STpad (07.04x)
Data collector
Datenschutz-Grundverordnung (DSGVO)
Dieses Produkt bietet die Möglichkeit, personenbezogene Informationen wie den Systembenutzernamen, die Rolle und die IP-Adresse zu verarbeiten. Der Zweck dieser Verarbeitungsfähigkeit könnte darin bestehen, die Qualitätskontrolle durch Rückverfolgbarkeit und geeignetes Zugriffsmanagement zu verbessern.
Wenn Sie sich dazu entschließen, personenbezogene Daten zu verarbeiten, müssen Sie die einschlägigen Datenschutzbestimmungen kennen und einhalten, einschließlich der DSGVO sowie anderer in der EU anwendbarer Gesetze, Richtlinien und Vorschriften. Atlas Copo kann in keiner Weise für die Verwendung des Produkts durch Sie haftbar gemacht werden.
Sicherheits-Windows-Rechner
Halten Sie das Betriebssystem mit Hilfe von Sicherheits-Patches auf dem neuesten Stand. Das Gerät ist ein Windows-Rechner: Wir empfehlen die Installation der richtigen Anti-Malware in Abhängigkeit der Bedingungen beim Kunden.
Einführung
Allgemeine Informationen
Das STpad ist ein robustes Gerät, das mit 802.11 Bluetooth und GNSS für kabellose Datenübertragung ausgestattet ist. Das STpad ist ein robuster 10,1-Zoll-Tablet-Computer mit einer Auflösung von 1920 x 1200. Das STpad wird mit Windows 10 Enterprise im Kioskmodus geliefert, sodass nur Atlas Copco-Anwendungen genutzt werden können.
Über das Konfigurationshandbuch
Das Konfigurationshandbuch enthält Informationen zum Einrichten und Konfigurieren des Geräts. Dieses Handbuch soll nicht die Ausbildung und das Fachwissen des Endbenutzers ersetzen.
Stellen Sie vor der Installation oder Konfiguration sicher, dass Sie alle Komponenten und das gesamte Zubehör überprüft haben. Im Fall von fehlenden oder beschädigten Komponenten kontaktieren Sie das Atlas Copco Kundencenter.
Revisionsverlauf
Softwareversion | Änderung |
|---|---|
07.04x | Werkzeugparameter aktualisiert (weitere Informationen finden Sie unter „STbench mit PC-Konfigurationsanleitung / STpad-Konfigurationsanleitung“). |
07.03x |
|
07.02x |
|
07.01x |
|
07.00x |
|
06.03x |
|
06.02x |
|
06.01x |
|
06.00x |
|
04.05x |
|
04.04x |
|
04.03x |
|
04.02x |
|
04.01x |
|
04.00x |
|
03.01x |
|
03.00x |
|
02.00x |
|
01.03x |
|
01.02x |
|
01.01x |
|
Konfigurationsübersicht
Allgemeine Informationen
Das STpad ist ein mobiles und robustes Tool zum Optimieren des folgenden Vorgangs:
Maschinenfähigkeit: Das STpad bietet eine Reihe von Tests zur Bewertung von Knickschlüsseln, Elektrowerkzeugen und Impulsschraubern, zum Messen von Drehmoment-/Winkelwerten und zum Liefern von Ergebnissen mit statistischen Parametern. Dies verbessert die Qualität der Schraubvorgänge auf einer Produktionslinie. Die Testergebnisse können von der STpad Management-Software (QA Inspector) abgerufen und in eine Excel-Datei exportiert werden.

A | IRC-Connect | B | STbench |
Erste Schritte
Voraussetzungen
Wer mehr darüber erfahren möchte, kann sich dieses Handbuch sowie andere Dokumentation über das STpad durchlesen.
Um ein vollständiges Verständnis sämtlicher in diesem Handbuch behandelten technischen Aspekte sicherzustellen, empfehlen wir Folgendes:
Kenntnisse der wichtigsten Konzepte des STa 6000 / STa 6000 Plus.
Vor dem Starten der Anwendung muss sichergestellt sein, dass:
die Batterie des STpad geladen ist.
Starten
Nach dem Einschalten des Gerätes wird Folgendes angezeigt:
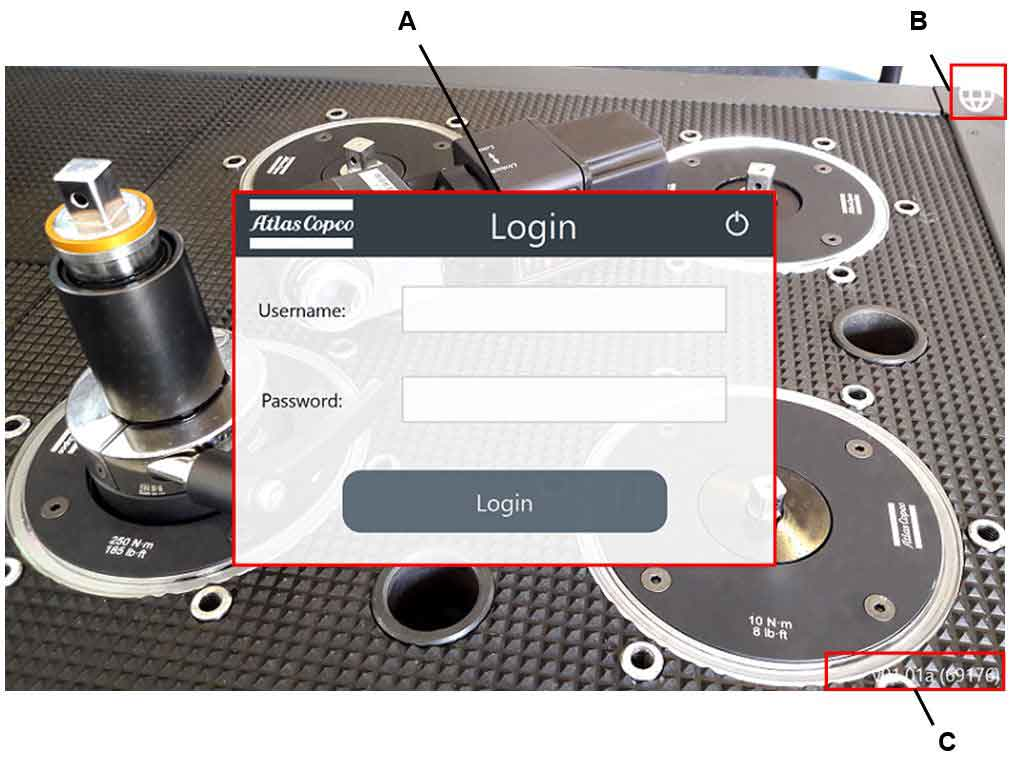
A | Dialogkästchen Anmelden | B | Sprache-Symbol |
C | Referenz Firmwareversion |
Geben Sie bei der ersten Anmeldung die Standardanmeldedaten ein:
Username [Benutzername]: admin
Password [Passwort]: admin
Auswahl der Sprache
Tippen Sie auf das Symbol Sprache. Dort sind folgende Optionen verfügbar:
Deutsch.
Englisch.
Französisch.
Italienisch.
Schwedisch.
Tschechisch.
Spanisch.
Ungarisch.
Chinesisch.
Japanisch.
Polnisch.
Portugiesisch.
Rumänisch.
Slowakisch.
Tippen Sie auf die erforderliche Sprache.
Starten des Geräts
Geben Sie im Feld Benutzername den Benutzernamen ein.
Geben Sie im Feld Kennwort das Kennwort.
Tippen Sie auf Anmelden.
Falls sich die Geräte-Softwareversion von der Firmwareversion der STbench unterscheidet, wird eine Warnmeldung angezeigt, welche die Installation einer neuen Version empfiehlt.
Herunterfahren des STpad
Tippen Sie auf das Ausschalt-Symbol in der oberen rechten Ecke des Dialogkästchens Anmelden.
Tippen Sie in der unteren rechten Ecke des Fensters „STpad verlassen“ auf OK.
Eigenschaften
Startseite
Nach dem Einschalten wird die folgende Startseite angezeigt:
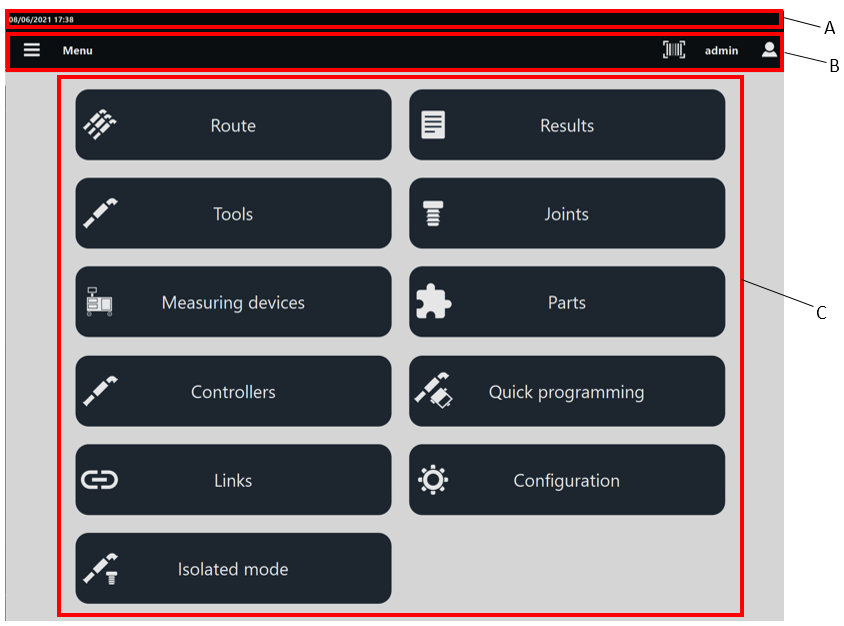
A | Kopfzeile | B | Toolleiste |
C | Verfügbare Funktionen |
Die Kopfzeile enthält die folgenden Informationen:
Datum und Uhrzeit (
 ): bezieht sich auf das Datum und die Uhrzeit des Betriebssystems.
): bezieht sich auf das Datum und die Uhrzeit des Betriebssystems.STbench-Verbindungssymbol (
 ): wird nur angezeigt, wenn das STpad mit der STbench verbunden ist.
): wird nur angezeigt, wenn das STpad mit der STbench verbunden ist.IRC-Kupplung Verbindungssymbol (
 ): wird nur angezeigt, wenn das STpad mit der IRC-Kupplung verbunden ist.
): wird nur angezeigt, wenn das STpad mit der IRC-Kupplung verbunden ist.STwrench Verbindungssymbol (
 ): wird angezeigt, wenn das STpad mit dem STwrench verbunden ist.
): wird angezeigt, wenn das STpad mit dem STwrench verbunden ist.Akkuladezustandsymbol (
 ): zeigt den Ladezustand des STpad an.
): zeigt den Ladezustand des STpad an.Das Akkuladezustandsymbol besteht aus einem Batteriesymbol (je nach Akkustand gefüllt) und einem Prozentwert (der sich auf den Ladezustand in Echtzeit bezieht).
Die Symbolleiste bietet folgende Funktionen:
Menü-Symbol (
 ): enthält eine Liste aller verfügbaren Funktionen des STpad. Das Menü-Symbol ist jederzeit auf der Symbolleiste verfügbar, ungeachtet der gewählten Funktion.
): enthält eine Liste aller verfügbaren Funktionen des STpad. Das Menü-Symbol ist jederzeit auf der Symbolleiste verfügbar, ungeachtet der gewählten Funktion.
Schaltfläche Barcode (
 ): erlaubt das Scannen eines Barcodes, um am Messgerät nach der/den entsprechenden Prüfung(en) (Werkzeug-, Verbindungs- oder Teileprüfungen) zu suchen. Ergibt die Suche eine einzelne Prüfung, wird diese automatisch ausgeführt; ergibt die Suche mehrere Prüfungen mit der gleichen Barcode-Kennung, führen Sie die gewünschte Prüfung aus der Liste heraus aus.
): erlaubt das Scannen eines Barcodes, um am Messgerät nach der/den entsprechenden Prüfung(en) (Werkzeug-, Verbindungs- oder Teileprüfungen) zu suchen. Ergibt die Suche eine einzelne Prüfung, wird diese automatisch ausgeführt; ergibt die Suche mehrere Prüfungen mit der gleichen Barcode-Kennung, führen Sie die gewünschte Prüfung aus der Liste heraus aus.
Die Schaltfläche Barcode wird nur angezeigt, wenn dies durch externe Software ermöglicht wird.Benutzer/Abmelden-Symbol (
 ): antippen, um entweder den Benutzer auszuwählen, der dem STpad zugewiesen werden soll oder um sich abzumelden.
): antippen, um entweder den Benutzer auszuwählen, der dem STpad zugewiesen werden soll oder um sich abzumelden.Abmelden aus der STpad Anwendung: tippen Sie auf Abmelden und dann im Fenster „Benutzer/Abmelden“ auf OK. Nachdem Sie auf OK getippt haben wird der Hauptbildschirm mit dem Dialogkästchen Anmelden angezeigt.
Um zur Startseite zurückzukehren, tippen Sie auf Abbrechen.
Nachfolgend werden die Menüpunkte aufgelistet:
Startseite: erlaubt die Rückkehr zur Startseite.
Route: öffnet die Seite Route. Es ist auch möglich, die Seite Route zu öffnen, indem auf Route in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Route).
Ergebnisse: öffnet die Seite Ergebnisse. Es ist auch möglich, die Seite Ergebnisse zu öffnen, indem auf Ergebnisse in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Ergebnisse).
Werkzeuge: öffnet die Seite Werkzeuge. Es ist auch möglich, die Seite Werkzeuge zu öffnen, indem auf Werkzeuge in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Werkzeuge).
Verbindungen: öffnet die Seite Verbindungen. Es ist auch möglich, die Seite Verbindungen zu öffnen, indem auf Verbindungen in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Verbindungen).
Messgeräte: öffnet die Seite Messgeräte. Es ist auch möglich, die Seite Messgeräte zu öffnen, indem auf Messgeräte in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Messgeräte).
Teile: öffnet die Seite Teile. Es ist auch möglich, die Seite Teile zu öffnen, indem auf Teile in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Teile).
Controller: öffnet die Seite Controller. Es ist auch möglich, die Seite Controller zu öffnen, indem auf Controller in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Controller).
Schnellprogrammierung: öffnet die Seite Schnellprogrammierung. Es ist auch möglich, die Seite Schnellprogrammierung zu öffnen, indem auf Schnellprogrammierung in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Schnellprogrammierung).
Links: öffnet die Seite Links. Es ist auch möglich, die Seite Links zu öffnen, indem auf Links in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Links).
Konfiguration: öffnet die Seite Konfiguration. Es ist auch möglich, die Seite Konfiguration zu öffnen, indem auf Konfiguration in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Konfiguration).
Isolierter Modus: öffnet die Seite Isolierter Modus. Es ist auch möglich, die Seite Isolierter Modus zu öffnen, indem auf Isolierter Modus in der Mitte der Startseite getippt wird (weitere Informationen finden Sie unter Isolierter Modus).
Route
Die Route ist eine Reihe von auszuführenden Tests.
Das Gerät kann bis zu 100 Routen im eigenen Speicher speichern. Jede Route kann bis zu 500 Prüfungen enthalten.
Wählen Sie auf der Startseite Route aus. Folgende Informationen werden angezeigt:

A | Schaltfläche „Suchen“ | B | Schaltflächen |
C | Schaltfläche „Wiedergabe“ | D | Liste der Routen |
Unten finden Sie die Spalten, welche die Liste der Routen definieren:
Name: wird zugewiesen, wenn die Route erstellt wird. Weitere Informationen zum Bearbeiten des Routennamens finden Sie unter „Bearbeiten des Routennamens“.
Reihenfolge: kann entweder „Frei“, „Stückweise erzwungen“ oder „Durch Prüfung erzwungen“ sein, abhängig davon, wie die in der Route konfigurierten Prüfungen ausgeführt werden.
Bei einer freien Route können die Prüfungen in beliebiger Reihenfolge ausgeführt werden.
Bei einer stückweise erzwungenen Route wird die Reihenfolge der Messungen bei der Konfiguration der Route festgelegt.
Bei einer durch Prüfung erzwungenen Route wird die Reihenfolge der Prüfungen bei der Konfiguration der Route festgelegt.
Status: kann entweder „Abgeschlossen“ oder „Nicht abgeschlossen“ sein, abhängig vom Status der Route.
Zum Sortieren der Spalten, aus denen die Liste der Routen besteht: Tippen Sie auf die zu sortierende Spalte; der Pfeil nach oben (rechts neben der Spaltenüberschrift:) führt die Namensinformationen (oder Reihenfolge / Status) in aufsteigender alphabetischer Reihenfolge auf; der Pfeil nach unten führt die Namensinformationen (oder Reihenfolge / Status) in absteigender alphabetischer Reihenfolge auf.
SCANNEN: erlaubt das Scannen eines Barcodes, um aus der Ferne nach der/den entsprechenden Prüfung(en) (Werkzeug-, Verbindungs- oder Teileprüfungen) zu suchen.
Wenn die Remote-Suche eine einzelne Prüfung ergibt, wird eine Route mit dem Namen der Barcode-Kennung erstellt und die Prüfung automatisch durchgeführt.
Wenn die Remote-Suche mehrere Prüfungen mit der gleichen Barcode-Kennung ergibt, wird eine Route mit dem Namen der Barcode-Kennung erstellt und die gewünschte Prüfung ist in der Liste zu finden.
Das Messgerät speichert nur die letzte Route, die beim Scannen eines Barcodes erstellt wurde, die vorherige wird aus dem Gerätespeicher gelöscht.
Während der Synchronisierung mit einer externen Software wird möglicherweise eine Popup-Meldung angezeigt, welche auf die laufende Synchronisierung hinweist.
- Hinzufügen von Routen über die Vorlagendatei - Allgemeine Informationen
- Löschen einer Route
- Zurücksetzen einer Route
- Route bearbeiten
- Ausführen einer freien Route
- Ausführung einer stückweise gezwungenen Route
- Ausführung einer durch Prüfung erzwungenen Route
- Suchen einer Route
- Suche in einer Route
- Filtern der Routen mithilfe der benutzerdefinierten Felder
- Filtern der Prüfungen in einer Route
Hinzufügen von Routen über die Vorlagendatei - Allgemeine Informationen
Die Seite Route ermöglicht es dem Benutzer, die zuvor importierten Routen auf dem Gerät zu sehen.
Erstellen Sie die Routen nur über die Vorlagendatei für Routen (weitere Informationen finden Sie unter „Erstellen von Routen über den eigenen PC“). Es ist nicht möglich, eine Route direkt über das Gerät zu erstellen.
Hinzufügen von Routen über die Vorlagendatei
Erstellen Sie die Vorlagendatei für Routen auf einem USB-Speichermedium (weitere Informationen finden Sie unter Vorlagen für Routen erstellen).
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss am kundenseitigen PC.
Öffnen Sie das USB-Speichermedium auf dem PC.
Öffnen Sie die Datei STpad_RouteImportFile.xlsm. Folgende Informationen werden angezeigt:

Routenname: Geben Sie den Namen der Route ein.
Typ: Wählen Sie eine der verfügbaren Optionen aus: Werkzeug, Verbindung, Teil.
Werkzeug-ID / Verbindungsname / Teilname: Geben Sie die Werkzeug-ID/den Namen der Verbindung/den Namen des Teils entsprechend der/des für ein(e) bestehende(s), auf dem Gerät gespeicherte(s) Werkzeug/Verbindung/Teil festgelegten ID/Namens ein, siehe „Werkzeuge/Verbindungen/Teil“). Dieses Feld berücksichtigt Groß-/Kleinschreibung.
Prüfungsname: Geben Sie den Prüfungsnamen auf dieselbe Weise wie den für eine bestehende Prüfung spezifizierten Prüfungsnamen ein. Bitte beachten: Geben Sie nur Prüfungen ein, die bereits mit dem/der im vorherigen Feld Werkzeug-ID / Verbindungsname / Teilname angegebenen Werkzeug/Verbindung/Teil verknüpft sind (weitere Informationen finden Sie unter „Werkzeuge“). Dieses Feld berücksichtigt Groß-/Kleinschreibung.
Sprache: Wählen Sie die Sprache aus der entsprechenden Dropdown-Box aus.

Wählen Sie die Option Excel für die Berechnung in der Arbeitsmappe aus. Öffnen Sie eine Excel-Datei und klicken Sie auf Datei > Optionen. Wählen Sie auf der linken Seite des Dialogfelds Excel-Optionen die Option Formeln > Automatisch für den Bereich Berechnungsoptionen aus.
Füllen Sie die Datei STpad_RouteImportFile.xlsm aus, um die erforderliche(n) Route(n) zu definieren.
Wenn alle Felder befüllt sind, färbt sich die Spalte Falsches Feld grün.
Sobald die Spalte Falsches Feld den neuen Routen entsprechend grün gefärbt ist, klicken Sie auf die blaue Schaltfläche Sortieren und exportieren, um automatisch die Datei STpad_RouteImportFile.stpad zu erzeugen.
Die Datei STpad_RouteImportFile.stpad wird automatisch auf dem USB-Speichermedium gespeichert.
Nur die Datei STpad_RouteImportFile.stpad kann korrekt in das Gerät importiert werden (weitere Informationen finden unter Routen auf das Gerät importieren).
Speichern und schließen Sie die Datei STpad_RouteImportFile.xlsm.
Schließen und entfernen Sie das USB-Speichermedium.
Schließen Sie das USB-Speichermedium an das Gerät an.
Importieren Sie die in der Datei STpad_RouteImportFile.stpad gespeicherten Routen auf das Gerät (weitere Informationen zum Importieren von Routen finden Sie unter „Routen auf das Gerät importieren“).
Klicken Sie auf das Symbol Menü > Route, um zu überprüfen, ob der Import der Route(n) korrekt durchgeführt wurde.
Löschen einer Route
Tippen Sie in der oberen rechten Ecke der Seite Route auf Auswählen. Folgende Informationen werden angezeigt:
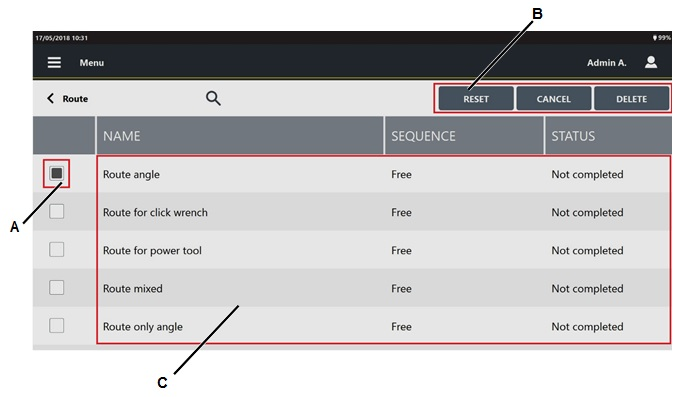
A
Kontrollkästchen für die Route
B
Schaltflächen
C
Liste der Routen
Aktivieren Sie die Kontrollkästchen der zu löschenden Routen.
Tippen Sie auf der rechten Seite der Symbolleiste „Route auswählen“ auf Löschen.
Zurücksetzen einer Route
Tippen Sie in der oberen rechten Ecke der Seite Route auf Auswählen. Folgende Informationen werden angezeigt:
A
Kontrollkästchen für die Route
B
Schaltflächen
C
Liste der Routen
Aktivieren Sie die Kontrollkästchen der zurückzusetzenden Routen.
Tippen Sie auf der rechten Seite der Symbolleiste „Route auswählen“ auf Zurücksetzen.
Durch das Zurücksetzen einer Route wechselt der Status der Route zu „Nicht abgeschlossen“ und die Route kann erneut ausgeführt werden.
Die vor dem Zurücksetzen gespeicherten Ergebnisse werden nicht gelöscht.
Alle Nachverfolgungs-Tags werden zurückgesetzt.
Route bearbeiten
Tippen Sie auf der Seite Route auf eine bestehende Route.
Folgende Informationen werden angezeigt: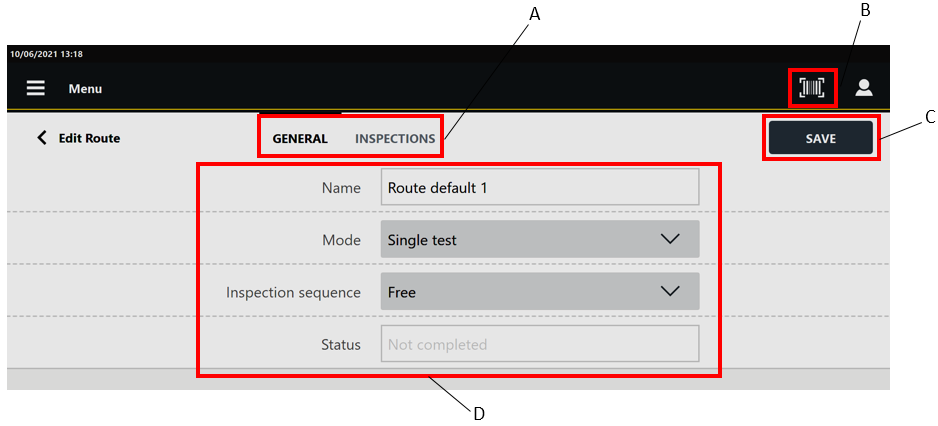
A
Kategorien
B
Schaltfläche Barcode
C
Schaltfläche Speichern
D
Parameter
Bearbeiten Sie auf der Seite „Route bearbeiten“ die Routenparameter nach Kundenwunsch.
In der Kategorie „Allgemein“ werden die Parameter der Route angezeigt.
In der Kategorie „Prüfungen“ können die mit der Route verbundenen Prüfungen gelöscht werden.Tippen Sie in der oberen rechten Ecke der Seite „Route bearbeiten“ auf Speichern.
Wenn dies durch eine externe Software ermöglicht wird, kann mit der Schaltfläche Barcode () ein Barcode zur Suche nach der/den entsprechenden Prüfung(en) innerhalb der Route gescannt werden. Ergibt die Suche eine einzelne Prüfung, wird diese automatisch ausgeführt; ergibt die Suche mehrere Prüfungen mit der gleichen Barcode-Kennung, führen Sie die gewünschte Prüfung aus der Liste heraus aus.
Die Schaltfläche Barcode steht nur für freie Routen zur Verfügung.
Ausführen einer freien Route
Schließen Sie das Gerät am notwendigen Messgerät an (weitere Informationen finden Sie unter „Messgeräte“).
Importieren Sie die erforderliche(n) Route(n) mit „freier“ Reihenfolge auf das Gerät (weitere Informationen finden Sie unter „Hinzufügen von Routen über die Vorlagendatei“).
Tippen Sie auf den Routennamen oder das „Ausführen“-Symbol, um die Route auszuführen.
Tippen Sie auf der Seite Route bearbeiten auf Prüfungen.
Bearbeiten Sie ggf. die Routenparameter auf der Seite Route bearbeiten - Kategorie „Allgemein“ nach Kundenwunsch (weitere Informationen finden Sie unter „Routen bearbeiten“).
Tippen Sie in Übereinstimmung mit der auszuführenden Prüfung auf der Prüfungsseite auf Wiedergabe (weitere Informationen finden Sie unter „Prüfungen“).
Ausführung einer stückweise gezwungenen Route
Schließen Sie das Gerät am notwendigen Messgerät an (weitere Informationen finden Sie unter „Messgeräte“).
Importieren Sie die erforderliche(n) Route(n) mit „stückweise gezwungener“ Reihenfolge auf das Gerät (weitere Informationen finden Sie unter „Hinzufügen von Routen über die Vorlagendatei“).
Tippen Sie in Übereinstimmung mit der aktivierten Prüfung auf der Seite „Route“ auf Wiedergabe.
Navigation innerhalb einer stückweise erzwungenen Route
Auf dem Messungsbildschirm einer stückweise erzwungenen Route kann durch die Prüfungen navigiert werden.
Tippen Sie auf das Zurück-Pfeilsymbol ( ) oder das Weiter-Pfeilsymbol (
) oder das Weiter-Pfeilsymbol ( ), um zur vorherigen oder nächsten Prüfung zu wechseln.
), um zur vorherigen oder nächsten Prüfung zu wechseln.
Um zum aktuellen Prüfungslauf zurückzukehren, tippen Sie auf das Symbol der Schaltfläche Wiedergabe ( ).
).
Um eine Messung zu überspringen (sofern durch eine externe Software ermöglicht):
Wählen Sie die Registerkarte Überblick aus und tippen Sie auf die Schaltfläche Messung überspringen.
Tippen Sie auf der Registerkarte Prüfungen auf der Seite Route bearbeiten auf die Schaltfläche Überspringen.
Falls eine Messung einer stückweise erzwungenen Route übersprungen wird, kann diese später nicht mehr ausgeführt werden.
Ausführung einer durch Prüfung erzwungenen Route
Schließen Sie das Gerät am notwendigen Messgerät an (weitere Informationen finden Sie unter „Messgeräte“).
Importieren Sie die erforderliche(n) Route(n) mit „durch Prüfung erzwungener“ Reihenfolge auf das Gerät (weitere Informationen finden Sie unter „Hinzufügen von Routen über die Vorlagendatei“).
Tippen Sie in Übereinstimmung mit der aktivierten Prüfung auf der Seite „Route“ auf Wiedergabe.
Navigation innerhalb einer durch Prüfung erzwungenen Route
Auf dem Messungsbildschirm einer durch Prüfung erzwungenen Route kann durch die Prüfungen navigiert werden.
Tippen Sie auf das Zurück-Pfeilsymbol () oder das Weiter-Pfeilsymbol (), um zur vorherigen oder nächsten Prüfung zu wechseln.
Um zum aktuellen Prüfungslauf zurückzukehren, tippen Sie auf das Symbol der Schaltfläche Wiedergabe ().
Um eine Messung zu überspringen (sofern durch eine externe Software ermöglicht):
Wählen Sie die Registerkarte Überblick aus und tippen Sie auf die Schaltfläche Prüfung überspringen.
Tippen Sie auf der Registerkarte Prüfungen auf der Seite Route bearbeiten auf die Schaltfläche Überspringen.
Falls eine Prüfung einer durch Prüfung erzwungenen Route übersprungen wird, kann diese später nicht mehr ausgeführt werden.
Suchen einer Route
Tippen Sie auf der Startseite auf Routen.
Tippen Sie im mittleren Teil der Symbolleiste auf das Suchsymbol (
 ).
).Geben Sie im Textfeld Suchen die Zeichenfolge ein, nach der gesucht werden soll.
Teilweise Übereinstimmung wird unterstützt: Routen, deren Name, Reihenfolge oder Status mit der Zeichenfolge übereinstimmen, werden angezeigt.
Tippen Sie zum Löschen der eingegebenen Zeichenfolge auf das Symbol „Zurücksetzen“ ( ).
).
Um die Suchfunktion zu beenden, tippen Sie auf das Linkspfeil-Symbol ( ).
).
Suche in einer Route
Tippen Sie auf der Startseite zwischen den verfügbare Funktionen auf Route.
Wählen Sie auf der Seite Route eine Route.
Tippen Sie im zentralen Teil der Symbolleiste der Seite Route bearbeiten auf Prüfungen.
Tippen Sie in der Kategorie Prüfungen auf das Symbol Suchen (
).Geben Sie im Textfeld Suchen die Zeichenfolge ein, nach der gesucht werden soll.
Teilweise Übereinstimmung wird unterstützt: Prüfungen, deren Status, Prüfungsname, Typ, Position, Werkzeug-ID, Teil-/Verbindungsname, Teil-/Verbindungskennung oder Werkzeug-Seriennummer mit der Zeichenfolge übereinstimmen, werden angezeigt.
Tippen Sie zum Löschen der eingegebenen Zeichenfolge auf das Symbol Löschen ().
Um die Suchfunktion zu beenden, tippen Sie auf das Linkspfeil-Symbol ().
Filtern der Routen mithilfe der benutzerdefinierten Felder
Die Liste der Routen kann nur mithilfe der benutzerdefinierten Felder gefiltert werden, wenn dies durch eine externe Software ermöglicht wird.
Tippen Sie auf der Startseite auf Route.
Tippen Sie in der oberen rechten Ecke der Seite Route auf die Schaltfläche Filter.
Wählen Sie im Dialogfeld Benutzerdefinierter Filter aus der Dropdown-Liste für die einzelnen Objekte die Werte aus, nach denen gefiltert werden soll.
Durch Auswahl eines Werts werden die für die anderen Objekte angezeigten Werte entsprechend verändert.
Tippen Sie auf OK, um die ausgewählten Filter anzuwenden.
Filtern der Prüfungen in einer Route
Tippen Sie auf der Seite Route auf eine bestehende Route.
Tippen Sie in der oberen rechten Ecke der Kategorie Prüfungen auf die Schaltfläche Filter.
Wählen Sie im Dialogfeld Prüfungsfilter die folgenden Kontrollkästchen für die Prüfung aus/ab:
Zu bearbeiten: Wählen Sie das Kontrollkästchen aus, um alle Prüfungen der Route anzuzeigen, die mit dem Status „Zu bearbeiten“ gekennzeichnet sind.
Teilweise: Wählen Sie das Kontrollkästchen aus, um alle Prüfungen der Route anzuzeigen, die mit dem Status „Teilweise“ gekennzeichnet sind.
Abgeschlossen: Wählen Sie das Kontrollkästchen aus, um alle Prüfungen der Route anzuzeigen, die mit dem Status „Abgeschlossen“ gekennzeichnet sind.
Standardmäßig sind alle Prüfungszustände ausgewählt.
Tippen Sie auf die Taste Aktualisieren, um den Prüfungsfilter anzuwenden.
Wird die Seite Route bearbeiten verlassen, wird der Prüfungsfilter wieder auf die Standardeinstellung zurückgesetzt.
Ergebnisse
Der Bereich „Ergebnisse“ listet die Ergebnisse der durchgeführten Prüfungen auf. Standardmäßig ist die Ergebnisliste nach Datum sortiert: die zuletzt durchgeführte Prüfung ist das erste Element der Liste.
Das Gerät kann bis zu 50000 Einzelergebnisse speichern. Wird diese Menge überschritten, werden die ältesten Ergebnisse durch die neuen überschrieben.
Tippen Sie auf der Startseite auf Ergebnisse. Folgende Informationen werden angezeigt:
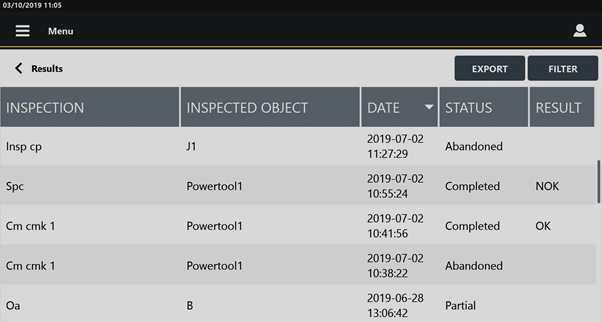
Unten finden Sie die Spalten, welche die Ergebnisliste definieren:
Prüfung: wird zugewiesen, wenn die Prüfung erstellt wird. Weitere Informationen finden Sie unter „Prüfungen“.
Geprüftes Objekt: Name des geprüften Objekts.
Datum: Datum der Durchführung der Prüfung. Das Datumsformat ist wie folgt: JJJJ-MM-TT / HH.
Status: Status der Prüfung. Der Status jeder Prüfung kann sein:
Teilweise: falls die Anzahl der Proben nicht abgeschlossen oder gleich 0 ist.
Abgeschlossen: falls die Anzahl der Proben abgeschlossen ist.
Abgebrochen: falls die Prüfung/das Werkzeug/die Verbindung gelöscht wird oder falls die Parameter, die die Statistiken zurücksetzen, sich ändern.
Ergebnis: Ergebnis der Prüfung (OK oder Nicht OK).
Die Prüfung nach ISO 5393 ergibt kein Ergebnis. Die Prüfungs-SPC gibt kein Ergebnis aus, wenn die laufende Untergruppe nicht abgeschlossen ist.
Es ist möglich, die Spalten, die die Ergebnisliste definieren, auf Kundenwunsch entweder in aufsteigender oder absteigender alphabetischer Reihenfolge zu sortieren. Tippen Sie auf die zu sortierende Spalte (z. B. Spalte „Prüfung“): der Pfeil nach oben (rechts neben der Überschrift der Spalte) führt die Prüfungsinformationen (oder geprüftes Objekt/Status/Ergebnis) in aufsteigender alphabetischer Reihenfolge auf; der Pfeil nach unten führt die Prüfungsinformationen (oder geprüftes Objekt/Status/Ergebnis) in absteigender alphabetischer Reihenfolge auf.
In der Spalte „Datum“ führt der Pfeil nach oben die Prüfungen von der ältesten zur neuesten auf; der Pfeil nach unten führt die Prüfungen von der neuesten zur ältesten auf.
Es ist möglich, die Reihenfolge der Spalten, welche die Ergebnisliste definiert, nach Kundenwunsch anzupassen. Tippen Sie auf die Überschrift der zu verschiebenden Spalte (also geprüftes Objekt / Prüfung / Datum / Status / Ergebnis) und verschieben Sie sie zur erforderlichen Position.
Ergebnisse exportieren
Tippen Sie in der oberen rechten Ecke der Seite Ergebnisse auf die Schaltfläche Exportieren, um alle auf der Seite Ergebnisse angezeigten Prüfergebnisse zu exportieren.
Wird ein Filter auf der Seite Ergebnisse angewendet, werden nur die gefilterten Ergebnisse exportiert.
Filtern der Ergebnisse
Tippen Sie in der oberen rechten Ecke der Seite Ergebnisse auf die Schaltfläche Filter.
Wählen Sie im Dialogfeld Ergebnisfilter die entsprechenden Kontrollkästchen aus, um Folgendes zu aktivieren:
Startdatum
Enddatum
Anzahl der Ergebnisse
Legen Sie die Werte für die ausgewählten Filter fest.
Tippen Sie in der unteren rechten Ecke des Dialogfelds Ergebnisfilter auf die Schaltfläche Aktualisieren, um die ausgewählten Filter anzuwenden.
Nach einem Ergebnis suchen
Tippen Sie auf der Startseite auf Ergebnisse.
Tippen Sie im mittleren Teil der Symbolleiste auf das Suchsymbol (
).Geben Sie im Textfeld Suchen die Zeichenfolge ein, nach der gesucht werden soll.
Teilweise Übereinstimmung wird unterstützt: Ergebnisse, deren Prüfungsname, geprüftes Objekt, Datum, Status, Ergebnis, Teil-/Verbindungskennung oder Werkzeug-Seriennummer mit der Zeichenfolge übereinstimmen, werden angezeigt.
Tippen Sie zum Zurücksetzen der eingegebenen Zeichenfolge auf das Symbol „Zurücksetzen“ ().
Um die Suchfunktion zu beenden, tippen Sie auf das Linkspfeil-Symbol ().
Ansicht der Informationen zum Prüfungsergebnis
Klicken Sie auf der Seite Ergebnisse auf die anzuzeigende Prüfung. Die Seite Ergebnisdetails wird geöffnet:
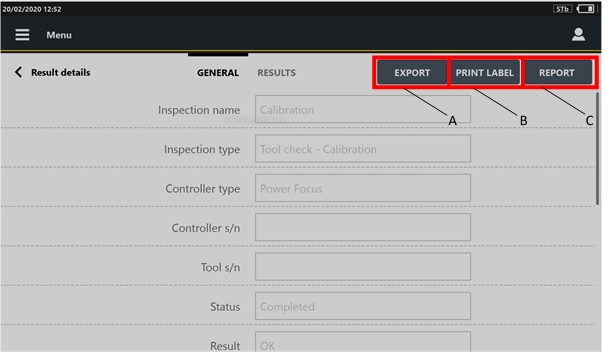
A | Schaltfläche Exportieren | B | Schaltfläche Etikett drucken |
C | Schaltfläche Bericht |
Über die Schaltfläche Exportieren in der oberen rechten Ecke der Seite Ergebnisdetails können die Ergebnisdetails der ausgewählten Prüfung auf ein externes Gerät exportiert werden.
Auf der Seite Ergebnisdetails von Sichtprüfungen – Anweisungen und Sichtprüfung – Bildprüfungen wird die Schaltfläche Exportieren nicht angezeigt.
In der oberen rechten Ecke der Seite Ergebnisdetails wird die Schaltfläche Etikett drucken für abgeschlossene Cm/Cmk ISO, SPC-Werkzeugprüfungen, CAM/Cpk CNOMO, ISO 6789:2003-Prüfungen und Werkzeugkalibrierungen angezeigt.
In der oberen rechten Ecke der Seite Ergebnisdetails wird die Schaltfläche Bericht für abgeschlossene Cm/Cmk ISO, CAM/Cpk CNOMO und Werkzeugkalibrierungen angezeigt.
Die Kategorie Allgemein ist eine schreibgeschützte Seite, auf der die Parameter der ausgewählten Prüfung aufgeführt werden. Die Parameter ändern sich in Abhängigkeit von der auf der Seite Ergebnisse ausgewählten Prüfung.
In der Kategorie Ergebnisse werden die während der Prüfung erhaltenen Einzelergebnisse aufgeführt. In der ersten Spalte der Seite Ergebnisdetails wird der Index der Ergebnisse angezeigt. Wenn ein Ergebnis NIO ist, wird der zugehörige Wert mit einem roten Balken hervorgehoben.
Wird während des Prüfungslaufs eine Messung gelöscht oder nicht erkannt, wird sie von der Seite Messung gelöscht, jedoch in der Kategorie Ergebnisse angezeigt.
Nicht erkannte Messungen werden mit einem Querstrich gekennzeichnet.
Gelöschte Messungen sind grau hinterlegt.
Messungen, die nicht erkannt und gelöscht wurden, sind mit einem Querstrich gekennzeichnet und grau hinterlegt.
Tippen Sie auf einen Einzelwert, um die Seite Messung aufzurufen, auf der die allgemeinen Informationen der Prüfung angezeigt werden.
In der Kategorie Kurve werden die erfassten Kurven angezeigt.
Wurde die Kurve nicht erfasst, wird die Kategorie Kurve nicht angezeigt.
In der Kategorie Foto wird das während des letzten Prüfungslaufs gespeicherte Foto angezeigt.
In der Kategorie Nachverfolgungs-Tag werden die verwendeten Nachverfolgungs-Tags, zuweisbaren Ursachen, Korrekturmaßnahmen und die Kommentare angezeigt, die während des letzten Prüfungslaufs hinzugefügt wurden.
Werkzeuge
Der Abschnitt „Werkzeuge“ beschreibt die Einrichtung der Parameter (Werkzeuge und Prüfungen), die für die Durchführung eines Tests nötig sind.
Das Gerät kann bis zu 10.000 Werkzeuge im eigenen Speicher speichern.
Wählen Sie auf der Startseite Werkzeuge aus. Folgende Informationen werden angezeigt:
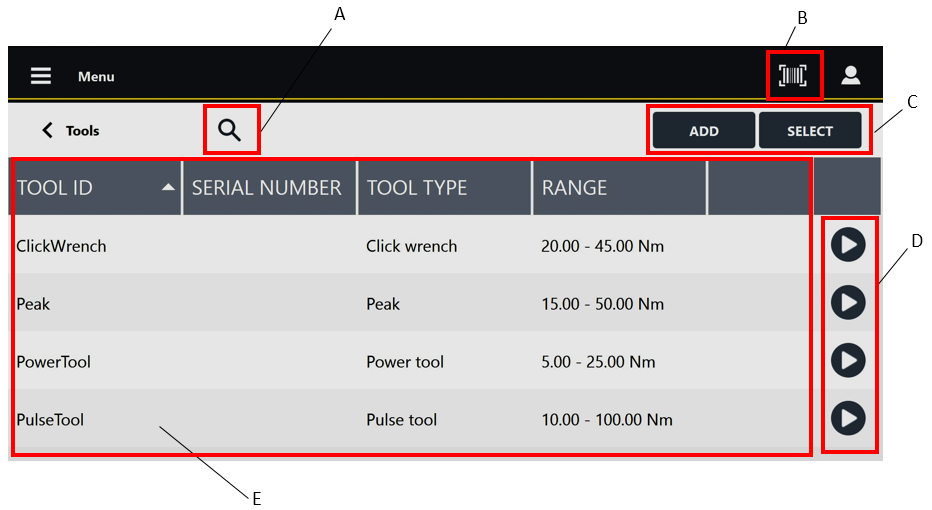
A | Schaltfläche „Suchen“ | B | Schaltfläche Barcode |
C | Schaltflächen | D | Schaltflächen „Wiedergabe“ |
E | Werkzeugliste |
Unten finden Sie die Spalten, welche die Werkzeuglisten definieren:
Werkzeug-ID: Bei der Erstellung des Werkzeugs zugewiesene ID.
Seriennummer: dem Werkzeug bei der Erstellung zugewiesene Seriennummer.
Werkzeugtyp: dem Werkzeug bei der Erstellung zugewiesener Typ.
Bereich: dem Werkzeug bei der Erstellung zugewiesener Drehmoment-Betriebsbereich.
Zum Sortieren der Spalten, aus denen die Werkzeugliste besteht: Tippen Sie auf die zu sortierende Spalte; der Pfeil nach oben (rechts neben der Überschrift der Spalte) führt die Informationen zur Werkzeug-ID (oder Seriennummer/Werkzeugtyp/Bereich) in aufsteigender alphabetischer Reihenfolge auf; der Pfeil nach unten führt die Informationen zur Werkzeug-ID (oder Seriennummer/Werkzeugtyp/Bereich) in absteigender alphabetischer Reihenfolge auf.
Zum Anpassen der Reihenfolge der Spalten, aus denen die Werkzeugliste besteht: Tippen Sie auf die Spaltenüberschrift, die bewegt werden soll (Werkzeug-ID / Seriennummer / Werkzeugtyp / Bereich), und verschieben Sie sie zur gewünschten Position.
Wenn dies durch eine externe Software ermöglicht wird, kann mit der Schaltfläche Barcode () ein Barcode zur Suche nach der/den entsprechenden Werkzeugprüfung(en) auf dem Messgerät gescannt werden. Ergibt die Suche eine einzelne Werkzeugprüfung, wird diese automatisch ausgeführt; ergibt die Suche mehrere Werkzeugprüfungen mit der gleichen Barcode-Kennung, führen Sie die gewünschte Prüfung aus der Liste heraus aus.
Die Schaltfläche „Wiedergabe“ wird erst nach dem Hinzufügen/Aktualisieren der mit dem Werkzeug verbundenen Prüfung(en) aktiv. Wenn aktiviert, tippen Sie auf Wiedergabe, um den Test auszuführen.
Werkzeug hinzufügen
Wählen Sie auf der Startseite Werkzeuge aus.
Tippen Sie in der oberen rechten Ecke der Seite „Werkzeuge“ auf Hinzufügen.

