |
|---|---|
Habilitado | Enciende o apaga la supervisión del ángulo de todo el programa. Si Activo en etapas se deja en blanco, el seguimiento se iniciará al ponerse en marcha el programa. |
Activo en etapas | Establece un rango de etapas para las que este monitor es válido.
|
Tipo | Tipo de seguimiento de ángulo:
|
Límite inferior | Establece el límite inferior (del programa) del seguimiento del par. |
Límite superior | Establece el límite superior (del programa) del seguimiento del par. |
Parámetro | Descripción |
|---|---|
Habilitado | Enciende o apaga la monitorización del tiempo de todo el programa. Este seguimiento comprueba que el tiempo se encuentre dentro de los límites especificados. |
Activo en etapas | Establece un rango de etapas para las que este monitor es válido.
|
Par del gatillo | Establece el valor del par del gatillo en el que debe iniciarse el monitor. |
Límite inferior | Establece el límite inferior (del programa) de la monitorización del tiempo. |
Límite superior | Establece el límite superior (del programa) de la monitorización del tiempo. |
Restricciones del programa
Parámetro | Descripción |
|---|---|
Límite máximo de tiempo | Establezca la cantidad en segundos. Esta restricción comprueba el tiempo total del apriete y si excede el límite de tiempo superior, la herramienta se detiene inmediatamente. El tiempo siempre se cuenta desde el principio del programa. |
Límite de par máximo | Esta restricción comprueba el par y si excede el límite de par superior, la herramienta se detiene inmediatamente. |
Parámetro | Descripción |
|---|---|
Habilitado | Enciende o apaga la restricción del ángulo de todo el programa. Esta restricción comprueba que el ángulo se encuentre dentro de los límites de ángulo especificados. |
Activo en etapas | Establece un rango de etapas para las que esta restricción es válida:
|
Par del gatillo | Establece el valor del par del gatillo en el que debe iniciarse el monitor. |
Límite superior | Establece el límite superior (del programa) de la restricción del ángulo |
Parámetro | Descripción |
|---|---|
Habilitado | Enciende o apaga la restricción de tiempo de todo el programa. Esta restricción comprueba que el tiempo se encuentre dentro de los límites de tiempo especificados. |
Activo en etapas | Establece un rango de etapas para las que esta restricción es válida:
|
Par del gatillo | Establece el valor del par del gatillo en el que debe iniciarse esta restricción. |
Límite superior | Establece el límite superior (del programa) de la restricción de tiempo. |
Gen. de informes
Esto permite al usuario escoger los valores (de los seguimientos/restricciones) que se mostrarán como valores finales. Haga clic en Añadir para escoger un generador de informe de resultado para vincularlo a un valor de seguimiento/restricción de programa.
Parámetro | Descripción |
|---|---|
Gen. de informes | Seleccione un generador de informe. |
Productor | Seleccione el seguimiento/restricción que produce el valor. |
Valor | Seleccione el valor que desea mostrar del productor seleccionado. |
Factor de correlación de par residual
El ajuste solo es válido para etapas de apriete con reacción baja. Las etapas siguientes son compatibles:
Apretar TensorPulse hasta par (TPT)
Aflojar TensorPulse hasta par (TPT)
Apretar impulso hasta par (IT)
Aflojar impulso hasta par (IT)
Parámetro | Descripción |
|---|---|
Habilitado | Seleccione si el factor de correlación de par residual de estar Activado o Desactivado. |
Factor de correlación de par residual | El valor puede estar entre 50 y 150. |
Configuración de la gráfica
La configuración de trayectoria se puede realizar a nivel de programa o para cada etapa. La configuración predeterminada se configura a nivel de programa y se puede anular en cada etapa según sea necesario.
Aquí, activar esta función permite realizar la configuración a nivel de programa.
Parámetro | Descripción |
|---|---|
Habilitado |
|
Tipo de muestra |
|
Tiempo de muestra | Elija el tiempo de muestra de la lista desplegable (0,25 - 1000 ms). |
Ángulo de muestra | Elija el ángulo de muestra de la lista desplegable (0,25 - 20º). |
Validación
Parámetro | Descripción |
|---|---|
Validar con los valores de la herramienta | Utilice On si conoce la herramienta y seleccione Par máx. y Velocidad máx. Utilice Off si no conoce la herramienta. |
Herramienta | Menú desplegable para escoger la herramienta con la que realizar la validación. |
Par máximo | Par máximo de la herramienta con el que validar. |
Velocidad máx. | Velocidad máx. de la herramienta con la que validar. |
Información relevante
Trabajar con la pestaña Secuencia de lotes
Las secuencias de lotes se utilizan para realizar un número específico de aprietes en un orden específico.
El orden de apriete puede seguir un orden fijo o se puede dejar que el operario decida qué orden seguir. En cualquier caso, las bocas o señales se pueden emplear para la comunicación entre la herramienta y el operario.
Un Lote se configura para realizar un número específico de aprietes consecutivos con el mismo programa de apriete. Los grupos de apriete deben tener un programa y un tamaño de lote especificados para proceder a la ejecución.
Una Secuencia de lotes es un conjunto ordenado de lotes, cuando la operación requiere una combinación de lotes/programas de apriete.
Una secuencia de lotes puede constar de hasta 99 lotes con un tamaño de lote de hasta 250 aprietes. Los lotes de una secuencia de lotes se pueden llevar a cabo en orden del listado o utilizando un selector de bocas para decidir qué lote ejecutar.
Una secuencia de lotes se completa (y la herramienta puede bloquearse) cuando:
Se han completado todos los aprietes con resultado OK o NOK.
La señal de Temporizador de interrupción de secuencia finaliza la tarea. Los aprietes no realizados se comunican con un resultado NOK.
En esta sección
Ajustes de la secuencia de lotes
El menú Secuencia de lotes muestra los detalles de una secuencia de lotes individual con los siguientes elementos de configuración:
Nombre: Nombre de secuencia y número de índice.
Ajustes: Parámetros para controlar el flujo y el orden de los aprietes.
Configuración de lote: Función para crear la secuencia de lotes a partir de programas de apriete individuales. Un lote consta de un único programa de apriete, que se repite una serie de veces.
Parámetro | Descripción |
|---|---|
Nombre | El nombre de la secuencia de lotes está formado por un número de índice combinado con caracteres opcionales. No se puede modificar la posición del índice. A la nueva configuración se le asigna el número de índice disponible más bajo posible. El número de índice es importante al utilizar fuentes y números identificadores para que forme parte del proceso de selección de tareas. |
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Bloquear herramienta al finalizar la secuencia de lote. | Una secuencia de lote finaliza cuando el contador de la secuencia del lote sea igual al tamaño de la secuencia. On: la herramienta se bloquea y se debe seleccionar un programa de apriete o secuencia de grupos para continuar realizando aprietes. Off: Tras finalizar, la secuencia de lotes está preparada para repetirse. | On |
Orden libre | No: Los lotes configurados se ejecutaran en el orden listado, siempre y cuando se hayan configurado para realizar aprietes. Si la boca se ha especificado, el sistema solicitará la boca cuando se ejecute el lote. Sí: Los lotes configurados se pueden ejecutar en cualquier orden: El operario debe indicar al sistema qué lote se ejecutará utilizando un selector de bocas. Un lote se considera completo cuando todas las juntas se han completado. | No |
Incremento en NOK | Es posible aumentar el valor del contador de lotes aunque el apriete se considere NOK. Para que NOK consecutivos máximos funcione (el número máximo de veces que se puede apretar un solo perno), hay que configurar Incremento en NOK en No. Si este parámetro se configura en Sí, permitirá que la secuencia vaya al siguiente apriete. | No |
Máx. de NOK consecutivos | El máximo de aprietes NOK consecutivos es un número máximo permitido establecido de aprietes consecutivos NOK en un lote. Si el número de NOK consecutivos máximos se alcanza, se visualiza el mensaje Demasiados aprietes NOK (4020). | 0 |
Reducción en aflojado correcto | Reduce el contador dentro del lote activo actual. El lote completado no se puede reducir. Nunca: el ajuste está desactivado. El contador no se reduce cuando se realiza el afloje en el lote activo. Siempre: reduce el contador en el lote activo durante el afloje si el último apriete ha sido correcto. Cuando el último apriete es OK: reduce el contador cuando se realiza un afloje en el lote activo, independientemente del resultado del apriete anterior. | Nunca |
Temporizador cancelación de secuencia | On: La secuencia de lotes seleccionada puede cancelarse durante un periodo de tiempo determinado Off: No se puede cancelar la secuencia de lotes seleccionada. | Apagado |
Hora de cancelación | Tiempo en segundos. | 10 s |
Parámetro | Descripción |
|---|---|
Programa de apriete | El programa de apriete que se utilizará con el grupo. |
Tamaño de lote | Número de aprietes que realizará el lote. El número máx. de aprietes en un lote es 99. El tamaño 0 del lote proporcionará al lote un número infinito de aprietes. |
Número identificador | Al utilizar un selector de bocas, esta es la posición de la boca que se utiliza para activar el lote. |
Añadir un lote nuevo a una secuencia de lotes
Vaya a Secuencia de lotes en el menú de inicio. El espacio de trabajo muestra una lista de secuencias de lote.
Seleccione el icono más en la esquina superior derecha.
Asigne un nombre a la secuencia de lotes.
Seleccione los parámetros relevantes en los ajustes.
Seleccione Configuración de lote > Editar.
Seleccione un Programa de apriete para el lote.
Introduzca el Tamaño del lote, es decir, el número de aprietes del lote.
Introduzca un Número de identificador opcional.
Se asignará a la secuencia de lotes nueva las primeras tres posiciones en la lista de secuencias. Si no existen posiciones libres se colocará al final de la lista, y se le asignará el número de índice disponible más bajo. No se puede cambiar el número de índice para reorganizar el orden de apriete del lote.
Eliminar un lote en una secuencia de lotes
Vaya a Secuencia de lotes en el menú de inicio. El espacio de trabajo muestra una lista de secuencias de lote.
Seleccione la Secuencia de lotes que desee eliminar.
En la parte inferior del espacio de trabajo, seleccione el botón Eliminar.
Cuando se elimina un lote de la secuencia de lotes, la secuencia de índice se comprime y actualiza, sin dejar espacios. El número de índice de la secuencia de lotes eliminada se asignará automáticamente a la siguiente secuencia que se cree.
Trabajar con la pestaña Fuentes
Las señales externas que se usan como tareas para los aprietes se configuran en el menú Fuentes. Las fuentes son accesorios o similares, conectados a una estación virtual. Hay dos tipos de tareas de fuente disponibles:
Tarea Apriete de fuente: se utiliza para seleccionar un programa de apriete único.
Tarea Lote de fuentes: se emplea para seleccionar una secuencia de lotes, es decir, una serie de programas de apriete.
En esta sección
Apriete de fuente
Los aprietes de fuente vinculan un programa de apriete específico a un número de identificador. Cuando el número de identificador se envía a la herramienta (bien mediante una señal digital externa o bien, en caso de que se utilice un selector de bocas, elevando la boca correspondiente en el selector) el programa vinculado se ejecutará una y otra vez hasta que se emita una señal diferente (o se seleccione la boca). No hay recuento de lotes.
Para vincular listas diferentes con la estación virtual, se debe asignar una tarea de fuente a la estación virtual. Vaya a Herramienta de controlador integrado > Estación virtual en el menú de inicio y seleccione Tarea > Cambiar tarea.
Información relevante
Configurar un apriete de fuente
Vaya Fuentes en el menú de inicio y seleccione Apriete en el panel izquierdo.
Seleccione el icono más en la esquina superior derecha.
Asigne un Nombre al apriete de fuente y seleccione el Modo de selector correcto (Control o Confirmar, según sea necesario).
El máx. de NOK consecutivos se puede configurar por apriete de fuente o por programa individual incluido en el apriete de fuente. Defina el parámetro Máx. de NOK consecutivos por programa como Sí o No, según sea necesario:
Para configurar el máx. de NOK consecutivos por apriete de fuente, configure Máx. de NOK consecutivos por programa como No. Configure el valor en el campo Máx. de NOK consecutivos.
Para configurar el máx. de NOK consecutivos por programa, configure Máx. de NOK consecutivos por programa como Sí. Para cada programa en la sección Configuración del selector de identificador, establezca el valor en la columna Máx. NOK.
Por defecto, cuando se crea apriete de fuente nuevo solo hay disponible un número de identificador editable. En la parte inferior de la pantalla, pulse el icono más para añadir más.
Asigne a cada elemento un número identificador.
Si se utiliza un selector de bocas, los número de identificador se corresponderán a las posiciones del selector de bocas, es decir, el número de identificador 1 se corresponde con la boca número 1 del selector de bocas.
Elija un programa de apriete al que vincular cada identificador seleccionando una fila y eligiendo en la lista de programas de apriete.
Propiedades de apriete de fuente
Parámetro | Descripción |
|---|---|
Nombre | El nombre asignado al apriete de fuente. |
Modo de selector | Control: Una fuente externa selecciona un programa de apriete solicitando un número de identificador. El número de identificador se vincula a una boca del selector y, mediante la elevación de la misma, se selecciona el programa de apriete. Confirmación: El selector de bocas no puede utilizarse como fuente de control. En este modo, los números de identificación se vinculan tanto al programa de apriete como a la boca específica (indicado en una columna adicional de la lista). Cuando se solicita un número de identificación (mediante una señal externa), la boca correspondiente se activa en el selector de bocas y el programa de apriete se activa cuando el operario eleva la boca (el resto de las bocas están desactivadas). Si no se especifica ninguna boca (es decir, está ajustada a 0 en la columna Boca), el programa de apriete se activa directamente y se ignora el estado de la boca. |
Máx. de NOK consecutivos por programa | Activado: El contador de lotes aumenta aunque falle la operación de apriete. Off: Establezca Máx. de NOK consecutivos para el apriete. El lote solo avanzará si se realiza un apriete con éxito. |
Máx. de NOK consecutivos | Establezca el número de resultados NOK consecutivos permitido. Si el valor se establece en 0, no se realiza ninguna comprobación de los aprietes NOK. Al alcanzar el número máximo de NOK consecutivos, la herramienta se bloquea y se detiene la ejecución de la secuencia. |
Control de lotes | Seleccione cómo debe ejecutarse el apriete de fuente. Las opciones disponibles son:
Cuando el control de lotes es interno o externo, el apriete de fuente puede configurarse para:
Externo: Configure cuántas veces debe ejecutarse un apriete de fuente usando Open Protocol o un protocolo externo. Cualquier cambio en la configuración borra el apriete de fuente para empezar desde un estado limpio y conocido (el recuento de lotes en el lote se restablecerá a 0). Los aprietes continuos podrán finalizar antes de que tengan efectos los cambios. |
Usar ID de juntas | El ajuste de fuente puede configurarse para adjuntar un ID de junta a cada resultado, lo que mejora la trazabilidad en software de análisis de datos como ToolsNet. Cuando está activado Usar ID de juntas, puede configurar el ID de junta de cada programa en la sección Configuración del selector del identificador.
|
Lote fuente
Configurar un lote de fuente
Vaya Fuentes en el menú de inicio y seleccione Secuencia de lotes en el panel izquierdo.
Seleccione el icono más en la esquina superior derecha.
Asigne un Nombre al lote de fuente.
Configure Cancelar en nuevo identificador en Sí si el escaneado de una nueva cadena de identificador debe cancelar el escaneado previo.
Seleccione el Método identificador (Cadenas para texto, o Número para valores numéricos)
Si el Método identificador se configura como Cadenas, realice los pasos siguientes:
Establezca Orden libre en Activado si las cadenas pudieran escanearse en cualquier orden.
Las cadenas de identificadores pueden formarse con hasta cuatro cadenas distintas. Cuando Orden libre se establece en Desactivado, se deben escanear las cadenas en un orden concreto para que el sistema reconozca la cadena.
Si fuera necesario, añada una cadena de identificadores seleccionando el icono más en la sección Configuración de cadena de identificadores.
Seleccione la etiqueta Nombre para la cadena de identificador que desee cambiar. En la ventana de diálogo se pueden definir las siguientes propiedades por cadena:
Nombre: el nombre de la cadena.
Longitud: la longitud de la cadena. Consulte Combinar cadenas de identificador para obtener más información sobre la concatenación de cadenas.
Posiciones relevantes - Las posiciones relevantes en la cadena. Consulte Posiciones significativas para la lectura de la cadena del código de barras para obtener más información sobre las posiciones significativas.
Posiciones guardadas - Qué posiciones deben registrarse en el sistema. Consulte Posiciones guardadas para obtener más información sobre las posiciones guardadas.
El número identificador (1-4) en la ventana de propiedades de la cadena no se puede modificar y solo se puede utilizar para navegar entre las distintas cadenas.
Puede producirse un error si Orden libre se establece en Activado y se duplican las longitudes de las distintas cadenas. La secuencia escaneada entonces no activará un programa de apriete. Para solucionar este error, ponga Orden libre en Desactivado o ajuste las longitudes de la cadena.
Seleccione Editar en la parte inferior del campo Configuración de cadena de identificador.
En la ventana Editar, indique qué cadenas (de la columna Cadena contiene) deben vincularse a qué secuencia de lotes (en la columna Activa). Seleccione el icono más de la parte inferior para añadir más cadenas.
Se pueden usar caracteres comodín al escribir «contenido de la cadena». Los caracteres comodín pueden utilizarse en cualquier posición de la cadena. No se activa ninguna secuencias de lotes en caso de que se produzca una coincidencia ambigua.
Un carácter comodín es un . (punto)
Información relevante
Posiciones relevantes
Las posiciones significativas se utilizan para especificar qué caracteres de la cadena del código de barras deben leerse cuando se compara la cadena con la cadena predefinida. El número de posiciones significativas debe concordar con el número de caracteres de las cadenas predefinidas.
En esta sección
Posiciones significativas para la lectura de la cadena del código de barras.
Las posiciones en la cadena del código de barras se asocian con un número entre 1 y 1024. La primera posición en la cadena es 1 y la última es 1024.
Las posiciones significativas deben especificarse siguiendo las normas descritas en la siguiente tabla.
Descripción | Posiciones relevantes | Configuración válida | La cadena del código de barras debe coincidir con la cadena predefinida |
|---|---|---|---|
Posiciones significativas en orden | 1,2,3,7,8 | OK | ABCGH |
Posiciones significativas en orden opcional | 7,1,2,3,8 | OK | GABCH |
Rango de números | 1-3,7,-8 | OK | ABCGH |
Combinar cadenas de identificadores
La cadena de identificadores se utiliza para cuadrar una combinación de hasta cuatro cadenas de un sistema de gestión de fábrica o hasta cuatro entradas de escáner que se deseen combinar en una cadena.
Los botones más y menos gestionan cuántas cadenas se combinan. Los siguientes parámetros están disponibles:
Parámetro | Descripción |
|---|---|
Nombre | La cadena debe recibir un nombre. |
Longitud | Debe conocerse la longitud de la cadena y debe introducirse. Esto es importante para poder combinar el identificador de cadena correcto. |
Posiciones relevantes | Las posiciones separadas por comas o rangos (separados por guiones) en la cadena combinada que se emplean para la correspondencia. |
Posiciones guardadas | Las posiciones separadas por comas o rangos en las cadenas que se guardarán en el resultado. |
Los parámetros de inicio y finalización de cada fila definen las posiciones de cada cadena individualmente dentro del identificador de cadena que se usa en el siguiente paso del proceso de cuadre.
La primera parte del proceso de selección de tarea cuando se utiliza una cadena de identificadores como entrada es definir las posiciones de la cadena que se van a activar:
Introduzca las posiciones importantes para definir las posiciones dentro de la cadena de identificadores se utilizarán para cuadrar. Las posiciones deben estar separadas por comas.
Posiciones guardadas
Posiciones guardadas es un campo en el que el usuario puede indicar qué partes se guardarán de cada cadena utilizada en el lote fuente y cómo se representarán en el registro. En este campo, indique las posiciones de la cadena de necesitan guardarse. Las posiciones pueden constituir solo partes de toda la cadena. Si el campo de deja vacío, se guardará toda la cadena (concatenada). La siguiente tabla muestra algunos ejemplos de combinaciones de posiciones guardadas.
Los valores de las posiciones guardadas se separan mediante comas (sin espacios) y los rangos se indican utilizando un guión.
Cadena de identificadores | Posiciones |
|---|---|
Cadena 1: 1234567 | 1-7 |
Cadena 2: abcdef | 8-13 |
Cadena 3: GHIJKL | 14-19 |
Cadena 4: 890 | 20-22 |
Posiciones guardadas | Resultados guardados |
|---|---|
(vacío) | 1234567abcdefGHIJKL890 |
1-3,9,11,15,20-22 | 123bdH890 |
8-12,1-7,19,20-21 se cambiará automáticamente a: 1-12,19,-21 | 1234567abcdeL89 |
Trabajar con la pestaña Configuraciones
Las configuraciones de la herramienta y de sus accesorios se realizan en el menú Configuraciones.
En esta sección
Configuración de la herramienta
La siguiente sección describe las diferentes configuraciones posibles de las funciones de herramienta, como los LED y los botones.
En esta sección
Botón de función
El botón de función en la herramienta se puede configurar para controlar hasta seis señales de entrada disponibles. Las tres posibles de condiciones de estado del botón se combinan con los dos posibles estados del conmutador de dirección.
El botón de función no está disponible en las herramientas ICB.
Configurar del botón de función:
Vaya a Configuraciones en el menú de inicio y seleccione Configuraciones de herramienta > Editar.
Seleccione 1. Botón de función > Editar.
Configure los parámetros según sea necesario:
Estados del botón de función
Estado del conmutador de dirección
Pulsado
DCHA
Pulsación simple
DCHA
Pulsación doble
DCHA
Pulsado
IZQ
Pulsación simple
IZQ
Pulsación doble
IZQ
Cada una de las seis combinaciones de señal de entrada se puede asignar a uno de los elementos siguientes:
Componente
Cancelar secuencia
Confirmar eventos
Activar escáner de herramienta
Disminución de lote
Incremento de lote
Omitir programa de apriete
Desbloqueo maestro
Reiniciar lote
Reiniciar secuencia de grupo de apriete
Restablecer demasiados NOK
Seleccionar número identificador siguiente
Seleccionar número identificador anterior
Desbloquear herramienta al finalizar
Desbloquear herramienta al desactivar
Configure los parámetros Intervalo de detección:
Parámetro
Descripción
Valor predeterminado
Intervalo de detección de pulsación
Para pulsación simple: el tiempo máximo de pulsación (en milisegundos) que transcurre entre que se presiona y se libera el botón.
300 ms
Siguiente intervalo de pulsación
Para pulsación doble: el tiempo máximo de pulsación (en milisegundos) que transcurre entre que se libera el botón después de la primera pulsación y el momento en el que vuelve a presionarse.
300 ms
Ledes de herramientas
Los ledes de las herramientas tienen las siguientes características:
El led frontal ilumina la zona de trabajo y se puede utilizar para indicar el estado de resultado para las herramientas compatibles.
El led azul forma parte de los ledes de herramienta o como parte de la EHMI o RHMI para las herramientas compatibles. Se puede conectar una señal de salida al led azul.
Los ledes de estado se componen de un anillo rojo, un amarillo y uno verde o un anillo multicolor segmentado en herramientas de pistola específicas. Se pueden conectar señales de salida a los ledes de estado.
Un indicador de resultado configura cómo se encienden los ledes de herramienta para indicar estado de resultado de apriete y la duración de este indicador en las herramientas compatibles.
Una señal de salida puede ser de tipo evento o estado.
Una señal de estado está activa mientras la señal de salida esté activa.
Una señal de evento está activa durante un intervalo de tiempo configurado.
LED azul
El led azul se puede configurar como una señal de salida de evento o estado. El estado de señal se mostraría con una luz fija.
Para configurar el led azul
Seleccione una señal para conectar con el led azul
Opcional: configure la duración de una señal de evento.
El led azul se sustituye o complemente con un indicador azul en la EHMI o RHMI para tipos de herramientas específicos.
Indicador de resultado
El indicador de resultado configura cómo se encienden los ledes de herramienta para indicar estado de resultado de apriete y la duración de este indicador.
La configuración afecta al led frontal y al indicador de resultado led en las herramientas compatibles. Esto incluye patrón y duración. Si se configura el patrón como Desactivado, no se utilizará el indicador de resultado, incluso si se configura Led frontal como Activado en la vista Configuración de herramienta.
El led se debe configurar como Activado en la vista Configuración de herramienta para utilizar el indicador de resultado LED en las herramientas compatibles.
Led frontal es compatible con el color verde y rojo. Los patrones que utilizan el color amarillo no aparecerán amarillos en el led frontal.
Señal | Descripción |
|---|---|
Off | No se activa ningún led después del apriete, sea cual sea el resultado. |
Verde | La luz verde siempre se enciende cuando una operación de apriete es OK. |
Rojo:alto:amarillo:bajo | Si el apriete no finaliza correctamente (NOK), un led rojo indica que el valor final es demasiado alto; un led amarillo indica que el valor es demasiado bajo. La roja y la amarilla pueden encenderse a la vez (por ejemplo, si el par es muy alto y el ángulo muy bajo). |
Rojo:alto(Prio):amarillo:bajo | Si el apriete no finaliza correctamente (NOK), un led rojo indica que el valor final es demasiado alto; un led amarillo indica que el valor es demasiado bajo. La roja y la amarilla no pueden encenderse a la vez. Solo se enciende la roja si se dan valores altos y bajos a la vez. |
Rojo:NOK:amarillo:bajo | Un led rojo indica que el apriete ha terminado incorrectamente (NOK). Un led amarillo adicional puede indicar si el valor es demasiado bajo. |
Rojo:NOK | Un LED rojo indica que el apriete ha terminado incorrectamente (NOK). No se muestran led adicionales. |
Ledes de estado
Los ledes de estado se componen de ledes de tres colores: rojo, amarillo y verde. La luz puede establecerse como fija o intermitente. Esto ofrece un total de seis señales distintas que se pueden conectar a los ledes de estado.
Para configurar los ledes de estado
Para cada color y función, fija o intermitente, seleccione una señal de salida en el menú de accesos directos.
Opcional: configure la duración de una señal de evento.
Las señales led de estado y los indicadores de resultado no pueden aparecer simultáneamente en la herramienta. Se aplican las siguientes condiciones:
Un led solo se enciende por una señal configurada cuando no hay ningún apriete en marcha y la señal de salida de control está activada.
Un led se apaga cuando se inicia el siguiente apriete, incluso si no se ha alcanzado la duración configurada para una señal de tipo evento o la señal de salida de control no se ha desactivado para una señal de tipo estado.
Un indicador de resultado en los ledes de estado se desactivará si se realiza una actualización, activada o desactivada, a una señal configurada.
Duración
La duración decide durante cuánto tiempo se encenderá el indicador de resultado una vez liberado el gatillo.
Parámetro | Descripción |
|---|---|
Hasta el apriete siguiente | El led azul, los ledes de estado y el indicador de resultado están encendidos hasta que se inicia el siguiente apriete. |
Tiempo | El led azul está encendido durante el tiempo configurado tras la activación. Los ledes de estado están encendidos durante el tiempo configurado tras la activación o hasta que se inicia el siguiente apriete. El indicador de resultado está encendido durante el tiempo configurado una vez liberado el gatillo o hasta que se inicia el siguiente apriete. |
Conmutador de dirección
El interruptor de dirección de la herramienta puede configurarse para activar una señal de entrada cuando pasa rápidamente de derecha (DCHA) a izquierda (IZDA) y vuelta, o viceversa.
Configurar el conmutador de dirección
Vaya a Configuraciones en el menú de inicio y seleccione Configuraciones de herramienta > Editar.
Seleccione 3. Conmutador de dirección > Editar
Seleccione Entrada y escoja un elemento de la lista.
Zumbador
El zumbador se puede configurar para que emita distintos sonidos. Las señales de salida se pueden dirigir a cada una de las señales y ofrece una interfaz de audio al operario.
La alarma se configura mediante la asignación de un sonido a una señal seleccionada de la lista de señales disponibles. Las señales con sonido pueden priorizarse entre 1 y 10, donde 1 es la máxima prioridad y 10, la mínima. Por defecto, una señal y un sonido tienen la prioridad 5.
Se pueden asignar hasta 20 señales distintas a un sonido y cada sonido puede tener su propio perfil característico con los parámetros descritos en la tabla a continuación. En el caso de dos señales simultáneas, se impone la señal de mayor prioridad sobre la otra señal.
Una señal de un zumbador suena hasta la finalización y no se interrumpe con una señal de prioridad mayor.
Configurar el zumbador
Vaya a Configuraciones en el menú de inicio y seleccione Configuraciones de herramienta > Editar.
Seleccione 4. Zumbador > Editar
Seleccione el icono más para añadir una configuración de sonido nueva a la tabla.
Configure los parámetros según sea necesario:
Parámetro
Descripción
Prioridad
Hay 10 niveles de prioridad disponibles para los sonidos y (1) es el nivel de máxima prioridad. El nivel de prioridad predeterminado es cinco.
Frecuencia (0 Hz, 400 Hz - 4000 Hz)
Frecuencia exacta en Hz.
Tiempo encendido
Tiempo (en ms) en el que la alarma emite sonido.
Tiempo apagado
Tiempo (en ms) en el que la alarma permanece en silencio.
Repeticiones
Número de veces en el que la alarma repite la secuencia de encendido/apagado.
Volumen
El volumen de la alarma, como porcentaje del volumen máx.
Vibrador
Las herramientas equipadas con un vibrador se pueden configurar para emitir vibraciones para diferentes señales.
El vibrador se configura asignando un patrón de vibración a una señal seleccionada de una lista. Una señal de vibración puede tener una prioridad de entre 1 y 10, donde 1 es la máxima prioridad y 10 la mínima. Por defecto, una señal y una vibración tienen la prioridad 5.
Una señal de vibración se ejecuta hasta terminar, a menos que la interrumpa una señal con mayor prioridad.
Configure el vibrador
Vaya a Configuraciones en el menú de inicio y seleccione Configuraciones de herramienta > Editar.
Seleccione 5. Vibrador > Editar.
Seleccione el icono más para añadir una configuración nueva a la tabla.
Seleccione Ninguno para seleccionar una señal.
Configure los parámetros según sea necesario:
Parámetro
Descripción
Prioridad
Hay 10 niveles de prioridad disponibles para las vibraciones, donde 1 es el nivel de máxima prioridad. El nivel de prioridad predeterminado es 5.
Tiempo encendido
Tiempo (en ms) en el que la alarma emite vibraciones.
Tiempo apagado
Tiempo (en ms) en el que vibrador está quieto.
Repeticiones
Número de veces en el que el vibrador repite la secuencia de encendido/apagado.
Configuración general
Elemento | Descripción |
|---|---|
Tiempo de espera de inactividad | On: Para ahorrar tiempo de batería, existe la opción de desactivar automáticamente la herramienta después de un tiempo de inactividad concreto. Off: La herramienta no se apagará por la inactividad. |
Tiempo de espera de inactividad | Tiempo en minutos. Introduzca un valor entre 1 y 1440 minutos. |
LED frontal | On: La luz blanca led frontal se encenderá al presionar el gatillo de herramienta. En las herramientas compatibles, el indicador de resultado led (luz verde o roja) se encenderá cuando se libere el gatillo de herramienta para indicar un resultado. Para configurar el indicador de resultado, consulte Ledes de herramientas. Off: El led frontal se encenderá al presionar o liberar el gatillo de herramienta. |
Duración tras liberación del gatillo | Establece el tiempo que la luz blanca led frontal permanece encendida después de soltarse el gatillo (en segundos). La configuración no afecta a la duración del indicador de resultado (luz verde o roja). Para configurar la duración del indicador de resultado, consulte Ledes de herramientas. |
Selección de programa de apriete | On: El anillo LED proporciona la visualización del programa de apriete actualmente seleccionado en una secuencia. Off: Función desactivada. |
Activar botones de pantalla | On: Todos los botones RHMI están activados. Configuración predeterminada. Off: Todos los botones RHMI están desactivados, a excepción de la vista de resultados y eventos. |
Condición de inicio
La forma de inicio de la herramienta se puede configurar mediante el ajuste Fuente de inicio. El valor predeterminado es Gatillo solo.
Componente | Descripción |
|---|---|
Gatillo solo | Pulse el gatillo de la herramienta para iniciar el apriete. |
Gatillo de seguridad | Dos gatillos (como un gatillo y una pulsación) activados con una separación no superior a 500 ms para iniciar el apriete. |
Bus de accesorios
Los accesorios de la herramienta se conectan a la herramienta a través del bus de accesorios.
