ToolsTalk MT (9.4.0)
Software
Reglamento general en materia de protección de datos (GDPR)
Este producto ofrece la posibilidad de procesar información personal identificatoria como el nombre de usuario del sistema, su función y su dirección IP. El propósito de esa función de procesamiento podría ser mejorar el control de calidad a través de la trazabilidad y de una adecuada gestión de los accesos.
Si decide procesar datos personales, deberá conocer y cumplir las normas sobre protección de datos personales aplicables, incluyendo el GDPR en la UE así como cualesquiera otras leyes, directivas y reglamentos que sean de aplicación. Atlas Copco no será en ningún caso responsable del uso que usted realice del producto.
Responsabilidad
Muchas circunstancias del entorno de trabajo pueden afectar al proceso de apriete y requerir la validación de los resultados. En cumplimiento de las normas y/o reglamentación aplicables, le solicitamos que compruebe el par instalado y la dirección de giro después de cualquier circunstancia que pueda afectar al resultado del apriete. Ejemplos de este tipo de circunstancias son, aunque sin limitarse a ellos:
Instalación inicial del sistema de mecanizado
Cambio del lote de piezas, perno, lote de tornillo, herramienta, software, configuración o entorno
Cambio de conexiones neumáticas o eléctricas
Cambio en la ergonomía, procesos, procedimientos o prácticas de control de calidad
cambio de operador
Cualquier otro cambio que influya en el resultado del proceso de apriete
La comprobación debería:
Asegurar que las condiciones de la junta no hayan cambiado debido a las circunstancias influyentes.
Realizarse después de la instalación inicial, un mantenimiento o la reparación del equipo
Realizarse al menos una vez por cada turno o con otra frecuencia adecuada
Descripción de la configuración
Introducción a ToolsTalk MT
El sistema MicroTorque es la gama de atornillado Atlas Copco para aplicaciones de par bajo.
ToolsTalk MT es un paquete de software para ordenador fácil de programar, que permite supervisar en tiempo real los controladores MicroTorque y que incluye:
-
Procedimiento de sujeción de tornillos multietapa con control de ángulo y par.
-
Secuencias de etapas de apriete de tornillos de programación flexible.
-
Documentación detallada de datos de procesos multietapa, control de ángulo y par de apriete.
-
Comunicación multipunto vía USB para configuraciones de parámetros, lectura de gráficos y comunicación de datos del proceso.
Protección con contraseña ToolsTalk MT
Necesita derechos administrativos en el ordenador para habilitar o deshabilitar la protección con contraseña Tools Talk MT. No son necesarios los derechos administrativos para cambiar la contraseña una vez se ha habilitado la autenticación.
Cuando inicia ToolsTalk MT con la protección con contraseña habilitada, se encuentra en Modo solo lectura.
Encuentre y haga clic derecho en ToolsTalk MT en el menú Inicio y seleccione Ejecutar como administrador.
Seleccione Sí en la ventana Control de cuenta de usuario.
En ToolsTalk MT, seleccione el icono Usuario
 .
.En Ajustes del usuario seleccione ToolsTalk MT con protección con contraseña y seleccione CONFIGURAR CONTRASEÑA.

En Ajustes de autenticación, introduzca una contraseña (mínimo de 4 caracteres) y seleccione Aceptar.
En Ajustes del usuario seleccione Aceptar. Ahora ya ha iniciado sesión en Modo de edición.
Vaya a EDITAR y seleccione Cerrar sesión para volver a Modo solo lectura.
Preselección
En ToolsTalk MT, los programas de apriete se denominan Preselecciones. Una preselección puede estar compuesta de diferentes pasos. Todos los pasos cuentan con un control de velocidad preciso y distintas opciones de supervisión del ángulo y el par.
Programa de comprobación
Un programa de comprobación es un tipo único de programa de apriete utilizado para comprobar la herramienta durante las comprobaciones de par.
Secuencia de lote
La secuencia de lotes es una forma de agrupar y aumentar el control sobre el flujo de trabajo de apriete. Una secuencia de lotes puede ser una lista de lotes, eventos o fases de información que el controlador puede ejecutar en orden secuencial. La secuencia de lotes puede interactuar con el operador mediante instrucciones en pantalla y con el uso de equipamiento externo, por ejemplo, de PLC o escáneres.
Lote
Un lote se define como el número de veces que debe ejecutarse una preselección.
Evento
Un evento es una forma de controlar el entorno, establecer una salida, esperar una entrada, supervisar el nivel de una entrada, establecer un retardo y recoger datos de los escáneres.
Información
La fase de información puede utilizarse para informar y guiar al operario.
Selección de trabajo (seleccionar fuente)
El sistema puede seleccionar el trabajo, es decir las preselecciones y las secuencias de lotes, de cuatro maneras distintas:
Protocolo (Tools Talk MT + Atlas Copco Open Protocol)
E/S digital
Escáner (Código de barras/RFID)
Controlador
Fieldbus
Manejo de resultados
Después de cada apriete y medición, se generan datos de resultados que se almacenan en la memoria del controlador. Se pueden almacenar hasta 100 000 resultados y 1000 gráficos en el controlador de apriete, y se pueden almacenar hasta 10 000 resultados y gráficos en el controlador de medición.
Cuando se alcanza el número máximo de resultados, el resultado más reciente sobrescribirá el resultado más antiguo.
Es posible recoger números de serie y datos de producción mediante los escáneres y almacenarlos con los resultados para aumentar la trazabilidad y permitir una mejora continua.
Los resultados pueden exportarse desde el controlador mediante la red de comunicaciones (Ethernet o USB) o mediante extracción manual con una unidad USB.
Para aumentar la trazabilidad y la supervisión de la producción, el MTF 6000 puede conectarse a ToolsNet 8.
Interfaz del usuario
La siguiente imagen muestra la ventana principal cuando se conecta a un controlador. Los iconos pueden variar dependiendo de las IAM conectadas.

A | Administrar conexiones |
B | Prog y Programa de comprobación |
C | Secuencia de lote |
D | Identificadores y generación de código de barras de estación |
E | Configuraciones |
F | Análisis |
G | Resultados de etapa/resultados/Eventos |
H | Ajustes de la herramienta |
I | Parámetros del controlador |
J | Ajustes de E/S digital y contraseña |
K | Fieldbus |
L | Ajustes de transductor |
M | Deshacer todos los cambios |
N | Guardar cambios en el controlador. En modo offline, los cambios se guardan en un archivo. |
O | Seleccione cómo visualizar las ventanas abiertas: horizontal, vertical o una sola ventana. |
P | Ajustes del usuario. |
Q | Ayuda |
N | Versión de software de ToolsTalk MT |
S | TN muestra si el controlador está conectado a ToolsNet 8. |
T | Advertencia/información si hay una nueva ToolsTalk MT disponible para descargar |
U | Mensaje de pista |
V | Tipo de evento activo |
W | Texto de evento activo |
Cómo empezar
Arranque del controlador
Conecte la PSU al controlador y compruebe que está encendida. Si está utilizando un QA o Estación de apriete, ponga en marcha la unidad pulsando el botón en la batería.
Inicio de ToolsTalk MT
Arranque ToolsTalk MT con el icono situado en el escritorio del ordenador o con el acceso directo en el menú del programa.
Menú de administración de conexiones

Se puede conectar a un controlador de diferentes maneras:
USB
Puerto de serie (solo disponible para MTF 400 y G4)
Ethernet (solo disponible para MTF 6000 y ACTA MT4)
Los controladores conectados a través de Ethernet pueden guardarse como favoritos.
Offline
En modo offline ToolsTalk MT se conecta a un dispositivo virtual. Todas las funciones tienen la misma funcionalidad que cuando se conectan a un controlador real.
Se pueden exportar e importar archivos sin conexión del controlador a través de la unidad flash USB o a través de ToolsTalk MT.
Guarde todos los cambios realizados mientras trabaja en modo offline haciendo clic en el botón Guardar.
No es posible conectarse virtualmente a un controlador de QA, solo realizar un apriete.
Actualización de la red
Con la actualización de la red podrá actualizar el firmware y las configuraciones (Pset, secuencia de lotes e identificadores) de varios controladores en toda la red de una sola vez. Ya no será necesario actualizar los controladores uno por uno siempre que estén conectados a la red. Esta función solo es compatible con IAM Smart Automation.
Al utilizar la actualización de red, la nueva configuración eliminará y sobrescribirá todos los Psets, secuencias de lotes e identificadores existentes.
Ajustes
Prog y Programa de comprobación

En ToolsTalk MT, los programas de apriete se denominan Preselecciones.
Las preselecciones se establecen en la herramienta que está conectada al controlador cuando se crea la preselección. Si hay otra herramienta conectada cuando se activa la preselección, aparecerá un mensaje que indicará que la preselección no funcionará.
- Introducción a la lista de preselecciones
- Añadir un Prog/programa de comprobación.
- Borrar una preselección
- Copiar preselección
- Configurar una nueva Pset
- Por ejemplo, estrategia de apriete en tres etapas
- Añadir preselección con programación rápida en el controlador
- Ventana de preselecciones
- Definiciones clave de apriete
- Configuración general
- Configurar preselección
- Programa de comprobación
Introducción a la lista de preselecciones
Cada línea representa una preselección. Las columnas contienen la siguiente información:
Marque la casilla para seleccionar la Pset
Número
Nombre, un nombre definido por el usuario
N.º de fase.
Último cambio
Modelo de herramienta, el modelo de la herramienta con la que funcionará la preselección
Ajuste
Activo
Es posible ordenar la lista haciendo clic en el encabezado de cada columna.
Añadir un Prog/programa de comprobación.
Para añadir un Prog, realice los pasos siguientes:
Haga clic en el icono Prog de la barra de menú. En el área de trabajo se muestra una lista de todos los Prog actuales.
Haga clic en el botón Añadir. Se abre la ventana Crear Prog
Introduzca el número y el nombre del Prog
Haga clic en el botón OK
Se añade un Prog nuevo y la lista se actualiza.
Borrar una preselección
Para eliminar una o varias Psets, realice los siguientes pasos:
-
Haga clic en el icono Preselección de la barra de menú. En el área de trabajo se muestra una lista de todas las preselecciones actuales.
-
Para cada una de las preselecciones que desee borrar, marque la casilla de verificación de la columna de la izquierda del área de trabajo.
-
Haga clic en el botón Eliminar.
-
Confirme la eliminación en la ventana de Confirmación.
Las preselecciones seleccionadas se eliminan y la lista se actualiza.
Copiar preselección
Para copiar una preselección realice los pasos siguientes:
-
Haga clic con el botón derecho en la Pset desde la que desea copiar.
-
Seleccione Copiar.
-
Haga clic con el botón derecho en la Pset en la que desea copiar.
-
Para confirmar, pulse el botón Sí de la ventana de Confirmación.
Configurar una nueva Pset
El flujo de trabajo básico cuando se programa una preselección en ToolsTalk MT está formado por las siguientes etapas:
-
Abra la ventana Preselecciones.
-
Haga clic en Añadir.
-
Seleccione un número de preselección y un nombre de preselección.
Haga clic en el botón OK
La preselección aparecerá en la lista de preselecciones.
-
Haga doble clic en la Pset para abrir la ventana Pset o márquela y pulse Abrir.
-
Introduzca los ajustes generales.
-
Añada las etapas de la Pset. Esta es la configuración más habitual para aplicaciones estándar de apriete de tornillos:
-
Etapa de engrane de la rosca
-
Etapa de ángulo
-
Fase del par.
-
-
Pulse el botón Expandir todos o haga doble clic en una etapa.
-
Establezca el tipo de cada uno de los pasos y configure los parámetros de los mismos.
-
Haga clic en el botón Guardar para guardar los ajustes en el controlador.

Por ejemplo, estrategia de apriete en tres etapas

-
Localización de la rosca.
-
Aproximación hasta que la cabeza del tornillo toca la pieza de trabajo.
-
Sujeción de la junta.
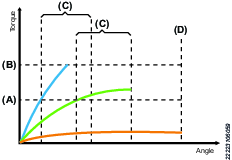
Etapa 1: Localización de la rosca
Primero use el paso de engrane de la rosca para localizarla.
 |
B - Baja velocidad, 100-150 rpm. C - Transición a la etapa siguiente a par elevado cuando el tornillo entra en la rosca |
Etapa 2: Aproximación
Utilice la fase de ángulo para aproximar el tornillo.
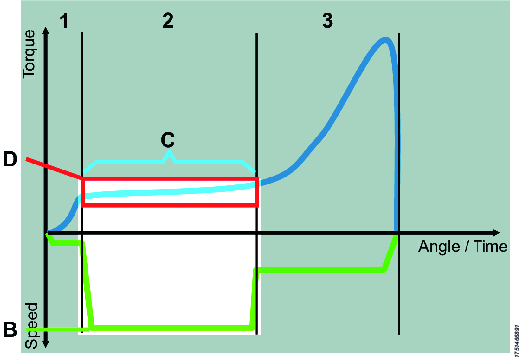 | B - Alta velocidad C - Transición a la siguiente etapa en ángulo, que corresponde a la longitud de la rosca antes de que la cabeza del tornillo toque la pieza de trabajo. D - Ventana de par para supervisar la aproximación y alertar de fallos, p. ej., rosca dañada Es importante que el incremento de ángulo se detenga antes de que la cabeza del tornillo toque la pieza de trabajo, de lo contrario puede provocar sobreaprietes ya que puede que la herramienta no pueda interrumpir la operación a tiempo. |
Etapa 3: Sujeción de la junta
Utilice la fase de par para sujetar la junta.
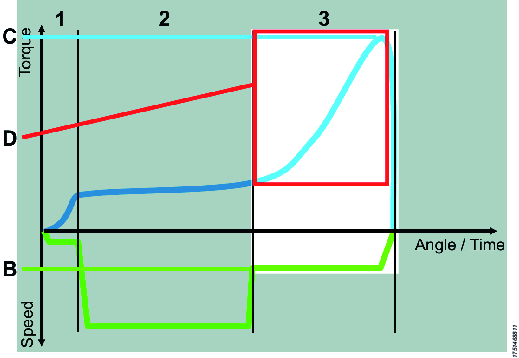 |
B - La velocidad con la que se ha configurado la herramienta. C - La unión finaliza cuando se alcanza el par objetivo. D - Ventana de ángulo desde el nivel del par para supervisar la sujeción y alertar de fallos, p.ej. pieza de trabajo rota o falta de arandela |
Añadir preselección con programación rápida en el controlador
Es posible añadir un Prog utilizando el controlador, consulte la Guía de configuración de MTF 6000.
Ventana de preselecciones
|
Objeto GUI |
Descripción |
|
Cambiar tipo de herramienta |
Sólo disponible en modo offline. |
|
Botón de prueba. |
Abre una ventana que le permite iniciar, detener y reiniciar la preselección activa |
|
Botón de activación |
Establece la preselección actual como la activa en el controlador. La Fuente seleccionada debe ser Protocolo/ToolsTalk MT. |
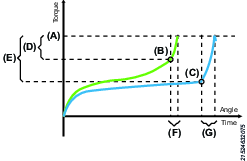
Definiciones clave de apriete
Se debe aproximar el tornillo hasta que la cabeza toque la pieza de trabajo en el punto de asentamiento (A). A continuación, se debe apretar el tornillo hasta alcanzar el par final (C); esto coincide normalmente con el par pico (B), aunque, en algunos casos, el par final es más bajo.
El ángulo de sujeción (D) y el par de sujeción (E) se miden entre el punto de asentamiento y el par pico.

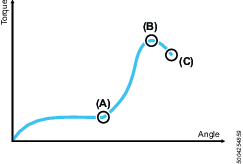
A | Punto de asentamiento |
B | Par pico |
C | Par final |
D | Ángulo de sujeción |
E | Par de sujeción |
Configuración general
Parámetro | Descripción |
Nombre Pset | Se muestra en la lista de preselecciones. El nombre de la preselección se almacena con el resultado y se mostrará en la vista de resultados del controlador. |
Revisión de preselección | Número de revisión de la preselección. |
Preselección creada | Fecha de creación de la preselección. |
Preselección modificada | Fecha de la última modificación de la preselección. |
Nombre de herramienta configurada | El tipo de herramienta a la que la preselección estaba vinculada (tipo de modelo en texto). |
Tiempo total mínimo | Tiempo mínimo que debe ejecutarse un apriete para validarse como apriete. |
Tiempo total máximo | Tiempo máximo que debe ejecutarse un apriete para validarse como apriete. |
Ángulo total mínimo | Número mínimo de grados que la herramienta debe girar durante un apriete. |
Ángulo total máximo | Número máximo de grados que la herramienta debe girar durante un apriete. |
Par de gatillo perdido | Aparecerá un error si se libera el botón de la herramienta después de haber superado el valor del Par de gatillo perdido, pero antes de que se complete el apriete. |
Etapa inicio gráfico | Número de la etapa desde la que se inicia el gráfico. |
Regulación del par | Ajuste de la calibración del par para esta preselección. El controlador multiplica el par medido con el factor «(1,0 – Ajuste del par)». Por lo tanto, un ajuste del par positivo aumenta el par aplicado. El ajuste del par puede ser +/-0,1 |
Etapa de inicio de intervalo de ángulo | Define a partir de qué etapa se empezará a medir el ángulo de resultado. |
Etapa de parada de intervalo de ángulo | Define a partir de qué etapa dejará de medir el ángulo de resultado. |
Intervalo de ángulo mín. | Número de grados mínimo que la herramienta debe girar entre la etapa de inicio y parada del intervalo de ángulo. |
Intervalo de ángulo máx. | Número de grados máximo que la herramienta tiene permitido girar entre la etapa de inicio y parada del intervalo de ángulo. |
Punta solicitada | Desactiva la herramienta si el selector de puntas del bus de accesorios no coge la punta solicita. Si no está conectado ningún selector de puntas del bus de accesorios, la herramienta se desactivará de todas formas. Si está ajustado en Ninguno, el parámetro no está activado. |
Etapa de informe final | Define qué etapa de apriete de una preselección debe informar del par final en el resultado. Normalmente se trata de la última etapa en una preselección, pero a veces puede ser otra etapa más. |
Par de informe final | Decide si la etapa de informe final debe incluir el par pico, final o de sujeción. |
Ángulo de informe final | Decide si la etapa de informe final debe incluir la etapa, el ángulo de apriete o de sujeción. |
Etapa de arranque del ángulo del punto de asiento final | Determina a partir de qué paso se debe calcular el parámetro del resultado del ángulo del punto de asiento final. |
Detección de deslizamiento de la punta | (Función con licencia) El deslizamiento de la punta es una función que sirve para detectar si la punta se desliza fuera de la junta. Es una señal de que la punta o la cabeza del tornillo están dañadas. Si la punta se desliza durante una Etapa de control de asentamiento o durante una Supervisión del asentamiento del par y el deslizamiento de la punta está desactivado, puede detectarse erróneamente un asentamiento. |
Detección de rosca dañada | (Función con licencia) Detectará si las roscas del tornillo están dañadas. |
Reapriete de herramienta | Parámetro de reapriete definido por Pset que puede omitir los ajustes de controlador global para reapriete.
|
Configurar preselección
El panel de configuración incluye las etapas de la preselección.
Añadir etapas
Existen dos maneras de añadir etapas:
Para añadir una sola etapa, haga clic en el botón Añadir.
Para añadir varias etapas, haga clic con el botón derecho en el botón Añadir y seleccione el número de etapas que desea añadir.
Borrar una etapa
Para eliminar una o varias etapas, siga este procedimiento:
Marque la casilla de verificación correspondiente a las etapas que desea eliminar.
Haga clic en el botón Eliminar.
Haga clic en el botón Sí de la ventana de Confirmación.
- Etapa de engrane de la rosca
- Etapa de ángulo
- Etapa de par
- Etapa de supervisión del asiento del par
- Seating control step (Etapa de control de asiento):
- Etapa de control de fricción
- Etapa de entrada digital
- Etapa de salida digital
- Etapa de engranaje inteligente
- Smart Torque Seating Monitoring (Smart TSM)
- Smart Seating Control Step (Smart SCS)
- Aflojamiento
- Recogida de tornillo
- Vista personalizada
Etapa de engrane de la rosca
La etapa de engranaje de la rosca se utiliza para facilitar el engranaje del tornillo, normalmente a rpm bajas (100-150 rpm). Esta etapa finaliza al alcanzar el par o el ángulo de transición. Si el ángulo de transición se configura en infinito, la etapa se puede terminar solo al alcanzar el par de transición o se abortará si se alcanza el tiempo máximo.
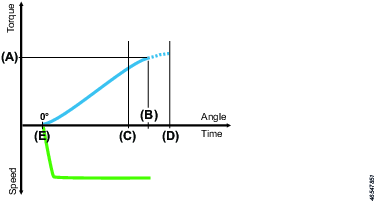
Parámetro | Descripción |
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Par de transición (A) | La etapa se considera finalizada cuando el par de la etapa alcanza el par de transición. |
Ángulo transición (B) | La etapa se considera finalizada cuando el ángulo de la etapa alcanza el ángulo de transición. |
Sentido | Dirección de apriete: hacia la derecha o hacia la izquierda. Utilice la configuración hacia la derecha para un apriete normal. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Cambio de velocidad rápido | Permite cambiar rápidamente entre velocidades bajas y altas. Si se activa, se puede conseguir una estimación del par más precisa de las herramientas controladas en el momento, en un rango de tiempo más amplio. Esto se aplica en la transición de la etapa actual y la etapa siguiente. |
Retardo del arranque de la etapa (E) | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa (C) | Ajuste de tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Tiempo máximo de la etapa (D) | Ajuste de tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Etapa de ángulo
La etapa de ángulo sirve para aproximar el tornillo durante un número de revoluciones determinado, la mayoría de las veces a rpm altas. Esta etapa termina cuando se alcanza el objetivo de ángulo.
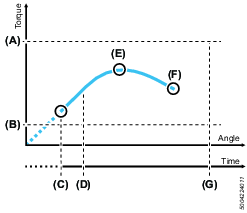
A | Par máximo |
B | Par mínimo |
C | Inicio de etapa |
D | Tiempo mínimo de la etapa |
E | Par pico |
F | Ángulo objetivo/Par final |
G | Tiempo máximo de la etapa |
Parámetro | Descripción |
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Ángulo objetivo (F) | El ángulo que debe alcanzarse para completar la etapa con éxito. |
Sentido | Utilice la configuración hacia la derecha para un apriete normal. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Cambio de velocidad rápido | Permite cambiar rápidamente entre velocidades bajas y altas. Si se activa, se puede conseguir una estimación del par más precisa de las herramientas controladas en el momento, en un rango de tiempo más amplio. Esto se aplica en la transición de la etapa actual y la etapa siguiente. |
Par mínimo (B) | El par no debe ser inferior al par mínimo establecido durante la etapa. Si el par cae por debajo de ese mínimo, el destornillador se detendrá y el controlador mostrará un mensaje de error. Si el par mínimo se ajusta por encima de 0 cNm, añada una etapa antes de la etapa de ángulo para alcanzar el par establecido antes de que comience la etapa de ángulo. |
Par máximo (A) | El valor de par máximo no debe excederse durante la etapa. Si se alcanza el par máximo, el impulsor se detendrá y el controlador mostrará un mensaje de error. |
Retardo del arranque de la etapa | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa (D) | Ajuste de tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Tiempo máximo de la etapa (G) | Ajuste de tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Etapa de par
La etapa de par se utiliza para el apriete final del tornillo y para asegurar que se alcanza el par correcto.