A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Konfigurieren Sie in der Kategorie Allgemein der Seite Werkzeug hinzufügen die Werkzeugparameter.
Wählen Sie im oberen Bereich der Seite Werkzeug hinzufügen eine andere Kategorie aus und konfigurieren Sie die vorhandenen Parameter.
Tippen Sie in der oberen rechten Ecke der Seite Werkzeug hinzufügen auf Speichern.
Werkzeugparameter
Kategorie Allgemein
Werkzeug-ID: Geben Sie die Werkzeug-ID ein. Es sind maximal 50 Zeichen zulässig. Werkzeug-ID ist ein Pflichtfeld.
Seriennummer: Geben Sie die Seriennummer des Werkzeugs ein. Es sind maximal 50 Zeichen zulässig.
Typ: wählen Sie den Typ des Werkzeugs aus. Wählen Sie zwischen den folgenden Optionen:
Knickschlüssel
Elektrowerkzeug
Spitzenwert
Impulsschrauber
Knickschlüsseltyp: Wählen Sie im Dropdown-Menü Klick oder Cam-Over aus.
Das Feld Knickschlüsseltyp ist nur verfügbar, wenn der Werkzeugtyp auf Knickschlüssel gesetzt ist.
Mindestkapazität: Geben Sie die Mindestkapazität des Werkzeugs ein.
Höchstkapazität: Geben Sie die Höchstkapazität des Werkzeugs ein.
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Modellname: Geben Sie den Namen des Werkzeugmodells ein.
Hinweise: Geben Sie die optionalen Werkzeugnotizen ein. Es sind maximal 2000 Zeichen zulässig.
Kategorie ISO 6789
Diese Kategorie wird nur angezeigt, wenn der Typ auf Spitzenwerkzeug oder Knickschlüssel eingestellt ist.
Spitzenwerkzeuge sind als Typ I – Werkzeuge zur Drehmomentanzeige definiert.
Knickschlüssel sind als Typ II – Werkzeuge zur Drehmomenteinstellung definiert.
ISO 6789-Klasse: Wählen Sie die Werkzeugklasse aus der Dropdown-Liste aus. Hier sind alle in der ISO 6789 definierten Klassen aufgeführt.
Auflösung (r): Geben Sie den Auflösungswert ein.
Das Feld Auflösung steht für alle Klassen von ISO 6789 Typ I sowie die Klassen A, D und G von ISO 6789 Typ II zur Verfügung.
Geben Sie die folgenden Werte für die Drehrichtung im und/oder gegen den Uhrzeigersinn ein bzw. berechnen Sie diese:
brep: Geben Sie den Abweichungswert aufgrund der Reproduzierbarkeit ein oder tippen Sie auf Wiedergabe, um den Wert zu berechnen.
Das Feld brep steht für die Klassen A, D und G von ISO 6789 Typ II zur Verfügung.
bod: Geben Sie den Abweichungswert aufgrund der geometrischen Wirkung des Abtriebs des Drehmomentwerkzeugs ein oder tippen Sie auf Wiedergabe, um die Prüfung zu starten.
bint: Geben Sie den Abweichungswert aufgrund der Verbindung zwischen dem Abtrieb und dem Kalibriersystem ein oder tippen Sie auf Wiedergabe, um diesen zu berechnen.
bl: Geben Sie den Abweichungswert aufgrund der Abweichung des Kraftbelastungspunkts ein oder tippen Sie auf Wiedergabe, um diesen zu berechnen.
Ist das Werkzeug mit einer Prüfung verknüpft, können die folgenden Parameter nicht verändert werden: Typ, ISO 6789-Klasse, Knickschlüsseltyp.
Kategorie Steuerung
Diese Kategorie steht nur für Elektrowerkzeuge und Impulswerkzeuge zur Verfügung.
Steuerung: Folgendes ist möglich:
Steuerung auswählen: Tippen Sie auf das Symbol Suchen (
 ) und wählen Sie dann eine bereits konfigurierte Steuerung auf der Seite Steuerung aus.
) und wählen Sie dann eine bereits konfigurierte Steuerung auf der Seite Steuerung aus.Steuerung hinzufügen: Tippen Sie auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Steuerung auf Hinzufügen, um eine neue Steuerung zu konfigurieren.Verknüpfung zur Steuerung löschen: Tippen Sie auf das Symbol Löschen (
 ).
).
Bei Auswahl einer bereits bestehenden Steuerung werden die Informationen zur Konnektivität automatisch befüllt und können nicht bearbeitet werden.
Typ: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Power Focus
Power MACS
Andere Steuerung
Open Protocol
Keine
Konfigurieren Sie anschließend die folgenden Parameter:
Seriennummer: Geben Sie die Seriennummer des Controllers ein. Das Passwort darf höchstens 50 Zeichen lang sein.
IP-Adresse des Geräts: Geben Sie die IP-Adresse des Controllers ein. Dieser Parameter steht für die Steuerungstypen Power Focus und Open Protocol zur Verfügung.
Portnummer: Geben Sie die Portnummer des Controllers ein. Dieser Parameter steht für die Steuerungstypen Power Focus und Open Protocol zur Verfügung.
Baudrate: Wählen Sie die Baudrate. Dieser Parameter steht für den Steuerungstyp Power MACS nicht zur Verfügung.
Werkzeug löschen
Wählen Sie auf der Startseite Werkzeuge aus.
Tippen Sie in der oberen rechten Ecke der Seite „Werkzeuge“ auf Auswählen.
Aktivieren Sie auf der linken Seite der Seite „Werkzeuge“ die Kontrollkästchen der zu löschenden Werkzeuge aus.
Tippen Sie in der oberen rechten Ecke der Seite „Werkzeuge“ auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Werkzeug bearbeiten
Tippen Sie auf der Seite Werkzeug auf ein bestehendes Werkzeug, das geändert werden soll. Folgende Informationen werden angezeigt:
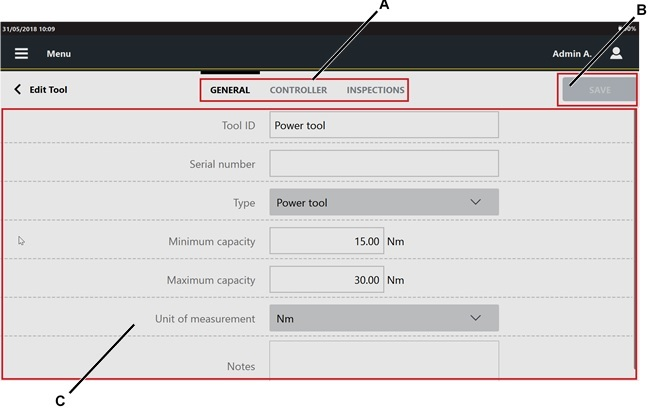
A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Bearbeiten Sie auf der Seite Werkzeug bearbeiten die erforderlichen Parameter nach Kundenwunsch.
In der Kategorie Prüfung ist es möglich, die mit dem Werkzeug durchzuführende(n) Prüfung(en) zu konfigurieren. Weitere Informationen zum Aktualisieren der Prüfungskategorie finden Sie unter Werkzeugprüfungen.
Tippen Sie in der oberen rechten Ecke der Seite Werkzeug bearbeiten auf Speichern.
Werkzeug suchen
Tippen Sie auf der Startseite auf Werkzeug.
Tippen Sie im mittleren Teil der Symbolleiste auf das Suchsymbol (
).Geben Sie im Textfeld Suchen die Zeichenfolge ein, nach der gesucht werden soll.
Teilweise Übereinstimmung wird unterstützt: Werkzeuge, deren Name, Seriennummer, Modellname, Werkzeugtyp oder Bereich mit der Zeichenfolge übereinstimmen, werden angezeigt.
Tippen Sie zum Löschen der eingegebenen Zeichenfolge auf das Symbol „Zurücksetzen“ ().
Um die Suchfunktion zu beenden, tippen Sie auf das Linkspfeil-Symbol ().
Werkzeugprüfungen
Die Kategorie „Prüfung“ weist den Testtyp nach dem zuvor spezifizierten Werkzeug zu.
Die maximale Anzahl von Prüfungen pro Werkzeug ist 60.
Das Gerät weist die folgenden Prüfungen zu:
Cm/Cmk ISO: es macht einen Cm/Cmk-Test über die ISO-Statistiken, um die Werkzeugleistung zu bewerten.
SPC: dies ist eine Methode der Qualitätskontrolle, bei der statistische Methoden verwendet werden. Es macht eine Reihe von Tests, um einen Durchschnittswert auszuwerten, der mit aufeinander folgenden Mittelwerten auf dem X/R-Diagramm verglichen werden soll. Durch die Analyse dieser Punktreihenfolge ist es möglich, den Prozess zu überwachen und zu steuern.
ISO 5393: es macht einen Test mit dem ausgewählten Werkzeug in Übereinstimmung mit den Normen ISO 5393. Weitere Informationen finden Sie unter „ISO 5393 internationale Norm – zweite Auflage 1994-05-01“.
ISO 6789:2003: Es wird eine Prüfung im Einklang mit den ISO 6789-Normen mit dem gewählten Werkzeug durchgeführt. Weitere Informationen finden Sie unter „ISO 6789 internationale Norm – dritte Auflage 2003-04-01“.
ISO 6789-2:2017: Es wird eine Prüfung im Einklang mit den ISO 6789:2017-Normen mit dem gewählten Werkzeug durchgeführt. Weitere Informationen finden Sie unter „Internationale Norm ISO 6789-2:2017“.
CAM/Cpk CNOMO: es macht einen Cm/Cmk-Test über die CNOMO-Statistiken, um die Werkzeugleistung zu bewerten. Weitere Informationen finden Sie unter „CNOMO internationale Norm (E41.32.110N) – Ausgabe Juli 1990“.
Kalibrierung: Es wird eine Kalibrierungsprüfung zur Bewertung der Leistungsfähigkeit des Werkzeugs durchgeführt. Die Kalibrierungsprüfung kalibriert Elektrowerkzeuge und Impulswerkzeuge.
VDI/VDE 2645-2: Es wird eine Prüfung im Einklang mit den Normen VDI/VDE 2645-2 mit dem gewählten Werkzeug durchgeführt. Weitere Informationen finden Sie unter „VDI/VDE 2645-2 – September 2014“
JJF 1610-2017: Es wird eine Prüfung im Einklang mit den Normen JJF 1610-2017 mit dem gewählten Werkzeug durchgeführt. Weitere Informationen finden Sie unter „JJF 1610-2017 – 2017-05-28“.
Unten stehend finden Sie eine Liste, die jeden Werkzeugtyp mit den zugehörigen verfügbaren Prüfungen verbindet:
Knickschlüssel: Cm/Cmk ISO, SPC, ISO 6789, ISO 6789-2:2017 und CAM/Cpk CNOMO.
Elektrowerkzeug: Cm/Cmk ISO, SPC, ISO 5393, CAM/Cpk CNOMO, Kalibrierung, VDI/VDE 2645-2 (nur für motorisierte Werkzeuge, kontinuierlich drehend), JJF 1610-2017.
Spitzenwert: Cm/Cmk ISO, SPC, ISO 6789, ISO 6789-2:2017 und CAM/Cpk CNOMO.
Impulsschrauber: Cm/Cmk ISO, SPC, CAM/Cpk CNOMO und Kalibrierung.
Es können zwei Prüfungen mit demselben Namen und demselben Zielobjekt gespeichert werden. Es wird eine Warnmeldung angezeigt, um dem Bediener mitzuteilen, dass bereits eine Prüfung mit demselben Namen existiert.
Wählen Sie Ja aus, um die Prüfung zu speichern.
Wählen Sie Nein aus, um die Prüfung abzubrechen.
- Hinzufügen einer Werkzeugprüfung
- Cm/Cmk ISO-Parameter
- SPC-Parameter
- ISO 6789:2003-Parameter
- ISO 6789-2:2017-Parameter
- ISO 5393-Parameter
- CAM/Cpk CNOMO-Parameter
- JJF 1610:2017-Parameter
- Kalibrierungsparameter
- VDI/VDE 2465-2 – Werkzeugbasierte Parameter
- VDI/VDE 2465-2 – Positionsbasierte Parameter
- Hinzufügen einer mehrstufigen Prüfung
- Cm/Cmk-Multistep-Parameter
- CAM/Cpk CNOMO-Multistep-Parameter
- Hinzufügen einer Werkzeugprüfung über die Vorlagendatei
- Werkzeugprüfung löschen
- Werkzeugprüfung bearbeiten
- Werkzeugprüfung durchführen
- Kalibrierung von Power Focus
- Kalibrierung von PowerMACS
- Kalibrierung von allgemeinen Controllern
Hinzufügen einer Werkzeugprüfung
Tippen Sie auf der Startseite auf Werkzeug.
Tippen Sie auf der Seite Werkzeug auf ein konfiguriertes Werkzeug.
Tippen Sie im oberen Teil der Seite Werkzeug bearbeiten auf Prüfung.
Tippen Sie in der oberen rechten Ecke der Kategorie Prüfung auf Hinzufügen
Wählen Sie im Fenster Testtyp eine Prüfung aus. Es folgt ein Beispiel der Seite „Cm/Cmk-Prüfung hinzufügen“. Die Struktur ist für alle Prüfungen die gleiche, es ändern sich nur die Namen der Kategorien.