Tipo de accesorio | Descripción |
|---|---|
Etiqueta TLS | Etiqueta del Sistema de localización de herramienta (TLS) que se usa para ofrecer señales de salida al operador. |
EHMI | Una pantalla pequeña y botones que se usan para seleccionar tareas o programas en función de la configuración. |
Escáner | Escáner de código de barras. |
En esta sección
Etiqueta TLS
La etiqueta del Sistema de localización de herramientas (TLS) es un accesorio de herramienta. La etiqueta TLS está instalada en la herramienta y conectada al bus de accesorios de la herramienta. La etiqueta TLS forma parte del sistema de posicionamiento Ubisense y se gestiona independientemente desde la herramienta. Además del posicionamiento, la etiqueta TLS se puede usar para ofrecer información al operario. Las señales de salida seleccionadas pueden generar distintas combinaciones de luces LED.
Se pueden asignar hasta 10 señales de salida diferentes con una prioridad leve.
Si hay dos señales simultáneas, tiene precedencia la señal de mayor prioridad. Cuando dos señales con la misma prioridad activan el LED, la primera señal recibida tiene precedencia.
Parámetro | Descripción |
|---|---|
Señal | Seleccione una señal para activar la luz led desde un menú de atajos. Para una señal del tipo Evento, seleccione la duración de la señal. |
Color | Seleccione un color para el LED. |
Prioridad | Hay 10 niveles de prioridad disponibles para los sonidos, y (1) es el nivel de máxima prioridad. El nivel de prioridad predeterminado es cinco (5). |
Una señal de salida puede ser de tipo Evento o de tipo Estado.
Una señal de estado está activa mientras el estado esté activo.
Una señal de evento está activa durante un tiempo programable.
EHMI
El EHMI es un accesorio de herramienta. Se instala en la herramienta y se conecta al bus de accesorios de esta. Tiene una pantalla gráfica y tres botones de selección. La pantalla es un subconjunto de la interfaz de usuario web IxB Software, que permite seleccionar programas de apriete, secuencias de grupos de apriete y ver resultados de los aprietes.
En la configuración EHMI se puede decidir si los botones de función están Activado o Desactivado.
Parámetro | Descripción |
|---|---|
Activar botón de selección | On: Los botones de selección tienen una funcionalidad total para configurar los ajustes en de los menús visibles. Off: Los botones de selección solo se pueden usar para reconocer un cuadro de diálogo necesario en el EHMI. |
Escáner
El Escáner es un accesorio de herramienta. Se instala en la herramienta y se conecta al bus de accesorios de herramienta.
En la configuración de escáner se puede decidir si el escáner debe pasar por el modo Activado o Desactivado.
Transductores múltiples
Dependiendo del tipo de herramienta y el número de transductores, es posible establecer cómo se utilizan los transductores de par en un apriete. Los transductores se pueden configurar para controlar o supervisar.
Parámetro | Descripción |
|---|---|
Transductor de par de control | Ajuste el transductor de par para usarlo para el apriete. Ajustes disponibles:
|
Seleccione Detalles para abrir un submenú con más ajustes.
Parámetro | Descripción |
|---|---|
Informe de valores de par de supervisión | Si se establece, se informa de un valor de par final de los dos transductores de control y supervisión, incluyendo la evaluación del estado de ambos (correcto/alto/bajo). |
Par de informe de errores de redundancia | Se informa de errores de redundancia si el par final medido en el transductor de control difiere del valor medido en el transductor de supervisión. |
Bloqueo de la herramienta en caso de error de redundancia | Bloquee la herramienta si se detecta un error de redundancia. |
Parámetro | Descripción |
|---|---|
Solicitar par de torsión dual | Si se establece, la herramienta conectada debe tener transductores de par duales (sin desactivar) para poder realizar un apriete. |
Par de supervisión en trayectoria | Si se establece, los valores del transductor de par de supervisión se incluyen en la trayectoria. |
Parámetro | Descripción |
|---|---|
Activar restricción de par de torsión doble | Si se establece, la restricción de transductor de par doble está activa. |
Diferencia par máximo | El límite para la restricción de la diferencia del par doble. |
Configuración de boca abierta
La función de ajuste de boca abierta está disponible para las herramientas de boca abierta configuradas con el accesorio delantero de engranaje (GFA). La función se utiliza para configurar la forma en que GTA vuelve a la posición abierta tras un apriete.
Antes de utilizar una herramienta de boca abierta, debe asegurarse de que tanto el cabezal como la estructura de la herramienta se han montado y configurado correctamente. Si no es así, es posible que la herramienta funcione en la dirección equivocada y que se dañe el tope mecánico en el cabezal de la boca abierta.
Ajustes | Descripción |
|---|---|
Posicionamiento automático |
|
Estrategia de posicionamiento |
Las estrategias Hacia atrás según par y Hacia delante con inicio rápido se recomiendan para herramientas de boca abierta con pieza delantera giratoria. |
Velocidad de posicionamiento | Velocidad de posicionamiento define la rapidez con la que la herramienta vuelve a la posición abierta, y se expresa como el porcentaje (%) de la velocidad máxima de la herramienta de boca abierta. Velocidad de posicionamiento puede variar de 5 a 100 %. El valor predeterminado se establece en 38 %. |
Configurar un selector de bocas
El selector de bocas es una bandeja de bocas con LED que sirve de asistencia al operario a la hora de seleccionar la boca correcta para el procedimiento de apriete, por ejemplo, una secuencia de lotes. Cuando se utiliza más de un programa de apriete, resulta cómodo usar un selector. Cuando se levanta una boca, se seleccionará el programa de apriete correspondiente.
Es posible conectar varios selectores de bocas a la estación virtual.
Para conectar el selector de bocas a la estación virtual, vaya a Herramienta de controlador integrado > Estación virtual > Accesorios y seleccione Seleccionar accesorios.
Para configurar el selector de bocas, consulte las Instrucciones de producto Selector de bocas.
Configurar un selector de bocas
Vaya a Configuraciones en el menú de inicio y seleccione Selector de bocas en el panel izquierdo.
Asigne un Nombre a la configuración.
Seleccione Editar.
Seleccione Añadir o Eliminar para el número de ranuras de boca correcto. Seleccione todas las ranuras que deban estar activas (indicado en azul).
Configure Control como Externo si la selección de boca se debe controlar mediante un sistema externo.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=cmU9pYL-kL4
Información relevante
Configurar un Expansor de E/S o un Hub E/S
Para configurar un expansor E/S, consulte las Instrucciones de producto Expansor E/S.
Para configurar un Hub E/S, consulte la Guía de usuario para software Hub E/S.
Configure las señales E/S
Vaya a Configuraciones en el menú de inicio y seleccione Expansor E/S en el panel izquierdo. Seleccione Editar.
Aparecen dos listas, una para Entradas y una para Salidas.
Para configurar un canal con una entrada, seleccione el canal requerido en la lista Entradas. Escoja el tipo de señal en la lista que aparece.
Para configurar un canal con una salida, seleccione el canal requerido en la lista Salidas. Escoja el tipo de señal en la lista que aparece.
El Hub E/S cuenta con 8 canales, comparado con el Expansor E/S que tiene 16. Cuando configure un Hub E/S, asegúrese de que no se configura ningún canal con una señal de entrada y otra de salida al mismo tiempo. Uno de los correspondientes canales de entrada y salida se debe configurar como Ninguno. Seleccione Ninguno en la ventana de diálogo emergente. Cierre la lista de elementos emergente sin seleccionar nada.
Configurar una baliza
La baliza se puede configurar para mostrar las señales E/S de la herramienta.
La baliza se puede configurar de la forma siguiente:
Un conjunto de cuatro luces. Se puede añadir una luz opcional a este conjunto. También puede personalizar el orden y color de las luces.
Dos posiciones, A y B, que se pueden personalizar con indicadores luminosos o interruptores.
Un zumbador colocado en el lateral de la caja con una frecuencia fija de 3000 Hz. El zumbador se puede configurar para activarse con cualquier señal de la herramienta de apriete.
Dos salidas externas, dos entradas externas y un conector para alimentación externa.
Para configurar la baliza, consulte las Instrucciones de producto CAN Converter.
Configurar una baliza
Vaya a Configuraciones en el menú de inicio y seleccione Baliza. Seleccione Editar.
Seleccione un color, tipo de señal y duración de lámpara para cada posición de baliza.
Para la posición A-B, seleccione el tipo de lámpara, botón o interruptor y seleccione el tipo de señal.
Configure el zumbador y salidas y entradas digitales externas si es necesario.
Configurar un panel de operario
El panel del operario actúa como enlace de comunicación digital configurable entre un operario y el batería. Las luces, botones, zumbadores e interruptores se emplean en la comunicación. Lea la documentación del panel del operario para ver la configuración de direcciones y especificaciones de las conexiones.
Para configurar el panel de operario, consulte las Instrucciones de producto CAN Converter.
Configurar un panel de operario
Vaya a Configuraciones en el menú de inicio y seleccione Panel de operario. Seleccione Editar.
Para cada posición del panel de operario, seleccione el tipo de lámpara, botón o interruptor definido. Dependiendo de la selección anterior aparecerán uno o más ajustes.
Estación virtual general
Vaya a Configuraciones en el menú de inicio y seleccione Estación virtual general en el panel izquierdo.
Asigne un nombre a la nueva configuración y pulse Editar.
En el campo Filtro de resultados para generación de informes, coloque el conmutador en Activado en aquellos parámetros que desee incluir en los resultados. Por defecto, todos los parámetros están configurados como Activado.
Puede configurar los parámetros siguientes en el campo Filtro de resultados para la generación de informes:
Aflojamiento
Incremento de lote
Disminución de lote
Reiniciar lote
Omitir programa de apriete
Cancelar secuencia
Cancelar secuencia no iniciada
Reiniciar secuencia de grupo de apriete
En Ajustes de apriete, configure el momento en que se desactiva el aflojado y el momento de desactivar el apriete después de un apriete.
Parámetro
Descripción
Desbloquear herramienta en caso de afloje
Desactivado, Si OK, Siempre
Desactivar aflojamiento
Desactivado, Si apriete OK, Si apriete NOK, Siempre
Desactivar apriete
Desactivado, Si apriete OK, Si apriete NOK, Después de cada apriete
Configurar Ajustes de presentación resultados en tiempo real
La ventana Ajustes de presentación de resultados en tiempo real permite al usuario mostrar el par final sin el valor de compensación PrT incluido, y el valor de compensación PrT en los Resultados en tiempo real.
Configure la ventana Ajustes de presentación de resultados en tiempo real
En la vista Inicio, seleccione la pestaña Configuraciones. A continuación, a la izquierda, seleccione Estación virtual general.
En la ventana Configuración deseada, seleccione Editar.
La pantalla Editar configuración aparece.En la ventana Ajustes de presentación de resultados en tiempo real, configure los controles relevantes en Activado o Desactivado dependiendo de los resultados deseados.
Si el interruptor Mostrar valor de compensación PrT se configura como Activado, la ventana Resultados en tiempo real muestra el valor Compensación PrT.
Si el interruptor Mostrar par final con compensación PrT se configura como Activado, la ventana Resultados en tiempo real muestra el par final con la Compensación PrT incluida.
Configurar los interruptores en la ventana Ajustes de presentación de resultados en tiempo real como Activado o Desactivado no tiene ningún efecto a menos que:
El programa Multistep cuenta con una etapa de apriete que incluye una supervisión de etapa Par de autofrenado con el selector Compensación definido como Activado.
Ajustes de presentación de resultados en tiempo real
A continuación encontrará las diferentes opciones de configuración en la ventana Ajustes de presentación de resultado en tiempo real.
Mostrar valor de compensación PrT: ON Mostrar Par final con Compensación PrT: ON | Mostrar valor de compensación PrT: ON Mostrar Par final con Compensación PrT: OFF | Mostrar valor de compensación PrT: OFF Mostrar Par final con Compensación PrT: ON | Mostrar valor de compensación PrT: OFF Mostrar Par final con Compensación PrT: OFF |
|---|---|---|---|
Haga clic sobre la imagen para ver más información: | Haga clic sobre la imagen para ver más información: | Haga clic sobre la imagen para ver más información: | Haga clic sobre la imagen para ver más información: |
En esta sección
- Mostrar Par final con Compensación PrT: ON/Mostrar valor de compensación PrT: ON
- Mostrar Par final con Compensación PrT: OFF/Mostrar valor de compensación PrT: ON
- Mostrar Par final con Compensación PrT: OFF/Mostrar valor de compensación PrT: OFF
- Mostrar Par final con Compensación PrT: ON/Mostrar valor de compensación PrT: OFF
Mostrar Par final con Compensación PrT: ON/Mostrar valor de compensación PrT: ON
Mostrar Par final con Compensación PrT: ON
La ventana Resultado en tiempo real muestra el par final con el valor de compensación PrT incluido.
Si la EHMI y ST Selector están activados y configurados, muestran el par final con el valor de compensación PrT incluido.
Mostrar Valor de compensación PrT en Resultado en tiempo real: ON
La ventana Resultado en tiempo real muestra el valor de compensación PrT con el icono de compensación relacionado ( ).
).
Si existen varios valores de compensación, aparece el valor de compensación aplicado a la última etapa disponible.
Configurar lo selectores Mostrar par final con compensación PrT y Mostrar valor de compensación PrT no tiene ningún efecto en:
Los valores de par final enviados a ToolsNet y ToolsTalk: los valores de par final con compensación PrT siempre se envían a ToolsNet y ToolsTalk.
El valor de par final mostrado con el historial de resultados.
Las trayectorias basadas en resultados en tiempo real y de historial.
Los valores en los mensajes Open Protocol.
Las señales.
Adaptadores de protocolo.
Mostrar Par final con Compensación PrT: OFF/Mostrar valor de compensación PrT: ON
Mostrar Par final con Compensación PrT: OFF
La ventana Resultado en tiempo real muestra el par final sin el valor de compensación PrT incluido. Dado que el par final no incluye el valor de compensación PrT, aparece en cursiva.
Mostrar valor de compensación PrT: ON
La ventana Resultado en tiempo real muestra el valor de compensación PrT con el icono de compensación relacionado ().
Si existen varios valores de compensación, aparece el valor de compensación aplicado a la última etapa disponible.
Configurar lo selectores Mostrar par final con compensación PrT y Mostrar valor de compensación PrT no tiene ningún efecto en:
Los valores de par final enviados a ToolsNet y ToolsTalk: los valores de par final con compensación PrT siempre se envían a ToolsNet y ToolsTalk.
El valor de par final mostrado con el historial de resultados.
Las trayectorias basadas en resultados en tiempo real y de historial.
Los valores en los mensajes Open Protocol.
Las señales.
Adaptadores de protocolo.
Mostrar Par final con Compensación PrT: OFF/Mostrar valor de compensación PrT: OFF
Mostrar Par final con Compensación PrT: OFF
La ventana Resultado en tiempo real muestra el par final sin el valor de compensación PrT incluido. Dado que el par final no incluye el valor de compensación PrT, aparece en cursiva.
Mostrar valor de compensación PrT: OFF
La ventana Resultado en tiempo real no muestra el valor de compensación PrT y el icono de compensación relacionado ().
Configurar lo selectores Mostrar par final con compensación PrT y Mostrar valor de compensación PrT no tiene ningún efecto en:
Los valores de par final enviados a ToolsNet y ToolsTalk: los valores de par final con compensación PrT siempre se envían a ToolsNet y ToolsTalk.
El valor de par final mostrado con el historial de resultados.
Las trayectorias basadas en resultados en tiempo real y de historial.
Los valores en los mensajes Open Protocol.
Las señales.
Adaptadores de protocolo.
Mostrar Par final con Compensación PrT: ON/Mostrar valor de compensación PrT: OFF
Mostrar Par final con Compensación PrT: ON
La ventana Resultado en tiempo real muestra el par final con el valor de compensación PrT incluido.
Si la EHMI y ST Selector están activados y configurados, muestran el par final con el valor de compensación PrT incluido.
Mostrar valor de compensación PrT: OFF
La ventana Resultado en tiempo real no muestra el valor de compensación PrT y el icono de compensación relacionado ().
Configurar lo selectores Mostrar par final con compensación PrT y Mostrar valor de compensación PrT no tiene ningún efecto en:
Los valores de par final enviados a ToolsNet y ToolsTalk: los valores de par final con compensación PrT siempre se envían a ToolsNet y ToolsTalk.
El valor de par final mostrado con el historial de resultados.
Las trayectorias basadas en resultados en tiempo real y de historial.
Los valores en los mensajes Open Protocol.
Las señales.
Adaptadores de protocolo.
Configurar el almacenamiento del par final y la trayectoria
El selector Almacenar con compensación PrT está en Activado de forma predeterminada, lo que significa que el par final y la trayectoria se almacenan con el valor de compensación PrT.
Mostrar Par final con compensación PrT en Ajustes de presentación de resultados en tiempo real determina lo que se muestra en los resultados en tiempo real.
Cambiar el ajuste Almacenar con compensación PrT
En la vista de inicio, seleccione Configuraciones.
Navegue hacia abajo y seleccione Estación virtual general en el panel izquierdo.
En la ventana Configuración, seleccione una configuración y a continuación Editar. Aparece la ventana Editar configuración.
Navegue hacia abajo hasta Almacenamiento de par final y trayectoria, cambie el selector Almacenar con compensación PrT a la posición deseada.
Trabajar con la pestaña Herramienta de controlador integrado
Estación virtual
Una estación virtual es una abstracción de software de un controlador. La herramienta IxB cuenta con un controlador integrado con una estación virtual conectada. Se pueden asignar diferentes configuraciones a la estación virtual según sea necesario. Es posible seleccionar una tarea, asignar configuraciones de accesorio y definir parámetros de protocolo de comunicación.
La tarea seleccionada puede ejecutar un programa de apriete, ejecutar una secuencia de grupos de apriete o activar la tarea utilizando una fuente configurada en el menú Fuentes. La tarea puede monitorizarse y el resultado de la misma puede presentarse junto con cualquier evento que haya ocurrido durante la operación.
En esta sección
Cambiar un tipo de licencia
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Estación virtual en el panel izquierdo.
Seleccione el Tipo de estación virtual en el campo Licencia.
Seleccione tipo nuevo de la lista.
Si fuera aplicable, seleccione Características > Editar para añadir licencias para características individuales.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=HanD0wI-w9k
Asignar una tarea a una estación virtual
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Estación virtual en el panel izquierdo. Seleccione Escoger tarea o Cambiar tarea en el menú Tarea.
Seleccione una de las siguientes pestañas:
Programa de apriete: Muestra un listado de programas de apriete disponibles en la herramienta.
Lote: Muestra un listado de programas de apriete disponibles en la herramienta.
Fuentes: Muestra un listado de tareas fuente disponibles en la herramienta.
Seleccione una tarea de la lista.
El nombre de la tarea se actualiza en el campo Tarea.
La selección de tareas usando fuentes y números identificadores/cadenas de identificadores se describe detalladamente en la sección Fuentes.
Información relevante
Configurar el modo manual en la estación virtual
El modo manual para la estación virtual se emplea para llevar a cabo tareas mientras la herramienta está bloqueada. Cuando la herramienta está bloqueada por un determinado motivo (por ejemplo, porque la herramienta está fuera de su huella TLS) puede seguir existiendo la necesidad de llevar a cabo determinadas tareas con la herramienta, como trabajos de emergencia. Al configurar el modo manual para la estación virtual, los usuarios pueden determinar qué señales se envían al acceder al modo manual (señales de entrada), qué tarea se puede llevar a cabo en modo manual (tarea secundaria) y qué señales se envían al salir del modo manual (señales de salida).
Dado que los escenarios deseados pueden variar de un usuario a otro (es decir, qué señales enviar tras la entrada y salida y qué tarea llevar a cabo), el modo manual se puede configurar completamente para cada estación virtual.
La configuración consta de tres elementos: señales de entrada, señales de salida y tarea secundaria (tenga en cuenta que tarea primaria se refiere a la tarea «automática» que se asigna a la estación virtual en Tarea).
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Estación virtual en el panel izquierdo. Seleccione Establecer modo manual en el campo Tarea.
Seleccione Escoger tarea o Cambiar tarea en el campo Tarea secundaria. Esto determina qué tarea ejecutar en modo manual.
Si no hay establecida ninguna tarea secundaria, se utilizará la tarea principal durante el modo manual.
Se pueden definir todos los tipos de trabajo (apriete, secuencia de lotes, fuente) para el trabajo secundario y el primario.
Establezca las señales de entrada que deben enviarse seleccionando el icono más situado en la parte inferior de la sección Entrante.
Establezca las señales de entrada que deben enviarse seleccionando el icono más situado en la parte inferior de la sección Saliente. Consulte los parámetros de las señales de salida más abajo.
El número máximo de señales de entrada y salida que pueden fijarse es de 99.
En esta sección
Señales entrantes y salientes
Los parámetros para las señales de entrada y salida son los mismos.
Existen dos tipos de señales: tipo booleano y tipo entero/cadena. Para las señales de tipo booleano se utiliza un conmutador de encendido/apagado (verdadero/falso). En el caso de las señales de tipo entero/cadena, se utiliza un campo de texto donde pueden indicarse la señal (E/S) o la cadena.
Señal | Tipo | Valor predeterminado |
|---|---|---|
Cancelar secuencia | Booleano | Apagado |
Confirmar eventos | Booleano | Apagado |
Activar escáner de herramienta | Booleano | Apagado |
Borrar resultados | Booleano | Apagado |
Desactivar comandos de protocolo abierto | Booleano | Apagado |
Monitorización externa [1-8] | Booleano | Apagado |
Led verde de herramienta intermitente (protocolo externo) | Booleano | Apagado |
Restablecer todos los identificadores | Booleano | Apagado |
Reiniciar lote | Booleano | Apagado |
Reiniciar secuencia de grupo de apriete | Booleano | Apagado |
Restablecer relé biestable | Booleano | Apagado |
Restablecer último código de barras | Booleano | Apagado |
Restablecer demasiados NOK | Booleano | Apagado |
Ajustar relé biestable | Booleano | Apagado |
Desbloquear herramienta al finalizar | Booleano | Apagado |
Desbloquear herramienta al desactivar | Booleano | Apagado |
Open Protocol
En la pestaña Protocolos del menú Estación virtual, encontrará una lista de los protocolos de comunicación disponibles, dependiendo de la licencia que esté utilizando en ese momento. Open Protocol está disponible para todas las licencias.
Para obtener acceso a funciones a través de Open Protocol, debe definirse un único puerto para la estación virtual.
Para definir el puerto para Open Protocol:
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Estación virtual en el panel izquierdo.
Coloque el conmutador de Open Protocol en Activado.
Introduzca el número de Puerto de servidor.
Introduzca el valor Tiempo límite excedido de comunicación en segundos, entre 15 y 60.
Introduzca el valor PLC Index.
PLC Index se utiliza para mapear dónde se deben escribir los comandos de Open Protocol en la memoria compartida. El valor por defecto es 1 pero es posible introducir valores del 1 al 6.
Elija la acción que debe realizarse cuando se pierda la conexión con el cliente.
La configuración Desconectar controla la acción que se realiza cuando se produce un error de conexión:
Ninguna - El programa de apriete continúa con normalidad.
Bloquear herramienta activa alto - La herramienta se bloquea después de terminar el apriete actual de forma normal.
Desasignar tarea - El apriete se cancela después de finalizar la tarea en curso. Excepto para los programas de apriete simples o secuencias de grupos de apriete, donde la tarea se eliminará después de finalizar.
Bloquear siempre herramienta - La herramienta se bloquea después de terminar el apriete actual independientemente del resultado.
Configure Utilizar contador heredado como Sí o No, según sea necesario.
Al ajustar el contador como Sí, el contador heredado cuenta todos los aprietes en una secuencia y transmite ese número a los sistemas secundarios.
Configure Número identificador seleccionado MID0015 Echo como Sí o No, según sea necesario.
Al configurar el contador como Sí, el controlador responde el valor del número identificador seleccionado en PSET_SELECTED. De lo contrario, se envía el ID del programa de apriete de ese momento.
Seleccione el programa de afloje MID2500 y seleccione un programa de afloje MID2500 de la lista.
Seleccione Aplicar.
Protocolo ILM
ILM Protocol permite la comunicación entre un sistema ILM y el controlador.
Para más información, consulte la Guía de usuario del protocolo ILM.
Elegir accesorios
Añadir accesorios a la estación virtual
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Estación virtual en el panel izquierdo.
Seleccione Escoger accesorios en el campo Accesorios.
Seleccione el accesorio que desea conectar: Selector de bocas, Baliza, Panel de operario, Escáner, Expansor E/S o Hub E/S.
En la columna Configuración (izquierda), seleccione la configuración que desee utilizar con el accesorio.
En la columna Accesorios conectados (derecha), seleccione el accesorio que desea utilizar.
Eliminar accesorios de la estación virtual
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Estación virtual en el panel izquierdo.
Seleccione Escoger accesorios en el campo Accesorios.
En la Lista de accesorios asignados, seleccione el icono menos junto al accesorio que desee eliminar.
Herramienta
Consultar información de la herramienta
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Herramienta en el panel izquierdo.
Amplíe el campo Información de herramienta para consultar la información siguiente:
Información
Descripción
Modelo
Denominación del modelo de la herramienta.
Velocidad máx.
La velocidad máxima de salida de la herramienta (rpm).
Relación de engranaje
La relación de la velocidad angular del engranaje de entrada con la velocidad angular del engranaje de salida.
Número de serie
El número de serie de la herramienta puede ser necesario para lista de repuestos correcta o las instrucciones de servicio.
Par máximo
El par máximo que la herramienta puede utilizar para un apriete.
Número del producto
El número de producto de la herramienta.
Fecha de producción
La fecha de fabricación de la herramienta.
Información de accesorio delantero
Vaya a Herramienta de controlador integrado en el menú de inicio y seleccione Herramienta. Puede consultar información sobre el tipo de accesorio delantero en Información de accesorio delantero.
Antes de utilizar el accesorio delantero de engranaje (GFA), ya sea con extremo abierto o extremo cerrado, asegúrese de que el cabezal y el cuerpo de la herramienta estén correctamente instalados y configurados. Si no se hace esto, se pueden producir daños en el tope mecánico del cabezal, especialmente en el del tipo con extremo abierto, si la herramienta funciona en sentido erróneo.
Se requiere una licencia de servicio para configurar el accesorio delantero.
Información | Descripción |
|---|---|
Sentido de rotación inversa | Indica el sentido de rotación. Sí: Invertido No: No invertido (predeterminado) |
Sentido de apriete | DER: Predet. El sentido de apriete está configurado en sentido horario. IZQ El sentido de apriete está configurado en sentido antihorario. |
Límite de posicionamiento | Manual Configure el límite de posicionamiento de par. Auto: Predet. Límite de posicionamiento de par configurado automáticamente en 2 % del par máximo, pero al menos 2 Nm. |
Realice el ajuste de boca abierta
La función de ajuste de boca abierta está disponible para las herramientas de boca abierta configuradas con el accesorio delantero de engranaje (GFA). La función calcula la verdadera relación de transmisión tanto de la herramienta como de la extensión combinada y la guarda en la herramienta. Necesitará alrededor de 2 minutos para realizar el ajuste.
Cuando se haya completado el ajuste de boca abierta, se debe calibrar la herramienta con la extensión de boca abierta instalada.
Seleccione Realizar y pulse el gatillo en la herramienta.
Siga las instrucciones en pantalla y siga presionando el gatillo de la herramienta hasta que haya completado el ajuste de boca abierta.
Si el ajuste de boca abierta es correcto, aparecerá el evento OK.
Si el ajuste de boca abierta no fue correcto o el gatillo de la herramienta se soltó antes de que finalizase el ajuste, aparecerá el evento NOK.
Estado
La vista Estado contiene información sobre la temperatura de la herramienta.
La temperatura de la herramienta se supervisa constantemente. Las unidades admitidas de temperatura son grados Celsius (°C) y grados Fahrenheit (°F), siendo °C la unidad predeterminada. Cuando la temperatura del componente crítico supera la temperatura máxima, se desbloquea la herramienta y se muestra una alerta (2014). La herramienta se vuelve a desbloquear cuando la temperatura del componente crítico cae por debajo del límite de temperatura.
Supervisar la temperatura de la herramienta
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Herramienta en el panel izquierdo. Las temperaturas de los diversos componentes se indican en Estado.
Seleccione la vista Pico de temperatura para ver la lista de los picos de temperatura más altos del componente.
Seleccione la vista Temperatura en tiempo real para controlar de forma continuar la temperatura del componente seleccionado.
Temperatura en tiempo real
Es posible controlar la temperatura en tiempo real de un componente de forma continua. En la vista de temperatura en tiempo real, hay estados de temperatura (Normal o Sobrecalentado), temperatura en vivo y vista gráfica para mostrar el historial de temperatura durante la supervisión. El límite de sobrecalentamiento y el límite de histéresis se muestran en la vista gráfica como referencia. Cuando se sobrecalienta un componente, vuelve a su estado normal únicamente cuando la temperatura cae por debajo del límite de histéresis.
Se puede pinchar en los puntos de datos históricos para visualizar una vista más detallada de cada punto de datos. El gráfico almacena datos históricos en la ventana que se carga cuando se abre un gráfico. También es posible abrir varios gráficos al mismo tiempo abriendo varias ventanas.
Temperatura pico
La herramienta supervisa la temperatura de cada componente. Cuando se sobrecalienta un componente, se almacena la temperatura pico en la herramienta. En la interfaz web se pueden ver las diez temperaturas pico diarias más altas y la marca horaria de cada componente. Además, se visualiza el número de veces que se ha sobrecalentado un componente y su temperatura actual. Cuando se exportan los datos del controlador, se crea un archivo CSV con todas las temperaturas pico almacenadas de la herramienta. Este archivo no está protegido por contraseña.
Con una licencia de servicio, se pueden restablecer los datos históricos de temperaturas pico en la vista Servicios de la herramienta. Si se restablecen los datos, se eliminan todos los picos de temperatura y los recuentos de alarma de sobrecalentamiento. Los datos se almacenan en la memoria de la herramienta, no en la tarjeta de memoria. Los datos de picos de temperatura no se mueven ni se modifican si se cambia o se extrae la tarjeta de memoria. Los datos de temperaturas pico se deberán restablecer siempre que se haya hecho cualquier mantenimiento en la herramienta.
Mantenimiento
La herramienta almacena un número de intervalo de servicio y cuenta el número de aprietes que pueden realizarse antes de que deba realizarse su mantenimiento o revisión.
Ajustar un intervalo de servicio
Vaya a Herramienta de controlador integrada en inicio y seleccione Herramienta en el panel izquierdo.
Amplíe el campo Mantenimiento. Aparece la siguiente información:
Parámetro
Descripción
Último servicio
Fecha y hora de la última revisión. La fecha de la última revisión se establece en el taller de reparaciones. La fecha de la última revisión se establece con la fecha y la hora actual cuando se pulsa el botón Reiniciar el contador de servicio.
Aprietes totales en el momento de servicio
El número total de aprietes realizados con la herramienta desde que se realizó el último mantenimiento. Este valor está disponible en la revisión y se mantendrá hasta la revisión siguiente.
Aprietes restantes
El número total de aprietes restantes hasta que se alcance el intervalo de servicio.
Número total de aprietes
Indica la cantidad total de aprietes de toda la vida útil de la herramienta.
Número de servicios
El número de veces que se ha reparado la herramienta.
Indicador de servicio de apriete
Indica el porcentaje del intervalo de servicio agotado.
Intervalo de servicio
El número de aprietes que se realizarán entre dos eventos de servicio. Se puede establecer en múltiplos de 10 000.
Impulsos totales en el momento de servicio
[solo herramientas de impulsos] El número total de impulsos realizados por la herramienta desde que se utilizó por primera vez. Este valor está disponible en la revisión y se mantendrá hasta la revisión siguiente.
Impulsos restantes
[solo herramientas de impulsos] El número total de impulsos restantes hasta que se alcance el intervalo de servicio.
Número total de impulsos
[solo herramientas de impulsos] Número total de impulsos de toda la vida útil.
Intervalo de servicio
[solo herramientas de impulsos] El número de impulsos que se realizarán entre dos eventos de servicio. Se puede establecer en múltiplos de 10 000.
Restablecer datos de servicio
Reinicia el contador de Aprietes restantes y establece la fecha actual como Fecha de última revisión.
Configure un valor en el campo Intervalo de servicio.
El número del intervalo de servicio solo puede establecerse en múltiplos de 10 000. Cualquier número que no sea múltiplo de 10 000 se redondeará al múltiplo de 10 000 más cercano.
Para activar la alarma de mantenimiento, vaya a Ajustes > Alarmas > Mantenimiento y configure el Indicador de alarma de servicio como Activado.
Calibración de herramienta
La calibración de la herramienta se utiliza para controlar la idoneidad con la que una herramienta se corresponde con un transductor de referencia.