A | Par máximo |
B | Par objetivo |
C | Par mínimo |
D | Límite de par de rescisión |
E | Gatillo de ángulo de apriete |
F | Ángulo de apriete |
G | Ángulo mín. |
H | Ángulo máx. |
Parámetro | Descripción |
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Par objetivo (B) | el par objetivo de la junta. También es el par pico y final de la etapa. |
Dirección | utiliza la configuración en el sentido de las agujas del reloj para una tensión normal. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Par mínimo (C) | Si el valor de par mínimo no se ha alcanzado, el controlador mostrará un mensaje de error. |
Par máximo (A) | En esta etapa no se puede superar el valor del par máximo. Si se alcanza el par máximo, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Límite de par de rescisión (D) | Este parámetro establece un nivel inferior para el par en este paso. Si el par, en algún momento, cae por debajo de este límite, se detendrá el apriete con un mensaje de error. |
Ángulo mín. (G) | el ángulo que se debe haber alcanzado al terminar esta etapa. |
Ángulo máximo (H) | este ángulo no debe superarse antes de alcanzar el par objetivo. |
Retardo del arranque de la etapa | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa | Tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Tiempo máximo de la etapa | Tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Gatillo de ángulo de apriete (E) | Una vez alcanzado el valor del gatillo de ángulo de apriete, se iniciará el contador de ángulo para esta etapa. |
Ángulo de apriete mínimo | El ángulo de apriete debe exceder el ángulo de apriete mínimo para que el apriete sea correcto. |
Ángulo de apriete máximo (G) | El valor de ángulo de apriete máximo (E) no debe excederse durante esta etapa. Si se alcanza ángulo de apriete máximo, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Etapa de supervisión del asiento del par
Esta es una etapa de par con supervisión adicional de asiento. Cuando no se encuentra un asiento se activa un error de apriete. También es posible recoger datos de par de sujeción y de ángulo de sujeción. La etapa de supervisión de asiento de par tiene un par objetivo determinado e incluye detección de asiento.
Parámetro | Descripción |
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Par objetivo | el par objetivo de la junta. |
Desplazamiento del ángulo de asiento | Ventana de ángulo para el cálculo del punto de asiento desde el punto de activación del gradiente. |
Punto de activación del gradiente | El nivel de par cuando la herramienta detecta que la cabeza del tornillo ha tocado la pieza de trabajo. Este es el punto final delDesplazamiento del ángulo de asiento. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Par mínimo | Si el par total está por debajo del par mínimo, se mostrará un mensaje de error. |
Par máximo | En esta etapa no se puede superar el valor del par máximo. Si se alcanza el par máximo, el impulsor se detendrá y el controlador mostrará un mensaje de error. |
Límite de par de rescisión | Este parámetro establece un nivel inferior para el par en este paso. Si el par, en algún momento, cae por debajo de este límite, se detendrá el apriete con un mensaje de error. |
Ángulo mín. | el ángulo que se debe haber alcanzado al terminar esta etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Ángulo máx. | El ángulo que se debe haber superado al terminar esta etapa. Si se excede, el controlador mostrará un mensaje de error. |
Par de sujeción mínimo | El par de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. |
Par de sujeción máximo | El par de sujeción máximo puede utilizarse para detectar anomalías en las juntas. |
Ángulo de sujeción mínimo | El ángulo de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. |
Ángulo de sujeción máximo | El ángulo de sujeción máximo puede utilizarse para detectar anomalías en las juntas. |
Retardo del arranque de la etapa | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa | Tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Tiempo máximo de la etapa | Tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
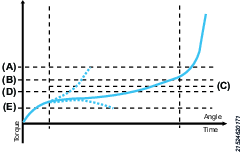
Seating control step (Etapa de control de asiento):
Esta etapa es indicada para juntas con una mayor fricción de aproximación, como corte de roscas, tornillos autorroscantes o juntas con cargas laterales de piezas desalineadas.
Es frecuente en este tipo de aplicaciones, aunque hay variaciones entre una y otra junta. El objetivo principal de esta etapa es eliminar los tornillos flotantes y aplicar el mismo par de sujeción o el mismo ángulo de sujeción a todas las juntas, aunque sean juntas distintas. La etapa supervisa el gradiente del par de sujeción sobre el ángulo de sujeción y puede detectar donde asienta el tornillo, es decir, el punto donde la cabeza del tornillo entra en contacto con la superficie de la junta. Desde el punto de asiento se aplica el ángulo o el par configurado. El par o ángulo total puede variar de un apriete a otro, pero para comprimir la junta siempre se empleará la misma cantidad de par de sujeción.
El método funciona como sigue:
Un nivel de par, el punto de activación del gradiente, se fija para detectar el punto donde la cabeza del tornillo toca la pieza de trabajo.
Cuando el gradiente del par supere el punto de activación del gradiente, se habrá detectado el punto de asiento. El gradiente de par puede visualizarse en el gráfico de apriete de la ventana de análisis.
A partir de este punto, donde la curva comienza a elevarse, se calcula el Punto de asiento. Esto se hace calculando el par medio desde el punto de activación del gradiente y regulando los grados del desplazamiento del ángulo de asiento.
Este tipo de etapa permite un par objetivo más bajo y velocidades superiores para las que está calibrada la herramienta. Esto significa que es posible que en ocasiones no obtenga los resultados deseados. Si esto ocurre, intente cambiar la velocidad para obtener un valor de sujeción mejor.

Parámetro | Descripción |
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Método de apriete final | Decide si el apriete debe usar par de sujeción o ángulo de sujeción. |
Par de sujeción (A) / ángulo de sujeción (B) | Establece el valor del par de sujeción o del ángulo de sujeción. |
Desplazamiento del ángulo de asiento (G) | Ventana de ángulo para el cálculo del punto de asiento desde el punto de activación del gradiente. |
Punto de activación del gradiente (H) | El nivel de par cuando la herramienta detecta que la cabeza del tornillo ha tocado la pieza de trabajo. Este es el punto final delDesplazamiento del ángulo de asiento. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Par mínimo (L) | Si el par total de una etapa de control de asiento está por debajo del par mínimo, se mostrará un mensaje de error. |
Par máximo (D) | en esta etapa no se puede superar el valor del par máximo. Si se alcanza este par máximo, el destornillador se para y el controlador mostrará un mensaje de error. |
Ángulo mínimo (F) | el ángulo que se debe haber alcanzado al terminar esta etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Ángulo máximo (E) | este ángulo no debe superarse antes de alcanzar el par objetivo. Si se excede, el controlador mostrará un mensaje de error. |
Par de sujeción mínimo | El par de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. |
Par de sujeción máximo | El par de sujeción máximo puede utilizarse para detectar anomalías en las juntas. |
Ángulo de sujeción mínimo | El ángulo de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. Si es inferior, el controlador mostrará un mensaje de error. |
Ángulo de sujeción máximo | El ángulo de sujeción máximo puede utilizarse para detectar anomalías en las juntas. Si es superior, el controlador mostrará un mensaje de error y la herramienta se detendrá. |
Retardo del arranque de la etapa (M) | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa (J) | Tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Tiempo máximo de la etapa (K) | Tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Desplazamiento del ángulo de asiento (G) | Ventana de ángulo para el cálculo del punto de asiento desde el punto de activación del gradiente. |
Punto de activación del gradiente (H) | El nivel de par cuando la herramienta detecta que la cabeza del tornillo ha tocado la pieza de trabajo. Este es el punto final delDesplazamiento del ángulo de asiento. |
Etapa de control de fricción
La etapa de control de fricción es una versión más inteligente de la etapa de ángulo que puede medir el par medio (fricción) durante la fase de aproximación. La etapa finaliza cuando se alcanza el ángulo de control de fricción objetivo. La etapa será incorrecta si el par medio no se encuentra dentro de los límites de par medios. El apriete se cancelará aunque el par se encuentre por encima/abajo de los límites de par máx./mín.
A | Par máximo |
B | Par medio máx. |
C | Par medio |
D | Par medio mín. |
E | Par mínimo |
Parámetro | Descripción |
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Angulo de control de fricción | El ángulo que debe alcanzarse para completar la etapa con éxito. |
Sentido | Dirección de apriete: hacia la derecha o hacia la izquierda. Utilice la configuración hacia la derecha para un apriete normal. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Cambio de velocidad rápido | Permite cambiar rápidamente entre velocidades bajas y altas. Si se activa, se puede conseguir una estimación del par más precisa de las herramientas controladas en el momento, en un rango de tiempo más amplio. Esto se aplica en la transición de la etapa actual y la etapa siguiente. |
Par mín. (E) | El par no debe ser inferior al par mínimo establecido durante la etapa. Si el par cae por debajo de ese mínimo, el destornillador se detendrá y el controlador mostrará un mensaje de error. |
Par máximo (A) | En esta etapa no se puede superar el valor del par máximo. Si se alcanza el par máximo, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Par medio mín.(D) | El valor de par medio mínimo que la etapa debe tener al final de la etapa. Si no se alcanza el par medio mín. al final de la etapa, el par se cancelará con un resultado NOK. |
Par medio máx. (B) | El valor de par medio máximo que la etapa debe tener al final de la etapa. Si se supera el par medio máx. al final de la etapa, el par se cancelará con un resultado NOK. |
Retardo del arranque de la etapa | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa | Ajuste de tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Tiempo máximo de la etapa | Ajuste de tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Etapa de entrada digital
La etapa de entrada digital pausará el apriete en curso hasta que el controlador reciba una señal específica.
No es una etapa de retención. La herramienta pausará el apriete y no retendrá el par.

A | Pause el apriete y espere la señal |
B | Reanude el apriete |
C | Señal alta |
D | Señal baja |
Parámetro | Descripción |
Señal de entrada | Monitorización externa 1-8 |
Flanco de señal |
|
Tiempo máximo de la etapa | Ajuste de tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Etapa de salida digital
La etapa de salida digital establecerá una señal alta/baja específica. La señal se puede establecer hasta que se haya completado un apriete o una duración específica.
A | Señal establecida ALTA para una duración específica |
B | Señal establecida ALTA hasta que se complete el apriete |
Parámetro | Descripción |
Señal de salida | Monitorización externa 1-10 |
Modo de señal |
La señal de salida siempre se restablecerá al final del apriete, independientemente del modo. |
Nivel de señal |
|
Duración de la señal | Decide cuánto tiempo permanece activa la salida. |
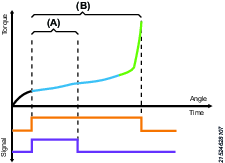
Etapa de engranaje inteligente
El engranaje inteligente se utiliza para facilitar el engranaje del tornillo, normalmente a rpm bajas (100-150 rpm). El engranaje inteligente alcanza primero un par de engranaje y, a continuación, debe permanecer por debajo del par máximo y por encima del par de engranaje durante un ángulo de validación definido. Al monitorizar el par durante el ángulo de validación y el ángulo de etapa de apriete, la etapa puede detectar instantáneamente tornillos inclinados y no colocados.
Cuando se alcanza el par de engranaje definido, se activa un posible engranaje. Tras alcanzar el par de engranaje, el controlador monitorizará el par para un ángulo de validación definido para garantizar que se engrana correctamente el tornillo. Si el apriete alcanza el par máximo o el ángulo máximo, se activa una acción de reintento. Una acción de reintento puede consistir en un reintento o en una cancelación. El usuario puede definir cómo debe actuar el apriete según los diferentes errores. Si la acción de reintento se activa a causa del par máximo, probablemente está causada por un tornillo inclinado y, por lo tanto, se recomienda un reintento como acción de reintento.
Si la acción de reintento se activa a causa del ángulo máximo, probablemente el error está causado por un tornillo no colocado y, por lo tanto, se recomienda una cancelación como acción de reintento.
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Par de engranaje (A) | Activa el ángulo de validación tras alcanzar el par de engranaje. |
Ángulo de validación (C) | Monitoriza el par para un ángulo especificado para garantizar que el par está por encima del par de engranaje y por debajo del par máximo. La etapa se completa cuando se cumplen estos requisitos. |
Acción de reintento |
|
Método del ángulo de afloje |
|
Ángulo de desapriete | Ángulo definido por el usuario para los reintentos. |
Par de afloje | Par máximo durante el afloje. |
Velocidad de afloje | La velocidad definida para el afloje si se ha activado un reintento. |
Sentido | Dirección de apriete: hacia la derecha o hacia la izquierda. Utilice la configuración en sentido horario para un apriete normal |
Señal de reintento | Define qué entrada con estado monitorizado externamente debe activarse si la herramienta se está aflojando durante un reintento. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Cambio de velocidad rápido | Permite cambiar rápidamente entre velocidades bajas y altas. Si se activa, se puede conseguir una estimación del par más precisa de las herramientas controladas en el momento, en un rango de tiempo más amplio. Esto se aplica en la transición de la etapa actual y la etapa siguiente. |
Par máximo (B) | Si se alcanza el par máximo se activará una acción de reintento. |
Ángulo máximo | Si se alcanza el ángulo máximo se activará una acción de reintento. |
Límite de reintentos | Número de veces que el apriete intentará volver a apretar el tornillo una vez se ha cumplido una acción de reintento. |
Retardo del arranque de la etapa | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa | Tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error |
Tiempo máximo de la etapa | Tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Smart Torque Seating Monitoring (Smart TSM)
La etapa Smart Torque Seating Monitoring es una versión más inteligente de la etapa de apriete, con un algoritmo de detección de asiento completamente nuevo. La Smart TSM apretará el tornillo hasta el par objetivo deseado y también monitorizará si el tornillo ha encontrado asiento o no. Si no lo encontrara, informará un Asiento NOK si no se ha detectado si el tornillo queda flotando. El controlador debe conocer un par de sujeción y ángulo de sujeción estimados para calcular la detección de asiento. Se puede rechazar un punto de asiento detectado si el gradiente de par es demasiado bajo durante el apriete. Se considerará como un punto de asiento falso y seguirá buscando otro punto de asiento.
A | Par objetivo |
B | Punto de asentamiento |
C | Punto de asentamiento |
D | Par de sujeción |
E | Par de sujeción |
F | Ángulo de sujeción |
G | Ángulo de sujeción |
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Par objetivo | el par objetivo de la junta. |
Par de sujeción | Par de sujeción esperado para el apriete. |
Ángulo de sujeción | Ángulo de sujeción esperado para el apriete. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Par mínimo | Si no se ha alcanzado el par mínimo al finalizar la etapa, aparecerá un mensaje de error. |
Par máximo | Si se alcanza el par máximo antes de que finalice la etapa, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Límite de par de rescisión | Este parámetro establece un nivel inferior para el par en este paso. Si el par, en algún momento, cae por debajo de este límite, se detendrá el apriete con un mensaje de error. Ajustar este parámetro a 0 desactivará el control del par de rescisión. |
Ángulo mín. | Si no se ha alcanzado ángulo mínimo al finalizar la etapa, aparecerá un mensaje de error. |
Ángulo máx. | Si se alcanza el par máximo antes de que finalice la etapa, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Par de sujeción mínimo | El par de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. Si es inferior, el controlador mostrará un mensaje de error. |
Par de sujeción máximo | El par de sujeción máximo puede utilizarse para detectar anomalías en las juntas. Si se supera, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Ángulo de sujeción mínimo | El ángulo de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. Si es inferior, el controlador mostrará un mensaje de error. |
Ángulo de sujeción máximo | El ángulo de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. Si se supera, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Retardo del arranque de la etapa | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa | Tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Tiempo máximo de la etapa | Tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Smart Seating Control Step (Smart SCS)
Esta etapa es indicada para juntas con una mayor fricción de aproximación, como corte de roscas, tornillos autorroscantes o juntas con cargas laterales de piezas desalineadas. Es frecuente en estos tipos de aplicaciones, aunque hay variaciones entre una y otra junta. El objetivo principal de esta etapa es eliminar los tornillos flotantes y aplicar el mismo par de sujeción o el mismo ángulo de sujeción a todas las juntas, aunque las juntas presenten diferencias. La etapa supervisa el gradiente del par de sujeción sobre el ángulo de sujeción y puede detectar donde asienta el tornillo, es decir, el punto donde la cabeza del tornillo entra en contacto con la superficie de la junta. Desde el punto de asiento se aplica el ángulo de sujeción o el par de sujeción configurado. El par o ángulo total puede variar de un apriete a otro, pero para comprimir la junta siempre se empleará la misma cantidad de par de sujeción, o ángulo de sujeción. El par de sujeción y el ángulo de sujeción se definen para indicar al controlador lo que debe esperar tras detectar un asiento. (La detección de asiento se calcula según estos valores.) Se puede rechazar un punto de asiento detectado si el gradiente de par es demasiado bajo durante el apriete. Se considerará como un punto de asiento falso y seguirá buscando otro punto de asiento.
Este tipo de etapa permite un par objetivo más bajo y velocidades superiores para las que está calibrada la herramienta. Esto significa que es posible que en ocasiones no obtenga los resultados deseados. Si esto ocurre, intente cambiar la velocidad para obtener un valor de sujeción mejor.

A | Par pico |
B | Par pico |
C | Punto de asentamiento |
D | Punto de asentamiento |
E | Par de sujeción |
F | Par de sujeción |
G | Ángulo de sujeción |
H | Ángulo de sujeción |
Velocidad | La velocidad de la herramienta se programa dentro del rango válido. |
Método de apriete final | Decide si el apriete debe usar par de sujeción o ángulo de sujeción como objetivo. |
Par de sujeción | Par de sujeción esperado para el apriete. |
Ángulo de sujeción | Ángulo de sujeción esperado para el apriete. |
Aspiración habilitada | Salida digital para encender una bomba de vacío externa. |
Par mínimo | Si no se ha alcanzado el par mínimo al finalizar la etapa, aparecerá un mensaje de error. |
Par máximo | Si se alcanza el par máximo antes de que finalice la etapa, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Ángulo mín. | Si no se ha alcanzado ángulo mínimo al finalizar la etapa, aparecerá un mensaje de error. |
Ángulo máx. | Si se alcanza el par máximo antes de que finalice la etapa, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Par de sujeción mínimo | El par de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. Si es inferior, el controlador mostrará un mensaje de error. |
Par de sujeción máximo | El par de sujeción máximo puede utilizarse para detectar anomalías en las juntas. Si se supera, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Ángulo de sujeción mínimo | El ángulo de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. Si es inferior, el controlador mostrará un mensaje de error. |
Ángulo de sujeción máximo | El ángulo de sujeción mínimo puede utilizarse para detectar anomalías en las juntas. Si se supera, la herramienta se detendrá y el controlador mostrará un mensaje de error. |
Retardo del arranque de la etapa | Retardo del gatillo para iniciar la herramienta. |
Tiempo mínimo de la etapa | Tiempo mínimo para la etapa. Si no se alcanza, el controlador mostrará un mensaje de error. |
Tiempo máximo de la etapa | Tiempo máximo para la etapa. Si se excede, el controlador mostrará un mensaje de error. |
Aflojamiento
La etapa de desapriete se utiliza para aflojar o desatornillar un tornillo.
Parámetro | Descripción |
Par de afloje | Par máximo permitido para un desapriete. |
Ángulo de desapriete | Ángulo máximo permitido para un desapriete. |
Velocidad de afloje | Velocidad de desapriete. |
Tiempo máximo de aflojamiento | Tiempo máximo para un afloje. Si se excede, el controlador mostrará un mensaje de error. |
Bomba de vacío de desapriete | Salida digital para encender una bomba de vacío externa. |
Retardo de inicio del desapriete | Retardo del gatillo para iniciar la herramienta. |
Forzar afloje en NOK | Fuerza al usuario a realizar un afloje antes de poder realizar otro apriete. Esta característica está desactivada cuando se ejecuta desde una secuencia de lotes. |
Recogida de tornillo
Ayuda al operario a recoger un tornillo antes de iniciar el apriete. La primera señal de inicio activará la función de recogida del tornillo y la segunda señal de inicio activará el apriete. Significa que la señal de inicio se debe pulsar/activar dos veces para activar el procedimiento de apriete.
Procedimiento de apriete al activar la Recogida de tornillo:
Active la señal de inicio para recoger el tornillo.
Coloque el tornillo en la posición correcta.
Active la señal de inicio una vez más para iniciar el apriete.
Parámetro | Descripción |
|---|---|
Límite no alineado | Nivel de vacío requerido para confirmar que se ha recogido un tornillo. |
Límite alineado | Nivel de vacío requerido para confirmar que el tornillo está alineado. |
Recogida de tornillo | Indica si la función está activada. |
La recogida de tornillo se puede utilizar tanto para operaciones con herramienta de mano como automáticas. Los parámetros Límite no alineado y Límite alineado requieren el uso de Vacuum Pump MT, que solo es compatible con un controlador con MTF6000 revisión C o posterior.
Si la recogida de tornillo está activada, se pueden configurar los parámetros siguientes:
Parámetro | Descripción |
|---|---|
Bomba de vacío | Inicia la bomba de vacío al activar la función de recogida de tornillo |
Girar punta al recoger | La punta gira lentamente hacia la izquierda para ayudar a acoplar la punta al tornillo. |
Tiempo límite | Se utiliza para establecer el intervalo de duración de la recogida. Si se excede este tiempo, el controlador saldrá del estado ocupado y volverá a inactivo. |
Luz guía | Activa la luz guía de herramienta MT al activar la función de recogida de tornillo. |
Guía para recogida
La guía de recogida por vacío está disponible con la bomba de vacío MT (8432 0854 00) y un controlador con MTF6000 revisión C o posterior. Haga clic en GUÍA PARA RECOGIDA para abrir el asistente. El vacío se inicia automáticamente si se conecta la bomba de vacío MT.
En la página del asistente, puede configurar los límites desplazando los indicadores de límite arriba y abajo. También tiene disponible una guía para la configuración en dos pasos haciendo clic en GUÍA PARA CONFIGURACIÓN:
Siga las instrucciones en la pantalla para configurar el valor cuando se ha recogido el tornillo pero no está alineado.
Siga las instrucciones en la pantalla para configurar el valor cuando se ha recogido el tornillo y está alineado.
Siempre puede actualizar manualmente los valores posteriormente.
Vista personalizada
La vista personalizada permite personalizar la última vista del controlador. La información seleccionada sólo se mostrará durante la Pset seleccionada. Si no se establece ninguna preselección, la pantalla aparecerá en blanco.
Esta puede configurarse para que muestre de uno a cuatro campos. Para cada campo, es posible mostrar información general o de la etapa.
El primer campo presenta un fondo blanco y el siguiente presenta un fondo gris. La finalidad única es proporcionar un punto focal.
Datos generales
Parámetro | Descripción |
|---|---|
Par final | Muestra el par final del apriete. El par final puede configurarse en los ajustes generales de la preselección. |
Par pico | Muestra el par máximo alcanzado en el apriete. |
Par de seguimiento | Sigue el par durante el apriete. |
Ángulo final | Muestra el ángulo final del apriete. El ángulo final puede configurarse en los ajustes generales de la preselección. |
Ángulo total | Muestra el ángulo total del apriete. |
Ángulo de seguimiento | Sigue el ángulo durante el apriete. |
Error de apriete | Muestra el mensaje de error actual. Aparece en blanco si no hay errores. |
Nombre y número de la preselección | Muestra el número y el nombre de la preselección. |
Fecha del controlador | Fecha del controlador. |
Nombre del controlador | Nombre del controlador (configurado en Ajustes del controlador). |
Nombre de estación | Nombre de la estación (configurado en Ajustes del controlador). |
Nombre de línea | Nombre de la línea (configurado en Ajustes del controlador). |
Usuario registrado | Muestra si un usuario de cualquier nivel ha iniciado sesión (L1-L3) o «-» si no hay usuarios registrados. |
Duración del apriete | El tiempo, en segundos, del último apriete. |
Número de serie de la herramienta | El número de serie de la herramienta conectada. |
Tipo de herramienta | El tipo de herramienta conectada. |
Fecha de calibración | Fecha de la última calibración. |
Estadísticas de la herramienta | Estadísticas de la herramienta, muestra los aprietes OK y NOK desde la última calibración. |
Seleccionar fuente | Muestra la fuente de las selecciones de preselección y de secuencia de lote. |
Hora del controlador | Hora del controlador. |
Temperatura de la herramienta | Temperatura actual de la herramienta. |
Presión de vacío | Muestra la presión de vacío en tiempo real en kPa. |
Datos de etapa
Parámetro | Descripción |
|---|---|
Número de fase | Selecciona a partir de qué etapa el parámetro «Datos de etapa» debe obtener sus datos. |
Par pico de la etapa | Muestra el par máximo alcanzado en la etapa seleccionada. |
Par de sujeción de la etapa | Muestra el par de sujeción alcanzado en la etapa seleccionada. |
Par de transición de la etapa | Muestra el último par máximo medido en la etapa seleccionada. |
Ángulo de etapa | Muestra el ángulo alcanzado en la etapa seleccionada. |
Ángulo de sujeción de la etapa | Muestra el ángulo de sujeción alcanzado en la etapa seleccionada. |
Punto de asentamiento | Muestra el par de inserción de la etapa. |
Ángulo de apriete | Muestra el ángulo de apriete en la etapa seleccionada |
Programa de comprobación
El programa de comprobación es una forma específica de Progs que se puede utilizar para comprobar la precisión de la herramienta junto con un controlador IAM QA.
Un programa de comprobación es una forma de paso de par con entrada de parámetro limitada. Los límites de ventana no se definen en el propio apriete, sino que se pueden enviar al controlador IAM QA para definir límites en el par medido.
Datos generales
Parámetro | Descripción |
Nombre | Aparece en la lista de programas de comprobación El nombre del programa de comprobación se almacena con el resultado y se mostrará en la vista de resultados del controlador. |
Revisión | Número de revisión del programa de comprobación. |
Creado | Fecha de creación del programa de comprobación. |
Modificado | Fecha de la última modificación del programa de comprobación. |
Nombre de herramienta configurada | El tipo de herramienta a la que el programa de comprobación estaba vinculado (tipo de modelo en texto). |
Límite de control | La cantidad máxima de desviación del valor de referencia con respecto a:
|
Tamaño de comprobación | Número de aprietes que desea realizar para la prueba de la herramienta |
Modo de comprobación | Decide cuándo debe activarse el resultado de comprobación.
|
Modo de evaluación de medición | La medición comparará el valor pico Objetivo o de Herramienta con la referencia QA y el límite de control para consultar si una medición debe ser OK o NOK. Las herramientas controladas en ese momento se bloquean según Objetivo comparado con Referencia. (leer solo parámetro) Las herramientas con transductor se pueden editar y se puede elegir entre:
|
CMK mínimo. | Valor CMK mínimo permitido (desactivar |
Si comprobación completa | Decide lo que sucederá una vez completado el programa de comprobación.
|
ID de operario necesario |
|
Datos de etapa
Parámetro | Descripción |
|---|---|
Velocidad | La velocidad a la herramienta durante la prueba. |
Par objetivo | El par objetivo en el que se debe realizar la prueba. |
Aspiración habilitada | Si se habilita, el vacío se activa durante la prueba. |
Retardo del arranque de la etapa | Configure un retardo del arranque del apriete |
Secuencia de lote