A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Konfigurieren Sie in der Kategorie Allgemein der Seite Prüfung hinzufügen die Prüfungsparameter.
Tippen Sie im oberen Bereich der Seite Prüfung hinzufügen auf eine andere Kategorie und konfigurieren Sie die angezeigten Parameter.
Um die ausgeblendeten Kategorien anzuzeigen, tippen Sie auf das Symbol Weitere Optionen ( ) und konfigurieren Sie die verfügbaren Parameter.
) und konfigurieren Sie die verfügbaren Parameter.Die verfügbaren Kategorien hängen von der Prüfungsart ab. Lesen Sie die Parameterbeschreibungen der einzelnen Werkzeugprüfungen.
Tippen Sie im oberen Teil von Prüfung hinzufügen auf Bild. Auf dieser Seite wird das durch eine externe Software gesendete Bild angezeigt.
In der Kategorie Bild können folgende Vorgänge durchgeführt werden:
Bild/Video hinzufügen: Speichern Sie auf einem USB-Speichermedium das zu verwendende Bild/Video in einem Ordner mit dem Namen media_items, verbinden Sie das Speichermedium mit dem STpad und tippen Sie auf die Schaltfläche Hinzufügen im rechten Bereich der Seite Bild. Wählen Sie im Dialogfeld Bild hinzufügen das Bild/Video aus, das geladen werden soll, und klicken Sie auf OK.
Die maximale Größe für Bilder beträgt 5 MB, die maximale Größe für Videos 10 MB.Entfernen eines Bilds: Tippen Sie im rechten Bereich der Seite Bild auf die Schaltfläche Entfernen.
Tippen Sie im oberen Teil von Prüfung hinzufügen auf Rückverfolgbarkeit.
Konfigurieren Sie in der Kategorie Rückverfolgbarkeit der Seite Prüfung hinzufügen die folgenden Parameter:
Verifizierungscode: Geben Sie den Verifizierungscode ein, der beim Ausführen der Prüfung eingegeben oder gescannt werden muss. Dieses Feld berücksichtigt Groß-/Kleinschreibung.
Beschreibung des Verifizierungscodes: Geben Sie zur Unterstützung des Bedieners die Beschreibung des Dialogfensters Verifizierungscode ein, das beim Ausführen der Prüfung angezeigt wird.
Zuweisbare Ursachen: Es sind folgende Handlungen möglich:
Liste:
Liste mit zuweisbaren Ursachen auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Liste mit zuweisbaren Ursachen aus.Neue Liste mit zuweisbaren Ursachen hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Liste mit zuweisbaren Ursachen auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Liste mit zuweisbaren Ursachen löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine zuweisbare Ursache auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann eine zuweisbare Ursache eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die zuweisbare Ursache ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Liste mit zuweisbaren Ursachen.
Korrekturmaßnahmen: Es sind folgende Handlungen möglich:
Liste:
Korrekturmaßnahmenliste auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Korrekturmaßnahmenliste aus.Neue Korrekturmaßnahmenliste hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Korrekturmaßnahmenliste auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Korrekturmaßnahmenliste löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine Korrekturmaßnahme auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann die Korrekturmaßnahme eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die Korrekturmaßnahme ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Korrekturmaßnahmenliste.
Tippen Sie in der oberen rechten Ecke der Seite Prüfung hinzufügen auf Speichern.
Cm/Cmk ISO-Parameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Strategie: Wählen Sie die zu verwendende Werkzeugstrategie aus.
Folgende Strategien sind für jeden Werkzeugtyp verfügbar:Knickschlüssel, Cam-Over für die Knickschlüssel.
Direktantrieb, Nur Winkel, Mehrstufig für Elektrowerkzeuge.
Spitze für Spitzenwerkzeuge.
Impulswerkzeug, ACTA-Impuls für Impulswerkzeuge.
Typ: Wählen Sie den Kontrolltyp aus der Dropdown-Liste aus. Die folgenden Kontrolltypen stehen zur Verfügung:
Moment und Winkel
Nur Drehmoment
Nur Winkel
Winkel und Drehmoment
Für die Strategie „Nur Winkel“ ist nur die Prüfungsart Nur Winkel verfügbar.
Für die Knickschlüssel- und Cam-Over-Strategien ist nur die Prüfungsart Nur Drehmoment verfügbar.Freie Runde: Geben Sie die Anzahl der freien Runden ein, die das Werkzeug ausführt, um die korrekte Betriebsdrehzahl zu erreichen, bevor es mit dem Prüfvorgang beginnt.
Dieser Parameter ist nur für die Strategie Direktantrieb verfügbar.Verbindung: Folgendes ist möglich:
Verbindung auswählen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
) und wählen Sie dann eine bereits konfigurierte Verbindung auf der Seite Verbindungen aus.Neue Verbindung hinzufügen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Verbindungen auf Hinzufügen, um eine neue Verbindung zu konfigurieren.Verknüpfung zur Verbindung löschen: Tippen Sie auf das Symbol Löschen (
) in der Nähe des Felds „Verbindung“.
Wenn die Verbindung mit der Prüfung verknüpft ist, sind das Solldrehmoment und der Sollwinkel die in der Verbindungskonfiguration definierten Werte.
Wenn die Verbindung nicht mit der Prüfung verknüpft ist, geben Sie die Werte für Drehmoment und Winkel auf den jeweiligen Seiten ein.Anzahl der Proben: Geben Sie die Anzahl der zu erfassenden Ergebnisse ein.
Der Wert kann im Bereich von 0 bis 1000 liegen. Falls die Anzahl der Proben nicht definiert oder bei 0 belassen wird, wird die Prüfung ohne Gruppenzähler durchgeführt.Cm Cmk minimale Probenanzahl: Mindestanzahl von Proben, um den Ergebnisstatus anzuzeigen. Dieser Wert wird auf der Seite Prüfungs-Standardwerte eingestellt.
Automatischer Neustart: Wählen Sie das Kontrollkästchen aus, um den automatischen Neustart des Gruppenzählers nach dessen Abschluss zu aktivieren.
Messgerätetyp: Wählen Sie das Messgerät aus, das den Test ausführt. Im Folgenden finden Sie die verfügbaren Messgeräte:
Manuelle Auswahl
STbench
IRC-Connect
Messgerät S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
Dieser Parameter ist nur verfügbar, wenn STbench als Messgerät ausgewählt ist.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Filterfrequenz: Geben Sie den Wert der Filterfrequenz ein. Der zulässige Bereich liegt zwischen 100 Hz und 2000 Hz. Der Standardwert ist 500 Hz.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Folgende Optionen sind verfügbar:
Im Uhrzeigersinn
Gegen den Uhrzeigersinn
Open Protocol-ID: Geben Sie die Open Protocol-ID ein oder tippen Sie auf das Symbol Suchen (
).
Kategorie Drehmoment
Nachfolgend finden Sie eine Liste aller Drehmomentparameter, die für die Cm/Cmk-Prüfung zur Verfügung stehen.
Die vom Gerät für jede Cm/Cmk-Prüfung in der Kategorie Drehmoment angezeigten Parameter variieren je nach ausgewähltem Werkzeugtyp und gewählter Strategie.
Zyklus beendet: der Standardwert wird vom Messgerät verwaltet und als Automatischer Wert angegeben.
Es ist möglich, den Wert des beendeten Zyklus einzugeben; dieser muss kleiner/gleich dem Wert zum Zyklusstart sein.Zyklusstart: der Standardwert wird vom Messgerät verwaltet und als Automatischer Wert angegeben.
Es ist möglich, den Wert des Zyklusstarts einzugeben; dieser muss größer als die Mindestlast des Wandlers und kleiner/gleich dem finalen Winkelüberwachungsdrehmoment sein.
Wenn der Zyklusstart auf Null gesetzt wird, gibt das Gerät automatisch einen Zyklusstart aus, der der Mindestlast des Wandlers entspricht.Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
Dieser Parameter steht nur für Elektrowerkzeuge zur Verfügung.
Finales Winkelüberwachungsdrehmoment: Der Standardwert wird durch das Messgerät verwaltet und als Automatischer Wert angegeben. Dieser entspricht dem niedrigsten Wert zwischen [50 % des Solldrehmoments] und dem [Mindestdrehmoment].
Der Wert des finalen Winkelüberwachungsdrehmoments kann eingegeben werden; dieser muss kleiner/gleich dem Wert für das Mindestdrehmoment sein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten finalen Winkelüberwachungsdrehmoment entspricht.Kontrollmodus: Wählen Sie aus, wie die Drehmomentgrenzen definiert werden sollen. Folgende Optionen sind verfügbar:
Min/Max
Sollwert/Toleranz
Mindestdrehmoment: Geben Sie den Mindestwert des Drehmoments ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Mindestdrehmoment entspricht.Solldrehmoment: Geben Sie den Wert des Solldrehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Solldrehmoment entspricht.Höchstdrehmoment: Geben Sie den Höchstwert des Drehmoments ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Höchstdrehmoment entspricht.Drehmomenttoleranz: Geben Sie den Wert der Toleranz des Drehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der der in der Verbindungskonfiguration definierten Drehmomenttoleranz entspricht.Drehmoment messen bei: Wählen Sie aus der Dropdown-Liste eine der folgenden Optionen aus:
Spitzenmoment
Spitzen-Winkel
Schlupfdrehmoment: der Standardwert wird vom Gerät verwaltet und als Automatischer Wert angegeben. Für das Schlupfdrehmoment kann ein Wert kleiner/gleich dem Solldrehmoment eingegeben werden.
Mindestdrehmoment Cm: Geben Sie den Mindestwert des Cm-Indexes für das Drehmoment ein.
Das Mindestdrehmoment Cm reicht von 0 bis 9999.Mindestdrehmoment Cmk: Geben Sie den Mindestwert des Cmk-Indexes für das Drehmoment ein.
Das Mindestdrehmoment Cmk reicht von 0 bis 9999.Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der der in der Verbindungskonfiguration ausgewählten Maßeinheit entspricht.
Kategorie Winkel
Nachfolgend finden Sie eine Liste aller Winkelparameter, die für die Cm/Cmk-Prüfung zur Verfügung stehen.
Die vom Gerät für jede Cm/Cmk-Prüfung in der Kategorie Winkel angezeigten Parameter variieren je nach ausgewählter Prüfungsart.
Diese Kategorie wird für Impulswerkzeuge nicht angezeigt.
Kontrollmodus: Wählen Sie aus, wie die Winkelgrenzen definiert werden sollen. Folgende Optionen sind verfügbar:
Min/Max
Sollwert/Toleranz
Mindestwinkel: Geben Sie den Mindestwert des Winkels ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Mindestwinkel entspricht.Sollwinkel: Geben Sie den Wert des Sollwinkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Sollwinkel entspricht.Höchstwinkel: Geben Sie den Höchstwert des Winkels ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Höchstwinkel entspricht.Winkeltoleranz: Geben Sie den Wert der Toleranz des Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der auf die in der Verbindungskonfiguration definierte Winkeltoleranz eingestellt ist.Mindestwinkel Cm: Geben Sie den Mindestwert des Cm-Indexes für den Winkel ein.
Der Mindestwinkel Cm reicht von 0 bis 9999.Mindestwinkel Cmk: Geben Sie den Mindestwert des Cmk-Indexes für den Winkel ein.
Der Mindestwinkel Cmk reicht von 0 bis 9999.
Kategorie Zeit
Nachfolgend finden Sie eine Liste aller Zeitparameter, die für die Cm/Cmk-Prüfung zur Verfügung stehen.
Die vom Gerät für jede Cm/Cmk-Prüfung in der Kategorie Zeit angezeigten Parameter variieren je nach ausgewähltem Werkzeugtyp und gewählter Strategie.
Verzögerungszeit messen: Geben Sie den Wert der Messverzögerungszeit ein.
Während der Messverzögerungszeit wird die Drehmomentkurve nicht analysiert und der Knickpunkt nicht erkannt.
Die Messverzögerungszeit reicht von 0,0 s bis 5,0 s.Rückstellzeit: Geben Sie den Wert für die Rückstellzeit ein.
Während der Rückstellzeit wird die Drehmomentkurve nicht analysiert.
Die Rückstellzeit reicht von 0,0 s bis 5,0 s.Entspannungszeit: Geben Sie für Schlüssel, welche das Spitzenmoment nicht speichern, einen Wert größer als die mechanische Entspannung des Schlüssels ein. Belassen Sie diesen Parameter bei Schlüsseln, die das Spitzenmoment speichern, bei 0.
Der Maximalwert beträgt 5 s.Endzykluszeit: Wenn die Entspannungszeit = 0 ist, beginnt die Endzykluszeit, sobald das Drehmoment für die festgelegte Dauer unter den Wert für den Zyklusabschluss fällt und dort verbleibt. Wenn die Entspannungszeit > 0 ist, beginnt die Endzykluszeit, sobald die Entspannungszeit abläuft.
Der Standardwert ist 0,4 s.
Kategorie Impuls
Diese Kategorie wird nur für Elektrowerkzeuge angezeigt.
Mindestimpuls: Mindestanzahl an Impulsen, die bei der Prüfung durch das Werkzeug durchgeführt werden.
Höchstimpuls: Höchstanzahl an Impulsen, die bei der Prüfung durch das Werkzeug durchgeführt werden.
SPC-Parameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Strategie: Wählen Sie die zu verwendende Werkzeugstrategie aus. Folgende Strategien sind für jeden Werkzeugtyp verfügbar:
Knickschlüssel, Cam-Over für Knickschlüssel.
Direktantrieb, Nur Winkel für Elektrowerkzeuge.
Spitze für Spitzenwerkzeuge.
Impulsschrauber, ACTA-Impulsschrauber für Impulsschrauber.
Kontrolltyp: Wählen Sie aus der Dropdown-Liste den Kontrolltyp aus. Die folgenden Kontrolltypen stehen zur Verfügung:
Moment und Winkel
Nur Drehmoment
Nur Winkel
Winkel und Drehmoment
Für die Strategie „Nur Winkel“ ist nur die Prüfungsart Nur Winkel verfügbar.
Für die Knickschlüssel- und Cam-Over-Strategien ist nur die Prüfungsart Nur Drehmoment verfügbar.
Zweistufig: Aktivieren Sie das Kontrollkästchen, um die zweistufige Strategie des Werkzeugs zu ermöglichen.
Dieser Parameter ist nur für die Strategie Direktantrieb verfügbar.
Freie Runde: Geben Sie die Anzahl der freien Runden ein, die das Werkzeug ausführt, um die korrekte Betriebsdrehzahl zu erreichen, bevor es mit dem Prüfvorgang beginnt.
Dieser Parameter ist nur für die Strategie Direktantrieb verfügbar.
Verbindung: Folgendes ist möglich:
Verbindung auswählen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
) und wählen Sie dann eine bereits konfigurierte Verbindung auf der Seite Verbindungen aus.Neue Verbindung hinzufügen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Verbindungen auf Hinzufügen, um eine neue Verbindung zu konfigurieren.Verknüpfung zur Verbindung löschen: Tippen Sie auf das Symbol Löschen (
) in der Nähe des Felds „Verbindung“.
Wenn die Verbindung mit der Prüfung verknüpft ist, sind das Solldrehmoment und der Sollwinkel die in der Verbindungskonfiguration definierten Werte.
Wenn die Verbindung nicht mit der Prüfung verknüpft ist, geben Sie die Werte für Drehmoment und Winkel auf den jeweiligen Seiten ein.
Untergruppengröße: Geben Sie die Anzahl der Ergebnisse ein, anhand derer die Statistiken berechnet werden. Die Untergruppengröße reicht von 1 bis 25.
Untergruppenhäufigkeit: Geben Sie die Häufigkeit der Mittelwerte ein, die im X-Diagramm und in den SPC-Regeln angezeigt werden.
Zum Beispiel:
Untergruppenhäufigkeit = 1: Alle Untergruppen werden berücksichtigt.
Untergruppenhäufigkeit = 2: Nur jede zweite Untergruppe wird berücksichtigt.
Untergruppenfrequenz = X: eine Untergruppe jeder X. Untergruppe wird berücksichtigt.
Anzahl der Proben: Geben Sie die Anzahl der gewünschten Ergebnisse ein.
Der Wert kann im Bereich von 0 bis 1000 liegen. Falls die Anzahl der Proben nicht definiert oder bei 0 belassen wird, wird die Prüfung ohne Gruppenzähler durchgeführt.
Automatischer Neustart: Wählen Sie das Kontrollkästchen aus, um den automatischen Neustart des Gruppenzählers nach dessen Abschluss zu aktivieren.
Messgerätetyp: Wählen Sie das Messgerät aus, das den Test ausführt.
Im Folgenden finden Sie die verfügbaren Messgeräte:
Manuelle Auswahl
STbench
IRC-Connect
Messgerät S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
Dieser Parameter ist nur verfügbar, wenn STbench als Messgerät ausgewählt ist.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Filterfrequenz: Geben Sie den Wert der Filterfrequenz ein. Der zulässige Bereich liegt zwischen 100 bis 2000 Hz. Der Standardwert ist 500 Hz.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Es stehen folgende Elemente zur Verfügung:
Im Uhrzeigersinn
Gegen den Uhrzeigersinn
Kategorie Drehmoment
Nachfolgend finden Sie eine Liste aller Drehmomentparameter, die für die SPC-Prüfung zur Verfügung stehen.
Die vom Gerät für jede SPC-Prüfung in der Kategorie Drehmoment angezeigten Parameter variieren je nach ausgewähltem Werkzeugtyp und gewählter Strategie.
Zyklus beendet: der Standardwert wird vom Messgerät verwaltet und als Automatischer Wert angegeben.
Es ist möglich, den Wert des beendeten Zyklus einzugeben; dieser muss kleiner/gleich dem Wert zum Zyklusstart sein.
Zyklusstart: der Standardwert wird vom Messgerät verwaltet und als Automatischer Wert angegeben.
Es ist möglich, den Wert des Zyklusstarts einzugeben; dieser muss größer als die Mindestlast des Wandlers und kleiner/gleich dem finalen Winkelüberwachungsdrehmoment sein.
Wenn der Zyklusstart auf Null gesetzt wird, gibt das Gerät automatisch einen Zyklusstart aus, der der Mindestlast des Wandlers entspricht.
Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
Dieser Parameter steht nur für Elektrowerkzeuge zur Verfügung.
Finales Winkelüberwachungsdrehmoment: Der Standardwert wird durch das Messgerät verwaltet und als Automatischer Wert angegeben. Dieser entspricht dem niedrigsten Wert zwischen [50 % des Solldrehmoments] und dem [Mindestdrehmoment].
Der Wert des finalen Winkelüberwachungsdrehmoments kann eingegeben werden; dieser muss kleiner/gleich dem Wert für das Mindestdrehmoment sein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten finalen Winkelüberwachungsdrehmoment entspricht.
Kontrollmodus: Wählen Sie aus, wie die Drehmomentgrenzen definiert werden sollen. Folgende Optionen sind verfügbar:
Min/Max
Sollwert/Toleranz
Mindestdrehmoment: Geben Sie den Mindestwert des Drehmoments ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Mindestdrehmoment entspricht.
Solldrehmoment: Geben Sie den Wert des Solldrehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Solldrehmoment entspricht.
Höchstdrehmoment: Geben Sie den Höchstwert des Drehmoments ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Höchstdrehmoment entspricht.
Drehmomenttoleranz: Geben Sie den Wert der Toleranz des Drehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der der in der Verbindungskonfiguration definierten Drehmomenttoleranz entspricht.
Drehmoment messen bei: Wählen Sie aus der Dropdown-Liste eine der folgenden Optionen aus:
Spitzenmoment
Spitzen-Winkel
Schlupfdrehmoment: der Standardwert wird vom Gerät verwaltet und als Automatischer Wert angegeben. Für das Schlupfdrehmoment kann ein Wert kleiner/gleich dem Solldrehmoment eingegeben werden.
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der der in der Verbindungskonfiguration ausgewählten Maßeinheit entspricht.
Kategorie Winkel
Nachfolgend finden Sie eine Liste aller Winkelparameter, die für die SPC-Prüfung zur Verfügung stehen.
Die vom Gerät für jede SPC-Prüfung in der Kategorie Zeit angezeigten Parameter variieren je nach ausgewählter Prüfungsart.
Diese Kategorie wird für Impulswerkzeuge nicht angezeigt.
Kontrollmodus: Wählen Sie aus, wie die Winkelgrenzen definiert werden sollen. Folgende Optionen sind verfügbar:
Min/Max
Sollwert/Toleranz
Mindestwinkel: Geben Sie den Mindestwert des Winkels ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Mindestwinkel entspricht.
Sollwinkel: Geben Sie den Wert des Sollwinkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Sollwinkel entspricht.
Höchstwinkel: Geben Sie den Höchstwert des Winkels ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Höchstwinkel entspricht.
Winkeltoleranz: Geben Sie den Wert der Toleranz des Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der auf die in der Verbindungskonfiguration definierte Winkeltoleranz eingestellt ist.
Kategorie Zeit
Nachfolgend finden Sie eine Liste aller Zeitparameter, die für die SPC-Prüfung zur Verfügung stehen.
Die vom Gerät für jede SPC-Prüfung in der Kategorie Drehmoment angezeigten Parameter variieren je nach ausgewähltem Werkzeugtyp und gewählter Strategie.
Verzögerungszeit messen: Geben Sie den Wert der Messverzögerungszeit ein.
Während der Messverzögerungszeit wird die Drehmomentkurve nicht analysiert und der Knickpunkt nicht erkannt.
Die Messverzögerungszeit reicht von 0,0 s bis 5,0 s.
Rückstellzeit: Geben Sie den Wert für die Rückstellzeit ein.
Während der Rückstellzeit wird die Drehmomentkurve nicht analysiert.
Die Rückstellzeit reicht von 0,0 s bis 5,0 s.
Endzykluszeit: Geben Sie den Wert für die Endzykluszeit ein.
Der „Schnellprogrammierungstest“ wird angehalten, wenn das Drehmoment weiterhin anliegt, es aber länger unter „Zyklus beendet“ liegt als die Endzykluszeit.
Die Endzykluszeit reicht von 0,1 s bis 5,0 s.
Kategorie Impuls
Diese Kategorie wird nur für Elektrowerkzeuge angezeigt.
Mindestimpuls: Mindestanzahl an Impulsen, die bei der Prüfung durch das Werkzeug durchgeführt werden.
Höchstimpuls: Höchstanzahl an Impulsen, die bei der Prüfung durch das Werkzeug durchgeführt werden.
ISO 6789:2003-Parameter
Der ISO 6789:2003-Test ist für die Werkzeugtypen Knickschlüssel und Spitze verfügbar.
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Messgerätetyp: STbench ist der einzige verfügbare Messgerätetyp für diese Teststrategie.
Messgerät S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Folgende Optionen sind verfügbar:
Im Uhrzeigersinn
Gegen den Uhrzeigersinn
Manuelles Einfügen deaktivieren: Wählen Sie dieses Kontrollkästchen aus, um den vom Schlüssel gemessenen Wert automatisch als Solldrehmoment der Phase (wie durch die Norm ISO 6789:2003 definiert) des Maximums des Drehmomentbereichs des Werkzeugs festzulegen.
Dieser Parameter wird nur für Spitzenwert-Werkzeuge angezeigt.
Kategorie Phase 1
Solldrehmoment: Wert nicht verfügbar. Das Solldrehmoment entspricht einem Prozentwert der maximalen Kapazität des Werkzeugs. Dieser Parameter wird durch die Norm ISO 6789:2003 definiert.
Drehmomenttoleranz: Wert nicht verfügbar. Die Drehmomenttoleranz entspricht dem in der Norm ISO 6789:2003 definierten Prozentwert.
Anzahl der Proben: Wert nicht verfügbar. Die Anzahl der vorgegebenen Ergebnisse ist 5. Dieser Wert wird durch die Norm ISO 6789:2003 definiert.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Jeder in der Norm ISO 6789:2003 definierte Schlüsseltyp verfügt über eine unterschiedliche Anzahl von Testpunkten und ein anderes Solldrehmoment. Alle Testpunkte besitzen dieselbe Konfiguration der oben beschriebenen Phase 1.
Siehe Norm ISO 6789:2003 für weitere Informationen.
ISO 6789-2:2017-Parameter
Die ISO 6789-2:2017-Prüfung ist nur für Werkzeuge vom Typ I – Spitzenwertschlüssel und Typ II – Knickschlüssel verfügbar.
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Messgerätetyp: STbench ist der einzige verfügbare Messgerätetyp für diese Teststrategie.
Messgeräte-S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Es stehen folgende Elemente zur Verfügung:
Im Uhrzeigersinn
Gegen den Uhrzeigersinn
Manuelles Einfügen deaktivieren: Wenn ausgewählt, werden die Drehmomentwerte des Schlüssels automatisch mit dem Sollmomentwert des Tests befüllt. Wenn abgewählt, müssen die Drehmomentwerte des Schlüssels manuell eingegeben werden.
Nur für Schlüssel vom Typ I verfügbar.Entspannungszeit: Geben Sie für Schlüssel, welche das Spitzenmoment nicht speichern, einen Wert größer als die mechanische Entspannung des Schlüssels ein. Belassen Sie diesen Parameter bei Schlüsseln, die das Spitzenmoment speichern, bei 0.
Der Maximalwert beträgt 5 s. Nur für Schlüssel vom Typ I verfügbar.Endzykluszeit: Wenn die Entspannungszeit = 0 ist, beginnt die Endzykluszeit, sobald das Drehmoment für die festgelegte Dauer unter den Wert für den Zyklusabschluss fällt und dort verbleibt. Wenn die Entspannungszeit > 0 ist, beginnt die Endzykluszeit, sobald die Entspannungszeit abläuft.
Der Standardwert beträgt 0,4 s. Nur für Schlüssel vom Typ I verfügbar.Erwarteter Messfehler (as): Geben Sie den erwarteten Messfehler ein.
Erwartetes relatives Unsicherheitsintervall (W'): Geben Sie das erwartete relative Unsicherheitsintervall ein.
Vorlast: Wählen Sie das Kontrollkästchen aus, um Vorlastmessungen zu aktivieren.
Kategorie Messsequenz 1
Solldrehmoment: Dieser Parameter wird durch die Norm ISO 6789-2:2017 definiert. Für Schlüssel vom Typ I sowie für die Klassen A, C, D, F und G von Typ II entspricht das Solldrehmoment der minimalen Werkzeugkapazität; für die Klassen B und E vom Typ II entspricht das Solldrehmoment der maximalen Werkzeugkapazität.
Das Feld Solldrehmoment steht nur für die Klassen C und F von Typ II zur Verfügung.Maximale Abweichung: Nicht verfügbarer Wert. Der Prozentsatz der maximalen Abweichung beträgt 4 %. Dieser Wert wird in der Norm ISO 6789-2:2017 definiert.
Anzahl der Proben: Wert nicht verfügbar. Die Anzahl der vorgegebenen Ergebnisse ist 5. Dieser Wert wird in der Norm ISO 6789-2:2017 definiert.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Die Kategorien Messsequenz 2 und Messsequenz 3 stehen für Schlüssel vom Typ I sowie die Klassen A, D und G von Typ II zur Verfügung und haben die gleiche Struktur wie die Kategorie Messsequenz 1, nur mit verändertem Solldrehmoment.
In der Messsequenz 2 wird das Solldrehmoment auf 60 % der maximalen Werkzeugkapazität festgelegt.
In der Messsequenz 3 wird das Solldrehmoment auf 100 % der maximalen Werkzeugkapazität festgelegt.
ISO 5393-Parameter
Der ISO 5393-Test ist nur für Elektrowerkzeuge verfügbar.
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Messgerätetyp: STbench ist der einzige verfügbare Messgerätetyp für diese Teststrategie.
Messgerät S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
Anzahl der Proben: Geben Sie die Anzahl der gewünschten Ergebnisse ein.
Die Anzahl der Proben reicht von 5 bis 99.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Freie Runden: Geben Sie die Anzahl der freien Runden ein, die das Werkzeug ausführt, um die korrekte Betriebsdrehzahl zu erreichen, bevor es mit dem Testvorgang beginnt.
Kategorie Oberes Drehmoment
Oberes Testdrehmomentniveau: spezifiziertes oberes mittleres Drehmomentniveau, das in Übereinstimmung mit dieser internationalen Norm auf einer Verbindung mit niedrigem Drehmomentverhältnis erzielbar ist.
Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
Finales Winkelüberwachungsdrehmoment: Geben Sie den Wert des finalen Winkelüberwachungsdrehmoments ein.
Das finale Winkelüberwachungsdrehmoment muss gleich oder höher als das Mindestdrehmoment sein.
Harter Verbindungswinkel: Der Test muss eine Verbindung mit einem niedrigen Drehmomentverhältnis und eine mit einem hohen Drehmomentverhältnis umfassen. Bei einer Verbindung mit hohem Drehmomentverhältnis („harte Verbindung“) wird die Verschraubung mit einem Bruchteil einer Umdrehung erzielt. Die Verbindung mit hohem Drehmomentverhältnis muss so sein, dass der Drehmomentanstieg von 10 % auf 100 % des Testdrehmomentniveaus einer Winkelverschiebung von 27° entspricht.
Weicher Verbindungswinkel: Der Test muss eine Verbindung mit einem niedrigen Drehmomentverhältnis und eine mit einem hohen Drehmomentverhältnis umfassen. Bei einer Verbindung mit niedrigem Drehmomentverhältnis („weiche Verbindung“) wird die Verschraubung normalerweise mit mehreren Umdrehungen des Verbindungselements erzielt. Die Verbindung mit niedrigem Drehmomentverhältnis muss so sein, dass der Drehmomentanstieg von 10 % auf 100 % des Testdrehmomentniveaus einer Winkelverschiebung von nicht weniger als 650° entspricht.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
Kategorie Unteres Drehmoment
Unteres Testdrehmomentniveau: spezifiziertes unteres mittleres Drehmomentniveau, das in Übereinstimmung mit dieser internationalen Norm auf einer Verbindung mit niedrigem Drehmomentverhältnis erzielbar ist.
Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
Finales Winkelüberwachungsdrehmoment: Geben Sie den Wert des finalen Winkelüberwachungsdrehmoments ein.
Das finale Winkelüberwachungsdrehmoment muss gleich oder höher als das Mindestdrehmoment sein.
Harter Verbindungswinkel: Der Test muss eine Verbindung mit einem niedrigen Drehmomentverhältnis und eine mit einem hohen Drehmomentverhältnis umfassen. Bei einer Verbindung mit hohem Drehmomentverhältnis („harte Verbindung“) wird die Verschraubung mit einem Bruchteil einer Umdrehung erzielt. Die Verbindung mit hohem Drehmomentverhältnis muss so sein, dass der Drehmomentanstieg von 10 % auf 100 % des Testdrehmomentniveaus einer Winkelverschiebung von 27° entspricht.
Weicher Verbindungswinkel: Der Test muss eine Verbindung mit einem niedrigen Drehmomentverhältnis und eine mit einem hohen Drehmomentverhältnis umfassen. Bei einer Verbindung mit niedrigem Drehmomentverhältnis („weiche Verbindung“) wird die Verschraubung normalerweise mit mehreren Umdrehungen des Verbindungselements erzielt. Die Verbindung mit niedrigem Drehmomentverhältnis muss so sein, dass der Drehmomentanstieg von 10 % auf 100 % des Testdrehmomentniveaus einer Winkelverschiebung von nicht weniger als 650° entspricht.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
CAM/Cpk CNOMO-Parameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung (*): Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Strategie: Wählen Sie die zu verwendende Werkzeugstrategie aus.
Strategie: Wählen Sie die zu verwendende Werkzeugstrategie aus. Folgende Strategien sind für jeden Werkzeugtyp verfügbar:
Knickschlüssel, Cam-Over für die Knickschlüssel.
Direktantrieb, Nur Winkel, Mehrstufig für Elektrowerkzeuge.
Spitze für Spitzenwerkzeuge.
Impulsschrauber, ACTA-Impulsschrauber für Impulsschrauber.
Typ: Wählen Sie den Kontrolltyp aus der Dropdown-Liste aus. Die folgenden Kontrolltypen stehen zur Verfügung:
Moment und Winkel
Nur Drehmoment
Nur Winkel
Winkel und Drehmoment
Für die Strategie „Nur Winkel“ ist nur die Prüfungsart Nur Winkel verfügbar.
Für die Knickschlüssel- und Cam-Over-Strategien ist nur die Prüfungsart Nur Drehmoment verfügbar.
Freie Runde: Geben Sie die Anzahl der freien Runden ein, die das Werkzeug ausführt, um die korrekte Betriebsdrehzahl zu erreichen, bevor es mit dem Prüfvorgang beginnt.
Dieser Parameter ist nur für die Strategie Direktantrieb verfügbar.
Verbindung: Folgendes ist möglich:
Verbindung auswählen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
) und wählen Sie dann eine bereits konfigurierte Verbindung auf der Seite Verbindungen aus.Neue Verbindung hinzufügen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Verbindungen auf Hinzufügen, um eine neue Verbindung zu konfigurieren.Verknüpfung zur Verbindung löschen: Tippen Sie auf das Symbol Löschen (
) in der Nähe des Felds „Verbindung“.
Wenn die Verbindung mit der Prüfung verknüpft ist, sind das Solldrehmoment und der Sollwinkel die in der Verbindungskonfiguration definierten Werte.
Wenn die Verbindung nicht mit der Prüfung verknüpft ist, geben Sie die Werte für Drehmoment und Winkel auf den jeweiligen Seiten ein.
Anzahl der Proben: Geben Sie die Anzahl der zu erreichenden Ergebnisse ein. Diese Parameter müssen ein Vielfaches von 5 innerhalb des Bereichs von 15 bis 95 sein.
Messgerätetyp: Wählen Sie das Messgerät aus, das den Test ausführt.
Im Folgenden finden Sie die verfügbaren Messgeräte:
Manuelle Auswahl
STbench
IRC-Connect
Messgerät S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
Dieser Parameter ist nur verfügbar, wenn STbench als Messgerät ausgewählt ist.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Filterfrequenz: Geben Sie den Wert der Filterfrequenz ein. Der zulässige Bereich liegt zwischen 100 bis 2000 Hz. Der Standardwert ist 500 Hz.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Kategorie Drehmoment
Nachfolgend finden Sie eine Liste aller Drehmomentparameter, die für die CAM/Cpk-Prüfung zur Verfügung stehen.
Die vom Gerät für jede CAM/Cpk-Prüfung in der Kategorie Drehmoment angezeigten Parameter variieren je nach ausgewähltem Werkzeugtyp und gewählter Strategie.
Zyklus beendet: der Standardwert wird vom Messgerät verwaltet und als Automatischer Wert angegeben.
Es ist möglich, den Wert des beendeten Zyklus einzugeben; dieser muss kleiner/gleich dem Wert zum Zyklusstart sein.
Zyklusstart: der Standardwert wird vom Messgerät verwaltet und als Automatischer Wert angegeben.
Es ist möglich, den Wert des Zyklusstarts einzugeben; dieser muss größer als die Mindestlast des Wandlers und kleiner/gleich dem finalen Winkelüberwachungsdrehmoment sein.
Wenn der Zyklusstart auf Null gesetzt wird, gibt das Gerät automatisch einen Zyklusstart aus, der der Mindestlast des Wandlers entspricht.
Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
Dieser Parameter steht nur für Elektrowerkzeuge zur Verfügung.
Finales Winkelüberwachungsdrehmoment: Der Standardwert wird durch das Messgerät verwaltet und als Automatischer Wert angegeben. Dieser entspricht dem niedrigsten Wert zwischen [50 % des Solldrehmoments] und dem [Mindestdrehmoment].
Der Wert des finalen Winkelüberwachungsdrehmoments kann eingegeben werden; dieser muss kleiner/gleich dem Wert für das Mindestdrehmoment sein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten finalen Winkelüberwachungsdrehmoment entspricht.
Kontrollmodus: Wählen Sie aus, wie die Drehmomentgrenzen definiert werden sollen. Folgende Optionen sind verfügbar:
Min/Max
Sollwert/Toleranz
Mindestdrehmoment: Geben Sie den Mindestwert des Drehmoments ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Mindestdrehmoment entspricht.
Solldrehmoment: Geben Sie den Wert des Solldrehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Solldrehmoment entspricht.
Höchstdrehmoment: Geben Sie den Höchstwert des Drehmoments ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Höchstdrehmoment entspricht.
Drehmomenttoleranz: Geben Sie den Wert der Toleranz des Drehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der der in der Verbindungskonfiguration definierten Drehmomenttoleranz entspricht.
Drehmoment messen bei: Wählen Sie aus der Dropdown-Liste eine der folgenden Optionen aus:
Spitzenmoment
Spitzen-Winkel
Schlupfdrehmoment: der Standardwert wird vom Gerät verwaltet und als Automatischer Wert angegeben. Für das Schlupfdrehmoment kann ein Wert kleiner/gleich dem Solldrehmoment eingegeben werden.
Mindestdrehmoment CAM: Geben Sie den Mindestwert des CAM-Indexes für das Drehmoment ein.
Das Mindestdrehmoment CAM reicht von 0 bis 9999.
Mindestdrehmoment Cpk: Geben Sie den Mindestwert des Cpk-Indexes für das Drehmoment ein.
Das Mindestdrehmoment Cpk reicht von 0 bis 9999.
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der der in der Verbindungskonfiguration ausgewählten Maßeinheit entspricht.
Kategorie Winkel
Nachfolgend finden Sie eine Liste aller Winkelparameter, die für die CAM/Cpk-Prüfung zur Verfügung stehen.
Die vom Gerät für jede CAM/Cpk-Prüfung in der Kategorie Zeit angezeigten Parameter variieren je nach ausgewählter Prüfungsart.
Kontrollmodus: Wählen Sie aus, wie die Winkelgrenzen definiert werden sollen. Folgende Optionen sind verfügbar:
Min/Max
Sollwert/Toleranz
Mindestwinkel: Geben Sie den Mindestwert des Winkels ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Mindestwinkel entspricht.
Sollwinkel: Geben Sie den Wert des Sollwinkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Sollwinkel entspricht.
Höchstwinkel: Geben Sie den Höchstwert des Winkels ein.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der dem in der Verbindungskonfiguration definierten Höchstwinkel entspricht.
Winkeltoleranz: Geben Sie den Wert der Toleranz des Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Wenn eine Verbindung mit der Prüfung verknüpft ist, ist dies ein nicht verfügbarer Wert, der auf die in der Verbindungskonfiguration definierte Winkeltoleranz eingestellt ist.
Mindestwinkel CAM: Geben Sie den Mindestwert des CAM-Indexes für den Winkel ein.
Der Mindestwinkel CAM reicht von 0 bis 9999.
Mindestwinkel Cpk: Geben Sie den Mindestwert des Cpk-Indexes für den Winkel ein.
Der Mindestwinkel Cpk reicht von 0 bis 9999.
Kategorie Zeit
Nachfolgend finden Sie eine Liste aller Zeitparameter, die für die CAM/Cpk-Prüfung zur Verfügung stehen.
Die vom Gerät für jede CAM/Cpk-Prüfung in der Kategorie Drehmoment angezeigten Parameter variieren je nach ausgewähltem Werkzeugtyp und gewählter Strategie.
Verzögerungszeit messen: Geben Sie den Wert der Messverzögerungszeit ein.
Während der Messverzögerungszeit wird die Drehmomentkurve nicht analysiert und der Knickpunkt nicht erkannt.
Die Messverzögerungszeit reicht von 0,0 s bis 5,0 s.
Rückstellzeit: Geben Sie den Wert für die Rückstellzeit ein.
Während der Rückstellzeit wird die Drehmomentkurve nicht analysiert.
Die Rückstellzeit reicht von 0,0 s bis 5,0 s.
Endzykluszeit: Geben Sie den Wert für die Endzykluszeit ein.
Der „Schnellprogrammierungstest“ wird angehalten, wenn das Drehmoment weiterhin anliegt, es aber länger unter „Zyklus beendet“ liegt als die Endzykluszeit.
Die Endzykluszeit reicht von 0,1 s bis 5,0 s.
Kategorie Impuls
Diese Kategorie wird nur für Elektrowerkzeuge angezeigt.
Mindestimpuls: Mindestanzahl an Impulsen, die bei der Prüfung durch das Werkzeug durchgeführt werden.
Höchstimpuls: Höchstanzahl an Impulsen, die bei der Prüfung durch das Werkzeug durchgeführt werden.
JJF 1610:2017-Parameter
Die JJF 1610:2017-Prüfung ist nur für Elektrowerkzeuge verfügbar.
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung (*): Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Messgerätetyp: Wählen Sie das Messgerät aus, das den Test ausführt. Nachfolgend finden Sie die verfügbaren Optionen:
Manuelle Auswahl
STbench
IRC-Connect
Messgeräte-S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
Anzahl der Proben: Geben Sie die Anzahl der während der Prüfung zu erhaltenden Ergebnisse ein. Dieser Parameter reicht von 5 bis 99. Die Standard-Probenanzahl ist auf 10 eingestellt.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Freie Runden: Geben Sie die Anzahl der freien Runden ein, die das Werkzeug ausführt, um die korrekte Betriebsdrehzahl zu erreichen, bevor es mit dem Testvorgang beginnt. Standardmäßig ist die Anzahl der freien Runden auf 3 gestellt.
Filterfrequenz: Geben Sie den Wert der Filterfrequenz ein. Dieser Parameter reicht von 100 Hz bis 2000 Hz Die Filterfrequenz ist standardmäßig auf 500 Hz eingestellt.
Vorlast: Wählen Sie das Kontrollkästchen aus, um Vorlastmessungen zu aktivieren.
Kategorie Kalibrierungspunkt 1
Solldrehmoment: Dieser Parameter wird in der Norm JJF 1610:2017 definiert. Der Standardwert für das Solldrehmoment entspricht der minimalen Werkzeugkapazität.
Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
Endwinkelüberwachung: Der Standardwert der Endwinkelüberwachung ist die Hälfte des Solldrehmoments.
Harter Verbindungswinkel: Der Standardwert für den harten Verbindungswinkel beträgt 15,0°.
Weicher Verbindungswinkel: Der Wert für den weichen Verbindungswinkel beträgt 360,0°.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Die Kategorien Kalibrierungspunkt 2 und Kalibrierungspunkt 3 haben die gleiche Struktur wie Kalibrierungspunkt 1, es verändert sich lediglich das Solldrehmoment.
In der Kategorie Kalibrierungspunkt 2 wird das Solldrehmoment auf 60 % der maximalen Werkzeugkapazität festgelegt.
In der Kategorie Kalibrierungspunkt 3 wird das Solldrehmoment auf 100% der maximalen Werkzeugkapazität festgelegt.
Um nur die Phase Kalibrierungspunkt 1 der Prüfung auszuführen, tippen Sie auf die Kategorie Kalibrierungspunkt 3 und wählen Sie das Kontrollkästchen Aktiviert ab. Tippen Sie anschließend auf die Kategorie Kalibrierungspunkt 2 und wählen Sie das Kontrollkästchen Aktiviert ab.
Kalibrierungsparameter
Wenn das Elektrowerkzeug nicht mit einer Steuerung verbunden ist, ist die Kalibrierung im Fenster Testtyp nicht verfügbar.
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Strategie: Wählen Sie die zu verwendende Werkzeugstrategie aus. Folgende Strategien sind verfügbar:
Impulsschrauber
ACTA-Impulswerkzeug
Nur für Impulswerkzeuge verfügbar.
Anzahl der Proben: legt fest, wie oft der Test ausgeführt werden soll. Es dürfen maximal 99 Proben sein.
Drehmomenttoleranz: definiert die maximale prozentuale Differenz zwischen dem Durchschnitts-Drehmoment des Controllers und dem Durchschnitts-Drehmoment des Geräts. Er wird als Prozentwert angegeben. Standardmäßig beträgt die Drehmomenttoleranz 5 %. Nur für Elektrowerkzeuge verfügbar.
Winkeltoleranz: definiert die maximale prozentuale Differenz zwischen dem Durchschnitts-Winkel des Controllers und dem Durchschnitts-Winkel des Geräts. Er wird als Prozentwert angegeben. Standardmäßig beträgt die Drehmomenttoleranz 5 %. Nur für Elektrowerkzeuge verfügbar.
Power MACS-Modus (vordefiniertes Kalibrierungsprogramm): Geben Sie den Steuerungsmodus ein.
Nur für Elektrowerkzeuge verfügbar.Messgerätetyp: Wählen Sie das Messgerät aus, das den Test ausführt. Nachfolgend finden Sie die verfügbaren Optionen:
Manuelle Auswahl
STbench
IRC-Connect
Filterfrequenz: Geben Sie den Wert der Filterfrequenz ein. Der zulässige Bereich liegt zwischen 100 Hz und 2000 Hz. Der Standardwert ist 850 Hz.
Nur für Impulswerkzeuge verfügbar.Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Folgende Optionen sind verfügbar:
Im Uhrzeigersinn
Gegen den Uhrzeigersinn
Nur für Impulswerkzeuge verfügbar.
Kategorie Steuerung
Die Kategorie Steuerung steht nur für Elektrowerkzeuge zur Verfügung.
Typ: kann in diesem Abschnitt nicht geändert werden: Es ist ein Parameter des Controllers. Weitere Informationen zum Aktualisieren des Controllertyps finden Sie im Kapitel Controller.
Synchronisierungsmodus: Wählen Sie zwischen den folgenden Optionen:
Manuelle Auswahl
Manuell
Ethernet. Diese Option ist nicht verfügbar, wenn der Steuerungstyp PowerMACS ist.
Seriennummer
Falls Manuelle Auswahl ausgewählt wurde, erscheint bei der Kalibrierung des Elektrowerkzeugs mit dem Controller nach Antippen von Wiedergabe ein Dialogkästchen für den Synchronisierungsmodus. Wählen Sie den Synchronisierungsmodus, um mit dem Kalibrierungsprozess fortzufahren.
Seriennummer: kann in diesem Abschnitt nicht geändert werden: Es ist ein Parameter des Controllers. Weitere Informationen zum Aktualisieren der Seriennummer des Controllers finden Sie im Kapitel Controller.
IP-Adresse: kann in diesem Abschnitt nicht geändert werden: Es ist ein Parameter des Controllers. Dieser Parameter ist nicht verfügbar, wenn der Steuerungstyp PowerMACS ist. Weitere Informationen zum Aktualisieren der IP-Adresse des Controllers finden Sie im Kapitel Controller.
Portnummer: kann in diesem Abschnitt nicht geändert werden: Es ist ein Parameter des Controllers. Dieser Parameter ist nicht verfügbar, wenn der Steuerungstyp PowerMACS ist. Weitere Informationen zum Aktualisieren der Portnummer des Controllers finden Sie im Kapitel Controller.
Baudrate: kann in diesem Abschnitt nicht geändert werden: Es ist ein Parameter des Controllers. Weitere Informationen zum Aktualisieren der Baudrate finden Sie im Kapitel Controller.
Kategorie Verbindung
Die Kategorie Verbindung ist nur für Elektrowerkzeuge verfügbar, die mit einer Power Focus- oder einer Generischen Steuerung verbunden sind.
Tippen Sie auf der oberen rechten Ecke der Kategorieseite „Verbindung“ direkt auf Speichern (keine der Verbindungen ist ausgewählt). Das Gerät stellt automatisch eine Standardverbindung her, mit der die Kalibrierungsprüfung durchgeführt werden kann.
Aktivieren Sie im Arbeitsbereich zur Verbindungsauswahl das Kontrollkästchen für die manuelle Auswahl der Verbindung, mit der die Kalibrierungsprüfung manuell durchgeführt werden kann. Folgende Informationen werden angezeigt:
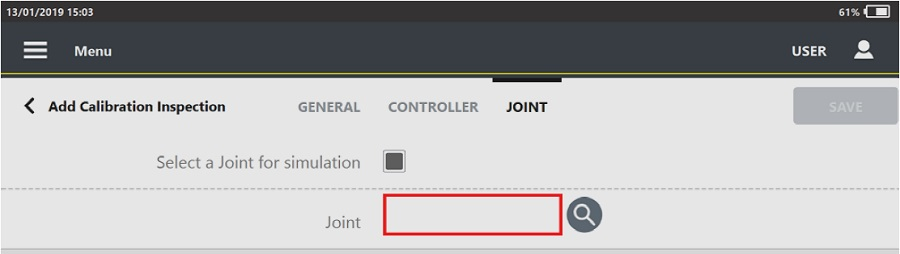
Tippen Sie auf das Suchsymbol (
) und wählen/erstellen Sie eine Verbindung nach Kundenbedarf.
Kategorie Drehmoment
Die Kategorie Drehmoment ist nur für Impulswerkzeuge verfügbar.
Drehmomentkorrektur: Geben Sie den Koeffizienten für die Drehmomentkorrektur ein.
Der Standardwert ist 1. Nur für Impulsstrategie verfügbar.Drehmomenttoleranz: definiert die maximale prozentuale Differenz zwischen dem Durchschnitts-Drehmoment des Controllers und dem Durchschnitts-Drehmoment des Geräts. Er wird als Prozentwert angegeben. Standardmäßig beträgt die Drehmomenttoleranz 5 %.
Kategorie Zeit
Die Kategorie Zeit ist nur für Impulswerkzeuge verfügbar.
Verzögerungszeit messen: Geben Sie den Wert der Messverzögerungszeit ein.
Während der Messverzögerungszeit wird die Drehmomentkurve nicht analysiert und der Knickpunkt nicht erkannt.
Die Messverzögerungszeit reicht von 0,0 s bis 5,0 s. Nur für ACTA-Impulsstrategie verfügbar.Rückstellzeit: Geben Sie den Wert für die Rückstellzeit ein.
Während der Rückstellzeit wird die Drehmomentkurve nicht analysiert.
Die Rückstellzeit reicht von 0,0 s bis 5,0 s. Nur für ACTA-Impulsstrategie verfügbar.Endzykluszeit: Geben Sie den Wert für die Endzykluszeit ein. Der Test wird angehalten, wenn das Drehmoment weiterhin anliegt, es aber länger unter „Zyklus beendet“ liegt als die Endzykluszeit.
Die Endzykluszeit reicht von 0,1 s bis 5,0 s.
VDI/VDE 2465-2 – Werkzeugbasierte Parameter
Wählen Sie im Fenster Methode auswählen eine der VDI/VDE 2645-2-Methoden von M-201 bis M-204 aus.
Kategorie Allgemein
Methode: Name der gewählten Methode. Es ist ein nicht verfügbares Feld.
Allgemeinzustand: Wählen Sie in der Dropdown-Liste eines der Elemente aus.
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Messgerätetyp: STbench ist der einzige verfügbare Messgerätetyp.
Messgerät S/N: Geben Sie die Seriennummer des Messgeräts ein.
Anzahl der Proben: Geben Sie die Anzahl der während der Prüfung zu erhaltenden Ergebnisse ein. Dieser Parameter reicht von 25 bis 50.
Mindestkapazität des Werkzeugs: Mindestdrehmomentwert des Werkzeugsortiments.
Höchstkapazität des Werkzeugs: Höchstdrehmomentwert des Werkzeugsortiments.
Empfohlene Toleranzgrenze ändern: Aktivieren Sie das Kontrollkästchen zur Bearbeitung des Toleranzgrenzenwerts für Drehmoment/Winkel.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Kategorien Testpunkt 1 und Testpunkt 2
Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
Drehmomenttoleranz: Geben Sie den Prozentsatz der Drehmomenttoleranz ein.
Dieses Feld ist verfügbar, wenn in der Kategorie Allgemein das Kontrollkästchen Empfohlene Toleranzgrenze ändern ausgewählt ist.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl
Nummer des STbench-Kanals (von 1 bis 8).
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Wählen Sie für Testpunkt 2 das Kontrollkästchen Empfohlen aus, um den Testpunkt zu aktivieren.
Alle anderen Parameter können nicht bearbeitet werden.
Kategorien Testpunkt 3 und Testpunkt 4
Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
Winkeltoleranz: Geben Sie die Gradzahl der Winkeltoleranz ein.
Dieses Feld ist verfügbar, wenn in der Kategorie Allgemein das Kontrollkästchen Empfohlene Toleranzgrenze ändern ausgewählt ist.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl
Nummer des STbench-Kanals (von 1 bis 8).
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Alle anderen Parameter können nicht bearbeitet werden.
Wählen Sie für Testpunkt 4 das Kontrollkästchen Empfohlen aus, um den Testpunkt zu aktivieren.
Klicken Sie im oberen Teil der Seite VDI/VDE 2645-2-Prüfung hinzufügen auf die Schaltfläche Weitere Optionen (), um Testpunkt 4 auszuwählen.
VDI/VDE 2465-2 – Positionsbasierte Parameter
Wählen Sie auf der Seite Methode auswählen eine der VDI/VDE 2645-2-Methoden von M-205 bis M-208 aus.
Kategorie Allgemein
Methode: Name der gewählten Methode. Es ist ein nicht verfügbares Feld.
Allgemeinzustand: Wählen Sie in der Dropdown-Liste eines der Elemente aus.
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Testpunkttyp: Wählen Sie aus der Dropdown-Liste einen der folgenden Punkte aus:
Drehmoment.
Winkel
Drehmoment und Winkel.
Diese Punkte werden gemäß der ausgewählten Methode aktiviert. Beispielsweise ist für Methode 205 nur das Drehmoment verfügbar.
Messgerätetyp: Wählen Sie aus der Dropdown-Liste die Messgeräte aus. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
STbench.
IRC-Kupplung.
Messgerät S/N: Geben Sie die Seriennummer des Messgeräts ein.
Anzahl der Proben: Geben Sie die Anzahl der während der Prüfung zu erhaltenden Ergebnisse ein. Der Bereich liegt zwischen 25 bis 50.
Empfohlene Toleranzgrenze ändern: Aktivieren Sie das Kontrollkästchen zur Bearbeitung des Toleranzgrenzenwerts für Drehmoment/Winkel.
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Kategorie Testpunkt-Drehmoment
Der Testpunkt Drehmoment ist verfügbar, wenn der Testpunkttyp auf Drehmoment oder Drehmoment und Winkel eingestellt ist.
Verbindung: Folgendes ist möglich:
Verbindung auswählen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
) und wählen Sie dann eine bereits konfigurierte Verbindung aus.Neue Verbindung hinzufügen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Verbindung auf Hinzufügen, um eine neue Verbindung zu konfigurieren.
Winkel messen von: Wählen Sie eine der folgenden Optionen aus der Dropdown-Liste aus:
Eine Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
Beginn der zweiten Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
STbench Kanal: Wählen Sie aus der Dropdown-Liste den zu verwendenden STbench-Kanal aus.
Dieser Punkt ist nur verfügbar, wenn STbench als Messgerätetyp ausgewählt ist.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, wenn der Wandler während des Tests eingesetzt wird.
Alle anderen Parameter können nicht bearbeitet werden und deren Werte sind in der Verbindungskonfiguration definiert.
Kategorie Testpunkt-Winkel
Der Testpunkt Winkel ist verfügbar, wenn der Testpunkttyp auf Winkel oder Drehmoment und Winkel eingestellt ist.
Verbindung: Folgendes ist möglich:
Verbindung auswählen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
) und wählen Sie dann eine bereits konfigurierte Verbindung aus.Neue Verbindung hinzufügen: Tippen Sie in der Nähe des Felds „Verbindung“ auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Verbindung auf Hinzufügen, um eine neue Verbindung zu konfigurieren.
STbench Kanal: Wählen Sie aus der Dropdown-Liste den zu verwendenden STbench-Kanal aus.
Dieser Punkt ist nur verfügbar, wenn STbench als Messgerätetyp ausgewählt ist.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, wenn der Wandler während des Tests eingesetzt wird.
Alle anderen Parameter können nicht bearbeitet werden und deren Werte sind in der Verbindungskonfiguration definiert.
Hinzufügen einer mehrstufigen Prüfung
Die Mehrstufen-Strategie wird verwendet, wenn die Werkzeuge mehrere Aktionen bei einem Verschraubungsvorgang ausführen und diese Schritte bewertet werden müssen.
Wählen Sie auf der Seite Werkzeug ein konfiguriertes Elektrowerkzeug aus.
Die mehrstufige Cm/Cmk-Prüfung ist nur für Elektrowerkzeuge verfügbar.
Tippen Sie im oberen Teil der Seite Werkzeug bearbeiten auf Prüfung.
Tippen Sie in der oberen rechten Ecke der Kategorie Prüfung auf Hinzufügen.
Wählen Sie im Fenster Testtyp Cm/Cmk ISO aus. Folgende Informationen werden angezeigt:
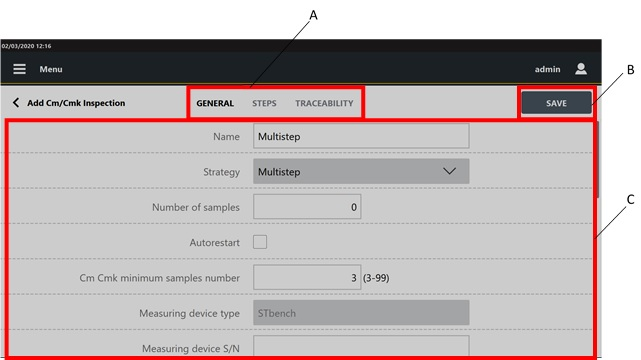
A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Konfigurieren Sie in der Kategorie Allgemein der Seite Cm/Cmk-Prüfung hinzufügen die angezeigten Parameter
Tippen Sie im oberen Teil der Seite Cm/Cmk-Prüfung hinzufügen auf Schritte.
Tippen Sie in der oberen rechten Ecke des Bereichs Schritt 1 der Kategorie Schritte auf das Symbol Bearbeiten (
 ), um die Parameter für einen bestimmten Schritt einzustellen.
), um die Parameter für einen bestimmten Schritt einzustellen.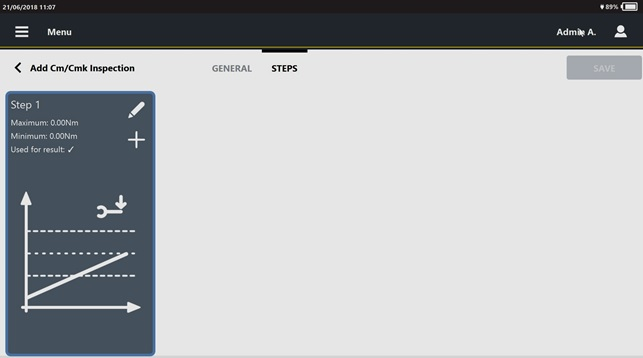
Folgende Informationen werden angezeigt:

Konfigurieren Sie im Dialogfeld Schritt 1 bearbeiten die Schrittparameter.
Tippen Sie in der unteren rechten Ecke des Dialogkästchens Schritt 1 bearbeiten auf OK.
Um einen neuen Schritt hinzuzufügen, tippen Sie auf das Symbol Schritt hinzufügen (
 ).
).Pro Prüfung sind maximal 30 Schritte zulässig.
Nachdem der Schritt im Abschnitt Schritt konfiguriert wurde, werden die folgenden Informationen angezeigt:
Höchstwert: Höchstwert der getesteten Variable (Drehmoment/Winkel).
Mindestwert: Mindestwert der getesteten Variable (Drehmoment/Winkel).
Für Ergebnis verwendet: Wenn das Kontrollkästchen Für Ergebnis verwendet ausgewählt wurde, wird das Symbol
 angezeigt.
angezeigt.Variablen-Symbol: wenn das Drehmoment als Kontrolltyp ausgewählt wurde, wird das folgende Symbol angezeigt:

Wenn der Winkel als Kontrolltyp ausgewählt wurde, wird das folgende Symbol angezeigt:

Tippen Sie im oberen Teil von Cm/Cmk-Prüfung hinzufügen auf Bild. Auf dieser Seite wird das durch eine externe Software gesendete Bild angezeigt.
In der Kategorie Bild können folgende Vorgänge durchgeführt werden:
Bild/Video hinzufügen: Speichern Sie auf einem USB-Speichermedium das zu verwendende Bild/Video in einem Ordner mit dem Namen media_items, verbinden Sie das Speichermedium mit dem STpad und tippen Sie auf die Schaltfläche Hinzufügen im rechten Bereich der Seite Bild. Wählen Sie im Dialogfeld Bild hinzufügen das Bild/Video aus, das geladen werden soll, und klicken Sie auf OK.
Die maximale Größe für Bilder beträgt 5 MB, die maximale Größe für Videos 10 MB.Entfernen eines Bilds: Tippen Sie im rechten Bereich der Seite Bild auf die Schaltfläche Entfernen.
Tippen Sie im oberen Teil von Prüfung hinzufügen auf Rückverfolgbarkeit.
Konfigurieren Sie in der Kategorie Rückverfolgbarkeit der Seite Prüfung hinzufügen die folgenden Parameter:
Verifizierungscode: Geben Sie den Verifizierungscode ein, der beim Ausführen der Prüfung eingegeben oder gescannt werden muss. Dieses Feld berücksichtigt Groß-/Kleinschreibung.
Beschreibung des Verifizierungscodes: Geben Sie zur Unterstützung des Bedieners die Beschreibung des Dialogfensters Verifizierungscode ein, das beim Ausführen der Prüfung angezeigt wird.
Zuweisbare Ursachen: Es sind folgende Handlungen möglich:
Liste:
Liste mit zuweisbaren Ursachen auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Liste mit zuweisbaren Ursachen aus.Neue Liste mit zuweisbaren Ursachen hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Liste mit zuweisbaren Ursachen auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Liste mit zuweisbaren Ursachen löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine zuweisbare Ursache auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann eine zuweisbare Ursache eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die zuweisbare Ursache ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Liste mit zuweisbaren Ursachen.
Korrekturmaßnahmen: Es sind folgende Handlungen möglich:
Liste:
Korrekturmaßnahmenliste auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Korrekturmaßnahmenliste aus.Neue Korrekturmaßnahmenliste hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Korrekturmaßnahmenliste auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Korrekturmaßnahmenliste löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine Korrekturmaßnahme auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann die Korrekturmaßnahme eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die Korrekturmaßnahme ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Korrekturmaßnahmenliste.
Tippen Sie auf der Seite Cm/Cmk-Prüfung hinzufügen auf Speichern.
Löschen eines Schritts:
Diese Funktion ist nur ab Schritt 2 verfügbar. Es ist nicht möglich, Schritt 1 zu löschen.
Wählen Sie in der Kategorie Schritt auf der Seite Cm/Cmk-Prüfung hinzufügen den zu löschenden Schritt aus.
Tippen Sie im Abschnitt Schritt auf das Symbol Löschen (
 ), um den Schritt zu löschen.
), um den Schritt zu löschen.
Änderung der Reihenfolge der Schritte:
Wählen Sie in der Kategorie Schritt auf der Seite Cm/Cmk-Prüfung hinzufügen den zu verschiebenden Schritt aus.
Tippen Sie im unteren Teil des Abschnitts Schritt auf den Pfeil nach hinten/vorne, um die Reihenfolge der Schritte zu ändern.
Cm/Cmk-Multistep-Parameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein. Es sind maximal 50 Zeichen zulässig.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Strategie: Wählen Sie die Werkzeugstrategie Mehrstufig aus.
Anzahl der Proben: Geben Sie die Anzahl der gewünschten Ergebnisse ein.
Es dürfen maximal 99 Proben sein.
Cm Cmk minimale Probenanzahl: Geben Sie die Mindestanzahl von Proben zur Anzeige des Ergebnisstatus ein. Der Standardwert wird auf der Seite Prüfungs-Standardwerte eingestellt.
Messgerätetyp: STbench ist der einzige verfügbare Messgerätetyp für diese Teststrategie.
Messgerät S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
Der Test muss an einem externen Wandler durchgeführt werden und nicht an den STbench-Bremsen.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Filterfrequenz: Geben Sie den Wert der Filterfrequenz ein. Der zulässige Bereich liegt zwischen 100 bis 2000 Hz. Der Standardwert ist 500 Hz.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Mindestdrehmoment Cm: Geben Sie den Mindestwert des Cm-Indexes für das Drehmoment ein.
Das Mindestdrehmoment Cm reicht von 0 bis 9999.
Mindestdrehmoment Cmk: Geben Sie den Mindestwert des Cmk-Indexes für das Drehmoment ein.
Das Mindestdrehmoment Cmk reicht von 0 bis 9999.
Mindestwinkel Cm: Geben Sie den Mindestwert des Cm-Indexes für den Winkel ein.
Der Mindestwinkel Cm reicht von 0 bis 9999.
Mindestwinkel Cmk: Geben Sie den Mindestwert des Cmk-Indexes für den Winkel ein.
Der Mindestwinkel Cmk reicht von 0 bis 9999.
Verzögerungszeit messen: Geben Sie den Wert der Messverzögerungszeit ein.
Die Messverzögerungszeit reicht von 0,0 s bis 5,0 s.
Zyklusstart: der Standardwert wird vom Messgerät verwaltet und als Automatischer Wert angegeben. Es ist möglich, den Wert des Zyklusstarts einzugeben.
Dieser Wert muss höher sein als die Minimallast des Messwertgebers und kleiner/gleich dem finalen Winkelüberwachungsdrehmoment.
Wenn der Zyklusstart auf Null gesetzt wird, gibt das Gerät automatisch einen Zyklusstart aus, der der Mindestbelastung des Wandlers entspricht.
Finales Winkelüberwachungsdrehmoment: Geben Sie den Wert des finalen Winkelüberwachungsdrehmoments ein.
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Kategorie Schritte
Schritttyp: Wählen Sie eine der verfügbaren Optionen aus:
Festziehen.
Lösen.
Prüfungsart: Wählen Sie eine der verfügbaren Optionen aus:
Drehmoment.
Winkel
Kontrollmodus: Wählen Sie, wie die Grenzen der ausgewählten Variablen (Drehmoment oder Winkel) definiert werden sollen. Die Optionen sind: Min/Max und Sollwert/Toleranz.
Mindestdrehmoment/-winkel: Geben Sie den Mindestwert des Drehmoments/Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Höchstdrehmoment/-winkel: Geben Sie den Höchstwert des Drehmoments/Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Solldrehmoment/-winkel: Geben Sie den Wert des Solldrehmoments/-winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Drehmoment-/Winkeltoleranz: Geben Sie den Wert der Toleranz des Drehmoments/Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Endzykluszeit: Geben Sie den Wert für die Endzykluszeit ein.
Der „Schnellprogrammierungstest“ hört auf, wenn das Drehmoment weiterhin angewendet wird, es aber länger unter Zyklus beendet ist als die Endzykluszeit.
Die Endzykluszeit reicht von 0,1 s bis 5,0 s.
Für Ergebnis verwendet: Wählen Sie das Kontrollkästchen Für Ergebnis verwendet aus, das für den bestimmten Schritt für das Endergebnis verwendet wird.
Drehmoment messen bei: Wählen Sie eine der verfügbaren Optionen aus:
Spitzenmoment
Spitzen-Winkel
CAM/Cpk CNOMO-Multistep-Parameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Strategie: Wählen Sie die zu verwendende „mehrstufige“ Strategie aus.
Anzahl der Proben: Geben Sie die Anzahl der gewünschten Ergebnisse ein.
Es dürfen maximal 99 Proben sein.
Messgerätetyp: STbench ist das einzige verfügbare Messgerät für diese Teststrategie.
Messgerät S/N: Geben Sie die Seriennummer des mit dem Gerät verbundenen Messgeräts ein.
STbench-Kanal: Wählen Sie den STbench-Kanal, der zur Durchführung des Tests verwendet werden soll. Folgende Optionen sind verfügbar:
Manuelle Auswahl.
Nummer des STbench-Kanals (von 1 bis 8).
Der Test muss an einem externen Wandler durchgeführt werden und nicht an den STbench-Bremsen.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, der mit dem Messgerät verknüpft ist, das mit dem Gerät verbunden ist.
Filterfrequenz: Geben Sie den Wert der Filterfrequenz ein. Der zulässige Bereich liegt zwischen 100 bis 2000 Hz. Der Standardwert ist 500 Hz.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Mindestdrehmoment CAM: Geben Sie den Mindestwert des CAM-Indexes für das Drehmoment ein.
Das Mindestdrehmoment CAM reicht von 0 bis 9999.
Mindestdrehmoment Cpk: Geben Sie den Mindestwert des Cpk-Indexes für das Drehmoment ein.
Das Mindestdrehmoment Cpk reicht von 0 bis 9999.
Mindestwinkel CAM: Geben Sie den Mindestwert des CAM-Indexes für den Winkel ein.
Der Mindestwinkel CAM reicht von 0 bis 9999.
Mindestwinkel Cpk: Geben Sie den Mindestwert des Cpk-Indexes für den Winkel ein.
Der Mindestwinkel Cpk reicht von 0 bis 9999.
Verzögerungszeit messen: Geben Sie den Wert der Messverzögerungszeit ein.
Während der Messverzögerungszeit wird die Drehmomentkurve nicht analysiert und der Knickpunkt nicht erkannt.
Die Messverzögerungszeit reicht von 0,0 s bis 5,0 s.
Zyklusstart: der Standardwert wird vom Messgerät verwaltet und als Automatischer Wert angegeben. Es ist möglich, den Wert des Zyklusstarts einzugeben.
Dieser Wert muss höher sein als die Minimallast des Messwertgebers und kleiner/gleich dem finalen Winkelüberwachungsdrehmoment.
Wenn der Zyklusstart auf Null gesetzt wird, gibt das Gerät automatisch einen Zyklusstart aus, der der Mindestbelastung des Wandlers entspricht.
Finales Winkelüberwachungsdrehmoment: Geben Sie den Wert des finalen Winkelüberwachungsdrehmoments ein.
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Kategorie Schritte
Schritttyp: Wählen Sie zwischen den folgenden Optionen:
Festziehen.
Lösen.
Kontrolltyp: Wählen Sie zwischen den folgenden Optionen:
Drehmoment.
Winkel
Kontrollmodus: Wählen Sie, wie die Grenzen der ausgewählten Variablen (Drehmoment oder Winkel) definiert werden sollen. Die Optionen sind: Min/Max und Sollwert/Toleranz.
Mindestwinkel/-drehmoment und Höchstwinkel/-drehmoment werden automatisch gemäß den spezifizierten Winkel-/Drehmomenttoleranzen definiert.
Mindestdrehmoment/-winkel: Geben Sie den Mindestwert des Drehmoments/Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Höchstdrehmoment/-winkel: Geben Sie den Höchstwert des Drehmoments/Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Solldrehmoment/-winkel: Geben Sie den Wert des Solldrehmoments/-winkels ein. Dieser Parameter ist verfügbar, wenn die Sollwert/Toleranz-Option des Kontrollmodus aktiviert ist.
Drehmoment-/Winkeltoleranz: Geben Sie den Wert der Toleranz des Drehmoments/Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Endzykluszeit: Geben Sie den Wert für die Endzykluszeit ein.
Der „Schnellprogrammierungstest“ hört auf, wenn das Drehmoment weiterhin angewendet wird, es aber länger unter Zyklus beendet ist als die Endzykluszeit.
Die Endzykluszeit reicht von 0,1 s bis 5,0 s.
Für Ergebnis verwendet: Wählen Sie das Kontrollkästchen Für Ergebnis verwendet aus, das für den bestimmten Schritt für das Endergebnis verwendet wird.
Drehmoment messen bei: Wählen Sie eine der folgenden Optionen aus:
Spitzenmoment
Spitzen-Winkel
Hinzufügen einer Werkzeugprüfung über die Vorlagendatei
Erstellen Sie die Vorlagendatei für Prüfungen auf einem USB-Speichermedium (weitere Informationen finden Sie unter Vorlagen für Werkzeugprüfung / Verbindungsprüfung erstellen).
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss am kundenseitigen PC.
Öffnen Sie das USB-Speichermedium auf dem PC.
Öffnen Sie die Datei STpad_ToolInspectionImportFile.xlsm. Folgende Informationen werden angezeigt:

Füllen Sie die Datei STpad_ToolInspectionImportFile.xlsm aus, um die notwendigen Prüfungen zu definieren.
Wenn alle Pflichtfelder befüllt sind, färbt sich die Spalte Falsches Feld grün.
Die Datei STpad_ToolInspectionImportFile.xlsm definiert nicht nur Prüfungen, sondern auch die zugehörigen Werkzeuge. Diese werden automatisch über die Datei STpad_ToolInspectionImportFile.stpad auf das Gerät importiert.
Wählen Sie die Option Excel für die Berechnung in der Arbeitsmappe aus. Öffnen Sie eine Excel-Datei und klicken Sie auf Datei > Optionen. Wählen Sie auf der linken Seite des Dialogfelds Excel-Optionen die Option Formeln > Automatisch für den Bereich Berechnungsoptionen aus.
Sobald die Spalte Falsches Feld in Übereinstimmung mit den neuen Prüfungen grün gefärbt ist, klicken Sie auf die blaue Schaltfläche Sortieren und exportieren, um automatisch die Datei STpad_ToolInspectionImportFile.stpad zu erzeugen.
Die Datei STpad_ToolInspectionImportFile.stpad wird automatisch auf dem USB-Speichermedium gespeichert.
Nur die Datei STpad_ToolInspectionImportFile.stpad kann korrekt auf das Gerät importiert werden (weitere Informationen zum Import von Prüfungen finden Sie unter „Prüfungen importieren“).
Speichern Sie die Datei STpad_ToolInspectionImportFile.xlsm.
Schließen Sie die Datei STpad_ToolInspectionImportFile.xlsm.
Schließen Sie das USB-Speichermedium.
Trennen Sie das USB-Speichermedium vom USB-Anschluss des kundenseitigen PCs.
Importieren Sie die in der Datei STpad_ToolInspectionImportFile.stpad gespeichert(en) Prüfung(en) auf das Gerät (weitere Informationen zum Importieren von Routen finden Sie unter Prüfungen auf das Gerät importieren).
Klicken Sie auf das Symbol Menü > Werkzeuge, um zu überprüfen, ob der Import der Prüfung(en) korrekt durchgeführt wurde.
Werkzeugprüfung löschen
Tippen Sie in der oberen rechten Ecke der Kategorie Prüfungen der Seite Werkzeug auf Auswählen.
Aktivieren Sie auf der linken Seite der Kategorie Prüfungen das Kontrollkästchen der zu löschenden Prüfung(en) aus.
Tippen Sie in der oberen rechten Ecke der Seite Werkzeuge auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Werkzeugprüfung bearbeiten
Wählen Sie auf der Seite Werkzeuge ein Werkzeug aus.
Tippen Sie im oberen Teil der Seite Werkzeug bearbeiten auf Prüfungen.
Tippen Sie in der Kategorie Prüfungen auf den Namen der zu bearbeitenden Prüfung.
Ändern Sie auf der Seite Prüfung bearbeiten die erforderlichen Parameter.
Tippen Sie in der oberen rechten Ecke der Seite Prüfung bearbeiten auf Speichern.
Wird die Prüfung von einer externen Software gesendet, kann sie nicht bearbeitet werden.
Werkzeugprüfung durchführen
Tippen Sie auf der Startseite auf Werkzeug.
Tippen Sie auf der Seite Werkzeuge auf Wiedergabe, um die Prüfung durchzuführen.
Wählen Sie im Dialogfeld Wertgeber auswählen den bei der Prüfung zu verwendenden Wertgeber aus.
Führen Sie den Test durch.
Während des Tests wird die folgende Seite in Echtzeit aktualisiert.Der folgende Bildschirm wird nur angezeigt, wenn das Messgerät auf STbench eingestellt ist.
Falls die STbench den optimalen Betriebsdruck nicht erreicht hat, wird die Meldung STbench führt eine Druckbeaufschlagung des Kreislaufs durch angezeigt. Die Popup-Meldung wird automatisch geschlossen, wenn der korrekte Druck erreicht wird und der Test beginnt.