El valor de calibración almacenado en la memoria de la herramienta se utiliza para ajustar el valor de par suministrado por el transductor de par de la herramienta, para que el valor de par correcto se muestre en la interfaz de usuario. La interfaz muestra la fecha en la que la herramienta se calibró por última vez.
Preparar la calibración
Asegúrese de que la herramienta está configurada para efectuar aprietes. Configure la herramienta con un transductor de referencia de par, como un STa6000, STpad o un banco simulador pruebas (JSB). Consulte el manual de instrucciones del captador de referencia de par para la configuración del mismo.
Elija un programa de apriete con un par objetivo que se corresponda con un apriete normalmente utilizado con su herramienta.
El valor de calibración de la herramienta se calcula a partir de las lecturas de par realizadas por la herramienta y el transductor de referencia de par utilizando la ecuación que se muestra a continuación:
Valor de calibración nuevo = valor de calibración antiguo x media (valores de referencia/valores Power Focus
Calibrar la herramienta
Vaya a Herramienta de controlador integrado en el menú de inicio y seleccione Estación virtual > Herramienta > Calibración.
Anote el valor de calibración antiguo que encontrará en la casilla de texto Valor de calibración: Principal.
Una herramienta con múltiples transductores mostrará dos valores de calibración, Par y Par 2. El valor de calibración de Par 2 se utiliza para el transductor de par frontal.
Si el valor de calibración se ajusta en más de un 10 %, se muestra un mensaje de confirmación, ya que el cambio puede afectar significativamente a la precisión y el rendimiento del sistema.
Efectúe como mínimo tres aprietes y utilice las lecturas de los valores de par de la herramienta y el transductor de referencia (STanalyser o similar) para calcular el valor del par medio.
Calcule el valor de calibración nuevo utilizando la ecuación Valor de calibración nuevo.
Si fuera necesario, introduzca una fecha nueva en el campo Siguiente fecha de calibración.
Guarde el valor de la nueva calibración en la memoria de la herramienta introduciendo en la casilla de texto Valor de calibración: Par o Valor de calibración: Cuadro de texto Par 2. Seleccione Aplicar.
Una vez realizada la calibración, realice un apriete para comprobar que los valores nuevos son correctos.
Para activar la alarma de calibración, vaya a Ajustes > Alarmas > Calibración y configure la Alarma de calibración como Activado.
Consistencia de calibración
Si se actualiza el software puede ser necesario recalibrar la herramienta actualizada debido a las modificaciones en el software. Si la función de consistencia de calibración está activa, la herramienta activará el número de evento 2045 (valor de calibración no válido) e impedirá el apriete. Después de recalibrar la herramienta, se desbloqueará y se podrá volver a realizar aprietes.
Para activar la función, la herramienta debe calibrarse en un software que tenga la función de consistencia de calibración (versión 3.13 o posterior). Si una actualización de software futura tiene valores de calibración que no coincidan con la calibración, la herramienta se bloquea, como se describió anteriormente.
Si se actualiza directamente a un software que requiere recalibración sin activar la función, no se bloqueará la herramienta ni se activará el evento.
Calibrar una herramienta con STa6000 o STpad
Realizar la Calibración QA mediante STa6000 o STpad
Vaya a Herramienta de controlador integrado en el menú y seleccione Herramienta > Calibración QA en el panel izquierdo.
Configure la Calibración QA como Activado.
Seleccione el tipo de conexión que dese utilizar (TCP o COM) y e introduzca el número de serie.
El puerto predeterminado para la comunicación es 4561.
Inicie la calibración desde el STa6000/STpad. El STa6000/STpad solicita información de la herramienta y programa de apriete.
No se pueden usar programas de apriete individuales con fines de calibración. Asegúrese de seleccionar un programa de lotes.
Ejecute el apriete. Cuando el dispositivo de calibración detecta un apriete, solicita el resultado de apriete de la herramienta.
Repita el paso anterior hasta que se hayan ejecutado todos los aprietes del lote.
Una vez completado, el STa6000/STpad crea un informe y calculará un nuevo valor de calibración para la herramienta.
Seleccione Almacenar en el STa6000/STpad para enviar el nuevo valor de calibración a la herramienta.
Durante la calibración, si se cambia el programa de apriete o se actualiza la secuencia/lote, finaliza la calibración.
No existe límite en el tamaño de lote usado con fines de calibración. Sin embargo, el STa6000 solo puede mostrar dos dígitos como tamaño de lote. Por lo tanto, el contador en el STa6000 presenta 00 para 100.
Una vez realizada la calibración, realice un apriete para comprobar que los valores nuevos son correctos.
Ajuste del motor
El ajuste del motor configura la unidad de control del motor de la herramienta para optimizar el rendimiento y minimizar las pérdidas.
El ajuste del motor durará aproximadamente dos minutos y hará girar el eje en sentido horario (DER) y en sentido contrario al horario (IZQ) antes de finalizar.
Para las herramientas de boca abierta configuradas con el accesorio delantero de engranaje (GFA):
Retire la extensión de boca abierta de la herramienta antes de realizar el ajuste de motor.
Realizar el ajuste del motor
Vaya a Herramienta de controlador integrado en el menú de inicio y seleccione Herramienta > Ajuste de motor.
Seleccione Realizar y pulse el gatillo en la herramienta.
Siga las instrucciones en pantalla y siga presionando el gatillo de la herramienta hasta que haya ajustado el motor.
Si el ajuste del motor es correcto, aparecerá el evento OK.
Si el ajuste del motor no fue correcto o el gatillo de la herramienta se soltó antes de que finalizase el ajuste del motor aparecerá el evento NOK.
Consultar información del transductor
Una herramienta puede tener varios transductores de par y ángulo en función del tipo de herramienta. Una imagen muestra la posición de los transductores.
Seleccione Detalles para obtener más información sobre los transductores de par o ángulo. Dependiendo del tipo de transductor, puede disponerse de la siguiente información.
Información | Descripción |
|---|---|
Habilitado | Indica si el transductor está activado. |
Relación de engranaje | La relación de engranaje entre el transductor y el eje saliente de la herramienta. |
Torsión | El factor de compensación de torsión para el transductor de ángulo. |
Información | Descripción |
|---|---|
Habilitado | Indica si el transductor está activado. |
Número de serie | Número de serie del transductor en forma de cadena. |
Número de artículo | Número de artículo del transductor en forma de cadena. |
Valor de calibración | Valor de calibración del transductor expresado en Nm. |
Consultar información del transductor
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Herramienta en el panel izquierdo.
Amplíe el campo Información de transductor para consultar los valores de calibración de los transductores de par Principal y, si fuera aplicable, Secundario.
Diagnóstico de herramienta
Pruebas de diagnóstico
Para averiguar si una herramienta funciona correctamente, se puede realizar pruebas de diagnóstico de la herramienta. El tipo de prueba que se puede ejecutar depende de la herramienta conectada. Se pueden ejecutar tres tipos de prueba diferentes:
Prueba de diagnóstico automático: No se requiere ninguna acción por parte del usuario.
Pruebas manuales sin confirmación: El usuario debe realizar algunas tareas durante la prueba.
Pruebas manuales con confirmación: El usuario debe monitorizar y ofrecer retroinformación sobre la conducta de la herramienta.
Solo se puede iniciar una prueba de diagnóstico a la vez en cada herramienta y controlador.
Cuando se inicia la la prueba de diagnóstico, la sesión queda bloqueada para el resto de usuarios. Una sesión de prueba de diagnóstico tiene un tiempo máximo de 20 minutos. Se muestra una advertencia 5 minutos antes de superar el tiempo máximo para poder ampliar la sesión o detenerla.
Prueba de diagnóstico automático | Prueba manuales sin confirmación | Prueba manuales con confirmación |
|---|---|---|
|
|
|
Iniciar una sesión de prueba de diagnóstico
Vaya a Herramienta de controlador integrado en el menú de inicio y seleccione Herramienta en el panel izquierdo.
Seleccione Pruebas de diagnóstico en Diagnósticos.
Active Pruebas de diagnóstico.
Seleccione la prueba que desea ejecutar.
Siga las instrucciones que aparecen en la pantalla.
Todas las pruebas muestra resultado con indicación verde o roja.
La prueba de diagnóstico se detiene si no hay ninguna acción en 5 segundos.
Se muestra un resultado de prueba de diagnóstico cuando se completa la sesión de prueba.
¡Si abandona la página de prueba de diagnóstico, el resultado desaparecerá!
Algunas pruebas mostrarán un informe detallado, mientras que otras solo mostrarán errores.
Para exportar un resultado de prueba, seleccione el botón Exportar.
En esta sección
Diagnóstico del 5G
Consulte el capítulo Diagnóstico del 5G en la Guía de usuario de conexión del 5G.
IAM
El Módulo de aplicación inteligente (IAM) es un almacenamiento no volátil en forma de tarjeta SD ubicado en la herramienta. El módulo de almacenamiento contiene todos los programas, configuraciones y resultados de la herramienta. El IAM se puede mover de una herramienta a otra, por ejemplo, para tener lista rápidamente una herramienta de apoyo.
Asigne un nombre a la herramienta
Vaya a Herramienta de controlador integrado en el menú de inicio y seleccione IAM.
Asigne un Nombre a la herramienta.
Versiones del software
Se pueden instalar simultáneamente dos versiones del software. La instalación de una segunda versión del software es útil para realizar actualizaciones en varias herramientas. Cuando la producción está lista para cambiar al software actualizado, la activación de la versión nueva del software se realiza desde la interfaz de usuario IxB Software o con ToolsTalk 2.
Cambiar las versiones del software no transfiere las configuraciones de la herramienta ni los programas de apriete.
En esta sección
Activación de software
La herramienta puede almacenar dos versiones de software instaladas. Utilizando la Activación de software puede elegir la versión que desea utilizar.
Asegúrese de mantener la batería conectada a la herramienta durante todo el procedimiento.
Activar una versión de software
Vaya a Herramienta de controlador integrada en el menú de inicio y seleccione Software en el panel izquierdo.
Seleccione Guardado en la ventana Activación de software.
La herramienta se reinicia automáticamente para que tenga efecto la activación.
Actualizar la versión del software
Asegúrese de mantener la batería conectada a la herramienta durante todo el procedimiento.
Si el paquete de software que desea instalar no es compatible con el hardware de la herramienta, la actualización de software se cancelará. Se mostrará un mensaje de advertencia destacando las piezas del hardware que han causado la cancelación.
Para información sobre el hardware actual de la herramienta, acceda a Herramienta con controlador integrado
Vaya a Herramienta de controlador integrada en el menú y seleccione Software en el panel izquierdo.
Vaya al campo Actualización de software y seleccione BUSCAR.
Busque y seleccione el archivo comprimido con el software aplicable y siga las instrucciones para finalizar la instalación.
Si la aplicación del controlador no se inicia repetidamente, el controlador arrancará en modo de rescate. En el modo de rescate se puede instalar un nuevo firmware. La imagen de rescate se distribuye con la actualización del software y puede actualizarse si existe una imagen de rescate más reciente.
No apague el sistema durante la actualización de la imagen de rescate. El sistema se reiniciará al iniciar la actualización.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=-Vq6uKaKfcA
Información relevante
Hardware
Consultar la información del hardware en la herramienta
Vaya a Herramienta de controlador integrado en el menú de inicio. Seleccione Hardware en el panel izquierdo.
Seleccione una de los siguientes módulos de hardware:
Placa principal
Módulo de alimentación
BHMI
Placa EHMI
Módulo EHMI
Placa RHMI
Módulo RMHI
Placa de transductor delantero
Módulo de transductor delantero
La siguiente información se mostrará para cada módulo de hardware:
Número de serie
Número de artículo
Revisión de hardware
Nombre del producto
Fecha de producción
Exportar e importar configuraciones
Las funciones de exportación e importación se utilizan para exportar eventos y resultados de apriete para analizarlos en programas externos, así como para transferir configuraciones de programas de apriete, lotes y configuraciones de herramienta entre herramientas.
La función de exportación se utiliza para:
Exportar los resultados y los eventos del apriete para su posterior procesamiento.
Exportar los archivos de registro para obtener asistencia de un ingeniero de servicio de Atlas Copco en caso de que se produzcan errores.
Exportar la configuración de la herramienta que pueda usarse para copiar ajustes a otra herramienta.
Exportar una configuración
Vaya a Herramienta de controlador integrado en el menú de inicio. Seleccione Exportar/Importar en el panel izquierdo.
Seleccione lo que desee exportar de la herramienta: Toda la información o Ajustes y configuraciones.
Cuando se elija Ajustes y configuraciones, no se exportará ningún archivo con resultados o eventos en el archivo. Con este ajuste la exportación se realiza en menos tiempo.
Seleccione EXPORTAR. Se solicita al usuario que seleccione dónde guardar o desde dónde recuperar el archivo exportado.
Importar una configuración
Vaya a Herramienta de controlador integrado en el menú de inicio. Seleccione Exportar/Importar en el panel izquierdo.
Seleccione IMPORTAR. Al utilizar la función de importación todos los ajustes de los programas de apriete, lotes, accesorios y herramienta serán reemplazados por los ajustes del archivo de importación. Sin embargo, los ajustes de red, PIN y resultados y eventos no se importan.
Seleccione CONTINUAR en la ventana de diálogo para iniciar la importación.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=MDmNjeEkp-g
En esta sección
Información exportada y formato de archivos
El archivo exportado es un archivo comprimido con los archivos siguientes:
Toda la información
IXBExport_<Tool iam name>_<datetime>_Results.csv
IXBExport_<Tool iam name>_<datetime>_Events.csv
IXBExport_<Tool iam name>_<datetime>_ToolPeakTemperatures.csv
ExportInfo.txt
settings/settings.bin
atlas_tool_i.zip
atlas_sys_i.zip
atlas_subsystems_info.zip
atlas_plc.zip
jsonConfigurations.zip
systemInfo.json
Ajustes y configuraciones
ExportInfo.txt
settings/settings.bin
jsonConfigurations.zip
Archivo | Descripción |
|---|---|
IXBExport__<Tool iam name>_<datetime>_Events.csv | Un archivo separado por punto y coma que contiene la siguiente información:
|
IXBExport_<Tool iam name>_<datetime>_ToolPeakTemperatures.csv | Un archivo separado por punto y coma que contiene la siguiente información:
|
IXBExport__<Tool iam name>_<datetime>_Results.csv | Un archivo separado por punto y coma que contiene la siguiente información:
|
ExportInfo.txt | Información sobre la configuración y software de la herramienta. |
settings/settings.bin | Un archivo binario que contiene todos los parámetros de programas y grupos de apriete, las configuraciones de los accesorios y los parámetros de la herramienta, como: idioma, unidades de par, fecha y hora, y apariencia de resultados. |
atlas_tool_i.zip | Registros de herramienta (para depuración) |
atlas_sys_i.zip | Archivos de registro de la aplicación informática |
atlas_subsystems_info.zip | Información sobre el software del sistema secundario |
atlas_plc.zip | Configuración PLC |
jsonConfigurations.zip | Programas de apriete y afloje Multistep |
systemInfo.json | Vista general del hardware con información sobre:
|
atlas_battery_log.zip | Registros de batería para localización de averías. |
Dependiendo del ajuste de idioma en el IxB Software, el archivo exportado .csv utiliza diferentes caracteres para separar los campos. Dependiendo del ajuste de idioma en el ordenador, se pueden producir problemas al abrir el archivo .csv exportado. Para evitar problemas, asegúrese de que el idioma utilizado en la herramienta coincida con el utilizado en el ordenador.
Consulte la tabla siguiente para más datos sobre el formateo de idiomas del IxB Software:
Idioma | Fecha/hora | Delimitador de campo | Formato de números |
|---|---|---|---|
Inglés (en_US) | MM/dd/aaaa hh:mm:ss | , | 123,456 |
Checo (cs_CZ) | dd.MM.aaaa hh:mm:ss | ; | 123.456 |
Alemán (de_DE) | dd.MM.aaaa hh:mm:ss | ; | 123.456 |
Español (es_ES) | dd/MM//aaaa hh:mm:ss | ; | 123.456 |
Francés (fr_FR) | dd/MM/aaaa hh:mm:ss | ; | 123.456 |
Coreano (ko_KR) | aaaa-MM-dd hh:mm:ss | , | 123,456 |
Italiano (it_IT) | dd/MM/aaaa hh:mm:ss | ; | 123.456 |
Japonés (ja_JP) | aaaa/MM/dd hh:mm:ss | , | 123,456 |
Portugués (pt_BR) | dd/MM/aaaa hh:mm:ss | ; | 123.456 |
Ruso (ru_RU) | dd.MM.aaaa hh:mm:ss | ; | 123.456 |
Sueco (sv_SE) | aaaa-MM-dd hh:mm:ss | ; | 123.456 |
Chino (zh_CN) | aaaa/MM/dd hh:mm:ss | , | 123,456 |
Copia de seguridad automatizada
La ventana Copia de seguridad automatizadaactiva o desactiva la exportación sFTP.
El interruptor Permitir exportación sFTP está configurado como DESACTIVADO de forma predeterminada.
Al activar el interruptor Permitir exportación sFTP, se crea un archivo de exportación 10 minutos después del último cambio de configuración.
Si se configura el interruptor Permitir exportación sFTP como ACTIVADO en el arranque del sistema, se crea automáticamente un archivo de exportación en 2 o 3 minutos. El archivo de exportación se crea a los 2 o 3 minutos para reflejar cambios que se hayan podido realizar antes de apagar el sistema.
El archivo antiguo de la copia de seguridad se elimina antes de que el nuevo archivo de copia de seguridad esté disponible.
Los datos del archivo exportado incluyen todas las configuraciones y los ajustes del controlador.
Los usuarios sFTP pueden recuperar el archivo exportado almacenado en el directorio siguiente del sistema: /Exportar/<nombre de archivo de exportación>.
Siempre es necesario un sistema compatible con sFTP.
Para recuperar el archivo, los usuarios sFTP no requieren ninguna contraseña.
El nombre de usuario para los usuarios sFTP es el siguiente:
Nombre de usuario | autoexport |
Exportar «Registros e información de sistema»
Con esta exportación un técnico de servicio puede compartir los registros y la información del sistema con los técnicos de servicio de Atlas Copco para facilitar la resolución de problemas.
La exportación de los registros y la información del sistema no incluye los registros de la o las herramientas conectadas.
Si necesita exportar registros de la o las herramientas conectadas, seleccione el método de exportación necesario.
Todos los datos incluidos en la exportación de registros e información del sistema se almacenan en un archivo PF/IXBExport_<IAM name>_<datetime>.tar.gz, que incluye los siguientes archivos y directorios:
atlas_sys_d.zip: archivos de registro de la aplicación Drive
atlas_sys_i.zip : archivos de registro de la aplicación TI
atlas_protocol_log.zip: archivos de registro de adaptadores de protocolo externos
ExportInfo.txt: documento de texto que contiene información sobre el IAM y el controlador
licenseInformation.zip: información sobre la licencia y capacidades del sistema
atlas_systeminformation.zip: información para I+D de Atlas Copco para estado y configuración de sistema actual
atlas_workflow_log.zip: archivos de registro para el flujo de trabajo de adaptadores de protocolo externos
vsInfo.json: descripción general del hardware con información sobre las estaciones virtuales y las herramientas y accesorios conectados
hwInfo.json: Datos del hardware con información sobre los componentes del controlador y las herramientas inalámbricas conectadas
Cómo exportar «Registros e información de sistema»
Vaya a Herramienta con controlador integrado en el menú de inicio y seleccione Exportar/Importar en el panel izquierdo.
En la ventana Exportar, abra el menú desplegable y seleccione Registros e información de sistema.
En la ventana Exportar, seleccione Exportar.
Al final del proceso de exportación, una ventana emergente de exportación confirma que el proceso se ha completado.
Se descarga automáticamente un archivo PF/IXBExport_<Nombre IAM>_<fechahora>.tar.gz.
Conectar a un controlador Power Focus (IxB Connect)
Para abarcar aplicaciones donde se requiere un controlador físico, la herramienta IxB puede conectarse a un Power Focus 6000 o Power Focus 8.
Por ejemplo, las aplicaciones para las que esto sería necesario podrían ser:
al utilizar un bus de campo
al utilizar accesorios de estación con cable (baliza, panel del operario, etc.)
al utilizar E/S
cuando se necesita un controlador como hub y búfer físico
Asegúrese de que el controlador y la herramienta IxB tienen la misma versión de software antes de intentar emparejarlos. De lo contrario, el controlador y la herramienta mostrarán el mensaje de error: «Incompatibilidad entre versiones del software de la herramienta»
Vaya a Herramienta de controlador integrado en el menú de inicio y seleccione Controlador integrado en el panel izquierdo.
Cambie Controlador integrado a Desactivado para conectar la herramienta IxB al controlador externo. Espere a que la herramienta se reinicie.
Tras el reinicio se eliminarán las configuraciones almacenadas en la herramienta, como programas de apriete.
Vaya a Ajustes en el menú de inicio y seleccione Red > Cliente inalámbrico > Editar. Conecte la herramienta a una red inalámbrica.
En esta etapa la herramienta deberá reiniciarse una segunda vez.
En Ajustes seleccione IxB Connect e introduzca la dirección IP del controlador. Seleccione Aplicar y espere a que la herramienta se reinicie.
En el controlador externo la herramienta IxB ya aparecerá en el menú Herramienta.
En el menú Estación virtual del controlador externo, seleccione Herramienta > Cambiar herramienta para seleccionar la herramienta IxB. Para configuraciones adicionales en el controlador externo, consulte Guía de usuario Power Focus 6000 o Guía de usuario Power Focus 8.
Trabajar con la pestaña Ajustes
Configuraciones de red
La herramienta se puede configurar para poder acceder a ella de forma inalámbrica desde un navegador web o una Red de área local (LAN, por sus siglas en inglés), utilizando el protocolo IPv4.
Existe una opción para utilizar la herramienta como cliente, como un punto de acceso para otros dispositivos.
Las siguientes interfaces de red están activadas de forma predeterminada:
Nombre | Descripción |
|---|---|
Puerto de servicio | Interfaz para personal de servicio y mantenimiento |
Los siguientes servicios están disponibles en las interfaces de red predeterminadas:
SSH
Interfaz de servidor web para configuración del sistema
DHCP
Archivos de exportación de sistema de recuperación
Registros de adaptador de protocolo de recuperación
Interfaces internas del producto
Interfaz del accesorio
Preparativos
Retire la tapa del puerto de conexión USB de la herramienta.
Conecte la herramienta al puerto USB del ordenador.
Abra un navegador web e introduzca la dirección de la interfaz de usuario del software IxB: 169.254.1.1.
En esta sección
Configurar canales
Vaya a Ajustes en el menú de inicio y seleccione Red en el panel izquierdo.
En el campo Canales, escoja la frecuencia (2,4 GHz o 5 GHz) y seleccione Editar.
Nuestras herramientas admiten la selección de canales de las frecuencias de 2,4 GHz y 5 GHz, con anchos de canales de 22 MHz y 20 MHz, respectivamente.
Cuando se utiliza el modo AP inalámbrico, solo está dipsonible la selección de canal de 2,4 GHz.
Seleccione activar o desactivar canales.
Los siguientes canales son compatibles con 2,4 GHz: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 y 11.
Los siguientes canales son compatibles con 5 GHz: 36, 40, 44, 48, 52, 56, 60, 64, 100, 104, 108, 112, 116, 120, 124, 128, 132, 136, 140, 149, 153, 157, 161 y 165.
El rendimiento de la itinerancia puede verse reducido si se habilitan muchos canales.
Configurar un cliente inalámbrico
El modo cliente inalámbrico y el modo AP inalámbrico no pueden estar activos al mismo tiempo.
Vaya a Ajustes en el menú de inicio y seleccione Red en el panel izquierdo.
Vaya a Cliente inalámbrico y seleccione Editar.
Edite los ajustes Generales.
Configure Activado como On.
Configure DHCP como On u Off dependiendo de la configuración.
SI DHCP está ajustado en Off, establezca la dirección IP, la máscara de subred y el portal. Pregunte a su administrador del sistema local la configuración correcta.
Introduzca un Nombre de red (SSID).
Edite los ajustes de Seguridad.
Seleccione Modo y escoja un elemento de la lista.
Edite los ajustes de Seguridad según sea aplicable. los ajustes disponibles dependen del modo que esté seleccionado.
Ajustes de seguridad Ajuste
Descripción
Modo
Desactivado
WPA2 Personal
WPA2 Enterprise
Método EAP
PEAP
LEAP
TLS
TTLS
FAST
Llave de seguridad
Establezca la contraseña alfanumérica. La longitud mínima de la clave de seguridad es 8 caracteres, y la longitud máxima 63 caracteres.
Identidad
Establezca la identidad de la herramienta.
Nombre de usuario
Establezca el nombre de usuario.
Contraseña
Establezca la contraseña.
Certificado CA
Seleccione el certificado CA con el botón Explorar. Puede ser en formato PEM o binario (DER).
Certificado de cliente
Seleccione el certificado de cliente con el botón Explorar. Puede ser en formato PEM o binario (DER).
Clave privada
Seleccione la clave privada con el botón Explorar. Puede ser en formato PEM o binario (DER).
Contraseña de clave privada
Establezca la contraseña utilizada para la clave privada.
PAC rápidas
Establezca las Credenciales de acceso protegidas (PAC).
MSCHAPv2
Establezca MSCHAPv2 como On u Off.
Edite los Ajustes opcionales según sea aplicable.
Configuración opcional Ajuste
Descripción
Nombre de host
Establezca un nombre de equipo para la herramienta.
Advertencia si la intensidad de señal es inferior (dBm)
Establezca la intensidad de señal en la que se debe activar una advertencia. Si la intensidad de la señal cae por debajo de este límite, se activará el evento 3095 Intensidad de señal WiFi baja.
El evento Intensidad de señal WiFi baja está desactivado por defecto pero puede activarse en la configuración de eventos.
Umbral de itinerancia (dBm)
Establezca el umbral de itinerancia en el que la herramienta escaneará y cambiará de red con mayor frecuencia.
Mínimo: -90
Predeterminado: -70
Máximo: -45
Intervalo de escaneado activo (seg.)
Establezca el tiempo en segundos entre escaneados cuando la intensidad de la señal es inferior al valor establecido en Umbral de itinerancia (dBm). La herramienta buscará un punto de acceso con mayor frecuencia.
Intervalo de escaneado pasivo (seg.)
Establezca el tiempo en segundos entre escaneados cuando la intensidad de la señal es superior al valor establecido en Umbral de itinerancia (dBm).
Conexión a red wifi oculta
Si la red (SSID) está oculta, configure este valor como On.
Seleccione Aplicar.
Cuando se utiliza la herramienta en el modo de controlador integrado, el indicador LED de conexión azul de la herramienta emitirá una luz fija cuando la herramienta haya establecido una conexión inalámbrica con la red.
Cuando se utiliza la herramienta en el modo IxB Connect, el indicador LED de conexión azul de la herramienta emitirá una luz fija cuando la herramienta haya establecido una conexión con una estación virtual.
Para acceder de forma inalámbrica a la interfaz de usuario, introduzca la dirección IP en un navegador web.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=IAhVDKSyFgY
Configurar la herramienta como punto de acceso inalámbrico
El modo cliente inalámbrico y el modo AP inalámbrico no pueden estar activos al mismo tiempo.
Si se han configurado múltiples canales previamente en Modo cliente inalámbrico, activar Modo AP inalámbrico actualizará la lista de canales para recoger únicamente el canal actual/predeterminado para el Modo AP inalámbrico.
Vaya a Ajustes en el menú de inicio y seleccione Red en el panel izquierdo.
En el campo AP inalámbrica, seleccione Editar.
Configure Activado como On.
Introduzca la información requerida, facilitada por el administrador local del sistema.
Dirección IP
Máscara de subred
Puerta de enlace
Para distribuir direcciones IP, configure Servidor DHCP como On e introduzca Inicio rango IP y Parada rango IP.
Introduzca un Nombre de red (SSID).
En el campo Seguridad, seleccione Modo y seleccione un modo de seguridad de la lista. Si se ha elegido WPA2 personal, introduzca una clave de seguridad cuya longitud tenga como mínimo 10 cifras o más.
Seleccione Aplicar.
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=ZvNtiSB2BGU
Configuración de HTTPS
HTTPS se usa para cifrar el tráfico de extremo a extremo entre los navegadores web y los controladores. El uso de HTTPS requiere un certificado en el que confíe un navegador web. El software del controlador genera una autoridad de certificación autofirmada en el primer arranque, que a su vez se usa para generar el certificado inicial utilizado para HTTPS. La autoridad de certificación autofirmada del controlador puede sustituirse por una firmada por una autoridad de certificación para crear una cadena de confianza.
Por defecto, HTTP redirige a HTTPS en el navegador. Esto se puede configurar en los ajustes del controlador, en HTTPS con el conmutador Redirigir HTTP a HTTPS.
En esta sección
Configurar HTTPS
Para configurar HTTPS en el controlador, siga estos pasos:
Acceda a la interfaz web del controlador. Aparecerá un mensaje de advertencia del navegador debido al certificado autofirmado. Seleccione Avanzado y acepte el riesgo de continuar.
Navegue a Ajustes y seleccione la pestaña HTTPS.
En los ajustes de HTTPS, seleccione Crear CA CSR.
En la ventana emergente, seleccione Crear para crear una solicitud de firma de certificado y luego seleccione Cerrar cuando se haya completado la descarga.
Firme la solicitud de firma del certificado y cargue el certificado CA resultante en el controlador.
Seleccione Generar certificado del servidor, introduzca los Nombres Alternativos de Sujetos (SAN) en el formato especificado y haga clic en Generar.
Una vez finalizada la generación, aparecerá una ventana emergente y la sesión se reiniciará automáticamente.
Certificados
En la pestaña Certificados, puede gestionar los certificados de confianza de Seguridad de la capa de transporte (TLS) firmados por su Autoridad de certificado (CA) o una CA externa para crear una cadena de confianza.
El controlador utiliza el certificado TLS para HTTPS para comunicarse de forma segura con ToolsNet/ToolsTalk si el cifrado está activado. Si el servidor ToolsNet/ToolsTalk requiere validación del cliente, configure el certificado en el lado del controlador y configure ToolsNet/ToolsTalk para confiar en el certificado del controlador.
Importar certificado
Vaya a Ajustes en el menú de inicio y seleccione Certificados en el panel izquierdo.
Seleccione el icono más en la esquina superior derecha de la GUI.
Seleccione Seleccionar archivo.
Navegue y seleccione el archivo del certificado.
Información relevante
Conexiones de servidor
La herramienta se puede configurar para comunicarse con servidores que funcionen con los productos de software Atlas Copco siguientes:
ToolsTalk: se utiliza para configurar uno o varios controladores y herramientas IxB
ToolsNet: se utiliza para gestionar los informes de los resultados
Atlas Copco License Manager
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=jdW-LgTa0RQ
En esta sección
Configurar la conexión de ToolsTalk
Vaya a Ajustes en el menú de inicio y seleccione Conexiones de servidor en el panel izquierdo.
En el campo ToolsTalk, configure los parámetros siguientes:
Campo
Descripción
Activada/Desactivada
Activa/desactiva la comunicación con el servidor ToolsTalk
Puerto del servidor
Puerto del servidor ToolsTalk
Servidor anfitrión
Dirección IP del servidor ToolsTalk
Cifrado
Utilice el cifrado TLS para la comunicación ToolsTalk
Seleccione Aplicar.
Para consultar el estado de conexión de ToolsTalk, acceda a Informes > Resultados y seleccione el botón  . En la ventana de diálogo que aparece, seleccione la pestaña Conexiones de servidor.
. En la ventana de diálogo que aparece, seleccione la pestaña Conexiones de servidor.
Para más información sobre cómo configurar ToolsTalk, consulte la Guía de usuario ToolsTalk 2.
Información relevante
Configurar la conexión de ToolsNet
Vaya a Ajustes en el menú de inicio y seleccione Conexiones de servidor en el panel izquierdo.
En el campo ToolsNet, configure los parámetros siguientes:
Campo
Descripción
Activada/Desactivada
Activa/desactiva la comunicación con el servidor ToolsNet
Puerto del servidor
Puerto del servidor ToolsNet
Servidor anfitrión
Dirección IP del servidor ToolsNet
Cifrado
Utilice el cifrado TLS para la comunicación ToolsNet
Seleccione Aplicar.
Para consultar el estado de conexión de ToolsNet, acceda a Informes > Resultados y seleccione el botón . En la ventana de diálogo que aparece, seleccione la pestaña Conexiones de servidor.
Para más información sobre cómo configurar ToolsNet, consulte la Guía de usuario ToolsNet 8.
Información relevante
Configurar la conexión de License Manager
Vaya a Ajustes en el menú de inicio y seleccione Conexiones de servidor en el panel izquierdo.