Esta función permite controlar una secuencia de juntas atornilladas con distintas estrategias de apriete relacionadas con el montaje de una pieza de trabajo.
Lote
Para configurar un lote se necesitan una preselección y un tamaño de lote predefinidos, es decir, el número de aprietes a realizar.
Es posible definir una preselección de reparación y un límite de reparación. Si falla un apriete, se incrementa el límite de reparación. Si los intentos de reparación superan el contador de reparaciones, ha fallado toda la secuencia del lote.
Es posible establecer dos valores del temporizador, desde el principio y desde el apriete. Si un lote dura más que el valor establecido, el lote se considera erróneo y se cancela.
Evento
La etapa de evento puede utilizarse para interactuar con la estación de trabajo y controlar el flujo del proceso de apriete.
Entrada
La etapa de entrada esperará a que la señal Secuencia de lotes DI1-12 se encuentre en el estado deseado, configurado por el parámetro Flanco de señal. Flanco de señal define si la etapa de entrada debe reaccionar ante cambios de baja a alta (flanco positivo), alta a baja (flanco negativo), ser solo alta/baja o reaccionar ante cualquier cambio de señal (cualquiera).
Salida
La etapa de salida cambiará una señal Secuencia de lotes DO1-8 a un estado deseado, configurado por el parámetro Nivel de señal de salida.
El nivel de la señal de salida define si la señal debe establecerse en alta (uno) o baja (cero). El modo de salida define si la señal debe establecerse como permanente al nivel de la señal de salida o si debe impulsarse (duración). En el caso de la duración, debe seleccionarse el tiempo del impulso. El tiempo máximo del impulso es de tres segundos. Si se necesita una etapa más prolongada es posible utilizar dos etapas de salida en el modo establecido con una etapa de retardo entre ambas.
Retardo
Es posible retrasar la secuencia durante un tiempo determinado entre 0,01 y 30 segundos.
Escaneado avanzado
Esta etapa fuerza al usuario a escanear un código de barras o una etiqueta de RFID. Los datos pueden almacenarse con los datos de resultados de apriete para facilitar su trazabilidad.
La configuración de esta etapa requiere uno o más identificadores predefinidos. Un identificador es una norma utilizada para verificar que la cadena escaneada es correcta.
Esta etapa puede contener hasta cuatro identificadores para gestionar las variaciones de los números de serie del producto. Por ejemplo, puede ser que el escaneado almacene el número de serie de un módulo en el producto. El módulo puede venir de dos proveedores distintos y tener números de serie diferentes. Por tanto, los números de serie de ambos tipos deben aceptarse como correctos.
Escaneado sencillo.
Esta etapa fuerza al usuario a escanear un código de barras o una etiqueta de RFID. Los datos pueden almacenarse con los datos de resultados de apriete para facilitar su trazabilidad.
La información se guarda en un ID personalizado. No se realiza la validación.
Etapa de supervisión de entrada
La etapa de supervisión de entrada puede utilizarse para supervisar le nivel de una entrada digital durante la secuencia del lote. Cuando se activa, la secuencia de lote se cancelará y se reiniciará la secuencia.
Selector de puntas
La etapa del selector de puntas se puede utilizar para forzar al operario a cambiar la punta antes de continuar.
Introducción a la lista de secuencias de lotes
Cada línea representa una secuencia de lote. Las columnas contienen la siguiente información:
Marque la casilla para seleccionar la secuencia de lote
Número
Nombre, un nombre definido por el usuario
Número de
Activo
Último cambio
Es posible ordenar la lista haciendo clic en el encabezado de cada columna.
Añadir una secuencia de lotes
Para añadir una secuencia de lotes realice los pasos siguientes:
-
Haga clic en el icono Secuencia de lotes de la barra de Menú. El área del espacio de trabajo muestra una lista de todas las secuencias de lotes actuales.
-
Haga clic en el botón Añadir. Se abre la ventana Crear secuencia de lotes
-
Introduzca el número y el nombre de la secuencia de lotes
-
Haga clic en el botón OK
Se añade una nueva secuencia de lotes al lugar del número seleccionado y se actualiza la lista.
Eliminar una secuencia de lotes
Para eliminar una secuencia de lotes realice los pasos siguientes:
-
Para cada secuencia de lotes que desee borrar, marque la casilla de verificación de la columna de la izquierda del área de trabajo.
-
Haga clic en el botón ELIMINAR
-
Confirme la eliminación en la ventana de Confirmación.
Las secuencias de lotes seleccionadas se eliminan y la lista se actualiza.
Copiar una secuencia de lotes
Para copiar una secuencia de lotes realice los pasos siguientes:
-
Haga clic con el botón derecho en la secuencia de lote que desea copiar.
-
Seleccione Copiar.
-
Haga clic con el botón derecho en la secuencia de lote en la que desea copiar.
-
Seleccione Pegar.
-
Para confirmar, pulse el botón Sí de la ventana de Confirmación.
Configuración general
Parámetro | Descripción |
Nombre de la secuencia de lotes | Se muestra en la lista de secuencias de lotes. Se mostrará en la pantalla de resultados del controlador. Se guardará junto con los resultados de todos los aprietes realizados en la secuencia del lote. |
Revisión de la secuencia de lotes | Revisión de la secuencia de lotes. |
Secuencia de lotes creada | La fecha de creación de la secuencia de lotes |
Secuencia de lotes modificada | La fecha de la última modificación de la secuencia de lotes |
Pitido en error | Cuando está activado, el controlador emitirá un pitido si falla una secuencia de lotes |
Hora de cancelación | Si una secuencia de lotes dura más que éste, la secuencia se considera errónea y se cancela con un mensaje de error. |
Restablecer identificador al finalizar la secuencia de lotes | Cuando está activado, el controlador elimina el contenido de los ID personalizados 1-4 al terminar una secuencia de lotes. |
Configuración
El panel de configuración incluye las etapas de lotes, eventos o información en la secuencia de lotes.
Añadir etapa de lotes, eventos o información
Existen dos maneras de añadir etapas:
-
Para añadir una sola etapa, haga clic en el botón Añadir.
-
Para añadir varias etapas, haga clic con el botón derecho en el botón Añadir y seleccione el número de etapas que desea añadir.
-
Haga clic en el botón Añadir.
Eliminar etapa de lotes, eventos o información
Para eliminar una secuencia lotes, eventos o información realice los pasos siguientes:
-
Marque la casilla de verificación correspondiente a la etapa de lotes, eventos o información que desea eliminar.
-
Haga clic en el botón Eliminar.
-
Pulse el botón Sí de la ventana de Confirmación.
Parámetros del lote
Un lote es una serie de aprietes con una preselección definida.
Parámetro | Descripción |
Número de Pset | Número de preselecciones a utilizar. |
Tamaño de lote | El número de aprietes con la preselección seleccionada. |
Modo de reparación | Activado/Desactivado Si está activado, el gatillo de desapriete se desactivará automáticamente hasta que se produzca un fallo de activación. Cuando el gatillo de desapriete está activado, el gatillo de la herramienta quedará inhabilitado. Después de un desapriete, el modo de preselección de reparación está activado. |
Incrementar el contador de lotes en | OK u OK/NOK. El contador de lotes aumentará sólo con los aprietes OK o con los aprietes OK y No OK. |
Fallo en caso de n.º de NOK. | El número máximo de aprietes fallidos permitidos en un lote. |
Preselección de reparación | Seleccione una preselección de reparación. |
Límite de reparación | Si falla un apriete, se incrementa el límite de reparación. Si los intentos de reparación superan el contador de reparaciones, ha fallado toda la secuencia del lote. |
Desde el inicio | El tiempo de ejecución máximo para la etapa de lote. Si una etapa de secuencia de lotes dura más que éste, la secuencia se considera errónea y se cancela con un mensaje de error. |
Desde el apriete | El tiempo de ejecución máximo para el contador de la etapa de lote desde el inicio del primer apriete. Si una etapa de secuencia de lotes dura más que éste, la secuencia se considera errónea y se cancela con un mensaje de error. |
Parámetros del evento
Parámetro | Descripción |
Tipo de evento | Escaneado avanzado, entrada, salida, demora, escaneado simple, monitor de entrada o selector de punta. |
Escaneado avanzado
Parámetro | Descripción |
Fuente del identificador | Protocolo, escáner, cualquiera |
Norma del identificador 1-4 | Hasta cuatro normas de identificador para analizar las cadenas de identificación entrantes. |
Texto de información | Texto definido por el usuario que se mostrará en la pantalla durante la etapa de escaneado avanzado. |
Tiempo límite | Si un escaneado avanzado dura más que éste, la secuencia de lotes se cancela o se considera errónea. |
Entrada
Parámetro | Descripción |
Señal de entrada | Decide a qué señal de Secuencia de lotes DI1-12 debe esperar. |
Flanco de señal | Decide si la etapa debe reaccionar de forma positiva/negativa/cualquier flanco o nivel positivo/negativo. |
Tiempo límite | Si una etapa de entrada dura más que éste, la secuencia de lotes se cancela o se considera errónea. |
Texto de información | Texto definido por el usuario que se mostrará en la pantalla durante la etapa. |
Salida
Parámetro | Descripción |
Señal de salida | Decide la Secuencia de lotes DO1-8 que se debe configurar. |
Modo de señal de salida | Decide si la señal debe establecerse permanentemente o durante un tiempo determinado. |
Nivel de señal de salida | Decide si la salida debe ser alta o baja. |
Duración de señal de salida | Aparece si el modo de señal está establecido en duración y decide cuánto tiempo debe permanecer activa la salida. |
Retardo
Parámetro | Descripción |
Tiempo de retardo | Decide cuánto tiempo permanece activo el evento. Puede establecerse entre 0,01 y 30 s. |
Escaneado sencillo.
Parámetro | Descripción |
Fuente del identificador | Protocolo, escáner, cualquiera |
Guardar destino | Guardar a un ID personalizado |
Texto de información | Texto definido por el usuario que se mostrará en la pantalla durante la etapa de escaneado sencillo. |
Tiempo límite | Si un escaneado sencillo dura más que éste, la secuencia de lotes se considera errónea y se cancela con un mensaje de error. |
Tecla | Texto estático definido por el usuario y guardado con datos en ID personalizado. |
Monitor de entrada
La etapa de supervisión de entrada puede utilizarse para supervisar le nivel de una entrada digital durante la secuencia del lote. Cuando se activa un monitor de entrada, éste permanecerá activo hasta el final de la secuencia del lote o hasta que se desactive.
S se activa el error del monitor, activará un error de secuencia de lote y se cancelará la secuencia.
Parámetro | Descripción |
Modo monitor | Activar o desactivar el monitor de entrada. Si se activa, el monitor de entrada permanecerá activo hasta el final de la secuencia del lote o hasta que se desactive. |
Señal de entrada | Seleccione la señal de entrada de la secuencia del lote que debe supervisarse. La señal de entrada debe asignarse a una entrada real en la configuración de E/S. |
Activar error en caso de | Si la señal asume el estado de activación de error, alto o bajo, la secuencia del lote se cancelará y se activará un error de secuencia de lotes. |
Selector de puntas
La etapa del selector de puntas obligará al usuario a seleccionar una punta específica para completar la etapa.
Selector de puntas E/S digital
La función de entrada digital «Seleccionar punta 0-3» debe estar enlazada para detectar si se ha seleccionado una punta. El evento del selector de puntas siempre establecerá la función de salida digital «Desbloquear punta 0-3» para identificar la punta que se debe seleccionar para un dispositivo externo.
Tanto «Desbloquear punta» como «Seleccionar punta» se calculan de forma binaria.
Seleccionar punta 0 peso = 1
Seleccionar punta 1 peso = 2
Seleccionar punta 2 peso = 4
Seleccionar punta 3 peso = 8
Ejemplo: Si se configura el evento para coger la punta n.º 7, Seleccionar punta 0, 1 debe ser alto para completar la etapa de evento. (1 + 2 + 4 = 7)
Selector de puntas de bus de accesorios
El bus de accesorios utiliza su propio protocolo y no tiene nada que ver con las E/S digitales. No es necesario enlazar ningún «Seleccionar punta» para que el selector de puntas de bus de accesorios funcione.
Ejemplo: Si el evento se configura para tomar la punta n.º 7, entonces el LED del indicador de selector mostrará la punta que se debe seleccionar, que es la punta situada en el número de posición 7.
Parámetro | Descripción |
Punta solicitada | Seleccione la punta que debe escoger el operario para continuar con la etapa. Es posible seleccionar hasta 8 puntas diferentes. (Estas puntas son independientes de los ajustes de la configuración y no ejecutarán ningún otro comando si se seleccionan.) |
Fuente del identificador | Seleccione la fuente desde donde debe llegar la señal, desde E/S digital o Bus de accesorios. |
Parámetros de información
|
Parámetro |
Descripción |
|
Texto de información |
Texto definido por el usuario que se mostrará en la pantalla durante la etapa de información. |
|
Modo de transición de la información |
Este parámetro define cómo finaliza la etapa de información. Puede realizar la transición a la etapa siguiente después de un tiempo determinado o después de pulsar el botón OK. |
|
Tiempo de transición de la información |
Si se selecciona el modo de transición, puede introducirse un tiempo. |
|
Frecuencia de la alarma |
La frecuencia de la alarma. |
|
Duración de la alarma |
La duración de la alarma - ajustar a cero si no se requiere alarma. |
Identificadores

Se utilizan identificadores para almacenar información valiosa, como el ID de operario o los números de serie en cada resultado, y también para seleccionar la siguiente tarea para el controlador.
Las cadenas de identificación se pueden insertar en el controlador mediante Open Protocol, Fieldbus o Scanner.
El valor insertado/escaneado se valida de acuerdo con los identificadores predefinidos y, si el controlador encuentra una coincidencia, realizará la acción de ese identificador.
Existen distintas formas de utilizar los datos insertados/escaneados:
Trazabilidad y monitorización de producción (ID de operario, Almacenar en ID personalizada y Guardar ID)
Control de trabajo (Seleccionar Pset, Programa de comprobación y Secuencia de lotes)
Control de acceso de usuarios (Inicio de sesión)
Para configurar el uso de los datos insertados/escaneados, el usuario debe establecer normas de identificador. Estas normas primero intentan validar las cadenas de identificación entrantes (entrada del escáner). Si la norma valida la cadena del identificador, emitirá una acción al sistema.
Escáner
Puede conectarse un escáner a un puerto USB o serie del controlador.
Los escáneres USB deben disponer de:
Interfaz USB HID (teclado)
Interfaz de teclado en Inglés-US
MTF6000 ofrece la posibilidad de conectar escáneres a través de USB HID (como teclados) y RS232. Es posible utilizar cualquier tipo de escáner que disponga de estas interfaces. El sistema aceptará cadenas de texto de hasta 512 caracteres.
Crear un código de barras de estación
Para trazabilidad entre el apriete y el controlador de la medición, puede generar un código de barras de estación que contenga información relacionada con la herramienta, el par, el ID de controlador, etc. Este código de barras de estación se genera automáticamente dentro de MTF6000 si hay un programa de comprobación seleccionado y aparece en la pantalla del controlador. Si el controlador se encuentra fuera de rango para el operario de calidad, puede generar manualmente un código de barras de estación en Tools Talk MT que se puede imprimir y colocar junto a la estación de forma que el controlador IAM QA pueda escanear el código de barras. Los valores en el código de barras de estación se guardan junto con el resultado de la medición para obtener trazabilidad entre el apriete y el resultado de la medición.
En la vista de la lista de identificadores, seleccione Código de barras para crear un código de barras de estación. Dado que el código de barras de estación se introduce manualmente en Tools Talk MT, puede introducir cualquier valor, lo que significa que el apriete se puede realizar con un controlador MTF6000 y el controlador IAM QA guardará la información de todos modos.
Añadir un identificador
Para añadir un identificador realice los pasos siguientes:
-
Haga clic en el icono Identificador de la barra de Menú. En el área de trabajo se muestra una lista de todos los identificadores actuales.
-
Haga clic en el botón Añadir. Se abre la ventana Crear.
-
Introduzca el número y el nombre del identificador.
-
Haga clic en el botón OK
Se añade un nuevo identificador al lugar del número seleccionado y se actualiza la lista.
Borrar un identificador
Para borrar un identificador realice los pasos siguientes:
-
Para cada identificador que desee borrar, marque la casilla de verificación de la columna de la izquierda del área de trabajo.
-
Haga clic en el botón ELIMINAR
-
Confirme la eliminación en la ventana de Confirmación.
Los identificadores seleccionados se eliminan y la lista se actualiza.
Copiar identificador
Para copiar un identificador realice los pasos siguientes:
-
Haga clic con el botón derecho en el identificador que desea copiar.
-
Seleccione Copiar.
-
Haga clic con el botón derecho en el identificador al que desea copiar.
-
Seleccione Pegar.
-
Para confirmar, pulse el botón Sí de la ventana de Confirmación.
Configuración general
|
Parámetro |
Descripción |
|
Nombre |
Nombre del identificador. |
|
Cadena de identificación |
La cadena establecida. El botón Introducir/Escáner puede utilizarse para introducir manualmente un código de barras. |
Validación
Los ajustes de validación se utilizan para verificar si la norma se aplica a la cadena de identificación entrante. Si la norma se aplica, el controlador ejecutará las acciones adjuntas a la norma.
Es posible seleccionar cualquier cosa desde 1 a 64 caracteres de la cadena para que concuerden con un texto determinado.
Ejemplo:
Parte coincidente -> 1-3, 9-10
Cadena coincidente ->SNPDL
Cadena 1-> SNP12345DL -> Coincidencia (punta 1-3 es SNP y punta 9-10 es DL)
Cadena 2-> SNPDL1234 -> Coincidencia (punta 1-3 es SNP y punta 9-10 es 34)
Para la versión de firmware 1.15.0 y posteriores, se puede añadir una validación Aceptarlo todo. Configure la Longitud como 0 y deje Parte coincidente y Texto coincidente vacíos. No cree más de una validación Aceptarlo todo en el mismo controlador.
Parámetro | Descripción |
Longitud de la cadena de identificación | Longitud de la cadena de identificación. Establece automáticamente cuando se pulsa el botón Introducir/Escáner y después el botón OK. |
Parte coincidente | Posiciones de la cadena de identificación. La selección se realiza en una ventana separada. |
Cadena coincidente | Los caracteres que coincidirán con la cadena según la parte coincidente. |
Configuración
En todas las acciones del identificador es posible guardar hasta 100 caracteres en cada ID personalizado. Esta cadena se adjuntará posteriormente a los datos de resultados del apriete.
Existen cuatro ranuras de ID personalizados que el usuario puede rellenar con texto. Cada ID personalizado dispone de dos campos, clave y formato. El valor clave es un texto estático que puede introducirse cuando se configura el identificador. El campo valor se rellenará cuando se produzca el escaneado. El ajuste de formato del valor decide qué datos se introducirán en qué campo, definirá el número y el orden de las puntas a seleccionar.
Parámetro | Descripción |
Tipo de acción | Guardar ID
Seleccione VProg |
Mantener hasta su sustitución |
|
Guardar ID
La acción Guardar ID sólo puede utilizarse en una secuencia de lotes.
Esta acción se utiliza para guardar datos de la etiqueta escaneada con los datos de resultados. Añadiendo una clave estática los datos podrán buscarse en una base de datos. Es posible configurar hasta cuatro cadenas guardadas. La entrada del escáner puede guardar 100 caracteres clave y 100 caracteres escaneados, es decir, 200 en total.
Parámetro | Descripción |
Clave 1-4 | Texto estático definido por el usuario y guardado con los datos del escáner. |
Formato 1-4 | La parte de la cadena entrante que se guardará en el ID personalizado. |
Guardar destino 1-4 | Ninguna |
Seleccionar preselección
Esta acción sólo puede ejecutarse si la fuente seleccionada está ajustada a escáner. Esto se configura enAjustes del controlador > Configuración > Seleccionar fuente.
Esta acción seleccionará una preselección.
Parámetro | Descripción |
Ciclo | Seleccionar de las Psets disponibles. |
Clave 1-4 | Texto estático definido por el usuario y guardado con los datos del escáner. |
Formato 1-4 | La parte de la cadena entrante que se guardará en el ID personalizado. |
Guardar destino 1-4 | Ninguna |
Seleccionar secuencia de lotes
Esta acción sólo puede ejecutarse si la fuente seleccionada está ajustada a escáner. Esto se configura enAjustes del controlador > Configuración > Seleccionar fuente.
Esta acción seleccionará una secuencia de lotes.
Parámetro | Descripción |
Secuencia de lote | Seleccionar de las secuencias de lotes disponibles. |
Modo de reinicio de la secuencia de lotes | Decide si la secuencia de lotes debe esperar un nuevo escaneado o iniciarse automáticamente cuando finalice. |
Clave 1-4 | Texto estático definido por el usuario y guardado con los datos del escáner. |
Formato 1-4 | La parte de la cadena entrante que se guardará en el ID personalizado. |
Guardar destino 1-4 | Ninguna |
Almacenar en ID personalizada
Esta opción se puede usar para guardar un valor escaneado sin dependencias de otras funciones.
Parámetro | Descripción |
Clave 1-4 | Texto estático definido por el usuario y guardado con los datos del escáner. |
Formato 1-4 | La parte de la cadena entrante que se guardará en el ID personalizado. |
Guardar destino 1-4 | Ninguna |
ID de operario
Almacenado en el controlador QA para enlazar un operario con un resultado de medición.
Parámetro | Descripción |
|---|---|
Formato de ID de operario | La parte de la cadena entrante que se guardará en el ID de operario. |
Abrir IDENTIFICADORES.
Pulse AÑADIR.
Abra el identificador.
Valide la configuración
Configure el formato de ID de operario
Vuelva a IDENTIFICADORES.
Pulse OPERADORES.
Pulse AÑADIR.
Introduzca Clave (valor que debe coincidir con el formato configurado en formato de ID de operario).
Introduzca Nombre (nombre del operario).
Ejemplo
Configure el identificador
Parámetro
Valor
Longitud de la cadena de identificación
6
Parte coincidente
{1-3}
Cadena coincidente
ABC
Formato de ID de operario
{4-6}
Configure los operarios
Operador
Parámetro
Valor
1
Tecla
001
Nombre
Atlas
2
Tecla
002
Nombre
Copco
Resultado
Cód. de barras
Operador
ABC001
Atlas
ABC002
Copco
ABC003
N/A
ABC0010
N/A
Seleccione VProg
Esta acción sólo puede ejecutarse si la fuente seleccionada está ajustada a escáner. Esto se configura enAjustes del controlador > Configuración > Seleccionar fuente.
Esta acción seleccionará un programa de comprobación.
Parámetro | Descripción |
Referencia VProg | Seleccionar de las Psets disponibles. |
Modo de reinicio VProg | Decide si el programa de comprobación debe esperar un nuevo escaneado o iniciarse automáticamente cuando finalice. |
Clave 1-4 | Texto estático definido por el usuario y guardado con los datos del escáner. |
Formato 1-4 | La parte de la cadena entrante que se guardará en el ID personalizado. |
Guardar destino 1-4 | Ninguna |
Iniciar sesión
Esta acción permite al usuario iniciar sesión a nivel de usuario. El nivel de usuario se establece en Ajustes de E/S digital y contraseña > Contraseña > Controlador.
Si se escanea el código con la sesión iniciada se desconectará automáticamente al usuario.
|
Parámetro |
Descripción |
|
Nivel |
Seleccionar nivel 1 a 3. |
Código de barras de estación
El código de barras de estación se puede introducir manualmente para crear un código QR con información sobre la herramienta y el controlador que se puede enviar al controlador IAM QA mediante un escáner.
Parámetro | Descripción |
|---|---|
Número de serie de la herramienta | Número de serie de la herramienta de apriete. |
Nº serie de controlador | Número de serie del controlador de apriete. |
ID del controlador | ID de controlador del controlador de apriete. |
ID de la estación | ID de estación del controlador de apriete. |
ID de la línea | ID de línea del controlador de apriete. |
N.º de instancia del programa de comprobación | Número de programa de apriete. |
Tipo de herramienta | Tipo de herramienta que realizará el apriete. |
Fecha de calibración | Fecha de calibración de la herramienta. Expresada en formato AAAA-MM-DD |
Par objetivo | La cantidad de par hasta la que el controlador apretará y el objetivo de medición. |
Límite de control | Desviación máx. permitida del objetivo/de la herramienta y utilizado para calcular el CMK. |
Tamaño de comprobación | Número de aprietes que desea realizar para la prueba de la herramienta. |
CMK mínimo. | Puede que el valor mínimo CMK deba informar de una comprobación OK (si CMK se encuentra por debajo del valor mín., el informe de la comprobación será NOK). Si el parámetro está vacío o configurado como 0, entonces la comprobación evalurará el resultado de acuerdo con los resultados de la medición. |
ID de operario necesario |
|
Guardar
Guarda el código QR y todos los parámetros como una imagen en formato .jpg o .bmp en su ordenador.
Exportar
Guarda los parámetros en un archivo .xml en su ordenador, que se puede importar y volver a editar posteriormente.
Importar
Importa un archivo .xml existente con todos los parámetros y sus valores.
Imprimir
Imprime el código QR y todos los parámetros en un cómodo formato listo para que lo coloque junto a la estación de apriete.
Parámetros de carga
Carga parámetros de controlador activo en los campos adecuados. Los parámetros que se cargan en el código de barras de estación son:
Número de serie de la herramienta
Número de serie del controlador
ID del controlador
ID de la estación
ID de la línea
Tipo de herramienta
Configuraciones