A
Prüfungskategorien
B
Schaltfläche Bremsen-Justierung
C
Gruppengrößenzähler
D
Schaltflächen
E
Testwerte
F
Bremsenstatusanzeige
G
Zusammenfassung der Testwerte
H
Variablendiagramm
- Ergebniskategorie
- Kategorie „Zusammenfassung“ für Cm/Cmk und CAM/Cpk CNOMO
- Kategorie „Zusammenfassung“ für SPC
- Zusammenfassung für ISO 6789:2003
- Zusammenfassung für ISO 6789-2:2017
- Zusammenfassung für ISO 5393
- Zusammenfassung für VDI/VDE 2465-2
- Zusammenfassung für JJF 1610:2017
- Kategorie „Drehmoment/Winkel-Statistik“
- Kategorie „Kurve“
Ergebniskategorie
In der Kategorie „Ergebnisse“ der Seite „Prüfung durchführen“ werden die folgenden Elemente angezeigt:
Auf der linken Seite der Kategorie „Ergebnisse“ zeigt das Variablendiagramm einen Plot mit allen Ergebnissen der Prüfung an.
Durch die Auswahl eines Ergebnisses aus dem Variablendiagramm wird der entsprechende Wert in der Ergebnistabelle rechts hervorgehoben und umgekehrt.Auf der rechten Seite der Kategorie Ergebnisse zeigt der Gruppengrößenzähler (
 ) die Anzahl von erforderlichen Ergebnissen an.
) die Anzahl von erforderlichen Ergebnissen an.
Wenn die Gruppengröße auf null eingestellt ist, wird nur der progressive Index der Ergebnisse angezeigt ( ).
).
Wenn die Gruppengröße größer als null ist, wird die Gruppe als „Anzahl der erhaltenen Ergebnisse/Gesamtanzahl der erforderlichen Ergebnisse“ angezeigt ().Auf der rechten Seite der Kategorie Ergebnis optimiert die Schaltfläche Bremsen-Justierung das Bremsverhalten. Durch Auswahl der Schaltfläche Bremsen-Justierung wird der Test neu gestartet.
Auf der rechten Seite der Kategorie Ergebnisse werden die folgenden Schaltflächen angezeigt:
Um den gesamten Ergebnissatz zu löschen (sofern durch externe Software ermöglicht), tippen Sie auf das folgende Symbol:
 .
.
Bei der SPC-Prüfung (Werkzeug) ist es nicht möglich, ein Ergebnis zu löschen, wenn die Untergruppe abgeschlossen wurde.
Für an der motorisierten statischen Zelle durchgeführte Tests: Falls der Test durch Öffnen des Sicherheitskäfigs angehalten wird, können alle Ergebnisse gelöscht und der Test automatisch neu gestartet werden, sobald der Käfig wieder geschlossen ist.Um ein Ergebnis zu löschen (sofern durch externe Software ermöglicht), wählen Sie es aus und tippen Sie auf das folgende Symbol:
 .
.Um einen Kommentar zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol:
 .
.Um ein Bild zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol:
 .
.
Auf der rechten Seite der Kategorie „Ergebnisse“ zeigt die Ergebnistabelle alle während der Prüfung erfassten Werte.
Wenn ein Ergebnis NIO ist, wird der zugehörige Wert in der Ergebnistabelle mit einem roten Balken hervorgehoben.
In der unteren rechten Ecke der Kategorie Ergebnis zeigt die Bremsenstatusanzeige an, ob das Messgerät für den Test bereit (blaue Anzeige
 ) oder nicht bereit ist (rote Anzeige
) oder nicht bereit ist (rote Anzeige  ).
).
Ist die Anzeige rot, warten Sie, bis sie sich blau färbt, bevor Sie den nächsten Wert erfassen.Im unteren Teil der Kategorie Ergebnis wird die folgende Zusammenfassung der erfassten Werte angezeigt:
Minimum: Mindestwert unter den Ergebnissen der Prüfung.
Maximal: Höchstwert unter den Ergebnissen der Prüfung.
STD (σ): Standardabweichung (dargestellt durch den griechischen Buchstaben „Sigma“) der Ergebnisse der Prüfung. Am Anfang ist der STD-Wert (σ) gleich 0 und ändert sich nach mindestens zwei Ergebnissen.
Durchschnitt: Durchschnittswert der Ergebnisse der Prüfung.
Cm- und Cmk-Werte ändern sich nach dem Erreichen der Anzahl von Proben, die bei der Prüfungskonfiguration festgelegt wurde. Wenn die Anzahl der Proben gleich 0 ist, ändern sich die Cm- und Cmk-Werte nach drei Ergebnissen.
Kategorie „Zusammenfassung“ für Cm/Cmk und CAM/Cpk CNOMO
Tippen Sie im oberen Teil der Seite „Prüfung durchführen“ auf Zusammenfassung, um die Statistikparameter in Bezug auf die gemessenen Drehmoment-/Winkelwerte anzuzeigen.
Folgende Parameter werden angezeigt:
Testergebnis: Ergebnis des Tests (OK oder Nicht OK).
Minimales Cm (Minimales CAM): Wert des minimalen Cm (CAM), bei der Prüfung konfiguriert.
Cm (CAM): Wert des Cm-(CAM)-Index, berechnet anhand der gemessenen Werte.
Minimales Cmk (Minimales Cpk): Wert des minimalen Cmk (Cpk), bei der Prüfung konfiguriert.
Cmk (Cpk): Wert des Cmk-(CpK)-Index, berechnet anhand der gemessenen Werte.
Den Test neu starten: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Test neu starten.
Den Test beenden: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Test beenden.
Wenn die Gruppe abgeschlossen ist, nachdem Test beenden angetippt wird, wird der Test geschlossen, ohne dass eine Bestätigungsmeldung angezeigt wird.
Wenn die Gruppe nicht abgeschlossen ist oder die Gruppe auf Null gesetzt wird, nachdem Test beenden angetippt wird, wird eine Bestätigungsmeldung angezeigt.
Zum Drucken des Testberichts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Bericht drucken.
Zum Drucken des Testetiketts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung der Cm/Cmk-Prüfung auf Etikett drucken.
Das Etikett zeigt folgende Daten:
Barcode der jeweiligen Werkzeug-ID
Werkzeug-ID
Nennwert des Tests (Drehmoment, Winkel oder beides)
Ort des Werkzeugs
Testdatum
Datum des nächsten Tests
Cm/Cmk-Werte Die Werte sind negativ, wenn der Test „Nicht OK“ ist.
Kategorie „Zusammenfassung“ für SPC
Wenn die in der SPC-Konfiguration definierte Untergruppe abgeschlossen ist, öffnet sich die Kategorie „Zusammenfassung“.
Wenn eine oder mehrere Regeln verletzt werden, wird das Fenster zum Prüfen der Ergebnisse nach SPC-Regeln mit dem Status der Regeln angezeigt.
Wenn keine Regel verletzt wird, wird das Fenster zum Prüfen der Ergebnisse nach SPC-Regeln nicht angezeigt.
Tippen Sie nach Erscheinen des Dialogfelds auf die Kategorie Zusammenfassung.
Auf der Seite Zusammenfassung werden folgende Informationen angezeigt:

A | Schaltfläche Hinzufügen | B | Schaltfläche Test neu starten |
C | Statistikparameter | D | Aktivierte Regeln |
Die Schaltfläche Hinzufügen wird nur für die SPC-Maßprüfung angezeigt.
Es werden folgende Statistikparameter angezeigt:
X: ist der Durchschnittswert der Ergebnisse der Prüfung.
R: ist der Wert des Bereichs nach ISO-Norm.
S: gespeicherte Werte in Bezug auf die Untergruppengröße, die in der Prüfungskonfiguration definiert ist.
Unterhalb der Statistikparameter werden die aktivierten Regeln und deren Status angezeigt.
Für die Farbkennzeichnung der Regeln gilt Folgendes:
Grün: Die Regel wurde bestanden.
Rot: Die Regel wurde nicht bestanden.
Grau: Die Anzahl der Werte reicht für die Berechnung der Regel nicht aus.
Wenn eine Regel deaktiviert ist, wird diese nicht in der Liste angezeigt.
Siehe Absatz SPC-Regeln für das Verfahren zur Aktivierung/Deaktivierung der SPC-Regeln.
Um den Test neu zu starten, tippen Sie auf Test neu starten. Die Statistiken werden zurückgesetzt und auf der Seite Zusammenfassung die Ergebnisse des letzten Tests angezeigt.
Den Test beenden: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Test beenden.
Wenn die Gruppe abgeschlossen ist, nachdem Test beenden angetippt wird, wird der Test geschlossen, ohne dass eine Bestätigungsmeldung angezeigt wird.
Wenn die Gruppe nicht abgeschlossen ist oder die Gruppe auf Null gesetzt wird, nachdem Test beenden angetippt wird, wird eine Bestätigungsmeldung angezeigt.
Zum Drucken des Testetiketts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Etikett drucken.
Das Etikett zeigt folgende Daten:
Barcode der jeweiligen Werkzeug-ID
Werkzeug-ID
Nennwert des Tests (Drehmoment, Winkel oder beides)
Ort des Werkzeugs
Testdatum
Datum des nächsten Tests
Zusammenfassung für ISO 6789:2003

Gesamtstatus: der obere Bereich der obigen zusammenfassenden Ansicht ist der Gesamtstatus der Prüfung. Wenn die Beschriftung grün ist, liegen sämtliche Abweichungen von den Testergebnissen innerhalb der Toleranz, andernfalls ist die Beschriftung rot.
Abweichungsdiagramm: Das Abweichungsdiagramm zeigt die Abweichungswerte als Punkte farbiger Kurven; jeder davon stellt die Einzelphase der Prüfung dar.
Zum Drucken des Testberichts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Bericht drucken.
Zum Drucken des Testetiketts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Etikett drucken.
Das Etikett zeigt folgende Daten:
Werkzeug-ID
Ort des Werkzeugs
Datum des nächsten Tests
Testergebnis (IO, NIO)
Zusammenfassung für ISO 6789-2:2017

A | Schaltfläche Hinweise hinzufügen | B | Schaltfläche Test beenden |
C | Statistikparameter |
Die Tabelle zeigt die Ergebnisse der einzelnen Messsequenzen an; die verfügbaren Parameter sind:
Xa [Nm]: angegebener Sollwert, eingestellter oder Nominalwert, je nach Typ und Klasse des Drehmomentwerkzeugs.
Xr [Nm]: vom Messgerät bestimmter, durchschnittlicher Referenzwert.
as [%]: berechneter relativer Messfehler des Drehmomentwerkzeugs für das Kalibrierungs-Drehmoment.
W: relative erweiterte Messunsicherheit des Drehmomentwerkzeugs beim Kalibrierungs-Drehmoment.
W': relatives Messunsicherheitsintervall des Drehmomentwerkzeugs beim Kalibrierungs-Drehmoment.
Tippen Sie auf die Schaltfläche Hinweise hinzufügen, um der Prüfung Kommentare hinzuzufügen.
Tippen Sie auf die Schaltfläche Test beenden, um die Ergebniszusammenfassung zu verlassen und den Test zu beenden.
Zum Drucken des Testberichts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Bericht drucken.
Zusammenfassung für ISO 5393

A | Oberes/unteres Testdrehmomentniveau | B | Hart/weich kombinierte Statistikwerte |
Oberes/unteres Testdrehmomentniveau: Das obere/untere Testdrehmomentniveau definiert die wichtigsten Statistikwerte aus der Durchführung der ISO 5393-Prüfung.
Mittleres Drehmoment: Mittelwert nach ISO-Norm.
Bereich: Wert des Bereichs nach ISO-Norm.
Standardabweichung: Maß für die Verteilung basierend auf der mittleren quadrierten Abweichung nach ISO-Norm.
6σ Drehmomentstreuung: vorhersehbarer Drehmomentbereich, über den ein Werkzeug über eine einzige Verbindung mit Drehmomentanstieg unter kontrollierten Bedingungen nach ISO-Norm läuft.
6σ Streuung % des mittleren Drehmoments: einzelner Zahlenwert, der die Drehmomentleistung eines auf einer einzelnen Verbindung mit Drehmomentanstieg laufenden Werkzeugs unter kontrollierten Bedingungen nach ISO-Norm bestimmt.
Hart/weich kombinierte Statistikwerte: Hart/weich kombinierte Statistikwerte definieren die Kombination der Statistikwerte aus der Durchführung der harten und weichen Sitzungen der ISO 5393-Prüfung.
Kombiniertes mittleres Drehmoment: Mittelpunkt der kombinierten Drehmomentstreuung eines Werkzeugs zwischen den niedrigsten und den höchsten vorhersagbaren Drehmomentwerten nach ISO-Norm.
Mittelwertverschiebung: Unterschied zwischen dem mittleren Drehmoment eines auf einer Verbindung mit Gewinde laufenden Werkzeugs bei zwei verschiedenen Drehmomentverhältnissen bei gleicher Einstellung der Werkzeugdrehmomentanpassung nach ISO-Norm.
Kombinierte Drehmomentstreuung: wahrscheinlicher Gesamtbereich eines auf allen Verbindungen laufenden Werkzeugs, das in der Praxis mit derselben Einstellung der Werkzeugdrehmomentanpassung nach ISO-Norm verwendet wird.
Kombinierte Drehmomentstreuung % des kombinierten mittleren Drehmoments: einzelner Zahlenwert, der die Drehmomentleistung eines auf Verbindungen mit unterschiedlichen Drehmomentanstiegen laufenden Werkzeugs unter kontrollierten Bedingungen nach ISO-Norm bestimmt.
Zum Drucken des Testberichts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Bericht drucken.
Zusammenfassung für VDI/VDE 2465-2
Am Ende des VDI/VDE 2465-2-Tests wird die Kategorie Zusammenfassung geöffnet.
Tippen Sie in der Kategorie Zusammenfassung auf Auswerten. Dann öffnet sich Datenanalyse - Testpunkt.
Auf der Seite Test für Ausreißer wird das Diagramm des Messwerts angezeigt. Im Diagramm werden folgende Parameter angezeigt:
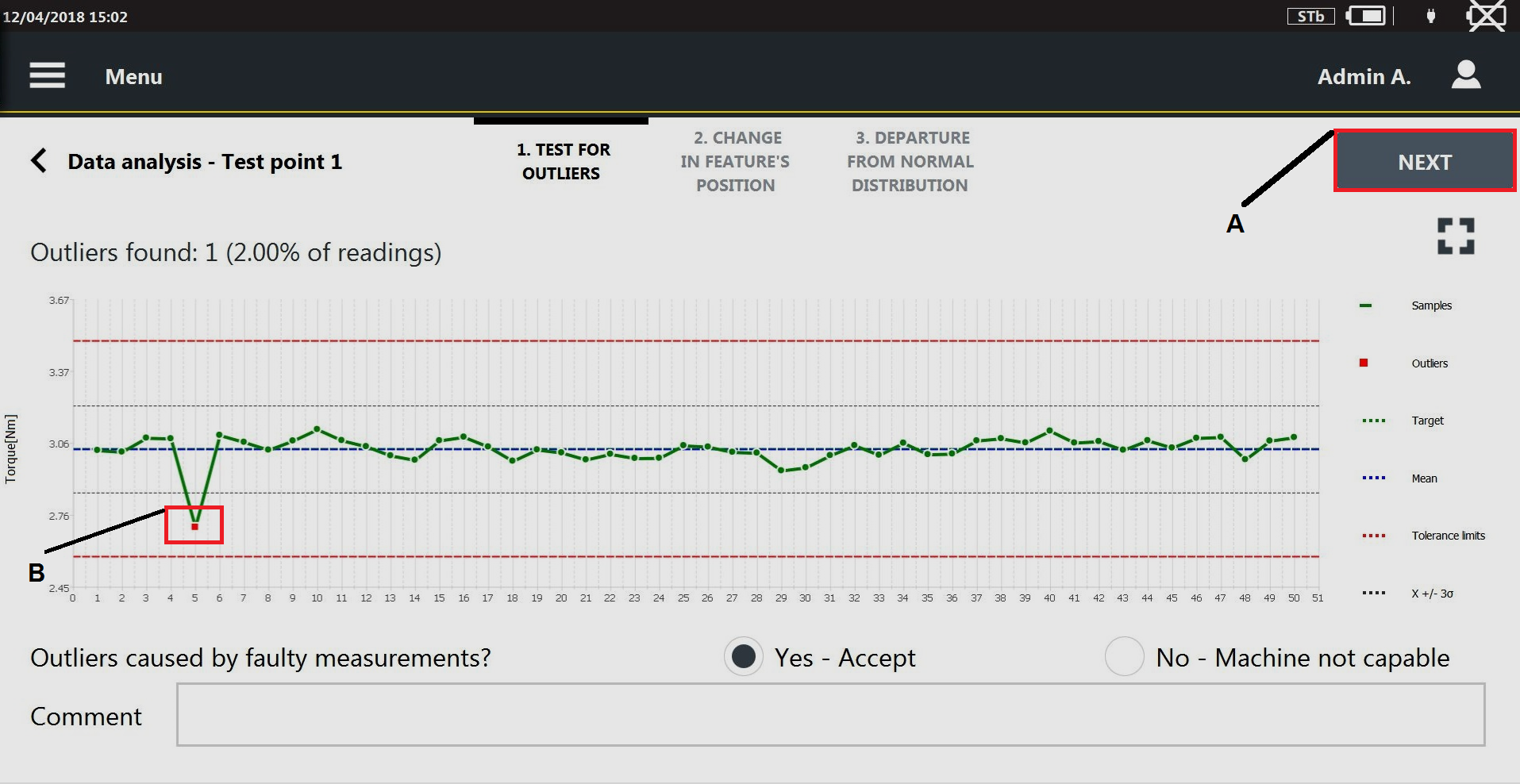
A
Weiter
2
Ausreißer
Sollwert
Mittelwert
Toleranzgrenze
Kontrollgrenze (x ± 3σ)
Wenn ein Ausreißer erkannt wird, wird er mit einem roten Punkt markiert.
Unter der Tabelle wird die folgende Frage angezeigt: Wurde der Ausreißer durch fehlerhafte Messungen verursacht?
Wählen Sie Ja, wenn die Ausreißer nicht durch fehlerhafte Messungen verursacht wurden.
Wählen Sie Nein, wenn die Ausreißer durch fehlerhafte Messungen verursacht wurden.
Im Textfeld Kommentar ist es möglich, einen Kommentar einzugeben.
Tippen Sie in der oberen rechten Ecke der Seite Datenanalyse auf Weiter.
Auf der Seite Änderungen der Merkmalposition gibt Änderungen erkannt an, ob die gemessenen Werte zufällig verteilt werden (Änderungen erkannt = Nein) oder nicht (Änderungen erkannt = Ja).

A
Weiter
Bei Änderung erkannt = Ja wird die folgende Frage angezeigt: Ursache bekannt und Auswirkung akzeptabel?
Wählen Sie Ja aus, wenn die Ursache der Nicht-Normalität der Verteilung bekannt ist.
Wählen Sie Nein aus, wenn die Ursache der Nicht-Normalität der Verteilung unbekannt ist.
Im Textfeld Kommentar ist es möglich, einen Kommentar einzugeben.
Tippen Sie in der oberen rechten Ecke der Seite Datenanalyse auf Weiter.
Auf der Seite Abweichung von der Normalverteilung zeigt der Graph das Histogramm der gemessenen Werte und die passende Verteilung an. Der Parameter Normalverteilung gibt an, ob die gemessenen Werte als Normalverteilung verteilt werden oder nicht.
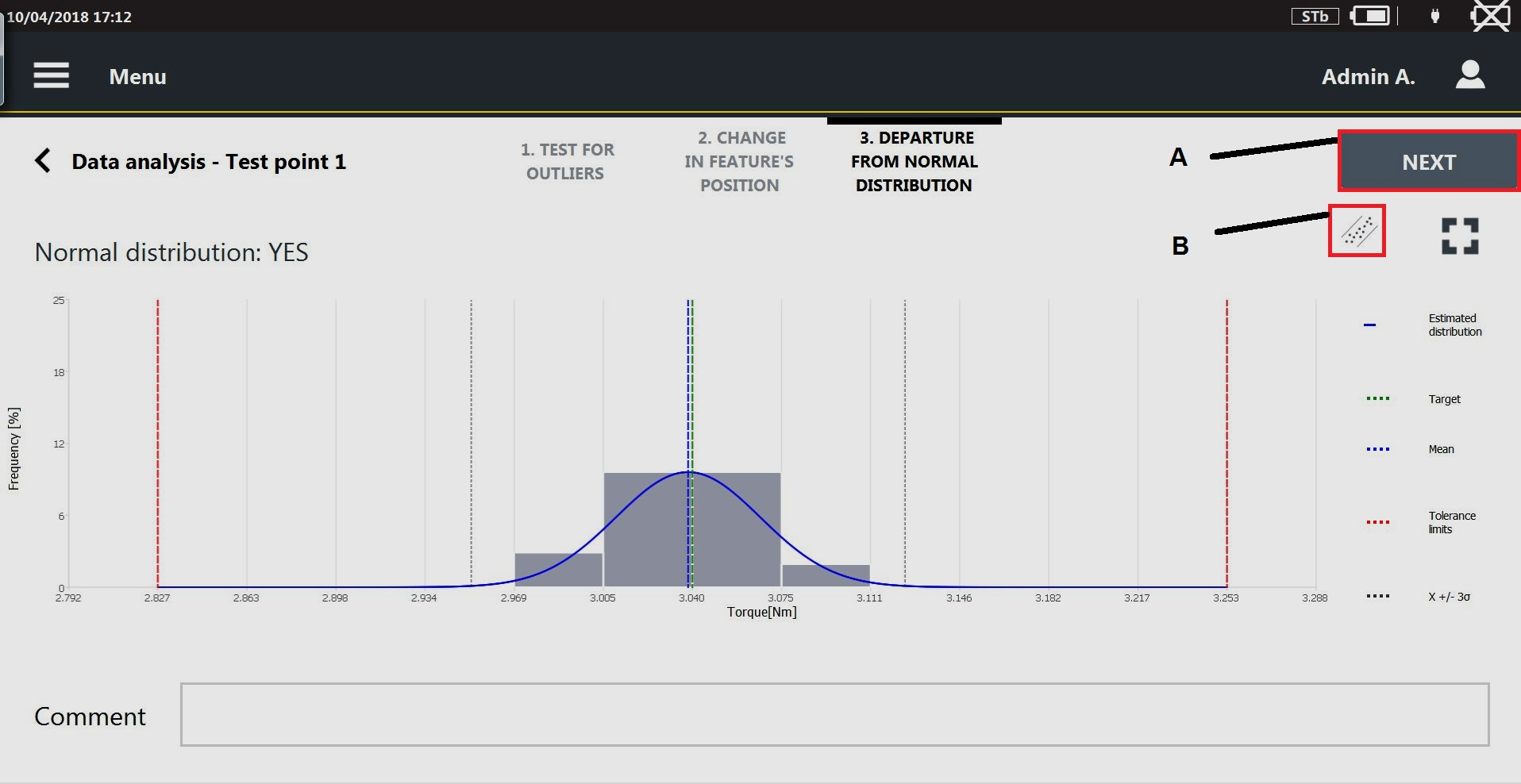
A
Weiter
B
Wahrscheinlichkeitsflächensymbol
Wenn Normalverteilung = Ja:
die passende Verteilung wird angezeigt.
der Mittelwert und die Grenzen x± 3σ werden angezeigt.
Wenn Normalverteilung = Nein:
die passende Verteilung wird nicht angezeigt.
die Xo/Xu- und die Mittelwerte (X 50 %) werden angezeigt.
folgende Informationen werden angezeigt: Ursache bekannt und Auswirkung akzeptabel?
Wählen Sie Ja aus, wenn die Ursache der Nicht-Normalität der Verteilung bekannt ist.
Wählen Sie Nein aus, wenn die Ursache der Nicht-Normalität der Verteilung unbekannt ist.
Im Textfeld Kommentar ist es möglich, einen Kommentar einzugeben.
Tippen Sie in der oberen rechten Ecke der Seite Abweichung von der Normalverteilung auf das Symbol Wahrscheinlichkeitsfläche.
Das Diagramm Wahrscheinlichkeitsfläche öffnet sich. Der Parameter Normalverteilung gibt an, ob die gemessenen Werte als Normalverteilung verteilt werden oder nicht.

A
Weiter
Tippen Sie in der oberen rechten Ecke der Seite Abweichung von der Normalverteilung auf Weiter. Tippen Sie dann auf Start, um den nächsten Testpunkt auszuführen.
Start ist nur verfügbar, wenn das Testergebnis vom letzten ausgeführten Testpunkt OK ist.
Zum Drucken des Etiketts am Ende des Tests: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Etikett drucken.
Das Etikett zeigt folgende Daten:
Werkzeug-ID
Norm VDI 2645-2 angewendet
Ort des Werkzeugs
Datum der letzten Prüfung
Datum der nächsten Prüfung
Testergebnis (IO/NIO)
Zusammenfassung für JJF 1610:2017

A | Schaltfläche Hinweise hinzufügen | B | Schaltfläche Test beenden |
C | Statistikparameter |
Die Tabelle zeigt die Ergebnisse jedes Kalibrierungspunkts für den oberen Drehmomentanstiegswert und den unteren Drehmomentanstiegswert an. Es stehen folgende Parameter zur Verfügung:
Sollwert [Nm]: Sollwert jedes Kalibrierungspunkts für den oberen Drehmomentanstieg und den unteren Drehmomentanstieg.
X [Nm]: Durchschnittswert der erfassten Messungen für den oberen Drehmomentanstieg und den unteren Drehmomentanstieg.
Relative Toleranz [%]: Relative Toleranz des oberen Drehmomentanstiegswerts (δH) und unteren Drehmomentanstiegswerts (δL).
Wiederholbarkeit [%]: Wiederholbarkeit des oberen Drehmomentanstiegswerts (RH) und unteren Drehmomentanstiegswerts (RL).
U [%]: Erweiterte Unsicherheit.
Zum Drucken des Testberichts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Bericht drucken.
Kategorie „Drehmoment/Winkel-Statistik“
Tippen Sie im oberen Teil der Seite „Prüfung durchführen“ auf „Drehmoment/Winkel-Statistik“, um die Statistikparameter in Bezug auf die gemessenen Drehmoment-/Winkelwerte anzuzeigen.
Folgende Parameter werden angezeigt:
Proben: ist die Anzahl der erhaltenen Ergebnisse.
Minimum: ist der Mindestwert unter den Ergebnissen der Prüfung.
Maximum: ist der Höchstwert unter den Ergebnissen der Prüfung.
Bereich: ist der Wert des Bereichs nach ISO-Norm.
Durchschnitt: ist der Durchschnittswert der Ergebnisse der Prüfung.
STD (σ): ist die Standardabweichung (dargestellt durch den griechischen Buchstaben „Sigma“) der Ergebnisse der Prüfung.
3σ/X: ist der Wert des Parameters „3 Sigma Prozentsatz“ (3 Mal die Standardabweichung) über den Durchschnittswert nach ISO-Norm.
X-3σ: ist der Wert des Parameters „Mittelwert minus 3 Mal die Standardabweichung (Sigma)“ nach ISO-Norm.
X-3σ: ist der Wert des Parameters „Mittelwert plus 3 Mal die Standardabweichung (Sigma)“ nach ISO-Norm.
Cm: ist der Cm-Wert nach ISO-Norm.
Cmk: ist der Cmk-Wert nach ISO-Norm.
CAM: ist der CAM-Wert nach CNOMO-Norm.
Cpk: ist der Cpk-Wert nach CNOMO-Norm.
Mittlerer CNOMO-Bereich: ist der Wert des mittleren Bereichs nach CNOMO-Norm.
CNOMO Sofort-STD (σ): ist die Standardabweichung (dargestellt durch den griechischen Buchstaben „Sigma“) der Ergebnisse der Prüfung nach CNOMO-Norm.
CNOMO STD (σ): ist die Standardabweichung (dargestellt durch den griechischen Buchstaben „Sigma“) der Ergebnisse der Prüfung nach CNOMO-Norm.
OK: ist der Prozentwert der Ergebnisse zwischen minimalem und maximalem Grenzwert.
Niedrig: ist der Prozentwert der Ergebnisse unterhalb des minimalen Grenzwerts.
Hoch: ist der Prozentwert der Ergebnisse oberhalb des maximalen Grenzwerts.
Nach jedem neuen Ergebnis werden alle „Drehmoment-Statistik“-Parameter entsprechend aktualisiert.
Kategorie „Kurve“

A | Kurven-Symbolleiste | B | Kurve mit Legende |
Die Kurven-Symbolleiste bietet folgende Funktionen:
Kurve: Wählen Sie im Dropdown-Feld Kurve das anzuzeigende Diagramm aus.
Drehmoment vs. Zeit: Drehmoment-Zeit-Plot des letzten Ergebnisses.
Winkel vs. Zeit: Winkel-Zeit-Plots des letzten Ergebnisses.
Winkel/Drehmoment vs. Zeit: Winkel/Drehmoment-Zeit-Fläche werden gleichzeitig angezeigt. Dieses Diagramm zeigt eine doppelte vertikale Achse.
Drehmoment vs. Winkel: Drehmoment-Winkel-Plot des letzten Ergebnisses.
Winkel vs. Zeit, Winkel/Drehmoment vs. Zeit und Drehmoment vs. Winkel sind nur unter folgenden Bedingungen verfügbar:
Der Test läuft auf einer Bremse.
Der Test läuft über einen Wandler mit Winkelmessung.
Grenzen: Wählen Sie das Kontrollkästchen Grenzen (
 ) aus, um die Toleranzgrenzen im Diagramm anzuzeigen.
) aus, um die Toleranzgrenzen im Diagramm anzuzeigen.
Der Graph zeigt das letzte Ergebnis an. Nach jedem neuen Ergebnis wird die angezeigte Kurve entsprechend aktualisiert.
Winkelkurve ab Zyklusstart: Wählen Sie die Schaltfläche Winkelkurve ab Zyklusstart (
 ) aus, um die Winkelkurve ab dem Start der Prüfung anzuzeigen.
) aus, um die Winkelkurve ab dem Start der Prüfung anzuzeigen.In der unteren rechten Ecke der Kategorie Kurve zeigt die Bremsenstatusanzeige an, ob das Messgerät für den Test bereit (blaue Anzeige
) oder nicht bereit ist (rote Anzeige ).
Ist die Anzeige rot, warten Sie, bis sie sich blau färbt, bevor Sie den nächsten Wert erfassen.
Wenn die Funktion Doppelergebnis am STwrench und am Gerät aktiviert ist, werden sowohl der Restpunkt als auch der Spitzenpunkt in der Grafik angezeigt.
Kalibrierung von Power Focus
Schließen Sie das System an (für weitere Informationen siehe Betriebshandbuch für STbench / Betriebshandbuch für STpad – Betrieb – Kalibrierung von Power Focus - Allgemeine Informationen).
Schalten Sie das Gerät und den Power Focus ein. Wählen Sie am Power Focus das notwendige Pset nach Kundenwunsch aus.
Für den Power Focus 6000 ist es notwendig, die QA-Kalibrierung im Bereich „Werkzeug“ zu aktivieren und die virtuelle Station, die mit dem für die Kalibrierung zu verwendenden Verschraubungsprogramm verknüpft ist, auszuwählen.
Für weitere Informationen über das Auswählen eines PSet/Verschraubungsprogramms beim Power Focus siehe Power Focus-Bedienungsanleitung.
Konfigurieren Sie am Gerät den Power Focus (für weitere Informationen siehe Controller).
Konfigurieren Sie nach der Konfiguration des Power Focus das zu kalibrierende Werkzeug (für weitere Informationen siehe Werkzeug hinzufügen).
Konfigurieren Sie nach der Konfiguration des zu kalibrierenden Werkzeugs die Kalibrierungsprüfung (für weitere Informationen siehe Kalibrierungsprüfung hinzufügen).
Am Ende der Konfiguration der Kalibrierungsprüfung werden folgende Informationen angezeigt:

A
Wiedergabe
Tippen Sie auf Wiedergabe, um die Prüfung durchzuführen.
Wenn in der Kategorie „Controller“ der Kalibrierungsprüfung „Manuelle Auswahl“ ausgewählt wurde, erscheint bei der Kalibrierung ein Dialogkästchen für den Synchronisierungsmodus. Wählen Sie den Synchronisierungsmodus, um mit dem Kalibrierungsprozess fortzufahren.
Am Ende der Kalibrierungsprüfung werden folgende Informationen angezeigt:

A
Kalibrierungsprüfung-Symbolleiste
In der Symbolleiste Kalibrierungsprüfung zeigt die Seite Ergebnisse eine Grafik mit allen Ergebnissen der Prüfung (auf der rechten Seite) und die Liste der Ergebnisse der Prüfung (auf der linken Seite) an.
Tippen Sie in der Kalibrierungsprüfung-Symbolleiste auf Zusammenfassung, um die folgende Seite anzuzeigen:
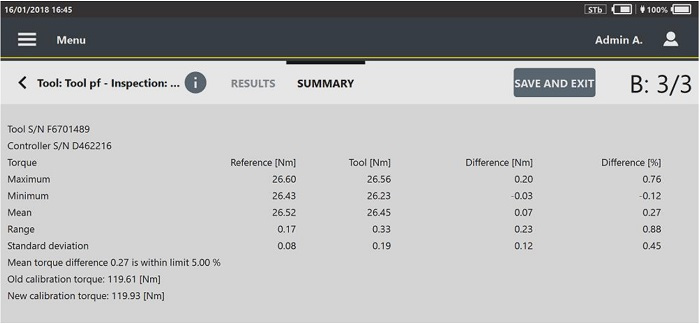
Tippen Sie auf Speichern und Beenden und anschließend im Dialogfeld, das geöffnet wird, auf Ja, um den neuen Kalibrierwert auf dem kalibrierten Gerät zu speichern.
Wenn beim Kalibrierungsprozess die Internetverbindung instabil ist, wird ein Dialogfeld angezeigt. Dann kann das Controller-Ergebnis manuell eingefügt werden.
Falls ein Etikettendrucker konfiguriert ist, wird ein Dialogfeld zur Bestätigung des Etikettendrucks angezeigt.
Kalibrierung von PowerMACS
Schließen Sie das System an (für weitere Informationen siehe Betriebshandbuch für STbench / Betriebshandbuch für STpad – Betrieb – Kalibrierung von PowerMACS - Allgemeine Informationen).
Schalten Sie das Gerät und den PowerMACS ein.
Konfigurieren Sie am Gerät den PowerMACS (für weitere Informationen siehe Controller).
Konfigurieren Sie nach der Konfiguration des PowerMACS das zu kalibrierende Werkzeug (für weitere Informationen siehe Werkzeug hinzufügen).
Konfigurieren Sie nach der Konfiguration des zu kalibrierenden Werkzeugs die Kalibrierungsprüfung (für weitere Informationen siehe Kalibrierungsprüfung hinzufügen).
Am Ende der Konfiguration der Kalibrierungsprüfung werden folgende Informationen angezeigt:
A
Wiedergabe
Tippen Sie auf Wiedergabe, um die Prüfung durchzuführen.
Wenn in der Kategorie „Controller“ der Kalibrierungsprüfung Manuelle Auswahl ausgewählt wurde, erscheint bei der Kalibrierung ein Dialogkästchen für den Synchronisierungsmodus. Wählen Sie den Synchronisierungsmodus, um mit dem Kalibrierungsprozess fortzufahren.
Am Ende der Kalibrierungsprüfung werden folgende Informationen angezeigt:

A
Kalibrierungsprüfung-Symbolleiste
In der Symbolleiste Kalibrierungsprüfung zeigt die Seite Ergebnisse ein Drehmomentdiagramm mit allen Ergebnissen der Prüfung (auf der rechten Seite) und die Liste der Ergebnisse der Prüfung (auf der linken Seite) an.
Tippen Sie in der oberen rechten Ecke des Drehmomentdiagramms auf das Symbol Winkel (
 ), um das Winkeldiagramm anzuzeigen:
), um das Winkeldiagramm anzuzeigen:
Tippen Sie in der Kalibrierungsprüfung-Symbolleiste auf Zusammenfassung, um die folgende Seite anzuzeigen:

Tippen Sie auf Speichern und Beenden, um den neuen Skalierungsfaktor für das kalibrierte Werkzeug zu speichern.
Falls ein Etikettendrucker konfiguriert ist, wird ein Dialogfeld zur Bestätigung des Etikettendrucks angezeigt.
Kalibrierung von allgemeinen Controllern
Schließen Sie das System an (für weitere Informationen siehe Betriebshandbuch für STbench / Betriebshandbuch für STpad – Betrieb – Kalibrierung von allgemeinen Controllern - Allgemeine Informationen).
Schalten Sie das Gerät und den allgemeinen Controller ein.
Konfigurieren Sie am Gerät den allgemeinen Controller (für weitere Informationen siehe Controller).
Konfigurieren Sie nach der Konfiguration des allgemeinen Controllers das zu kalibrierende Werkzeug (für weitere Informationen siehe Werkzeug hinzufügen).
Konfigurieren Sie nach der Konfiguration des zu kalibrierenden Werkzeugs die Kalibrierungsprüfung (für weitere Informationen siehe Hinzufügen einer Werkzeugprüfung).
Am Ende der Konfiguration der Kalibrierungsprüfung werden folgende Informationen angezeigt:
A
Wiedergabe
Tippen Sie auf Wiedergabe, um die Prüfung durchzuführen.
Am Ende der Kalibrierungsprüfung werden folgende Informationen angezeigt:
A
Kalibrierungsprüfung-Symbolleiste
In der Symbolleiste Kalibrierungsprüfung zeigt die Seite Ergebnisse eine Grafik mit allen Ergebnissen der Prüfung (auf der rechten Seite) und die Liste der Ergebnisse der Prüfung (auf der linken Seite) an.
Tippen Sie in der Kalibrierungsprüfung-Symbolleiste auf Zusammenfassung, um die folgende Seite anzuzeigen:
Tippen Sie auf Speichern und Beenden und speichern Sie anschließend den neuen Kalibrierwert auf dem kalibrierten Werkzeug.
Wenn beim Kalibrierungsprozess die Internetverbindung instabil ist, wird ein Dialogfeld angezeigt und das Steuerungsergebnis kann manuell eingegeben werden.
Am Ende des Kalibrierungsverfahrens wird ein Dialogfeld angezeigt. Tippen Sie auf Bericht, um eine Kopie des Kalibrierungsberichts auf einem externen Gerät (also einem USB-Speichermedium) zu erstellen, oder zum Beenden auf Schließen.
Der Kalibrierungsbericht kann auch aus den Ergebnissen heraus generiert werden. Weitere Informationen finden Sie unter „Anzeige der Informationen zum Prüfungsergebnis“.
Falls ein Etikettendrucker konfiguriert ist, wird ein Dialogfeld zur Bestätigung des Etikettendrucks angezeigt.
Verbindungen
Der Satz von Parametern, der einen Testprozess steuert, liegt innerhalb einer Verbindung. Dieser Abschnitt beschreibt die Einrichtung der Verbindungsparameter, die für die Durchführung eines Tests nötig sind.
Das Gerät kann bis zu 10.000 Verbindungen im eigenen Speicher speichern.
Wählen Sie auf der Startseite Verbindungen aus. Folgende Informationen werden angezeigt:

A | Schaltfläche „Suchen“ | B | Schaltfläche Barcode |
C | Schaltfläche | D | Schaltfläche „Wiedergabe“ |
E | Liste der Verbindungen |
Unten finden Sie die Spalten, welche die Liste der Verbindungen definieren:
Name: wird zugewiesen, wenn die Verbindung erstellt wird. Weitere Informationen zum Bearbeiten des Verbindungsnamens finden Sie unter „Verbindung bearbeiten“.
Bereichsdrehmoment: wird zugewiesen, wenn die Verbindung erstellt wird. Weitere Informationen zum Bearbeiten des Bereichsdrehmoments finden Sie unter „Verbindung bearbeiten“.
Bereichswinkel: wird zugewiesen, wenn die Verbindung erstellt wird. Weitere Informationen zum Bearbeiten des Bereichswinkels finden Sie unter „Verbindung bearbeiten“.
Zum Sortieren der Spalten, aus denen die Liste der Verbindungen besteht: Tippen Sie auf die zu sortierende Spalte; der Pfeil nach oben (rechts neben der Überschrift der Spalte) führt die Informationen zum Verbindungsnamen (oder Bereichsdrehmoment / Bereichswinkel) in aufsteigender alphabetischer Reihenfolge auf; der Pfeil nach unten führt die Informationen zum Verbindungsnamen (oder Bereichsdrehmoment / Bereichswinkel) in absteigender alphabetischer Reihenfolge auf.
Zum Anpassen der Reihenfolge der Spalten, aus denen die Verbindungsliste besteht: Tippen Sie auf die Spaltenüberschrift, die bewegt werden soll (Name / Bereichsdrehmoment / Bereichswinkel), und verschieben Sie sie zur gewünschten Position.
Wenn dies durch eine externe Software ermöglicht wird, kann mit der Schaltfläche Barcode () ein Barcode zur Suche nach der/den entsprechenden Verbindungsprüfung(en) auf dem Messgerät gescannt werden. Ergibt die Suche eine einzelne Verbindungsprüfung, wird diese automatisch ausgeführt; ergibt die Suche mehrere Verbindungsprüfungen mit der gleichen Barcode-Kennung, führen Sie die gewünschte Prüfung aus der Liste heraus aus.
Die Schaltfläche „Wiedergabe“ wird erst nach dem Hinzufügen/Aktualisieren der mit der Verbindung verknüpften Prüfung(en) aktiv. Wenn aktiviert, tippen Sie auf Wiedergabe, um den Test auszuführen.
Verbindung hinzufügen
Wählen Sie auf der Startseite Verbindungen aus.
Tippen Sie in der oberen rechten Ecke der Seite Verbindung auf Hinzufügen. Folgende Informationen werden angezeigt:

A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Konfigurieren Sie in der Kategorie Allgemein der Seite Verbindung hinzufügen die allgemeinen Verbindungsparameter.
Tippen Sie auf der Seite Verbindung hinzufügen auf Drehmoment.
Konfigurieren Sie in der Kategorie Drehmoment die Verbindungs-Drehmomentparameter:
Tippen Sie auf der Seite Verbindung hinzufügen auf Winkel.
Konfigurieren Sie in der Kategorie Winkel die Verbindungs-Winkelparameter:
Tippen Sie in der oberen rechten Ecke der Seite Verbindung hinzufügen auf Speichern.
Verbindungsparameter
Kategorie Allgemein
Name (*): Geben Sie den Verbindungsnamen ein. Es sind maximal 50 Zeichen zulässig.
Beschreibung: Geben Sie die Verbindungsbeschreibung ein. Es sind maximal 50 Zeichen zulässig.
Identifikator: Geben Sie den Verbindungsidentifikator ein. Es sind maximal 50 Zeichen zulässig.
Verschraubungsrichtung: Wählen Sie die Verschraubungsrichtung. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Kurvensimulation: Es sind folgende Handlungen möglich:
Auswahl einer Kurve, die mit der Verbindung verknüpft werden soll: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend auf der Seite Kurve eine bereits konfigurierte Kurve aus.Hinzufügen einer neuen Kurve, die mit der Verbindung verknüpft werden soll: Tippen Sie auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Kurve auf Hinzufügen, um eine neue Kurve zu konfigurieren.Verknüpfung zur Kurve löschen: Tippen Sie auf das Symbol Löschen (
).
Falls der Test an der Verbindung mit einer für die Kurvensimulation aktivierten STbench-Bremse durchgeführt wird, simuliert die Bank die Verbindungseigenschaften.
Hinweise: Geben Sie die optionalen Verbindungsnotizen ein.
Kategorie Drehmoment
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Finales Winkelüberwachungsdrehmoment: Geben Sie den Wert des finalen Winkelüberwachungsdrehmoments ein.
Das finale Winkelüberwachungsdrehmoment muss gleich oder höher als das Mindestdrehmoment sein.
Standardmäßig beträgt dieser Wert 50 % des Solldrehmoments.
Kontrollmodus: Wählen Sie aus, wie die Drehmomentgrenzen definiert werden sollen. Die Optionen sind: Min/Max und Sollwert/Toleranz.
Mindestdrehmoment (*): Geben Sie den Mindestwert des Drehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Solldrehmoment (*): Geben Sie den Wert des Solldrehmoments ein.
Höchstdrehmoment (*): Geben Sie den Höchstwert des Drehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Drehmomenttoleranz (*): Geben Sie den Wert der Toleranz des Drehmoments ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Kategorie Winkel
Kontrollmodus: Wählen Sie aus, wie die Winkelgrenzen definiert werden sollen. Die Optionen sind: Min/Max und Sollwert/Toleranz.
Mindestwinkel (*): Geben Sie den Mindestwert des Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Sollwinkel (*): Geben Sie den Wert des Sollwinkels ein.
Höchstwinkel (*): Geben Sie den Höchstwert des Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Winkeltoleranz (*): Geben Sie den Wert der Toleranz des Winkels ein. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Mit einem Stern (*) markierte Punkte sind Pflichtfelder.
Verbindung löschen
Wählen Sie auf der Startseite Verbindungen aus.
Tippen Sie in der oberen rechten Ecke der Seite „Verbindungen“ auf Auswählen.
Aktivieren Sie auf der linken Seite der Seite „Verbindungen“ die Kontrollkästchen der zu löschenden Verbindungen aus.
Tippen Sie in der oberen rechten Ecke der Seite „Verbindungen“ auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Verbindung bearbeiten
Tippen Sie auf der Seite Verbindung auf eine bestehende Verbindung, die geändert werden soll.
Folgende Informationen werden angezeigt:
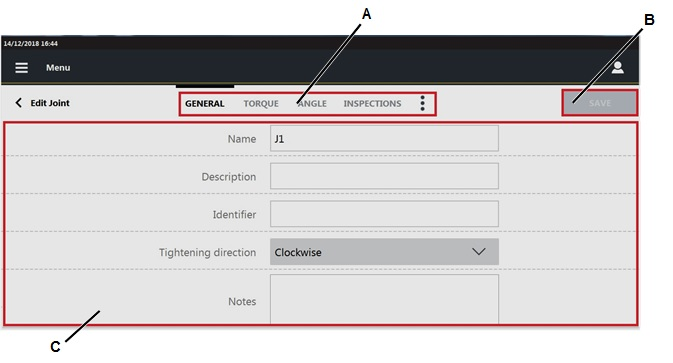
A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Bearbeiten Sie auf der Seite Verbindung bearbeiten die erforderlichen Parameter nach Kundenwunsch.
In der Kategorie Prüfung ist es möglich, die durchzuführende(n) Prüfung(en) an der Verbindung zu konfigurieren. Weitere Informationen zum Aktualisieren der Prüfungskategorie finden Sie unter Verbindungsprüfungen.
Tippen Sie auf das Symbol Weitere Optionen (
) > Verknüpfte Prüfung, um die Liste mit der mit der Verbindung verknüpften Werkzeugprüfung zu öffnen. Tippen Sie in der oberen rechten Ecke der Seite Verbindung bearbeiten auf Speichern.
Verbindung suchen
Wählen Sie auf der Startseite Verbindungen aus.
Tippen Sie im mittleren Teil der Symbolleiste auf das Suchsymbol (
).Geben Sie im Textfeld Suchen die Zeichenfolge ein, nach der gesucht werden soll.
Teilweise Übereinstimmung wird unterstützt: Verbindungen, deren Name, Kennung, Drehmomentbereich, oder Winkelbereich mit der Zeichenfolge übereinstimmen, werden angezeigt.
Tippen Sie zum Löschen der eingegebenen Zeichenfolge auf das Symbol „Zurücksetzen“ ().
Um die Suchfunktion zu beenden, tippen Sie auf das Linkspfeil-Symbol ().
Verbindungsprüfungen
Die verfügbaren Prüfungstypen für Verbindungen sind:
Cp/Cpk ISO
SPC (Verbindung)
Es können zwei Prüfungen mit demselben Namen und demselben Zielobjekt gespeichert werden.
Es wird eine Warnmeldung angezeigt, um dem Bediener mitzuteilen, dass bereits eine Prüfung mit demselben Namen existiert.
Wählen Sie Ja aus, um die Prüfung zu speichern.
Wählen Sie Nein aus, um die Prüfung nicht zu speichern.
Hinzufügen einer Verbindungsprüfung
Wählen Sie auf der Seite Verbindungen eine bereits konfigurierte Verbindung aus.
Tippen Sie im oberen Teil der Seite Verbindung bearbeiten auf Prüfungen.
Tippen Sie in der oberen rechten Ecke der Seite Prüfungen auf Hinzufügen.
Wählen Sie im Fenster Testtyp eine Prüfung aus. Es folgt ein Beispiel der Seite „Cp/Cpk-Prüfung hinzufügen“. Die Struktur ist für alle Prüfungen die gleiche.
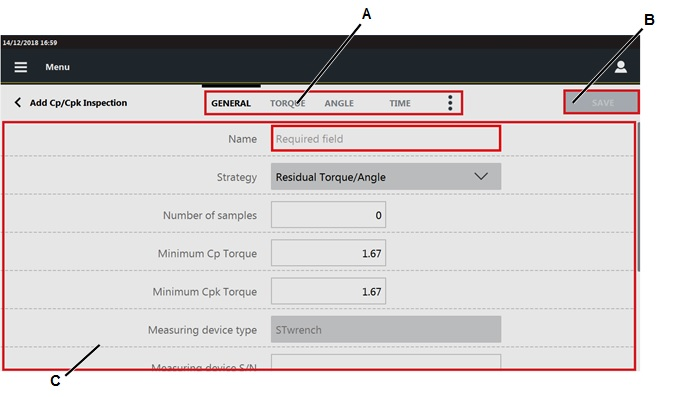
A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Konfigurieren Sie in der Kategorie Allgemein die allgemeinen Parameter der Prüfung.
Tippen Sie im oberen Bereich der Seite Prüfung hinzufügen auf Drehmoment.
Konfigurieren Sie in der Kategorie Drehmoment die Drehmomentparameter der Prüfung.
Tippen Sie im oberen Bereich der Seite Prüfung hinzufügen auf Winkel.
Konfigurieren Sie in der Kategorie Winkel die Winkelparameter der Prüfung.
Tippen Sie im oberen Bereich der Seite Prüfung hinzufügen auf Zeit.
Konfigurieren Sie in der Kategorie Zeit die Zeitparameter der Prüfung.
Tippen Sie im oberen Bereich von Prüfung hinzufügen auf das Symbol Weitere Optionen (
). Tippen Sie dann auf Bild. Auf dieser Seite wird das durch eine externe Software gesendete Bild angezeigt.In der Kategorie Bild können folgende Vorgänge durchgeführt werden:
Bild/Video hinzufügen: Speichern Sie auf einem USB-Speichermedium das zu verwendende Bild/Video in einem Ordner mit dem Namen media_items, verbinden Sie das Speichermedium mit dem STpad und tippen Sie auf die Schaltfläche Hinzufügen im rechten Bereich der Seite Bild. Wählen Sie im Dialogfeld Bild hinzufügen das Bild/Video aus, das geladen werden soll, und klicken Sie auf OK.
Die maximale Größe für Bilder beträgt 5 MB, die maximale Größe für Videos 10 MB.
Entfernen eines Bilds: Tippen Sie im rechten Bereich der Seite Bild auf die Schaltfläche Entfernen.
Tippen Sie im oberen Bereich von Prüfung hinzufügen auf das Symbol Weitere Optionen (
). Tippen Sie dann auf Rückverfolgbarkeit.Konfigurieren Sie in der Kategorie Rückverfolgbarkeit der Seite Prüfung hinzufügen die folgenden Parameter:
Verifizierungscode: Geben Sie den Verifizierungscode ein, der beim Ausführen der Prüfung eingegeben oder gescannt werden muss. Dieses Feld berücksichtigt Groß-/Kleinschreibung.
Beschreibung des Verifizierungscodes: Geben Sie zur Unterstützung des Bedieners die Beschreibung des Dialogfensters Verifizierungscode ein, das beim Ausführen der Prüfung angezeigt wird.
Zuweisbare Ursachen: Es sind folgende Handlungen möglich:
Liste:
Liste mit zuweisbaren Ursachen auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Liste mit zuweisbaren Ursachen aus.Neue Liste mit zuweisbaren Ursachen hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Liste mit zuweisbaren Ursachen auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Liste mit zuweisbaren Ursachen löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine zuweisbare Ursache auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann eine zuweisbare Ursache eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die zuweisbare Ursache ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Liste mit zuweisbaren Ursachen.
Korrekturmaßnahmen: Es sind folgende Handlungen möglich:
Liste:
Korrekturmaßnahmenliste auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Korrekturmaßnahmenliste aus.Neue Korrekturmaßnahmenliste hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Korrekturmaßnahmenliste auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Korrekturmaßnahmenliste löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine Korrekturmaßnahme auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann die Korrekturmaßnahme eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die Korrekturmaßnahme ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Korrekturmaßnahmenliste.
Tippen Sie in der oberen rechten Ecke von Prüfung hinzufügen auf Speichern.
Cp/Cpk ISO-Parameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Strategie: Wählen Sie einen der folgenden Punkte aus:
Restdrehmoment/-Winkel.
Restdrehmoment/Spitze.
Anzahl der Proben: Geben Sie die Anzahl der während der Prüfung zu erhaltenden Ergebnisse ein. Es dürfen maximal 99 Proben sein.
Mindestdrehmoment Cp: Der Cp-Index beschreibt die Prozessfähigkeit; er ist die Anzahl der Male, die die Prozessspanne in die Toleranzbreite passt. Je höher der Wert von Cp, desto besser der Prozess.
Das Mindestdrehmoment Cp reicht von 0,00 bis 9999,99.
Mindestdrehmoment Cpk: Der Cpk-Index beschreibt die Fähigkeit, die für die Position der Prozessfähigkeit in Bezug auf die Toleranzgrenzen korrigiert wird.
Das Mindestdrehmoment Cpk reicht von 0,00 bis 9999,99.
Messgerätetyp: Das einzige verfügbare Messgerät ist STwrench.
Messgerät S/N: Geben Sie die Seriennummer des Messgeräts ein.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, wenn dieser während des Tests eingesetzt wird.
Verschraubungsrichtung: Wählen Sie die Verschraubungsrichtung. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Drehmoment-Korrekturkoeffizient: Geben Sie den Drehmoment-Korrekturkoeffizienten ein. Der Wert reicht von 0,10 bis 99,99.
Winkel-Korrekturkoeffizient: Geben Sie den Winkel-Korrekturkoeffizienten ein. Die Werte reichen von 0 bis 6553.
Kategorie Drehmoment
Zyklusstart: Der Zyklusstart ist der Startpunkt der Prüfung. Er muss kleiner oder gleich groß sein wie das finale Winkelüberwachungsdrehmoment.
Wenn Zyklusstart auf Null gesetzt ist oder nicht definiert wurde, setzt STwrench den Wert automatisch auf die mittlere Last.
Finales Winkelüberwachungsdrehmoment: Das finale Winkelüberwachungsdrehmoment gibt den Drehmomentwert an, bei dem die Winkelmessung beginnt.
Das finale Winkelüberwachungsdrehmoment muss geringer oder gleich wie das Mindestdrehmoment sein.
Wenn das finale Winkelüberwachungsdrehmoment auf Null gesetzt ist oder nicht definiert wurde, setzt STwrench den Wert automatisch auf Zyklusstart.
Kontrollmodus: Der Kontrollmodus wählt die Voraussetzung zur Steuerung des Drehmoments aus. Es ist möglich, zwischen Min/Max oder Sollwert/Toleranz zu wählen.
Mindestdrehmoment: Mindestwert des Drehmoments. Das Mindestdrehmoment ist standardmäßig in der Verbindungskonfiguration definiert.
Es ist möglich, den Standardwert einzugeben, während ein neuer Wert eingetippt wird. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Solldrehmoment: Wert des Solldrehmoments. Das Solldrehmoment ist standardmäßig in der Verbindungskonfiguration definiert.
Es ist möglich, den Standardwert einzugeben, während ein neuer Wert eingetippt wird.
Höchstdrehmoment: Höchstwert des Drehmoments. Das Mindestdrehmoment ist standardmäßig in der Verbindungskonfiguration definiert.
Es ist möglich, den Standardwert einzugeben, während ein neuer Wert eingetippt wird. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Drehmomenttoleranz: Die Drehmomenttoleranz definiert das Höchstdrehmoment und das Mindestdrehmoment gemäß dem spezifizierten Solldrehmoment. Er wird als Prozentwert angegeben. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Schraube ändern: Geben Sie den Schraubenänderungswert ein. Der Wert muss gleich oder höher als das Höchstdrehmoment sein.
Maßeinheit: Maßeinheit in der Verbindungskonfiguration gesetzt.
Kategorie Winkel
Restwinkelschwelle: Geben Sie den Wert der Restwinkelschwelle ein. Der Wert reicht von 1 bis 45.
Dieser Parameter ist verfügbar, wenn die Strategie auf Restdrehmoment/Winkel eingestellt ist.
Losbrechwinkelschwelle: Geben Sie den Wert der Losbrechwinkelschwelle ein. Der Wert reicht von 1 bis 20.
Dieser Parameter ist verfügbar, wenn die Strategie auf Restdrehmoment/Winkel eingestellt ist.
Sollwinkel: Geben Sie den Wert des Sollwinkels ein.
Dieser Parameter ist verfügbar, wenn die Strategie auf Restdrehmoment/Spitze eingestellt ist.
Kategorie Zeit
Ratschenzeit: Geben Sie den Wert für die Ratschenzeit in Sekunden ein. Die Werte reichen von 0,1 s bis 30,0 s.
SPC (Verbindungs-) Parameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Strategie: Wählen Sie einen der folgenden Punkte aus:
Restdrehmoment/-Winkel.
Restdrehmoment/Spitze.
Anzahl der Proben: Geben Sie die Anzahl der während der Prüfung zu erhaltenden Ergebnisse ein. Es dürfen maximal 99 Proben sein.
Untergruppengröße: Die Untergruppengröße bezieht sich auf ein Variablenmerkmal und steuert, wie viele Proben (auch Datenwerte oder Messwerte genannt) einen einzigen gezeichneten Punkt in einem Diagramm bilden (wird als Untergruppe bezeichnet). Die Untergruppengröße reicht von 1 bis 25.
Untergruppenhäufigkeit: Geben Sie die Häufigkeit der Mittelwerte ein, die im X-Diagramm und in den SPC-Regeln angezeigt werden.
Wenn die Untergruppenfrequenz beispielsweise 2 ist, dann wird jeder zweite Punkt analysiert.
Messgerätetyp: Das einzige verfügbare Messgerät ist STwrench.
Messgerät S/N: Geben Sie die Seriennummer des Messgeräts ein. Es sind maximal 50 Zeichen zulässig.
Wandler S/N: Geben Sie die Seriennummer des Wandlers ein, wenn dieser während des Tests eingesetzt wird.
Verschraubungsrichtung: Wählen Sie aus der Dropdown-Liste die Verschraubungsrichtung aus. Die verfügbaren Optionen sind Im Uhrzeigersinn und Gegen den Uhrzeigersinn.
Drehmoment-Korrekturkoeffizient: Geben Sie den Drehmoment-Korrekturkoeffizienten ein. Der Wert reicht von 0,10 bis 99,99.
Winkel-Korrekturkoeffizient: Geben Sie den Winkel-Korrekturkoeffizienten ein. Die Werte reichen von 0 bis 6553.
Kategorie Drehmoment
Zyklusstart: Der Zyklusstart ist der Startpunkt der Prüfung. Er muss gleich groß/kleiner sein als das finale Winkelüberwachungsdrehmoment
Wenn Zyklusstart auf Null gesetzt ist oder nicht definiert wurde, setzt STwrench den Wert automatisch auf die mittlere Last.
Finales Winkelüberwachungsdrehmoment: Das finale Winkelüberwachungsdrehmoment gibt den Drehmomentwert an, bei dem die Winkelmessung beginnt.
Das finale Winkelüberwachungsdrehmoment muss gleich oder höher als das Mindestdrehmoment sein.
Wenn das finale Winkelüberwachungsdrehmoment auf Null gesetzt ist oder nicht definiert wurde, setzt STwrench den Wert automatisch auf Zyklusstart.
Kontrollmodus: Der Kontrollmodus wählt die Voraussetzung zur Steuerung des Drehmoments aus.
Es ist möglich, zwischen Min/Max oder Sollwert/Toleranz zu wählen.
Mindestdrehmoment: Mindestwert des Drehmoments. Das Mindestdrehmoment ist standardmäßig in der Verbindungskonfiguration definiert.
Es ist möglich, den Standardwert einzugeben, während ein neuer Wert eingetippt wird. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Solldrehmoment: Wert des Solldrehmoments. Das Solldrehmoment ist standardmäßig in der Verbindungskonfiguration definiert.
Es ist möglich, den Standardwert einzugeben, während ein neuer Wert eingetippt wird.
Höchstdrehmoment: Höchstwert des Drehmoments. Das Mindestdrehmoment ist standardmäßig in der Verbindungskonfiguration definiert.
Es ist möglich, den Standardwert einzugeben, während ein neuer Wert eingetippt wird. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Min/Max eingestellt ist.
Drehmomenttoleranz: Die Drehmomenttoleranz definiert das Höchstdrehmoment und das Mindestdrehmoment gemäß dem spezifizierten Solldrehmoment. Er wird als Prozentwert angegeben. Dieser Parameter ist verfügbar, wenn der Kontrollmodus auf Sollwert/Toleranz eingestellt ist.
Schraube ändern: Geben Sie den Schraubenänderungswert ein. Der Wert muss gleich oder höher als das Höchstdrehmoment sein.
Maßeinheit: Wählen Sie die zu verwendende Maßeinheit aus.
Kategorie Winkel
Restwinkelschwelle: Geben Sie den Wert der Restwinkelschwelle ein. Der Wert reicht von 1 bis 45.
Dieser Parameter ist verfügbar, wenn die Strategie auf Restdrehmoment/Winkel eingestellt ist.
Losbrechwinkelschwelle: Geben Sie den Wert der Losbrechwinkelschwelle ein. Der Wert reicht von 1 bis 20.
Dieser Parameter ist verfügbar, wenn die Strategie auf Restdrehmoment/Winkel eingestellt ist.
Sollwinkel: Geben Sie den Wert des Sollwinkels ein.
Dieser Parameter ist verfügbar, wenn die Strategie auf Restdrehmoment/Spitze eingestellt ist.
Kategorie Zeit
Ratschenzeit: Geben Sie den Wert für die Ratschenzeit in Sekunden ein. Die Werte reichen von 0,1 s bis 30,0 s.
Hinzufügen einer Verbindungsprüfung über die Vorlagendatei
Erstellen Sie die Vorlagendatei für Prüfungen auf einem USB-Speichermedium (weitere Informationen finden Sie unter Vorlagen für Werkzeugprüfung / Verbindungsprüfung erstellen).
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss am kundenseitigen PC.
Öffnen Sie das USB-Speichermedium auf dem PC.
Öffnen Sie die Datei STpad_JointInspectionImportFile.xlsm. Folgende Informationen werden angezeigt:
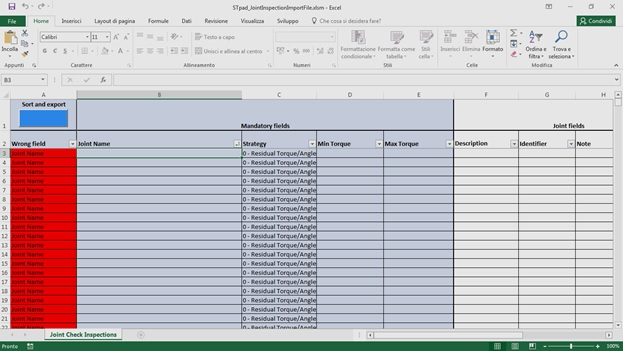
Füllen Sie die Datei STpad_JointInspectionImportFile.xlsm aus, um die notwendigen Prüfungen zu definieren.
Wenn alle Pflichtfelder befüllt sind, färbt sich die Spalte Falsches Feld grün.
Die Datei STpad_JointInspectionImportFile.xlsm definiert nicht nur Prüfungen, sondern auch die zugehörigen Verbindungen. Diese werden automatisch über die Datei STpad_JointInspectionImportFile.stpad auf das Gerät importiert.
Wählen Sie die Option Excel für die Berechnung in der Arbeitsmappe aus. Öffnen Sie eine Excel-Datei und klicken Sie auf Datei > Optionen. Wählen Sie auf der linken Seite des Dialogfelds Excel-Optionen die Option Formeln > Automatisch für den Bereich Berechnungsoptionen aus.
Sobald die Spalte Falsches Feld in Übereinstimmung mit den neuen Prüfungen grün gefärbt ist, klicken Sie auf die blaue Schaltfläche Sortieren und exportieren, um automatisch die Datei STpad_JointInspectionImportFile.stpad zu erzeugen.
Die Datei STpad_JointInspectionImportFile.stpad wird automatisch auf dem USB-Speichermedium gespeichert.
Nur die Datei STpad_JointInspectionImportFile.stpad kann korrekt auf das Gerät importiert werden (weitere Informationen zum Import von Prüfungen finden Sie unter Prüfungen importieren).
Speichern Sie die Datei STpad_JointInspectionImportFile.xlsm.
Schließen Sie die Datei STpad_JointInspectionImportFile.xlsm.
Schließen Sie das USB-Speichermedium.
Trennen Sie das USB-Speichermedium vom USB-Anschluss des kundenseitigen PCs.
Importieren Sie die in der Datei STpad_JointInspectionImportFile.stpad gespeicherten Prüfungen auf das Gerät (weitere Informationen zum Importieren von Routen finden Sie unter Prüfungen auf das Gerät importieren).
Klicken Sie auf das Symbol Menü > Verbindungen, um zu überprüfen, ob der Import der Prüfung(en) korrekt durchgeführt wurde.
Verbindungsprüfung löschen
Tippen Sie in der oberen rechten Ecke der Kategorie Prüfungen der Seite Verbindung auf Auswählen.
Aktivieren Sie auf der linken Seite der Kategorie Prüfungen das Kontrollkästchen der zu löschenden Prüfung(en) aus.
Tippen Sie in der oberen rechten Ecke der Seite Verbindungen auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Verbindungsprüfung bearbeiten
Wählen Sie auf der Seite Verbindung eine Verbindung aus.
Tippen Sie auf der Symbolleiste Verbindung bearbeiten auf Prüfung.
Tippen Sie in der Kategorie Prüfungen auf die zu bearbeitende Prüfung.
Ändern Sie auf der Seite Prüfung bearbeiten die erforderlichen Parameter.
Tippen Sie in der oberen rechten Ecke der Seite Prüfung bearbeiten auf Speichern.
Wird die Prüfung von einer externen Software gesendet, kann sie nicht bearbeitet werden.
Verbindungsprüfung durchführen
Wählen Sie auf der Startseite Verbindung aus.
Tippen Sie auf der Seite Verbindung auf Wiedergabe, um die Prüfung durchzuführen.
Wenn der konfigurierte Schlüssel nicht verbunden ist oder sein Bereich nicht dem Testbereich entspricht wird eine Informationsmeldung angezeigt.
Tippen Sie auf der unteren rechten Ecke der Informationsmeldung auf Geräte verwalten, um einen anderen Schlüssel hinzuzufügen/zu bearbeiten/zu koppeln, der während der Prüfung verwendet wird.
Führen Sie den Test durch.
Während des Tests wird die folgende Seite in Echtzeit aktualisiert.

A | Ergebnisdiagramm | B | Ergebnisliste |
Auf der linken Seite der Seite Ergebnisse zeigt das Ergebnisdiagramm alle Ergebnisse der Prüfung an.
Im rechten Bereich der Seite Ergebnisse wird eine Liste der Ergebnisse der Prüfung angezeigt.
Wenn ein Ergebnis NIO ist, wird der Messwert in roter Farbe hervorgehoben. Wenn der STwrench das Solldrehmoment nicht erreicht, wird in der Ergebnisliste ein Bindestrich (-) angezeigt und der Zähler der erhaltenen Ergebnisse wird nicht erhöht.
Am Ende des Tests (oder nach zwei Ergebnissen, wenn die Anzahl der Proben Null ist) erscheint über der Ergebnisliste die Meldung Test Cp/Cpk ISO: OK (Nicht OK).
Die Prüfung ist OK, wenn Cp und Cpk gleich oder größer als das Mindestdrehmoment Cp und das Mindestdrehmoment Cpk sind.
Im unteren Teil der Seite werden die folgenden Werte angezeigt:
Minimum: minimaler Messwert.
Maximal: maximaler Messwert.
Durchschnitt: Durchschnittswert aller Messwerte.
STD (σ): Standardabweichung der Messwerte.
Für Cp/Cpk-Prüfung: Die Cp- und Cpk-Werte ändern sich nach drei Ergebnissen.
Für SPC-Prüfung (Verbindung): Die X- und R-Werte ändern sich nach drei Ergebnissen.
Wenn die Untergruppe abgeschlossen ist, wird das Fenster zum Prüfen der Ergebnisse nach SPC-Regeln angezeigt. In diesem Fenster wird der Status der SPC-Regeln angezeigt. Das Prüfergebnis hängt von den aktivierten Regeln ab. Wenn die Regelergebnisse positiv sind, ist das Prüfergebnis OK.
Unten finden Sie die Liste der Regelergebnisse, die auftreten können:
 : das Regelergebnis ist OK.
: das Regelergebnis ist OK. : das Regelergebnis ist NOK.
: das Regelergebnis ist NOK. : das Regelergebnis ist nicht aktiviert oder es ist nicht möglich, eine Analyse damit zu machen.
: das Regelergebnis ist nicht aktiviert oder es ist nicht möglich, eine Analyse damit zu machen.
Um ein Ergebnis zu löschen (sofern durch externe Software ermöglicht), wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um den gesamten Ergebnissatz zu löschen (sofern durch externe Software ermöglicht), tippen Sie auf das folgende Symbol: .
Bei der SPC-Prüfung (Verbindung) ist es nicht möglich, ein Ergebnis zu löschen, wenn die Untergruppe abgeschlossen wurde.
Um einen Kommentar zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um ein Bild zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Kategorie „Zusammenfassung“ für Cp/Cpk
Tippen Sie im oberen Teil der Seite „Prüfung durchführen“ auf „Zusammenfassung“, um die Statistikparameter in Bezug auf die gemessenen Werte anzuzeigen.
Diese Seite öffnet sich automatisch, wenn die Gruppe abgeschlossen ist.
Folgende Parameter werden angezeigt:
Testergebnis: Ergebnis des Tests (OK oder Nicht OK).
Minimales Cp: Wert des minimalen Cp, bei der Prüfung konfiguriert.
Cp: Wert des Cp-Index, berechnet anhand der gemessenen Werte.
Minimales Cpk: Wert des minimalen Cpk, bei der Prüfung konfiguriert.
Cpk: Wert des Cpk-Index, berechnet anhand der gemessenen Werte.
Den Test neu starten: Tippen Sie in der oberen rechten Ecke der Kategorieseite „Zusammenfassung“ auf Test neu starten.
Kategorie „Zusammenfassung“ für SPC
Wenn die in der SPC-Konfiguration definierte Untergruppe abgeschlossen ist, öffnet sich die Kategorie „Zusammenfassung“.
Wenn eine oder mehrere Regeln verletzt werden, wird das Fenster zum Prüfen der Ergebnisse nach SPC-Regeln mit dem Status der Regeln angezeigt.
Wenn keine Regel verletzt wird, wird das Fenster zum Prüfen der Ergebnisse nach SPC-Regeln nicht angezeigt.
Tippen Sie nach Erscheinen des Dialogfelds auf die Kategorie Zusammenfassung.
Auf der Seite Zusammenfassung werden folgende Informationen angezeigt:
A | Schaltfläche Hinzufügen | B | Schaltfläche Test neu starten |
C | Statistikparameter | D | Aktivierte Regeln |
Die Schaltfläche Hinzufügen wird nur für die SPC-Maßprüfung angezeigt.
Es werden folgende Statistikparameter angezeigt:
X: ist der Durchschnittswert der Ergebnisse der Prüfung.
R: ist der Wert des Bereichs nach ISO-Norm.
S: gespeicherte Werte in Bezug auf die Untergruppengröße, die in der Prüfungskonfiguration definiert ist.
Unterhalb der Statistikparameter werden die aktivierten Regeln und deren Status angezeigt.
Für die Farbkennzeichnung der Regeln gilt Folgendes:
Grün: Die Regel wurde bestanden.
Rot: Die Regel wurde nicht bestanden.
Grau: Die Anzahl der Werte reicht für die Berechnung der Regel nicht aus.
Wenn eine Regel deaktiviert ist, wird diese nicht in der Liste angezeigt.
Siehe Absatz SPC-Regeln für das Verfahren zur Aktivierung/Deaktivierung der SPC-Regeln.
Um den Test neu zu starten, tippen Sie auf Test neu starten. Die Statistiken werden zurückgesetzt und auf der Seite Zusammenfassung die Ergebnisse des letzten Tests angezeigt.
Den Test beenden: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Test beenden.
Wenn die Gruppe abgeschlossen ist, nachdem Test beenden angetippt wird, wird der Test geschlossen, ohne dass eine Bestätigungsmeldung angezeigt wird.
Wenn die Gruppe nicht abgeschlossen ist oder die Gruppe auf Null gesetzt wird, nachdem Test beenden angetippt wird, wird eine Bestätigungsmeldung angezeigt.
Zum Drucken des Testetiketts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Etikett drucken.
Das Etikett zeigt folgende Daten:
Barcode der jeweiligen Werkzeug-ID
Werkzeug-ID
Nennwert des Tests (Drehmoment, Winkel oder beides)
Ort des Werkzeugs
Testdatum
Datum des nächsten Tests
Kategorie „Kurve“
A | Kurven-Symbolleiste | B | Kurve mit Legende |
Die Kurven-Symbolleiste bietet folgende Funktionen:
Kurve: Wählen Sie im Dropdown-Feld Kurve das anzuzeigende Diagramm aus.
Drehmoment vs. Zeit: Drehmoment-Zeit-Plot des letzten Ergebnisses.
Winkel vs. Zeit: Winkel-Zeit-Plots des letzten Ergebnisses.
Winkel/Drehmoment vs. Zeit: Winkel/Drehmoment-Zeit-Fläche werden gleichzeitig angezeigt. Dieses Diagramm zeigt eine doppelte vertikale Achse.
Drehmoment vs. Winkel: Drehmoment-Winkel-Plot des letzten Ergebnisses.
Winkel vs. Zeit, Winkel/Drehmoment vs. Zeit und Drehmoment vs. Winkel sind nur unter folgenden Bedingungen verfügbar:
Der Test läuft auf einer Bremse.
Der Test läuft über einen Wandler mit Winkelmessung.
Grenzen: Wählen Sie das Kontrollkästchen Grenzen (
) aus, um die Toleranzgrenzen im Diagramm anzuzeigen.
Der Graph zeigt das letzte Ergebnis an. Nach jedem neuen Ergebnis wird die angezeigte Kurve entsprechend aktualisiert.
Winkelkurve ab Zyklusstart: Wählen Sie die Schaltfläche Winkelkurve ab Zyklusstart (
) aus, um die Winkelkurve ab dem Start der Prüfung anzuzeigen.In der unteren rechten Ecke der Kategorie Kurve zeigt die Bremsenstatusanzeige an, ob das Messgerät für den Test bereit (blaue Anzeige
) oder nicht bereit ist (rote Anzeige ).
Ist die Anzeige rot, warten Sie, bis sie sich blau färbt, bevor Sie den nächsten Wert erfassen.
Wenn die Funktion Doppelergebnis am STwrench und am Gerät aktiviert ist, werden sowohl der Restpunkt als auch der Spitzenpunkt in der Grafik angezeigt.
Teile
Wählen Sie auf der Startseite Teile aus. Folgende Informationen werden angezeigt:

A | Schaltfläche „Suchen“ | B | Schaltfläche Barcode |
C | Schaltfläche | D | Schaltfläche „Wiedergabe“ |
E | Teileliste |
Unten finden Sie die Spalten, welche die Teileliste definieren:
Name: Name des konfigurierten Teils.
Identifikator: Code zur Identifizierung des Teils.
Wiedergabe: Symbol zur Durchführung der Prüfung. Wenn das Symbol nicht verfügbar ist, dann ist keine Prüfung verfügbar.
Zum Sortieren der Spalten, aus denen die Liste der Teile besteht: Tippen Sie auf die zu sortierende Spalte; der Pfeil nach oben (rechts neben der Überschrift der Spalte) führt die Namensinformationen (oder die Kennung) in aufsteigender alphabetischer Reihenfolge auf; der Pfeil nach unten führt die Namensinformationen (oder die Kennung) in absteigender alphabetischer Reihenfolge auf.
Zur Änderung der Reihenfolge der Spalten, aus denen die Liste der Teile besteht: Tippen Sie auf die zu verschiebende Spaltenüberschrift (Name / Kennung); verschieben Sie sie dann per Drag&Drop zur gewünschten Position.
Wenn dies durch eine externe Software ermöglicht wird, kann mit der Schaltfläche Barcode () ein Barcode zur Suche nach der/den entsprechenden Teileprüfung(en) auf dem Messgerät gescannt werden. Ergibt die Suche eine einzelne Teilprüfung, wird diese automatisch ausgeführt; ergibt die Suche mehrere Teilprüfungen mit der gleichen Barcode-Kennung, führen Sie die gewünschte Prüfung aus der Liste heraus aus.
Die Schaltfläche „Wiedergabe“ wird erst nach dem Hinzufügen/Aktualisieren der mit der Verbindung verknüpften Prüfung(en) aktiv. Wenn aktiviert, tippen Sie auf Wiedergabe, um den Test auszuführen.
Teil hinzufügen
Tippen Sie auf der Startseite auf Teile.
Tippen Sie in der oberen rechten Ecke der Seite Teile auf Hinzufügen.

A
Schaltfläche Speichern
B
Parameter
Konfigurieren Sie in der Kategorie Allgemein der Seite Teil hinzufügen die Teilparameter.
Tippen Sie in der oberen rechten Ecke der Seite Teil hinzufügen auf Speichern.
Teilparameter
Kategorie Allgemein
Name: Geben Sie den Namen des Teils ein.
Identifikator: Geben Sie den Identifikator des Teils ein.
Teil löschen
Wählen Sie auf der Startseite Teile aus.
Klicken Sie in der oberen rechten Ecke der Seite Teile auf Auswählen.
Wählen Sie auf der linken Seite der Seite Teile das Kontrollkästchen der zu löschenden Teile aus.
Tippen Sie in der oberen rechten Ecke der Seite Teile auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Teil bearbeiten
Tippen Sie auf der Seite Teile auf ein bestehendes Teil, das geändert werden soll.
Folgende Informationen werden angezeigt:

A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Bearbeiten Sie auf der Seite Teil bearbeiten die erforderlichen Parameter nach Kundenwunsch.
In der Kategorie Prüfung ist es möglich, die durchzuführende(n) Prüfung(en) an dem Teil zu konfigurieren. Weitere Informationen zum Aktualisieren der Prüfungskategorie finden Sie unter Teilprüfungen.
Tippen Sie in der oberen rechten Ecke der Seite Teil bearbeiten auf Speichern.
Nach einem Teil suchen
Wählen Sie auf der Startseite Teile aus.
Tippen Sie im mittleren Teil der Symbolleiste auf das Suchsymbol (
).Geben Sie im Textfeld Suchen die Zeichenfolge ein, nach der gesucht werden soll.
Teilweise Übereinstimmung wird unterstützt: Teile, deren Name oder Kennung mit der Zeichenfolge übereinstimmen, werden angezeigt.
Tippen Sie zum Löschen der eingegebenen Zeichenfolge auf das Symbol „Zurücksetzen“ ().
Um die Suchfunktion zu beenden, tippen Sie auf das Linkspfeil-Symbol ().
Teileprüfungen
Die verfügbaren Prüfungstypen für die Teile sind:
Sichtprüfung – Attribut: Diese Prüfung wird verwendet, wenn der Benutzer zur Auswahl aus einer Liste von Attributen aufgefordert wird, die visuell geprüft werden. Es kann eine feste Liste von Attributen erstellt werden, die für jede einzelne Prüfung als IO oder NIO gekennzeichnet werden müssen.
Sichtprüfung – Binär: Die Prüfung wird als Go/No-Go-Test verwendet. Diese Prüfung ist am besten geeignet, wenn das Ergebnis eines Tests binär ist: bestanden oder nicht bestanden.
Sichtprüfung – Anweisungen: Diese Prüfung wird verwendet, wenn dem Benutzer des Messgeräts Empfehlungen oder separate Anweisungen angezeigt werden müssen, ohne dass eine bestimmt Aktion erforderlich ist
Sichtprüfung – Bild: Die Prüfung besteht aus der Aufnahme eines Bilds des zu prüfenden Teils; dieses kann mit einem über eine externe Software hochgeladenen Referenzbild verglichen und das Teil in der Produktion bestätigt/abgelehnt werden.
Maßprüfung - Cp/Cpk
Maßprüfung - SPC
Es können zwei Prüfungen mit demselben Namen und demselben Zielobjekt gespeichert werden.
Es wird eine Warnmeldung angezeigt, um dem Bediener mitzuteilen, dass bereits eine Prüfung mit demselben Namen existiert.
Wählen Sie Ja aus, um die Prüfung zu speichern.
Wählen Sie Nein aus, um die Prüfung zu verwerfen.
Hinzufügen einer Sichtprüfung
Wählen Sie auf der Startseite Teile aus.
Wählen Sie auf der Seite Teile ein konfiguriertes Teil aus.
Tippen Sie im oberen Bereich der Seite Teil bearbeiten auf Prüfungen.
Tippen Sie im oberen rechten Teil der Kategorie Prüfung auf Hinzufügen.
Tippen Sie im Fenster Testtyp auf eine der Sichtprüfungen. Es folgt ein Beispiel der Seite „Sichtprüfung – Attribut“. Die Struktur ist für alle Prüfungen die gleiche, es ändern sich lediglich die Kategorien.