En el campo Atlas Copco License Manager, configure los parámetros siguientes:
Campo
Descripción
Activada/Desactivada
Activa/desactiva la comunicación con el servidor de Atlas Copco License Manager.
Puerto del servidor
Puerto de servidor del administrador de licencias de Atlas Copco
Servidor anfitrión
Dirección IP del servidor del administrador de licencias de Atlas Copco
Seleccione APLICAR.
Configurar la conexión de registro remota
Para conectar un controlador a un servidor de registro remoto, configure y active los ajustes de registro remoto en el controlador.
En la vista de inicio, acceda a la pestaña Ajustes y seleccione Conexiones de servidor en el panel izquierdo.
Introduzca los parámetros siguientes en la ventana Registro remoto:
Campo | Descripción |
|---|---|
Activada/Desactivada | Activa/desactiva la comunicación con el servidor de registro remoto |
TCP/UDP | Selecciona el protocolo TDP o UDP |
Servidor anfitrión | Dirección IP del servidor de registro remoto |
Puerto del servidor | Puerto del servidor de registro remoto |
Configurar los niveles de registro
Para configurar los registros almacenados en el servidor de regitro remoto:
En la vista de inicio, acceda a la pestaña Ajustes y seleccione Conexiones de servidor en el panel izquierdo.
En la ventana Registro remoto, seleccione Configurar.
En la ventana Configurar características, marque las casillas aplicables.
Categoría
Clasificación SysLog
Error
Alerta, Grave, Emergencia, Error
Advertencia
Advertencia
Info
Informativo, Aviso
Para restablecer la selección de la configuración anterior, seleccione DESHACER.
Seleccione Aplicar.
Preferencias
Fecha y hora
La fecha y la hora deben ajustarse para que los eventos y los resultados obtengan la marca correcta de la fecha y la hora en la que se producen. El tiempo se obtiene de una de las tres fuentes disponibles:
Manual: la fecha, la hora y la zona horaria se configuran manualmente.
NTP: fecha y hora se obtienen de un servidor NTP (Network Time Protocol) definido en la interfaz de usuario.
ToolsNet: fecha y hora se obtienen del servidor ToolsNet.
Configurar fecha y hora
Vaya a Ajustes en el menú de inicio y seleccione Preferencias en el panel izquierdo.
En el campo Fecha y hora, configure los parámetros siguientes:
Parámetro
Descripción
Fuente
Origen desde donde se obtiene la hora.
Servidor NTP 1
Dirección IP de un servidor NTP que indica la fecha y la hora de la herramienta.
Estado servidor 1
OK/Sin estado
Servidor NTP 2
Dirección IP de un servidor NTP que indica la fecha y la hora de la herramienta.
Estado servidor 2
OK/Sin estado
Fecha
Fecha introducida manualmente cuando se fija la fuente en "Manual".
Tiempo
Hora introducida manualmente cuando se fija la fuente en "Manual".
Zona horaria
La zona horaria, ya sea de la ubicación o una zona horaria estándar, como UTC (horario universal coordinado).
Seleccione APLICAR.
Configurar el idioma
La interfaz de usuario está disponible en los doce idiomas siguientes:
Inglés
Checo
Alemán
Español
Francés
Coreano
Italiano
Japonés
Portugués
Ruso
Sueco
Chino
Cambiar el idioma
Vaya a Ajustes en el menú de inicio y seleccione Preferencias en el panel izquierdo.
En el campo Idioma, seleccione el idioma actualmente en uso y seleccione un idioma de la lista.
El cambio de idioma se efectúa inmediatamente.
Configurar la unidad de par
Los resultados del par se muestran en la unidad elegida tanto después de realizar el apriete como cuando se almacenan en la lista de resultados.
Unidad | Descripción |
|---|---|
cNm | centinewton metro |
dNm | decinewton metro |
Nm | newton metro |
kNm | kilonewton metro |
in·lbf | libra fuerza por pulgada |
ft·lbf | libra fuerza por pie |
in·ozf | onza-fuerza pulgada |
ft·ozf | onza-fuerza pie |
gf·cm | centímetro gramo-fuerza |
kgf·cm | centímetro kilogramo-fuerza |
kgf·m | metro kilogramo-fuerza |
Cambiar la unidad de par
Vaya a Ajustes en el menú de inicio y seleccione Preferencias en el panel izquierdo.
En el campo Unidades de par, seleccione la unidad de par actualmente en uso y seleccione una unidad de la lista.
El cambio de unidad de par se efectúa inmediatamente.
Configurar la unidad de temperatura
Cambiar la unidad de temperatura
Vaya a Ajustes en el menú de inicio y seleccione Preferencias en el panel izquierdo.
En el campo Unidades de temperatura, seleccione la unidad de temperatura actualmente en uso y seleccione C° o F° de la lista.
Configurar la pantalla de arranque
La pantalla predeterminada al poner en marcha la herramienta es la Pantalla de inicio. Es posible cambiar la pantalla de arranquye a la Pantalla de resultados. Cuando se cambie la pantalla de arranque en la configuración, será necesario reiniciar la herramienta o volver a cargar la interfaz de usuario.
Cambiar la pantalla de arranque
Vaya a Ajustes en el menú de inicio y seleccione Preferencias en el panel izquierdo.
En el campo Pantalla de arranque, seleccione la pantalla de inicio actualmente en uso y seleccione Pantalla de inicio o Pantalla de resultados de la lista.
Configurar los ajustes de PIN
Usar un código PIN evita el uso no autorizado de la herramienta y los cambios accidentales. Se pueden añadir múltiples usuarios a la herramienta, cada uno con su propio PIN. Tenga en cuenta que los códigos PIN no están vinculados a las configuraciones de la herramienta y se utilizan principalmente para iniciar sesión.
El PIN debe ser un número de cuatro dígitos en el rango 0000–9999. Cuando se activa el PIN y se alcanza el tiempo de inactividad configurado, la configuración de la herramienta no se puede editar. Puede añadirse un máximo de 10 usuarios a la herramienta.
Cuando se realizan cambios en el PIN, el usuario que ha realizado los cambios está registrado. Esto aparecerá en la columna Modificado por y se añadirá al historial de cambios.
Cuando se activa el PIN, para acceder a la herramienta desde la interfaz de usuario web se solicita un código PIN. Si no se introduce el PIN correcto, la interfaz de usuario será solo de lectura, no se podrá editar.
Activar el PIN
Vaya a Ajustes en el menú de inicio y seleccione PIN en el panel izquierdo. Seleccione Configurar.
Coloque el conmutador de Código PIN en Activado.
El PIN solo puede activarse cuando se activa al menos un usuario de la lista. Si no hay ningún usuario activado, aparecerá una advertencia.
Complete el Tiempo límite de inactividad (en segundos) para definir cuándo se bloqueará la herramienta en caso de inactividad.
El valor predeterminado para Tiempo límite de inactividad es de 120 segundos. Este es un ajuste global que no puede realizarse individualmente para cada usuario.
Añadir un usuario nuevo
Vaya a Ajustes en el menú de inicio y seleccione PIN en el panel izquierdo. Seleccione Configurar.
Seleccione el icono más en la esquina superior derecha.
Seleccione el campo Nombre para editar la entrada.
En la ventana Usuario, introduzca un Nombre.
Introducir PIN y Confirmar PIN para el usuario. El PIN debe ser un número de cuatro dígitos en el rango 0000–9999.
El PIN de ambos campos (Introducir PIN y Confirmar PIN) debe coincidir para que se apliquen los cambios.
Seleccione Permisos. Aparece la lista de configuraciones disponibles.
Seleccione la casilla a la izquierda de la o las configuraciones necesarias a las que el usuario puede acceder y realizar cambios.
Tras seleccionar la o las configuraciones necesarias, seleccione Aceptar.
Aparece la ventana Usuario.Seleccionar todo selecciona todas las configuraciones disponibles al mismo tiempo.
Seleccione Deseleccionar todo para desmarcar las casillas y deshacer la selección.El usuario puede acceder y realizar cambios en la o las configuraciones seleccionadas en la ventana Permisos y navegar por las configuraciones no seleccionadas solo con acceso de solo lectura. No se permiten cambios en las configuraciones no seleccionadas.
Seleccione Aplicar.
En la lista de usuarios, seleccione la casilla de verificación situada a la izquierda del nombre para activar.
Cuando haya habilitado el PIN, la herramienta se bloqueará automáticamente después del Tiempo límite de inactividad establecido.
Para desactivar un PIN/usuario, desactive la casilla de verificación situada a la izquierda del nombre de usuario.
Activar o desactivar usuarios
Vaya a Ajustes en el menú de inicio y seleccione PIN en el panel izquierdo. Seleccione Configurar.
En el campo Usuarios, seleccione la casilla de verificación situada a la izquierda del nombre de usuario para enable el usuario.
Cuando haya habilitado el PIN, la herramienta se bloqueará automáticamente después del Tiempo límite de inactividad establecido.
Para desactivar un PIN/usuario, desactive la casilla de verificación situada a la izquierda del usuario.
Los PINs también pueden activarse y desactivarse seleccionando el nombre de usuario y colocando el conmutador Activado en On u Off, respectivamente.
Eliminar un usuario
Vaya a Ajustes en el menú de inicio y seleccione PIN en el panel izquierdo. Seleccione Configurar.
En el campo Usuarios, seleccione el icono rojo menos situado a la derecha del nombre de usuario.
Iniciar sesión con un PIN
Seleccione el icono del candado en la esquina superior derecha.
Aparece una ventana de diálogo con un teclado numérico. Introduzca el código PIN y seleccione Aceptar.
Cuando el PIN está activado y se ha desbloqueado la pantalla, aparece un icono de un candado abierto en la esquina superior derecha de la interfaz de usuario.
Se puede volver a bloquear la interfaz de usuario manualmente seleccionando el icono del candado abierto.
Configurar las alarmas
Las alarmas se configuran para controlar cuándo debe realizarse el mantenimiento o la calibración de la herramienta.
Puede consultar el intervalo de servicio de la herramienta, los datos de calibración y otra información relevante en el menú Herramienta de controlador integrado > Herramienta
Configurar una alarma de mantenimiento
Vaya a Ajustes en el menú de inicio y seleccione Alarmas en el panel izquierdo.
En el campo Mantenimiento, configure los parámetros siguientes:
Parámetro
Descripción
Alarma del indicador de servicio
On/Off: Activa/desactiva una alarma cuando se alcanza el intervalo de servicio de la herramienta.
Bloquear herramienta después de alarma
On/Off: Activa/desactiva el bloqueo de la herramienta cuando se alcanza el intervalo de mantenimiento
Para configurar una alarma de calibración:
Vaya a Ajustes en el menú de inicio y seleccione Alarmas en el panel izquierdo.
En el campo Calibración, configure la Alarma de calibración como On/Off para activarla o desactivarla.
Configurar eventos
Cada evento dispone de un ajuste predeterminado que indica si se deben confirmar (ACK), registrar (LOG) o visualizar (DISP).
Algunas opciones no se pueden cambiar. Aparecen sombreadas.
Configurar eventos
Vaya a Ajustes en el menú de inicio y seleccione Eventos en el panel izquierdo.
Seleccione Configurar eventos.
Busque el evento que desee configurar introduciendo el código del evento en el campo Búsqueda y pulsando Intro.
Marque o no las casillas ACK., LOG. y DISP., según sea necesario.
Si fuera aplicable, añada información sobre el evento en el campo DATOS.
Configuración del registro ampliado
El IxB Software crea automáticamente registros y los almacena. Estos registros se pueden configurar para que incluyan el registro ampliado utilizando grupos de registro.
Utilice Registro ampliado únicamente en casos especiales. Evite utilizar Registro ampliado durante las operaciones normales, ya que puede afectar de forma notable al rendimiento.
En esta sección
Configurar los grupos de registro
El ajuste predeterminado de un grupo de registro es desactivado. Para cambiar a activado el ajuste de un grupo de registro:
En la vista de inicio, acceda a la pestaña Ajustes y seleccione Registro remoto en el panel izquierdo.
En la ventana Grupos de registro , cambie el grupo a ACTIVADO.
Restablecer los grupos de registro
Puede restablecer los ajustes predeterminados en todos los grupos de registro.
En la vista de inicio, acceda a la pestaña Ajustes y seleccione Registro remoto en el panel izquierdo.
En ventana Restablecer grupos de registro, seleccione Restablecer.
Una ventana emergente le pregunta si desea restablecer todos los grupos de registro. Seleccione SÍ.
Grupos de registro persistentes
Se restablecen los ajustes predeterminados de los grupos de registro en cada reinicio. Para evitar restablecer grupos de registro persistentes.
En la vista de inicio, acceda a la pestaña Ajustes y seleccione Registro remoto en el panel izquierdo.
En la ventana Conservar selección tras reinicio, cambie Persistente a ACTIVADO.
Restablecer valores de fábrica y Borrar resultados
La herramienta puede recuperar su configuración original de fábrica.
Todos los ajustes, configuraciones y datos históricos se eliminarán cuando se restablezca la herramienta. Realice solo el restablecimiento de la configuración de fábrica si está totalmente seguro de que dicha acción es necesaria.
Restablecer los valores de fábrica de la herramienta
Vaya a Ajustes en el menú de inicio y seleccione Restablecer en el panel izquierdo.
En el campo Controlador para restablecer valores de fábrica, seleccione el botón Restablecer.
Aparecerá una ventana de diálogo advirtiendo que se eliminarán todos los datos. Seleccione Sí.
La herramienta se reiniciará para activar la nueva configuración.
Borrar resultados
Vaya a Ajustes en el menú de inicio y seleccione Restablecer en el panel izquierdo.
En el campo Borrar resultados, seleccione el botón Restablecer.
Aparecerá una ventana de diálogo advirtiendo que se eliminarán todos los resultados y eventos. Seleccione Sí.
La herramienta se reiniciará para eliminar los datos.
Trabajar con reglas de automatización
Las reglas de automatización son una lista de reglas almacenadas en el controlador con desencadenantes y acciones definidos. Estas reglas permiten realizar operaciones lógicas sobre señales booleanas disponibles en el controlador.
Normas
Cada regla tiene un conjunto de desencadenantes y acciones.
Se puede añadir un máximo de 32 reglas a un controlador.
Una regla se puede configurar en los estados activo o desactivado. Cualquier regla que se añada se establece como off de forma predeterminada.
Ajuste | Descripción |
|---|---|
Nombre | Introduzca un nombre para la regla con una longitud máxima de 32 caracteres ASCII. |
Activo | Off: cuando la regla está inactiva, no se activa y no se realiza ninguna comprobación de licencia. On: cuando la regla está activa, reacciona a los cambios en la señal de entrada/salida basándose en los desencadenantes y acciones configurados. La licencia se valida para todas las estaciones virtuales asignadas en la regla y se muestra un mensaje de error. |
Editar la regla | Haga clic en Editar para configurar desencadenantes y acciones de una regla. |
Eliminar la regla | Tras la eliminación, la regla se elimina de la lista de reglas. La eliminación de una regla no detiene las acciones en curso. Para detener una regla, primero debe desactivarse. |
Actualizar la regla | La actualización de una regla activa aplica los cambios y reinicia la regla. |
Guardar cambios de la regla | Guarde los cambios de una regla seleccionando Aplicar. |
Deshacer los cambios en la regla | Deshaga los cambios realizados en la regla seleccionando la opción Deshacer. |
Configuración no válida | Mensaje de error si la regla no tiene una señal válida o una estación virtual configurada para el disparador o la acción. |
Crear una regla | Seleccione Reglas de automatización en la página de inicio del controlador y, a continuación, seleccione el signo +. Se añade una regla con un desencadenante vacío y una acción vacía. Seleccione el botón Aplicar para añadir la regla. La regla se añade y se desactiva de forma predeterminada. |
Licenciar la regla | Para licenciar una regla para una estación virtual, vaya a la estación virtual. En Licencias, seleccione las características, la regla de automatizacvión y aplique la licencia. |
En esta sección
Desencadenantes
Los desencadenantes actúan como entrada para una regla. Un desencadenante válido se configura con una estación virtual y un estado de entrada/salida booleano o una señal de evento. Se pueden configurar un máximo de 10 desencadenantes por regla.
Condiciones de los desencadenantes:
Si una regla se establece como activa, se inicia en función de la condición de activación establecida. Las condiciones disponibles de los desencadenantes son:
SI TODOS: La regla solo se activa cuando se activan todos los desencadenantes de la regla.
SI ALGUNO: La regla solo se activa cuando se activa cualquiera de los desencadenantes de la regla.
Ajustes | Descripciones |
|---|---|
Nombre | Introduzca un nombre para el desencadenante con una longitud máxima de 32 caracteres ASCII. |
Señal | Al seleccionar una señal para un desencadenante, elija entre una lista de estados de E/S booleanos y señales de eventos. La señal seleccionada siempre está conectada a la estación virtual seleccionada. |
Estación virtual | Seleccione una estación virtual de la lista de estaciones virtuales disponibles en el controlador. |
Según el tipo de señal de entrada seleccionada, el disparador muestra diferentes opciones. | |
Señal de estado booleano de entrada/salida seleccionada como señal en el desencadenante | Una señal de estado booleano tiene un estado definido cuando la señal se activa y cuando la señal no se activa. Para configurarla, vaya a Funcionamiento y seleccione Igual a o No igual a para el estado de la señal, que es Verdadero o Falso. El desencadenante reacciona solo cuando se cumple la condición del estado de la señal, es decir, cuando el valor de la señal es igual o diferente al estado establecido, que es verdadero o falso. Por ejemplo, el desencadenante se puede configurar para reaccionar solo cuando la herramienta está en funcionamiento a través de la señal Herramienta en funcionamiento. Para configurarlo, seleccione Herramienta en funcionamiento de la lista de señales y establezca Funcionamiento en Igual a y el estado en Verdadero. |
Señal de evento booleano de entrada/salida seleccionada como señal en el desencadenante | Una señal de evento booleana tiene un único estado cuando se dispara y permanece en ese estado hasta que se reinicia. Cuando se selecciona la señal de evento de la lista de señales, es necesario configurar una opción de reinicio para la señal de entrada/salida del evento. Las opciones de restablecimiento se pueden seleccionar desde Cese. Las opciones de restablecimiento disponibles son: Hora, Siguiente apriete y Señal definida. Por ejemplo, se puede configurar el desencadenante para que se active solo cuando se reciba la señal Apriete OK. |
Acciones
Las acciones actúan como salidas de una regla. Para recibir una salida de la regla, la acción se debe configurar como una Señal y una Estación virtual. Se pueden configurar un máximo de 10 acciones por regla. En caso de múltiples desencadenantes, se ejecuta una acción o varias acciones cuando se cumple la condición del desencadenante.
Ajuste | Descripción |
|---|---|
Nombre | Introduzca un nombre para la acción con un máximo de 32 caracteres ASCII. |
Señal | Seleccione de la lista de señales de estado o evento de entrada/salida booleanas disponibles en el controlador. A continuación, la señal se publica en la estación virtual seleccionada en la acción. |
Estación virtual | Seleccione de una lista de estaciones virtuales disponibles. |
Salida | Utilice el interruptor para seleccionar el valor de salida Verdadero que se publicará cuando se active el desencadenante. El valor predeterminado es Falso. |
Señal de evento / estado booleano de entrada/salida seleccionada como señal en la acción | El valor de salida se publica en la señal configurada en la acción. La acción se puede restablecer utilizando el Cese. Las opciones de configuración de cese disponible son:estado de regla, hora, al siguiente apriete y señal definida. La configuración de cese se establece en estado de regla de forma predeterminada. |
Cese
La configuración de cese se habilita cuando se selecciona una señal booleana de evento de entrada/salida para un desencadenante, y siempre está habilitada para una acción.
Ajuste | Se aplica a | Descripción |
|---|---|---|
Tiempo | Gatillo Acción | El usuario puede configurar el tiempo (en segundos), con un valor mínimo superior a 0 y un valor máximo inferior o igual a 60. |
Gatillo | El desencadenante se detiene tras el tiempo especificado. | |
Acción | La acción se detiene tras el tiempo especificado. | |
Hasta el apriete siguiente | Gatillo Acción | El disparador o la acción se restablecen cuando se publica la señal Borrar resultados: 39 en la estación virtual de la regla. |
Gatillo | El desencadenante se detiene después de recibir la señal. | |
Acción | La acción se detiene después de recibir la señal. | |
Señal definida | Gatillo Acción | El desencadenante o la acción se restablecen cuando se recibe una señal definida por el usuario.
Dependiendo de la señal de reinicio seleccionada, los escenarios disponibles son:
|
Gatillo | El desencadenante se detiene después de recibir la señal de reinicio. | |
Acción | La acción se detiene después de recibir la señal de reinicio. | |
Estado de la regla | Acción | Cuando se cumple la condición de activación, la acción publica el valor de salida configurado por el usuario. |
Licencias
Cada regla se licencia por estación virtual. Si una estación virtual no tiene licencia para la regla de automatización, se muestra un mensaje de error de configuración cuando se habilita la regla. El desencadenante no se activa y la acción no emite la señal.
Informes y estadísticas
En esta sección aprenderá sobre los informes y estadísticas disponibles.
Trabajar con la pestaña Informes
Consultar los resultados
Esta sección describe cómo acceder a los resultados de apriete de la herramienta y cómo leer la información ofrecida en las distintas vistas de resultados.
Cuando se realiza un apriete, los resultados se almacenan en el controlador. Los resultados también pueden enviarse a un sistema externo como ToolsNet, o exportarse para su análisis utilizando la función de exportación. Para más información sobre el análisis estadístico, el filtrado de resultados y el análisis del apriete utilizando ToolsNet, consulte la Guía de usuario ToolsNet.
Resultados en tiempo real y resultados almacenados
La ventana de diálogo de resultados en tiempo real muestra los resultados de la herramienta en la pantalla a medida que se producen. Los resultados de apriete también se guardan automáticamente en la herramienta en cuanto termina el apriete.
Cada tarea se muestra como un resultado. Un solo apriete puede mostrar los resultados en una tabla con parámetros clave o como gráfico de apriete. Una secuencia de lotes muestra todos los aprietes individuales en el orden en el que se realizaron.
En esta sección
Vista de resultados en tiempo real
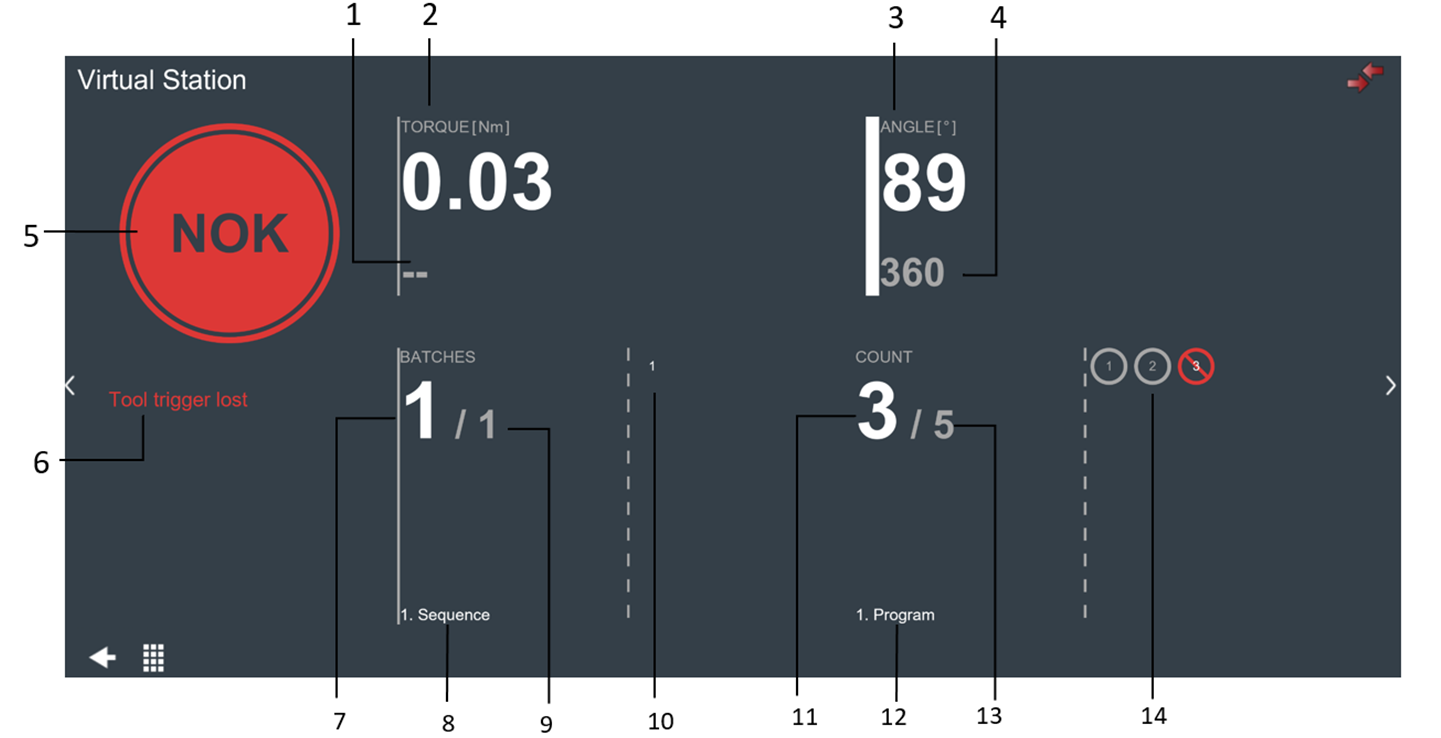
Posición | Descripción |
|---|---|
1 | Par objetivo |
2 | Resultado de apriete |
3 | Resultado de apriete |
4 | Ángulo objetivo |
5 | Estado de resultado |
6 | Los aprietes NOK proporcionarán un estado detallado de apriete no satisfactorio. |
7 | Número de lotes completados en la secuencia |
8 | Nombre de la secuencia de lotes |
9 | Número total de lotes en la secuencia |
10 | Resultado de cada lote completado en la secuencia:
|
11 | Número de aprietes completados en el lote |
12 | Nombre del programa de apriete |
13 | Número total de aprietes en el lote |
14 | Número de aprietes completados en el lote:
|
Tutoriales de productos esenciales
https://www.youtube.com/watch?v=4QHUZd_74cI
Vista de resultados guardados
La herramienta almacena el resultado de todos los aprietes o desaprietes realizados.
Consultar los resultados almacenados
Vaya a Informes en el menú de inicio y seleccione Resultados en el panel izquierdo.
Seleccione Ver todos los resultados. La lista de resultados mostrará información sobre:
Fecha: fecha y la hora en la que se realizó el apriete.
Programa de apriete: La columna del programa de apriete muestra el nombre del programa de apriete de apriete Multistep o el nombre de la secuencia de lotes seguido por el nombre del programa de apriete con la secuencia de lotes.
Resultado: Restricción de par/ángulo.
Límites: La columna Límites aparece únicamente cuando el usuario configura Supervisión de etapa o Restricción de etapa (nivel de etapa), o Supervisión de programa o Restricciones de programa (nivel de programa Multistep).
Supervisiones de etapa, Restricciones de etapa, Supervisiones de programa y Restricciones de programa son aplicables para Par final y Ángulo final.
Detalles: Detalles de los resultados de apriete/afloje.
Casilla de trayectoria: Si selecciona una casilla de trayectoria, el valor correspondiente aparecerá en la Vista de resultado de trayectoria sincronizada.
Los resultados marcados con una barra roja tienen un estado NOK. Para consultar las descripciones de todos los resultados NOK, consulte la Lista de resultados NOK.
Seleccione un resultado en la lista o acceda a la Vista de resultados de trayectoria.
La ventana Vista de resultados de trayectoria muestra, etapa a etapa, el ciclo del apriete.
Cuando el apriete es NOK, la Vista de resultados de trayectoria muestra la supervisión de etapa o la restricción de etapa que lo ha causado.
En la esquina superior derecha del gráfico de la trayectoria, seleccione las flechas izquierda/derecha para mostrar el gráfico de trayectoria necesario.
Están disponibles los siguientes gráficos de trayectoria:
Par/tiempo
Par/ángulo
Ángulo/tiempo
Velocidad/tiempo
Velocidad/ángulo
Gradiente/tiempo (cuando se configura el programa de apriete para realizar una trayectoria de gradiente)
Gradiente/ángulo (cuando se configura el programa de apriete para realizar una trayectoria de gradiente)
Corriente/tiempo
Corriente/ángulo
En el gráfico de trayectoria, puede ampliar/reducir, mover la trayectoria y leer los valores del eje x y el eje y en un punto específico.
En la esquina inferior izquierda del gráfico de trayectoria, seleccione «+» para ampliar, «-» para reducir, o el «icono cuadrado» para restablecer el nivel de ampliación a la vista predeterminada.
En la parte inferior de la ventana Vista de resultados de trayectoria puede consultar información detallada sobre la etapa.
En esta sección
Ver las trayectorias sincronizadas
No es posible sincronizar trayectorias anteriores a la versión de software 3.5.
Sincronizar y comparar trayectorias
Vaya a Informes en el menú de inicio y seleccione Resultados en el panel izquierdo.
Seleccione Ver todos los resultados.
Seleccione las trayectorias que desee comparar marcando el icono
 de los correspondientes resultados. Un icono de trayectoria seleccionada se vuelve azul.
de los correspondientes resultados. Un icono de trayectoria seleccionada se vuelve azul.Se pueden usar hasta 10 trayectorias.
Los resultados sin el icono
no son compatibles con la sincronización.Seleccione el icono
 en la esquina superior derecha para abrir la vista de trayectoria sincronizada. Cuando seleccione el icono
en la esquina superior derecha para abrir la vista de trayectoria sincronizada. Cuando seleccione el icono  , se eliminará la selección de todas las trayectorias de resultado.
, se eliminará la selección de todas las trayectorias de resultado.En la vista Vista de resultado de trayectoria sincronizada, seleccione el Método de sincronización en la lista desplegable.
Seleccione los tipos de trayectoria con las flechas en la esquina superior derecha.
La Vista de resultado de trayectoria sincronizada aparece más abajo:
Haga clic sobre la imagen para ver más información:
1 | Seleccione el método para sincronizar trayectorias y mostrar el método de sincronización actual. |
2 | Amplíe los métodos para examinar secciones de las trayectorias con más detalle. Seleccione «+» para ampliar, «-» para reducir, o el «icono cuadrado» para restablecer el nivel de ampliación a la vista predeterminada. También es posible ampliar una sección específica manteniendo pulsado el botón derecho del ratón, desplazando el ratón sobre una sección y liberando el botón derecho del ratón. El área dentro del rectángulo dibujado define el área que se desea mostrar. |
3 | Cada resultado está representado por una pestaña, mostrando la hora en que se realizó el apriete. Un icono a la izquierda de cada pestaña refleja el resultado del apriete:
Si hace clic en el icono alterna entre los ajustes de visualización siguientes para su trayectoria:
|
4 | Cambiar trayectoria de resultado principal. La trayectoria de resultado principal se utiliza como referencia y definirá los valores para el eje X. Solo se puede definir una trayectoria como resultado principal. La primera trayectoria seleccionada (la pestaña más a la izquierda) se utiliza como referencia de forma predeterminada. |
5 | Datos de apriete del resultado actualmente seleccionado. |
6 | Alterne entre los tipos de trayectoria disponibles. Están disponibles los siguientes gráficos de trayectoria:
|
Métodos de sincronización
Los métodos de sincronización son diferentes estrategias para sincronizar trayectorias mediante un valor específico.
Las trayectorias se pueden sincronizar, por ejemplo, según el par de pico (par más alto alcanzado para cada trayectoria). Esto cambia todas las trayectorias en el eje X, hasta que cada curva tiene su valor de par de pico en la misma posición exacta en el eje X.
Todos los resultados posteriores reciben una compensación en el eje X de acuerdo con uno de los métodos siguientes:
Métodos de sincronización | Descripción |
|---|---|
Ninguno | Valor predeterminado. Las trayectorias seleccionadas no están sincronizadas. |
Pico / Par | Todas las trayectorias se sincronizan hacia el valor de pico, es decir, cambian a lo largo del eje X de forma que los valores de pico se encuentren en la misma posición en el eje X que el valor de pico del resultado principal. |
Personalizado / Par |
Si se seleccione el método de sincronización Personalizado y ninguna de las trayectorias contiene el valor configurado, aparece un signo de exclamación en el campo de valor personalizado. |
Si un resultado no tiene un valor de trayectoria que coincida con el método de sincronización, no se puede sincronizar y su trayectoria no aparecerá. En su lugar aparecerá con un signo de exclamación.
Si no se puede sincronizar ninguna de las trayectorias, aparece el mensaje de error «No es posible sincronizar».