Esta función ofrece la posibilidad de controlar el comportamiento del selector de puntas, el comportamiento de la baliza, los transductores y las funciones de herramienta, como los botones y las luces LED.
Listado de configuraciones
Cada línea representa las configuraciones de una familia de herramienta/transductor o accesorio concreto. Las columnas contienen la siguiente información:
Marcar la casilla para seleccionar la configuración
Nombre, un nombre definido por el usuario
Último cambio
Tipo de configuración
ETD M
ETD M + PTS (presionar para empezar)
ETD MC/MT
ETD MC/MT + PTS (presionar para empezar)
QMC/QMT
MT TS/TH/TRA
Selector de puntas
Baliza
Activo
Cómo añadir una configuración
Al conectar una herramienta o un transductor al controlador, el controlador añadirá automáticamente una configuración para ese tipo de familia de herramienta o transductor.
Haga clic en Añadir para abrir la ventana Configuración.
Introduzca Nombre y seleccione una familia de herramienta o tipo de transductor y luego haga clic en Aceptar.
Se añade una nueva Configuración y la lista se actualiza.
Haga clic en Añadir para abrir la ventana Configuración.
Seleccione el accesorio en la lista.
Cómo eliminar una configuración
Para eliminar una o varias configuraciones:
Marque la casilla de las configuraciones que desea borrar y luego haga clic en Borrar.

No se pueden eliminar las configuraciones activas.
Haga clic en el botón Confirmar en el cuadro de diálogo.
Las configuraciones se eliminan y la lista se actualiza.
Configuración general
Parámetro | Descripción |
|---|---|
Nombre | Nombre definido por el usuario que se muestra en la lista de configuraciones. |
Revisión de la configuración | Revisión de la configuración. |
Creado | Fecha de creación de la configuración. |
Modificado | Última fecha de modificación de la configuración. |
Configuraciones
Las opciones de la configuración varían dependiendo de los tipos de transductor o de herramienta. Para las herramientas, se pueden configurar el gatillo de la herramienta, las luces y la retroalimentación táctil.
El controlador creará automáticamente una configuración si se conecta un nuevo tipo de herramienta/transductor al controlador.
No es posible crear varias configuraciones para el mismo tipo de herramienta/transductor.
Parámetro | Descripción |
|---|---|
Tipo de configuración | Configuración de herramienta/transductor |
Familia de herramienta | Nombre de la familia de la herramienta en uso (solo válido para configuración de la herramienta) |
ETD M / ETD M + PTS
Parámetro | Descripción |
|---|---|
Gatillo de arranque de la herramienta |
|
Gatillo de desapriete de la herramienta |
|
Gatillo de inicio (Push-to-start) |
|
ETD MC/MT / ETD MC/MT + PTS
Parámetro | Descripción |
|---|---|
Gatillo de arranque de la herramienta |
|
Activar función de inicio | Solo disponible si el Gatillo de arranque de la herramienta está configurado como Desactivado.
|
Activar función de entrada de inicio | Solo disponible si la Función de arranque de la herramienta está configurada como Función de entrada. Consultar también E/S digital |
Gatillo de inicio (Push-to-start) |
|
Config. una sola función |
|
Config. una sola función de entrada | Solo disponible si Configurar una sola función está configurado como Función de entrada. Consultar también E/S digital |
Config. una sola función de entrada | Solo disponible si Configurar una sola función está configurado como Alternar función de salida o Impulsar función de salida. |
Config. doble función |
|
Config. una doble función de entrada | Solo disponible si Configurar una doble función está configurado como Función de entrada. Consultar también E/S digital |
Config. una doble función de salida | Solo disponible si Configurar una sola función está configurado como Alternar función de salida o Impulsar función de salida. |
Config. función de mantener | Las configuraciones tendrán efecto aproximadamente un segundo después de presionar el botón.
|
Config. una función de mantenimiento de entrada | Solo disponible si Configurar una función de mantenimiento está configurado como Función de entrada. Consultar también E/S digital |
Config. una función de mantenimiento de salida | Solo disponible si Configurar función de mantenimiento está configurado como Alternar función de salida o Impulsar función de salida. |
Intensidad de LED | Establece el brillo de la LED verde, azul y roja. La escala es de 1 a 5. |
Tiempo de LED excedido | Establece cuántos segundos estará encendida después de activarse en verde, azul o rojo. El límite de tiempo puede establecerse de 0 a 300 donde 0 es infinito. |
Led OK |
|
Led OK |
|
Lote de Led OK |
|
Lote de Led OK color | Solo disponible si el Lote de Led OK está configurado como Activado.
|
Intensidad de guía de LED | Establece el brillo de la LED de la luz de guía. La escala es de 1 a 5. |
Tiempo límite superado de guía de LED | Establece cuántos segundos estará encendida después de activarse la luz de guía. El límite de tiempo puede establecerse de 0 a 300 donde 0 es infinito. |
Táctil en NOK |
|
QMC/QMT
Parámetro | Descripción |
|---|---|
Intensidad de LED | Establece el brillo de la LED verde, azul y roja. La escala es de 1 a 5. |
Tiempo de LED excedido | Establece cuántos segundos estará encendida después de activarse en verde, azul o rojo. El límite de tiempo puede establecerse de 0 a 300 donde 0 es infinito. |
Led ocupada |
|
Led OK |
|
Led OK |
|
Lote de Led OK |
|
Lote de Led OK color | Solo disponible si el Lote de Led OK está configurado como Activado.
|
Transductor
Parámetro | Descripción |
|---|---|
Tipo | Tipo de transductor. Por ejemplo, MT-TS |
Nombre | Nombre del transductor. |
Par máximo | El par más alto que el transductor puede medir. |
Umbral de par | Inicia/detiene la medición tras alcanzar el umbral. |
Objetivo de par | Lo que la medición intenta alcanzar. |
Límite de control | Qué parte de la medición en % se puede desviar del par objetivo/herramienta. También se utiliza para calcular el CMK. |
Tamaño de comprobación | Número de mediciones en la prueba. |
Modo de comprobación |
|
CMK mínimo | CMK mínimo permitido para informar de una comprobación OK. Si el CMK final se encuentra por debajo de este valor, entonces la comprobación informará NOK. |
Selector de punta
Si se utiliza el selector de puntas E/S digital, Seleccionar fuente debe configurarse como E/S digital y el modo Selección de E/S se debe configurar como Selector de puntas. Si se utilizar el selector de puntas de bus de accesorios, Selccionar fuente se debe configurar como Puntas de bus de accesorios.
Parámetro | Descripción |
|---|---|
sensor [1-8] | Solo disponible en Selector de puntas de bus de accesorios
|
Modo Selección de punta [1-8] | Si Sensor [1-8] se configura como Deshabilitado, Ninguno será la única opción disponible.
|
Pset de punta [1-8] | Seleccione el Pset que debe activarse si se selecciona Punta. Solo disponible si Modo Selección de punta [1-8] se configura como Seleccionar Pset. |
Secuencia de lotes de punta [1-8] | Seleccione la secuencia de lotes que debe activarse si se selecciona Punta. Solo disponible si Modo Selección de punta [1-8] se configura como Seleccionar secuencia de lotes. |
Baliza
Parámetro | Descripción |
|---|---|
Función de baliza [1-5] | Seleccione la función de salida que debe conectarse a la luz de baliza correspondiente. |
Modo de señal de baliza [1-5] | Seleccione el modo de la señal. No está disponible si la función Baliza [1-5] se configura como Deshabilitado. Las opciones son las mismas que para el modo de señal de salida E/S digital.
|
Duración de señal de baliza [1-5] | Solo disponible si el modo de señal Baliza [1-5] se configura como Duración. |
Parpadeo de baliza [1-5] | No está disponible si la función Baliza [1-5] se configura como Deshabilitado.
|
Función de zumbador | Seleccione la función de salida que debe conectarse al zumbador. |
Modo de señal de zumbador | Seleccione el modo de la señal. No está disponible si la función Función de zumbador se configura como Deshabilitado. Las opciones son las mismas que para el modo de señal de salida E/S digital.
|
Duración de señal de zumbador | Solo disponible si el modo de señal Modo de señal de zumbador se configura como Duración. |
Componente [A,B] |
|
Función de componente [A,B] | Seleccione la función de entrada que desea conectar al Componente [A,B] correspondiente. Solo disponible si Componente [A,B] se configura como Interruptor unidireccional, Pulsador o Botón de color. |
Función izquierda de componente [A,B] | Seleccione la función de entrada que desea conectar al Componente [A,B] correspondiente. Solo disponible si Componente [A,B] configura como Interruptor bidireccional. |
Función derecha de componente [A,B] | Seleccione la función de entrada que desea conectar al Componente [A,B] correspondiente. Solo disponible si Componente [A,B] configura como Interruptor bidireccional. |
Función lámpara de componente [A,B] | Seleccione la función de entrada que desea conectar al Componente [A,B] correspondiente. Solo disponible si Componente [A,B] configura como Botón de color o Lámpara. |
Modo de señal de lámpara de componente [A,B] | Seleccione el modo de la señal. Solo disponible si Componente [A,B] configura como Botón de color o Lámpara. |
Duración de señal de lámpara de componente [A,B] | Solo disponible si Modo de señal de lámpara de componente [A,B] se configura como Duración. |
Parpadeo de lámpara de componente [A,B] | No está disponible si Función de componente [A,B] se configura como Deshabilitado.
|
Función de salida [1-2] | Seleccione la función de salida que debe conectarse a la Función de salida [1-2] correspondiente. |
Modo de señal de salida [1-2] | Seleccione el modo de la señal. No está disponible si la Función de salida [1-2] se configura como Deshabilitado. Las opciones son las mismas que para el modo de señal de salida E/S digital.
|
Duración de señal de salida [1-2] | Solo está disponible si la Función de salida [1-2] se configura como Duración. |
Parpadeo de salida [1-2] | No está disponible si la Función de salida [1-2] se configura como Deshabilitado.
|
Función de entrada [1-2] | Seleccione la función de entrada que debe conectarse a la Función de entrada [1-2] correspondiente.. |
Análisis

Se utiliza el análisis para visualizar gráficos. Se pueden analizar gráficos almacenados en el controlador o PC. También es posible visualizar una trayectoria en tiempo real mientras el apriete/medición está en curso. Sin embargo, esto solo es posible si el controlador está conectado mediante USB.
La velocidad de muestra y el número de puntos de muestra para cada gráfico almacenado varía según la duración del apriete.
Velocidad de muestra * duración = puntos de muestra
Velocidad de muestra de datos (Hz) | Duración máx. |
|---|---|
7 500 | 0,133333333 |
3750 | 0,266666667 |
1875 | 0,533333333 |
937,5 | 1,066666667 |
468,75 | 2,133333333 |
Por ejemplo, si un apriete tarda 0,52 segundos, la velocidad de muestra es de 1875 Hz. Esto resulta en 1875 * 0,52 = 975 puntos de muestra.
Objeto GUI | Acción |
Parar | Hace que el análisis deje de recoger/recibir gráficas en tiempo real. |
Inicio | Inicia el análisis. Cada tensión inicia un nuevo gráfico. |
Tabla de valores | Muestra el gráfico en una tabla. |
Borrar | Borra los gráficos. |
Open (Abrir) | Abre un gráfico que se ha guardado con anterioridad. |
Guardar | Guarda el gráfico visualizado como archivo .dia. |
Exportar | Exporta los resultados en formato .jpg o .bmp. |
Ajustes | Cambia las funciones del análisis. Se selecciona en tres pestañas.
|
Prueba | Abre una nueva ventana que permite utilizar la herramienta desde ToolsTalk MT. |
Ruta | Ruta a la carpeta de trabajo. Se muestran los archivos .dia o .mtg de la carpeta seleccionada. |
Mostrar múltiples gráficos | Mostrar múltiples gráficos. Imprimir hasta 8 gráficos. |
Actualizar | Pulsar para actualizar la carpeta de trabajo/ruta. |
Archivos .dia y .mtg | Se muestran los archivos .dia y .mtg de la carpeta de trabajo seleccionada. |
Explorar un gráfico en el menú de análisis
|
Acción |
Descripción |
|
Acercar |
Mantenga pulsado el botón izquierdo del ratón y arrástrelo diagonalmente hacia la derecha. |
|
Alejar |
Mantenga pulsado el botón izquierdo del ratón y arrástrelo diagonalmente hacia la izquierda. |
|
Mover |
Mantenga pulsado el botón derecho y mueva el ratón. |
|
Copiar tabla |
Para copiar la tabla, haga clic con el botón derecho y seleccione Copiar tabla |
|
Añadir comentario |
Haga clic con el botón derecho del ratón sobre el gráfico para añadir un comentario (a ese gráfico determinado). |
|
Eliminar |
Haga clic con el botón derecho del ratón sobre el gráfico y seleccione Borrar para borrarlo de la tabla. |
Ajustes
Ajustes de ToolsTalk MT Analysis.
Configuración general
|
Parámetro |
Descripción |
|
Ruta |
Los registros se almacenan en la carpeta especificada. Los archivos se nombran con un índice. El usuario debe disponer de autorización de escritura en la ruta seleccionada. |
|
Almacenamiento automático |
Activa el almacenamiento automático de los archivos en la carpeta especificada. |
|
Mostrar leyenda |
Muestra y oculta la leyenda del diagrama. |
|
Color de la etapa |
Las etapas de un programa de apriete se muestran en colores distintos. Si se desactiva, cada gráfico tendrá un único color. |
Par de gatillo
El par de gatillo se usa para controlar la activación y desactivación del registro.
|
Parámetro |
Descripción |
|
Par de apriete |
La gráfica en tiempo real se registra mientras el par supera este valor. |
|
Retardo del arranque |
El tiempo de retardo del gatillo se puede ajustar entre 0 y 50 segundos. La gráfica en tiempo real se registra mientras el tiempo de ejecución supera este valor. Si se utilizan tanto el retardo de arranque como el par de gatillo, la gráfica en tiempo real no comenzará a registrarse hasta que se superen ambos límites. |
Ajustes de tabla
|
Parámetro |
Descripción |
|
Tipo de diagrama |
Torque/Time (Par/Tiempo) muestra el par como una función de tiempo. |
|
Mostrar la gráfica del gradiente de par. |
Muestra la gráfica del gradiente de par. |
Resultados

Objeto GUI | Acción |
Primera | Abre la primera página que contiene los 100 últimos resultados/eventos. |
Anterior | Abre la página anterior. |
Siguiente | Abre la página siguiente. |
Última | Abre la última página que contiene los <=100 resultados/eventos más antiguos. |
Actualizar | Actualiza la lista de resultados/eventos. |
Buscar | Permite buscar resultados. (solo disponible con la licencia IAM QA) |
>> | Busca los siguientes resultados de Recuento. (solo disponible con la licencia IAM QA) |
Exportar | Permite exportar resultados. (solo disponible con la licencia IAM QA) |
Actualización automática | La lista se actualiza automáticamente cuando se almacena un nuevo resultado. |
Resultados
La ventana de resultados muestra los resultados o los resultados de medición de todos los aprietes almacenados en el controlador
Haga clic con el botón derecho en la ventana de resultados para seleccionar qué columnas se mostrarán en la tabla.
Seleccione resultado
Seleccione un apriete de la tabla de la esquina superior izquierda de la ventana Resultados de apriete.
Se muestran el ángulo/par de gráfico y los datos del apriete seleccionado.
Buscar resultados
En el panel Resultados, haga clic en el botón Buscar; aparece la ventana de diálogo Buscar mediciones.
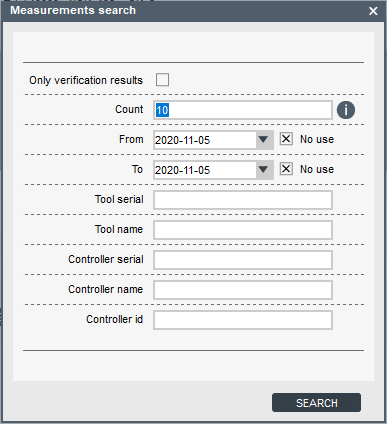
Parámetro
Descripción
Solo resultados de comprobación
Selecciona solo resultados de comprobación e ignora mediciones comunes.
Cuenta
Número de resultados encontrado (1-100).
Desde - Hasta
Este parámetro hace referencia a la fecha en la que se produjeron los resultados. Ahora los usuarios pueden ignorar la fecha en la búsqueda.
Número de serie de herramienta
Busca comprobaciones realizadas en una herramienta con un número de serie «Númeroserieherramienta».
Nombre de la herramienta
Busca comprobaciones realizadas en una herramienta con un nombre «Nombreherramienta».
Número de serie de controlador
Busca comprobaciones realizadas en una herramienta con un número de serie «Númeroseriecontrolador».
Nombre del controlador
Busca comprobaciones realizadas en una herramienta con un nombre «Nombrecontrolador».
ID del controlador
Busca comprobaciones realizadas en una herramienta con un ID «IDcontrolador».
Introduzca la información relevante para la búsqueda en los recuadros.
Haga clic en Buscar.
Exportar resultados
Para exportar un resultado o un conjunto de resultados, seleccione un resultado o conjunto de resultados específico en el panel de resultados y haga clic en el botón Exportar o haga clic con el botón derecho.

Las opciones disponibles son:
Exportar toda la base de datos a Excel: Para exportar toda la base de datos de resultados de medición a un archivo .csv que se puede abrir fácilmente en MS Excel.
Exportar elementos seleccionados a Excel: Para exportar únicamente un conjunto de resultados de medición previamente seleccionados en el panel de resultados de medición a un archivo .csv.
Crear pdf de comprobaciones seleccionadas: Para crear un informe en formato .pdf para un resultado de comprobación específico. Si se seleccionan varios resultados de comprobación al mismo tiempo, se creará un informe .pdf para cada uno.
Si el resultado de medición seleccionado no es un resultado de verificación, se debe elegir un mínimo de tres mediciones Funcionamiento libre. No puede mezclar mediciones Funcionamiento libre y resultados de verificación al crear los informes.
Si se seleccionan varios resultados de medición, se creará un informe sin límites y se mostrará cada medición en un gráfico.
Crear informes de medición
En el panel Resultados, seleccione un resultado o conjunto de resultados específico y haga clic en el botón Exportar.
Seleccione la opción Crear pdf de comprobaciones seleccionadas; aparece la ventana de diálogo Información de informe de comprobación.

Parámetro
Descripción
Información del cliente
Información relacionada con el cliente.
Fila de cliente 1-4
Esta información aparecerá en la esquina superior derecha del informe.
ID de dispositivo probado
Esta información aparecerá bajo la información de herramienta y, si el cliente tiene su propio ID para la herramienta, lo puede introducir aquí.
Información de centro de servicio
Información relacionada con el centro de servicio.
Fila de servicio 1-4
Esta sección aparece en el parte central del pie de página del informe. Estos campos tienen memoria, por lo que solo se debe introducir la información una vez.
Introduzca la información relevante en los recuadros.
Haga clic en Generar para obtener un informe.
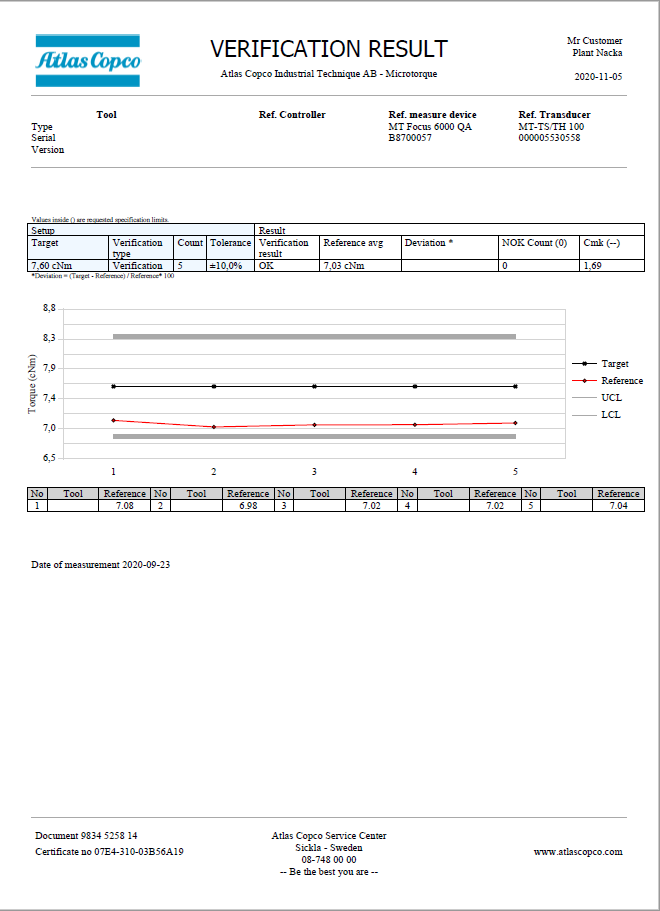
Ejemplo de Informe de comprobación 
Ejemplo de Informe FreeRun
Resultados de etapa
La ventana resultado de la etapa muestra los valores de par y ángulo de la etapa del último apriete/desapriete.
Cambios de estado
Los eventos son errores o mensajes informativos emitidos en el controlador. Estos se pueden exportar a un archivo Excel para almacenamiento.
La ventana de eventos muestra una lista de los últimos 512 eventos.
Haga doble clic en un evento para abrir una ventana con información sobre el mismo.
Ajustes de la herramienta

Verificación de par
Puede configurar un intervalo que informará al usuario que ha llegado el momento de realizar pruebas y verificar la herramienta realizando una comprobación de par. El intervalo se puede activar en un número de ciclos o según tiempo. Con los parámetros de comprobación de par también puede bloquear la herramienta para que no pueda realizar ninguna acción más hasta que haya obtenido un resultado de verificación de herramienta correcto.
El resultado de verificación solo está disponible si se realiza la verificación mediante USB Sync junto con la licencia MTF6000 IAM QA.
Ajustes de transductor

