잘못된 시팅 포인트
원인: 잘못된 시팅 포인트는 일반적으로 잘못된 설정이 원인입니다.
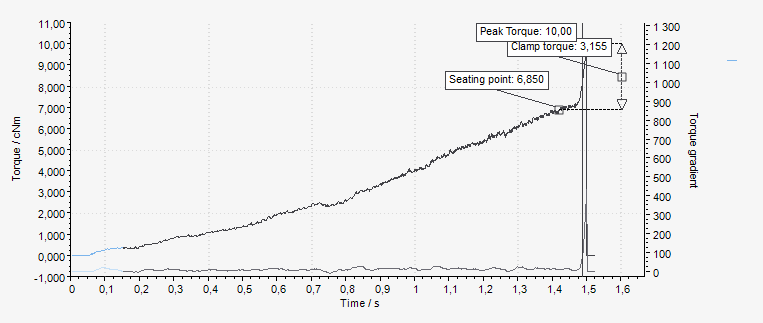
공구가 영에서부터 토크를 빠르게 생성하기 시작하면 시팅이 조임 시작 시 잘못 트리거될 수 있으며, 이는 변화도를 치솟게 하여 시팅 감지가 잘못 트리거되는 것입니다.
잘못된 시팅 변위 및 변화도 트리거는 시팅 포인트를 잘못 표시할 수 있습니다.
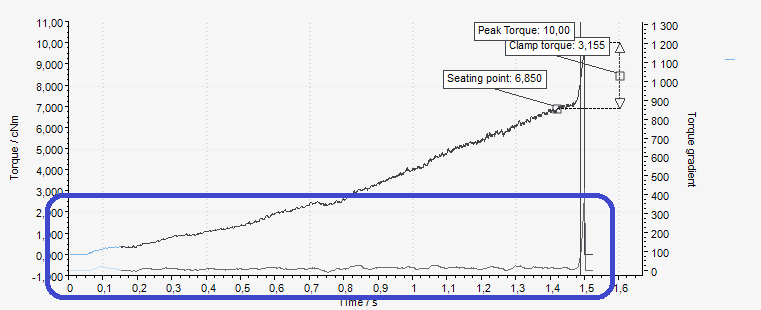
저속은 변화도 토크를 읽을 수 없게 할 수 있습니다. (자전거를 타는 것처럼 페달을 느리게 할수록 더 흔들리고, 속도를 증가하면 경로가 더 직선이 됩니다.)
해결책:
조임 시작 시 시팅이 트리거되면, 100° 각도 또는 스레드 체결 단계를 TSM 또는 SCS 단계 전에 우선 추가하여 시작의 변화도를 지나갈 수 있습니다.
시팅이 조금 빗나갔다면 설정이 잘못되었을 수 있습니다. 올바른 설정 방법:
2단계 조임 작성:
1 단계: 100°인 각도 (또는 스레드 체결).
2 단계: TSM/SCS.
원하는 목표를 설정하고 조임을 실행합니다.
분석의 조임 그래프를 엽니다.
변화도 트리거 포인트를 확인합니다. 트리거 포인트는 클램핑 토크가 반 정도 되었을 때 트리거되어야 합니다. 이 한계는 토크 변화도를 기반으로 합니다. 트리거 포인트가 OK가 아니면 증가하거나 감소하여 조임을 맞춥니다. 변화도 트리거 포인가 OK가 될 때까지 조임을 다시 합니다.
시팅 앵글 변위를 변경함:
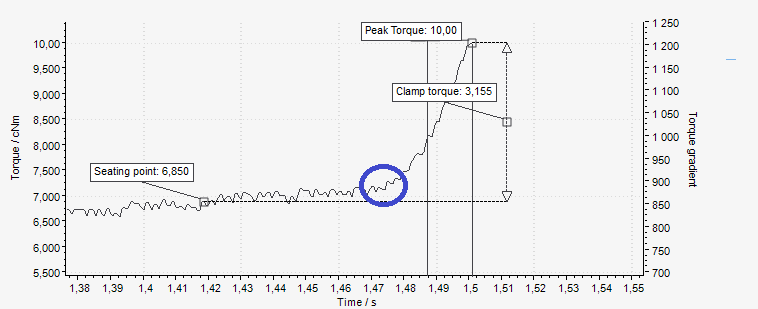
시팅 포인트가 올바른 시팅 포인트 전에 트리거되면 시팅 각도 변위 매개변수가 감소되어야 합니다.
시팅 포인트가 올바른 시팅 포인트 후에 트리거되면 시팅 각도 변위 매개변수가 증가되어야 합니다.
위의 예에서 시팅은 올바른 시팅 포인트 전에 트리거되었습니다. 그러므로 시팅 각도 변위가 감소되어야 합니다.
조임을 다시 하고 올바른 시팅 포인트에 오도록 시팅 각도 변위를 조정합니다.
전에 100°인 각도/스레드 체결 단계가 전에 있더라도 시작에서 시팅이 여전히 트리거되면 속도가 너무 낮은 것일 수 있습니다. 변화도가 잘못되었다면 속도를 증가하고 다시 시도합니다.









