Lista de resultados NOK
Mensaje de error | Descripción | Categoría de etapa requerida | Seguimientos de etapa con informes | Restricciones de etapa con informes | Seguimientos de programa con informes | Restricciones de programa con informes |
|---|---|---|---|---|---|---|
Error de unidad | Error de unidad de disco interno o batería extraída durante el apriete | |||||
Reapriete | Intento de apretar un tornillo ya apretado. | Reapriete | ||||
Par de inicio suave por debajo del mínimo | El par de arranque suave está por debajo del nivel mínimo. | Arranque suave | Par de pico | Par en ventana de ángulo | ||
Par de inicio suave por encima del máximo | El par de arranque suave está por encima del nivel máximo. | Arranque suave | Par de pico | Par máximo | Límite de par máximo | |
Par de aproximación por encima del máximo | Se ha superado el nivel máximo de par de aproximación. | Aproximación | Par de | Par máximo | Límite de par máximo | |
Ángulo de aproximación por encima del máximo | Se ha superado el nivel máximo de ángulo de aproximación. | Aproximación | Ángulo | Ángulo máximo | ||
La aproximación supera el límite máximo de tiempo | El tiempo de aproximación ha superado el límite máximo. | Aproximación | Tiempo | Tiempo máximo | ||
La aproximación está por debajo del límite mínimo de tiempo | El tiempo de aproximación está por debajo del límite mínimo | Aproximación | Tiempo | |||
Par autorroscante por debajo del mínimo | El par de aproximación está por debajo del nivel mínimo. | Aproximación | Par de | Par en ventana de ángulo | ||
Ángulo autorroscante por debajo del mínimo | El ángulo de aproximación está por debajo del nivel mínimo | Aproximación | Ángulo | |||
Par de etapa final por encima del máximo | Se ha superado el nivel máximo de par de etapa final. | Final | Par de pico | Par máximo | Par de apriete | Límite de par máximo |
Ángulo de etapa final por encima del máximo | Se ha superado el nivel máximo de ángulo de etapa final. | Final | Ángulo | Ángulo máximo | Ángulo | |
Par de etapa final por debajo del mínimo | El par de etapa final está por debajo del nivel mínimo. | Final | Par de pico | Par en ventana de ángulo | Par de apriete | |
Ángulo de etapa final por debajo del mínimo | El ángulo de etapa final está por debajo del nivel mínimo. | Final | Ángulo | Ángulo | ||
Tiempo de apriete excedido | Se ha superado el límite de tiempo de apriete. | Límite máximo de tiempo | ||||
Gatillo perdido | El gatillo de la herramienta se soltó antes de alcanzar el objetivo. | |||||
Patinado | La boca ha patinado en la tuerca. | Par de rescisión | ||||
Par post view por debajo del mínimo | El par Post view está por debajo del nivel mínimo. | Par Post View bajo | ||||
Par post view por encima del máximo | Se ha superado el nivel máximo de par Post view. | Par Post View alto | ||||
Intervalo de par post view no alcanzado | Intervalo de par post view no alcanzado. | Par post view bajo | ||||
Intervalo de compensación de par no alcanzado | No se ha alcanzado el ángulo de intervalo de compensación de par antes del fin de la aproximación | Par de autofrenado | ||||
Error de monitorización actual | La desviación del par comparado con la corriente supera el nivel máximo. | Par vs Desviación actual | ||||
Ángulo de inicio suave por encima del máximo | El ángulo de arranque suave está por encima del nivel máximo. | Arranque suave | Ángulo | Ángulo máximo | ||
Ángulo de inicio suave por debajo del mínimo | El ángulo de arranque suave está por debajo del nivel mínimo | Arranque suave | Ángulo | |||
Ángulo de primera etapa alto | Se ha superado el nivel máximo de ángulo de etapa inicial | Primera | Ángulo | Ángulo máximo | ||
Ángulo de primera etapa bajo | El ángulo de etapa inicial está por debajo del nivel mínimo | Primera | Ángulo | |||
Par de primera etapa alto | Se ha superado el nivel máximo de par de etapa inicial | Primera | Par de pico | Par máximo | Límite de par máximo | |
Par de primera etapa por debajo del mínimo | El par de etapa inicial está por debajo del nivel mínimo | Primera | Par de pico | Par en ventana de ángulo | ||
La primera etapa ha superado el límite de tiempo máx. | Se ha superado el nivel máximo de tiempo de etapa inicial | Primera | Tiempo | Tiempo máximo | ||
La primera etapa está por debajo del límite mínimo de tiempo | El tiempo de etapa inicial está por debajo del nivel mínimo | Primera | Tiempo | |||
La fase final ha superado el límite de tiempo máx. | Se ha superado el nivel máximo de tiempo de etapa final | Final | Tiempo | Tiempo máximo | ||
La fase final está por debajo del límite mínimo de tiempo | El tiempo de etapa final está por debajo del nivel mínimo | Final | Tiempo | |||
El inicio suave ha superado el límite de tiempo máximo | El tiempo de arranque suave está por encima del nivel máximo. | Arranque suave | Tiempo | Tiempo máximo | ||
La corriente en desconexión supera el límite máx. | La corriente de desconexión medida supera el límite máx. | Corriente de desconexión | ||||
La corriente en desconexión se encuentra por debajo del límite mín. | La corriente de desconexión medida se encuentra por debajo del límite mín. | Corriente de desconexión | ||||
Tiempo máx. de etapa superado | Tiempo de etapa máximo superado | Tiempo | ||||
Detenido | Detenido externamente antes de alcanzar el objetivo |
Consultar Estado de protocolo
Vaya a Informes en el menú de inicio y seleccione Resultados en el panel izquierdo.
Seleccione el botón
en la esquina superior derecha. La ventana de diálogo Estado de protocolo aparece.Las pestañas en la ventana de diálogo muestran la información siguiente:
Pestaña
Descripción
Protocolo Abierto
Muestra el estado de la conexión Open Protocol: OK/NOK
Conexiones de servidor
Muestra el estado de la conexión con los servidores ToolsTalk y ToolsNet: OK/NOK
Para cambiar el ajuste de configuración Activado/Desactivado, acceda a Ajustes > Conexiones de servidor y seleccione el servidor que desea configurar.
Estado de lanzador
Muestra el estado del lanzador de diferentes adaptadores de sistema: OK/NOK
Seleccione Cerrar.
Información relevante
Visualizar los eventos
Los eventos se utilizan para informar al usuario sobre determinados cambios o sucesos del sistema. Están divididos en tres tipos; Información, Advertencias y Errores y requieren diferentes tipos de acciones.
Cada evento dispone de un ajuste predeterminado que indica si se debe confirmar (ACK), registrar (LOG) o visualizar (DISP). Estos ajustes se pueden configurar en el menú Ajustes en Eventos.
Consultar Eventos almacenados
Vaya a Informes en el menú de inicio y seleccione Eventos en el panel izquierdo.
Seleccione Ver todos los eventos.
Seleccione un evento en la lista para abrir la ventana de diálogo del evento.
Información relevante
En esta sección
La ventana de diálogo del evento
La ventana de diálogo del evento contiene información sobre el evento producido describiendo lo que ha ocurrido, dónde y cuándo.
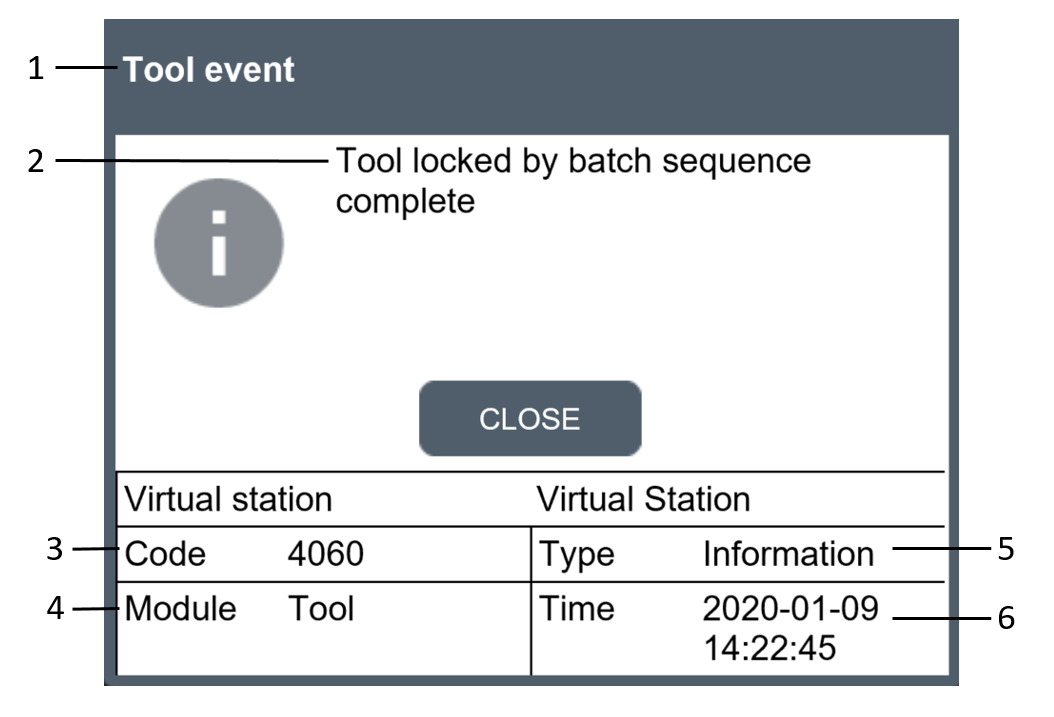
Posición | Descripción |
|---|---|
1 | Encabezado: describe a qué parte del sistema afecta el evento. |
2 | Nombre de evento: un breve texto descriptivo del evento. |
3 | Código: un número de cuatro dígitos único que identifica el evento. |
4 | Módulo: describe a qué parte del sistema afecta el evento. |
5 | Tipo: información, advertencia o error. |
6 | Tiempo: fecha y hora en la que se produjo el evento. |
Códigos de evento
Los diferentes tipos de eventos se utilizan para informar al usuario sobre determinados cambios o sucesos del sistema. Cada evento requiere una acción diferente.
Algunos de los procedimientos descritos solo puede realizarlos personal de servicio Atlas Copco.
Para más información sobre un código de evento específico, utilice los filtros a continuación o introduzca los criterios de búsqueda del código de evento en la casilla de búsqueda.
Búsqueda
Registro/Pantalla/Confir./Config. | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | Info | Controlador iniciado | El controlador se pone en marcha. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Controlador y herramienta | ||
1001 | Advertencia | Número de serie del controlador actualizado | Generado en el arranque si el número de serie de la caja de la placa IT (número de serie del controlador) no coincide con el número de serie de la caja de la placa AUX. La placa AUX se considera una pieza que no se puede sustituir in situ. El controlador se reinicia cuando se actualiza el número de serie. | Cambie la placa TI o la caja. | Registro Config. | Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controlador y herramienta |
1010 | Info | Herramienta conectada | Se conecta una herramienta. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Controlador y herramienta | |
1011 | Info | Herramienta desconectada | Se desconecta una herramienta. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Controlador y herramienta | |
1012 | Info | La herramienta ha rechazado la conexión del controlador | Este evento se puede producir si la herramienta se encuentra en una zona silenciosa. | Compruebe si hay otro controlador conectado a la herramienta. Asegúrese de que se han configurado correctamente los ajustes de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Controlador y herramienta |
2000 | Advertencia | Batería baja | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta | |
2001 | Advertencia | Batería vacía | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2002 | Advertencia | Nivel de carga bajo de la batería de la herramienta | Detectado problema de salud de la batería. | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2004 | Advertencia | La herramienta no es del tipo preferido | La herramienta se ha sustituido con una herramienta con un par máximo de herramienta distinto. | Cambiar herramienta. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2006 | Advertencia | Nivel de carga bajo de la batería auxiliar de la herramienta | El rendimiento de la batería auxiliar en la herramienta es demasiado bajo. | Debería sustituir la batería auxiliar. | Registro Pantalla Confir. Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2007 | Advertencia | Falta la batería auxiliar de la herramienta o está dañada | Falta la batería auxiliar de la herramienta o está dañada. | Insertar batería. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2008 | Advertencia | Error de batería auxiliar de la herramienta | Error de batería auxiliar de la herramienta detectado. | Sustituir la batería. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2009 | Advertencia | Tensión de la batería auxiliar baja | La batería auxiliar del controlador está casi agotada. | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2010 | Error | Versión software herramienta no coincide | Las versiones de software de la herramienta y el controlador no son compatibles. | Revisar herramienta - actualizar software de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2012 | Advertencia | Perturbación en comunicación de herramienta | La comunicación entre la herramienta y el controlador se ha interrumpido. | Recolocar la antena. | Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Herramienta |
2013 | Advertencia | Posición ilegal del anillo | El conmutador de dirección de la herramienta está en una posición errónea. | Si ocurre frecuentemente - revise la herramienta. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2014 | Advertencia | Herramienta sobrecalentada | Herramienta sobrecalentada. | Permitir que la herramienta se enfríe | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl XB | Herramienta |
2015 | Error | Error en el sensor de temperatura de la herramienta | Herramientas SRB, TBP y IxB únicamente. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2016 | Advertencia | Sobrecalentamiento de la unidad de impulsos de la herramienta | Sobrecalentamiento de la unidad de impulsos. La herramienta no está bloqueada pero la advertencia se muestra al arrancar la herramienta mientras la temperatura de la unidad de impulsos esté por encima del umbral. | Permitir que la herramienta se enfríe | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2019 | Advertencia | La herramienta no ha podido poner en marcha el motor | Fallo en el motor de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2020 | Advertencia | La herramienta requiere el ajuste del motor | La herramienta requiere el ajuste del motor. | Realice el ajuste del motor. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl XB | Herramienta |
2021 | Advertencia | Fallo de ajuste del motor | Fallo de ajuste del motor. | Realice el ajuste del motor o realice el servicio de la herramienta | Registro | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2022 | Info | Ajuste del motor finalizado | Ajuste del motor finalizado. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta | |
2023 | Advertencia | La herramienta requiere ajuste de boca abierta | La herramienta requiere ajuste de boca abierta. | Realice el ajuste de boca abierta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2024 | Advertencia | Fallo de ajuste de boca abierta | Fallo de ajuste de boca abierta. | Intente realizar el ajuste de boca abierta una vez más. Si vuelve a fallar, realice el servicio de la herramienta. | Registro Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2025 | Info | Ajuste de boca abierta correcto | Ajuste de boca abierta correcto. | Registro Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2026 | Advertencia | Fallo de posición de boca abierta | Fallo de posición de boca abierta. | Pulse de nuevo el gatillo de la herramienta y espere a que finalice el posicionamiento. Si vuelve a fallar, realice el servicio de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2027 | Advertencia | Uso limitado a causa de temperatura alta de la herramienta | Se ha alcanzado el valor límite de temperatura. Se ha interrumpido el apriete para reducir el riesgo de apagado de la herramienta por sobrecalentamiento. | Espere a que descienda la temperatura de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl XB | Herramienta |
2030 | Error | Fallo de memoria de herramienta: Cambiar herramienta | Memoria de herramienta corrupta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2031 | Error | Memoria de accesorios de herramienta corrupta | Memoria de accesorios de herramienta corrupta. | Realice el mantenimiento del accesorio de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2040 | Error | Fallo de comprobación del sistema | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl XB | Herramienta | ||
2041 | Error | Error transductor de par | Se generará en el error de calibración o si la herramienta informa de un error de transductor. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2042 | Error | Error de transductor de ángulo | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta | |
2043 | Error | Error fallo toma de tierra de herramienta | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta | |
2044 | Info | Intervalo de mantenimiento herramienta transcurrido | Indica que es necesario revisar la herramienta. Activado cuando el número de aprietes se ha excedido. | Realice la revisión de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2045 | Advertencia | Datos de calibración de herramienta no válidos | Si la validación de los datos de calibración falla. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl XB | Herramienta |
2046 | Info | Herramienta: La siguiente fecha de calibración ha expirado | Indica que es necesario calibrar la herramienta. Se activa cuando se acciona la alarma de calibración en la configuración y la fecha actual es posterior a la de la próxima fecha de calibración. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2048 | Info | Valor de calibración de herramienta actualizado por el dispositivo QA | La calibración de herramienta se ha actualizado al realizar una calibración con un dispositivo QA. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2050 | Error | Archivo de parámetros de herramienta no compatible | Faltan parámetros necesarios de la herramienta. | Actualice los parámetros de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2060 | Info | Comportamiento inesperado del gatillo | Se utiliza para evitar el arranque de la herramienta si el accesorio está conectado. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta | |
2071 | Error | Memoria de herramienta dañada | El descriptor de la herramienta está dañado | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2072 | Info | Dispositivo desconocido conectado | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta | ||
2073 | Advertencia | Fallo supervisión gatillo de herramienta | Fallo del canal HW. Discordancia entre hardware y software del gatillo de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2074 | Advertencia | Fallo en la placa del indicador de herramienta | Fallo en la placa del indicador de herramienta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2075 | Advertencia | Fallo de tensión en ventilador de herramienta | Fallo de tensión en ventilador de herramienta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2076 | Advertencia | Fallo de tensión en bus accesorio de herramienta | Fallo de tensión en bus accesorio de herramienta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2077 | Advertencia | Error en el sensor de gatillo de la herramienta | Error en el sensor de gatillo de la herramienta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2078 | Info | Programa de apriete de la herramienta actualizado | Herramienta bloqueada debido a actualización de programa de apriete. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2079 | Error | Cable de la herramienta no compatible | El cable de la herramienta está dañado El chip del cable no responde o está dañado. | Cambiar el cable. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Herramienta |
2080 | Error | Fallo de la batería de la herramienta | Tensión de CC demasiado baja o demasiado alta. Fallo de la batería. | Contacte con el representante de Atlas Copco y envíe la batería a Atlas Copco (no la reutilice). | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta |
2081 | Error | Alcanzado límite de corriente de la herramienta | Se ha alcanzado el valor límite actual y se desactiva el accionamiento. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2082 | Error | Error de medición de corriente de la herramienta | Error en la medición de la corriente. La corriente no puede medirse con un resultado fiable. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta |
2083 | Error | Error interno de la herramienta | Varios errores de hardware interno. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta |
2084 | Error | Error del software interno de la herramienta | Varios errores de software interno. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta |
2085 | Error | Error RBU herramienta | El software de la herramienta ha detectado un error de RBU. | Compruebe que la RBU está conectada correctamente. Si el error sigue presente, revise la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2086 | Error | Herramienta ahogada | El motor de la herramienta se ahoga. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta |
2087 | Advertencia | Corriente del motor de la herramienta alta | Se ha excedido el valor límite de corriente del motor de la herramienta y la herramienta se ha bloqueado. La herramienta entrará en modo a prueba de fallos. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta | |
2088 | Advertencia | Corriente de la batería de la herramienta alta | Corriente de la batería de la herramienta demasiado alta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta | |
2089 | Advertencia | Tensión del accionamiento de la herramienta baja | La tensión de accionamiento de la herramienta está por debajo del valor límite de tensión inferior monitorizado. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2090 | Advertencia | Tensión del accionamiento de la herramienta alta | La tensión de accionamiento de la herramienta está por encima del valor límite de tensión superior monitorizado. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2091 | Advertencia | Error de placa principal de la herramienta | Error interno de placa principal de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Herramienta | |
2092 | Advertencia | Error de módulo de herramienta eléctrica | Error interno de módulo de herramienta eléctrica | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2093 | Advertencia | Nivel de aceite de la unidad de impulsos bajo | El nivel de aceite de la herramienta de impulsos conectada es bajo. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2094 | Advertencia | Nivel de aceite de la unidad de impulsos vacío | El nivel de aceite de la herramienta de impulsos conectada es inferior al nivel operativo requerido. | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2095 | Advertencia | Comunicación perdida con la batería de la herramienta | La herramienta ha perdido comunicación con la batería. | Compruebe que la batería está bien insertada. Si no, cambie la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2096 | Error | Error de coincidencia versión software de batería de herramientas | Software de batería de herramienta no compatible con software de herramienta. | Actualizar el software. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2100 | Info | STwrench smartHEAD eliminado | Se ha eliminado STwrench smartHEAD. | Vuelva a conectar el smartHEAD y reinicie la llave. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2101 | Advertencia | Apriete de llave durante bloqueo | Se ha realizado un apriete de llave cuando la herramienta se encontraba en estado de bloqueo en el controlador. | Espere a que el estado de la herramienta en el controlador pase a desbloqueado. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 ToolsControl | Herramienta |
2120 | Advertencia | Imposible iniciar: La herramienta no tiene transductor de par activo | Registro Pantalla | Flex | Herramienta | ||
2121 | Advertencia | Los transductores están desactivados para la herramienta conectada | Registro Pantalla | Flex | Herramienta | ||
2122 | Advertencia | Imposible iniciar: No se ha podido encontrar en la herramienta el transductor de par requerido | Cambie a una herramienta con transductores de par múltiple o actualice el ajuste «Solicitar par doble» en Configuración de herramienta. | Registro Pantalla | Flex IxB | Herramienta | |
2123 | Advertencia | Imposible iniciar: No se ha podido encontrar en la herramienta el transductor de ángulo requerido | Cambie a una herramienta con transductores de par múltiple o actualice el ajuste «Solicitar par doble» en Configuración de herramienta. | Registro Pantalla | Flex | Herramienta | |
2125 | Error | Error de transductor de par en transductor 2 | Hay un error en el transductor de par 2 de una herramienta con transductores múltiples. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex | Herramienta |
2127 | Error | Error de calibración del transductor de par de herramienta | Hay un error en el transductor de par. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex Synchronized tightening | Herramienta |
2129 | Error | Transductor de par de herramienta: Error de prueba de desviación | Hay un error en el transductor de par. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex Synchronized tightening XB | Herramienta |
2131 | Error | Transductor de par de herramienta: Error de compensación a cero | Hay un error en el transductor de par. | Asegúrese de que el apriete se inicia con par cero en la herramienta. Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex Synchronized tightening | Herramienta |
2133 | Error | Error de hardware del transductor de par de herramienta | Hay un error en el transductor de par. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex Synchronized tightening | Herramienta |
2135 | Error | Error de transductor de par de herramienta: Exceso de flujo en convertidor A/D | Hay un error en el transductor de par. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex Synchronized tightening | Herramienta |
2136 | Error | Error de calibración del transductor de par de herramienta en el transductor 2 | Hay un error en el transductor de par 2 de una herramienta con transductores múltiples. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex | Herramienta |
2137 | Error | Error de transductor de par de herramienta: Se ha producido un error en la prueba de desviación en el transductor 2 | Hay un error en el transductor de par 2 de una herramienta con transductores múltiples. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex | Herramienta |
2138 | Error | Error de transductor de par de herramienta: Se ha producido un error en la compensación a cero en el transductor 2 | Hay un error en el transductor de par 2 de una herramienta con transductores múltiples. | Asegúrese de que el apriete se inicia con par cero en la herramienta. Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex | Herramienta |
2139 | Error | Error de hardware del transductor de par de herramienta en el transductor 2 | Hay un error en el transductor de par 2 de una herramienta con transductores múltiples. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex | Herramienta |
2140 | Error | Error de transductor de par de herramienta: Exceso de flujo en convertidor A/D en el transductor 2 | Hay un error en el transductor de par 2 de una herramienta con transductores múltiples. | Realice el mantenimiento de la herramienta. | Registro Pantalla | Flex | Herramienta |
2142 | Error | Error de redundancia del transductor de par | Hay un error en el transductor de par 2 de una herramienta con transductores múltiples. | Restablecer error de redundancia | Registro Pantalla | Power Focus 6000 Tools Control | Herramienta |
2143 | Error | Error de redundancia del transductor de ángulo | Hay un error en el transductor de par 2 de una herramienta con transductores múltiples. | Restablecer error de redundancia | Registro Pantalla | Power Focus 6000 Tools Control | Herramienta |
2202 | Error | Se ha producido una sobrecarga de corriente de la HMI de herramienta | Se ha detectado una sobrecarga de corriente de la HMI de herramienta. | Realice el mantenimiento de la herramienta. Sustituya la HMI de la herramienta. | Registro Pantalla Confir. Config. | IxB | Herramienta |
2203 | Error | Se ha producido una sobrecarga de corriente en la luz frontal de la herramienta. | Se ha detectado una sobrecarga de corriente de la luz frontal de la herramienta | Realice el mantenimiento de la herramienta. Sustituya la luz frontal de la herramienta. | Registro Pantalla Confir. Config. | IxB | Herramienta |
2204 | Error | Se ha producido una sobrecarga de corriente del bus de accesorios | Se ha detectado una sobrecarga de corriente del bus de accesorios | Realice el mantenimiento de la herramienta. Sustituya el bus de accesorios. | Registro Pantalla Confir. Config. | IxB | Herramienta |
2207 | Error | Se ha producido una sobrecarga de corriente del vibrador | Se ha detectado una sobrecarga de corriente del vibrador. | Realice el mantenimiento de la herramienta. Sustituya el vibrador. | Registro Pantalla Confir. Config. | IxB | Herramienta |
2208 | Advertencia | Temperatura alta de la CPU del sistema | Temperatura alta de la CPU del sistema. | Espere a que descienda la temperatura de la herramienta. | Registro Pantalla Config. | IxB | Herramienta |
2209 | Error | Temperatura crítica de la CPU del sistema | Temperatura crítica de la CPU del sistema. | Espere a que descienda la temperatura de la herramienta. | Registro Pantalla Config. | IxB XB | Herramienta |
2210 | Error | Fuente de alimentación no compatible: apriete no permitido | Batería con tensión demasiada baja acoplada a la herramienta. | Acople una batería con una tensión mayor a la herramienta. | Registro Pantalla Confir. Config. | IxB | Herramienta |
2217 | Info | Funcionando con batería auxiliar | Funcionando con batería auxiliar. | Registro | IxB | Herramienta | |
2218 | Info | Batería conectada | Batería conectada o controlador/herramienta iniciada. | Registro | IxB | Herramienta | |
2219 | Info | Fuente de alimentación: desconocida | Fuente de alimentación desconocida conectada o controlador/herramienta iniciada con fuente de alimentación desconocida. | Registro | IxB | Herramienta | |
2220 | Error | Fallo de ventilador de herramienta | Se aplica a IPB-P | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. | IxB | Herramienta |
2221 | Advertencia | Batería sobrecalentada | La temperatura de la batería es demasiado alta. | Cambie la batería y permita que se enfríe. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 ToolsControl | Herramienta |
2222 | Advertencia | Uso limitado a causa de temperatura alta de la batería | La temperatura de la batería es demasiado alta. | Cambie la batería y permita que se enfríe. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 ToolsControl | Herramienta |
2223 | Error | El LED delantero no está disponible | Al arrancar la herramienta, si no se detecta el LED delantero, se activará este evento. | Fije la luz delantera o la conexión del cable de la luz delantera. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 | Controlador y herramienta |
2224 | Error | El color del LED delantero no está disponible | Al arrancar la herramienta, si no se detecta el color del LED delantero, se activará este evento. | Fije el color de la luz delantera o la conexión del cable de la luz delantera. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 | Controlador y herramienta |
2225 | Error | Los botones RHMI no están disponibles | Al arrancar la herramienta, si no se detectan los botones RHMI, se activará un evento. | Fije los botones RHMI. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 | Controlador y herramienta |
2226 | Error | El anillo LED no está disponible | Al arrancar la herramienta, si no se detecta el anillo LED, se activará un evento. | Fije las luces del anillo de respaldo o la conexión de luz del anillo de respaldo. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 | Controlador y herramienta |
2227 | Error | El ventilador no está disponible | Al arrancar la herramienta, si no se detecta el ventilador, se activará un evento. | Fije el ventilador. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 | Controlador y herramienta |
2228 | Error | El panel RRE no está disponible | Al arrancar la herramienta, si no se detecta la interfaz del panel de la herramienta, se activará un evento. | Fije la interfaz del panel de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 | Controlador y herramienta |
2229 | Advertencia | Batería auxiliar de la herramienta vacía | La batería auxiliar de la herramienta está vacía. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2230 | Info | Batería auxiliar de la herramienta completamente cargada | La batería auxiliar de la herramienta está completamente cargada. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2231 | Advertencia | Falta la batería auxiliar de la herramienta | Falta la batería auxiliar de la herramienta. | Insertar batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta |
2232 | Advertencia | Batería auxiliar de la herramienta rota | La batería auxiliar de la herramienta está rota. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Herramienta | |
2300 | Error | Error de placa principal de la herramienta - tensión fuera de rango (par) | Reinicie la herramienta. Si persiste el error, realice el mantenimiento de la herramienta y busque conexiones sueltas en los conectores de los cables. Inspeccione si hay posibles daños en los cables. | Registro Pantalla Confir. | IxB | Herramienta | |
2301 | Error | Error de placa principal de la herramienta - tensión fuera de rango (analógica) | Reinicie la herramienta. Si persiste el error, realice el mantenimiento de la herramienta y busque conexiones sueltas en los conectores de los cables. Inspeccione si hay posibles daños en los cables. | Registro Pantalla Confir. | IxB | Herramienta | |
2302 | Error | Error de placa principal de la herramienta - tensión fuera de rango (MCU Vdd) | Reinicie la herramienta. Si persiste el error, realice el mantenimiento de la herramienta y busque conexiones sueltas en los conectores de los cables. Inspeccione si hay posibles daños en los cables. | Registro Pantalla Confir. | IxB | Herramienta | |
2303 | Error | Error de placa principal de la herramienta - tensión fuera de rango (etapa arriba) | Reinicie la herramienta. Si persiste el error, realice el mantenimiento de la herramienta y busque conexiones sueltas en los conectores de los cables. Inspeccione si hay posibles daños en los cables. | Registro Pantalla Confir. | IxB | Herramienta | |
2304 | Error | Error de placa principal de la herramienta - tensión fuera de rango (UPS) | Reinicie la herramienta. Si persiste el error, realice el mantenimiento de la herramienta y busque conexiones sueltas en los conectores de los cables. Inspeccione si hay posibles daños en los cables. | Registro Pantalla Confir. | IxB | Herramienta | |
2305 | Error | Error de placa principal de la herramienta - tensión fuera de rango (alimentación de la herramienta) | Reinicie la herramienta. Si persiste el error, realice el mantenimiento de la herramienta y busque conexiones sueltas en los conectores de los cables. Inspeccione si hay posibles daños en los cables. | Registro Pantalla Confir. | IxB | Herramienta | |
2306 | Error | Error de placa principal de la herramienta - tensión fuera de rango (Vdd) | Reinicie la herramienta. Si persiste el error, realice el mantenimiento de la herramienta y busque conexiones sueltas en los conectores de los cables. Inspeccione si hay posibles daños en los cables. | Registro Pantalla Confir. | IxB | Herramienta | |
2307 | Error | Error de placa principal de la herramienta - fallo de hardware (IMU) | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. | IxB | Herramienta | |
2331 | Error | Error de módulo de herramienta eléctrica - baja tensión (referencia) | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. | IxB | Herramienta | |
2332 | Error | Error de módulo de herramienta eléctrica - alta tensión (referencia) | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. | IxB | Herramienta | |
2333 | Error | Error de módulo de herramienta eléctrica - baja tensión (UPS) | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. | IxB | Herramienta | |
2334 | Error | Error de módulo de herramienta eléctrica - alta tensión (UPS) | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. | IxB | Herramienta | |
2335 | Error | Error de módulo de herramienta eléctrica - baja tensión (dominio de reserva) | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. | IxB | Herramienta | |
2336 | Error | Error de módulo de herramienta eléctrica - alta tensión (dominio de reserva) | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. | IxB | Herramienta | |
2500 | Error | Número máx. de barra del tirador del dispositivo de apriete | La barra del tirador del dispositivo de apriete se debe sustituir. El uso del sistema está bloqueado. Solo se puede liberar la presión. | Envíe el dispositivo de apriete a la organización de servicio para sustitución de la barra de tirador. | Registro Pantalla Confir. | PFHC | Herramienta |
2501 | Error | Alarma de protección del motor de bomba | La protección del motor de bomba ha detenido el motor. El sistema debe detenerse. Si el sistema está presurizado, requiere medidas manuales para liberar presión. | Apague el sistema. Si está presurizado, libere mecánicamente la presión y envíe la bomba al servicio. | Registro Pantalla Confir. | PFHC | Herramienta |
2502 | Error | Alarma de nivel de aceite bajo en motor de bomba | El nivel de aceite del motor de bomba es bajo, lo que ha detenido el motor. Si el sistema está presurizado, requiere medidas manuales para liberar presión. | Apague el sistema. Si está presurizado, libere mecánicamente la presión y rellene hasta arriba el aceite. | Registro Pantalla Confir. | PFHC | Herramienta |
2503 | Error | Alarma de temperatura de aceite alta en motor de bomba | La temperatura del aceite en el motor de la bomba es alto. | Apague el sistema y espere a que el aceite se enfríe. | Registro Pantalla Confir. | PFHC | Herramienta |
2504 | Error | Alarma de sensor de presión de dispositivo de apriete | Fallo en la electrónica del sensor de presión del dispositivo de apriete. No se puede leer ni informar sobre ninguna presión al sistema. | Apague el sistema. Si está presurizado, libere mecánicamente la presión y envíe el dispositivo de apriete al servicio. | Registro Pantalla Confir. | PFHC | Herramienta |
2505 | Error | Alarma de sensor de presión de bomba | Fallo en la electrónica del sensor de presión de la bomba. No se puede leer ni informar sobre ninguna presión al sistema. | Apague el sistema. Si está presurizado, libere mecánicamente la presión y envíe la bomba al servicio. | Registro Pantalla Confir. | PFHC | Herramienta |
2506 | Error | Rotación en sentido horario inesperada detectada | Una rotación de tuerca en sentido horario mientras se espera liberación de presión tras completar apriete. El resultado está invalidado. | Libere presión y vuelva a apretar la tuerca. | Registro Pantalla Config. | PFHC | Herramienta |
2507 | Error | Rotación en sentido antihorario inesperada detectada | Una rotación de tuerca en sentido antihorario mientras se espera liberación de presión tras completar apriete. El resultado está invalidado. | Libere presión y vuelva a apretar la tuerca. | Registro Pantalla Config. | PFHC | Herramienta |
2508 | Error | Fallo de sensor de presión de bomba o dispositivo de apriete | Diferencia demasiado amplia entre las lectoras del sensor de presión en la bomba y el dispositivo de apriete. La presurización se ha detenido. | Problema en la hidráulica o la calibración de los sensores de presión. Reinicie el sistema y vuelva a intentarlo. Si el problema se repite, póngase en contacto con el representante local de ventas de Atlas Copco. | Registro Pantalla Confir. | PFHC | Herramienta |
2509 | Error | Fallo del sensor de presión del dispositivo de apriete o fallo de la manguera hidráulica. | El sensor de presión del dispositivo de apriete no indica presión, pero el sensor de la bomba lee un incremento de presión. La presurización se ha detenido. | Problema en la hidráulica o la calibración de los sensores de presión. Reinicie el sistema y vuelva a intentarlo. Si el problema se repite, póngase en contacto con el representante local de ventas de Atlas Copco. | Registro Pantalla Confir. | PFHC | Herramienta |
2510 | Error | Error al definir ID personalizado. | No se ha podido definir el ID personalizado. | Reinicie el sistema y compruebe los dispositivos conectados. Si el ID personalizado de la unidad es erróneo, repita el ajuste. | Registro Pantalla Confir. | PFHC | Herramienta |
2511 | Info | ID personalizado definido | Se ha podido definir el ID personalizado. | Registro Pantalla Confir. | PFHC | Herramienta | |
2512 | Advertencia | Cadena de código de barras malformada, ignorada | La cadena escaneada no se ha podido analizar como código de barras de datos de torre. | Escanee un código QR de datos de torre adecuados o escanee un ID de sección de torre. | Registro Pantalla Confir. | PFHC | Herramienta |
2513 | Error | No se ha detectado presión de bomba | El sistema intenta presurizar pero no se registra incremento de presión en la bomba. La posible causa es un orden de fase incorrecto en el conector trifásico. | Apague el sistema e invierta las fases del conector de potencia. | Registro Pantalla Confir. | PFHC | Herramienta |
2514 | Advertencia | Alarma de sobrepar en dispositivo de apriete | Se ha aplicado un par demasiado alto en la llave de clic. Esto causa daños en el sensor de par. | Reduzca el par. | Registro | PFHC | Herramienta |
2515 | Advertencia | Alarma de sobrepresión en dispositivo de apriete | La presión en el dispositivo de apriete es demasiado alta. | Permita que la temperatura descienda o libere la presión. Compruebe los parámetros de presión hidráulica. | Registro | PFHC | Herramienta |
2516 | Advertencia | Firmware de bomba o dispositivo de apriete inesperado | Se ha detectado una versión inesperada del firmware de la bomba o dispositivo de apriete, reinicie el sistema. Si el problema persiste, el sistema podría funcionar, pero esté atento a cualquier conducta inesperada. | Sistema de ciclo de encendido | Registro Pantalla Confir. | PFHC | Herramienta |
2517 | Error | Versión incompatible del firmware de la bomba o dispositivo de apriete, reinicie el sistema. El sistema no puede ejecutarse. | Versión incompatible del firmware de la bomba o dispositivo de apriete, reinicie el sistema. El sistema no puede ejecutarse. | Reinicie el sistema, si esto no ayuda, sustituya la unidad que falla. Compruebe los dispositivos conectados para consultar cuál no ha conectado. | Registro Pantalla Confir. | PFHC | Herramienta |
3000 | Error | Error interno del software del controlador | Error de software en el controlador. | Póngase en contacto con el servicio técnico. | Registro Pantalla Confir. Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening |
3001 | Error | Batería del reloj del controlador agotada | La batería interna se aproxima al final de su vida. | Sustituir la batería. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3010 | Advertencia | Sobrecalentamiento del sistema | El controlador está sobrecalentado. | Enfriar. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controller, Drive y Synchronized tightening |
3011 | Advertencia | Unidad sobrecalentada de hardware de controlador | Enfriar. | Registro Pantalla Config. | Flex ToolsControl | Controller, Drive y Synchronized tightening | |
3013 | Advertencia | Uso limitado a causa de temperatura alta de la herramienta | Se ha alcanzado el valor límite de temperatura. Se ha interrumpido el apriete para reducir el riesgo de apagado de la herramienta por sobrecalentamiento. | Espere a que descienda la temperatura de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3020 | Advertencia | Fallo de hardware del controlador | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening | ||
3021 | Advertencia | Problema de tensión del sistema | Tensión de CC demasiado baja o demasiado alta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening | |
3022 | Advertencia | Problema de tensión del controlador: Tensión de entrada CA demasiado alta | Tensión de CC demasiado baja o demasiado alta. | Defina la tensión de entrada. | Registro Pantalla | Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3023 | Advertencia | Problema de tensión del controlador: Tensión de entrada CA demasiado baja | Tensión de CC demasiado baja o demasiado alta. | Defina la tensión de entrada. | Registro Pantalla | Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3024 | Advertencia | Problema de tensión de la unidad: Tensión de entrada CA demasiado alta | Tensión de CC demasiado baja o demasiado alta. | Defina la tensión de entrada. | Registro Pantalla | Flex ToolsControl | Controller, Drive y Synchronized tightening |
3025 | Advertencia | Problema de tensión de la unidad: Tensión de entrada CA demasiado baja | Tensión de CC demasiado baja o demasiado alta. | Defina la tensión de entrada. | Registro Pantalla | Flex ToolsControl | Controller, Drive y Synchronized tightening |
3026 | Info | Número máx. de herramientas IxB Connect ya conectadas. | Indica que el número de herramientas IxB Connect conectadas al controlador ha alcanzado el máx. de herramientas conectadas permitidas. | Registro | ToolsControl | Controlador y herramienta | |
3029 | Info | El cliente ha perdido la conexión de red | La herramienta ha perdido la conexión de red por abandonar la cobertura de red o por otra causa. | Intente solucionar el problema comprobando el umbral de itinerancia y reduzca el número de canales seleccionados a menos de 24 para garantizar que se permite la itinerancia. | Registro Pantalla Config. Confir. | IxB | Controlador y herramienta |
3030 | Error | Conflicto de dirección IP con otro nodo de la red | La dirección de IP establecida está siendo utilizada por otro dispositivo de la misma red. | Cambie la dirección IP de uno de los dispositivos. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC | Controller, Drive y Synchronized tightening |
3031 | Info | Cable de red desenchufado | El portador del puerto Factory se ha perdido (cable desconectado). | Compruebe la conexión del cable. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3032 | Info | Sincronización iniciada | Se ha iniciado la sincronización de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controller, Drive y Synchronized tightening | |
3033 | Info | Sincronización correcta | Se ha realizado la sincronización de la herramienta correctamente. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controller, Drive y Synchronized tightening | |
3034 | Info | Sincronización incorrecta: No se ha encontrado la herramienta | El controlador no encontró ninguna herramienta que sincronizar cuando realizó el escaneado de radio. | Coloque la herramienta en modo de sincronización y vuelva a intentarlo. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controller, Drive y Synchronized tightening |
3035 | Error | Sincronización incorrecta: Se ha encontrado más de una herramienta | El controlador encontró más de una herramienta cuando realizó el escaneado de radio. | Asegúrese de que sólo una herramienta se encuentra en modo de sincronización cuando inicie el modo de sincronización del controlador. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controller, Drive y Synchronized tightening |
3036 | Error | Sincronización incorrecta: Error de comunicación | El controlador perdió la conexión, recibió una respuesta inesperada o se acabó el tiempo de espera durante el proceso de sincronización. | Intente volver a realizar la sincronización. Si vuelve a fallar, realice el servicio de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controller, Drive y Synchronized tightening |
3037 | Info | Sincronización incorrecta: La ranura para herramientas está llena | Libere una ranura de herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controller, Drive y Synchronized tightening | |
3040 | Advertencia | Parada de emergencia | Unidad desactivada debido a parada de emergencia. | Reinicie la parada de emergencia | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening |
3050 | Info | Reloj del sistema actualizado | El reloj del sistema ha sido actualizado. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC | Controller, Drive y Synchronized tightening | |
3051 | Error | Error del reloj del sistema | Lectura incorrecta de la hora desde el hardware Real Time Clock (RTC). | Cambie la batería de RTC. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC | Controller, Drive y Synchronized tightening |
3052 | Advertencia | Error de configuración de inicio remoto | Conflicto entre la configuración de inicio remoto de HW y SW. | Compruebe que el microinterruptor de HW coincide con la fuente de inicio seleccionada. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening |
3053 | Info | Unidad conectada | Se ha conectado una unidad de apriete sincronizado. | Registro Pantalla | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening | |
3054 | Info | Unidad desconectada | Unidad desconectada del controlador | Compruebe el cableado y la fuente de alimentación para las unidades conectadas externamente o sustituya el controlador. | Registro Pantalla | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening |
3055 | Advertencia | Error de configuración de modo | Generado cuando el modo seleccionado está configurado incorrectamente. Por ejemplo, configurar dos pernos con el mismo número de perno o el mismo canal, configuración de modo incompleta. | Compruebe el error de configuración de modo en ToolsTalk 2. | Registro Pantalla | Flex Synchronized tightening | Controller, Drive y Synchronized tightening |
3056 | Advertencia | Imposible iniciar: No se encuentra herramienta o unidad | Generado cuando falta una unidad o herramienta en un canal en uso. | Compruebe el Menú Canal en la HMI. Conecte la unidad o la herramienta perdida. | Registro Pantalla | Flex Synchronized tightening | Controller, Drive y Synchronized tightening |
3057 | Info | Imposible iniciar: El canal ya está en uso | Generado cuando un canal necesario está asignado a otra estación virtual. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3058 | Info | Sin modo seleccionado | Seleccione modo. | Registro Pantalla | Flex Synchronized tightening | Controller, Drive y Synchronized tightening | |
3059 | Advertencia | Error de conexión a License Manager de Atlas Copco | Indica que el controlador no ha podido conectar con el gestor local de licencias para obtener licencias. | Compruebe la red local Si vuelve a fallar, realice el servicio del controlador. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening |
3060 | Error | Se ha superado el número de licencias de estaciones virtuales. | Licencia de estación virtual superior a las licencias disponibles. | Actualice las licencias o la configuración de la estación virtual. | Registro Pantalla Confir. | ToolsControl | Controlador |
3061 | Advertencia | Imposible iniciar: Activar señal baja | Asegúrese de que la señal «Habilitar operación» se ha configurado como alta antes de iniciar el apriete. | Registro Pantalla | Flex Synchronized tightening | Controller, Drive y Synchronized tightening | |
3062 | Advertencia | Imposible iniciar: Detener señal alta | Asegúrese de que la señal «Habilitar operación» se ha configurado como baja antes de iniciar el apriete. | Registro Pantalla | Flex Synchronized tightening | Controller, Drive y Synchronized tightening | |
3063 | Advertencia | Imposible iniciar: Todos los canales inhibidos | Se han inhibido todos los canales, por lo que el apriete no se puede iniciar. | Defina al menos un canal para que no quede inhibido. | Registro Pantalla | Flex Synchronized tightening | Controller, Drive y Synchronized tightening |
3064 | Advertencia | Número de transporte erróneo | Se ha definido un control hex. FlexCarrier como cero. | Gire el control a un valor diferente de cero. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3065 | Advertencia | Tipo equivocado de toma de configuración de la parada de emergencia del transporte o falta | Un transporte no tiene su toma de configuración de parada de emergencia o la toma es del tipo equivocado. | Inserte el tipo de toma correcto. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3066 | Advertencia | Entrada de tensión de transporte: Sin trifásico CA | Asegúrese de que la potencia trifásica al portador se encuentra dentro de los límites aceptables y es completamente operativa. Asegúrese de que los cables trifásicos están en buen estado y correctamente conectados. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3067 | Advertencia | Entrada de tensión de transporte: Falta monofásico CA | Asegúrese de que la potencia trifásica al portador se encuentra dentro de los límites aceptables y es completamente operativa. Asegúrese de que los cables trifásicos están en buen estado y correctamente conectados. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3068 | Advertencia | Transporte: Fallo de unidad de alimentación interna de 24 V CC | Realice el servicio en el portador. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3069 | Advertencia | Puerto de salida de tensión 24 de transporte desactivado por sobrecorriente | Restablezca el sistema. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3070 | Advertencia | Transporte, error de hardware en la salida de cable PF6 FlexControl | Restablezca el sistema. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3071 | Advertencia | Transporte, error de hardware en la entrada de cable PF6 FlexControl | Restablezca el sistema. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3072 | Advertencia | Parada de emergencia por fallo de tensión 24 V CC debido a un cortocircuito | Realice el servicio en el portador. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3073 | Advertencia | Imposible iniciar: El sistema ha sufrido una parada de emergencia | Cuando asigne múltiples ejes, este evento se solicita mediante «preStartCheckFailed» a causa de parada de emergencia. | Reinicie la parada de emergencia. | Registro Pantalla | Flex Synchronized tightening | Controller, Drive y Synchronized tightening |
3074 | Advertencia | Sobrecalentamiento del transporte | Enfriar. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3075 | Advertencia | Temperatura del transporte OK | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | ||
3076 | Advertencia | Transporte: Sobrecarga de unidad de alimentación interna de 24 VCC | La salida de corriente de la PSU interna es demasiado alta. | Desconecte otros transportes alimentados con la PSU. Desconecte cualquier equipo externo que utilice 24 VCC. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3077 | Advertencia | Transporte: Sobrecarga de unidad de alimentación interna de 24 VCC | La salida de tensión de la PSU interna es demasiado alta. | Sustituya el transporte. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3078 | Advertencia | Transporte: Infratensión de unidad de alimentación interna de 24 VCC | La salida de tensión de la PSU interna es demasiado baja. | Sustituya el transporte. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3079 | Advertencia | Alimentación externa a transporte: Sobrecarga 24 VCC | La tensión de entrada auxiliar es superior a 27 VCC. | Ajuste la tensión de entrada auxiliar. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3080 | Advertencia | Alimentación externa a transporte: Infratensión 24 VCC | La tensión de entrada auxiliar es inferior a 19 VCC. | Ajuste la tensión de entrada auxiliar. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3081 | Advertencia | Entrada de tensión de transporte: Sobrecarga CA trifásica | La tensión de entrada es demasiado alta. | Tensión de entrada más baja: debe ser 400 VCA o 480 VCA. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3082 | Advertencia | Entrada de tensión de transporte: Infratensión CA trifásica | La tensión de entrada es demasiado baja. | Tensión de entrada más alta: debe ser 400 VCA o 480 VCA. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening |
3083 | Error | Firmware de módulo Anybus/Profisafe incorrecto | Actualice el firmware en el módulo Anybus a la última versión. | Registro Pantalla | Flex Power Focus 6000 Power Focus 8 Synchronized tightening | Controller, Drive y Synchronized tightening | |
3084 | Error | Error de tiempo de ejecución de Soft PLC | eCLR ha finalizado de manera incontrolada. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening | Controller, Drive y Synchronized tightening | |
3085 | Advertencia | Transporte: Módulo del ventilador fuera de servicio | Sustituya el módulo con ventilador. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3086 | Advertencia | Transporte: Módulo del ventilador fuera de servicio parcialmente | Sustituya el módulo con ventilador. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3087 | Advertencia | Transporte: Módulo del ventilador izquierdo fuera de servicio | Sustituya el módulo con ventilador. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3088 | Advertencia | Transporte: Módulo del ventilador izquierdo fuera de servicio parcialmente | Sustituya el módulo con ventilador. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3089 | Advertencia | Transporte: Módulo del ventilador derecho fuera de servicio | Sustituya el módulo con ventilador. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3090 | Advertencia | Transporte: Módulo del ventilador derecho fuera de servicio parcialmente | Sustituya el módulo con ventilador. | Registro Pantalla | Flex | Controller, Drive y Synchronized tightening | |
3091 | Info | Colisión de canal de miembro de sincronización | Generado cuando dos o más miembros de sincronización se configuran en el mismo canal. | Reconfigure el miembro de sincronización en colisión para que tenga un canal único o diferente que no se haya asignado a otro miembro de sincronización. | Registro Config. Pantalla Confir. | Power Focus 8 Synchronized tightening ToolsControl | Controller, Drive y Synchronized tightening |
3095 | Advertencia | Intensidad de señal wifi baja | La intensidad de señal de red inalámbrica es inferior al valor establecido en el ajuste «Avisar si la intensidad de la señal es inferior a (dBm)». | Config. | IxB STRw | Controlador y herramienta | |
3096 | Advertencia | Intensidad de señal móvil baja | El valor RSSI de la conexión móvil se encuentra por debajo del valor de umbral de -98 dBm. | Mueva la herramienta más cerca de las antenas móviles para una mejor conexión y evitar pérdida de datos. | Config. | IxB | Controller, Drive y Synchronized tightening |
3097 | Advertencia | Pérdida de conexión móvil | El sistema ha perdido conexión con la red móvil. |
| Registro Pantalla Config. | IxB | Controller, Drive y Synchronized tightening |
3100 | Advertencia | La configuración de modo no existe | Seleccione un modo de sincronización existente antes de iniciar un apriete. | Registro Pantalla | Flex Synchronized tightening | Controller, Drive y Synchronized tightening | |
3150 | Error | Incompatibilidad IAM de software | IAM es incompatible con el software instalado en el controlador. | Sustituya el IAM | Registro Pantalla Confir. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3160 | Error | No se ha podido activar el nuevo software instalado | Se ha producido un fallo durante la activación. Cuando se inicia el nuevo software instalado, se produce una vuelta al software previo que funcionaba. Este error ocurre cuando no se puede iniciar el software nuevo en tres intentos y solo durante la instalación de software. | Realice una exportación contacte con Atlas Copco para más ayuda. Apunte la versión de software que intenta instalar, así como la versión de software que funciona. | Registro Pantalla Confir. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3161 | Error | Se ha iniciado en una partición del software no prevista | El controlador se ha iniciado en un lado del software y no en el lado previsto del software. | Apunte la información del software (en la pantalla Inicio del controlador, seleccione Controlador > Software). Intente reiniciar el controlador y asegúrese de que funciona con el software correcto cuando se reinicie. Si el error persiste, realice una exportación y contacte con Atlas Copco. | Registro Pantalla Confir. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3162 | Info | Error en la verificación de la actualización del software | No se ha podido verificar la integridad y autenticidad del paquete de software. | Asegúrese de que el paquete de software al que se está actualizando sea un paquete de software firmado. Apunte la información del software (en la pantalla Inicio del controlador, seleccione Controlador > Software). Si el error persiste, realice una exportación y contacte con Atlas Copco. | Registro Pantalla Confir. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3180 | Info | Error en la verificación de importación del adaptador de software | No se ha podido verificar la integridad y autenticidad de los adaptadores de protocolo importados. | Asegúrese de que los adaptadores de protocolo que se están importando estén firmados. Si el error persiste, realice una exportación y contacte con Atlas Copco. | Registro Pantalla Confir. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Controller, Drive y Synchronized tightening |
3500 | Error | Error del administrador de licencias genéricas | Detectada inconsistencia en el sistema de gestión de características utilizado. | Póngase en contacto con su representante de Atlas Copco. | Registro Pantalla Confir. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening |
3501 | Error | Error de sincronización del gestor de licencias | Error de sincronización con el servidor de licencias. | Contacte con el representante de servicio de Atlas Copco. | Registro Pantalla Confir. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening |
3502 | Info | Sincronización del administrador de licencias terminada | Sincronización con el servidor de licencias completada. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening | ||
3503 | Advertencia | License Manager: Uso de otra fuente | Otra fuente utiliza la licencia. | Compruebe la asignación de licencia | Registro Pantalla | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening |
3504 | Advertencia | Es necesario reiniciar License Manager | Reinicie License Manager. | Registro Pantalla | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening | |
3505 | Info | Sincronización de licencia USB iniciada | Mover licencias desde la llave electrónica USB iniciado. | Registro | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl PFHC | Controller, Drive y Synchronized tightening | |
3506 | Error | Error de sincronización de licencia USB | Fallo al mover licencias desde la llave electrónica USB. | Contacte con el representante de servicio de Atlas Copco. | Registro | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl PFHC | Controller, Drive y Synchronized tightening |
3507 | Info | Sincronización de licencia USB completada | Mover licencias desde la llave electrónica de licencias USB completado. | Registro | Power Focus 6000 Power Focus 8 PFHC | Controller, Drive y Synchronized tightening | |
3508 | Info | Una o más de sus licencias están a punto de caducar. Asegúrese de tener un servidor de licencias configurado. | Actualice las licencias. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening | |
3510 | Error | Ya hay un servidor de licencia local en uso. Devuelva todas las licencias al servidor antes de configurar una nueva. | Detectada inconsistencia en una licencia que se desea utilizar durante la configuración. | Actualice las licencias. | Registro Pantalla Confir. | ToolsControl | Controlador |
3511 | Advertencia | Una de sus licencias presenta una definición de licencia diferente | Detectada inconsistencia en una licencia que se desea utilizar. | Póngase en contacto con su representante de Atlas Copco. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl PFHC | Controller, Drive y Synchronized tightening |
3512 | Error | Error de servicio de licencia inesperado. Contacte con Atlas Copco para obtener asistencia. | Póngase en contacto con su representante de Atlas Copco. | Registro Config. Pantalla Confir. | ToolsControl | Controlador | |
3550 | Advertencia | Falta la licencia | Instale la licencia correcta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl PFHC | Controller, Drive y Synchronized tightening | |
3551 | Advertencia | Comunicación inalámbrica desactivada por licencia | Eliminar asignación de licencia independiente de la estación virtual. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Controller, Drive y Synchronized tightening | |
3600 | Info | Reinicio del sistema activado por el usuario | El reinicio se activa como consecuencia de la acción de un usuario en el sistema, como:
| Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC | Controlador y herramienta | |
3601 | Info | Apagado inesperado del sistema | El sistema se reinició o se apagó inesperadamente | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Controlador y herramienta | |
3610 | Info | Apagado del sistema debido a pérdida de potencia | El interruptor de alimentación está pulsado o el controlador está desconectado de la fuente de alimentación | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Controlador y herramienta | |
3611 | Info | Temporizador expirado de batería auxiliar, apagado | La herramienta ha estado funcionando con la batería de reserva durante más de 20 segundos. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Controlador y herramienta | |
3612 | Info | Apagado del sistema debido a inactividad | El tiempo de espera de inactividad ha expirado | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Controlador y herramienta | |
4010 | Info | Herramienta bloqueada por entrada digital | La herramienta está bloqueada por una señal de entrada digital. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | |
4011 | Info | Herramienta bloqueada por Open Protocol | La herramienta está bloqueada por Open Protocol. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | |
4012 | Info | Herramienta bloqueada por Fieldbus | La herramienta está bloqueada por Fieldbus. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Proceso de apriete | |
4013 | Info | Herramienta bloqueada por el selector de bocas | La herramienta se bloquea cuando se desconecta el selector de bocas de la estación virtual. | Desbloquear con desbloqueo maestro | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete |
4014 | Info | Herramienta bloqueada por Soft PLC | La señal Soft PLC bloqueó la herramienta. | Desbloquear con desbloqueo maestro | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Proceso de apriete |
4015 | Info | Afloje desactivado | Afloje desactivado en el programa de apriete. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl XB | Proceso de apriete | |
4016 | Info | Apriete desactivado | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl XB | Proceso de apriete | ||
4017 | Info | Afloje no configurado | El afloje no está configurado en el programa de apriete seleccionado | Seleccione un programa de apriete distinto. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete |
4020 | Info | Demasiados aprietes NOK | Se ha superado el número máximo de aprietes NOK consecutivos en el lote | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | |
4021 | Info | Demasiados aflojamientos consecutivos | Se ha alcanzado el máximo de aflojamientos consecutivos configurado en la estación virtual general | Se debe desbloquear una entrada externa y restablecer mediante la señal Restablecer demasiados bloqueos de aflojamiento o Desbloqueo maestro. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Sincronizar PFXC Tools Control | Grupo |
4025 | Info | No hay ningún programa de apriete seleccionado | No hay ningún programa de apriete seleccionado. | Seleccione el programa de apriete o la secuencia de grupos. | Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete |
4030 | Info | Secuencia de lotes cancelada | El proceso de ensamblaje se ha cancelado. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Proceso de apriete | |
4031 | Info | Alcanzado el tiempo máximo para completar una secuencia de lotes | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | ||
4032 | Info | Alcanzado el tiempo máximo para completar el primer apriete | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | ||
4035 | Info | Bloqueado por el control en línea | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | ||
4040 | Info | Bloqueado por identificador alternativo | Herramienta bloqueada por identificador alternativo. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4050 | Configuración de boca no válida | Programa de apriete asignado a varias bocas. | Programa de apriete asignado a varias bocas. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4060 | Info | Herramienta bloqueada a la finalización de un lote | Cuando se ejecuta un lote con el indicador Bloqueo de herramienta a la finalización de un lote, este evento se genera cuando el usuario presiona el gatillo. | Desbloquee con la señal Desbloquear herramienta al finalizar. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete |
4062 | Info | Herramienta bloqueada por resultado de sincronización | Los resultados de la herramienta se están sincronizando con el controlador. | Espere hasta que se complete la sincronización de resultados para reiniciar el trabajo. | Registro Pantalla Config. Confir. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete |
4063 | Info | Herramienta bloqueada debido a error de redundancia del transductor | La herramienta está bloqueada debido a un error de redundancia. | Registro Pantalla | Power Focus 6000 ToolsControl | ||
4064 | Info | Herramienta bloqueada por reglas de automatización | La herramienta bloqueada por reglas de automatización. | Ninguna acción | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | |
4070 | Info | El proceso pasa a modo manual | Indica que se ha activado el modo manual de la estación virtual. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4071 | Info | El proceso pasa a modo automático | Indica que se ha activado el modo automático de la estación virtual. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4072 | Info | Comprobar pernos | Config. | Flex Synchronized tightening | Proceso de apriete | ||
4073 | Info | Posición cero de la herramienta actualizada | Indica que la posición cero de la herramienta se define utilizando señales. | Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | |
4100 | Advertencia | Identificador no aceptado: Longitud de cadena no válida | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | ||
4101 | Advertencia | Error en selección de cadena: Múltiples coincidencias | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | ||
4102 | Advertencia | Error en selección de cadena: No se ha encontrado ninguna coincidencia | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | ||
4103 | Advertencia | Identificador no aceptado: Ya se ha recibido una cadena idéntica | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | ||
4104 | Advertencia | Identificador no aceptado: No se ha encontrado ninguna coincidencia | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Proceso de apriete | ||
4500 | Info | Resultado Error de accionamiento | Error de controlador interno o detección de ausencia de controlador | Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4501 | Info | Resultado Reapriete | Se ha intentado apretar un perno ya apretado con la opción Detección de reapriete activada. | La categoría de etapa para la fase inicial se debe establecer en Inicio blando. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete |
4502 | Info | Resultado Par de arranque suave bajo | El par de arranque suave está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4503 | Info | Resultado Par de arranque suave alto | El par de arranque suave está por encima del nivel máximo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4504 | Info | Resultado Par autorroscante alto | Se ha superado el nivel máximo de par de autorroscado. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4505 | Info | Resultado Par autorroscante bajo | El par de autorroscado está por debajo del límite mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4506 | Info | Resultado Par de seguridad bajo | Se ha calculado automáticamente el valor de par para asegurarse de que el sensor de par está debidamente montado. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4507 | Info | Resultado Par de aproximación alto | Se ha superado el nivel máximo de par de aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4508 | Info | Resultado Ángulo de aproximación alto | Se ha superado el nivel máximo de ángulo de aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4509 | Info | Resultado Tiempo de aproximación alto | El tiempo de aproximación ha superado el límite máximo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4510 | Info | Resultado Tiempo de aproximación bajo | El tiempo de aproximación está por debajo del límite mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4511 | Info | Resultado Par de aproximación bajo | El par de aproximación está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4512 | Info | Resultado Ángulo de aproximación bajo | El ángulo de aproximación está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4513 | Info | Resultado Par final alto | Se ha superado el nivel máximo de par de etapa final. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4514 | Info | Resultado Ángulo final alto | Se ha superado el nivel máximo de ángulo de etapa final. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4515 | Info | Resultado Par final bajo | El par de etapa final está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4516 | Info | Resultado Ángulo final bajo | El ángulo de etapa final está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4517 | Info | Resultado Tiempo de apriete excedido | Se ha superado el límite de tiempo de apriete. Para las estrategias de apriete generales, el tiempo de apriete máximo es de 30 segundos. Para múltiples etapas, el tiempo de apriete máximo depende del límite de tiempo máximo de la restricción de etapa. El código de error depende de la etapa de apriete. | Volver a realizar apriete. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete |
4518 | Info | Resultado Gatillo perdido | El gatillo de la herramienta se soltó antes de alcanzar el objetivo. Para estrategias de apriete generales, no se permite liberar el gatillo antes de haber finalizado la etapa de apriete. Para múltiples etapas, el error se muestra al perder el gatillo antes de alcanzar el objetivo en una etapa concreta. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4519 | Info | Pérdida prematura de par | La boca ha patinado en la tuerca. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4520 | Info | Resultado Objetivo alcanzado antes del paso final | Se ha alcanzado el par objetivo antes de la etapa final del programa de apriete. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4521 | Info | Resultado Par post view bajo | El par Post view está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4522 | Info | Resultado Par post view alto | Se ha superado el nivel máximo de par Post view. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4523 | Info | Resultado Intervalo de par post view no alcanzado | Intervalo de par post view no alcanzado. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4524 | Info | Resultado Intervalo de compensación de par no alcanzado | No se ha alcanzado el ángulo de intervalo de compensación de par antes del fin de la aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4525 | Info | Resultado de movimiento de la herramienta excedido | Desde un estado detallado de apriete no correcto | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4526 | Info | Resultado Conflicto sensor SafetyCurrMon | Error de monitorización de corriente. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | ||
4527 | Info | Resultado de movimiento de la herramienta excedido | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |||
4538 | Info | Resultado Par de supervisión final bajo | Supervisión final No se ha alcanzado el par. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4543 | Info | Resultado monitorización del asiento alta | Solo llave. Monitor detectado, valor de asentamiento excedido. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4545 | Info | Resultado Sin par residual | Solo llave. El par residual estaba por debajo del umbral. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4546 | Info | Resultado Sobrevelocidad | Solo llave. El giro de la llave no ha podido medir el ángulo por una velocidad alta. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4547 | Info | Resultado Aflojado eficaz | Solo llave. La llave ha detectado un afloje imprevisto. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4548 | Info | Resultado Final inferior al objetivo | El par final está por debajo del par objetivo fijado en el programa de apriete. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4549 | Info | El límite de tiempo de TurboTight se ha excedido | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | ||
4550 | Info | Resultado Impulsos de aproximación alto | Se ha excedido el número máximo de impulsos de aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4551 | Info | Resultado Impulsos de aproximación bajo | Se ha completado la aproximación antes de alcanzar el número mínimo de impulsos de aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4552 | Info | Resultado Impulsos finales alto | Se ha excedido el número máximo de impulsos. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4553 | Info | Resultado Impulsos finales bajo | Se ha completado el apriete antes de alcanzar el número mínimo de impulsos. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4554 | Info | Corriente alta en la desconexión | La corriente en la desconexión ha superado el límite superior de corriente. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4555 | Info | Corriente baja en la desconexión | La corriente de desconexión medida se encontraba por debajo del límite inferior de corriente. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4556 | Info | Error de Multistep sin categorizar | Se ha producido un error en la configuración de múltiples etapas, a menudo durante la validación de la herramienta. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4557 | Info | Sobrecarga de resultado | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | ||
4559 | Info | Resultado detenido | El evento se activa cuando una señal de parada o bloqueo externa cancela un apriete en proceso. El evento se introduce para distinguir entre pérdida de gatillo y parada externa. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Proceso de apriete | |
4600 | Advertencia | Liberación de datos o Retención de datos se utilizan combinados con Apriete de lote. Las señales no tienen ningún efecto | Liberación de datos o Retención de datos solo son compatibles para tareas, sin control de lote. Seleccione otra tarea si se deben utilizar las señales se deben utilizar. | Flex Synchronized tightening | Proceso de apriete | ||
4601 | Info | Retención de datos activo: el resultado de apriete se envía cuando la señal es baja | Flex Synchronized tightening | Proceso de apriete | |||
4602 | Info | Liberación de datos activo: se descarta el resultado de apriete | Flex Synchronized tightening | Proceso de apriete | |||
5010 | Advertencia | Valor de parámetro de programa de apriete no válido | El parámetro del programa de apriete seleccionado no es válido. | Compruebe la configuración del programa de apriete seleccionado para encontrar y cambiar el valor del parámetro. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Configuración de programa |
5011 | Advertencia | No ha sido posible preparar el almacenamiento de programa en la herramienta | No es posible leer el tamaño de almacenamiento de programa actual en la herramienta, o preparar el almacenamiento de programa para descargar el programa actualizado, o recientemente seleccionado en la herramienta. |
| Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Configuración de programa |
5020 | Info | El gatillo principal no es la fuente de arranque activa | Generado cuando está configurado sólo para arrancar por empuje y el usuario presiona el gatillo principal. Se generará hasta que el usuario pulse el arranque por empuje. | Pulse el arranque por empuje para encender la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Configuración de programa |
5030 | Info | La complejidad del programa de apriete excede la capacidad de la herramienta | El programa de apriete seleccionado es demasiado complejo para la herramienta STB utilizada. La herramienta se bloqueará. | Reduzca la complejidad del programa de apriete o escoja un programa distinto. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Configuración de programa |
6010 | Info | Accesorio conectado | El accesorio está conectado al controlador. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Accesorio | |
6020 | Info | Accesorio desconectado | El accesorio está desconectado del controlador. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Accesorio | |
6021 | Advertencia | Fieldbus fuera de línea | Sin comunicación con Fieldbus. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC | Accesorio | |
6030 | Advertencia | Colisión de dirección de accesorio | Hay dos o más accesorios conectados con la misma dirección. | Cambie la dirección del accesorio. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Accesorio |
6040 | Advertencia | Error de comunicación con accesorio | Error intermitente de comunicación con el accesorio. | Compruebe los cables y los conectores. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Accesorio |
6041 | Advertencia | Error de Fieldbus | Error de comunicación con Fieldbus. |
| Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening | Accesorio |
6042 | Advertencia | Conflicto de módulo de Fieldbus | El módulo Fieldbus instalado no corresponde con el módulo configurado. | Cambie la configuración para que coincida con el módulo instalado, o sustituya el módulo instalado con el correcto. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening | Accesorio |
6043 | Advertencia | Exceso de flujo en búfer de salida de Fieldbus | El búfer de salida utilizado para la comunicación Fieldbus está saturado y se ha producido un exceso de flujo en el búfer. Se han descartado una o más actualizaciones de salida. | Detenga la comunicación Fieldbus y los diagnósticos Fieldbus (si se utilizan) para recuperar el búfer. Si este evento se repite con frecuencia, compruebe su configuración de comunicación Frecuencia, incluyendo el programa PLC: actualizaciones demasiado frecuentes comparado con su intervalo de actualización pueden conducir a este escenario. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening | Accesorio |
6044 | Advertencia | Error de coincidencia de ID de proveedor de Fieldbus | El módulo Bus de campo instalado no es compatible. | Conecte una módulo Fieldbus de Atlas Copco compatible. | Registro Pantalla Confir. | Power Focus 8 | Accesorio |
6050 | Info | Boca incorrecta seleccionada | Generado cuando no se selecciona una boca o la boca seleccionada es incorrecta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Accesorio | |
6090 | Advertencia | No se pudo identificar el escáner de códigos de barras | Cuando no se encuentra un número de serie único. | Configure el dispositivo lector de códigos de barras. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC | Accesorio |
6500 | Advertencia | Configuración de regla no válida | La configuración de regla no es válida si la estación virtual asignada no existe, si la configuración del cese no es válida o si la regla no tiene gatillos o acciones. | Verifique la configuración de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | |
6501 | Advertencia | Regla activada mientras está en marcha | La regla en ejecución se vuelve a activar por el mismo gatillo. | Desactive y active la regla. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | |
6502 | Info | Error al ejecutar la acción | La regla no ejecuta un evento cuando no puede realizar una acción en una estación virtual eliminada o inexistente. Esto ocurre cuando la estación virtual configurada para la regla ha sido eliminada. | La acción es desactivar y activar la regla corregida. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | |
6503 | Advertencia | Regla en ejecución eliminada | Este evento se produce si se elimina una regla actualmente en ejecución. La acción no se restablecerá si se elimina la regla en ejecución. | No se adopta ninguna medida. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | |
6504 | Advertencia | Regla en ejecución desactivada | Este evento se produce si se desactiva una regla actualmente en ejecución. La acción no se restablecerá si se desactiva la regla en ejecución. | No se adopta ninguna medida. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | |
6505 | Advertencia | Regla en ejecución actualizada | Evento de regla en ejecución actualizada si se actualiza una regla actualmente en ejecución. | No se adopta ninguna medida. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | |
7010 | Info | Texto de mensaje a visualizar | Evento general para visualizar mensajes. | Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC PFHC ToolsControl | Mensaje | |
8200 | Info | No se ha podido abrir el puerto de serie | No se ha podido abrir el puerto de serie que se deseaba utilizar. | Compruebe las conexiones de puerto en serie. | Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Miscelánea |
8300 | Advertencia | Tiempo límite superado para comunicación con cliente Open Protocol | Se ha superado el tiempo límite para la comunicación con un cliente Open Protocol. No se envía ningún mensaje ni comando keep alive durante el tiempo previsto. |
| Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 Synchronized tightening Power Focus XC ToolsControl | Miscelánea |
8214 | Error | Error de coincidencia versión software EHMI | La compatibilidad de la versión de software EHMI no coincide con el controlador. | La versión del software de la herramienta. | Registro Pantalla Confir. Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Miscelánea |
Config. - Lista de códigos de evento
Disponible para - Lista de códigos de evento
Lista de productos para los cuales el código de evento está disponible.