Parámetros del controlador

Conecte el controlador a ToolsNet
Modo estático
Conecte el controlador a la red de fábrica a través de Ethernet.
Ajuste el Modo de red a Estático en Ajustes del controlador > Configuración > Red.
Configure la dirección IP, la máscara de subred y la pasarela del controlador.
Active ToolsNet.
Configure la dirección IP del servidor de ToolsNet.
Configure el puerto ToolsNet, 6700 es el puerto estándar para todos los dispositivos MT.
Seleccione si el controlador debe sincronizar el tiempo con ToolsNet.
Modo DHCP
Conecte el controlador a la red de fábrica a través de Ethernet.
Ajuste el Modo de red a DHCP en Ajustes del controlador > Configuración > Red.
Active ToolsNet.
Configure la dirección IP del servidor de ToolsNet.
Configure el puerto ToolsNet, 6700 es el puerto estándar para todos los dispositivos MT.
Seleccione si el controlador debe sincronizar el tiempo con ToolsNet.
Configuración general
Objeto GUI | Descripción |
Firmware de actualización | Firmware de actualización de un controlador conectado. El controlador debe tener la versión del firmware 1.4.1 o superior para poder actualizarse. |
Establecer fecha y hora | Establecer fecha y hora. |
Mostrar vacío | Abre una ventana que muestra el valor de presión al vacío en tiempo real |
Capturar pantalla de controlador | Abre una ventana con una réplica impresa de lo que aparece en la pantalla del controlador en ese momento exacto. Se puede utilizar, por ejemplo, para elaborar instrucciones de operario |
Parámetro | Descripción |
Fecha de calibración | Fecha de la última calibración. |
Nombre del controlador | Nombre del controlador definido por el usuario. |
ID del controlador | Número de identificación del controlador definido por el usuario. |
Nombre de estación | Nombre de estación definido por el usuario. |
ID de la estación | Número de identificación de la estación definido por el usuario. |
Nombre de línea | Nombre de línea definido por el usuario. |
ID de la línea | Número de identificación de la línea definido por el usuario. |
Idioma del controlador |
|
Unidad de par | Unidad del par que debe visualizarse en el controlador.
|
Unidad de temperatura | Unidad de la temperatura que debe visualizarse en el controlador. |
Configuración
Parámetro | Descripción |
Pitido en OK | Si se configura como habilitado, el controlador emitirá un sonido después de un apriete OK. |
Pitido en NOK | Si se configura como habilitado, el controlador emitirá un sonido después de un apriete NOK. |
Pitido en lote finalizado | Si se configura como habilitado, el controlador emitirá un sonido después de que finalice un lote. |
Pitido en secuencia de lotes finalizada | Si se configura como habilitado, el controlador emitirá un sonido después de que finalice una secuencia de lotes. |
Pitido de Comprobación completa | Parámetros del QA Si se configura como habilitado, el controlador emitirá un sonido cuando finalice una comprobación. |
Seleccionar fuente | Este parámetro controla cómo se seleccionan y activan las preselecciones y las secuencias de lotes.
|
Modo de arranque | Seleccione el Pset o la secuencia de lotes en la etapa de arranque.
|
Número de Pset | Si selecciona Pset en el Modo de arranque, escoja el número de Pset. |
Número de secuencia de lotes | Si selecciona Secuencia de lotes en el Modo de arranque, escoja el número de secuencia de lotes. |
Vista de arranque | Define qué vista del controlador debe abrirse en el arranque. |
Retroiluminación activa durante el apriete/la medición. | Si se configura como sí, la pantalla del controlador se ilumina durante el apriete/la medición. |
Bloqueo en error | Este parámetro activa un evento en un error de apriete. Debe reconocerse dicho evento antes de poder realizar un nuevo apriete. Puede utilizarse para detener el sistema si, por ejemplo, es un robot el que dirige el sistema. Para impedir a los operarios continuar después de un apriete erróneo, debe activarse una contraseña. |
Confirmar en caso de error en secuencia de lotes | Decide si se debe realizar una confirmación física del error en la secuencia de lotes. |
Guardar gráficos | Función con licencia Decide si la totalidad, ninguno o solo los resultados de aprietes erróneos deben guardar sus gráficos. |
Inicio de apriete automático | Inicia automáticamente el apriete activo en un intervalo determinado. |
En reposo | Con Espera habilitado, el controlador pasará a modo de espera tras el tiempo establecido. Cuando el controlador sale del modo de espera, no es necesario iniciar la herramienta. El controlador sale del modo en espera con:
|
Apagado automático | Si se activa, el parámetro Apagado automático se puede configurar. El usuario puede configurar un temporizador para definir el tiempo que debe transcurrir para que la batería se apague si el controlador está inactivo. |
Confirmación de inicialización de la herramienta | Define si el operativo/usuario debe pulsar OK antes de la herramienta comience la etapa de inicialización. La inicialización de la herramienta se da durante el arranque del sistema y cuando se conecta una herramienta. |
Reapriete de herramienta activada | Reapriete es apretar un tornillo ya apretado. Este ajuste causará un error de apriete si el sistema detecta un reapriete. |
Monitorización de corriente | Este parámetro compara el par del transductor con el utilizado en ese momento. Solo funciona con MT Focus 6000 con herramientas con transductor: Serie EDT MT/QMT.
|
Intervalo de advertencia | Una vez transcurrido una cantidad de tiempo definida desde la última comprobación de par, el controlador activará una advertencia indicando que debe realizar una comprobación de par. Este evento se puede borrar. |
Ciclo de advertencia | Una vez la herramienta ha alcanzado el número de ciclos definido desde la última comprobación de par, el controlador activará una advertencia indicando que debe realizar una comprobación de par. Este evento se puede borrar. |
Intervalo requerido | Una vez transcurrido una cantidad de tiempo definida desde la última comprobación de par, el controlador activará un error indicando que debe realizar una comprobación de par. La herramienta se bloqueará hasta que se realice una comprobación de par OK. |
Ciclos requeridos | Una vez la herramienta ha alcanzado el número de ciclos definido desde la última comprobación de par, el controlador activará un error indicando que debe realizar una comprobación de par. La herramienta se bloqueará hasta que se realice una comprobación de par OK. |
Modo de red | Función con licencia.
|
Dirección IP | Introduzca la dirección IP estática del controlador. Solo disponible si se configura Modo de red como Estático. |
Máscara de subred | Introduzca la dirección de máscara de subred del controlador. Solo disponible si se configura Modo de red como Estático. |
Puerta de enlace | Introduzca la dirección de portal estática del controlador. Solo disponible si se configura Modo de red como Estático. |
DNS 1 | Introduzca la IP estática del DNS. |
ToolsNet | Función con licencia. Activa / desactiva la conexión con ToolsNet versión 8.4 y posterior. |
Dirección IP de ToolsNet | Función con licencia. Dirección IP del servidor de ToolsNet. |
Puerto de ToolsNet | Función con licencia. Puerto del servidor ToolsNet, 6700 es el puerto estándar para todos los dispositivos MT. |
Tiempo de sincronización de ToolsNet | Función con licencia. Seleccione si el controlador debe sincronizar el tiempo con ToolsNet. |
Protocolo abierto |
|
Unidad de par OP | Seleccione la unidad de par con la que controlador enviará todos los parámetros de par mediante OP. Solo disponible si se configura Open Protocol como Habilitado.
|
Unidad de temperatura OP | Seleccione la unidad de temperatura con la que controlador enviará todos los parámetros de temperatura mediante OP. Solo disponible si se configura Open Protocol como Habilitado.
|
Adaptador de batería activado | Sí: deshabilita el resto de parámetros RS232 y activa la compatibilidad con la batería. No: deshabilita la compatibilidad con la batería y activa otros parámetros RS232, como Open Protocol y Escáner. |
Modo RS232 | Solo disponible si el Adaptador de batería habilitado está configurado como No.
|
Velocidad de transferencia | Velocidad de transmisión de datos para RS-232 |
Borrar DB en exportación USB |
|
Tiempo límite de ID de operario activado |
|
Tiempo límite de ID de operario | El ID de operario se eliminaré una vez el controlador haya estado inactivo durante un tiempo definido. |
Gatillo de medición | Función con licencia.
|
Confirmar comprobación completa | Función con licencia. Si se configura como Habilitado, el usuario debe confirmar la ventana emergente del resultado de comprobación antes de continuar. Si se configura como Deshabilitado, el controlador cerrará automáticamente la ventana emergente cuando se inicie una medición nueva. |
Compensación cero en Aceptar | Función con licencia. Si se configura como Sí, el usuario puede configurar la compensación a cero del transductor pulsando el botón Aceptar en el controlador. |
Recuento de campo personalizado QA | Función con licencia. Describe cómo debe ser la imagen de la vista personalizada en el controlador IAM QA. Cuántos campos deben aparecer en la vista. |
Campo de datos QA 1-4 | Función con licencia. Describe la información que debe aparecer en el campo seleccionado. Valores posibles:
|
Información del sistema
Parámetro | Descripción |
Versión del software |
|
Fecha del software | Fecha de compilación del software. |
Dirección MAC | La dirección MAC del IAM. |
Número de serie | Número de serie del controlador. |
ID de la licencia | El código de licencia. |
Nivel de licencia | Nivel de licencia. |
Fecha y hora | Ajustar fecha y hora. |
Diag. del sistema
Parámetro | Descripción |
Sensor de corriente cero |
|
Sensor de par cero |
|
Presión de vacío |
Red
Parámetro | Descripción |
Estado de enlace | Estado de la conexión actual. |
DHCP | Dirección del DHCP configurado. |
Dirección IP | Dirección IP del controlador. |
Máscara de subred | Máscara de subred. |
Puerta de enlace | IP para puerta de enlace. |
Ajustes de E/S digital y contraseña

E/S digital
Señales de entrada al controlador.
Parámetro | Descripción |
Modo de selección de E/S. | Define si las patillas de selección de E/S deben iniciar una configuración de Pset, secuencia de lotes o selector de puntas. |
Entrada digital
Señales de entrada al controlador.
Parámetro | Descripción |
Desactivado | La señal está desactivada. |
Iniciar apriete | Inicia un apriete, comenzará un flanco positivo (transición 0->1). |
Inicio del apriete (mantener) | Inicia un apriete, comenzará un flanco positivo (transición 0->1). Si la señal se reduce durante el apriete, se cancelará. |
Iniciar desapriete | Inicia un desapriete, comenzará un flanco positivo (transición 0->1). |
Inicio del desapriete (mantener) | Inicia un desapriete, comenzará un flanco positivo (transición 0->1). Si la señal se reduce durante el desapriete, se cancelará. |
Detener operación | Detiene cualquier apriete/desapriete en curso. |
Restablecer | Esta señal detendrá cualquier apriete en curso. Si no hay ningún apriete activo, borrará de la pantalla los datos de apriete anteriores. |
Desactivar herramienta | Ajusta la herramienta en modo desactivado, no pueden iniciarse nuevos aprietes ni desaprietes. |
Inicializar herramienta | Hace que la herramienta ejecute la autocalibración inicial. Entre otras cosas, medirá la fricción interna. |
Borrar evento | Borrará un evento no bloqueante del controlador. Es lo mismo que aceptar un error/evento pulsando el botón OK del controlador. |
Borrar todos los eventos | Borrar todos los eventos activos del controlador (no bloqueantes) |
Seleccionar punta 0-9 | Utilizado para seleccionar una configuración de Pset, secuencia de lotes o selector de puntas, si Seleccionar fuente está establecido como E/S digital. |
Reiniciar secuencia de lotes | Reiniciar una secuencia de lotes. |
Aumentar lote | Omitir un apriete en un lote. |
Reducir lote | Volver a realizar un apriete en un lote. |
Restablecer lote | Reiniciar un lote. |
Secuencia de lotes DI1-12 | Señales de entrada de la secuencia de lotes. Estas señales controlarán los eventos de entrada de la secuencia de lotes. |
En reposo | Establecer el controlador en modo standby para reducir el consumo de energía |
Reiniciar | Reinicia el software del controlador. |
Aumentar la secuencia de lotes | Omitir una etapa en una secuencia de lotes. |
Activar vacío | Activar bomba de vacío |
Activar limpieza | Invierta el flujo de aire para limpiar el tubo |
Despertar | Despertar controlador del modo standby |
Luz guía de herramienta | Encender LED de luz de guían |
Estado de la herramienta rojo | Encender LED rojo |
Estado de la herramienta verde | Encender LED verde |
Estado de la herramienta azul | Encender LED azul |
Estado de la herramienta blanco | Encender LED blanco |
Monitorización externa 1-8 | Se utiliza para manipular una entrada sin conectarla a una función específica. (Se puede usar para protocolos externos, como el protocolo abierto.) |
Iniciar medición | (Función con licencia) |
Detener medición | (Función con licencia) |
Pausar inicio de medición | (Función con licencia) |
Configurar el transductor a cero | (Función con licencia) |
Restablecer comprobación | Restablecer la comprobación. |
Salida digital
Señales de salida del controlador.
Parámetro | Descripción |
Desactivado | La señal está desactivada. |
Listo | El controlador está listo para comenzar el apriete. |
Ocupado | La salida está activa cuando la herramienta está funcionando, ya sea por el proceso de tensión o por eliminación de la tensión. |
Error | Hay un error activo. |
Apriete OK | El programa de apriete se ha completado satisfactoriamente. La señal permanece inactiva mientras la secuencia esté en proceso. |
Apriete NOK | El programa de apriete no se ha completado satisfactoriamente. La señal permanece inactiva mientras la secuencia esté en proceso. |
Lote completado | La etapa del lote se ha completado. |
Evento activo | Hay un evento activo. |
Evento bloqueando | Un evento impide el funcionamiento hasta que se resuelva. |
Evento que puede borrarse | Establece si debe aceptarse un evento |
Inicializando herramienta | Indica que la autocalibración inicial de la herramienta está en curso. |
Herramienta desactivada | Indica si la herramienta está desactivada. |
Bomba de vacío | Indica si la bomba de vacío está activa. |
Señal de inicio | La salida está activa mientras la palanca de inicio de la herramienta esté pulsada. |
Señal de desapriete | La salida está activa mientras la palanca de inversión de la herramienta esté pulsada. |
Pulsar para iniciar señal | La salida está activa mientras el interruptor de la punta esté activado. |
Secuencia de lotes DO1-8 | Señal de salida de la secuencia de lotes. Estas señales controlarán los eventos de salida de la secuencia de lotes. |
Secuencia de lote completada | Una secuencia de lotes ha finalizado correctamente. |
Error en secuencia de lotes | Indica si se ha activado un error de secuencia de lotes. |
Error de lote | Fallo de lote y anulación |
Standby activo | El controlador está en modo standby |
Tornillo no alineado | Se ha superado el límite de tornillo no alienado. Se recoge el tornillo pero no está alineado con la punta. |
Tornillo alineado | Se ha superado el límite de tornillo alienado. El tornillo está alineado con la punta. |
Monitorización externa 1-10 | Se utiliza para manipular una salida sin conectarla a una función específica. (Se puede usar para protocolos externos, como el protocolo abierto.) |
Limpieza por vacío | La función de limpieza por vacío está activa |
Bomba de vacío conectada | Comprueba si la bomba de vacío MT (8432 0854 00) está conectada. MTF6000 debe contar con una versión revisión C o posterior para que esta señal funcione. |
Medición OK | (Función con licencia) |
Medición NOK | (Función con licencia) |
Comprobación completa | La señal presenta valores altos si se completa la comprobación. |
Comprobación activa | La señal presenta valores altos si la comprobación está activa. |
Servicio necesario | Herramienta o transductor listo para servicio |
Batería conectada | La batería está conectada al controlador. |
Batería baja | La carga de la batería ha caído por debajo del 20 %. |
Comprobación OK | Comprobación correcta |
Comprobación NOK | Comprobación incorrecta. |
Desbloquear punta 0-3 | Indica la punta que se debe seleccionar en el selector de bocas de la etapa del evento Secuencia de lotes. (cálculo binario) |
Se requiere una comprobación de par | Indica cuándo es necesario realizar una comprobación de par. |
Girando en sentido horario | La señal presenta valores altos cuando la herramienta gira en sentido horario (apriete). |
Girando en sentido antihorario | La señal presenta valores altos cuando la herramienta gira en sentido antihorario (afloje). |
Modo de señal de salida
Seguimiento - reacciona a cambios.
Hasta siguiente apriete - estará activo hasta que se inicie el siguiente apriete.
Duración - estará activo durante un periodo determinado.
Contraseña
Es una función con licencia. No disponible en IAM QA.
El sistema de contraseña flexible permite determinar a qué funciones tiene acceso el operario. Los técnicos y los jefes de línea tienen la opción de obtener acceso al sistema mediante contraseña o mediante inicio sesión vía escáner, por ejemplo, código de barras o RFID.
Si no se ha configurado ninguna contraseña, la configuración Sin contraseña tendrá acceso completo a todas las funciones.
Si se elimina la configuración de la contraseña del IAM MT, el controlador generará un nuevo archivo de contraseña donde se restringirán totalmente todos los niveles.
Existen diferentes maneras de iniciar y cerrar sesión en el controlador:
Introducir un código PIN para iniciar sesión si se muestra el símbolo del candado.
Escanear un código de barras o una tarjeta de rfid. Un escaneado de la tarjeta para iniciar sesión, un segundo escaneado para cerrar sesión.
Pulsar el botón OK.
código PIN
Cuando una función está restringida se mostrará el símbolo de un candado. Introduzca el código PIN para desbloquear la función.
Inicio de sesión con escáner
Para iniciar sesión con un código de barras o tarjeta RFID necesita configurarse una regla de identificador. Esta regla de identificador tiene una acción que debe establecerse para iniciar sesión, a continuación se introduce el nivel de acceso.
Un escaneado del código iniciará sesión. Si se vuelve a escanear, el nivel de contraseña finalizará sesión.
Configuración de la contraseña
Configuración general
Parámetro | Descripción |
Tiempo de fin de sesión automático | Tiempo antes de que finalice automáticamente la sesión del usuario en el controlador. |
Controlador
La tabla del Controlador le permite establecer derechos de acceso.
El código PIN de cuatro dígitos se introduce en la casilla situada debajo del número de usuario. También se puede desactivar la contraseña para un nivel desmarcando la casilla Pin activado en la contraseña.
Parámetro | Descripción |
Acceso al menú | Acceso al menú del sistema en el controlador |
Cambiar vista | Cambiar de una vista de resultados a otra. |
Seleccione Prog | Seleccionar una preselección del controlador. |
Seleccionar secuencia de lotes | Seleccionar una secuencia de lotes desde el controlador. |
Reiniciar error de apriete | Aceptar errores de apriete |
Reiniciar error de secuencia de lotes | Aceptar errores de secuencia de lotes |
Abortar secuencia de lotes | Reiniciar una secuencia de lotes |
Aumentar/disminuir la secuencia de lotes | Aumentar o disminuir el contador de etapas de la secuencia de lotes. |
Aumentar/disminuir lote | Aumentar o disminuir el contador de lotes. |
Programación rápida | Acceso a programación rápida. |
Seleccionar fuente | Cambiar fuente de selección |
Control de la herramienta | Arranque/parada de herramienta |
Importar ajustes | Importar ajustes del controlador (parámetros del controlador, preselección, secuencias de lotes, identificadores y ajustes de E/S) mediante unidad USB. |
Importar software | Actualizar el software. |
Exportar ajustes | Exportar ajustes del controlador (parámetros del controlador, preselección, secuencias de lotes, identificadores y ajustes de E/S) a unidad USB. |
Exportar resultados | Exportar resultados en archivo CSV a memoria USB. |
Exportar gráficos | Exportar gráficos a memoria USB. |
Exportar todo | Exportar todo a memoria USB. |
Exportar software | Exportar software a memoria USB. |
Exportar evento | Exportar eventos a memoria USB. |
Información del controlador | Acceder al menú de información del controlador. |
Información sobre la herramienta | Acceder al menú de información de la herramienta. |
Info. de batería | Acceso al menú informativo de la batería. |
Info. de conexión | Acceso al menú de conexiones. |
Configuración IP | Acceso al menú de configuración IP. |
Configuración de ToolsNet | Acceso al menú de configuración de ToolsNet. |
E/S digital | Acceso al menú de información de E/S digital. |
Bus de campo