Grupos - Lista de códigos de evento
Grupo al que pertenecen los códigos de evento.
Descripción de evento
Una breve descripción del evento y el motivo por el que se produjo.
Procedimiento - Lista de códigos de evento
Si procede, el evento contiene instrucciones sobre cómo eliminarlo.
Registro - Lista de códigos de evento
Indica al usuario si el evento debe guardarse o no en el registro de eventos. El valor de esta lista es el valor predeterminado.
Pantalla - Lista de códigos de evento
Indica al usuario si el evento debe visualizarse o no en la pantalla. El valor de esta lista es el valor predeterminado.
Confir. - Lista de códigos de evento
Indica al usuario si el evento debe confirmarse o no antes de poder continuar. El valor de esta lista es el valor predeterminado.
Código del evento
El número de evento único.
Tipo de eventos - Lista Códigos de evento
Tipo de evento: Info., Advertencia y Error.
Nombre del evento
Un nombre descriptivo del evento.
Vista relación NOK
Para consultar la relación NOK
Vaya a Informes en el menú de inicio y seleccione Relación NOK en el panel izquierdo.
Seleccione Ver los 10 programas de apriete con mayor número de NOK.
Control de proceso estadístico (SPC, por sus siglas en inglés)
El objetivo de la función SPC integrada es ofrecer al operario, o al personal de control de calidad, datos que les permitan juzgar la estabilidad y la capacidad del proceso de ensamblaje de acuerdo con las normas SPC estándar.
Al configurar la función SPC de la herramienta, es posible simplificar y realizar el trabajo directamente en la herramienta sin necesidad de software externo.
Dado que es posible utilizar supervisores de programa dentro de la herramienta como una variable SPC, es necesario especificar que solo las variables controladas por la herramienta muestran el rendimiento del sistema. Otras variables muestran principalmente resultados de otros procesos. Por ejemplo, si se aplica un valor de par en una junta, entonces el SPC del valor de par final y los resultados relacionados, como Cp y Cpk, muestran el rendimiento de la herramienta en esa junta.
Los cálculos estadísticos se basan en datos antiguos almacenados en la herramienta.
En esta sección
Configurar los parámetros SPC
Vaya a Informes en el menú de inicio y seleccione Estadísticas en el panel izquierdo.
En la ventana Configuración SPC, introduzca los parámetros siguientes para recopilar resultados almacenados en la herramienta:
Número de subgrupos: introduzca el número de subgrupos en los que se basa el cálculo estadístico.
El número de resultados (Número de subgrupos × Tamaño de subgrupo) puede encontrarse en un intervalo de 2 a 500.Tamaño de subgrupo: introduzca el número de pruebas (muestras) necesarias para definir cada punto (el valor medio de las pruebas en el subgrupo) en los gráficos SPC.
El rango del tamaño de subgrupo puede ir de 2 a 25.Frecuencia: introduzca la frecuencia con la que se debe empezar a recopilar un subgrupo nuevo.
Frecuencia debe ser igual o superior al tamaño de subgrupo.Por ejemplo, si la frecuencia es 8 y el tamaño de subgrupo es 5, los 5 primeros datos (resultados) se utilizan para el subgrupo. Dado que Frecuencia = 8, el siguiente subgrupo empieza a tener en cuenta los datos (resultados) a partir del 8.º y así sucesivamente en bucle.
Configurar las variables SPC
Vaya a Informes en el menú de inicio y seleccione Estadísticas en el panel izquierdo.
Seleccione el icono más en la esquina superior derecha.
La ventana Variable SPC muestra la nueva variables.Introduzca el nombre de la variable en la casilla Nombre.
El nombre de la variable es el encabezado de la ventana Variable SPC.Seleccione Programa de apriete.
La ventana Programa de apriete aparece y enumera todos los programas de apriete Multistep almacenados en la herramienta y disponibles para cálculos estadísticos.
Seleccione el programa de apriete Multistep de la nueva variable.Seleccione Estación virtual.
Aparece la ventana Estación virtual.
Seleccione la estación virtual de la cual se utilizan los resultados.Las estadísticas se basan en los resultados realizados por una estadístico que cuenta con el siguiente tipo de licencia asignado:
Control de procesos
Seleccione Supervisión.
Aparece la ventana Supervisión.
Seleccione uno de las siguientes supervisiones de programa en las cuales se basa el cálculo SPC:Par de pico de supervisión de etapa
Ángulo de supervisión de etapa
Par final
Ángulo final
Par de supervisión de programa
Ángulo de supervisión de programa
Si el usuario selecciona Par de pico de supervisión de etapa o Ángulo de supervisión de etapa, en la casilla Número de etapa introduzca el número de la etapa necesaria del programa de apriete de la cual leer el valor.
Si el usuario utiliza los informadores de resultado, puede tener un efecto sobre los siguientes valores de supervisión: Par final y Ángulo final.
Seleccione Editar límites.
Aparece la ventana Configuración de variable.
Para los cálculos y análisis de los resultados, defina los límites siguientes para valor de interés.
En la ventana Límites de tolerancia, defina los límites siguientes (utilizados para el cálculo de las capacidades del proceso Cp y Cpk):
Límite de tolerancia superior (UTL, por sus siglas en inglés): una cantidad definida por el usuario que identifica el valor aceptable más alto de un atributo de producto.
Límite de tolerancia inferior (LTL, por sus siglas en inglés): una cantidad definida por el usuario que identifica el valor aceptable más baja de un atributo de producto.
En la ventana Límites de control, active o desactive el selector Autocalcular.
Si el selector Autocalcular se establece en Sí, los límites de control se calculan automáticamente.
Si el selector Autocalcular se establece en No, defina los límites siguientes:
Media: límite de control superior: una medición determinada estadísticamente que aparece como una línea discontinua por encima de la media del proceso. Por lo general, se considera que es tres veces la desviación estándar de las mediciones del proceso.
Media: límite de control inferior: un valor determinado estadísticamente que aparece como una línea discontinua por debajo de la media del proceso. Por lo general, se considera que es tres veces la desviación estándar de las mediciones del proceso.
Rango: límite de control superior: una medición determinada estadísticamente que aparece como una línea discontinua por encima de la media del proceso. Por lo general, se considera que es tres veces la desviación estándar de las mediciones del proceso.
Rango: límite de control inferior: un valor determinado estadísticamente que aparece como una línea discontinua por debajo de la media del proceso. Por lo general, se considera que es tres veces la desviación estándar de las mediciones del proceso.
Sigma: límite de control superior: una medición determinada estadísticamente que aparece como una línea discontinua por encima de la media del proceso. Por lo general, se considera que es tres veces la desviación estándar de las mediciones del proceso.
Sigma: límite de control inferior: un valor determinado estadísticamente que aparece como una línea discontinua por debajo de la media del proceso. Por lo general, se considera que es tres veces la desviación estándar de las mediciones del proceso.
En la ventana Capacidades, configure los límites siguientes:
Cp: el índice Cp indica la capacidad del proceso; es el número de veces que la variación del proceso se encuentra dentro del ancho de tolerancia (Límite de tolerancia superior - Límite de tolerancia inferior). Cuanto mayor sea el valor de Cp, mejor será el proceso.
Cpk: el índice Cpk indica la capacidad del proceso corregida para la posición. No es útil contar con un índice Cp alto si el ajuste del proceso se aleja mucho del centro con respecto al centro del rango de tolerancia. Por lo tanto, un índice Cpk alto significa que tiene un buen proceso con una variación pequeña con respecto al ancho de tolerancia y también que está bien centrada dentro de ese ancho (Límite de tolerancia superior - Límite de tolerancia inferior). Si Cpk es igual a Cp, el proceso está configurado para producir exactamente en el centro del rango de tolerancia.
Calcular las estadísticas
Vaya a Informes en el menú de inicio y seleccione Estadísticas en el panel izquierdo.
En la ventana Configuración SPC, introduzca los parámetros para recopilar resultados almacenados en la herramienta (Número de subgrupos, Tamaño de subgrupo y Frecuencia).
Seleccione el icono más en la esquina superior derecha.
La ventana Variable SPC muestra la nueva variable.
Configure la nueva Variable SPC.En la ventana SPC variable, seleccione Calcular.
Los datos se recopilan del historial de resultados almacenados en el controlador que coincidan con los criterios definidos en la ventana Configuración SPC y la ventana Variable SPC. Los valores de interés se recopilan en subgrupos del tamaño definido en la ventana Configuración SPC. Los resultados de apriete recopilados en el controlador se utilizan para cálculos estadísticos.
No se pueden realizar cálculos estadísticos para resultados de programas de apriete o estaciones virtuales eliminados, a menos que los resultados sigan almacenados en la herramienta.
Solo puede realizar cálculos estadísticos un usuario a la vez.
Fórmulas estadísticas
Los datos de un subgrupo se calculan como:
Media:
Rango = R = máx. (Xi) - mín. (Xi), donde i=1...n
Desviación estándar para un subgrupo:
Total general de la desviación estándar:
Donde N = número total de observaciones.
Cuando se ha recopilado el número especificado de subgrupos que se deben utilizar para los cálculos, la función SPC inicia los cálculos para determinar la estabilidad estadística.
Los cálculos se realizan a través de las etapas siguientes: (m = número de subgrupos)
Cálculo de la media de Valores de media:
Cálculo de la media de Rango:
Cálculo de la media de Desviación estándar:
Cálculo de las capacidades del proceso Cp y Cpk con respecto a Sigma:
Donde:
 es la media aritmética total de los valores característicos observados.
es la media aritmética total de los valores característicos observados.UTL es el límite de tolerancia superior.
LTL es el límite de tolerancia inferior
La estimación sigma es la desviación estándar cuadrada media dentro de los subgrupos:
Cálculo de las capacidades del proceso Cp y Cpk con respecto a Rango:
Donde para una distribución normal su = sl = 3.
Cálculos para los límites de control si, en la ventana Configuración SPC, el selector Autocalcular se ha establecido en Sí:
Barra X R (media)

Barra X R (rango)
Barra X S (media)
Barra X S (sigma)
A2, A3, D3, D4, B3, y B4 son constantes (para más información, consulte el párrafo «Constantes del cálculo SPC»).
Constantes del cálculo SPC
Tamaño del subgrupo | Divisores para la estimación de la desviación estándar | Factores para límites de control | |||||
|---|---|---|---|---|---|---|---|
Barra X R | Barra X S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1,128 | 1,880 | - | 3,267 | 2,659 | - | 3,267 |
3 | 1,693 | 1,023 | - | 2,574 | 1,954 | - | 2,568 |
4 | 2,059 | 0,729 | - | 2,282 | 1,628 | - | 2,266 |
5 | 2,326 | 0,577 | - | 2,114 | 1,427 | - | 2,089 |
6 | 2,534 | 0,483 | - | 2,004 | 1,287 | 0,030 | 1,970 |
7 | 2,704 | 0,419 | 0,076 | 1,924 | 1,182 | 0,118 | 1,882 |
8 | 2,847 | 0,373 | 0,136 | 1,864 | 1,099 | 0,185 | 1,815 |
9 | 2,970 | 0,337 | 0,184 | 1,816 | 1,032 | 0,239 | 1,761 |
10 | 3,078 | 0,308 | 0,223 | 1,777 | 0,975 | 0,284 | 1,716 |
11 | 3,173 | 0,285 | 0,256 | 1,744 | 0,927 | 0,321 | 1,679 |
12 | 3,258 | 0,266 | 0,283 | 1,717 | 0,886 | 0,354 | 1,646 |
13 | 3,336 | 0,249 | 0,307 | 1,693 | 0,850 | 0,382 | 1,618 |
14 | 3,407 | 0,235 | 0,328 | 1,672 | 0,817 | 0,406 | 1,594 |
15 | 3,472 | 0,223 | 0,347 | 1,653 | 0,789 | 0,428 | 1,572 |
16 | 3,532 | 0,212 | 0,363 | 1,637 | 0,763 | 0,448 | 1,552 |
17 | 3,588 | 0,203 | 0,378 | 1,622 | 0,739 | 0,466 | 1,534 |
18 | 3,640 | 0,194 | 0,391 | 1,608 | 0,718 | 0,482 | 1,518 |
19 | 3,689 | 0,187 | 0,403 | 1,597 | 0,698 | 0,497 | 1,503 |
20 | 3,735 | 0,180 | 0,415 | 1,585 | 0,680 | 0,510 | 1,490 |
21 | 3,778 | 0,173 | 0,425 | 1,575 | 0,663 | 0,523 | 1,477 |
22 | 3,819 | 0,167 | 0,434 | 1,566 | 0,647 | 0,534 | 1,466 |
23 | 3,858 | 0,162 | 0,443 | 1,557 | 0,633 | 0,545 | 1,455 |
24 | 3,895 | 0,157 | 0,451 | 1,548 | 0,619 | 0,555 | 1,445 |
25 | 3,931 | 0,153 | 0,459 | 1,541 | 0,606 | 0,565 | 1,435 |
Consultar los resultados estadísticos
Vaya a Informes en el menú de inicio y seleccione Estadísticas en el panel izquierdo.
Introduzca los parámetros siguientes en la ventana Configuración de SPC: Número de subgrupos, Tamaño de subgrupo y Frecuencia.
Seleccione el icono más en la esquina superior derecha.
La ventana Variable SPC muestra la nueva variable.
Configure la nueva Variable SPC.En la ventana SPC variable, seleccione Calcular.
Para mostrar los resultados estadísticos, seleccione la casilla Ver en la ventana Variable SPC.
La casilla Ver muestra la fecha y la hora en los que se ha realizado los resultados estadísticos.
Los resultados estadísticos se representan a través de un histograma, el gráfico Barra X-R y el gráfico Barra X-S.Una vez terminadas todos los cálculos en los resultados filtrados, se envían a la interfaz de usuario y ToolsTalk 2.
Los resultados estadísticos se almacenan localmente en una carpeta Archivos temporales de Internet (no se guardan en la herramienta).
Histograma
Un histograma es una serie de rectángulos, cada uno proporcional en ancho al rango de valores dentro de una categoría y proporcional en altura al número de muestras que se encuentran en la categoría. Una curva gaussiana sigue la tendencia de los rectángulos. Un histograma revela la cantidad de variación que presenta cualquier proceso.
El histograma es útil dado que enfatiza y aclara tendencias que no se pueden discernir fácilmente en las tablas.
Gráfico Barra X-R
El gráfico de control Barra X-R muestra tanto el valor medio (Barra X) y el rango (R) de un subgrupo. Este es el tipo de gráfico de control más habitual que utiliza valores discretos o continuos. La parte Barra X del gráfico muestra cualquier cambio en el valor medio del proceso, mientras que la parte R muestra cualquier cambio en la dispersión del proceso.
Este gráfico es particularmente útil dado que muestra cambios en el valor medio y la dispersión del proceso al mismo tiempo, lo que lo convierte en un método muy eficaz para comprobar anomalías en el proceso.
Gráfico Barra X-S
El gráfico de control Barra X-S muestra tanto el gráfico del valor medio (Barra X) y la desviación estándar (S).
El gráfico Barra X-S es idéntico al gráfico Barra X-S excepto que la R (rango) es sustituida por una S (desviación estándar).
Valores estadísticos calculados
Los valores estadísticos calculados se representan en recuadros informativos bajo el histograma, el gráfico Barra X-R y el gráfico Barra X-S.
Los valores calculados dependen del gráfico en el que se leen.
Los valores estadísticos calculados son:
Mín. = valor mínimo de todos los valores de muestra recopilados
Máx. = valor máximo de todos los valores de muestra recopilados
Media =
Media+3Sigma =
+ 3*Desv. estándarMedia-3Sigma =
- 3*Desv. estándarCp (en el gráfico Barra X-R el valor se basa en el rango, y en el gráfico Barra X-S el valor se basa en sigma)
Cpk (en el gráfico Barra X-R el valor se basa en el rango, y en el gráfico Barra X-S el valor se basa en sigma)
Línea central = en Rango parte
 y en Sigma parte
y en Sigma parte 
Objetivo (si el valor objetivo de la supervisión está disponible)
Desviación estándar = Desviación estándar total general = Desv. estándar
Resolución de problemas y servicio
Esta sección ofrece asistencia en la resolución de problemas, si se produjeran, y contiene información para ayudarle a realizar el mantenimiento y el servicio del producto.
Referencia
En esta sección encontrará información práctica variada.
Términos y definiciones
Término | Sinónimo | Definición | Nota |
|---|---|---|---|
lote | múltiples aprietes con el mismo programa de apriete y boca | ||
secuencia de lote | secuencia | múltiples aprietes con una combinación de distintos programas de apriete y bocas | |
característica del controlador | Licencia para funciones para todos los controladores, como Soft PLC y apriete sincronizado. | Se asignan a todo un controlador y todas las estaciones virtuales pueden utilizarlas. | |
Evento | señales de estado del controlador y la herramienta | ||
ángulo final | valor real del ángulo medido al final del ciclo de apriete | ||
par final | valor real del par medido al final del ciclo de apriete | ||
GUI |
| interfaz del usuario compuesta por elementos gráficos interactivos como ventanas, iconos y símbolos en una pantalla |
|
HMI | Interfaz humano-máquina (HMI) | interfaz del usuario con la herramienta o el controlador | La HMI puede ser una interfaz basada en un ordenador o la pantalla táctil del controlador. |
IAM | Módulo de aplicación inteligente (IAM) | módulo extraíble en el programa que contiene el controlador, los parámetros de configuración y los resultados de apriete | |
estructura de línea | controladores de clasificación y agrupamiento en estructuras, carpetas o subcarpetas de ToolsTalk | La estructura de línea es un método para mejorar la visibilidad de un gran grupo de controladores de manera estructurada. | |
par post view | función para supervisar y detectar los valores máximo y mínimo del par antes de completar la aproximación | Una finalidad del par post view es el uso de tuercas autoblocantes. | |
programa de apriete | Conjunto de parámetros | configuración de parámetros y valores para controlar y monitorizar una acción de apriete única y para almacenar el resultado del apriete | |
pulsación | transferir los datos guardados en ToolsTalk a la memoria del controlador | ||
QIF | Tensión integrada de calidad (QIF) | línea totalmente integrada de aprietatuercas, controladores, accesorios y herramientas de monitorización de procesos para garantizar la alta calidad y la trazabilidad de los aprietes en sistemas de montaje industriales. | QIF fue desarrollada por Atlas Copco y se utiliza preferentemente en la industria de la automoción y otras situaciones de montaje en las que muchas juntas son fundamentales. El concepto QIF incluye también la monitorización y la documentación del proceso. |
Accesorio QIF | accesorio para la comunicación y la asistencia al operario utilizado en QIF | Los productos accesorios se utilizan para la comunicación entre el sistema y el operario. Por ejemplo, escáner, panel del operario, baliza o selector de bocas. La comunicación mejora la calidad y la trazabilidad en el proceso de montaje. | |
Detección de repeticiones | detección del reapriete de una junta ya apretada | ||
girar | estrategia de apriete que gira el cabezal de la herramienta. | Girar se utiliza principalmente para fines de prueba o de demostración. | |
aproximación finalizada | final de la etapa de aproximación, cuando la cabeza del tornillo está en contacto con la superficie y comienza la etapa de apriete | ||
etapa de aproximación | etapa desde que el tornillo entra en la rosca hasta que su cabeza toca la superficie | ||
asentamiento | el tornillo o el perno está prácticamente apretado a mano en la superficie | ||
selector de bocas | Accesorio de QIF compuesto por una bandeja de bocas con lámparas que puede utilizarse para guiar al operario a la boca correcta | ||
arranque suave | comienzo de apriete a baja velocidad durante un ángulo de giro especificado | La función ayuda al perno a entrar de forma controlada en la rosca y puede evitar movimientos ergonómicos no deseados de la herramienta cuando se aprieta el gatillo. | |
baliza | accesorio de QIF que maneja la comunicación entre el operario y el controlador a través de señales digitales como lámparas, botones, interruptores y alarma | ||
objetivo | resultado deseado de un apriete | El objetivo se expresa en par o ángulo. | |
ángulo objetivo | valor deseado del ángulo al final del ciclo de apriete medido desde un punto de referencia | ||
par objetivo | valor deseado del par al final del ciclo de apriete | ||
etapa de apriete | etapa desde que la cabeza del perno alcanza la superficie hasta que el apriete ha alcanzado el par o el ángulo objetivo deseados | ||
estrategias de apriete | algoritmo que controla y monitoriza continuamente el proceso de apriete | El usuario puede seleccionar una estrategia optimizada para la junta y programar determinados parámetros. | |
estación virtual | controlador virtual | abstracción de software de un controlador físico para que se comporte como múltiples controladores | Un controlador solo puede tener una herramienta de cable conectada, pero varias inalámbricas. Cada herramienta se conecta a su propia estación virtual. |
tipo de estación virtual | Licencia con un conjunto de funciones de controlador. | Esta licencia es necesaria para ejecutar una estación virtual. | |
función de estación virtual | Licencia para funciones individuales. | Se puede utilizar para completar licencias de tipo de estación virtual. |
Señales de entrada
Cancelar secuencia - 10012
Cuando se recibe una solicitud de interrupción de secuencia de lotes, la función de secuencia de lotes interrumpe la secuencia de lotes únicamente tras obtener el resultado de apriete en curso.
Nombre en SoftPLC: ABORT_BATCH_SEQUENCE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Cancelar secuencia y eliminar resultados - 10127
Cuando se define la señal «Cancelar secuencia y eliminar resultados», la secuencia en curso se cancela y se eliminan las señales relacionados con «Borrar resultados».
Nombre en SoftPLC:ABORT_SEQ_AND_CLEAR_RES
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Confirmar eventos - 10004
Confirmación de un evento.
Nombre en SoftPLC: ACKNOWLEDGE_EVENT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Activar escáner de herramienta - 10075
Activa el escáner de herramienta mediante una fuente externa.
Nombre en SoftPLC: ACTIVATE_TOOL_SCANNER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Reducción de lote - 10002
Disminuye incrementalmente una unidad el contador de lotes.
Nombre en SoftPLC: BATCH_DECREMENT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Incremento de lote - 10001
Aumenta incrementalmente una unidad el contador de lotes.
Nombre en SoftPLC: BATCH_INCREMENT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Identificador Bypass - 10123
Utilizado en cadena de lote fuente para eludir la cadena identificadora de la secuencia receptora de cadena.
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Omitir programa de apriete - 10008
Omite el siguiente programa de apriete en la secuencia de lotes que se está ejecutando.
Nombre en SoftPLC: BYPASS_PSET
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Tamaño de lote dinámico - 10074
Nombre en SoftPLC: DYNAMIC_BATCH_SIZE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 16 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Externo OK - 10063
Nombre en SoftPLC: EXTERNAL_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
ID para tamaño de lote dinámico - 10073
Nombre en SoftPLC: DYNAMIC_BATCH_SIZE_TPID
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Entero | 1 | 16 |
Contar cero como uno | Estado | Entero | 1 | 16 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Afloje de bloqueo - 20003
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Apriete de bloqueo - 20002
Herramienta bloqueada para apriete por entrada digital
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bloqueo de herramienta activo alto - 20004
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bloqueo de herramienta activo bajo - 20061
Bloquea la herramienta cuando la señal es baja.
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Modo manual - 10061
Se utiliza para configurar la estación virtual en modo manual.
Si la señal es Verdadera (alta) la señal 101 - Modo manual alto.
Si la señal es Falsa (baja) la señal 101 - Modo manual bajo.
Nombre en SoftPLC: SET_MANUAL_MODE
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Información relevante
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Desbloqueo principal - 10005
Master Unlock es una señal de entrada que desbloquea las funciones y señales siguientes.
FUNCIONES:
Desactivar afloje en apriete OK
Desactivar afloje en apriete NOK
Desactivar apriete
Máx. de NOK consecutivos
Bloqueo de herramienta en Secuencia completa
SEÑALES:
20001 - Evento pendiente confirmar bloqueo
20002 - Bloquear apriete
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20013 - WorkTask bloquear apriete
20014 - WorkTask bloquear afloje
20015 - Lote terminado bloquear
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20021 - Fieldbus bloquear afloje
20022 - Desactivar desapriete en apriete OK
20023 - Demasiados aprietes NOK bloquear
20033 - Bloqueo de control de línea
20034 - Bloqueado por identificador alternativo
Nombre en SoftPLC: MASTER_UNLOCK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer todos los identificadores - 10115
Utilizado en cadena de lote fuente para restablecer a la vez todos los identificadores de cadena recibidos por secuencias receptoras de cadena. En otras tareas borra el número VIN.
Nombre en SoftPLC: RESET_ALL_IDENTIFIERS
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer lote - 10003
Restablece el contador del lote en 0. Ningún lote OK (nxOK). Si el lote OK está activado, se desactivará.
Nombre en SoftPLC: RESET_BATCH
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer secuencia de lotes - 10053
Restablece la secuencia de lotes. Desbloquea una herramienta bloqueada por Bloquear herramienta al finalizar.
Nombre en SoftPLC: RESET_BATCH_SEQUENCE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer relé biestable - 10022
Restablece la salida de relé biestable.
Nombre en SoftPLC: RESET_BISTABLE_RELAY
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer último identificador - 10114
Utilizado en cadena de lote fuente para restablecer la última cadena recibida de la secuencia receptora de cadena. En otras tareas borra el número VIN.
Nombre en SoftPLC: RESET_LATEST_IDENTIFIER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer estado de secuencia - 10118
Restablece la secuencia de lotes de señales Completado/OK/NOK y Secuencia cancelada.
Nombre en SoftPLC: RESET_SEQUENCE_STATUS
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer demasiados NOK - 10013
Restablecer el lote después de recibir demasiados NOK
Nombre en SoftPLC: RESET_TOO_MANY_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar entrada - 10020
Selecciona el programa de apriete dentro del apriete/lote fuente dentro de la secuencia.