Esta función permite controlar el controlador desde una fuente externa, como un PLC, junto con Fieldbus Carrier MT.
Fieldbus Carrier MT solo funciona si el módulo AnyBus en su interior es compatible. Solo los módulos codificados con un ID de proveedor exclusivo Atlas Copco son compatibles, solo se pueden comprar a Atlas Copco, si el módulo se compra de Atlas Copco, entonces tiene el ID de proveedor correcto. Actualmente solo son compatibles los módulos siguientes:
Módulo Anybus M40 PROFINET 8432085320 (firmware v1.40.01) desde MTF6000 firmware 1.12
Módulo Anybus M40 EtherCAT 8432085310 (firmware v2.15.1) desde MTF6000 firmware 1.16
Módulo Anybus M40 Ethernet/IP 8432085330 (firmware v1.43.2) desde MTF6000 firmware 1.16
Fieldbus Carrier MT está conectado al controlador MTF6000 mediante el cable de bus de campo, y al PLC mediante un cable ethernet desde el módulo de bus de campo.
Códigos Fieldbus Carrier MT habituales para NS LED en el módulo AnyBus PROFINET:
Apagado = sin conexión
Verde = en línea (FUNCIONAMIENTO)
Rojo, 1 parpadeo = error de nombre de estación
Rojo, 2 parpadeos = error de dirección IP
Rojo, 3 parpadeos = error configuración
Códigos Fieldbus Carrier MT habituales para ERR LED en el módulo AnyBus EtherCAT:
Apagado = sin error
Parpadeo, rojo = configuración no válida
Rojo, 1 parpadeo = cambio de estado no solicitado
Rojo, 2 parpadeos = tiempo límite de vigilancia excedido de Sync Manager
Códigos Fieldbus Carrier MT habituales para MS LED en el módulo AnyBus Ethernet/IP:
Apagado = sin suministro
Verde = controlador mediante un escáner en estado En marcha, si CIP Sync está activado, la hora se sincroniza según un reloj maestro.
Verde, parpadeo = sin configurar, escáner en estado inactivo o, si CIP Sync está activado, la hora se sincroniza según un reloj maestro.
Rojo = fallo importante (estado-EXCEPCIÓN, error FATAL, etc.).
Rojo, parpadeo = fallo(s) recuperable(s) El módulo está configurado, pero los parámetros almacenados son diferentes de los parámetros utilizados actualmente.
Ajustes
Parámetro | Descripción |
|---|---|
Tipo de bus de campo | El tipo de ajustes de bus de campo que desea cargar. El tipo debe coincidir con el módulo dentro de Fieldbus Carrier MT. Support PROFINET desde versión 1.12.0 y EtherCAT desde versión 1.16.0. |
Tamaño de mapa | Número de bytes que desea transferir desde/hasta el controlador. El valor depende de la dirección seleccionada en los ajustes Map (A controlador/Desde controlador). |
Parada de herramienta sin conexión | Si activo, la herramienta se desactivará cuando el bus de campo no tenga conexión. |
Conjunto de valores actuales
Parámetro | Descripción |
|---|---|
Estado | Indica el estado de Fieldbus Carrier MT:
La comunicación entre Fieldbus Carrier MT y el PLC solo está disponible en estado Activo. |
DHCP habilitado | Indica si se ha guardado la configuración DHCP. (PROFINET, EtherNet/IP) |
Dirección IP | Indica la dirección IP. (PROFINET, EtherNet/IP) |
Máscara de subred | Indica la máscara de subred (PROFINET, EtherNet/IP) |
Puerta de enlace por defecto | Indica la dirección IP del portal de enlace. (PROFINET, EtherNet/IP) |
Nombre de estación | Indica el nombre de la estación. (PROFINET) |
ID de dispositivo | Indica el número identificador del dispositivo. (EtherCAT) |
Intervalo de actualización | Indica la frecuencia con la que los datos del proceso de bus de campo se cargan internamente. |
Ajustes de mapa
Seleccione la pestaña A controlador o la pestaña Desde controlador.
Seleccione Añadir.
Se abre la ventana de diálogo Crear configuración de señal.
Seleccione el nombre del elemento en la lista para seleccionar el elemento.
Establezca la posición de inicio del elemento escribiendo el número de Byte en el que se encuentra el Bit menos significativo.
Establezca la posición de inicio del elemento escribiendo el número de Byte en el que se encuentra el Bit menos significativo.
Establezca la Longitud del elemento, expresada en número de bits.
Seleccione Añadir.
Repita los pasos anteriores para cada elemento que vaya a añadir.
Abrir la configuración de parámetro
Haga doble clic en un parámetro para abrir la configuración. O marque la casilla  del elemento y seleccione ABRIR.
del elemento y seleccione ABRIR.
Eliminar una configuración de parámetro
Marque la casilla
del elemento.Para realizar una selección múltiple, pulse Ctrl en su teclado y seleccione.
Seleccione ELIMINAR o pulse Eliminar en su teclado.
Desplazar parámetros
Puede desplazar parámetros arrastrando y soltando en el mapa de bus de campo. El lugar donde se suelta el parámetro indica la posición de inicio del parámetro.
Si un parámetro es 1 (o más) bytes, entonces ajustará la posición de inicio en bit 0 independientemente de la posición de bit en la que se suelte el parámetro.
Si los parámetros se solapan, aparecerán marcados en rojo en ambas tablas.
Si se ha producido un error en la lista de parámetro, ese error se debe resolver antes de poder guardar. No se pueden generar más errores si ya existe uno. Primero se debe resolver ese conflicto.
Formato de la fecha
Descripción de formato de datos general para parámetros utilizados en los ajustes de mapa-
Tipo de datos (ToolsTalk MT) | Longitud de datos (bits) | Representación de datos | Orden de bytes |
|---|---|---|---|
Booleano | 1 | EtherCAT: 1 BIT PROFINET: 1 bit dentro de un UNSIGNED8 (módulo de datos genéricos) EtherNet/IP: 1 bit dentro de un BYTE | - |
Booleano | 8 | Selección de 8 Booleanos EtherCAT: BITARR8 PROFINET: UNSIGNED8 EtherNet/IP: BYTE | - |
Sin signo | 8 | Número entero sin signo, 8 bits (UNSIGNED8, USINT) | - |
Sin signo | 16 | Número entero sin signo, 16 bits (UNSIGNED16, UINT) | EtherCAT/EtherNet/IP: Little-endian (LSB primero) PROFINET: Big-endian (MSB primero) |
Sin signo | 32 | Número entero sin signo, 32 bits (UNSIGNED32, UDINT) | EtherCAT/EtherNet/IP: Little-endian (LSB primero) PROFINET: Big-endian (MSB primero) |
Entero | 8 | Número entero con signo, 8 bits (INTEGER8, SINT) | - |
Entero | 16 | Número entero con signo, 16 bits (INTEGER16, INT) | EtherCAT/EtherNet/IP: Little-endian (LSB primero) PROFINET: Big-endian (MSB primero) |
Entero | 32 | Número entero con signo, 32 bits (INTEGER32, DINT) | EtherCAT/EtherNet/IP: Little-endian (LSB primero) PROFINET: Big-endian (MSB primero) |
Variable | 32 | Número de punto flotante, 32 bits (FLOAT32, REAL) Formato de punto flotante binario de precisión individual IEEE 754; 1 bit de signo, 8 bits de exponente, 23 bits fraccionales, s eeeeeeee fffffff ffffffff fffffffff | EtherCAT/EtherNet/IP: Little-endian (LSB primero) PROFINET: Big-endian (MSB primero) |
Cadena | 1..n | Cadena con código UTF-8 dentro de una selección de tamaño predefinido (n.º de bytes). EtherCAT: Conjunto UNSIGNED8 PROFINET: Conjunto UNSIGNED8 EtherNet/IP: Selección BYTE | - |
Consulte Especificación de parámetro de Fieldbus en Referencias para una descripción detallada de los parámetros disponibles.
Configuración PLC (PROFINET)
El módulo de configuración en PLC debe coincidir con la configuración de parámetro MTF6000. Tenga en cuenta las indicaciones siguientes si la configuración del módulo se realiza manualmente en PLC:
Todos los parámetros A controlador (salida PLC) se deben configurar antes que cualquier parámetro Desde controlador (entrada en PLC).
Cualquier byte que se componga de uno o varios parámetros de bit individual (longitud = 1) se debe configurar con el módulo Datos genéricos en el PLC. Los módulos de bit individual no son compatibles con el protocolo PROFINET, por lo que el usuario debe realizar un seguimiento del contenido de cualquier módulo Datos genéricos. Es preferible utilizar módulos compuesto por grupos de parámetro de bit (por ejemplo, IF 1 - IF 8) en vez de parámetros de bit individual (todos los parámetros de bit individual también existen en un parámetro de grupo).
Cualquier byte vacío en la configuración MTF6000 debe tener uno o varios módulos Datos vacíos en la configuración PLC. Existen módulos Datos vacíos compuestos por 1/2/4/8/16/32/64/128 bytes, rellene el espacio vacío con módulos con el máximo número de bytes posible en primer lugar y después en tamaño decreciente hasta que el espacio vacío este lleno de módulos Datos vacíos. Evite cualquier espacio vacío dentro de la configuración si no es necesario dado que reducirá el rendimiento.
Parámetros de red
Los ajustes de red se pueden configurar de forma diferente dependiendo del tipo de Fieldbus que se utiliza, habrá un botón en la esquina superior derecha si hay cualquier configuración disponible.
EtherCAT
Parámetro | Descripción |
|---|---|
ID de dispositivo | Número identificador para el módulo EtherCAT. |
PROFINET
La configuración de los ajustes de red no está disponible para PROFINET, estos ajustes solo se pueden configurar desde herramientas de configuración externas.
EtherNet/IP
Parámetro | Descripción |
|---|---|
Modo de red | Configure IP estática o DHCP |
Dirección IP | Configure Dirección IP, si el modo de red se configura como Estático. |
Máscara de subred | Configure Máscara de subred, si el modo de red se configura como Estático. |
Puerta de enlace por defecto | Configure Portal predeterminado, si el modo de red se configura como Estático. |
Descargar descripción
Puede encontrar este botón en la esquina superior derecha y utilizarlo para descargar un archivo de descripción (ESI, GSDML, EDS, etc.) del controlador para el tipo de Fieldbus actualmente configurado.
Diagnóstico de Fieldbus
Activar/desactivar modo diagnóstico
Para activar el modo diagnóstico, simplemente pulse el botón Modo diagnóstico activado en la esquina superior derecha.
El modo diagnóstico tiene dos modos secundarios:
Forzado: se utiliza para manipular y enviar un valor específico al PLC.
Supervisión: muestra en tiempo real lo que contienen los parámetros.
Para desactivar el modo diagnóstico, vuelva a pulsar el botón (ahora llamado Modo diagnóstico desactivado).
En la tabla Lista, cada parámetro añadirá una pestaña nueva llamada Diagnóstico. Esta columna mostrará el valor del parámetro. Los parámetros se puede mostrar como texto o como una señal. Las señales aparecen como botones de opción. Si el botón de opción está marcado, significa que la señal es alta, de lo contrario la señal es baja.
En modo forzado, las señales tendrán dos botones de opción. Activado y Desactivado, Activado significa que la señal es alta y Desactivado significa que la señal es baja.
Modo supervisión
Seleccione el botón de opción Supervisión.
Consulte todos los parámetros en la columna Diagnóstico.
Pulse el triángulo negro en la columna Diagnóstico para ampliar los parámetros combinados y mostrar la señal de cada punta.
Modo forzado
Seleccione el botón de opción Forzado (solo disponible cuando se envían datos desde el controlador).
Introduzca el valor de los parámetros que se deben forzar a un valor diferente y pulse Enviar marco.
Debe pulsar Enviar marco para enviar el valor manipulado al PLC. Los valores no se enviarán automáticamente al PLC simplemente por introducir un valor de parámetro.
Actualización de la red
En el menú Administrar conexiones, haga doble clic en Actualización de red para iniciar la sesión de actualización de red.
Seleccione Guardar lista para obtener una plantilla, incluso si la lista está vacía.
Complete la plantilla con la información correcta del controlador:
Número de serie del controlador (opcional)
Nombre del controlador (opcional)
Dirección IP
Versión de firmware (opcional)
Para la información del controlador que es opcional, TTMT recopilará la información del controlador si la conexión se ha establecido correctamente.
Guardar lista
Guarda los controladores introducidos en una lista CSV separada por tabuladores. TTMT puede leer tanto «;» como las listas separadas por tabuladores.
Si no se añaden controladores, la opción Guardar lista creará una plantilla con los encabezados correctos que se pueden completar externamente.
Cargar lista
Carga un archivo CSV en TTMT y muestra todos los controladores en una lista.
Comprobar conexión
Comprobará la conexión de cada controlador en la lista y verá si ese controlador está activo en la red.
Estado | Descripción | |
|---|---|---|
| Desconocido | Aún no se ha verificado la conexión |
| Error de conexión | No se ha podido conectar con el controlador. |
| Conexión correcta | El controlador está activo y disponible en la red. |
| Conexión | Comprobando conexión. |




Actualizar programa
Solo funciona con los controladores de apriete.
Guardar un archivo de actualización de la red (*.mtpm).
Abra la configuración deseada en TTMT.
Abra la pestaña Administrar conexiones.
Seleccione Guardar.
Configure Guardar como tipo en Archivo de actualización en masa (*.mtpm).
Actualice varios controladores con las nuevas configuraciones.
Seleccione el archivo *.mtpm deseado.
Seleccione Abrir.
Estado | Descripción | |
|---|---|---|
| Desconocido | Aún no se ha verificado la conexión |
| Error |
|
| OK | Programas actualizado correctamente. |
| En curso |
|
Al utilizar la actualización de red, TTMT eliminará y sobrescribirá todos los Psets, secuencias de lotes e identificadores existentes.
Firmware de actualización
Seleccione ACTUALIZACIÓN DE FIRMWARE y seleccione un archivo .fw para actualizar TODOS los controladores de la lista con el firmware seleccionado.
Estado | Descripción | |
|---|---|---|
| Desconocido | Aún no se ha verificado la conexión |
| Error |
|
| OK | Actualización de firmware correcta. |
| En curso |
|
Es necesario tener la versión 3.2 o superior para que la actualización de red funcione
Agregar
Introduzca una dirección IP para añadir un controlador a la lista.
TTMT iniciará automáticamente una conexión de comprobación después de que se haya añadido la dirección IP.
Open (Abrir)
Compruebe la conexión de un controlador específico.
Eliminar
Elimine un controlador de la lista.
Solución de problemas
Desencadenante incorrecto o falso error por rosca dañada
Causa: Las juntas de autorrosca no continua pueden desencadenar falsos errores de rosca dañada por reducirse el par después de finalizar la fase de autorrosca y hasta que el cabezal del tornillo llega a la junta.
Solución: El algoritmo de rosca dañada no funcionará correctamente para este tipo de juntas. Por lo tanto recomendamos establecer el parámetro de Detección de rosca dañada en "Desactivado".
Desencadenante incorrecto tras regolpeo
Causa: El regolpeo se desencadena cuando el controlador detecta que el tornillo ya tiene algo de par al comenzar el apriete.
Si se introduce el tornillo en la junta con mucha carga lateral, el algoritmo de regolpeo puede desencadenar, falsamente, un error de regolpeo dado que el par será mucho más alto al empezar.
Solución: Intentar estabilizar la herramienta y evitar cargas laterales. Si las cargas laterales fueran necesarias, recomendamos establecer el parámetro de "Regolpeo de herramienta habilitado" en "No".
Punto de asentamiento incorrecto
Causa: Una configuración incorrecta suele provocar un punto de asentamiento incorrecto.
El asentamiento puede desencadenarse, falsamente, al comenzar un apriete cuando la herramienta pasa rápidamente de cero a empezar a establecer algo de par, eso provocará que la gradiente aumente y que desencadene, incorrectamente, una detección de asentamiento.
Si se desencadena incorrectamente un desplazamiento del asiento y de la gradiente, el punto de asentamiento puede parecer que está fuera de su sitio.
Una velocidad baja puede provocar que el par de la gradiente no pueda leerse. (Al igual que cuando se monta en bicicleta, cuanto más lento se pedalea, más posibilidades hay de oscilar, aumentar la velocidad permite ir más recto).
Solución:
Si se desencadena el asentamiento al comenzar el apriete, primero hay que añadir una etapa de conexión de rosca o ángulo de 100º antes de la etapa de TSM o SCS para pasar la subida de gradiente al principio.
Si el asentamiento está fuera de la marca, la configuración puede ser incorrecta. Así es cómo se puede configurar bien la estrategia:
Crear un apriete en dos etapas:
Etapa 1: Etapa de ángulo (o conexión de rosca) de 100°.
Etapa 2: TSM/SCS.
Establecer el objetivo deseado y realizar un apriete.
Abrir el gráfico de apriete en análisis.
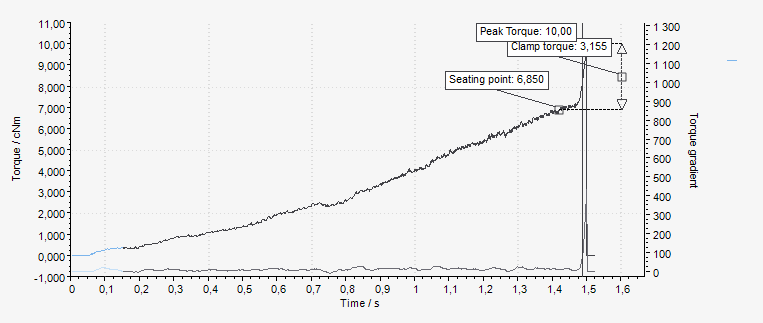
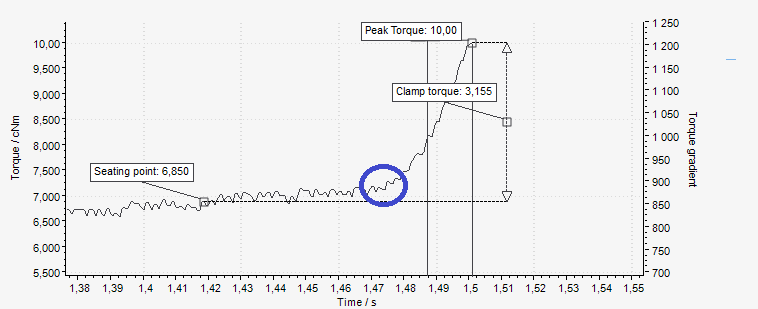
Comprobar el punto de desencadenante de la gradiente. El punto debe desencadenarse a mitad de camino del par de sujeción. Este límite se basa en la gradiente de par. Si el punto de desencadenamiento no es correcto, aumentarlo/reducirlo para que coincida con el apriete. Repetir el apriete hasta que el punto de desencadenamiento de la gradiente sea correcto.
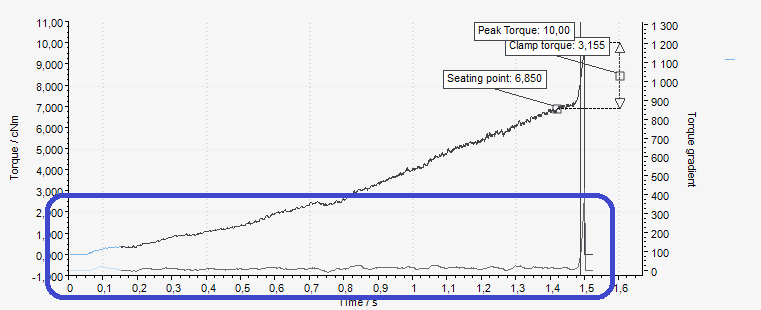
Cambiar el desplazamiento del ángulo de asentamiento:
si se desencadena el punto de asentamiento antes del punto de asentamiento correcto, deberá reducirse el parámetro de desplazamiento del ángulo de asentamiento.
si se desencadena el punto de asentamiento después del punto de asentamiento correcto, deberá aumentarse el parámetro de desplazamiento del ángulo de asentamiento.
En el ejemplo anterior, el asentamiento se desencadenó antes del punto de asentamiento correcto. Así, debe reducirse el desplazamiento del ángulo de asentamiento.
Repetir el apriete y retocar el desplazamiento del ángulo de asentamiento hasta que esté en el punto de asentamiento correcto.
Si se sigue desencadenando el asentamiento al comenzar la etapa, incluso si antes hay una etapa de conexión de rosca/ángulo de 100°, puede ser que la velocidad sea demasiado baja. Si la gradiente no es correcta, aumentar la velocidad e intentarlo de nuevo.
El gráfico cae y pierde par en mitad del apriete.
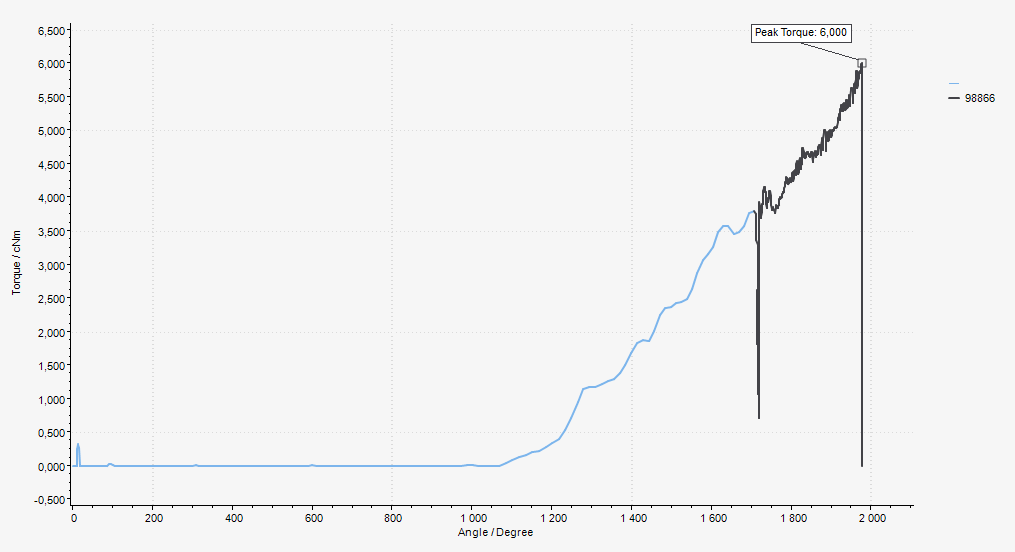
Causa: Esto es causado por el hecho de que la etapa de ángulo, antes de la etapa de par, comienza a apretar el tornillo. La caída se produce cuando la herramienta pasa de una velocidad muy alta a una más baja mientras aumenta el par.
Solución: La etapa de ángulo usada como aproximación debe finalizar siempre antes de que el tornillo se asiente.
Para evitar este tipo de aprietes, reducir el ángulo objetivo para que no exceda el punto de asentamiento.
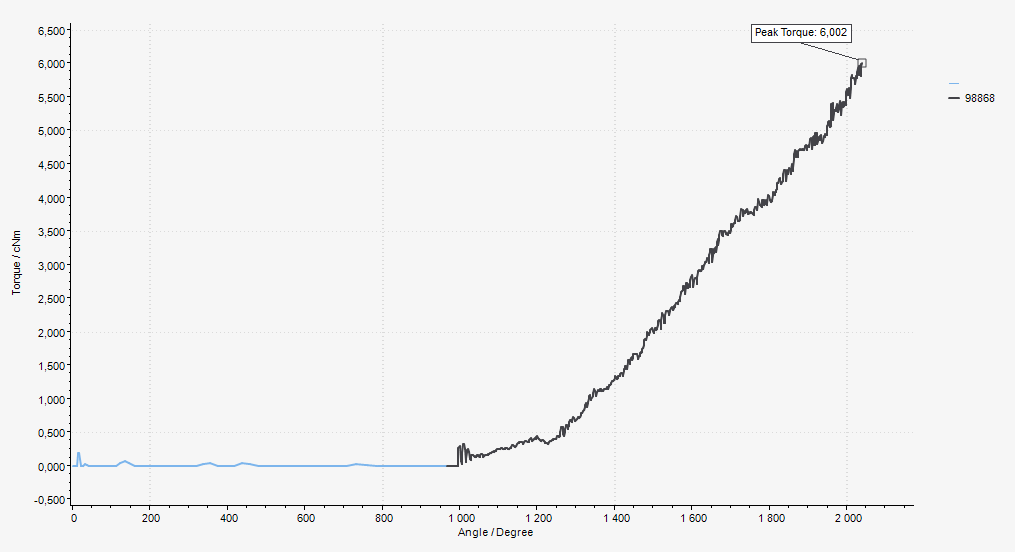
Este apriete es el mismo que más arriba, salvo que la etapa de ángulo tiene un ángulo objetivo inferior y se detiene antes de que el tornillo llegue al asentamiento. Ahora la caída ya no está.
No se puede conectar con ToolsNet 8
Causa: Puede haber distintas razones que provoquen que el controlador MTF6000 no pueda conectarse con ToolsNet 8, pero la más común es una configuración incorrecta de los ajustes de red.
Solución:
Comprobar que la dirección IP de ToolsNet sea la misma que la dirección IP del servidor de ToolsNet 8.
Comprobar que la dirección IP del controlador no sea la misma que la dirección IP de ToolsNet.
Comprobar que la dirección IP del controlador sea única.
Comprobar que la máscara de subred sea correcta.
Comprobar que la dirección IP de la puerta de enlace sea correcta.
Comprobar que el puerto de ToolsNet sea correcto. ToolsNet 8 usa el puerto 6700 por defecto para MTF6000.
Comprobar que el servidor del controlador y de ToolsNet 8 estén en la misma red.
Para probarlo:
Abrir el cuadro del comando (presionar inicio de Windows -> introducir “cmd”).
Escribir “ping xxx.xxx.xxx.xxx” (donde xxx.xxx.xxx.xxx es la dirección IP del controlador).
Revisar la respuesta.
Escribir “ping yyy.yyy.yyy.yyy” (donde yyy.yyy.yyy.yyy es la dirección IP del servidor ToolsNet).
Revisar la respuesta.
La respuesta siguiente muestra un ejemplo de un acceso correcto:
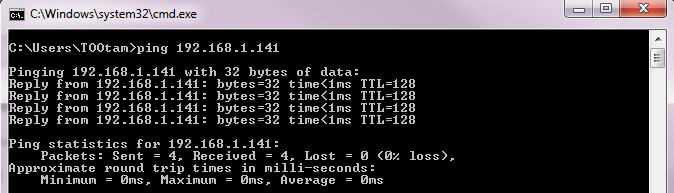
Si se puede acceder tanto al controlador como al servidor de ToolsNet, el problema no está en los ajustes de red sino en los servicios de ToolsNet 8.
Deben ejecutarse los siguientes servicios para que ToolsNet 8 pueda comunicarse con el MTF6000:
Servidor de licencias
Servicio de recogida de datos
Módulo de interfaz de protocolo
Servicios de información de Internet
Servicio de comunicación de datos
Esta respuesta se muestra si no se puede acceder al controlador:

si no se puede acceder al controlador, es un problema de la configuración de la red.
Revise de nuevo que el controlador esté conectado a la misma red que el servidor de ToolsNet 8 y que la IP, máscara y puerta de enlace sean correctas.
Referencias
Códigos de evento
Código de error | Información de evento | Instrucciones |
|---|---|---|
101 | Tensión de suministro excedida | Comprobar suministro eléctrico. |
102 | La tensión eléctrica es demasiado baja. | Comprobar suministro eléctrico. |
103 | 24V interno excedido | Desconectar equipo externo |
104 | Suministro interno de 24V demasiado bajo | Desconectar equipo externo |
105 | 12V interno excedido | Desconectar herramienta si está conectada. |
106 | Suministro interno de 12V demasiado bajo | Desconectar herramienta si está conectada. |
107 | 5V interno excedido | Desconectar herramienta si está conectada. |
108 | Suministro interno de 5V demasiado bajo | Desconectar herramienta si está conectada. |
109 | Error de suministro externo de 24V | Desconecte el equipo externo y reinicie el controlador. |
110 | Error de temperatura CC/CC | Sustituya el controlador. |
111 | Extensores E/S reiniciados | Pulse OK para continuar. |
112 | No se ha podido reiniciar E/S | Reinicie el controlador. |
113 | Fallo de alimentación | Comprobar suministro eléctrico. |
120 | Error de desplazamiento cero, corriente | Sustituya el controlador. |
121 | Error de desplazamiento cero, sensor | Sustituya el transductor de la herramienta o la herramienta. |
122 | Corriente del motor baja | Sustituya la herramienta. |
123 | Corriente de motor excedida | Sustituya la herramienta. |
124 | Tensión del impulsor del motor demasiado baja | Sustituya la herramienta. |
125 | Cortocircuito en el impulsor del motor | Sustituya la herramienta. |
126 | Temperatura del impulsor del motor excedida | Sustituya la herramienta. |
127 | Carga abierta del impulsor del motor | Sustituya la herramienta. |
128 | Fallo del impulsor del motor | Reinicie el controlador. |
130 | Error de lectura de EEPROM | Sustituya el controlador. |
131 | Error de escritura de EEPROM | Sustituya el controlador. |
132 | Error de hardware interno | Sustituya el controlador. |
133 | Error de sistema de archivos | Sustituir IAM MT. |
134 | Sobreintensidad en host USB | Desconecte los dispositivos USB. |
135 | Error de volumen de unidad de memoria USB | Pruebe con otra unidad de memoria USB. |
140 | No hay herramientas conectadas | Conecte la herramienta. |
141 | Herramienta no soportada | Conecte la herramienta soportada. |
142 | Error comunicación herramienta | Sustituya la herramienta. |
143 | Error de 5V de la herramienta | Sustituya la herramienta. |
144 | Error de 12V de la herramienta | Sustituya la herramienta. |
150 | Error de inicialización de la herramienta | Compruebe que la herramienta funciona libremente durante el arranque. |
151 | Fricción demasiado alta | Compruebe que la herramienta funciona libremente durante el arranque. |
152 | Error del codificador de ángulo de la herramienta | Conecte la herramienta. |
153 | Error de dirección de la herramienta | Conecte la herramienta. |
154 | La punta estaba bloqueada | Compruebe que la herramienta funciona libremente durante el arranque. |
155 | Temperatura del motor de la herramienta excedida | Permita que la herramienta se enfríe. |
156 | Herramienta no soportada | Herramientas con transductor no compatibles con la licencia actual. |
157 | Fallo al actualizar el software de la herramienta | Desconecte el transductor. |
158 | Error de inicialización de la herramienta | |
159 | Advertencia de medición de par | Calibre la herramienta. |
160 | Error de medición de par | Calibre la herramienta. |
201 | Error de parámetro de tiempo de ejecución | Reinicie el controlador. |
202 | Parámetros del controlador no válidos | Sustituir IAM MT. |
203 | Parámetros del controlador no válidos | Sustituya la herramienta. |
204 | Parámetros de E/S no válidos | Sustituir IAM MT. |
205 | Parámetros del identificador no válidos | Sustituir IAM MT. |
206 | Parámetros de preselecciones no válidos | Sustituir IAM MT. |
207 | Parámetros de secuencia de lotes no válidos | Sustituir IAM MT. |
208 | Parámetros de contraseña no válidos | Sustituir IAM MT. |
209 | Error de estadísticas de la herramienta | Sustituya la herramienta. |
210 | No es posible cargar las fuentes de IAM MT | Sustituir IAM MT. |
211 | Parámetros de configuración de herramienta no válidos | Sustituir IAM MT. |
212 | Parámetros de operario no válidos | Sustituir IAM MT. |
220 | Error de base de datos de resultados | Sustituir IAM MT. |
221 | Error de base de datos de gráficos | Sustituir IAM MT. |
225 | Restablecer base de datos de resultados | La base de datos de resultados se ha restablecido. |
226 | Restablecer base de datos de gráficos | La base de datos de gráficos se ha restablecido. |
227 | No hay resultados para exportar: base de datos vacía | |
228 | Resultados antiguos eliminados | |
229 | Gráficos antiguos eliminados | |
230 | La preselección no está configurada para la herramienta conectada | Seleccione otra preselección o configure una nueva preselección en ToolsTalk MT. |
231 | Seleccionar error fuente | Cambiar fuente de selección. Puede cambiarse en la configuración de ToolsTalk MT Controller. |
232 | Seleccionar error ocupado | Esperar hasta que la herramienta no esté funcionando |
240 | La configuración de red tiene un error | Cambie la configuración de la red. |
241 | La dirección IP y la puerta de enlace no están en la misma subred | Cambie la configuración de la red. |
301 | Herramienta conectada | Pulse OK para inicializar la herramienta. |
302 | Inicialización de la herramienta | Espere. |
303 | Actualizando software de la herramienta. | Espere. |
304 | Error de actualización del software de la herramienta. | Compruebe el cable de la herramienta o sustituya la herramienta. |
305 | Calibración de la herramienta requerida | Calibre la herramienta. |
306 | Servicio necesario | Calibración de herramienta caducada Calibre la herramienta. |
310 | El software ha sido actualizado | Pulse OK para continuar. |
311 | No se encontró el archivo de software en USB. | Copie el archivo de software en la memoria USB. |
312 | Fallo de actualización de software | El archivo de software de la memoria USB puede ser defectuoso. Actualice el archivo de software en el USB y vuelva a intentarlo. |
313 | Copiar software | Espere. El software se está copiando a/desde USB |
314 | Solo se pueden mostrar los primeros 20 archivos .mtp o .fw | Pulse OK para continuar. |
315 | Error de actualización de software; hardware incompatible | |
320 | Inicio de sesión finalizado | La sesión del usuario ha finalizado. |
321 | Usuario registrado | |
322 | Se ha dado de baja al usuario actual | |
350 | Error de hardware del adaptador de la batería | |
351 | Se ha superado la temperatura del adaptador de la batería | Deje que la batería se enfríe. |
352 | Fallo de carga del adaptador de la batería | Cambie la batería. |
353 | Error de temperatura de la batería | Deje que la batería se enfríe. |
354 | Error de descarga de la batería | Conecte la PSU para cargar la batería. |
355 | Carga de la batería en nivel bajo crítico | Conecte la PSU para cargar la batería. |
356 | Batería no compatible | Cambie la batería. |
357 | Fallo de carga del adaptador de la batería | Cambie la batería. |
358 | Fallo de carga del adaptador de la batería | Deje que la batería se enfríe o cámbiela. |
401 | Error de apriete | Pulse OK para continuar |
402 | Error en secuencia de lotes | Pulse OK para continuar |
403 | Error de parámetro de secuencia de lotes | Compruebe el controlador para ver qué parámetro es incorrecto |
404 | Preselección no soportada | Seleccione otra preselección |
405 | Error de parámetro Pset | Actualice el Pset. |
507 | Resultado omitido de ToolsNet | |
601 | Error de comunicación del controlador | |
602 | Error de comunicación del transductor | |
603 | Datos de medición perdidos debido a la pérdida del enlace USB | |
604 | Transductor conectado | |
605 | No se ha detectado ningún transductor | Conecte el transductor y vuelva a intentarlo. |
606 | El dispositivo remoto está ocupado | Vuelva a intentarlo más tarde. |
607 | Servicio de transductor requerido | |
608 | Error de desplazamiento cero, transductor | Compruebe que el cable del transductor esté correctamente fijado o sustituya el cable/transductor. |
609 | Se requiere el ID del operario mediante verificación activa | Escanee el ID del operario. |
610 | El dispositivo conectado no es compatible con QA | |
701 | Bus de campo no compatible con el HW del controlador | Sustituya el controlador por la rev. C o superior. |
702 | Parámetros de bus de campo no válidos | Sustituir IAM MT. |
703 | Error del módulo de bus de campo | Compruebe el cable del bus de campo o sustituya el módulo del bus de campo; pulse OK para continuar. |
704 | Advertencia del controlador del bus de campo | Busque una actualización del firmware; pulse OK para continuar. |
705 | Error del controlador del bus de campo | Comprobar actualización de firmware. |
706 | Módulo de bus de campo en estado de error | Compruebe el estado de la red del bus de campo. |
707 | Módulo de bus de campo en estado de excepción | Comprobar actualización de firmware. |
720 | Módulo de bus de campo no conectado | Conecte el módulo de bus de campo, compruebe el cable del bus de campo o sustituya el módulo del bus de campo. |
721 | Módulo de bus de campo no compatible, tipo de módulo incorrecto | Conecte un módulo de bus de campo compatible. |
722 | Módulo de bus de campo no compatible, tipo de red incorrecto | Conecte un módulo de bus de campo compatible. |
723 | Módulo de bus de campo no compatible, ID de proveedor incorrecto | Conecte un módulo de bus de campo compatible. |
724 | Módulo de bus de campo no compatible, versión de FW no aprobada | Conecte un módulo de bus de campo compatible. |
730 | El bus de campo no está configurado para el módulo conectado | Cambie la configuración del tipo de bus de campo o conecte el módulo correcto. |
731 | Error de parámetro de bus de campo | Actualice los parámetros del bus de campo y pulse OK. |
732 | Error en la configuración del bus de campo de los ajustes de red | Compruebe que la configuración del bus de campo sea correcta y vuelva a intentarlo. |
740 | Profinet admite un máximo 128 submódulos | Actualice los parámetros del bus de campo y pulse OK. |
741 | Error de sintaxis del nombre de la estación de Profinet | Actualice los parámetros del bus de campo y pulse OK. |
901 | IAM MT no presente | Insertar IAM MT |
902 | Error de inicialización de IAM MT | Reinicie el controlador o cambie el IAM MT. |
903 | Error de lectura de IAM MT | Compruebe que el nombre del archivo FW en el directorio raíz IAM MT es exactamente MTF6000.FW (manualmente desde PC). De lo contrario, sustituya el IAM MT. |
904 | Error de escritura de IAM MT | Sustituir IAM MT. |
905 | Software no válido en IAM MT | Actualizar software en IAM MT (manualmente desde PC). |
906 | Error de programación de flash | Sustituya el controlador. |
907 | Licencia no válida en IAM MT | Actualice el software en IAM MT (manualmente desde PC) a una versión más reciente compatible con la licencia IAM. De lo contrario, sustituya el IAM MT. |
908 | Versión de software incompatible. | Actualice el software en IAM MT (manualmente desde PC) a una versión más reciente compatible con el HW. De lo contrario, sustituya el IAM MT. |
990 | Evento externo | |
991 | Evento externo | |
992 | Evento externo |
Códigos de error de apriete
Error de apriete | Descripción |
|---|---|
Gatillo perdido | Gatillo de la herramienta liberado antes de finalizar el apriete. |
Deslizamiento de la punta detectado | La punta se deslizó fuera del tornillo. Se recomienda sustituir la punta si esto sucede a menudo. (Puede activarse/desactivarse por preselección). No debe apagarse en las etapas de control de asiento porque puede causar activaciones de asiento erróneas (falsas). |
Detección de rosca dañada | La rosca se ha dañado y el tornillo no puede aceptar más par. |
Repetición detectada | Se ha repetido el apriete de un tornillo. Puede activarse/desactivarse por preselección. |
No se ha detectado el asiento | No se ha detectado ningún punto de asiento. |
Tiempo total excedido | Se ha excedido el límite de tiempo máximo global para el apriete. |
Tiempo global no alcanzado | No se ha alcanzado el límite de tiempo máximo global para el apriete. |
Tiempo excedido | Se ha excedido el límite de tiempo máximo de la etapa de preselección. |
Tiempo no alcanzado | No se ha alcanzado el límite de tiempo máximo de la etapa de preselección. |
Par alto | Se ha excedido el límite de par máximo de la preselección |
Par bajo | No se ha alcanzado el límite de par máximo de la preselección |
Ángulo alto | Se ha excedido el límite de ángulo máximo de la preselección |
Ángulo bajo | No se ha alcanzado el límite de ángulo máximo de la preselección |
Ángulo total alto | Se ha excedido el límite de ángulo máximo global para la preselección. |
Ángulo total bajo | No se ha alcanzado el límite de ángulo máximo global para la preselección. |
Ángulo de apriete alto | Se ha excedido el ángulo de apriete máximo de la etapa de la preselección El ángulo de apriete es el ángulo desde el par de activación del ángulo al par objetivo. |
Ángulo de apriete bajo | No se ha alcanzado el ángulo de apriete mínimo de la etapa de par El ángulo de apriete es el ángulo desde el par de activación del ángulo al par objetivo. |
Ángulo de asiento alto | El ángulo de sujeción máximo se ha excedido. Esto sólo puede suceder en una etapa de control de asiento o en una etapa de supervisión del asiento de par. El ángulo de sujeción es el ángulo desde el asiento hasta el apriete acabado. |
Ángulo de asiento bajo | No se ha alcanzado el ángulo de sujeción mínimo. Esto sólo puede suceder en una etapa de control de asiento o en una etapa de supervisión del asiento de par. El ángulo de sujeción es el ángulo desde el asiento hasta el apriete acabado. |
Par de asiento alto | No se ha alcanzado el ángulo de sujeción máximo. Esto sólo puede suceder en una etapa de control de asiento o en una etapa de supervisión del asiento de par. El par de sujeción es el par desde el asiento hasta el apriete acabado. |
Par de asiento bajo | No se ha alcanzado el par de sujeción mínimo. Esto sólo puede suceder en una etapa de control de asiento o en una etapa de supervisión del asiento de par. El par de sujeción es el par desde el asiento hasta el apriete acabado. |
Ángulo sujeción bajo | El ángulo de sujeción es mayor que el límite superior |
Ángulo sujeción alto | El ángulo de sujeción es menor que el límite inferior |
Par sujeción alto | El par de sujeción es mayor que el límite superior |
Par sujeción bajo | El par de sujeción es menor que el límite inferior |
Error de par de rescisión | Par caído por debajo del límite de par de rescisión durante el apriete |
Guía de red rápida
Qué es la dirección IP
La dirección IP es un identificador único para cada dispositivo en la red, dos dispositivos diferentes no pueden tener la misma dirección IP exacta. La dirección IP combinada con la máscara de subred decide qué dispositivos pueden comunicarse entre ellos.
Cómo funciona una máscara de subred
La máscara de subred es el identificador utilizado para indicar a cada dispositivo con quién pueden comunicarse en la red. La tabla siguiente muestra todo marcado para visualizar los dispositivos que pueden comunicarse entre ellos dependiendo de la máscara de subred.
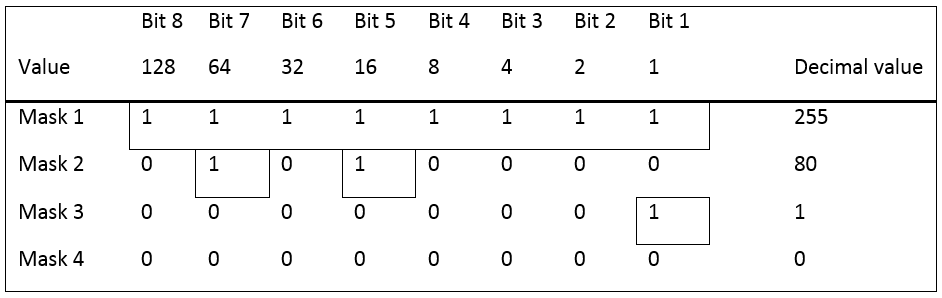
Pregunta: Con la máscara de subred 255, ¿qué controladores se pueden comunicar entre ellos?

Respuesta: Con la máscara de subred 255, todos los bits deben tener el mismo valor. Eso significa que IP 1 y 5, IP 3 y 6 se pueden comunicar entre ellos.
Pregunta: Con la máscara de subred 80, ¿qué controladores se pueden comunicar entre ellos?

Respuesta: Con la máscara de subred 80, los bits 7 y 5 deben tener el mismo valor. Eso significa que IP 1, 3, 5 y 6 se pueden comunicar entre ellos.
Pregunta: Con la máscara de subred 1, ¿qué controladores se pueden comunicar entre ellos?

Respuesta: Con la máscara de subred 1, el bit 1 debe tener el mismo valor. Eso significa que IP 1, 3, 5 y 6, IP 2 y 4 se pueden comunicar entre ellos.
Pregunta: Con la máscara de subred 0, ¿qué controladores se pueden comunicar entre ellos?
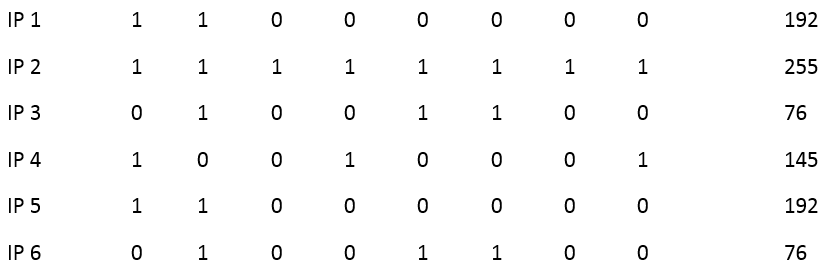
Respuesta: Con la máscara de subred 0, 0 bits deben tener el mismo valor. Eso significa que todas las direcciones IP se pueden comunicar entre ellas.
Ajustes correctos
A continuación encontrará algunos ejemplos sobre las formas correctas de configurar el MTF6000 y la comunicación del servidor ToolsNet.
Cada dirección IP se compone de 4 partes, todas con 8 bits y deben coincidir con la máscara de subred correspondiente. La configuración más sencilla y común es tener las tres primeras partes con la misma máscara de subred exacta 255.255.255.0. Esto significa que la última parte puede ser cualquier número entre 0 y 255.

Pieza | Máscara subred | Dirección IP | Puerta de enlace | ToolsNet | Coincidencia |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Coincidencia total |
2 | 255 | 168 | 168 | 168 | Coincidencia total |
3 | 255 | 1 | 1 | 1 | Coincidencia total |
4 | 0 | 60 | 1 | 100 | No se requiere coincidencia |
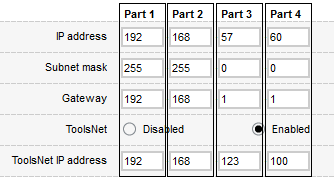
Pieza | Máscara subred | Dirección IP | Puerta de enlace | ToolsNet | Coincidencia |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Coincidencia total |
2 | 255 | 168 | 168 | 168 | Coincidencia total |
3 | 0 | 57 | 1 | 123 | No se requiere coincidencia |
4 | 0 | 60 | 1 | 100 | No se requiere coincidencia |
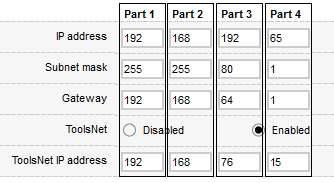
Pieza | Máscara subred | Dirección IP | Puerta de enlace | ToolsNet | Coincidencia |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Coincidencia total |
2 | 255 | 168 | 168 | 168 | Coincidencia total |
3 | 80 | 192 | 64 | 76 | Coincidencia total para bits 5 y 7 |
4 | 1 | 60 | 1 | 100 | Coincidencia total para bit 1 |
Ajustes incorrectos
A continuación encontrará algunos ejemplos sobre las formas incorrectas de configurar el MTF6000 y la comunicación del servidor ToolsNet.
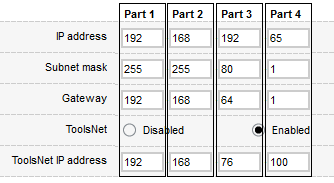
Pieza | Máscara subred | Dirección IP | Puerta de enlace | ToolsNet | Coincidencia |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | Coincidencia total |
2 | 255 | 168 | 168 | 168 | Coincidencia total |
3 | 80 | 192 | 64 | 76 | Coincidencia total para bits 5 y 7 |
4 | 1 | 65 | 1 | 100 | Sin coincidencia para bit 1 |


Pieza | Máscara subred | Dirección IP | Puerta de enlace | ToolsNet | Coincidencia |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 10 | Sin coincidencia para bits 8, 7, 4 y 2 |
2 | 255 | 168 | 168 | 46 | Sin coincidencia para bits 8, 3 y 2 |
3 | 255 | 1 | 1 | 5 | Sin coincidencia para bit 3 |
4 | 0 | 60 | 1 | 37 | No se requiere coincidencia |
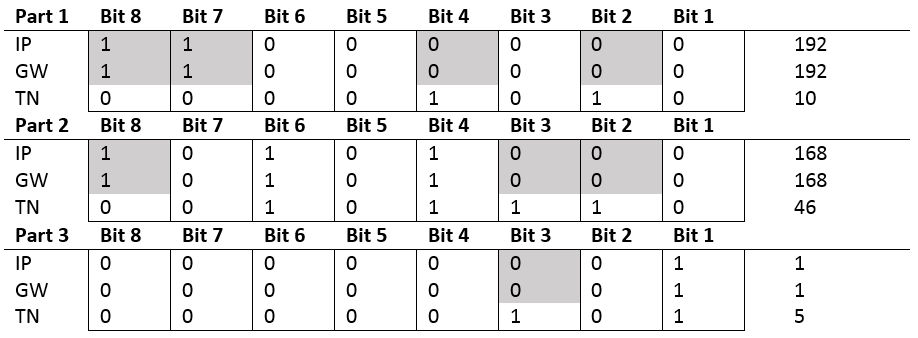
Especificación de parámetro Fieldbus
ID | Parámetro | Tipo de datos | Longitud de bit | Intervalo de longitud de selección como: Mín. Máx. Predet. | Tipo de unidad | Comentarios |
|---|---|---|---|---|---|---|
10 | Seleccione modo | Sin signo | 8 | 1 | - | 1 = Pset 2 = Secuencia de lotes |
11 | Seleccione número | Sin signo | 16 | 1 | - | |
12 | Orden de descarga de identificador | Sin signo | 8 | 1 | - | |
13 | Datos de descarga de identificador | Cadena | 8 | 10;250;30 | - | |
103 | Versión de SW | Sin signo | 8 | 4 | - | a.b.c.d [0] = a [1] = b [2] = c [3] = d |
104 | Fecha SW | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
105 | Dirección MAC | Sin signo | 8 | 6 | - | AA-BB-CC-DD-EE-FF [0] = AA [1] = BB [2] = CC [3] = DD [4] = EE [5] = FF |
106 | Número de serie | Cadena | 8 | 8 | - | |
107 | Fecha de producción | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
108 | ID de licencia | Sin signo | 32 | 1 | - | |
109 | Nivel de licencia | Sin signo | 8 | 1 | - | 10 = «Estación de trabajo IAM» 20 = «Proceso IAM» 30 = «Automatización IAM» 40 = «QA IAM» |
110 | Fecha y hora | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
111 | Estado del controlador | Sin signo | 8 | 1 | - | 0 = «Iniciando» 1 = «Listo» 2 = «Modo de calibración» |
112 | Versión de HW | Sin signo | 8 | 1 | - | |
120 | Recuento de evento activo | Sin signo | 8 | 1 | - | |
121 | ID de evento activo | Sin signo | 16 | 1 | - | |
122 | Gravedad de evento activo | Sin signo | 8 | 1 | - | 0 = «Sin eventos activos» 1 = «Información» 2 = «Advertencia» 3 = «Error» |
123 | Fechahora de evento activo | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
124 | Texto de evento activo | Cadena | 8 | 10;100;30 | - | |
210 | Sensor de presión de vacío | Variable | 32 | 1 | kPa | |
300 | Estado de la herramienta | Sin signo | 8 | 1 | - | 0 = «No presente» 1 = «Conectado» 2 = «Iniciando» 3 = «Listo» 4 = «¡Error!» |
304 | Número de serie de la herramienta | Cadena | 8 | 8 | - | |
305 | Temperatura de la herramienta | Variable | 32 | 1 | °C | |
306 | Fricción de la herramienta a 100 rpm | Variable | 32 | 1 | mNm | |
307 | Fricción de la herramienta a máx. rpm | Variable | 32 | 1 | mNm | |
401 | Par en tiempo real | Variable | 32 | 1 | mNm | |
402 | Par de pico en tiempo real | Variable | 32 | 1 | mNm | |
403 | Ángulo en tiempo real | Variable | 32 | 1 | ° | |
500 | Pset seleccionado | Sin signo | 16 | 1 | - | |
501 | Secuencia de lotes seleccionada | Sin signo | 16 | 1 | - | |
502 | Recuento de etapa de Pset | Sin signo | 8 | 1 | - | |
503 | Número de etapa de Pset | Sin signo | 8 | 1 | - | |
504 | Recuento de etapa de secuencia de lotes | Sin signo | 16 | 1 | - | |
505 | Número de etapa de secuencia de lotes | Sin signo | 16 | 1 | - | |
506 | Recuento de evento lote | Sin signo | 16 | 1 | - | |
507 | Índice de lote activo | Sin signo | 16 | 1 | - | |
600 | Estado de enlace | Sin signo | 8 | 1 | - | 0 = «Detenido» 1 = «Error de enlace» 2 = «Identificando» 3 = «Configurado» |
602 | Dirección IP | Sin signo | 32 | 1 | - | |
603 | Máscara de subred | Sin signo | 32 | 1 | - | |
604 | Portal IP | Sin signo | 32 | 1 | - | |
800 | Recuento de ciclo de herramienta | Sin signo | 32 | 1 | - | |
801 | Recuento de herramienta OK | Sin signo | 32 | 1 | - | |
802 | Recuento de herramienta NOK | Sin signo | 32 | 1 | - | |
803 | Par medio de herramienta | Variable | 32 | 1 | mNm | |
804 | Temperatura media de herramienta | Variable | 32 | 1 | °C | |
805 | Velocidad máx. media de la herramienta | Variable | 32 | 1 | rpm | |
806 | Par medio sobre ángulo de herramienta | Variable | 32 | 1 | mNm/° | |
807 | Duración de ciclo medio de herramienta | Variable | 32 | 1 | s | |
820 | Recuento de ciclo de vida útil de herramienta | Sin signo | 32 | 1 | - | |
821 | Recuento de OK de vida útil de herramienta | Sin signo | 32 | 1 | - | |
822 | Recuento de NOK de vida útil de herramienta | Sin signo | 32 | 1 | - | |
823 | Par medio de vida útil de herramienta | Variable | 32 | 1 | mNm | |
824 | Temperatura media de vida útil de herramienta | Variable | 32 | 1 | °C | |
825 | Velocidad máx. media de vida útil de herramienta | Variable | 32 | 1 | rpm | |
826 | Par medio sobre ángulo medio de vida útil de herramienta | Variable | 32 | 1 | mNm/° | |
827 | Duración de ciclo medio de vida útil de herramienta | Variable | 32 | 1 | s | |
900 | Código de barras escaneado | Cadena | 8 | 10;250;30 | - | |
1000 | Estado del TN | Sin signo | 8 | 1 | - | 0 = «Detenido» 1 = «Error de enlace» 2 = «Identificando» 3 = «Configurado» |
1001 | Cola de resultados TN | Sin signo | 32 | 1 | - | |
2000 | DI 1 | Booleano | 1 | 1 | - | |
2001 | DI 2 | Booleano | 1 | 1 | - | |
2002 | DI 3 | Booleano | 1 | 1 | - | |
2003 | DI 4 | Booleano | 1 | 1 | - | |
2004 | DI 5 | Booleano | 1 | 1 | - | |
2005 | DI 6 | Booleano | 1 | 1 | - | |
2006 | DI 7 | Booleano | 1 | 1 | - | |
2007 | DI 8 | Booleano | 1 | 1 | - | |
2008 | DI 9 | Booleano | 1 | 1 | - | |
2009 | DI 10 | Booleano | 1 | 1 | - | |
2010 | DI 11 | Booleano | 1 | 1 | - | |
2011 | DI 12 | Booleano | 1 | 1 | - | |
2012 | No disponible | Booleano | 1 | 1 | - | |
2013 | No disponible | Booleano | 1 | 1 | - | |
2014 | No disponible | Booleano | 1 | 1 | - | |
2015 | No disponible | Booleano | 1 | 1 | - | |
2050 | DI 1 - DI 8 | Booleano | 1 | 8 | - | 0=2000 1=2001 2=2002 3=2003 4=2004 5=2005 6=2006 7=2007 |
2051 | DI 9 - DI 12 | Booleano | 1 | 8 | - | 0=2008 1=2009 2=2010 3=2011 |
2100 | DO 1 | Booleano | 1 | 1 | - | |
2101 | DO 2 | Booleano | 1 | 1 | - | |
2102 | DO 3 | Booleano | 1 | 1 | - | |
2103 | DO 4 | Booleano | 1 | 1 | - | |
2104 | DO 5 | Booleano | 1 | 1 | - | |
2105 | DO 6 | Booleano | 1 | 1 | - | |
2106 | DO 7 | Booleano | 1 | 1 | - | |
2107 | DO 8 | Booleano | 1 | 1 | - | |
2150 | DO 1 - DO 8 | Booleano | 1 | 8 | - | 0=2100 1=2101 2=2102 3=2103 4=2104 5=2105 6=2106 7=2107 |
2200 | CF Iniciar apriete | Booleano | 1 | 1 | - | |
2201 | CF Pausar iniciar apriete | Booleano | 1 | 1 | - | |
2202 | CF Iniciar afloje | Booleano | 1 | 1 | - | |
2203 | CF Pausar iniciar afloje | Booleano | 1 | 1 | - | |
2204 | CF Detener operación | Booleano | 1 | 1 | - | |
2205 | CF Restablecer | Booleano | 1 | 1 | - | |
2206 | No disponible | Booleano | 1 | 1 | - | |
2207 | CF Desactivar herramienta | Booleano | 1 | 1 | - | |
2208 | CF Iniciar herramienta | Booleano | 1 | 1 | - | |
2209 | No disponible | Booleano | 1 | 1 | - | |
2210 | CF Borrar evento | Booleano | 1 | 1 | - | |
2211 | CF Borrar todos los eventos | Booleano | 1 | 1 | - | |
2212 | No disponible | Booleano | 1 | 1 | - | |
2213 | No disponible | Booleano | 1 | 1 | - | |
2214 | No disponible | Booleano | 1 | 1 | - | |
2215 | No disponible | Booleano | 1 | 1 | - | |
2216 | No disponible | Booleano | 1 | 1 | - | |
2217 | No disponible | Booleano | 1 | 1 | - | |
2218 | No disponible | Booleano | 1 | 1 | - | |
2219 | No disponible | Booleano | 1 | 1 | - | |
2220 | No disponible | Booleano | 1 | 1 | - | |
2221 | CF Restablecer secuencia de lotes | Booleano | 1 | 1 | - | |
2222 | CF Aumentar lote | Booleano | 1 | 1 | - | |
2223 | CF Reducir lote | Booleano | 1 | 1 | - | |
2224 | CF Restablecer lote | Booleano | 1 | 1 | - | |
2225 | CF Secuencia de lotes DI1 | Booleano | 1 | 1 | - | |
2226 | CF Secuencia de lotes DI2 | Booleano | 1 | 1 | - | |
2227 | CF Secuencia de lotes DI3 | Booleano | 1 | 1 | - | |
2228 | CF Secuencia de lotes DI4 | Booleano | 1 | 1 | - | |
2229 | CF Secuencia de lotes DI5 | Booleano | 1 | 1 | - | |
2230 | CF Secuencia de lotes DI6 | Booleano | 1 | 1 | - | |
2231 | CF Secuencia de lotes DI7 | Booleano | 1 | 1 | - | |
2232 | CF Secuencia de lotes DI8 | Booleano | 1 | 1 | - | |
2233 | CF Secuencia de lotes DI9 | Booleano | 1 | 1 | - | |
2234 | CF Secuencia de lotes DI10 | Booleano | 1 | 1 | - | |
2235 | CF Secuencia de lotes DI11 | Booleano | 1 | 1 | - | |
2236 | CF Secuencia de lotes DI12 | Booleano | 1 | 1 | - | |
2237 | CF En reposo | Booleano | 1 | 1 | - | |
2238 | CF Reiniciar | Booleano | 1 | 1 | - | |
2239 | CF Aumentar la secuencia de lotes | Booleano | 1 | 1 | - | |
2240 | No disponible | Booleano | 1 | 1 | - | |
2241 | CF Activar vacío | Booleano | 1 | 1 | - | |
2242 | CF Activar limpieza | Booleano | 1 | 1 | - | |
2243 | CF Despertar | Booleano | 1 | 1 | - | |
2244 | CF Luz guía de herramienta | Booleano | 1 | 1 | - | |
2245 | CF Estado de la herramienta rojo | Booleano | 1 | 1 | - | |
2246 | CF Estado de la herramienta verde | Booleano | 1 | 1 | - | |
2247 | CF Estado de la herramienta azul | Booleano | 1 | 1 | - | |
2248 | CF Estado de la herramienta blanco | Booleano | 1 | 1 | - | |
2249 | CF Externo supervisado 1 | Booleano | 1 | 1 | - | |
2250 | CF Externo supervisado 2 | Booleano | 1 | 1 | - | |
2251 | CF Externo supervisado 3 | Booleano | 1 | 1 | - | |
2252 | CF Externo supervisado 4 | Booleano | 1 | 1 | - | |
2253 | CF Externo supervisado 5 | Booleano | 1 | 1 | - | |
2254 | CF Externo supervisado 6 | Booleano | 1 | 1 | - | |
2255 | CF Externo supervisado 7 | Booleano | 1 | 1 | - | |
2256 | CF Externo supervisado 8 | Booleano | 1 | 1 | - | |
2257 | No disponible | Booleano | 1 | 1 | - | |
2258 | No disponible | Booleano | 1 | 1 | - | |
2259 | No disponible | Booleano | 1 | 1 | - | |
2260 | No disponible | Booleano | 1 | 1 | - | |
2261 | No disponible | Booleano | 1 | 1 | - | |
2262 | No disponible | Booleano | 1 | 1 | - | |
2263 | No disponible | Booleano | 1 | 1 | - | |
2264 | CF Restablecer comprobación | Booleano | 1 | 1 | - | |
2265 | Reservado | Booleano | 1 | 1 | - | |
2266 | Reservado | Booleano | 1 | 1 | - | |
2267 | Reservado | Booleano | 1 | 1 | - | |
2268 | Reservado | Booleano | 1 | 1 | - | |
2269 | Reservado | Booleano | 1 | 1 | - | |
2270 | Reservado | Booleano | 1 | 1 | - | |
2271 | Reservado | Booleano | 1 | 1 | - | |
2272 | Reservado | Booleano | 1 | 1 | - | |
2400 | CF 1 - CF 8 | Booleano | 1 | 8 | - | 0=2200 1=2201 2=2202 3=2203 4=2204 5=2205 7=2207 |
2401 | CF 9 - CF 16 | Booleano | 1 | 8 | - | 0=2208 2=2210 3=2211 |
2402 | CF 17 - CF 24 | Booleano | 1 | 8 | - | 5=2221 6=2222 7=2223 |
2403 | CF 25 - CF 32 | Booleano | 1 | 8 | - | 0=2224 1=2225 2=2226 3=2227 4=2228 5=2229 6=2230 7=2231 |
2404 | CF 33 - CF 40 | Booleano | 1 | 8 | - | 0=2232 1=2233 2=2234 3=2235 4=2236 5=2237 6=2238 7=2239 |
2405 | CF 41 - CF 48 | Booleano | 1 | 8 | - | 1=2241 2=2242 3=2243 4=2244 5=2245 6=2246 7=2247 |
2406 | CF 49 - CF 56 | Booleano | 1 | 8 | - | 0=2248 1=2249 2=2250 3=2251 4=2252 5=2253 6=2254 7=2255 |
2407 | CF 57 - CF 64 | Booleano | 1 | 8 | - | 0=2256 |
2408 | CF 65 - CF 72 | Booleano | 1 | 8 | - | 0=2264 |
2500 | RF Listo | Booleano | 1 | 1 | - | |
2501 | RF Ocupado | Booleano | 1 | 1 | - | |
2502 | RF Error | Booleano | 1 | 1 | - | |
2503 | RF Apriete OK | Booleano | 1 | 1 | - | |
2504 | RF Apriete NOK | Booleano | 1 | 1 | - | |
2505 | RF Lote completado | Booleano | 1 | 1 | - | |
2506 | RF Evento activo | Booleano | 1 | 1 | - | |
2507 | RF Evento bloqueando | Booleano | 1 | 1 | - | |
2508 | RF Evento eliminable | Booleano | 1 | 1 | - | |
2509 | RF Inicializando herramienta | Booleano | 1 | 1 | - | |
2510 | RF Herramienta desactivada | Booleano | 1 | 1 | - | |
2511 | RF Bomba de vacío | Booleano | 1 | 1 | - | |
2512 | RF Señal de inicio | Booleano | 1 | 1 | - | |
2513 | RF Señal de afloje | Booleano | 1 | 1 | - | |
2514 | RF Pulsar para iniciar señal | Booleano | 1 | 1 | - | |
2515 | RF Secuencia de lotes DO1 | Booleano | 1 | 1 | - | |
2516 | RF Secuencia de lotes DO2 | Booleano | 1 | 1 | - | |
2517 | RF Secuencia de lotes DO3 | Booleano | 1 | 1 | - | |
2518 | RF Secuencia de lotes DO4 | Booleano | 1 | 1 | - | |
2519 | RF Secuencia de lotes DO5 | Booleano | 1 | 1 | - | |
2520 | RF Secuencia de lotes DO6 | Booleano | 1 | 1 | - | |
2521 | RF Secuencia de lotes DO7 | Booleano | 1 | 1 | - | |
2522 | RF Secuencia de lotes DO8 | Booleano | 1 | 1 | - | |
2523 | RF Secuencia de lotes completada | Booleano | 1 | 1 | - | |
2524 | RF Error en secuencia de lotes | Booleano | 1 | 1 | - | |
2525 | RF Error de lote | Booleano | 1 | 1 | - | |
2526 | RF Modo espera activo | Booleano | 1 | 1 | - | |
2527 | RF Tornillo no alineado | Booleano | 1 | 1 | - | |
2528 | RF Tornillo alineado | Booleano | 1 | 1 | - | |
2529 | RF Externo supervisado 1 | Booleano | 1 | 1 | - | |
2530 | RF Externo supervisado 2 | Booleano | 1 | 1 | - | |
2531 | RF Externo supervisado 3 | Booleano | 1 | 1 | - | |
2532 | RF Externo supervisado 4 | Booleano | 1 | 1 | - | |
2533 | RF Externo supervisado 5 | Booleano | 1 | 1 | - | |
2534 | RF Externo supervisado 6 | Booleano | 1 | 1 | - | |
2535 | RF Externo supervisado 7 | Booleano | 1 | 1 | - | |
2536 | RF Externo supervisado 8 | Booleano | 1 | 1 | - | |
2537 | RF Externo supervisado 9 | Booleano | 1 | 1 | - | |
2538 | RF Externo supervisado 10 | Booleano | 1 | 1 | - | |
2539 | RF Limpieza por vacío | Booleano | 1 | 1 | - | |
2540 | RF Bomba de vacío conectada | Booleano | 1 | 1 | - | |
2541 | No disponible | Booleano | 1 | 1 | - | |
2542 | No disponible | Booleano | 1 | 1 | - | |
2543 | RF Comprobación completa | Booleano | 1 | 1 | - | |
2544 | RF Comprobación activa | Booleano | 1 | 1 | - | |
2545 | RF Servicio necesario | Booleano | 1 | 1 | - | |
2546 | RF Batería conectada | Booleano | 1 | 1 | - | |
2547 | RF Batería baja | Booleano | 1 | 1 | - | |
2548 | RF Comprobación OK | Booleano | 1 | 1 | - | |
2549 | RF Comprobación NOK | Booleano | 1 | 1 | - | |
2550 | Reservado | Booleano | 1 | 1 | - | |
2551 | Reservado | Booleano | 1 | 1 | - | |
2552 | Reservado | Booleano | 1 | 1 | - | |
2553 | Reservado | Booleano | 1 | 1 | - | |
2554 | Reservado | Booleano | 1 | 1 | - | |
2555 | Reservado | Booleano | 1 | 1 | - | |
2556 | Reservado | Booleano | 1 | 1 | - | |
2557 | Reservado | Booleano | 1 | 1 | - | |
2558 | Reservado | Booleano | 1 | 1 | - | |
2559 | Reservado | Booleano | 1 | 1 | - | |
2560 | Reservado | Booleano | 1 | 1 | - | |
2561 | Reservado | Booleano | 1 | 1 | - | |
2562 | Reservado | Booleano | 1 | 1 | - | |
2563 | Reservado | Booleano | 1 | 1 | - | |
2700 | RF 1 - RF 8 | Booleano | 1 | 8 | - | 0=2500 1=2501 2=2502 3=2503 4=2504 5=2505 6=2506 7=2507 |
2701 | RF 9 - RF 16 | Booleano | 1 | 8 | - | 0=2508 1=2509 2=2510 3=2511 4=2512 5=2513 6=2514 7=2515 |
2702 | RF 17 - RF 24 | Booleano | 1 | 8 | - | 0=2516 1=2517 2=2518 3=2519 4=2520 5=2521 6=2522 7=2523 |
2703 | RF 25 - RF 32 | Booleano | 1 | 8 | - | 0=2524 1=2525 2=2526 3=2527 4=2528 5=2529 6=2530 7=2531 |
2704 | RF 33 - RF 40 | Booleano | 1 | 8 | - | 0=2532 1=2533 2=2534 3=2535 4=2536 5=2537 6=2538 7=2539 |
2705 | RF 41 - RF 48 | Booleano | 1 | 8 | - | 0=2540 3=2543 4=2544 5=2545 6=2546 7=2547 |
2706 | RF 49 - RF 56 | Booleano | 1 | 8 | - | 0=2548 1=2549 |
2707 | RF 57 - RF 64 | Booleano | 1 | 8 | - | |
2708 | RF Externo supervisado 1-8 | Booleano | 1 | 8 | - | 0=2529 1=2530 2=2531 3=2532 4=2533 5=2534 6=2535 7=2536 |
2709 | RF Externo supervisado 9-10 | Booleano | 1 | 8 | - | 0=2537 1=2538 |
3000 | Resultado identificador | Sin signo | 32 | 1 | - | |
3001 | Resultado tipo | Sin signo | 8 | 1 | - | 1 = «Apriete» 2 = «Afloje» |
3002 | Resultado código | Sin signo | 8 | 1 | - | 1 = «OK» 2 = «Cancelar» 3 = «NOK» |
3003 | Resultado hora de inicio de apriete | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
3004 | Resultado número de etapa de error | Sin signo | 8 | 1 | - | |
3005 | Resultado código de error | Sin signo | 8 | 1 | - | 1 = «Sin errores» 2 = «Valor alto (consulte Valor de error)» 3 = «Valor bajo (consulte Valor de error)» 4 = «Gatillo perdido» 5 = «Deslizamiento de punta detectado» 6 = «Reapriete detectado» 7 = «Sin asentamiento detectado» 8 = «Rosca dañada» 9 = «Par decreciente» |
3006 | Resultado valor de error | Sin signo | 8 | 1 | - | 1 = «Ninguno» 2 = «Tiempo global» 3 = «Tiempo de etapa» 4 = «Par» 5 = «Ángulo de etapa» 6 = «Ángulo total» 7 = «Par de abrazadera» 8 = «Ángulo de abrazadera» 9 = «Ángulo de apriete» |
3007 | Resultado número de serie del controlador | Cadena | 8 | 8 | - | |
3008 | Resultado nombre de controlador | Cadena | 8 | 10;90;90 | - | |
3009 | Resultado ID de controlador | Sin signo | 32 | 1 | - | |
3010 | Resultado nombre de estación | Cadena | 8 | 10;90;90 | - | |
3011 | Resultado ID de estación | Sin signo | 32 | 1 | - | |
3012 | Resultado nombre de línea | Cadena | 8 | 10;90;90 | - | |
3013 | Resultado ID de línea | Sin signo | 32 | 1 | - | |
3014 | Resultado número de serie de herramienta | Cadena | 8 | 8 | - | |
3015 | Resultado nombre de herramienta | Cadena | 8 | 10;30;30 | - | |
3016 | Resultado número de pset | Sin signo | 16 | 1 | - | |
3017 | Resultado nombre de pset | Cadena | 8 | 10;90;90 | - | |
3018 | Resultado revisión de pset | Sin signo | 32 | 1 | - | |
3019 | Resultado fecha de creación de pset | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
3020 | Resultado fecha de modificación de pset | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
3021 | Resultado número de secuencia de lotes | Sin signo | 16 | 1 | - | |
3022 | Resultado nombre de secuencia de lotes | Cadena | 8 | 10;90;90 | - | |
3023 | Resultado revisión de secuencia de lotes | Sin signo | 32 | 1 | - | |
3024 | Resultado fecha de creación de secuencia de lotes | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
3025 | Resultado fecha modificada de secuencia de lotes | Cadena | 8 | 19 | - | AAA-MM-DDThh:mm:ss Fechas válidas entre 2000 y 2099 |
3026 | Resultado recuento de etapa de secuencia de lotes | Sin signo | 16 | 1 | - | |
3027 | Resultado número de etapa de secuencia de lotes | Sin signo | 16 | 1 | - | |
3028 | Resultado tamaño de lote | Sin signo | 8 | 1 | - | |
3029 | Resultado recuento de lote | Sin signo | 8 | 1 | - | |
3030 | Resultado par de pico | Variable | 32 | 1 | mNm | |
3031 | Resultado ángulo total | Variable | 32 | 1 | ° | |
3032 | Resultado duración total | Variable | 32 | 1 | s | |
3033 | Resultado temperatura de herramienta | Variable | 32 | 1 | °C | |
3034 | Resultado estado de ángulo total | Sin signo | 8 | 1 | - | 1 = «OK» 2 = «Bajo» 3 = «Alto» |
3035 | Resultado estado de duración total | Sin signo | 8 | 1 | - | 1 = «OK» 2 = «Bajo» 3 = «Alto» |
3036 | Resultado tipo de par final | Sin signo | 8 | 1 | - | 1 = «Pico» 2 = «Abrazadera» 3 = «Final» |
3037 | Resultado par final | Variable | 32 | 1 | mNm | |
3038 | Resultado ángulo final | Variable | 32 | 1 | ° | |
3039 | Resultado tipo de ángulo final | Sin signo | 8 | 1 | - | 1 = «Etapa» 2 = «Abrazadera» 3 = «Apriete» |
3040 | Resultado etapa de informe final | Sin signo | 8 | 1 | - | |
3041 | Resultado estado de par final | Sin signo | 8 | 1 | - | 0 = «» 1 = «OK» 2 = «Bajo» 3 = «Alto» |
3042 | Resultado estado de ángulo final | Sin signo | 8 | 1 | - | 0 = «» 1 = «OK» 2 = «Bajo» 3 = «Alto» |
3043 | Resultado ajuste de par | Variable | 32 | 1 | % | |
3044 | Resultado clave identificador personalizado 1 | Cadena | 8 | 8;48;48 | - | |
3045 | Resultado valor identificador personalizado 1 | Cadena | 8 | 10;100;100 | - | |
3046 | Resultado clave identificador personalizado 2 | Cadena | 8 | 8;48;48 | - | |
3047 | Resultado valor identificador personalizado 2 | Cadena | 8 | 10;100;100 | - | |
3048 | Resultado clave identificador personalizado 3 | Cadena | 8 | 8;48;48 | - | |
3049 | Resultado valor identificador personalizado 3 | Cadena | 8 | 10;100;100 | - | |
3050 | Resultado clave identificador personalizado 4 | Cadena | 8 | 8;48;48 | - | |
3051 | Resultado valor identificador personalizado 4 | Cadena | 8 | 10;100;100 | - | |
3052 | Resultado intentos de recogida | Sin signo | 16 | 1 | - | |
3053 | Resultado tiempo total de recogida | Variable | 32 | 1 | s | |
3054 | Resultado número de tornillo de lote | Sin signo | 8 | 1 | - | |
3055 | Resultado límite de par máx. final | Variable | 32 | 1 | mNm | |
3056 | Resultado límite de par mín. final | Variable | 32 | 1 | mNm | |
3057 | Resultado límite de ángulo máx. final | Variable | 32 | 1 | ° | |
3058 | Resultado límite de ángulo mín. final | Variable | 32 | 1 | ° | |
3059 | Resultado punto de asentamiento final | Variable | 32 | 1 | mNm | |
3060 | Resultado límite no alineado | Variable | 32 | 1 | kPa | |
3061 | Resultado límite alineado | Variable | 32 | 1 | kPa | |
3062 | Resultado estado no alineado | Sin signo | 8 | 1 | - | 1 = «OK» 2 = «Bajo» |
3063 | Resultado estado alineado | Sin signo | 8 | 1 | - | 1 = «OK» 2 = «Bajo» |
3064 | Resultado tipo de pset | Sin signo | 8 | 1 | - | 0 = Pset 1 = «Programa de comprobación» |
3065 | Resultado tamaño de comprobación | Sin signo | 8 | 1 | - | |
3066 | Resultado recuento de comprobación | Sin signo | 8 | 1 | - | |
3067 | Resultado fecha de calibración de herramienta | Cadena | 8 | 19 | - | AAAA-MMDDThh: mm: ss Fechas válidas entre 2000 y 2099 |
3068 | Resultado revisión config. de herramienta | Sin signo | 32 | 1 | - | |
3069 | Resultado tipo de par de herramienta | Sin signo | 8 | 1 | - | 0 = «Desconocido» 1 = «Actual» 2 = «Transductor» |
3070 | Resultado ángulo de intervalo de etapa | Variable | 32 | 1 | Grado | |
3071 | Resultado estado de ángulo de intervalo de etapa | Sin signo | 8 | 1 | - | |
3072 | Resultado etapa de arranque de ángulo de intervalo de etapa | Sin signo | 8 | 1 | - | |
3073 | Resultado etapa de parada de ángulo de intervalo | Sin signo | 8 | 1 | - |