Nombre en SoftPLC: SELECT_INPUT_VALUE
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Entero | 1 | 16 |
Contar cero como uno | Estado | Entero | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Seleccionar bit de entrada 0 - 10016
Nombre en SoftPLC: SEL_INPUT_BIT_0
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 1 - 10017
Nombre en SoftPLC: SEL_INPUT_BIT_1
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 2 - 10018
Nombre en SoftPLC: SEL_INPUT_BIT_2
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 3 - 10019
Nombre en SoftPLC: SEL_INPUT_BIT_3
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 4 - 10066
Nombre en SoftPLC: SEL_INPUT_BIT_4
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 5 - 10067
Nombre en SoftPLC: SEL_INPUT_BIT_5
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 6 - 10068
Nombre en SoftPLC: SEL_INPUT_BIT_6
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 7 - 10069
Nombre en SoftPLC: SEL_INPUT_BIT_7
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 8 - 10070
Nombre en SoftPLC: SEL_INPUT_BIT_8
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar bit de entrada 9 - 10071
Nombre en SoftPLC: SEL_INPUT_BIT_9
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar número identificador siguiente - 10116
Puede utilizar la señal Seleccionar número identificador siguiente cuando se haya configurado en la estación virtual una tarea de la manera siguiente:
Secuencia de lotes
Fuente de apriete
Lote fuente
Método Identificador de número
Método Identificador de cadena
Las funciones configurables de ST Selector Coger siguiente y Coger anterior activan las señales de entrada Seleccionar número identificador siguiente y Seleccionar número identificador anterior.
Secuencia de lotes seleccionada como tarea de estación virtual
Si el conmutador Orden libre se ha activado, la señal Seleccionar número identificador siguiente puede seleccionar diferentes lotes dentro de la secuencia seleccionada.
Antes de seleccionar lotes, es obligatorio que tengan el número identificador asignado. Si un lote no tiene el número identificador asignado, la señal Seleccionar número identificador siguiente no puede seleccionarlo, incluso si el conmutador Orden libre está activado.
Permite crear bucles a través de los lotes que tengan un número identificador configurado.
Si el número identificador es «Ninguno», solo se puede seleccionar una vez completados todos los lotes con número identificador.
Se pueden crear bucles, pero 0 se omite. Cuando se termina un lote, ya no se puede seleccionar.
Por ejemplo, en el caso de lotes con números identificadores asignados 1, 2, 3, 4, 5, la señal viaja en bucle: 1, 2, 4, 5, 1, 2, 4... mientras los lotes no se terminen.
Apriete fuente seleccionado como tarea de estación virtual
La señal seleccione el número identificador siguiente de la lista de programas de apriete especificada en la tarea de apriete fuente.
La selección va desde el número identificador seleccionado en el momento hasta el siguiente más grande.
Cuando se selecciona el mayor número identificador, esta señal seleccione 0; después de 0, la señal selecciona el siguiente número identificador más grande.
Si se selecciona 0 como número identificador, la herramienta se bloquea.
Si el número identificador se ha añadido a la lista de apriete fuente, pero no se le ha asignado ningún programa de apriete, se omite mientras se realizan los bucles a través de la lista de apriete fuente.
Si el programa de apriete se asigna a un número identificador y después se elimina de la lista de programas de apriete, aún se puede seleccionar este número identificador. En este caso, la herramienta se bloquea ya que no hay un programa de apriete específico.
Cuando el conmutador Modo de selector se establece en Confirmar, se debe asignar y configurar el selector de bocas. Se pueden seleccionar todos los programas de apriete, pero antes de ejecutarlos, la boca adecuada se debe elevar del selector de bocas.
Lote fuente seleccionado como tarea de estación virtual
En Fuentes > Secuencia de lotes > Lote fuente, cuando el método identificador se establece en Número, la señal Seleccionar número identificador siguiente selecciona secuencias de una lista de secuencias mostrada en la tarea Lote fuente.
Se pueden crear bucles a través de 0. La señal Seleccionar número identificador siguiente selecciona solo los números identificadores asignados a secuencias.
Por ejemplo, si hay 4 secuencias disponibles con números identificadores 1, 2, 4 y 8, la señal Seleccionar número identificador siguiente itera y seleccionar 1, 2, 4, 8, 0, 1, 2...
Los números identificadores no definidos no se seleccionan.
En Fuentes > Secuencia de lotes > Lote fuente, cuando el método identificador se establece en Cadena, es necesario seleccionar fuentes externas (como escáner u Open Protocol). La señal Seleccionar número identificador siguiente puede seleccionar los lotes dentro de la secuencia seleccionada.
Nombre en SoftPLC: SELECT_NEXT_ID_NUMBER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar número identificador anterior - 10117
Puede utilizar la señal Seleccionar número identificador anterior cuando se haya configurado en la estación virtual una tarea de la manera siguiente:
Secuencia de lotes
Fuente de apriete
Lote fuente
Método Identificador de número
Método Identificador de cadena
Las funciones configurables de ST Selector Coger siguiente y Coger anterior activan las señales de entrada Seleccionar número identificador siguiente y Seleccionar número identificador anterior.
Secuencia de lotes seleccionada como tarea de estación virtual
Si el conmutador Orden libre se ha activado, la señal Seleccionar número identificador anterior puede seleccionar diferentes lotes dentro de la secuencia seleccionada.
Antes de seleccionar lotes, es obligatorio que tengan el número identificador asignado. Si un lote no tiene el número identificador asignado, la señal Seleccionar número identificador anterior no puede seleccionarlo, incluso si el conmutador Orden libre está activado.
Permite crear bucles a través de los lotes que tengan un número identificador configurado.
Si el número identificador es «Ninguno», solo se puede seleccionar una vez completados todos los lotes con número identificador.
Se pueden crear bucles, pero 0 se omite. Cuando se termina un lote, ya no se puede seleccionar.
Por ejemplo, en el caso de lotes con números identificadores asignados 1, 2, 3, 4, 5, la señal viaja en bucle: 5,4,2,1,5,4,2... mientras los lotes no se terminen.
Apriete fuente seleccionado como tarea de estación virtual
La señal selecciona el número identificador anterior de la lista de programas de apriete especificada en la tarea de apriete fuente.
La selección va desde el número identificador seleccionado en el momento hasta el anterior más bajo.
Cuando se selecciona el menor número identificador, esta señal seleccione 0; después de 0, la señal selecciona el siguiente número identificador más pequeño.
Si se selecciona 0 como número identificador, la herramienta se bloquea.
Si el programa de apriete se asigna a un número identificador y después se elimina de la lista de programas de apriete, aún se puede seleccionar este número identificador. En este caso, la herramienta se bloquea ya que no hay un programa de apriete específico.
Cuando el conmutador Modo de selector se establece en Confirmar, se debe asignar y configurar el selector de bocas. Se pueden seleccionar todos los programas de apriete, pero antes de ejecutarlos, la boca adecuada se debe elevar del selector de bocas.
Lote fuente seleccionado como tarea de estación virtual
En Fuentes > Secuencia de lotes > Lote fuente, cuando el método identificador se establece en Número, la señal Seleccionar número identificador anterior selecciona secuencias de una lista de secuencias mostrada en la tarea Lote fuente.
Se pueden crear bucles a través de 0. La señal Seleccionar número identificador anterior selecciona solo los números identificadores asignados a secuencias.
Por ejemplo, si hay 4 secuencias disponibles con números identificadores 1, 4, 4 y 8, la señal Seleccionar número identificador anterior itera y seleccionar 8, 4, 2, 1, 0, 8, 4...
Los números identificadores no definidos no se seleccionan.
En Fuentes > Secuencia de lotes > Lote fuente, cuando el método identificador se establece en Cadena, es necesario seleccionar fuentes externas (como escáner u Open Protocol). La señal Seleccionar número identificador anterior puede seleccionar los lotes dentro de la secuencia seleccionada.
Nombre en SoftPLC: SELECT_PREVIOUS_ID_NUMBER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Definir relé biestable - 10021
Define la salida de relé biestable
Nombre en SoftPLC: SET_BISTABLE_RELAY
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Desbloquear herramienta al finalizar - 10051
Desbloquea una herramienta bloqueada por «Bloquear herramienta al finalizar».
Nombre en SoftPLC: UNLOCK_TOOL_ON_COMPLETE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Desbloquear herramienta al desactivar - 10059
Nombre en SoftPLC: UNLOCK_TOOL_ON_DISABLE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Definir posición cero - 10135
Para herramientas de mano, la señal de entrada Definir posición cero mantiene la posición actual de las herramientas en la posición inicial. La señal se ignora de forma silenciosa si se envía durante un apriete en curso.
Para herramientas fijas, la señal de entrada Definir posición cero mantiene la posición actual de las herramientas en la posición inicial. La señal afecta a todas las herramientas del sistema, independientemente de la estación virtual. Las herramientas fijas que forman parte de un apriete en curso ignoran la llamada de forma silenciosa.
Nombre en SoftPLC: IN_EXTERNAL_SET_ZERO_POSITION
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Selección del modo de capacidad de la máquina - 10152
Selecciona el modo de prueba de capacidad de la máquina.
Nombre en SoftPLC: MACHINE_CAPABILITY_TEST_MODE_TOGGLE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
E/S internas: FALSO
Baliza: FALSO
Panel de operario: FALSO
Pantalla del usuario: FALSO
Selector programable: FALSO
Extensor de E/S: FALSO
LED de herramienta: FALSO
Zumbador de herramienta: FALSO
Anillo de herramienta: VERDADERO
Bus de campo: FALSO
Selector ST: FALSO
Etiqueta TLS: FALSO
Modo manual: FALSO
Caja de indicadores: FALSO
Vibrador de herramienta: FALSO
Reglas de automatización: FALSO
Señales de salida
Lote completado - 30
Lote completado es una señal de salida que se activa cuando se ha completado el lote.
El estado del resultado del lote (OK o NOK) no tiene ningún efecto en la señal Lote completado.
Nombre en SoftPLC: BATCH_COMPLETED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Lote completado NOK - 37
lote finalizado con estado NOK
Nombre en SoftPLC: BATCH_COMPLETED_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Lote completado OK - 36
lote finalizado con estado OK
Nombre en SoftPLC: BATCH_COMPLETED_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Recuento de lotes - 31
Recuento de lote es una señal de salida que muestra el número del apriete actual en el lote.
Nombre en SoftPLC: BATCH_COUNT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Lote ejecutándose - 32
Indica que se está ejecutando un lote de la secuencia de lote.
Nombre en SoftPLC: BATCH_RUNNING
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Secuencia de lotes completada NOK - 46
Secuencia de lote finalizada con estado NOK
Nombre en SoftPLC: BATCH_SEQUENCE_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Secuencia de lotes completada OK - 45
Secuencia de lote finalizada con estado OK
Nombre en SoftPLC: BATCH_SEQUENCE_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Secuencia de lotes completada - 48
Indica cuando se ha completado una secuencia, tanto en caso de Secuencia de lotes completada OK como Secuencia de lotes completada NOK.
Nombre en SoftPLC: BATCH_SEQUENCE_COMPLETED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Evento | Booleano | 1 | 1 |
Invertir | Evento | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Secuencia de lotes ejecutándose - 47
Indica si la secuencia de lotes se está ejecutando o no.
Nombre en SoftPLC: BATCHSEQUENCE_RUNNING
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Relé biestable - 40
El relé biestable es una señal controlada por las entradas «Definir relé biestable» y «Restablecer relé biestable».
Tras recibir la entrada «Definir relé biestable», la señal del relé biestable queda definida como Verdadero.
Tras recibir la entrada «Restablecer relé biestable», la señal del relé biestable queda definida como Falso.
Si «Definir relé biestable» o «Restablecer relé biestable» alcanza valores bajos, el relé biestable mantiene su estado.
El estado del relé biestable cambia cuando «Definir relé biestable» o «Restablecer relé biestable» alcanza valores altos.
Tras reiniciar el controlador, el relé biestable se configura como Falso de forma predeterminada.
Nombre en SoftPLC: BISTABLE_RELAY
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Alarma de calibración - 138
La alarma de calibración de la configuración de mantenimiento de la herramienta. Ofrece un recordatorio cuando llegue el momento de calibrar la herramienta.
Nombre en SoftPLC: CALIBRATION_ALARM
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Versión de configuración - 88
Nombre en SoftPLC: CONFIGURATION_VERSION
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 32 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Confirmar afloje - 206
Indique si se selecciona el afloje y es posible empezar. Es decir, un modo Sync Mode o programa de afloje existe y están seleccionados.
Nombre en SoftPLC: CONFIRM_LOOSENING
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Controlador activado - 42
Establecer como verdadero al comienzo del intercambio E/S
Nombre en SoftPLC: IO_ON
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Lote ejecutándose actualmente - 180
Lote actualmente en curso es una señal de salida que muestra el índice del lote actualmente en curso en una secuencia.
Si el usuario utiliza un selector de bocas, «Cero» aparece si no se selecciona ninguna boca, si se selecciona más de una o la boca equivocada.
Si el usuario utiliza un modo de lote y hay un lote en curso, «1» aparece para las configuraciones Apriete de fuente.
Nombre en SoftPLC: CURRENT_RUNNING_BATCH_IX
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Interruptor de dirección IZQ - 13
El interruptor de dirección de la herramienta se coloca hacia la izquierda.
Nombre en SoftPLC: DIRECTION_SWITCH_CCW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Interruptor de dirección DER - 12
El interruptor de dirección de la herramienta se coloca hacia la derecha.
Nombre en SoftPLC: DIRECTION_SWITCH_CW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Evento presente - 161
Indica si se crea un evento. Solo se crea en accesorios si el evento requiere una confirmación.
Nombre en SoftPLC: EVENT_PRESENT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Ángulo alto - 10
El resultado de ángulo es demasiado alto.
Nombre en SoftPLC: HIGH_ANGLE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Par alto - 7
El resultado del par es superior al límite de par máximo.
Nombre en SoftPLC: HIGH_TORQUE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Identificador recibido - 100
Nombre en SoftPLC: IDENTIFIER_RECEIVED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Última cadena de identificador recibida - 187
Queda definida directamente cuando se ha recibido un identificador en el trabajo-tarea.
Para lote fuente-cadena, queda definida en cada escaneo del proceso de escaneo, por lo tanto cambia para cada escaneo y se envía aunque la longitud no coincida.
La cadena definida se encuentra en formato básico y no «posiciones guardadas» en la cadena.
Para otros trabajos-tareas esta señal es igual a la señal Cadena de identificador activa.
Nombre en SoftPLC: LAST_RECEIVED_ID_STRING
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Cadena | 8 | 800 |
IdentifierU32Hnw | Estado | Cadena | 8 | 800 |
IdentifierU32 | Estado | Cadena | 8 | 800 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Se ha perdido la conexión con el servidor de licencias - 134
Indica que se ha perdido la conexión con el servidor de licencias Atlas Copco o que se ha producido un error en la sincronización. La señal se elimina cuando la sincronización de License Manager se ha realizado correctamente
Nombre en SoftPLC: LICENSE_SERVER_CONN_LOST
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje desactivado - 184
Afloje desactivado es una señal de salida que se activa cuando el afloje se bloquea externamente mediante cualquiera de las señales siguientes:
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20021 - Fieldbus bloquear afloje
20041 - Soft PLC bloquear afloje
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: LOOSENING_DISABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje activado - 185
Afloje activado es una señal de salida que se activa cuando el afloje no se bloquea externamente mediante cualquiera de las señales siguientes:
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20021 - Fieldbus bloquear afloje
20041 - Soft PLC bloquear afloje
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: LOOSENING_ENABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
El afloje está bloqueado - 28
El desapriete está desactivado.
Nombre en SoftPLC: LOOSENING_IS_LOCKED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje NOK - 74
Se ha realizado un aflojado incorrecto.
Nombre en SoftPLC: LOOSENING_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje OK - 70
Se ha realizado un aflojado correcto.
Nombre en SoftPLC: LOOSENING_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Ángulo bajo - 9
El resultado del ángulo es inferior al límite de ángulo mínimo.
Nombre en SoftPLC: LOW_ANGLE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Par bajo - 6
El resultado del par es inferior al límite de par mínimo.
Nombre en SoftPLC: LOW_TORQUE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Modo manual - 101
Informa sobre cualquier accesorio compatible y configurado del estado de la estación virtual para modo manual
Nombre en SoftPLC: MANUAL_MODE
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Máximo de NOK consecutivos alcanzado - 35
Indica que se ha alcanzado el máx coherente del contador de aprietes NOK.
Nombre en SoftPLC: MAX_COHERENT_NOK_REACHED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Boca abierta en posición abierta - 89
Boca abierta en posición de apertura.
Nombre en SoftPLC: OPEN_END_IN_OPEN_POSITION
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Open Protocol desconectado - 95
Si se configura Open Protocol como desactivado en la estación virtual, la señal «Open Protocol desconectado» se configura como Falso.
Si se activa Open Protocol en la estación virtual, la señal «Open Protocol desconectado» se configura como Verdadero.
Cuando al menos un cliente (varios clientes Open Protocol pueden conectarse a la misma estación virtual) está conectado, la señal «Open Protocol desconectado» se configura como Falso.
Nombre en SoftPLC: OPEN_PROTOCOL_DISCONNECTED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Fin de programa - 168
Esta señal indica el nivel de par cuando se completa el ciclo de apriete. Se inicia un temporizador, tiempo límite superado de fin de programa, cuando el par cae por debajo de este nivel. El apriete se completa cuando el par ha caído por debajo del nivel de Par de fin de programa y permanece a ese nivel hasta que se alcanza Tiempo límite superado de fin de programa.
Nombre en SoftPLC: PROGRAM_END
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Inicio de programa - 132
Define el nivel de inicio para un ciclo de apriete.
Nombre en SoftPLC: PROGRAM_START
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Preparado para inicio - 29
Si hay una herramienta conectada a la estación virtual, no hay ningún bloqueo de apriete activo, la parada de emergencia no está activada y se ha seleccionado un programa de apriete válido, esta señal indica que se puede iniciar un apriete.
Nombre en SoftPLC: READY_TO_START
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Lote restante - 33
Aprietes restantes en el lote. Solo puede verse en una pantalla.
Nombre en SoftPLC: REMAINING_BATCH
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Ángulo de aproximación alto - 165
Esta señal se activa si el ángulo de aproximación en el nivel de programa es superior al definido.
Nombre en SoftPLC: RUNDOWN_ANGLE_HIGH
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Ángulo de aproximación bajo - 166
Esta señal se activa si el ángulo de aproximación en el nivel de programa es inferior al definido.
Nombre en SoftPLC: RUNDOWN_ANGLE_LOW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Número identificador seleccionado - 213
El número identificador de un programa de apriete seleccionado, 0 si no se ha seleccionado ningún número identificador.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Entero | 1 | 16 |
Contar cero como uno | Estado | Entero | 1 | 16 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor. Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Número de identificador seleccionado Bit 0 - 214
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_0
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de identificador seleccionado Bit 1 - 215
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_1
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Número de identificador seleccionado Bit 2 - 216
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_2
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Número de identificador seleccionado Bit 3 - 217
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_3
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Número de identificador seleccionado Bit 4 - 218
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_4
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Número de identificador seleccionado Bit 5 - 219
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_5
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Número de identificador seleccionado Bit 6 - 220
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_6
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Número de identificador seleccionado Bit 7 - 221
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_7
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Número de identificador seleccionado Bit 8 - 222
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_8
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Número de identificador seleccionado Bit 9 - 223
Patrón de bit que muestra el número de identificador seleccionado.
Nombre en SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_9
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 0 - 139
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_0
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 1 - 140
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_1
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 2 - 141
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_2
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 3 - 142
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_3
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 4 - 143
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_4
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 5 - 144
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_5
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 6 - 145
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_6
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 7 - 146
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_7
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 8 - 147
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_8
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Bit de secuencia seleccionada 9 - 163
Patrón de bit que muestra la secuencia seleccionada.
Nombre en SoftPLC: SELECTED_SEQUENCE_BIT_9
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
ID de secuencia seleccionada - 84
Muestra el índice de la secuencia de lotes seleccionada.
Nombre en SoftPLC: SELECTED_BATCH_SEQUENCE_ID
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Entero | 1 | 16 |
Contar cero como uno | Estado | Entero | 1 | 16 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Programa de apriete seleccionado - 69
El ID real de un programa de apriete seleccionado, 0 si no se ha seleccionado ningún programa de apriete.
Nombre en SoftPLC: SELECTED_PSET_ID
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Entero | 1 | 16 |
Contar cero como uno | Estado | Entero | 1 | 16 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Programa de apriete seleccionado Bit 0 - 148
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_0
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 1 - 149
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_1
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 2 - 150
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_2
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 3 - 151
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_3
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 4 - 152
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_4
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 5 - 153
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_5
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 6 - 154
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_6
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 7 - 155
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_7
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 8 - 156
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_8
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Programa de apriete seleccionado Bit 9 - 157
Patrón de bit que muestra el programa de apriete seleccionado.
Nombre en SoftPLC: SELECTED_PROGRAM_BIT_9
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: FALSO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Secuencia cancelada - 160
Señal de salida que indica si se ha cancelado la secuencia.
Nombre en SoftPLC: SEQUENCE_ABORTED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Alarma de indicador de servicio - 137
Alarma de servicio configurada en el mantenimiento de la herramienta, ofrece un mecanismo para recordar a los usuarios que se debe realizar el servicio de la herramienta.
Nombre en SoftPLC: SERVICE_INDICATOR_ALARM
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Tamaño de secuencia - 181
Muestra el tamaño de la secuencia en funcionamiento en ese momento. Solo se defina cuando se carga una secuencia y no se restablece cuando se completa la secuencia.
Nombre en SoftPLC: SIZE_OF_RUNNING_SEQUENCE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Bloqueo de selector de bocas desconectado - 20039
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Versión principal de software - 86
Nombre en SoftPLC: SOFTWARE_MAJOR_VERSION
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 32 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Versión secundaria de software - 87
Nombre en SoftPLC: SOFTWARE_MINOR_VERSION
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 32 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Nueva versión de software - 85
Versión del software en funcionamiento.
Nombre en SoftPLC: SOFTWARE_RELEASE_VERSION
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 32 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Estación preparada - 71
Indica si la estación virtual está preparada.
Nombre en SoftPLC: STATION_READY
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Dirección de rosca IZQ - 26
El programa de apriete seleccionado tiene seleccionada la dirección de rosca hacia la izquierda.
Nombre en SoftPLC: THREAD_DIRECTION_CCW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete desactivado - 182
Apriete desactivado es una señal de salida que se activa cuando el apriete se desactiva externamente mediante cualquiera de las señales siguientes:
20002 - Bloquear apriete
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20040 - Soft PLC bloquear apriete
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: TIGHTENING_DISABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete activado - 183
Apriete activado es una señal de salida que se activa cuando el apriete se desactiva externamente mediante cualquiera de las señales siguientes:
20002 - Bloquear apriete
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20040 - Soft PLC bloquear apriete
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: TIGHTENING_ENABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
El apriete está bloqueado - 27
El apriete está desactivado; no se puede realizar ningún apriete.
Nombre en SoftPLC: TIGHTENING_IS_LOCKED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete NOK - 4
Al menos uno de los resultados del apriete está fuera de los límites especificados.
Nombre en SoftPLC: TIGHTENING_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete OK - 3
El resultado del apriete está dentro de los límites especificados.
Nombre en SoftPLC: TIGHTENING_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Tiempo de apriete alto - 135
Indica si se han producido aprietes NOK debido a que el tiempo de ejecución ha superado el máximo permitido.
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Nivel de batería bajo de herramienta - 90
Nombre en SoftPLC: TOOL_BATTERY_LOW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta conectada - 73
Indica si se conecta una herramienta o no a una estación virtual.
Nombre en SoftPLC: TOOL_CONNECTED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta desactivada - 158
Herramienta desactivada es una señal de salida que se activa cuando la herramienta se desactiva externamente mediante cualquiera de las señales siguientes:
20002 - Bloquear apriete
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20021 - Fieldbus bloquear afloje
20040 - Soft PLC bloquear apriete
20041 - Soft PLC bloquear afloje
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: TOOL_DISABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta activada - 159
Herramienta activada es una señal de salida que se activa cuando la herramienta no se desactiva externamente mediante cualquiera de las señales siguientes:
20002 - Bloquear apriete
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20021 - Fieldbus bloquear afloje
20040 - Soft PLC bloquear apriete
20041 - Soft PLC bloquear afloje
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: TOOL_ENABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Estado de herramienta OK - 103
Estado de herramienta OK es Alto cuando no hay presentes errores de herramienta, mientras que Estado de herramienta OK es Bajo cuando queda definido cualquiera de los siguientes errores de herramienta:
Herramienta sobrecalentada
La herramienta requiere el ajuste del motor
Boca abierta no ajustada
Archivo de parámetros de herramienta no compatible
La batería de la herramienta está vacía
Fallo supervisión gatillo de herramienta
Cable de la herramienta no soportado
Fallo de memoria de herramienta
Memoria de herramienta corrompida
Intervalo de mantenimiento herramienta vencido
Error de coincidencia versión software herramienta
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Espejo LED de herramienta verde - 98
Señal que muestra el estado LED verde de la herramienta en un accesorio.
La señal Espejo LED herramienta verde se define como Real, si el LED verde de la herramienta está activado/parpadea.
La señal Espejo LED herramienta verde se define como Falsa, si el LED verde de la herramienta está desactivado.
Nombre en SoftPLC: TOOL_RESULT_LED_GREEN
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Espejo LED de herramienta rojo - 97
Señal que muestra el estado LED rojo de la herramienta en un accesorio.
La señal Espejo LED herramienta rojo se define como Real, si el LED rojo de la herramienta está activado/parpadea.
La señal Espejo LED herramienta rojo se define como Falsa, si el LED rojo de la herramienta está desactivado.
Nombre en SoftPLC: TOOL_RESULT_LED_RED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Espejo LED de herramienta amarillo - 99
Señal que muestra el estado LED amarillo de la herramienta en un accesorio.
La señal Espejo LED herramienta amarillo se define como Real, si el LED amarillo de la herramienta está activado/parpadea.
La señal Espejo LED herramienta amarillo se define como Falsa, si el LED amarillo de la herramienta está desactivado.
Nombre en SoftPLC: TOOL_RESULT_LED_YELLOW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje de herramienta - 22
Indica que la herramienta está aflojando.
Nombre en SoftPLC: TOOL_LOOSENING
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Giro de herramienta IZQ - 25
La dirección de giro de la herramienta es hacia la izquierda para tornillos roscados hacia ese lado.
Nombre en SoftPLC: TOOL_ROTATION_CCW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Giro de herramienta DER - 24
La dirección de giro de la herramienta es hacia la derecha para tornillos roscados hacia ese lado.
Nombre en SoftPLC: TOOL_ROTATION_CW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta en funcionamiento - 23
Indica que la herramienta está girando (hacia la derecha [CW] o hacia la izquierda [CCW]).
Nombre en SoftPLC: TOOL_RUNNING
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete de herramienta - 21
Indica que la herramienta está apretando.
Nombre en SoftPLC: TOOL_TIGHTENING
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramientas en posición cero - 210
La señal de salida Herramientas en posición cero solo está disponible para herramientas de mano.
La señal de salida Herramientas en posición cero define si la herramienta se encuentra en la posición inicial, por ejemplo, al final de una etapa de posición en sentido horario o antihorario.
La señal no se actualiza en tiempo real, por lo que si, por cualquier razón, se mueve la herramienta fuera de su posición, la señal no funcionará.
Nombre en SoftPLC: TOOLS_IN_ZERO_POSITION
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Se ha perdido la conexión con ToolsNet - 133
Si está activado indica que la conexión entre ToolsNet y el conexión se ha interrumpido o funciona como esperado.
Nombre en SoftPLC: TOOLSNET_CONNECTION_LOST
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Se ha perdido la conexión con toolsTalk - 208
Indica que la conexión entre ToolsTalk y el controlador se ha interrumpido o funciona como esperado.
Nombre en SoftPLC: TOOLSTALK_CONNECTION_LOST
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Número total de aprietes - 31018
El número total de aprietes realizados por la herramienta durante toda su vida útil.
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Entero | 8 | 32 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Contador de total de secuencias restantes - 205
La cantidad de aprietes restantes que se deben completar en una secuencia de lotes.
Nombre en SoftPLC: TOTAL_REMAINING_SEQ_COUNT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 16 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Contador de total de secuencias - 204
El número de aprietes completados en una secuencia de lotes.
Nombre en SoftPLC: TOTAL_SEQ_COUNTER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 16 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Tamaño total de secuencias - 203
La cantidad total de aprietes que se deben completar en una secuencia de lotes.
Nombre en SoftPLC: TOTAL_SEQ_SIZE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 16 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Extensor de E/S: FALSO
Panel de operario: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Funciones de herramienta: FALSO
Etiqueta TLS: FALSO
Gatillo pulsado - 11
Indica que se ha pulsado el gatillo de la herramienta.
Nombre en SoftPLC: TRIGGER_PRESSED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Señales de entrada/salida
Borrar resultados - 39
Borra el estado de otras señales ajustado al apriete siguiente.
Nombre en SoftPLC: CLEAR_RESULTS
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Desactivar comandos de Open Protocol - 10060
Desactiva la posibilidad de enviar comandos a través de Open Protocol a la estación virtual.
Nombre en SoftPLC: DISABLE_OPEN_PRTCOL_CMDS
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Identificador externo - 10045
La cadena enviada en el Identificador externo se incluye en el resultado como número VIN. Se pueden facilitar hasta 2 identificadores desde el bus de campo para la selección de trabajo.
Nombre en SoftPLC: EXTERNAL_IDENTIFIER
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Cadena | 8 | 800 |
IdentifierU32Hnw | Estado | Cadena | 8 | 800 |
IdentifierU32 | Estado | Cadena | 8 | 800 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Seguimiento externo 1 - 10035
Seguimiento externo 1 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_1
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 2 - 10036
Seguimiento externo 2 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_2
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 3 - 10037
Seguimiento externo 3 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_3
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 4 - 10038
Seguimiento externo 4 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_4
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 5 - 10039
Seguimiento externo 5 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_5
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 6 - 10040
Seguimiento externo 6 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_6
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 7 - 10041
Seguimiento externo 7 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_7
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 8 - 10042
Seguimiento externo 8 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_8
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
LED verde de herramienta intermitente (protocolo externo) - 10058
Nombre en SoftPLC: LED_VERDE_DE_HERRAMIENTA_INTERMITENTE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
E/S genérica 1 - 50
Entrada/salida 1 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_1
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 10 - 59
Entrada/salida 10 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_10
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 2 - 51
Entrada/salida 2 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_2
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 3 - 52
Entrada/salida 3 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_3
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 4 - 53
Entrada/salida 4 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_4
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 5 - 54
Entrada/salida 5 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_5
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 6 - 55
Entrada/salida 6 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_6
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 7 - 56
Entrada/salida 7 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_7
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 8 - 57
Entrada/salida 8 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_8
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 9 - 58
Entrada/salida 9 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_9
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 1 - 169
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_1
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 10 - 178
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_10
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 2 - 170
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_2
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 3 - 171
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_3
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 4 - 172
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_4
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 5 - 173
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_5
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 6 - 174
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_6
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 7 - 175
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_7
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 8 - 176
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_8
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Flanco ascendente genérico 9 - 177
Señal de entrada/salida genérica.
Nombre en SoftPLC: GENERIC_RISING_EDGE_9
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Herramienta en el espacio de producción - 93
Nombre en SoftPLC: HERRAMIENTA_EN_EL_ESPACIO_DE_PRODUCCIÓN
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta en el espacio de trabajo - 92
Nombre en SoftPLC: HERRAMIENTA_EN_EL_ESPACIO_DE_TRABAJO
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Modo de prueba activo de capacidad de máquina: 10148
Modo activo de prueba de capacidad de máquina.
Nombre en SoftPLC: MACHINE_CAPABILITY_TEST_MODE_ACTIVE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
E/S internas: VERDADERO
Baliza: VERDADERO
Panel de operario: VERDADERO
Pantalla del usuario: FALSO
Selector programable: FALSO
Extensor de E/S: VERDADERO
LED de herramienta: VERDADERO
Zumbador de herramienta: VERDADERO
Anillo de herramienta: FALSO
Bus de campo: VERDADERO
Selector ST: FALSO
Etiqueta TLS: FALSO
Modo manual: FALSO
Caja de indicadores: FALSO
Vibrador de herramienta: FALSO
Reglas de automatización: VERDADERO
Lista de licencias de terceros
Los controladores IxB Software incorporan componentes de software de terceros cuyas licencias nos exigen que publiquemos copias del idioma de concesión de la licencia y/o avisos de derecho de autor. En el paquete de entrega del software encontrará una lista de los componentes de terceros incluidos y los correspondientes textos de licencia.