A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Konfigurieren Sie in der Kategorie Allgemein der Seite Sichtprüfung hinzufügen die folgenden Parameter:
Tippen Sie auf der Seite Sichtprüfung hinzufügen auf Bild.
In der Kategorie Bild können folgende Vorgänge durchgeführt werden:
Bild/Video hinzufügen: Speichern Sie auf einem USB-Speichermedium das zu verwendende Bild/Video in einem Ordner mit dem Namen media_items, verbinden Sie das Speichermedium mit dem STpad und tippen Sie auf die Schaltfläche Hinzufügen im rechten Bereich der Seite Bild. Wählen Sie im Dialogfeld Bild hinzufügen das Bild/Video aus, das geladen werden soll, und klicken Sie auf OK.
Die maximale Größe für Bilder beträgt 5 MB, die maximale Größe für Videos 10 MB.
Entfernen eines Bilds: Tippen Sie im rechten Bereich der Seite Bild auf die Schaltfläche Entfernen.
Tippen Sie auf der Seite Sichtprüfung hinzufügen auf Rückverfolgbarkeit.
Konfigurieren Sie in der Kategorie Rückverfolgbarkeit der Seite Sichtprüfung hinzufügen die folgenden Parameter:
Verifizierungscode: Geben Sie den Verifizierungscode ein, der beim Ausführen der Prüfung eingegeben oder gescannt werden muss. Dieses Feld berücksichtigt Groß-/Kleinschreibung.
Beschreibung des Verifizierungscodes: Geben Sie zur Unterstützung des Bedieners die Beschreibung des Dialogfensters Verifizierungscode ein, das beim Ausführen der Prüfung angezeigt wird.
Zuweisbare Ursachen: Es sind folgende Handlungen möglich:
Liste:
Liste mit zuweisbaren Ursachen auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Liste mit zuweisbaren Ursachen aus.Neue Liste mit zuweisbaren Ursachen hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Liste mit zuweisbaren Ursachen auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Liste mit zuweisbaren Ursachen löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine zuweisbare Ursache auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann eine zuweisbare Ursache eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die zuweisbare Ursache ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Liste mit zuweisbaren Ursachen.
Korrekturmaßnahmen: Es sind folgende Handlungen möglich:
Liste:
Korrekturmaßnahmenliste auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Korrekturmaßnahmenliste aus.Neue Korrekturmaßnahmenliste hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Korrekturmaßnahmenliste auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Korrekturmaßnahmenliste löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine Korrekturmaßnahme auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann die Korrekturmaßnahme eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die Korrekturmaßnahme ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Korrekturmaßnahmenliste.
Tippen Sie in der oberen rechten Ecke der Seite Sichtprüfung hinzufügen auf Speichern.
Attributprüfungsparameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Typ: ist standardmäßig auf Sichtprüfung - Attribut festgelegt.
Attributliste: Es sind folgende Handlungen möglich:
Attributliste auswählen: Tippen Sie in der Nähe des Felds „Attributliste“ auf das Symbol Suchen (
) und wählen Sie dann eine bereits konfigurierte Attributliste auf der Seite Attributliste aus.Neue Attributliste hinzufügen: Tippen Sie in der Nähe des Felds „Attributliste“ auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Attributliste auf Hinzufügen, um eine neue Attributliste zu konfigurieren.
Anzahl der Proben: Geben Sie die Anzahl der zu testenden Proben ein.
Binärprüfungsparameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Typ: ist standardmäßig auf Sichtprüfung - Binär festgelegt.
Binärliste: Es sind folgende Handlungen möglich:
Binärliste auswählen: Tippen Sie in der Nähe des Felds „Binärliste“ auf das Symbol Suchen (
) und wählen Sie anschließend eine bereits konfigurierte Binärliste auf der Seite Binärlisten aus.Neue Binärliste hinzufügen: Tippen Sie in der Nähe des Felds „Binärliste“ auf das Symbol Suchen (
). Tippen Sie in der oberen rechten Ecke der Seite Binärliste auf Hinzufügen, um eine neue Binärliste zu konfigurieren.
Anzahl der Proben: Geben Sie die Anzahl der zu testenden Proben ein.
Anweisungsprüfungsparameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Typ: ist standardmäßig auf Sichtprüfung - Anweisungen festgelegt.
Kategorie Hinweis
In der Kategorie Hinweis können maximal 2000 Zeichen eingegeben werden.
Bildprüfungsparameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Typ: ist standardmäßig auf Sichtprüfung - Bild festgelegt.
Kategorie Hinweis
In der Kategorie Hinweis können maximal 2000 Zeichen eingegeben werden.
Hinzufügen einer Maßhaltigkeitsprüfung
Wählen Sie auf der Startseite Teile aus.
Wählen Sie auf der Seite Teile ein konfiguriertes Teil aus.
Tippen Sie im oberen Bereich der Seite Teil bearbeiten auf Prüfungen.
Tippen Sie im oberen rechten Teil der Kategorie Prüfung der Seite Teil bearbeiten auf Hinzufügen.
Tippen Sie im Fenster Testtyp auf eine der Maßhaltigkeitsprüfungen. Es folgt ein Beispiel der Seite „Maßhaltigkeitsprüfung – Cp/Cpk-Prüfung“. Die Struktur ist für alle Prüfungen die gleiche.

A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Konfigurieren Sie in der Kategorie Allgemein der Seite Maßhaltigkeitsprüfung hinzufügen die allgemeinen Prüfparameter.
Tippen Sie auf der Seite Maßhaltigkeitsprüfung hinzufügen auf Länge (Menge).
Konfigurieren Sie in der Kategorie Länge (Menge) der Seite Maßhaltigkeitsprüfung hinzufügen die Referenzwerte der Prüfung.
Tippen Sie auf der Seite Maßhaltigkeitsprüfung hinzufügen auf Bild.
In der Kategorie Bild können folgende Vorgänge durchgeführt werden:
Bild/Video hinzufügen: Speichern Sie auf einem USB-Speichermedium das zu verwendende Bild/Video in einem Ordner mit dem Namen media_items, verbinden Sie das Speichermedium mit dem STpad und tippen Sie auf die Schaltfläche Hinzufügen im rechten Bereich der Seite Bild. Wählen Sie im Dialogfeld Bild hinzufügen das Bild/Video aus, das geladen werden soll, und klicken Sie auf OK.
Die maximale Größe für Bilder beträgt 5 MB, die maximale Größe für Videos 10 MB.
Entfernen eines Bilds: Tippen Sie im rechten Bereich der Seite Bild auf die Schaltfläche Entfernen.
Tippen Sie auf der Seite Maßhaltigkeitsprüfung hinzufügen auf Rückverfolgbarkeit.
Konfigurieren Sie in der Kategorie Rückverfolgbarkeit der Seite Sichtprüfung hinzufügen die folgenden Parameter:
Verifizierungscode: Geben Sie den Verifizierungscode ein, der beim Ausführen der Prüfung eingegeben oder gescannt werden muss. Dieses Feld berücksichtigt Groß-/Kleinschreibung.
Beschreibung des Verifizierungscodes: Geben Sie zur Unterstützung des Bedieners die Beschreibung des Dialogfensters Verifizierungscode ein, das beim Ausführen der Prüfung angezeigt wird.
Zuweisbare Ursachen: Es sind folgende Handlungen möglich:
Liste:
Liste mit zuweisbaren Ursachen auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Liste mit zuweisbaren Ursachen aus.Neue Liste mit zuweisbaren Ursachen hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Liste mit zuweisbaren Ursachen auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Liste mit zuweisbaren Ursachen löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine zuweisbare Ursache auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann eine zuweisbare Ursache eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die zuweisbare Ursache ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Liste mit zuweisbaren Ursachen.
Korrekturmaßnahmen: Es sind folgende Handlungen möglich:
Liste:
Korrekturmaßnahmenliste auswählen: Tippen Sie auf das Symbol Suchen (
) und wählen Sie anschließend ein bereits konfiguriertes Element auf der Seite Korrekturmaßnahmenliste aus.Neue Korrekturmaßnahmenliste hinzufügen: Tippen Sie auf das Symbol Suchen (
); tippen Sie in der oberen rechten Ecke der Seite Korrekturmaßnahmenliste auf Hinzufügen, um ein neues Element zu konfigurieren.Verknüpfung zur Korrekturmaßnahmenliste löschen: Tippen Sie auf das Löschen-Symbol (
).
Pflichtfeld: Wenn das Kontrollkästchen aktiviert ist, muss der Bediener eine Korrekturmaßnahme auswählen/eingeben, um mit dem Test fortzufahren.
Auswahl aus Liste erzwingen: Wählen Sie zwischen:
Nein: Der Bediener kann eine individuelle Korrekturmaßnahme eingeben, ohne diese aus der Liste auszuwählen.
Ja: Der Bediener kann die Korrekturmaßnahme ausschließlich aus der Liste auswählen.
Übernehmen: Die Auswahl aus der Liste kann erzwungen werden oder nicht, je nach Definition des Parameters auf der Seite Korrekturmaßnahmenliste.
Tippen Sie in der oberen rechten Ecke der Seite Maßhaltigkeitsprüfung hinzufügen auf Speichern.
Cp/Cpk-Dimensionsparameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Menge: Wählen Sie aus der Dropdown-Liste eine der verfügbaren Optionen aus: Länge, benutzerdefiniert.
Anzahl der Proben: Geben Sie die Anzahl der zu testenden Proben ein.
Cp Cpk minimale Probenanzahl: Geben Sie die Mindestanzahl an Proben ein, um die Cp/Cpk-Werte zu berechnen.
Messgerätetyp: Wählen Sie aus der Dropdown-Liste eine der verfügbaren Optionen aus: Manuelle Eingabe, nur automatisch.
Wenn der rein automatische Modus ausgewählt wird, achten Sie darauf, dass die Datenübertragung vom Messgerät als Tastaturemulation konfiguriert ist.
Kategorie Länge (Menge)
Mindestwert: Geben Sie den kleinsten zulässigen Wert ein. Der Wert kann positiv oder negativ sein.
Höchstwert: Geben Sie den höchsten zulässigen Wert ein. Der Wert kann positiv oder negativ sein.
Minimales Cp: Geben Sie den Cp-Mindestwert ein.
Minimales Cpk: Geben Sie den Cpk-Mindestwert ein.
(Benutzerdefiniert) Maßeinheit: Wählen Sie die Maßeinheit aus.
Wenn der Wert Menge auf Länge eingestellt ist, sind die verfügbaren Maßeinheiten: mm, Zoll.
Wenn der Wert Menge auf Benutzerdefiniert eingestellt ist, geben Sie die benutzerdefinierte Maßeinheit ein.
Dezimalstellen: Geben Sie die Anzahl der zu verwendenden Dezimalstellen ein.
Dieses Feld ist nur verfügbar, wenn der Wert Menge auf Benutzerdefiniert eingestellt ist.
SPC-Dimensionsparameter
Kategorie Allgemein
Name: Geben Sie den Namen der Prüfung ein.
Barcode-Kennung: Identifiziert die Prüfung. Wird diese frei gelassen, entspricht die Kennung dem Namen der Prüfung.
Menge: Wählen Sie aus der Dropdown-Liste eine der verfügbaren Optionen aus: Länge, benutzerdefiniert.
Untergruppengröße: Geben Sie den Wert der Untergruppengröße ein. Der Standardwert wird definiert unter Startseite > Konfiguration > Standardwerte > Prüfungsstandardwerte.
Untergruppenhäufigkeit: Geben Sie den Wert der Untergruppenhäufigkeit ein. Der Standardwert wird definiert unter Startseite > Konfiguration > Standardwerte > Prüfungsstandardwerte.
Anzahl der Proben: Geben Sie die Anzahl der zu testenden Proben ein.
Messgerätetyp: Wählen Sie aus der Dropdown-Liste eine der verfügbaren Optionen aus: Manuelle Eingabe, nur automatisch.
Wenn der rein automatische Modus ausgewählt wird, achten Sie darauf, dass die Datenübertragung vom Messgerät als Tastaturemulation konfiguriert ist.
Kategorie Länge (Menge)
Mindestwert: Geben Sie den kleinsten zulässigen Wert ein. Der Wert kann positiv oder negativ sein.
Höchstwert: Geben Sie den höchsten zulässigen Wert ein. Der Wert kann positiv oder negativ sein.
(Benutzerdefiniert) Maßeinheit: Wählen Sie die Maßeinheit aus.
Wenn der Wert Menge auf Länge eingestellt ist, sind die verfügbaren Maßeinheiten: mm, Zoll.
Wenn der Wert Menge auf Benutzerdefiniert eingestellt ist, geben Sie die benutzerdefinierte Maßeinheit ein.
Dezimalstellen: Geben Sie die Anzahl der zu verwendenden Dezimalstellen ein.
Dieses Feld ist nur verfügbar, wenn der Wert Menge auf Benutzerdefiniert eingestellt ist.
Löschen einer Teileprüfung
Tippen Sie in der oberen rechten Ecke der Kategorie Prüfungen der Seite Teile auf Auswählen.
Wählen Sie auf der linken Seite der Kategorie Prüfungen das Kontrollkästchen der zu löschenden Prüfung(en) aus.
Tippen Sie in der oberen rechten Ecke der Seite Teile auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Bearbeiten einer Teileprüfung
Wählen Sie auf der Seite Teile ein Teil aus.
Tippen Sie auf der Symbolleiste Teil bearbeiten auf Prüfungen.
Tippen Sie in der Kategorie Prüfungen auf die zu bearbeitende Prüfung.
Ändern Sie auf der Seite Prüfung bearbeiten die erforderlichen Parameter.
Tippen Sie in der oberen rechten Ecke der Seite Prüfung bearbeiten auf Speichern.
Wird die Prüfung von einer externen Software gesendet, kann sie nicht bearbeitet werden.
Teileprüfung durchführen
Wählen Sie auf der Startseite Teile aus.
Tippen Sie auf der Seite „Teile“ auf Wiedergabe, um die Prüfung durchzuführen.
Führen Sie den Test durch.
- Kategorie „Ergebnisse“ für die Attributprüfung
- Kategorie „Ergebnisse“ für die Binärprüfung
- Kategorie „Ergebnisse“ für die Anweisungsprüfung
- Kategorie „Ergebnisse“ für die Bildprüfung
- Kategorie „Ergebnisse“ für die Maßprüfung
- Kategorie „Statistiken“ für die Maßprüfung
- Kategorie „Zusammenfassung“ für Cp/Cpk
- Kategorie „Zusammenfassung“ für SPC
Kategorie „Ergebnisse“ für die Attributprüfung
In der Kategorie „Ergebnisse“ der Seite „Prüfung durchführen“ werden die folgenden Elemente angezeigt:

A | Gruppenzählung | B | Befehlssymbole |
C | Ergebnisliste | D | Schaltfläche Hinzufügen |
E | Attributlistenwerte |
Auf der linken Seite der Kategorie Ergebnisse ermöglicht die Dropdown-Liste Wert die Auswahl des Attributs, das in der mit der Prüfung verknüpften Attributliste konfiguriert ist. Tippen Sie nach Auswahl eines Werts auf Hinzufügen.
Einen benutzerdefinierten Wert hinzufügen:
Deaktivieren Sie in der Konfiguration der Attributliste das Kontrollkästchen Auswahl aus Liste forcieren. Dadurch wird auf der Seite Ergebnis das Textfeld Benutzerdefinierter Wert angezeigt. Geben Sie in das Textfeld das zu verwendende Attribut ein. Wählen Sie dann „OK“ oder „Nicht OK“ und tippen Sie auf „Hinzufügen“.
Der benutzerdefinierte Wert wird bei der Prüfung verwendet, wird aber nicht zur Attributliste hinzugefügt
Auf der rechten Seite der Kategorie Ergebnisse zeigt eine Tabelle alle ausgewählten Werte.
Um ein Ergebnis zu löschen (sofern durch externe Software ermöglicht), wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um den gesamten Ergebnissatz zu löschen (sofern durch externe Software ermöglicht), tippen Sie auf das folgende Symbol: .
Um einen Kommentar zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um ein Bild zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Kategorie „Ergebnisse“ für die Binärprüfung
In der Kategorie Ergebnisse der Seite „Prüfung durchführen“ werden die folgenden Elemente angezeigt:

A | Gruppenzählung | B | Befehlssymbole |
C | Ergebnisliste | D | Schaltfläche Hinzufügen |
E | Binärlistenwerte |
Auf der linken Seite der Kategorie Ergebnisse ermöglichen die Optionsschaltflächen Wert die Auswahl des Werts des geprüften Teils. Die Werte werden in der mit der Prüfung verknüpften Binärliste konfiguriert.
Wählen Sie eine der zwei verfügbaren Optionen und tippen Sie dann auf Hinzufügen.
Auf der rechten Seite der Kategorie Ergebnisse zeigt eine Tabelle alle ausgewählten Werte.
Um ein Ergebnis zu löschen (sofern durch externe Software ermöglicht), wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um den gesamten Ergebnissatz zu löschen (sofern durch externe Software ermöglicht), tippen Sie auf das folgende Symbol: .
Um einen Kommentar zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um ein Bild zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Kategorie „Ergebnisse“ für die Anweisungsprüfung
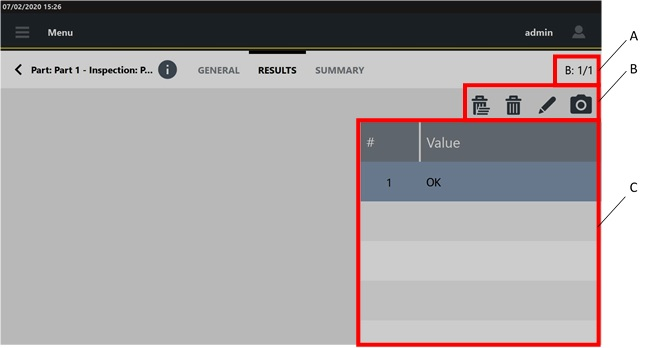
A | Gruppenzählung | B | Befehlssymbole |
C | Ergebnisliste |
Auf der rechten Seite der Kategorie Ergebnisse zeigt die Tabelle das Ergebnis der Prüfung an.
Um ein Ergebnis zu löschen (sofern durch externe Software ermöglicht), wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um den gesamten Ergebnissatz zu löschen (sofern durch externe Software ermöglicht), tippen Sie auf das folgende Symbol: .
Um dem Ergebnis einen Kommentar hinzuzufügen, tippen Sie auf das folgende Symbol: .
Um dem Ergebnis ein Bild hinzuzufügen, tippen Sie auf das folgende Symbol: .
Kategorie „Ergebnisse“ für die Bildprüfung

A | Gruppenzählung | B | Befehlssymbole |
C | Ergebnisliste |
Auf der rechten Seite der Kategorie Ergebnisse zeigt die Tabelle das Ergebnis der Prüfung an.
Um ein Ergebnis zu löschen (sofern durch externe Software ermöglicht), wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um den gesamten Ergebnissatz zu löschen (sofern durch externe Software ermöglicht), tippen Sie auf das folgende Symbol: .
Um dem Ergebnis einen Kommentar hinzuzufügen, tippen Sie auf das folgende Symbol: .
Kategorie „Ergebnisse“ für die Maßprüfung
In der Kategorie Ergebnisse der Seite „Prüfung durchführen“ werden die folgenden Elemente angezeigt:
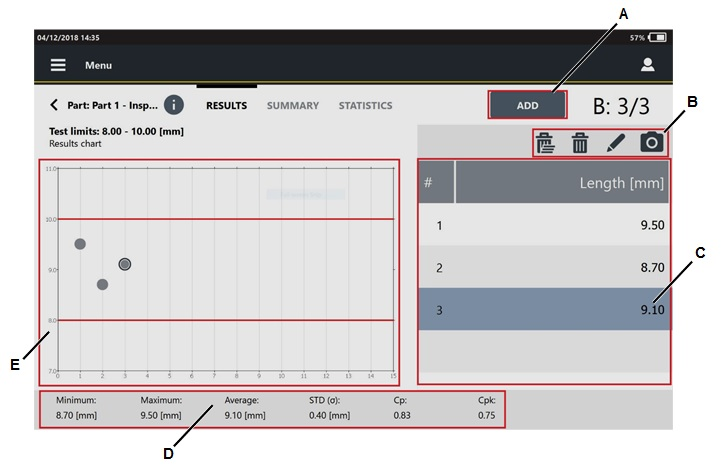
A | Schaltfläche Hinzufügen | B | Befehlssymbole |
C | Ergebnisliste | D | Statistikwerte |
E | Ergebnisdiagramm |
Auf der linken Seite der Seite Ergebnisse zeigt das Ergebnisdiagramm alle Ergebnisse der Prüfung an.
Um ein Ergebnis hinzuzufügen, tippen Sie auf Hinzufügen und geben Sie den Wert im Dialogfeld Wert eingeben ein.
Auf der rechten Seite der Seite Ergebnisse wird die Ergebnisliste der Prüfung angezeigt.
Wenn ein Ergebnis Nicht OK ist, wird der eingegebene Wert in roter Farbe hervorgehoben.
Die Prüfung ist OK, wenn Cp und Cpk gleich oder größer als das Minimale Cp und das Minimale Cpk sind.
Im unteren Teil der Seite werden die folgenden Werte angezeigt:
Minimum: minimaler Messwert.
Maximal: maximaler Messwert.
Durchschnitt: Durchschnittswert aller Messwerte.
STD (σ): Standardabweichung der Messwerte.
Für Cp/Cpk-(Maß)-Prüfung
Die Cp- und Cpk-Werte ändern sich nach drei Ergebnissen.
Für SPC-(Maß)-Prüfung
Die X- und R-Werte ändern sich nach drei Ergebnissen.
Wenn die Untergruppe abgeschlossen ist, wird das Fenster zum Prüfen der Ergebnisse nach SPC-Regeln angezeigt. In diesem Fenster wird der Status der SPC-Regeln angezeigt. Das Prüfergebnis hängt von den aktivierten Regeln ab. Wenn die Regelergebnisse positiv sind, ist das Prüfergebnis „OK“.
Unten finden Sie die Liste der Regelergebnisse, die auftreten können:
- : das Regelergebnis ist OK.
- : das Regelergebnis ist NOK.
- : das Regelergebnis ist nicht aktiviert oder es ist nicht möglich, eine Analyse damit zu machen.
Das Prüfergebnis hängt von den aktivierten Regeln ab. Wenn die Regelergebnisse positiv sind, ist das Prüfergebnis „OK“.
Um ein Ergebnis zu löschen (sofern durch externe Software ermöglicht), wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um den gesamten Ergebnissatz zu löschen (sofern durch externe Software ermöglicht), tippen Sie auf das folgende Symbol: .
Bei der SPC-Prüfung (Maß) ist es nicht möglich, ein Ergebnis zu löschen, wenn die Untergruppe abgeschlossen wurde.
Um einen Kommentar zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Um ein Bild zu einem Ergebnis hinzuzufügen, wählen Sie es aus und tippen Sie auf das folgende Symbol: .
Kategorie „Statistiken“ für die Maßprüfung
Tippen Sie im oberen Teil der Seite „Prüfung durchführen“ auf „Statistiken“, um die Statistikparameter in Bezug auf die gemessenen Werte anzuzeigen.
Folgende Parameter werden angezeigt:
Proben: ist die Anzahl der erhaltenen Ergebnisse.
Minimum: ist der Mindestwert unter den Ergebnissen der Prüfung.
Maximum: ist der Höchstwert unter den Ergebnissen der Prüfung.
Bereich: ist der Wert des Bereichs nach ISO-Norm.
Durchschnitt: ist der Durchschnittswert der Ergebnisse der Prüfung.
STD (σ): ist die Standardabweichung (dargestellt durch den griechischen Buchstaben „Sigma“) der Ergebnisse der Prüfung.
3σ/X: ist der Wert des Parameters „3 Sigma Prozentsatz“ (3 Mal die Standardabweichung) über den Durchschnittswert nach ISO-Norm.
X-3σ: ist der Wert des Parameters „Mittelwert minus 3 Mal die Standardabweichung (Sigma)“ nach ISO-Norm.
X-3σ: ist der Wert des Parameters „Mittelwert plus 3 Mal die Standardabweichung (Sigma)“ nach ISO-Norm.
Cp: ist der Cp-Wert nach ISO-Norm.
Cpk: ist der Cpk-Wert nach ISO-Norm.
OK: ist der Prozentwert der Ergebnisse zwischen minimalem und maximalem Grenzwert.
Niedrig: ist der Prozentwert der Ergebnisse unterhalb des minimalen Grenzwerts.
Hoch: ist der Prozentwert der Ergebnisse oberhalb des maximalen Grenzwerts.
Kategorie „Zusammenfassung“ für Cp/Cpk
Tippen Sie im oberen Teil der Seite „Prüfung durchführen“ auf „Zusammenfassung“, um die Statistikparameter in Bezug auf die gemessenen Werte anzuzeigen.
Diese Seite öffnet sich automatisch, wenn die Gruppe abgeschlossen ist.
Folgende Parameter werden angezeigt:
Testergebnis: Ergebnis des Tests (OK oder Nicht OK).
Minimales Cp: Wert des minimalen Cp, bei der Prüfung konfiguriert.
Cp: Wert des Cp-Index, berechnet anhand der gemessenen Werte.
Minimales Cpk: Wert des minimalen Cpk, bei der Prüfung konfiguriert.
Cpk: Wert des Cpk-Index, berechnet anhand der gemessenen Werte.
Den Test neu starten: Tippen Sie in der oberen rechten Ecke der Kategorieseite „Zusammenfassung“ auf Test neu starten.
Kategorie „Zusammenfassung“ für SPC
Wenn die in der SPC-Konfiguration definierte Untergruppe abgeschlossen ist, öffnet sich die Kategorie „Zusammenfassung“.
Wenn eine oder mehrere Regeln verletzt werden, wird das Fenster zum Prüfen der Ergebnisse nach SPC-Regeln mit dem Status der Regeln angezeigt.
Wenn keine Regel verletzt wird, wird das Fenster zum Prüfen der Ergebnisse nach SPC-Regeln nicht angezeigt.
Tippen Sie nach Erscheinen des Dialogfelds auf die Kategorie Zusammenfassung.
Auf der Seite Zusammenfassung werden folgende Informationen angezeigt:
A | Schaltfläche Hinzufügen | B | Schaltfläche Test neu starten |
C | Statistikparameter | D | Aktivierte Regeln |
Die Schaltfläche Hinzufügen wird nur für die SPC-Maßprüfung angezeigt.
Es werden folgende Statistikparameter angezeigt:
X: ist der Durchschnittswert der Ergebnisse der Prüfung.
R: ist der Wert des Bereichs nach ISO-Norm.
S: gespeicherte Werte in Bezug auf die Untergruppengröße, die in der Prüfungskonfiguration definiert ist.
Unterhalb der Statistikparameter werden die aktivierten Regeln und deren Status angezeigt.
Für die Farbkennzeichnung der Regeln gilt Folgendes:
Grün: Die Regel wurde bestanden.
Rot: Die Regel wurde nicht bestanden.
Grau: Die Anzahl der Werte reicht für die Berechnung der Regel nicht aus.
Wenn eine Regel deaktiviert ist, wird diese nicht in der Liste angezeigt.
Siehe Absatz SPC-Regeln für das Verfahren zur Aktivierung/Deaktivierung der SPC-Regeln.
Um den Test neu zu starten, tippen Sie auf Test neu starten. Die Statistiken werden zurückgesetzt und auf der Seite Zusammenfassung die Ergebnisse des letzten Tests angezeigt.
Den Test beenden: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Test beenden.
Wenn die Gruppe abgeschlossen ist, nachdem Test beenden angetippt wird, wird der Test geschlossen, ohne dass eine Bestätigungsmeldung angezeigt wird.
Wenn die Gruppe nicht abgeschlossen ist oder die Gruppe auf Null gesetzt wird, nachdem Test beenden angetippt wird, wird eine Bestätigungsmeldung angezeigt.
Zum Drucken des Testetiketts: Tippen Sie in der oberen rechten Ecke der Kategorie Zusammenfassung auf Etikett drucken.
Das Etikett zeigt folgende Daten:
Barcode der jeweiligen Werkzeug-ID
Werkzeug-ID
Nennwert des Tests (Drehmoment, Winkel oder beides)
Ort des Werkzeugs
Testdatum
Datum des nächsten Tests
Messgeräte
Der Abschnitt „Messgeräte“ beschreibt, wie das Gerät mit dem zugehörigen Messgerät verbunden wird (IRC-Connect, STwrench, STbench – im Falle von STpad, STpad-Kabeladapter – im Falle von STpad).
Für die IRC-Kupplung und den STwrench muss die Bluetooth-Verbindung verwendet werden.
Das Gerät kann bis zu 100 Messgeräte im eigenen Speicher speichern.
Starten Sie das STpad, um die Startseite anzuzeigen. Wählen Sie unter den verfügbaren Funktionen Messgeräte aus.
Folgende Informationen werden angezeigt:

A | Schaltflächen | B | Liste von Messgeräten |
Unten finden Sie die Spalten, welche die Liste der Messgeräte definieren:
Name: Der Name des Messgeräts, das mit dem Gerät gekoppelt/verbunden ist.
Seriennummer: Die Seriennummer des Messgeräts, das mit dem Gerät gekoppelt/verbunden ist.
Gerätetyp: Der Typ des Messgeräts, das mit dem Gerät gekoppelt/verbunden ist.
Verbindungstyp: Der Verbindungstyp des Messgeräts, das mit dem Gerät gekoppelt/verbunden ist.
Die Verbindungsarten sind:IRC-B: für IRC-Kupplung und STwrench.
Ethernet: für STbench.
USB: für den STpad-Kabeladapter.
Status: ist der Status des Messgeräts, das mit dem Gerät gekoppelt ist. Es stehen folgende Status zur Verfügung:
Nicht gekoppelt: Das Messgerät wurde erstellt, aber nie mit dem STpad gekoppelt.
Gekoppelt: Das konfigurierte Messgerät wurde mit dem STpad gekoppelt.
Verbindung steht: Das Messgerät ist mit dem STpad verbunden.
Verbindung unterbrochen: Das Messgerät ist ausgeschaltet oder außerhalb der Reichweite.
Wenn ein Messgerät vom STpad getrennt ist, ist dessen Status „Gekoppelt“.
Für jeden Messgerätetyp kann nur jeweils ein Messgerät an das Gerät angeschlossen.
Es ist möglich, die Spalten, die die Liste der Messgeräte definieren, auf Kundenwunsch entweder in aufsteigender oder absteigender alphabetischer Reihenfolge zu sortieren. Tippen Sie daher auf die zu sortierende Spalte (im obigen Bildschirm ist „NAME“ ausgewählt): der Pfeil nach oben (rechts neben der Überschrift der Spalte) führt die Informationen zum Messgerätenamen (oder Seriennummer/Gerätetyp/Verbindungstyp/Status) in aufsteigender alphabetischer Reihenfolge auf; Pfeil nach unten hingegen führt die Informationen zum Messgerätenamen (oder Seriennummer/Gerätetyp/Verbindungstyp/Status) in absteigender alphabetischer Reihenfolge auf.
Es ist möglich, die Reihenfolge der Spalten, welche die Liste der Messgeräte definiert, nach Kundenwunsch anzupassen. Tippen Sie daher auf die zu verschiebende Spaltenüberschrift (d. h. NAME, SERIENNAME, GERÄTETYP, VERBINDUNGSTYP oder STATUS); ziehen Sie sie schließlich per Drag&Drop in die erforderliche Position.
Messgerät löschen
Wählen Sie auf der Startseite Messgeräte aus.
Tippen Sie in der oberen rechten Ecke der Seite „Messgeräte“ auf Auswählen.
Aktivieren Sie auf der linken Seite der Seite „Messgeräte“ die Kontrollkästchen der zu löschenden Messgeräte aus.
Tippen Sie in der oberen rechten Ecke der Seite „Messgeräte“ auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Nach einem Messgerät suchen
Wählen Sie auf der Startseite Messgeräte aus.
Tippen Sie im mittleren Teil der Symbolleiste auf das Suchsymbol (
).Geben Sie im Textfeld Suchen den Namen des Messgeräts ein, nach dem gesucht werden soll.
Teilweise Übereinstimmung wird unterstützt: Messgeräte, deren Namen mit der Zeichenfolge übereinstimmen, werden angezeigt.
Tippen Sie zum Löschen der eingegebenen Zeichenfolge auf das Symbol „Zurücksetzen“ ().
Um die Suchfunktion zu beenden, tippen Sie auf das Linkspfeil-Symbol ().
IRC-Connect
Kopplung der IRC-Kupplung
Wählen Sie auf der Startseite Messgeräte aus.
Tippen Sie in der oberen rechten Ecke der Seite Messgeräte auf Hinzufügen
Tippen Sie im Fenster Messgerätetyp auf IRC-Kupplung.
Nach Auswahl von IRC-Kupplung im Fenster Messgerätetyp wird die Kategorie Verbindung automatisch angezeigt.
Die Kategorie Allgemein wird nach dem Kopplungsprozess automatisch befüllt.
Konfigurieren Sie in der Kategorie Verbindung die folgenden Parameter:
Verbindungsart: nicht verfügbar. Diese ist auf IRC-B eingestellt.
Kurvenmesswerte: Wählen Sie eine der folgenden Optionen für die Kurvenmesswerte von der IRC-Kupplung aus:
Immer: Die Kurven werden immer erfasst.
Nur Nicht OK: Nur Nicht OK-Kurven werden erfasst.
Nie: Die Kurven werden nie erfasst.
Gyro-Kompensation: Aktivieren Sie das Kontrollkästchen, um die Gyro-Kompensation zu ermöglichen.
Tippen Sie in der Kategorie Verbindung auf Koppeln.
Schalten Sie den IRC-Connect ein, indem Sie den Netzschalter auf dem Hauptbedienfeld drücken:

A
Hauptbedienfeld
B
Ergebnis-LEDs
C
Funk-LED
D
Netzschalter
Drücken Sie nach dem Abschluss der Startsequenz des IRC-Connect den Netzschalter fünfmal: Nach zwei Sekunden leuchtet die Funk-LED durchgehend und die Ergebnis-LEDs blinken der Reihe nach.
Der IRC-Connect befindet sich nun im Kopplungsmodus. Tippen Sie auf dem STpad auf Koppeln.
Tippen Sie am Ende des Kopplungsprozesses im Fenster Kopplung auf OK.
Auf der Seite IRC-Connect hinzufügen wird der Abschnitt Allgemein automatisch mit den folgenden Informationen befüllt:
Name: Name des gekoppelten Messgeräts.
Seriennummer: Seriennummer des gekoppelten Messgeräts.
Firmwareversion: Firmwareversion des gekoppelten Messgeräts.
Hinweise: Geben Sie die optionalen Notizen ein.
Tippen Sie in der oberen rechten Ecke der Seite IRC-Kupplung hinzufügen auf Speichern.
Gerät mit der IRC-Kupplung verbinden
Koppeln Sie die zu koppelnde IRC-Kupplung mit dem Gerät (weitere Informationen finden Sie unter IRC-Kupplung koppeln).
Wählen Sie auf der Startseite Messgeräte aus.
Tippen Sie auf der Seite Messgeräte auf die mit dem Gerät zu koppelnde IRC-Kupplung.
Tippen Sie in der oberen rechten Ecke der Seite IRC-Kupplung bearbeiten auf Verbinden.
Wenn der Verbindungsprozess erfolgreich war, wird auf der oberen rechten Ecke des Gerätebildschirms das IRC-C-Symbol angezeigt.
In der Tabelle Messgerät ist der Status der IRC-Kupplung Verbindung steht.
Um die Seite Messgerät zu öffnen, tippen Sie auf den Linkspfeil in der Nähe von IRC-Kupplung bearbeiten.
Wenn die IRC-Kupplung auf dem Gerätespeicher gespeichert, aber nicht gekoppelt ist, ist auf der Seite Messgeräte der Status der IRC-Kupplung Nicht gekoppelt.
Wenn die IRC-Kupplung mit dem Gerät gekoppelt, aber nicht verbunden ist, ist auf der Seite Messgeräte der Status der IRC-Kupplung Gekoppelt.
Wenn die IRC-Kupplung mit dem Gerät verbunden, aber entweder ausgeschaltet oder außerhalb der Reichweite ist, ist auf der Seite Messgeräte der Status der IRC-Kupplung Verbindung unterbrochen.
Nach jeder Verbindung wird im Abschnitt Allgemein der Seite IRC-Kupplung bearbeiten die Firmwareversion der IRC-Kupplung aktualisiert.
Angeschlossener Wertgeber
Wenn der an das Messgerät angeschlossene Wertgeber überlastet ist, wird eine Warnmeldung angezeigt, um den Bediener über den Status des Wertgebers zu informieren.
Wird ein Wertgeber zum ersten Mal verwendet, wird eine Hinweismeldung angezeigt, um den Bediener zu informieren, dass das erstmalige Nutzungsdatum auf das aktuelle Datum gesetzt wird.
Wählen Sie Ja aus, um das erstmalige Nutzungsdatum auf das aktuelle Datum einzustellen.
Wählen Sie Nein aus, um das Datum festzulegen. Wird diese Option ausgewählt, wird die Meldung bei der nächsten Verwendung des Wertgebers erneut angezeigt.
Ist die Kalibrierung des Wertgebers abgelaufen, wird eine Hinweismeldung angezeigt, um den Bediener darüber zu informieren, dass der Wertgeber kalibriert werden muss. Der Wertgeber kann weiterhin für Prüfungen verwendet werden.
STwrench
STwrench koppeln
Wählen Sie auf der Startseite Messgeräte aus.
Tippen Sie in der oberen rechten Ecke der Seite Messgeräte auf Hinzufügen
Tippen Sie im Fenster Messgerätetyp auf STwrench.
Nach der Auswahl von STwrench wird die Kategorie Verbindung automatisch angezeigt.
Die Kategorie Allgemein wird nach dem Kopplungsprozess automatisch befüllt.
Konfigurieren Sie in der Kategorie Verbindung die folgenden Parameter:
Verbindungsart: nicht verfügbar. Diese ist auf IRC-B eingestellt.
Kurvenmesswerte: Wählen Sie eine der folgenden Optionen für die Kurvenmesswerte vom ST-Wrench aus:
Immer: Die Kurven werden immer erfasst.
Nur Nicht OK: Nur Nicht OK-Kurven werden erfasst.
Nie: Die Kurven werden nie erfasst.
Rest-Doppelergebnis: Aktivieren Sie dieses Kontrollkästchen, um Drehmoment-/Winkelwerte von sowohl dem Restpunkt als auch dem Spitzenpunkt zu speichern.
Wenn das Kontrollkästchen nicht aktiviert ist, werden nur die Drehmoment-/Winkelwerte des Restpunkts gespeichert.Verhalten Rest-/Höchstdrehmoment: Aktivieren Sie das Kontrollkästchen, um einen „Nicht OK“-Ergebnisstatus des Tests zu erhalten, wenn der Restpunkt innerhalb der Grenze liegt und der Spitzenpunkt über dem Höchstdrehmoment liegt.
Wenn das Kontrollkästchen nicht aktiviert ist, ist der Ergebnisstatus des Tests „OK“, wenn das Restdrehmoment innerhalb der Grenze liegt und der Spitzenpunkt über dem Höchstdrehmoment liegt.
Tippen Sie in der Kategorie Verbindung auf Koppeln.
Drücken Sie auf der STwrench-Tastatur auf EIN (
 ) und drücken Sie dann nacheinander Folgendes: AUS (
) und drücken Sie dann nacheinander Folgendes: AUS ( ), OBEN (
), OBEN ( ),EIN () und UNTEN (
),EIN () und UNTEN ( ).
).Wenn der STwrench sich im Zustand Warte auf PIN befindet, tippen Sie auf dem STpad auf Koppeln.
Tippen Sie am Ende des Kopplungsprozesses im Fenster Kopplung auf OK.
Tippen Sie in der oberen rechten Ecke der Seite STwrench hinzufügen auf Speichern.
Gerät mit dem STwrench verbinden
Koppeln Sie den zu verbindenden STwrench mit dem Gerät (weitere Informationen finden Sie unter STwrench koppeln)
Wählen Sie auf der Startseite Messgeräte aus.
Tippen Sie auf der Seite Messgeräte auf den mit dem Gerät zu koppelnden STwrench.
Tippen Sie in der oberen rechten Ecke der Seite STwrench bearbeiten auf Verbinden.
Wenn der Verbindungsprozess erfolgreich war, wird auf der oberen rechten Ecke des Gerätebildschirms das STw-Symbol und auf dem STwrench-Display das IRCW-Symbol angezeigt
In der Tabelle Messgerät ist der Status des STwrench Verbindung steht.
Um die Seite Messgerät zu öffnen, tippen Sie auf den linken Pfeil in der Nähe von STwrench bearbeiten.
Wenn der STwrench auf dem Gerätespeicher hinzugefügt, aber nicht gekoppelt ist, ist auf der Seite Messgeräte der Status des STwrench Nicht gekoppelt.
Wenn der STwrench mit dem Gerät gekoppelt, aber nicht verbunden ist, ist auf der Seite Messgeräte der Status des STwrench Gekoppelt.
Wenn der STwrench mit dem Gerät verbunden, jedoch entweder ausgeschaltet oder außerhalb der Reichweite ist, wird der Status des STwrench auf der Seite Messgeräte als Verbindung unterbrochen angezeigt.
Scannen eines Barcodes mit dem STwrench
Der STwrench-Barcodescanner kann zum Auslesen von Barcodes und Einfügen des erfassten Werts in das ausgewählte Feld verwendet werden.
Um den STwrench als Barcode-Lesegerät zu verwenden, muss er mit dem Gerät gekoppelt und verbunden sein.
STbench
Gerät mit der IRC-Kupplung verbinden
Koppeln Sie die zu koppelnde IRC-Kupplung mit dem Gerät (weitere Informationen finden Sie unter IRC-Kupplung koppeln).
Wählen Sie auf der Startseite Messgeräte aus.
Tippen Sie auf der Seite Messgeräte auf die mit dem Gerät zu koppelnde IRC-Kupplung.
Tippen Sie in der oberen rechten Ecke der Seite IRC-Kupplung bearbeiten auf Verbinden.
Wenn der Verbindungsprozess erfolgreich war, wird auf der oberen rechten Ecke des Gerätebildschirms das IRC-C-Symbol angezeigt.
In der Tabelle Messgerät ist der Status der IRC-Kupplung Verbindung steht.
Um die Seite Messgerät zu öffnen, tippen Sie auf den Linkspfeil in der Nähe von IRC-Kupplung bearbeiten.
Wenn die IRC-Kupplung auf dem Gerätespeicher gespeichert, aber nicht gekoppelt ist, ist auf der Seite Messgeräte der Status der IRC-Kupplung Nicht gekoppelt.
Wenn die IRC-Kupplung mit dem Gerät gekoppelt, aber nicht verbunden ist, ist auf der Seite Messgeräte der Status der IRC-Kupplung Gekoppelt.
Wenn die IRC-Kupplung mit dem Gerät verbunden, aber entweder ausgeschaltet oder außerhalb der Reichweite ist, ist auf der Seite Messgeräte der Status der IRC-Kupplung Verbindung unterbrochen.
Nach jeder Verbindung wird im Abschnitt Allgemein der Seite IRC-Kupplung bearbeiten die Firmwareversion der IRC-Kupplung aktualisiert.
Angeschlossene Wertgeber
In der Kategorie Wertgeber der Seite „STbench bearbeiten“ werden die Bremsen, die statischen Zellen sowie die externen Wertgeber aufgeführt, die mit der STbench verbunden sind.
Durch Antippen eines der aufgeführten Wertgeber wird die Seite Kanal geöffnet, auf der die Parameter des Wertgebers angezeigt werden. Diese Parameter werden vom Wertgeber gelesen und können nicht verändert werden.
Wenn das Feld Kurvensimulation einer Bremse mit der Meldung „Erweiterte Druckeinstellung erforderlich“ befüllt wird, wenden Sie sich bitte an das Atlas Copco-Servicepersonal.
Wertgeber werden mit einem roten Balken hervorgehoben, wenn sie überlastet wurden oder ihre Kalibrierung abgelaufen ist.
Wenn ein überlasteter Wertgeber zur Ausführung einer Prüfung ausgewählt wird, wird eine Warnmeldung angezeigt, um den Bediener über den Status des Wertgebers zu informieren.
Wird ein Wertgeber zum ersten Mal verwendet, wird eine Hinweismeldung angezeigt, um den Bediener zu informieren, dass das erstmalige Nutzungsdatum auf das aktuelle Datum gesetzt wird.
Wählen Sie Ja aus, um das erstmalige Nutzungsdatum auf das aktuelle Datum einzustellen.
Wählen Sie Nein aus, um das Datum festzulegen. Wird diese Option ausgewählt, wird die Meldung bei der nächsten Verwendung des Wertgebers erneut angezeigt.
Ist die Kalibrierung des Wertgebers abgelaufen, wird eine Hinweismeldung angezeigt, um den Bediener darüber zu informieren, dass der Wertgeber kalibriert werden muss. Der Wertgeber kann trotzdem weiterhin für Prüfungen verwendet werden.
STpad-Kabeladapter
Anschluss des Geräts an den STpad-Kabeladapter
Verbinden Sie den STpad-Kabeladapter mittels eines USB-Kabels mit dem STpad.
Wählen Sie auf der Startseite Messgeräte aus.
Tippen Sie auf der Seite Messgeräte auf den mit dem Gerät verbundenen STpad-Kabeladapter.
Die Kategorie Allgemein des ausgewählten STpad-Kabeladapters wird automatisch mit den Informationen auf dem verbundenen Messgerät befüllt:
Bezeichnung
Seriennummer
Firmwareversion
Hinweise: Geben Sie Hinweise zum Messgerät ein.
Konfigurieren Sie in der Kategorie Verbindung den folgenden Parameter:
Verbindungsart: nicht verfügbar. Auf USB eingestellt.
COM: nicht verfügbar.
Kurvenmesswerte: Wählen Sie eine der folgenden Optionen für die Kurvenmesswerte vom STpad-Kabeladapter aus:
Immer: Die Kurven werden immer erfasst.
Nur Nicht OK: Nur Nicht OK-Kurven werden erfasst.
Nie: Die Kurven werden nie erfasst.
Angeschlossener Wertgeber
Wenn der an das Messgerät angeschlossene Wertgeber überlastet ist, wird eine Warnmeldung angezeigt, um den Bediener über den Status des Wertgebers zu informieren.
Wird ein Wertgeber zum ersten Mal verwendet, wird eine Hinweismeldung angezeigt, um den Bediener zu informieren, dass das erstmalige Nutzungsdatum auf das aktuelle Datum gesetzt wird.
Wählen Sie Ja aus, um das erstmalige Nutzungsdatum auf das aktuelle Datum einzustellen.
Wählen Sie Nein aus, um das Datum festzulegen. Wird diese Option ausgewählt, wird die Meldung bei der nächsten Verwendung des Wertgebers erneut angezeigt.
Ist die Kalibrierung des Wertgebers abgelaufen, wird eine Hinweismeldung angezeigt, um den Bediener darüber zu informieren, dass der Wertgeber kalibriert werden muss. Der Wertgeber kann weiterhin für Prüfungen verwendet werden.
Steuerung
Dieser Abschnitt beschreibt die Konfiguration eines bestimmten Controllers (Power Focus 3000/4000/6000, Power MACS, Allgemein).
Starten Sie das STpad, um die Startseite anzuzeigen. Wählen Sie unter den verfügbaren Funktionen Controller aus.
Folgende Informationen werden angezeigt:

A | Controller-Symbolleiste | B | Liste der Controller |
Unten finden Sie die Spalten, welche die Liste der Controller definieren:
Name: wird zugewiesen, wenn der Controller konfiguriert wird. Weitere Informationen zum Bearbeiten des Werkzeugnamens finden Sie unter Abschnitt „Controller bearbeiten“.
Seriennummer: wird zugewiesen, wenn der Controller konfiguriert wird. Weitere Informationen zum Bearbeiten der Seriennummer finden Sie unter Abschnitt „Controller bearbeiten“.
Es ist möglich, die Spalten, die die Liste der Controller definieren, auf Kundenwunsch entweder in aufsteigender oder absteigender alphabetischer Reihenfolge zu sortieren. Tippen Sie daher auf die zu sortierende Spalte (im obigen Bildschirm ist „NAME“ ausgewählt): der Pfeil nach oben (rechts neben der Überschrift der Spalte) führt die Informationen zum Controllernamen (oder Seriennummer) in aufsteigender alphabetischer Reihenfolge auf; Pfeil nach unten hingegen führt die Informationen zum Controllernamen (oder Seriennummer) in absteigender alphabetischer Reihenfolge auf.
Es ist möglich, die Reihenfolge der Spalten, welche die Liste der Controller definiert, nach Kundenwunsch anzupassen. Tippen Sie daher auf die zu verschiebende Spaltenüberschrift (d. h. NAME oder SERIENNUMMER); ziehen Sie sie schließlich in die erforderliche Position.
Steuerung hinzufügen
Tippen Sie auf der Seite Controller auf Hinzufügen auf der rechten Seite der Symbolleiste „Controller“. Folgende Informationen werden angezeigt:
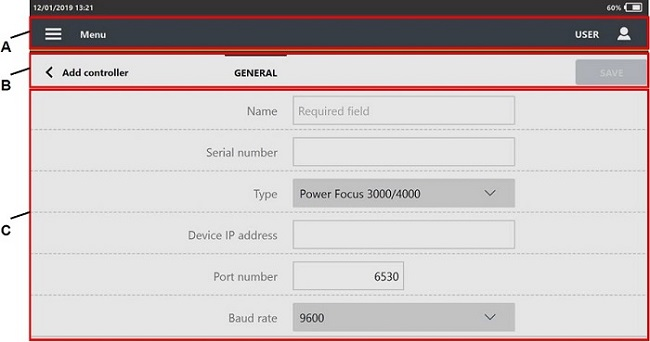
A
Controller-Symbolleiste hinzufügen
B
Parameter
Konfigurieren Sie in der Kategorie Allgemein die Steuerungsparameter.
Tippen Sie in der oberen rechten Ecke der Seite Steuerung hinzufügen auf Speichern.
Steuerungsparameter
Kategorie Allgemein
Name: Geben Sie den Namen des Controllers ein. Das Passwort darf höchstens 50 Zeichen lang sein.
Seriennummer: Geben Sie die Seriennummer des Controllers ein. Das Passwort darf höchstens 50 Zeichen lang sein.
Typ: Wählen Sie die Steuerung aus den folgenden Optionen aus:
Power Focus
Power MACS
Andere Steuerung
Open Protocol
IP-Adresse des Geräts: Geben Sie die IP-Adresse des Controllers ein. Dieser Parameter steht für die Steuerungstypen Power Focus und Open Protocol zur Verfügung.
Portnummer: Geben Sie die Portnummer des Controllers ein. Dieser Parameter steht für die Steuerungstypen Power Focus und Open Protocol zur Verfügung.
Baudrate: Wählen Sie die Baudrate. Dieser Parameter steht für den Steuerungstyp Power MACS nicht zur Verfügung.
Controller löschen
Wählen Sie auf der Startseite Controller aus.
Tippen Sie in der oberen rechten Ecke der Seite „Controller“ auf Auswählen.
Aktivieren Sie auf der linken Seite der Seite „Controller“ die Kontrollkästchen der zu löschenden Controller aus.
Tippen Sie in der oberen rechten Ecke der Seite „Controller“ auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Controller bearbeiten
Tippen Sie auf der Seite Controller auf einen bestehenden Controller, der geändert werden soll.
Folgende Informationen werden angezeigt:

A
Controller-Symbolleiste bearbeiten
B
Parameter
Bearbeiten Sie die erforderlichen Parameter nach Kundenwunsch.
Tippen Sie in der oberen rechten Ecke der Seite „Controller bearbeiten“ auf Speichern.
Wenn der zu bearbeitende Controller mit einer oder mehreren Prüfungen verknüpft ist, wird der Typparameter deaktiviert.
Nach einer Steuerung suchen
Tippen Sie auf der Startseite zwischen den verfügbaren Funktionen auf Steuerungen.
Tippen Sie im mittleren Teil der Symbolleiste auf das Suchsymbol (
).Geben Sie im Textfeld Suchen den Namen der Steuerung ein, nach der gesucht werden soll.
Teilweise Übereinstimmung wird unterstützt: Steuerungen, deren Namen mit der Zeichenfolge übereinstimmen, werden angezeigt.
Tippen Sie zum Zurücksetzen der eingegebenen Zeichenfolge auf das Symbol „Zurücksetzen“ ().
Um die Suchfunktion zu beenden, tippen Sie auf das Linkspfeil-Symbol ().
Schnellprogrammierung - Allgemeine Informationen
Die Schnellprogrammierung ist eine Funktion, die einen Test in nur kurzer Zeit startet, wie im Abschnitt Standardwerte für die Schnellprogrammierung erläutert.
Bevor Sie mit dem Schnellprogrammierungstest beginnen, schließen Sie das Gerät am entsprechenden Messgerät an (weitere Informationen finden Sie unter „Messgeräte“).
Für den Fall, dass das Gerät mit der STbench verbunden ist, führen Sie den „Schnellprogrammierungstest“ über einen der folgenden Wertgeber durch: Bremse, IRTT, IRTT T/A, SRTT, Motorisierte Zelle.
Für den Fall, dass das Gerät mit dem IRC-Connect oder dem Kabeladapter verbunden ist, führen Sie den „Schnellprogrammierungstest“ über einen der folgenden Wertgeber durch: IRTT, IRTT T/A, SRTT.
Betriebsbereich von Wertgebern und Bremse/Zelle: von 10 % bis 100 % der Leistungsfähigkeit.
Das Gerät erstellt automatisch eine Standardprüfung (in Verbindung mit einem Standardwerkzeug) entsprechend des Werkzeugs und des angeschlossenen Wandlers und der ausgewählten Werkzeugstrategie.
Für IRTT, IRTT T/A, SRTT stehen die folgenden Werkzeugstrategien zur Verfügung: Knickschlüssel – Knickschlüssel, Knickschlüssel – Cam-Over, Spitzenwert – Spitzenwert, Elektrowerkzeug – Direktantrieb, Impulswerkzeug – Impulswerkzeug, Impulswerkzeug – ACTA-Impulswerkzeug, Elektrowerkzeug – Nur Winkel.
Für Bremsen stehen die folgenden Werkzeugstrategien zur Verfügung: Knickschlüssel – Knickschlüssel, Knickschlüssel – Cam-Over, Spitzenwert – Spitzenwert, Elektrowerkzeug – Direktantrieb, Elektrowerkzeug – Nur Winkel.
Für motorisierte Zellen stehen die folgenden Werkzeugstrategien zur Verfügung: Knickschlüssel – Knickschlüssel, Knickschlüssel – Cam-Over, Spitzenwert – Spitzenwert.
Für motorisierte Zellen erscheint das Fenster „Parameter auswählen“ mit den folgenden Auswahlmöglichkeiten:
Verschraubungsrichtung: Im Uhrzeigersinn / Gegen den Uhrzeigersinn
Solldrehmoment: von 20 % bis 100 % des Nenndrehmoments der motorisierten Zelle
Anzahl der Proben: (0-1000)
Nähere Informationen finden Sie im Abschnitt Werkzeugprüfung.
Es ist möglich, die Standardprüfung/das Werkzeug für den Schnellprogrammierungstest den Anforderungen des Kunden entsprechend zu ändern. Darüber hinaus können Benutzer auch die Standardprüfung/das Werkzeug in den zugehörigen Abschnitten speichern.
Schnellprogrammierung durchführen
Tippen Sie auf der Startseite auf Schnellprogrammierung.
Wählen Sie im Dialogfeld Wandler auswählen den zu verwendenden Wandler aus.
Wenn keine Geräte mit dem STpad verbunden sind, wird eine Fehlermeldung angezeigt.
Wählen Sie im Dialogfeld Werkzeugstrategie auswählen die zu verwendende Strategie aus. Folgende Strategien sind verfügbar:
Die Werkzeugstrategie ändert sich je nach ausgewähltem Wandler.
Für den Fall, dass der ausgewählte Wandler IRTT, IRTT T/A, SRTT ist, stehen die folgenden Werkzeugstrategien zur Verfügung (unabhängig vom angeschlossenen Messgerät): Knickschlüssel – Knickschlüssel, Elektrowerkzeug – Direktantrieb, Spitzenwert – Spitzenwert, Impulsschrauber – Impulsschrauber, Impulsschrauber - ACTA-Impulsschrauber.
Für den Fall, dass der ausgewählte Wandler die Bremse ist, stehen die folgenden Werkzeugstrategien zur Verfügung (in diesem Fall ist die STbench das angeschlossene Messgerät): Knickschlüssel – Knickschlüssel, Elektrowerkzeug – Direktantrieb, Spitzenwert – Spitzenwert.
Tippen Sie auf der Seite Schnellprogrammierung auf Wiedergabe (
), um die Prüfung durchzuführen.
Tippen Sie in der oberen rechten Ecke der Seite Schnellprogrammierung auf Speichern, um die Konfiguration des Werkzeugs und der Prüfung, die anhand der Schnellprogrammierung konfiguriert wurden, zu speichern.
Die Konfiguration des Werkzeugs und der Prüfung kann bearbeitet werden.
Verknüpfungen
In diesem Abschnitt wird die Navigation von Webseiten auf dem Gerät beschrieben.
Die zur Navigation verfügbaren URLs werden durch externe Software ermöglicht.
Ist die Navigation auf dem Gerät lediglich zu einer URL erlaubt, wird der Name der URL auf der Startseite angezeigt.
Öffnen eines Links
Tippen Sie auf der Startseite auf Links.
Tippen Sie auf die Webseite, um diese zu öffnen und mit der Navigation zu beginnen.
Die Navigationsleiste des Webbrowsers ist auf dem Gerät nicht vorhanden: Die Navigation ist auf die konfigurierten URLs begrenzt und einige grundlegende Browserfunktionen sind eingeschränkt (wie etwa: Weiter, Zurück, Aktualisieren, Rechtsklick, etc.).
Um zur Startseite zurückzukehren, tippen Sie auf das Startseiten-Symbol
und wählen Sie ein Element aus.
Konfiguration
Starten Sie das STpad, um die Startseite anzuzeigen. Wählen Sie aus den verfügbaren Funktionen Konfiguration aus. Folgende Informationen werden angezeigt:
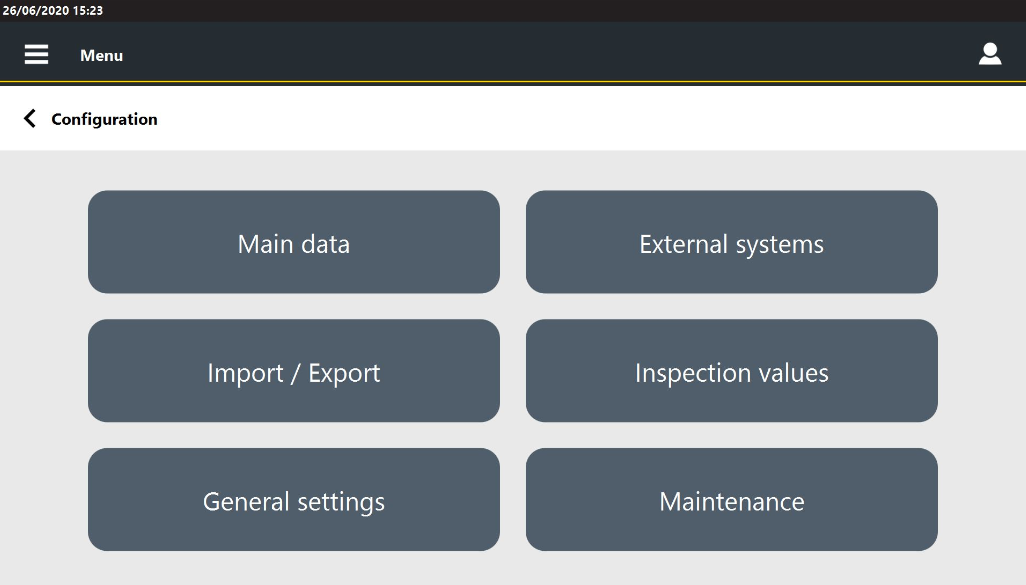
Wichtigste Daten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten.
Auf der Seite Hauptdaten kann Folgendes konfiguriert werden:
Attributlisten
Binärlisten
Zuweisbare Ursachenlisten
Korrekturmaßnahmenlisten
Benutzer
Kurven
Attributlisten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Attributlisten.
In der Attributlistentabelle sind die Spalten:
Name: Name der Attributliste.
Forcierte Auswahl: Dieses Feld ermöglicht zwei Werte:
Wahr: Es ist nicht möglich, während des Tests ein Element von der Prüfungsseite zur Liste hinzuzufügen.
Falsch: Es ist möglich, während des Tests ein Element von der Prüfungsseite zur Liste hinzuzufügen.
Attributliste hinzufügen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Attributlisten.
Tippen Sie in der oberen rechten Ecke der Seite „Attributliste“ auf Hinzufügen.
Konfigurieren Sie in der Kategorie „Allgemein“ der Seite „Attributliste hinzufügen“ die folgenden allgemeinen Parameter:
Name: Name der Attributliste.
Auswahl aus Liste forcieren: Wenn das Kontrollkästchen nicht aktiviert ist, ist es während des Tests möglich, ein neues Element im Feld „Kundenwert“ hinzuzufügen.
Tippen Sie auf der Seite „Attributliste hinzufügen“ auf Attribut.
Tippen Sie in der Kategorie „Attribut“ der Seite „Attributliste hinzufügen“ auf das Symbol „Hinzufügen“.
Geben Sie im rot markierten Feld den Namen des Attributlistenelements ein.
Wählen Sie aus der Dropdown-Liste „Nicht OK“ den Status des zu prüfenden Attributs auf der Probe aus.
Geben Sie im Textfeld „Name“ den Wert des Attributs ein.
Tippen Sie in der oberen rechten Ecke der Seite „Attributliste hinzufügen“ auf Speichern.
Verschieben eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Attribut“ der Seite „Attributliste hinzufügen“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol Pfeil nach oben/unten (
 ), um das Element nach oben/unten zu verschieben.
), um das Element nach oben/unten zu verschieben.Tippen Sie in der oberen rechten Ecke der Seite „Attributliste hinzufügen“ auf Speichern.
Löschen eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Attribut“ der Seite „Attributliste hinzufügen“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol „Löschen“ (
), um das ausgewählte Element zu löschen.Tippen Sie in der oberen rechten Ecke der Seite „Attributliste hinzufügen“ auf Speichern.
Attributliste löschen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Attributlisten.
Tippen Sie in der oberen rechten Ecke der Seite „Attributlisten“ auf Auswählen.
Aktivieren Sie auf der linken Seite der Seite „Attributlisten“ die Kontrollkästchen der zu löschenden Attributlisten aus.
Tippen Sie in der oberen rechten Ecke der Seite „Attributlisten“ auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Attributliste bearbeiten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Attributlisten.
Tippen Sie in der oberen rechten Ecke der Seite „Attributliste“ auf Hinzufügen.
Tippen Sie auf der Seite „Attributliste bearbeiten“ auf Attribut.
Bearbeiten Sie in der Kategorie „Attribut“ auf der Seite „Attributliste hinzufügen“ die Parameter nach Kundenwunsch.
Tippen Sie in der oberen rechten Ecke der Seite „Attributliste hinzufügen“ auf Speichern.
Verschieben eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Attribut“ der Seite „Attributliste bearbeiten“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol Pfeil nach oben/unten, um das Element nach oben/unten zu verschieben
Tippen Sie in der oberen rechten Ecke der Seite „Attributliste bearbeiten“ auf Speichern.
Löschen eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Attribut“ der Seite „Attributliste bearbeiten“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol „Löschen“, um das ausgewählte Element zu löschen.
Tippen Sie in der oberen rechten Ecke der Seite „Attributliste bearbeiten“ auf Speichern.
Binärlisten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Binärlisten.
In der Binärlistentabelle ist die Spalte:
Name: Name der Binärliste.
Binärliste hinzufügen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Binärlisten.
Tippen Sie in der oberen rechten Ecke der Seite „Binärlisten“ auf Hinzufügen.
Konfigurieren Sie in der Kategorie „Allgemein“ der Seite „Binärliste hinzufügen“ die folgenden allgemeinen Parameter:
Name: Name der Binärliste.
Eintrag für „OK“: Geben Sie die Bedingung zum Bestehen des Tests ein.
Eintrag für „Nicht OK“: Geben Sie die Bedingung zum Nichtbestehen des Tests ein.
Tippen Sie in der oberen rechten Ecke der Seite „Binärliste hinzufügen“ auf Speichern.
Binärliste löschen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Binärliste.
Tippen Sie in der oberen rechten Ecke der Seite „Binärlisten“ auf Auswählen.
Aktivieren Sie auf der linken Seite der Seite „Binärlisten“ die Kontrollkästchen der zu löschenden Binärlisten aus.
Tippen Sie in der oberen rechten Ecke der Seite „Binärlisten“ auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Binärliste bearbeiten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Binärliste.
Wählen Sie auf der Seite „Binärlisten“ eine bereits konfigurierte Binärliste aus.
Bearbeiten Sie in der Kategorie „Allgemein“ auf der Seite „Binärliste bearbeiten“ die Parameter nach Kundenwunsch.
Tippen Sie in der oberen rechten Ecke der Seite „Binärliste bearbeiten“ auf Speichern.
Zuweisbare Ursachenlisten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Zuweisbare Ursachenlisten.
Die Tabelle zuweisbarer Ursachenlisten enthält die folgenden Spalten:
Name: Name der zuweisbaren Ursachenliste.
Forcierte Auswahl: Dieses Feld ermöglicht zwei Werte:
Wahr: Es ist nicht möglich, während des Tests ein Element von der Prüfungsseite zur Liste hinzuzufügen.
Falsch: Es ist möglich, während des Tests ein Element von der Prüfungsseite zur Liste hinzuzufügen.
Zuweisbare Ursachenliste hinzufügen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Zuweisbare Ursachenlisten.
Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenlisten“ auf Hinzufügen.
Konfigurieren Sie in der Kategorie „Allgemein“ der Seite „Zuweisbare Ursachenliste hinzufügen“ die folgenden allgemeinen Parameter:
Name: Name der zuweisbaren Ursachenliste.
Auswahl aus Liste forcieren: Wenn das Kontrollkästchen nicht aktiviert ist, ist es während des Tests möglich, ein neues Element im Feld „Kundenwert“ hinzuzufügen.
Tippen Sie auf der Seite „Zuweisbare Ursachenlisten“ auf Zuweisbare Ursachen.
Tippen Sie in der Kategorie „Zuweisbare Ursachen“ der Seite „Zuweisbare Ursachenlisten“ auf das Symbol Hinzufügen.
Geben Sie im rot markierten Feld den Namen des Punkts auf der zuweisbaren Ursachenliste ein. Es ist möglich, maximal 50 Punkte zu jeder zuweisbaren Ursachenliste hinzuzufügen.
Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenliste hinzufügen“ auf Speichern.
Verschieben eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Zuweisbare Ursachen“ der Seite „Zuweisbare Ursachenlisten“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol Pfeil nach oben/unten (
), um das Element nach oben/unten zu verschieben.Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenliste“ auf Speichern.
Löschen eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Zuweisbare Ursachen“ der Seite „Zuweisbare Ursachenlisten“ das Kontrollkästchen in der Nähe des Elementnamens. Es kann mehr als ein Element zum Löschen ausgewählt werden.
Tippen Sie auf das Symbol Löschen (
), um die ausgewählten Elemente zu löschen.Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenliste“ auf Speichern.
Zuweisbare Ursachenliste löschen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Zuweisbare Ursachenlisten.
Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenlisten“ auf Auswählen.
Aktivieren Sie auf der linken Seite der Seite „Zuweisbare Ursachenlisten“ die Kontrollkästchen der zu löschenden zuweisbaren Ursachenlisten aus.
Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenlisten“ auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Zuweisbare Ursachenliste bearbeiten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Zuweisbare Ursachenlisten.
Wählen Sie auf der Seite „Zuweisbare Ursachenlisten“ eine bereits konfigurierte zugewiesene Ursachenliste aus.
Bearbeiten Sie in der Kategorie „Allgemein“ auf der Seite „Zuweisbare Ursachenliste bearbeiten“ die Parameter nach Kundenwunsch.
Tippen Sie im oberen Teil der Seite „Zuweisbare Ursachenliste bearbeiten“ auf Zuweisbare Ursachen.
Bearbeiten Sie in der Kategorie „Zuweisbare Ursachen“ auf der Seite „Zuweisbare Ursachenliste bearbeiten“ die Parameter nach Kundenwunsch.
Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenliste bearbeiten“ auf Speichern.
Verschieben eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Zuweisbare Ursachen“ der Seite „Zuweisbare Ursachenlisten bearbeiten“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol Pfeil nach oben/unten, um das Element nach oben/unten zu verschieben.
Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenliste bearbeiten“ auf Speichern.
Löschen eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Zuweisbare Ursachen“ der Seite „Zuweisbare Ursachenlisten bearbeiten“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol „Löschen“, um das ausgewählte Element zu löschen.
Tippen Sie in der oberen rechten Ecke der Seite „Zuweisbare Ursachenliste bearbeiten“ auf Speichern.
Korrekturmaßnahmenlisten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Korrekturmaßnahmenlisten.
Die Korrekturmaßnahmenlistentabelle enthält die folgenden Spalten:
Name: Name der Korrekturmaßnahmenliste.
Forcierte Auswahl: Dieses Feld ermöglicht zwei Werte:
Wahr: Es ist nicht möglich, während des Tests ein Element von der Prüfungsseite zur Liste hinzuzufügen.
Falsch: Es ist möglich, während des Tests ein Element von der Prüfungsseite zur Liste hinzuzufügen.
Korrekturmaßnahmenliste hinzufügen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Korrekturmaßnahmenlisten.
Tippen Sie in der oberen rechten Ecke der Seite „Korrekturmaßnahmenlisten“ auf Hinzufügen.
Konfigurieren Sie in der Kategorie „Allgemein“ der Seite „Korrekturmaßnahmenliste hinzufügen“ die folgenden Parameter:
Name: Name der Korrekturmaßnahmenliste.
Auswahl aus Liste forcieren: Wenn das Kontrollkästchen nicht aktiviert ist, ist es während des Tests möglich, ein neues Element im Feld „Kundenwert“ hinzuzufügen.
Tippen Sie auf der Seite „Korrekturmaßnahmenliste“ auf Korrekturmaßnahmen.
Tippen Sie in der Kategorie „Korrekturmaßnahmen“ der Seite „Korrekturmaßnahmenlisten“ auf das Symbol Hinzufügen.
Geben Sie im rot markierten Feld den Namen der Korrekturmaßnahmenliste ein. Zu jeder Korrekturmaßnahmenliste können maximal 50 Elemente hinzugefügt werden.
Tippen Sie in der oberen rechten Ecke der Seite „Korrekturmaßnahmenliste hinzufügen“ auf Speichern.
Verschieben eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Korrekturmaßnahmen“ der Seite „Korrekturmaßnahmenliste“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol Pfeil nach oben/unten (
), um das Element nach oben/unten zu verschieben.Tippen Sie in der oberen rechten Ecke der Seite „Korrekturmaßnahmenliste“ auf Speichern.
Löschen eines Punkts in der Liste:
Aktivieren Sie in der Kategorie „Korrekturmaßnahmen“ der Seite „Korrekturmaßnahmenliste“ das Kontrollkästchen in der Nähe des Elementnamens. Es kann mehr als ein Element zum Löschen ausgewählt werden.
Tippen Sie auf das Symbol Löschen (
), um die ausgewählten Elemente zu löschen. Tippen Sie in der oberen rechten Ecke der Seite „Korrekturmaßnahmenliste“ auf Speichern.
Korrekturmaßnahmenliste löschen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Korrekturmaßnahmenlisten.
Tippen Sie in der oberen rechten Ecke der Seite „Korrekturmaßnahmenlisten“ auf Auswählen.
Wählen Sie auf der linken Seite der Seite „Korrekturmaßnahmenlisten“ die Kontrollkästchen der zu löschenden Korrekturmaßnahmenlisten aus.
Tippen Sie in der oberen rechten Ecke der Seite „Korrekturmaßnahmenlisten“ auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Korrekturmaßnahmenliste bearbeiten
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Korrekturmaßnahmenlisten.
Wählen Sie auf der Seite „Korrekturmaßnahmenlisten“ eine bereits konfigurierte Korrekturmaßnahmenliste aus.
Bearbeiten Sie in der Kategorie „Allgemein“ auf der Seite „Korrekturmaßnahmenliste bearbeiten“ die Parameter nach Kundenwunsch.
Tippen Sie im oberen Teil der Seite „Korrekturmaßnahmenliste bearbeiten“ auf Korrekturmaßnahmen.
Bearbeiten Sie in der Kategorie „Korrekturmaßnahmen“ auf der Seite „Korrekturmaßnahmenliste bearbeiten“ die Parameter nach Kundenwunsch.
Tippen Sie in der oberen rechten Ecke der Seite „Korrekturmaßnahmenliste bearbeiten“ auf Speichern.
Verschieben eines Punkts in der Liste:
Aktivieren Sie in der Kategorie Korrekturmaßnahmen der Seite Korrekturmaßnahmenliste bearbeiten das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol Pfeil nach oben/unten, um das Element nach oben/unten zu verschieben.
Tippen Sie in der oberen rechten Ecke der Seite Korrekturmaßnahmenliste bearbeiten auf Speichern.
Löschen eines Punkts in der Liste
Aktivieren Sie in der Kategorie Korrekturmaßnahmen der Seite „Korrekturmaßnahmenliste bearbeiten“ das Kontrollkästchen in der Nähe des Elementnamens.
Tippen Sie auf das Symbol Löschen (
), um das ausgewählte Element zu löschen.Tippen Sie in der oberen rechten Ecke der Seite Korrekturmaßnahmenliste bearbeiten auf Speichern.
Benutzer
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Benutzer.
Die Benutzertabelle enthält die folgenden Spalten:
Benutzer: Anmeldename.
Name: Vor- und Nachname des Benutzers.
Zum Sortieren der Spalten, aus denen die Benutzerliste besteht: Tippen Sie auf die zu sortierende Spalte; der Pfeil nach oben (rechts neben der Spaltenüberschrift) führt die Informationen zum Benutzer (oder Namen) in aufsteigender alphabetischer Reihenfolge auf; der Pfeil nach unten führt die Informationen zum Benutzer (oder Namen) in absteigender alphabetischer Reihenfolge auf.
Zum Anpassen der Reihenfolge der Spalten, aus denen die Liste der Benutzer besteht: Tippen Sie auf die zu verschiebende Spaltenüberschrift (Benutzer / Name); verschieben Sie sie anschließend per Drag&Drop zur gewünschten Position.
Die Ergebnisse des durchgeführten Tests werden mit dem angemeldeten Benutzer verknüpft.
Hinzufügen eines Benutzers
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Benutzer.
Tippen Sie in der oberen rechten Ecke der Seite Benutzer auf Hinzufügen.
Konfigurieren Sie in der Kategorie Allgemein der Seite Benutzer hinzufügen die folgenden Parameter:
Anmeldename: Geben Sie den Benutzernamen ein. Dieser Name wird für die Anmeldung verwendet.
Passwort: Geben Sie das Anmeldepasswort für den Benutzer ein.
Für das Passwort gelten folgende Anforderungen:
Das Passwort muss 8 bis 25 Zeichen lang sein.
Das Passwort muss mindestens einen Großbuchstaben enthalten.
Das Passwort muss mindestens einen Kleinbuchstaben enthalten.
Das Passwort muss mindestens eine Zahl enthalten.
Leerzeichen sind zulässig.
Groß-/Kleinbuchstaben mit Akzentzeichen gelten nicht als Groß-/Kleinbuchstaben.
Zeichensatz CODE 39 ist zulässig.
Passwort bestätigen: Geben Sie erneut das Passwort ein.
Wenn die im Textfeld „Passwort“ und im Textfeld „Passwort bestätigen“ eingegebene Zeichenfolge voneinander abweicht, wird das Textfeld „Passwort bestätigen“ rot markiert.
Vorname: Geben Sie den Vornamen des Benutzers ein.
Nachname: Geben Sie den Nachnamen des Benutzers ein.
Hat Passwort: Aktivieren Sie das Kontrollkästchen, wenn für die Benutzeranmeldung ein Passwort erforderlich sein soll.
Wenn das Kontrollkästchen Hat Passwort nicht aktiviert ist, muss der Benutzer bei der Anmeldung das Textfeld „Passwort“ leer lassen. In diesem Fall kann man auch ohne Passwortabfrage bei der Anmeldung die Ergebnisse zurückverfolgen.
Tippen Sie in der oberen rechten Ecke der Seite Benutzer hinzufügen auf Speichern.
Benutzer löschen
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Benutzer.
Tippen Sie in der oberen rechten Ecke der Seite Benutzer auf Auswählen.
Aktivieren Sie auf der linken Seite der Seite Benutzer die Kontrollkästchen der zu löschenden Benutzer aus.
Tippen Sie in der oberen rechten Ecke der Seite Benutzer auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Wenn ein angemeldeter Benutzer sein eigenes Profil löscht, bleibt es aktiv, bis sich der Benutzer abmeldet und die Ergebnisse des durchgeführten Tests mit dem gelöschten Benutzer verknüpft wurden.
Benutzer bearbeiten
Tippen Sie auf der Seite Konfiguration > Hauptdaten > Benutzer auf einen bestehenden Benutzer, der geändert werden soll.
Folgende Informationen werden angezeigt:

A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Bearbeiten Sie auf der Seite Benutzer bearbeiten die erforderlichen Parameter nach Kundenwunsch.
Tippen Sie in der oberen rechten Ecke der Seite „Benutzer bearbeiten“ auf Speichern.
Kurven
Das Menü Kurven ist nur verfügbar, wenn die Lizenz für die Kurvensimulation auf dem Gerät aktiv ist.
Das Menü Kurven kann über externe Software deaktiviert werden.
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Kurven.
Die Kurventabelle enthält die folgenden Spalten:
Name: Name der Kurve.
Hinweise: Anmerkungen zur Kurve.
Hinzufügen einer Kurve
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Kurven.
Tippen Sie in der oberen rechten Ecke der Seite Kurve auf Hinzufügen.
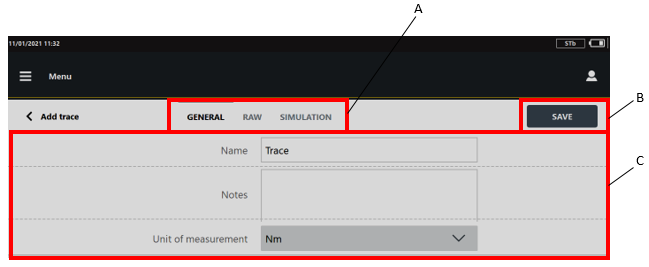
A
Kategorien
B
Schaltfläche Speichern
C
Parameter
Konfigurieren Sie in der Kategorie Allgemein die allgemeinen Parameter der Kurve.
Tippen Sie im oberen Bereich der Seite Kurve hinzufügen auf die Kategorie Rohdaten und importieren bzw. erfassen Sie bis zu 10 Kurven. Wählen Sie anschließend die Rohdatenkurven aus, die verarbeitet werden sollen.
Tippen Sie im oberen Bereich der Seite Kurve hinzufügen auf die Kategorie Simulation und passen Sie gegebenenfalls die Parameter der simulierten Kurve an.
Tippen Sie in der oberen rechten Ecke der Seite Kurve hinzufügen auf Speichern.
Importieren einer Rohdatenkurve
Diese Funktion ermöglicht den Import von Kurven aus einer externen Software, indem Daten aus einer Datei importiert werden.
Informationen zur Datei finden Sie unter Anforderungen an Rohdatenkurven-Dateien
Erstellen Sie auf dem USB-Speichermedium ein Verzeichnis und benennen Sie dieses zu curves um.
Fügen Sie die Kurven dem Verzeichnis hinzu. Die unterstützten Dateiformate sind .qap und .txt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie in der oberen rechten Ecke der Kategorie Rohdaten auf Importieren.
Wählen Sie im Dialogfeld Datei auswählen die zu importierende Kurve aus.
Es können bis zu 10 Kurven importiert werden. Wenn die maximale Anzahl von zu importierenden Kurven erreicht wurde, wird die Schaltfläche Importieren deaktiviert.
Erfassen einer Rohdatenkurve
Diese Funktion erlaubt das Erfassen einer Kurve mittels eines IRTT/A.
Tippen Sie in der oberen rechten Ecke der Kategorie Rohdaten auf Erfassen.
Erfassen Sie die Kurven im Fenster Erfassen von Rohdatenkurven.
Wenn die maximale Anzahl von zu erfassenden Kurven erreicht wurde, wird die Meldung „Keine weiteren Messungen für den aktuellen Test erforderlich“ angezeigt.
Tippen Sie auf OK.
Löschen einer Rohdatenkurve
Tippen Sie in der oberen rechten Ecke der Kategorie Rohdaten auf Auswählen.
Aktivieren Sie die Kontrollkästchen der zu löschenden Rohdatenkurven.
Rohdatenkurven, die als „in Verwendung“ gekennzeichnet sind, können nicht gelöscht werden.
Tippen Sie in der oberen rechten Ecke der Kategorie Rohdaten auf Löschen
Tippen Sie innerhalb der Meldung Bestätigung erforderlich auf OK.
Simulieren einer Kurve
Bei der Simulation einer Kurve werden die zuvor importierten bzw. erfassten Rohdatenkurven verarbeitet, um die Kurve zu erstellen, welche die STbench während des Tests simuliert.
Tippen Sie in der oberen rechten Ecke der Kategorie Rohdaten auf Auswählen.
Aktivieren Sie das Kontrollkästchen der Kurven, die in die Simulation aufgenommen werden sollen.
Tippen Sie in der oberen rechten Ecke der Kategorie Rohdaten auf Verarbeiten.
In der Kategorie Simulation können folgende Vorgänge durchgeführt werden:
Einstellung der Polynom-Anpassung (standardmäßig auf 7 gesetzt)
Einstellung der Startprojektion (standardmäßig auf 5 % gesetzt)
Einstellung der Endprojektion (standardmäßig auf 5 % gesetzt)
Rohdatenkurven anzeigen/ausblenden (standardmäßig aktiviert)
Durchschnittskurve anzeigen/ausblenden (standardmäßig aktiviert)
Rohdatenkurven am Spitzenmoment ausrichten (standardmäßig aktiviert)
Tippen Sie auf die Schaltfläche Testen, um die simulierte Kurve zu testen.
Die Kurve wird an die STbench geschickt und der Test beginnt an einer der Bremsen. Auf diese Weise kann die Qualität der Kurvenapproximation beurteilt und überprüft werden, ob der Test ausgeführt werden kann.Die Software wählt die Bremse nicht automatisch auf Grundlage der Kurve und der Bremsleistung aus. Stellen Sie sicher, dass die am besten geeignete Bremse für den Test ausgewählt wird.
Auf dem Bildschirm Simulationstest können bis zu zehn Testkurven erfasst werden (ab der elften werden ältere Kurven schrittweise gelöscht).
Durch Klick auf die Schaltfläche Am Spitzenmoment ausrichten ( ) werden die Kurve, die simuliert werden soll, sowie die bereits simulierten Kurven am Spitzenmoment ausgerichtet.
) werden die Kurve, die simuliert werden soll, sowie die bereits simulierten Kurven am Spitzenmoment ausgerichtet.
A
Schaltfläche Am Spitzenmoment ausrichten
Schließen Sie den Bildschirm Simulationstest und tippen Sie anschließend auf Speichern, um die Parameter der simulierten Kurve zu speichern.
Bearbeiten einer Kurve
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Kurven.
Tippen Sie auf der Seite Kurve auf eine bestehende Kurve.
Bearbeiten Sie auf der Seite Kurve bearbeiten die erforderlichen Parameter.
In der Kategorie Allgemein werden die allgemeinen Parameter der Kurve angezeigt.
In der Kategorie Rohdaten kann die Liste der importierten/erfassten Kurven bearbeitet und die Rohdatenkurven zur Verarbeitung ausgewählt werden.
In der Kategorie Simulation können die Parameter der simulierten Kurven gegebenenfalls angepasst werden.
Tippen Sie in der oberen rechten Ecke der Seite Kurve bearbeiten auf Speichern.
Löschen einer Kurve
Tippen Sie auf der Startseite auf Konfiguration > Hauptdaten > Kurven.
Tippen Sie in der oberen rechten Ecke der Seite Kurve auf Auswählen.
Wählen Sie im linken Bereich der Seite Kurve die Kontrollkästchen der zu löschenden Kurven aus.
Tippen Sie in der oberen rechten Ecke der Seite Kurve auf Löschen.
Tippen Sie auf der Nachricht Bestätigung erforderlich auf OK.
Externe Systeme
Tippen Sie auf der Startseite auf Konfiguration > Externe Systeme.
Auf der Seite Externe Systeme kann Folgendes konfiguriert werden:
API-Kommunikation
Open Protocol-Kommunikation
SIGOP/SCOUP-Integration
Werkzeug-Tracker
API-Konfiguration
Tippen Sie auf der Startseite auf Konfiguration > Externe Systeme > API-Konfiguration.
Geben Sie im Feld API-Port die Nummer des zu verwendenden Anschlusses für die Kommunikation mit den Geräten ein und tippen Sie auf Speichern.
Der zulässige Maximalwert ist 65535, der Standardwert ist 60005.
Open Protocol
Tippen Sie auf der Startseite auf Konfiguration > Externe Systeme > Open Protocol .
Um Open Protocol zu aktivieren, wählen Sie das Kontrollkästchen Aktiviert aus und geben Sie die Nummer des zu verwendenden Anschlusses in das Feld Open Protocol-Port ein. Tippen Sie im Anschluss auf Speichern.
Standardmäßig ist das Kontrollkästchen Aktiviert nicht ausgewählt.
Es folgen die verfügbaren MIDs (Nachrichtenkennungen):
MID | Beschreibung | Revisionsbereiche |
|---|---|---|
0001 | Kommunikationsstart | 0 ÷ 1 |
0002 | Kommunikationsstart bestätigen | 0 ÷ 5 |
0003 | Kommunikationsstop | 0 ÷ 1 |
0004 | Befehlsfehler | 0 ÷ 1 |
0005 | Befehl bestätigt | 0 ÷ 1 |
0010 | Sendeanforderung für PSatz-ID | 0 ÷ 1 |
0011 | Sendeantwort für PSatz-ID | 0 ÷ 1 |
0014 | PSatz ausgewählt anerkennen | 0 ÷ 1 |
0015 | Psatz ausgewählt | 0 ÷ 2 |
0016 | PSatz ausgewählt bestätigen | 0 ÷ 1 |
0017 | PSatz ausgewählt aberkennen | 0 ÷ 1 |
0018 | PSatz wählen | 0 ÷ 1 |
0060 | Daten letztes Verschraubungsergebnis anerkennen | 0 ÷ 1 |
0061 | Daten letztes Verschraubungsergebnis | 0 ÷ 7 (+999) |
0062 | Daten letztes Verschraubungsergebnis bestätigen | 0 ÷ 1 |
0063 | Daten letztes Verschraubungsergebnis aberkennen | 0 ÷ 1 |
0064 | Sendeanforderung altes Verschraubungsergebnis | 0 ÷ 1 |
0065 | Sendeantwort altes Verschraubungsergebnis | 0 ÷ 6 |
0080 | Anzeigezeit-Sendeanforderung | 0 ÷ 1 |
0081 | Anzeigezeit-Sendeantwort | 0 ÷ 1 |
9999 | Meldung funktionstüchtig halten | 0 ÷ 1 |
SIGOP/SCOUP
Tippen Sie auf der Startseite auf Konfiguration > Externe Systeme > SIGOP/SCOUP.
Auf der Seite SIGOP/SCOUP können folgende Vorgänge durchgeführt werden:
Konfiguration der SIGOP/SCOUP-Integration
Route importieren
Ergebnisse exportieren
Konfigurieren der SIGOP/SCOUP-Integration
Tippen Sie auf der Startseite auf Konfiguration > SIGOP/SCOUP > Konfiguration.
Wählen Sie das Kontrollkästchen Aktiviert aus, um die SIGOP/SCOUP-Integration zu aktivieren.
Geben Sie in das Feld Pfad der Routen-Eingabedatei den Pfad der Datei ein, welche die zu importierenden Tests enthält.
Wenn der eingegebene Pfad relativ ist, sucht das STpad im ersten verfügbaren Gerät aus dem Netzwerkordner und den Geräten mit Wechseldatenträger nach der Datei.
Geben Sie in das Feld Pfad der Routen-Ausgabedatei den Pfad der Datei ein, in welche die Ergebnisse exportiert werden.
Wenn der eingegebene Pfad relativ ist, schreibt das STpad die Datei auf das erste verfügbare Gerät aus dem Netzwerkordner sowie die Geräte mit Wechseldatenträger.
Wählen Sie aus der Dropdown-Liste Prüfung importieren als eine der folgenden Optionen aus:
Cm/Cmk ISO, um Tests aus der Routendatei als Cm/Cmk ISO-Prüfungen zu importieren.
SPC, um Tests aus der Routendatei als SPC-Prüfungen zu importieren.
Beim Importieren von Cm/Cmk ISO-Prüfungen wird die Gruppengröße aus dem globalen Standardwert bezogen (Konfiguration > Standardwerte > Prüfungsstandardwerte > Anzahl der Proben).
Beim Importieren von SPC-Prüfungen wird die Gruppengröße aus der Routen-Eingabedatei bezogen.
Wählen Sie das Kontrollkästchen VIN abfragen aus, um die VIN bei der Ausführung einer Prüfung zu verlangen.
Tippen Sie auf die Schaltfläche Speichern.
Importieren einer Route aus einer SIGOP/SCOUP-Datei
Tippen Sie auf der Startseite auf Konfiguration > Externe Systeme > SIGOP/SCOUP > Route importieren.
Wenn der Import abgeschlossen ist, tippen Sie auf der Startseite auf das Menü Route, um die importierten Prüfungen anzuzeigen.
Exportieren von Ergebnissen in eine SIGOP/SCOUP-Datei
Tippen Sie auf der Startseite auf Konfiguration > SIGOP/SCOUP > Ergebnisse exportieren.
Wenn der Export abgeschlossen ist, wird die Datei unter dem im SIGOP/SCOUP-Konfigurationsmenü festgelegten Pfad erstellt.
Werkzeug-Tracker
Tippen Sie auf der Startseite auf Konfiguration > Externe Systeme > Werkzeug-Tracker.
Der Werkzeug-Tracker ermöglicht die Aufzeichnung der folgenden Informationen in Bezug auf die Ergebnisse einer SPC-Prüfung:
DATUHRSTART: Datum und Uhrzeit der Ergebnisse.
WKZ_NAME: Werkzeugnummer.
WKZ_HERST: Hersteller.
WKZ_MODELL: Modellnummer.
WKZ_SERNR: Seriennummer des Werkzeugs.
WKZTECHNO: Werkzeugtyp. Folgende Arten sind verfügbar: 1 = Leistung, 2 = Impuls, 3 = Knick, 4 = Spitzenwert.
PRUEFER: Name des Prüfers.
UG: unterer Grenzwert des Drehmomentbereichs.
SOLL: Solldrehmoment.
OG: oberer Grenzwert des Drehmomentbereichs.
LFDNR: Fortlaufende Nummer der Drehmomentwerte bei der SPC-Prüfung.
WERT: gemessener Drehmomentwert.
Es werden nur die konfigurierten Informationen erfasst
Konfiguration des Werkzeug-Trackers
Tippen Sie auf der Startseite auf Konfiguration > Externe Systeme > Werkzeug-Tracker.
Konfigurieren Sie auf der Konfigurationsseite des Werkzeug-Trackers die folgenden Parameter:
Aktivieren: Aktivieren Sie das Kontrollkästchen, um die Aufzeichnung der oben aufgeführten Informationen zu ermöglichen.
Dateiname: Geben Sie den Pfad einer Datei zur Aufzeichnung der Ergebnisinformationen ein. Die Datei muss vom Bediener erstellt werden.
Exportmodus: Wählen Sie aus zwischen:
Nach jeder Messung: Die Messergebnisse werden nach jeder abgeschlossenen Messung in die Datei exportiert.
Test abgeschlossen: Die Messungen werden in die Datei exportiert, wenn der Test abgeschlossen oder abgebrochen wird.
Exportierte Datei: Wählen Sie aus zwischen:
Tägliche Rotation: Es wird eine neue Datei erstellt, wenn die erste Messung des Tages erfasst wird.
Einzelner Test: Eine neue Datei wird am Ende jedes Tests erstellt.
Einzigartig: Alle Messungen werden in eine einzelne Datei exportiert.
Tippen Sie in der oberen rechten Ecke der Konfigurationsseite für den Werkzeug-Tracker auf Speichern.
Import / Export
Tippen Sie auf der Startseite auf Konfiguration > Import / Export.
Auf der Seite Import/ Export können folgende Vorgänge durchgeführt werden:
Erstellen von Vorlagendateien für Prüfungen und Routen
Importieren von Werkzeugprüfungen
Importieren von Verbindungsprüfungen
Routen importieren
Ergebnisse exportieren
Die auf dem STa 6000 konfigurierten Prüfungen können in das Gerät importiert werden. Die zu importierende Datei wird durch ToolsTalk BLM erstellt. Diese Funktion steht ab der ToolsTalk-Version 10.12x zur Verfügung.
Weitere Informationen zum Export von Prüfungen finden Sie im Benutzerhandbuch des STa 6000.
Vorlagen
Um Prüfungen (Werkzeugprüfungen und Verbindungsprüfungen) und Routen von dem PC auf das Gerät zu importieren, müssen zunächst die Vorlagendateien vom Gerät exportiert, die Tests den Dateien hinzugefügt und schließlich die bearbeiteten Dateien an das Gerät übertragen werden.
Erstellung der Vorlagendatei für Werkzeugprüfungen
Die Vorlagendatei für Werkzeugprüfungen ist die Quelldatei, die Prüfungen am kundenseitigen PC über ein externes Gerät (also das Speichermedium) durchführt.
Führen Sie das folgende Verfahren durch, um Prüfungen über den eigenen PC zu erstellen:
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Import / Export > Vorlagen > Vorlagendatei für Werkzeugprüfungen.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Tippen Sie auf Erzeugen. Am Ende des Prozesses erscheint die Meldung Die Datei wurde korrekt auf dem ausgewählten Laufwerk erstellt. Tippen Sie anschließend auf OK
Wenn die Vorlagendatei bereits auf dem USB-Speichermedium gespeichert wurde, erscheint die Meldung Die Datei existiert bereits. Möchten Sie überschreiben?.
Tippen Sie auf OK, um die alte Vorlagendatei zu überschreiben.
Tippen Sie auf Abbrechen, um zurück zur Seite Vorlagendatei für Werkzeugprüfungen zu navigieren.
Erstellung der Vorlagendatei für Verbindungsprüfungen
Die Vorlagendatei für Verbindungsprüfungen ist die Quelldatei, die Prüfungen am kundenseitigen PC über ein externes Gerät (also das Speichermedium) durchführt.
Führen Sie das folgende Verfahren durch, um Prüfungen über den eigenen PC zu erstellen:
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Import / Export > Vorlagen > Vorlagendatei für Verbindungsprüfungen.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Tippen Sie auf Erzeugen. Am Ende des Prozesses erscheint die Meldung Die Datei wurde korrekt auf dem ausgewählten Laufwerk erstellt. Tippen Sie anschließend auf OK
Wenn die Vorlagendatei bereits auf dem USB-Speichermedium gespeichert wurde, erscheint die Meldung Die Datei existiert bereits. Möchten Sie überschreiben?.
Tippen Sie auf OK, um die alte Vorlagendatei zu überschreiben.
Tippen Sie auf Abbrechen, um zurück zur Seite Vorlagendatei für Verbindungsprüfungen zu navigieren.
Erstellung der Vorlagendatei für Routen
Die Vorlagendatei für Routen ist die Quelldatei, die Routen am kundenseitigen PC über ein externes Gerät (also das Speichermedium) ausführt.
Führen Sie das folgende Verfahren durch, um Routen über den eigenen PC zu erstellen:
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Klicken Sie auf Konfiguration > Import / Export > Vorlagen > Vorlagendatei für Routen.
Wenn das USB-Speichermedium nicht mit dem Gerät verbunden ist, wird die Meldung Kein Laufwerk gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Tippen Sie auf Erzeugen. Am Ende des Prozesses erscheint die Meldung Die Datei wurde korrekt auf dem ausgewählten Laufwerk erstellt. Tippen Sie anschließend auf OK
Wenn die Vorlagendatei bereits auf dem USB-Stick gespeichert wurde, erscheint die Meldung Die Datei existiert bereits. Möchten Sie überschreiben?.
Tippen Sie auf OK, um die alte Vorlagendatei zu überschreiben.
Tippen Sie auf Abbrechen, um zurück zur Seite Vorlagendatei für Routen zu gehen.
Importieren von Werkzeugprüfungen auf das Gerät
Konfigurieren Sie die Prüfung, die auf das Gerät importiert werden soll, in der Datei STpad_ToolInspectionImportFile.xlms. Speichern Sie die Datei STpad_ToolInspectionImportFile.stpad anschließend auf dem USB-Speichermedium (weitere Informationen finden Sie unter Hinzufügen einer Werkzeugprüfung über die Vorlagendatei).
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Import / Export > Werkzeugprüfung importieren.
Tippen Sie auf Datei importieren. Es wird die Meldung Wenn Sie fortfahren, wird die Datenbank mit der importierten Datei überschrieben. Möchten Sie fortfahren? angezeigt.
Tippen Sie auf OK, um die Datenbank mit der/den importierten Prüfung(en) zu überschreiben.
Am Ende des Importvorgangs wird das Folgende angezeigt:
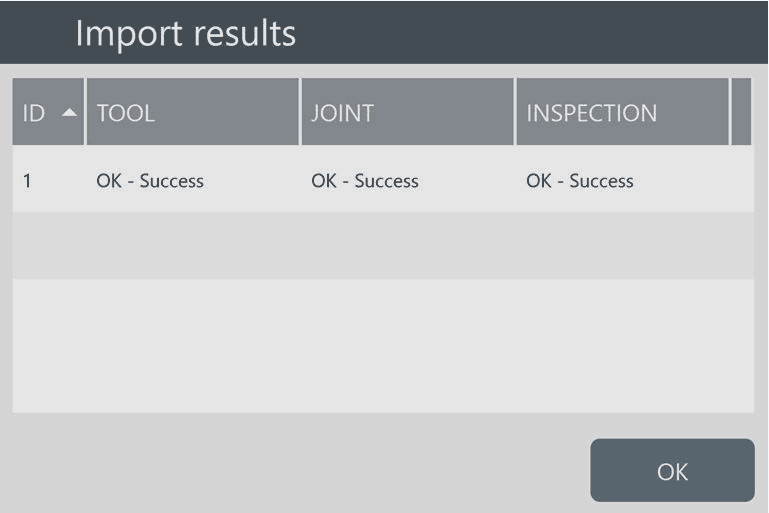
Tippen Sie auf OK, um den Importvorgang abzuschließen.
Importieren von Verbindungsprüfungen auf das Gerät
Konfigurieren Sie die Prüfung, die auf das Gerät importiert werden soll, in der Datei STpad_JointInspectionImportFile.xlms. Speichern Sie die Datei STpad_JointInspectionImportFile.stpad anschließend auf dem USB-Speichermedium (weitere Informationen finden Sie unter Hinzufügen einer Verbindungsprüfung über die Vorlagendatei).
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Import / Export > Verbindungsprüfung importieren.
Tippen Sie auf Datei importieren. Es wird die Meldung Wenn Sie fortfahren, wird die Datenbank mit der importierten Datei überschrieben. Möchten Sie fortfahren? angezeigt.
Tippen Sie auf OK, um die Datenbank mit der/den importierten Prüfung(en) zu überschreiben.
Am Ende des Importvorgangs wird das Folgende angezeigt:
Tippen Sie auf OK, um den Importvorgang abzuschließen.
Routen auf das Gerät importieren
Konfigurieren Sie die Routen, die importiert werden sollen, in der Datei Vorlagendatei für Routen (weitere Informationen finden Sie unter Hinzufügen von Routen über die Vorlagendatei).
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Import / Export > Routen.
Tippen Sie auf Datei importieren. Es wird die Meldung Wenn Sie fortfahren, wird die Routenliste mit der importierten Datei aktualisiert. Möchten Sie fortfahren? angezeigt.
Tippen Sie auf OK, um die Routenliste mit den importierten Routen zu aktualisieren.
Am Ende des Importvorgangs wird das Folgende angezeigt:

Werden die im Abschnitt „Hinzufügen von Routen über die Vorlagendatei“ beschriebenen Regeln am Ende des Importprozesses nicht eingehalten, zeigt das Fenster „Ergebnisse importieren“ sowohl IO-Ergebnisse als auch NIO-Ergebnisse an:
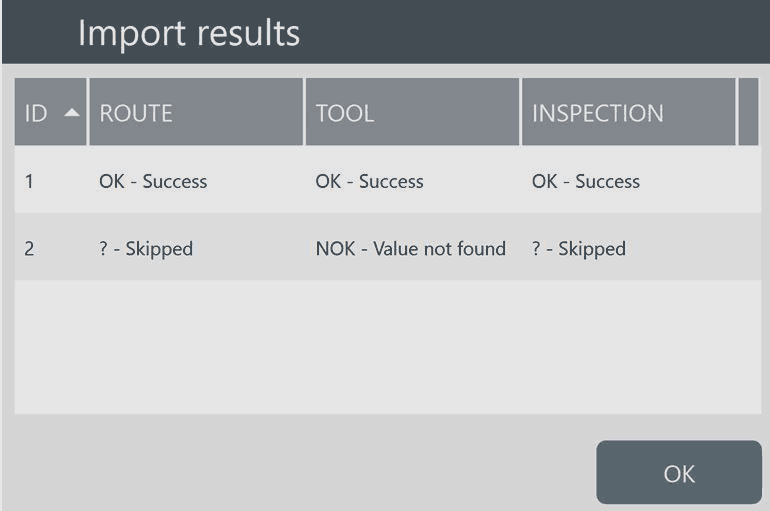
Im obigen Beispiel ist die Route 1 „IO“; Route 2 wird übersprungen, da sie die Regeln für die Vorlagendatei für Routen nicht erfüllt.
Tippen Sie auf OK, um den Importvorgang abzuschließen.
Exportieren von Ergebnissen
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Import / Export > Ergebnisse exportieren.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Die Ergebnisse werden in die Datei export-result-20170411-181303.txt exportiert.
Tippen Sie auf OK, um die Meldung zu schließen. Verbinden Sie anschließend das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Die Datei export-result-20170411-181303.txt wird automatisch auf dem USB-Speichermedium gespeichert.
Tippen Sie auf OK.
Trennen Sie das USB-Speichermedium vom USB-Anschluss des Geräts.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des PCs.
Es wird empfohlen, die Datei export-result-20170411-181303.txt mit Microsoft Excel zu öffnen.
Prüfungswerte
Tippen Sie auf der Startseite auf Konfiguration > Prüfungswerte.
Auf der Seite Prüfungswerte kann Folgendes konfiguriert werden:
SPC-Regeln
Standardwerte für Cm/Cmk ISO-, SPC- und ISO 6789-Prüfungen
ISO 5393-Standardwerte
Standardwerte für die Schnellprogrammierung
SPC-Regeln
Tippen Sie auf der Startseite auf Konfiguration > Prüfungswerte > SPC-Regeln. Folgende Informationen werden angezeigt:

A
Kategorien
B
Schaltfläche Speichern
C
Dropdown-Menü
D
Kontrollkästchen
Tippen Sie im rechten Bereich der Seite „SPC-Regeln“ auf die Kontrollkästchen, um die gewünschten SPC-Regeln zu aktivieren/deaktivieren.
Es können verschiedene Sätze von Regeln für die Werkzeugprüfung, Verbindungsprüfung und die Maßprüfung konfiguriert werden, indem die gewünschte Kategorie ausgewählt wird.
Wählen Sie im Dropdown-Menü des Popup-Fensters „Übersicht der SPC-Regeln anzeigen“ eines der folgenden Elemente aus:
Immer: Das Popup-Fenster zur Übersicht der SPC-Regeln wird immer mit allen SPC-Regeln angezeigt.
Nur NIO: Das Popup-Fenster zur Übersicht der SPC-Regeln wird nur mit den NIO-SPC-Regeln angezeigt.
Nie: Das Popup-Fenster zur Übersicht der SPC-Regeln wird nie angezeigt.
Es können verschiedene Anzeigemodi für das SPS-Popup für die Werkzeugprüfung, Verbindungsprüfung und die Maßprüfung konfiguriert werden, indem die gewünschte Kategorie ausgewählt wird.
Tippen Sie in der oberen rechten Ecke der Seite „SPC-Regeln“ auf Speichern.
Allgemeine Werte
Tippen Sie auf Konfiguration > Prüfungswerte > Allgemeine Werte. Folgende Informationen werden angezeigt:

Die Seite „Allgemeine Werte“ führt die Standardwerte der Variablen auf, die die Testtypen Cm/Cmk ISO, SPC und ISO 6789 charakterisieren.
Allgemeine Prüfungswerte bearbeiten
Tippen Sie auf das Textfeld in Bezug auf den zu ändernden Wert.
Geben Sie den neuen Wert ein.
Tippen Sie in der oberen rechten Ecke der Seite auf Speichern.
Wenn der eingegebene Wert sich außerhalb des in den Klammern definierten Bereichs befindet, wird das Textfeld rot hervorgehoben.
ISO 5393-Standardwerte
Tippen Sie auf Konfiguration > Prüfungswerte > ISO 5393-Standardwerte. Folgende Informationen werden angezeigt:
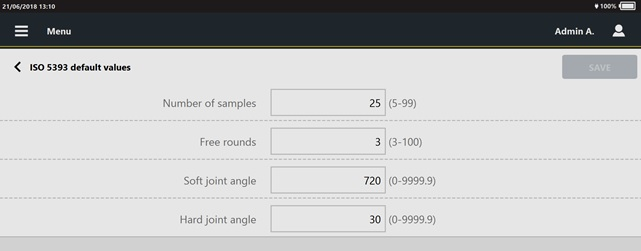
Die Seite „ISO 5393-Standardwerte“ führt die Standardwerte der Variablen auf, die den Testtyp ISO 5393 charakterisieren.
ISO 5393-Standardwerte bearbeiten
Klicken Sie auf das Textfeld in Bezug auf den zu ändernden Wert.
Geben Sie den erforderlichen Wert ein.
Klicken Sie auf das Häkchen, um die Aktualisierung zu bestätigen.
Halten Sie die Grenzwerte in Klammern für die Werte der Anzahl der Proben, die Untergruppengröße und die Untergruppenfrequenz ein.
Wenn der spezifizierte Standardwert falsch ist und nicht die Grenzwerte einhält, dann ist der Bereich um das Textfeld herum rot eingekreist (siehe Bildschirm unten).
Standardwerte für die Schnellprogrammierung
Tippen Sie auf Konfiguration > Prüfungswerte > Schnellprogrammierung-Standardwerte. Folgende Informationen werden angezeigt:

Auf der Seite „Schnellprogrammierungsstandard“ kann der Prüfungstyp für den Schnellprogrammierungstest ausgewählt werden.
Standardwerte für die Schnellprogrammierung bearbeiten
Wählen Sie zwischen Cm/Cmk und CAM/Cpk.
Klicken Sie auf das Häkchen, um die Aktualisierung zu bestätigen.
Allgemeine Einstellungen
Tippen Sie auf der Startseite auf Konfiguration > Allgemeine Einstellungen.
Auf der Seite Allgemeine Einstellungen kann Folgendes konfiguriert werden:
Allgemeine Einstellungen
Etikettendruck
Bildschirm Messung
Gegenhalter-Warnungen
Einstellungen zur Testausführung
Allgemein
Tippen Sie auf der Startseite auf Konfiguration > Allgemeine Einstellungen > Allgemein. Folgende Informationen werden angezeigt:

A | Schaltfläche Speichern |
Anmeldung aktivieren: Durch Aus-/Abwahl des Kontrollkästchens kann die Abfrage des Benutzernamens und Passworts bei der Anmeldung aktiviert/deaktiviert werden.
Wenn das Kontrollkästchen Anmeldung aktivieren ausgewählt ist, wird der folgende Bildschirm beim Einschalten des STpads angezeigt:

„Anmeldung aktivieren“ ausgewählt Wenn das Kontrollkästchen Anmeldung aktivieren nicht ausgewählt ist, wird der folgende Bildschirm beim Einschalten des STpads angezeigt:

„Anmeldung aktivieren“ nicht ausgewählt
Virtuelle Tastatur aktivieren: Durch Aus-/Abwahl dieses Kontrollkästchens kann die virtuelle Tastatur aktiviert/deaktiviert werden.
Das Kontrollkästchen Virtuelle Tastatur aktivieren ist standardmäßig ausgewählt.
Wenn die virtuelle Tastatur deaktiviert wird und keine physische Tastatur zur Verfügung steht, klicken Sie auf das Tastatur-Symbol ( ), das in der oberen rechten Ecke der Anmeldeseite angezeigt wird, und geben Sie Ihre Anmeldedaten über die virtuelle Tastatur ein.
), das in der oberen rechten Ecke der Anmeldeseite angezeigt wird, und geben Sie Ihre Anmeldedaten über die virtuelle Tastatur ein.
Um die Einstellung zurückzusetzen, schalten Sie das Gerät ab und starten Sie es neu.
Begrüßungsseite: Wählen Sie im Dropdown-Menü das Menü aus, das beim Starten des Geräts angezeigt werden soll. Die Optionen sind:
Start
Route
Werkzeuge
Verbindungen
Teile
Etikett
Tippen Sie auf der Startseite auf Konfiguration > Allgemeine Einstellungen > Etikett.
Legen Sie zur Konfiguration des Etikettendrucks die folgenden Parameter fest:
Kategorie Allgemein
Standarddrucker: Wählen Sie den Drucker, der für den Etikettendruck verwendet werden soll.
Es werden folgende Drucker unterstützt: Brother PT-P950 NW, Zebra GX 420t und Toshiba TEC B-EV4.Standardgröße: Wählen Sie die Größe des Standardetiketts für den Druck aus.
Folgende Größen sind verfügbar: 50 x 25, 57 x 25, 68 x 25. Alle Größen sind in Millimetern angegeben.Standardausrichtung: Wählen Sie die Ausrichtung des Standardetiketts für den Druck aus.
Die zwei Optionen sind: Hoch- und Querformat.
Kategorie Prüfungen
Wählen Sie für die einzelnen Prüfungstypen die jeweils zu verwendende Etikettenvorlage aus dem Dropdown-Menü aus.
Kategorie Vorlagen
Um kundenspezifische Etikettenvorlagen zu erstellen, wenden Sie sich bitte an das Atlas Copco-Servicepersonal.
Zum Importieren einer kundenspezifischen Etikettenvorlage:
Kopieren Sie die kundenspezifische Vorlagendatei in ein Unterverzeichnis mit dem Namen label_templates auf dem USB-Speichermedium.
Verbinden Sie den USB-Stick mit dem USB-Anschluss des Geräts.
Tippen Sie auf die Schaltfläche Importieren und wählen Sie die gewünschte Datei aus.
Zum Löschen einer kundenspezifischen Etikettenvorlage:
Tippen Sie auf die Schaltfläche Auswählen und wählen Sie die Kontrollkästchen der Etikettenvorlagen aus, die gelöscht werden sollen.
Etikettenvorlagen, die aktuell verwendet werden, können nicht ausgewählt und gelöscht werden.
Tippen Sie auf die Schaltfläche Löschen.
Das Etikett kann für Werkzeugkalibrierungen, Cm/Cmk-, SPC-, ISO 6789- und VDI-VDE-Prüfungen gedruckt werden.
Das Etikett für Werkzeugkalibrierungen enthält die folgenden Angaben:
Werkzeug-ID
Bediener
Letzte Prüfung
Nächste Prüfung
Kalibrierwert
Die „Nächste Prüfung“ auf dem Etikett ist immer das Ablaufdatum, falls das Testergebnis IO ist. Die Berechnung des Datums für die „Nächste Prüfung“ wird nicht durch den IO- oder NIO-Status des Tests beeinflusst.
Bildschirm Messung
Tippen Sie auf der Startseite auf Konfiguration > Allgemeine Einstellungen > Bildschirm Messung, um die Anzeige des folgenden Popup-Fensters „Messung wird ausgeführt“ während des Tests zu aktivieren/deaktivieren.
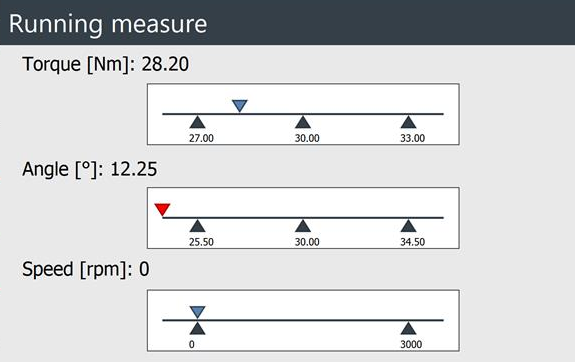
Tippen Sie auf die Kontrollkästchen, um das Popup-Fenster für Tests an den folgenden Werkzeugen zu aktivieren/deaktivieren:
Knickschlüssel
Elektrowerkzeug
Spitzenwert
Impulsschrauber
Die Messeinblendung ist standardmäßig für alle Werkzeuge aktiviert.
Tooltip anzeigen: Wenn das Kontrollkästchen ausgewählt ist, werden die Details zur laufenden Prüfung standardmäßig auf dem Bildschirm Messung angezeigt:

Gegenhalter
Tippen Sie auf der Startseite auf Konfiguration > Allgemeine Einstellungen > Gegenhalter.
Legen Sie zur Konfiguration der Gegenhalter-Warnung die folgenden Parameter fest:
Wird die Warnung aktiviert, wird beim Start jedes Tests ein Popup-Fenster angezeigt.
Warnung aktiviert: Wählen Sie das Kontrollkästchen aus, um die Warnmeldungen zu aktivieren.
Warnmeldungen sind standardmäßig für Elektrowerkzeuge aktiviert.
Warnung aktiviert für Impulswerkzeuge: Wählen Sie das Kontrollkästchen aus, um die Warnmeldungen für Impulswerkzeuge zu aktivieren.
Minimales empfohlenes Drehmoment: Geben Sie den Wert für das Mindestdrehmoment ein, ab dem eine Warnmeldung angezeigt wird, die die Verwendung eines Gegenhalters empfiehlt. Der Standardwert ist 10 Nm.
Tippen Sie in der Warnmeldung auf OK, um den Test fortzusetzen.
Minimales vorgeschriebenes Drehmoment: Geben Sie den Wert für das Mindestdrehmoment ein, ab dem eine Warnmeldung angezeigt wird, die die Verwendung eines Gegenhalters vorschreibt. Der Standardwert ist 15 Nm.
Tippen Sie in der Warnmeldung auf OK, um zu bestätigen, dass der Gegenhalter verwendet wird, und den Test zu starten; falls kein Gegenhalter verwendet wird, tippen Sie auf NEIN und brechen Sie die Prüfung ab.
Drehmoment-Maßeinheit: Wählen Sie die Maßeinheit aus der Dropdown-Liste aus.
Testausführung
Tippen Sie auf der Startseite auf Konfiguration > Allgemeine Einstellungen > Testausführung. Folgende Informationen werden angezeigt:

Wertgeber ab Mindestlast aktivieren: Wenn das Kontrollkästchen abgewählt ist, können diejenigen Wertgeber, deren minimaler Betriebsbereich unter dem Mindestdrehmoment der Prüfung liegt, zur Testausführung verwendet werden.
Wenn das Kontrollkästchen ausgewählt ist, können diejenigen Wertgeber, deren minimaler Belastungswert unter dem Mindestdrehmoment der Prüfung liegt, zur Testausführung verwendet werden.
Das Kontrollkästchen „Wertgeber ab Mindestlast aktivieren“ ist standardmäßig deaktiviert.
LED-Ring-Timeout: Geben Sie den Wert in Millisekunden ein, nach dem die (grüne) IO- und die (rote) NIO-LED der STbench abgeschaltet werden.
Wird der Wert auf 0 ms gesetzt, ist der LED-Ring immer weiß.
Bremse über Nenndrehmoment verwenden: Wird dieses Kontrollkästchen ausgewählt, können Prüfungen an den STbench-Bremsen ausgeführt werden, bei denen das maximale Drehmoment der Prüfung den Betriebsbereich der Bremse übersteigt.
Kraftabstimmung Verschraubungen: Wird dieses Kontrollkästchen ausgewählt, werden Tests an den STbench-Bremsen immer mit der Optimierung des Bremsvorgangs begonnen.
Wartung
Tippen Sie auf der Startseite auf Konfiguration > Wartung.
Auf der Seite Wartung können folgende Vorgänge durchgeführt werden:
Verwaltung von Lizenzen
Backup der Datenbank der Anwendung
Wiederherstellen der Datenbank der Anwendung
Konfiguration von Protokollebenen
Export von Anwendungsprotokollen
Export von STbench-Protokollen
Aktualisieren der Software
Lizenz
Klicken Sie auf der Startseite auf Konfiguration > Wartung > Lizenz. Folgende Informationen werden angezeigt:

A | Schaltflächen | B | Lizenzliste |
In der Lizenztabelle sind die Spalten:
Lizenz: Typ der verfügbaren Lizenz.
Status: Status der Lizenz. Es stehen folgende Zustände zur Verfügung: „Aktiv“ und „Nicht aktiv“.
Siehe Abschnitt „Aktivierung einer Lizenz“, um eine Lizenz hinzuzufügen und zu aktivieren.
ID zurücksetzen: Wenn ein Backup von einem anderen Gerät wiederhergestellt wird, tippen Sie auf diese Schaltfläche, um den Vorgang abzuschließen.
Aktivierung einer Lizenz
Schließen Sie einen externen Datenspeicher an den USB-Anschluss des Geräts an.
Tippen Sie auf der Startseite auf Konfiguration > Wartung > Lizenz.
Tippen Sie in der oberen rechten Ecke der Seite Lizenz auf Hinzufügen. Folgende Informationen werden angezeigt:

Geben Sie im Feld Schritt 1 (Leistungsanforderung erzeugen) den Aktivierungscode ein. Tippen Sie anschließend auf Erzeugen.
Erzeugen wird erst aktiv, wenn Sie den Aktivierungscode in das Feld Schritt 1 eingegeben haben.
Nachdem Sie auf Erzeugen getippt haben wird eine Leistungsanforderung automatisch auf dem externen Speichergerät, das mit dem Gerät verbunden ist, gespeichert.
Die Leistungsanforderung wird korrekt im externen Speichergerät, das mit dem Gerät verbunden ist, erzeugt. Tippen Sie auf OK.
Trennen Sie den externen Datenspeicher vom USB-Anschluss des Geräts.
Laden Sie die Leistungsanforderungsdatei auf dem Lizenzaktivierungsportal (https://atlascopco.flexnetoperations.com) hoch, um die Leistungsantwortdatei zu erhalten.
Nachdem Sie die Leistungsantwortdatei erhalten haben, laden Sie diese auf einen externen Datenspeicher hoch.
Schließen Sie den externen Datenspeicher an den USB-Anschluss des Geräts an.
Tippen Sie auf der Seite Lizenzmanager (siehe „Schritt 3 – Leistungsantwort erhalten“) auf Hochladen.
Tippen Sie im Dialogkästchen Leistungsantwort auswählen auf die Dropdown-Liste.
Tippen Sie auf die korrekte Leistungsantwortdatei. Klicken Sie dann auf Weiter.
Stellen Sie im Dialogkästchen Bestätigung erforderlich sicher, dass die Leistungsantwortdatei die angeforderte(n) Lizenz(en) enthält. Tippen Sie dann auf Upload, um den Lizenzaktivierungsvorgang abzuschließen.
Nach Hinzufügen einer Lizenz zum Gerät wird auf der Seite Lizenz der Status der Lizenz zu Aktiv.
Backup
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Wartung > Backup.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Am Ende des Backups wird die Meldung Backup abgeschlossen angezeigt. Tippen Sie auf OK.
Auf dem USB-Speichermedium wird eine .zip-Datei erstellt. In dieser Datei werden alle in der Datenbank gespeicherten Daten sowie die Fotos gespeichert.
Die Backup-Datei ist durch ein Passwort geschützt, das vom Gerät bei der Wiederherstellung der Datei erkannt wird.
Wiederherstellen
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Wartung > Wiederherstellen.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.Wählen Sie im Dialogfeld Datei für Wiederherstellung auswählen die Backup-Datei aus, die wiederhergestellt werden soll. Tippen Sie anschließend auf Weiter.
Tippen Sie im Dialogfeld Bestätigung erforderlich auf OK.
Nach der Wiederherstellung der Datenbank wird die Anwendung geschlossen.
Tippen Sie im Dialogfeld Wiederherstellen auf OK, sobald die Wiederherstellung abgeschlossen ist.
Am Ende der Wiederherstellung der Datenbank schaltet das Gerät sich ab.Schalten Sie das Gerät ein. Tippen Sie auf der Startseite auf Konfiguration > Wartung > Lizenz und im Anschluss auf die Schaltfläche ID zurücksetzen.
Die Anwendung kann jetzt mit der wiederhergestellten Datenbank verwendet werden.
Die Wiederherstellung wird nur durchgeführt, wenn der Akkuladezustand des STpad über 50 % liegt oder das Gerät an das Netzteil angeschlossen ist.
Backups einer Datenbank mit Version 04.00 können bei früheren Versionen der Anwendung nicht wiederhergestellt werden.
Das STpad-Backup kann nicht auf dem STpalm wiederhergestellt werden und umgekehrt.
Protokollierungskonfiguration
Tippen Sie auf der Startseite auf Konfiguration > Wartung > Protokollierung.
Wählen Sie in der Dropdown-Liste der API-Protokollebene, Open Protocol-Protokollebene und Geräte-Protokollebene aus den folgenden Optionen aus:
Warnung
Info
Klartext
Debug
Kurve
Die Protokollebenen sind standardmäßig auf Info gesetzt.
Wählen Sie aus der Dropdown-Liste Infrastruktur-Protokollierung eine der folgenden Optionen aus:
an
aus
Standardmäßig ist diese auf Aus eingestellt.
Tippen Sie im Anschluss auf Speichern.
Export von Anwendungsprotokollen
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Wartung > Protokolle exportieren.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Die Protokolldateien werden als .zip-Datei auf das USB-Speichermedium exportiert. Tippen Sie auf OK.
Trennen Sie das USB-Speichermedium vom USB-Anschluss des Geräts.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des PCs.
Export von STbench-Protokollen
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Wartung > STbench-Protokolle exportieren.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Die Protokolldateien (max. 10) werden als .zip-Datei auf das USB-Speichermedium exportiert. Tippen Sie auf OK.
Trennen Sie das USB-Speichermedium vom USB-Anschluss des Geräts.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des PCs.
Export von STbench-Dumps
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Wartung > STbench-Dumps exportieren.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Die Dump-Dateien werden als .zip-Datei auf das USB-Speichermedium exportiert. Tippen Sie auf OK.
Trennen Sie das USB-Speichermedium vom USB-Anschluss des Geräts.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des PCs.
Alle exportieren
Um das Backup, die Anwendungsprotokolle, die STbench-Protokolle und -Dumps gemeinsam zu exportieren:
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts.
Tippen Sie auf der Startseite auf Konfiguration > Wartung > Alle exportieren.
Wenn das USB-Speichermedium nicht mit dem USB-Anschluss des Geräts verbunden ist, wird die Meldung Externes Gerät nicht gefunden angezeigt.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des Geräts und setzen Sie den Vorgang fort.
Die Dateien werden als .zip-Datei auf das USB-Speichermedium exportiert. Tippen Sie auf OK.
Trennen Sie das USB-Speichermedium vom USB-Anschluss des Geräts.
Verbinden Sie das USB-Speichermedium mit dem USB-Anschluss des PCs.
Isolierter Modus
Der isolierte Modus ist ein interner Servicetest, der die Kalibrierung der Bremse(n) von STbench verifizieren soll.
Im isolierten Modus speichert das Gerät die Ergebnisse nicht im Speicher und erzeugt keine Statistiken. Um diesen Test durchführen zu können, ist die Kalibrierungsausrüstung notwendig.
Tippen Sie auf der Startseite zwischen den verfügbaren Funktionen auf Isolierter Modus.
Folgende Informationen werden angezeigt:

Test durchführen
Stellen Sie im Falle von STpad sicher, dass STbench mit dem Gerät verbunden ist (weitere Informationen finden Sie unter „Messgeräte“).
Tippen Sie auf der Startseite auf Isolierter Modus > Drehmoment. Folgende Informationen werden angezeigt:
Wählen Sie im Fenster zum Auswählen des Wandlers den beim Test zu verwendenden Wandler aus.
Die folgende Drehmoment-Seite wird automatisch angezeigt:
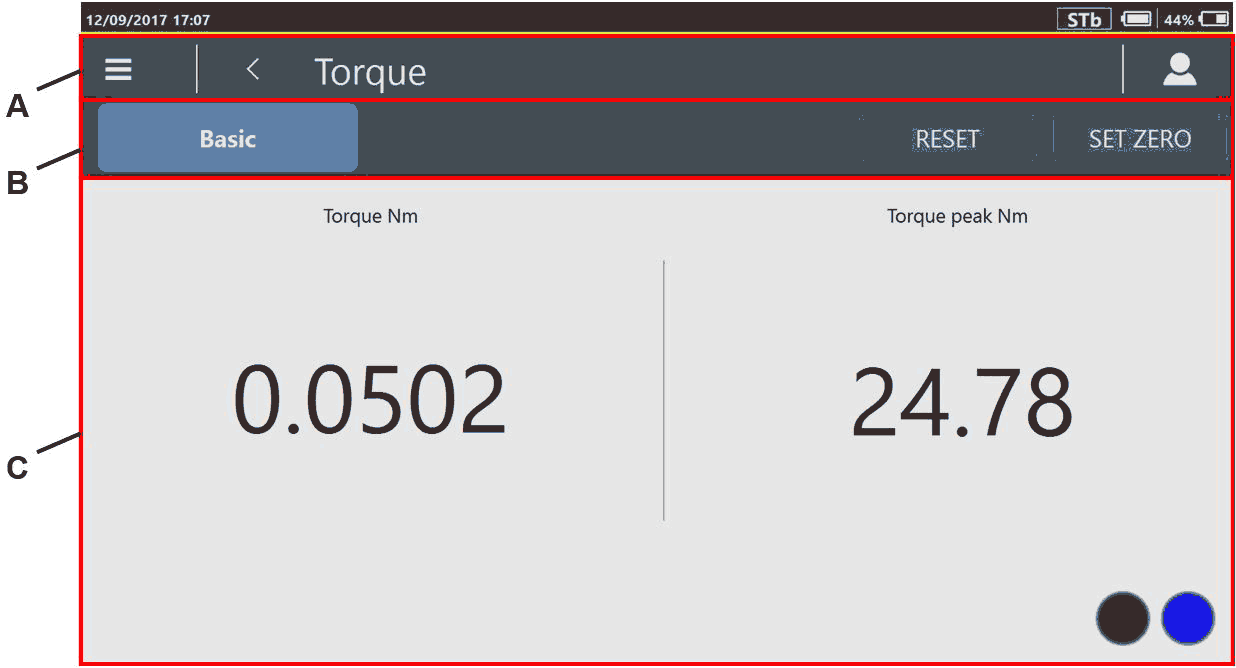
B
Rückstellung / Auf Null setzen
C
Bereich „Ergebnisse“
Um den Drehmomentspitzenwert auf 0 Nm zu setzen, klicken Sie auf „Rückstellung“.
Um das gemessene Drehmoment als Bezugspunkt festzulegen, tippen Sie auf „Auf Null setzen“.
Der Ergebnisabschnitt für den freien Kurventest sieht folgendermaßen aus:
Drehmoment (Nm): Während des freien Kurventests gemessenes Drehmoment.
Drehmomentspitzenwert (Nm): Während des freien Kurventests Spitze gemessener Drehmomentspitzenwert.
 : STbench ist bereit für ein neues Ergebnis.
: STbench ist bereit für ein neues Ergebnis. : STbench ist in Betrieb (es wird entweder ein Ergebnis ausgeführt oder eine Kurve gesendet).
: STbench ist in Betrieb (es wird entweder ein Ergebnis ausgeführt oder eine Kurve gesendet).
Drehmoment entweder im Uhrzeigersinn oder gegen den Uhrzeigersinn anwenden. Ein gegen den Uhrzeigersinn angewandtes Drehmoment ergibt negative Drehmomentwerte.
Referenzen
SPC-Ergebnisse, Grenzen und Regeln
Nachfolgend finden Sie die möglichen Ergebnisse, die den SPC-Test zusammenfassen:
Symbol | Werkzeuganwendung | Diagnose | Weitere Maßnahmen |
| Kann verwendet werden | Das Werkzeug funktioniert einwandfrei. | Keine |
| Kann verwendet werden | Der Durchschnitt liegt höher als die obere Kontrollgrenze, überschreitet aber nicht die obere Toleranzgrenze. | Kalibrieren: Drehmoment verringern |
| Kann verwendet werden | Der Durchschnitt liegt niedriger als die untere Kontrollgrenze, unterschreitet aber nicht die untere Toleranzgrenze. | Kalibrieren: Drehmoment erhöhen |
| Kann verwendet werden | Die übermäßige Streuung der Werte verhindert die ordnungsgemäße Kalibrierung des Werkzeugs, aber die gemessenen Werte liegen noch innerhalb der Toleranzgrenzen. | Reparatur |
| KANN NICHT verwendet werden | Mindestens ein Wert ist höher als die Toleranzgrenze. | Entfernen Sie das Werkzeug aus der Produktionslinie und kalibrieren Sie es: Drehmoment verringern |
| KANN NICHT verwendet werden | Mindestens ein Wert ist niedriger als die Toleranzgrenze. | Entfernen Sie das Werkzeug aus der Produktionslinie und kalibrieren Sie es: Drehmoment erhöhen |
| KANN NICHT verwendet werden | Einige Messwerte liegen außerhalb der Toleranzgrenzen. Eine übermäßige Streuung der Werte verhindert die ordnungsgemäße Kalibrierung des Werkzeugs. | Entfernen Sie das Werkzeug aus der Produktionslinie und reparieren Sie es |







Die SPC-Regeln ergeben die Ergebnisse in der obigen Tabelle.
Im Folgenden finden Sie die SPC-Testgrenzen:
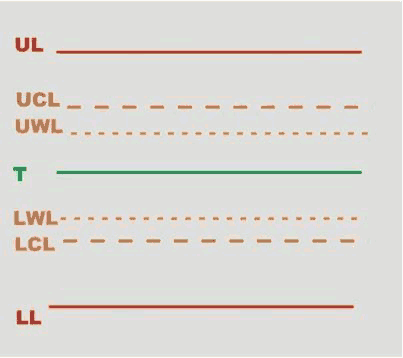
UL | Oberer Grenzwert | LWL | Untere Warngrenze |
UCL | Obere Kontrollgrenze | LCL | Untere Kontrollgrenze |
UWL | Obere Warngrenze | LL | Unterer Grenzwert |
D | Sollwert (nominal) |
Oberer Grenzwert (UL) und unterer Grenzwert (LL) sind die SPC-Testgrenzen
Die SPC-Grenzwerte werden wie folgt berechnet:
Obere Kontrollgrenze (UCL) = ((UL + LL) / 2) + (A · ((UL-LL) / 6))
Untere Kontrollgrenze (LCL) = ((UL + LL) / 2)-(A · ((UL-LL) / 6))
Obere Warngrenze (UWL) = ((UL + LL) / 2) + (2/3 · (UCL - ((UL + LL) / 2)))
Untere Warngrenze (LWL) = ((UL + LL) / 2)-(2/3 · (((UL + LL) / 2)-LCL))
Bereich = D2 · ((UL-LL) / 6)
A und D2 sind Koeffizienten, die von der Anzahl der SPC-Prüfungen abhängen:
Anzahl der SPC-Prüfungen | A | D2 |
|---|---|---|
1 | 0,000 | 0,000 |
2 | 2,121 | 3,686 |
3 | 1,732 | 4,358 |
4 | 1,500 | 4,698 |
5 | 1,342 | 4,918 |
6 | 1,225 | 5,078 |
7 | 1,134 | 5,204 |
8 | 1,061 | 5,306 |
9 | 1,000 | 5,393 |
10 | 0,949 | 5,469 |
11 | 0,905 | 5,535 |
12 | 0,866 | 5,594 |
13 | 0,832 | 5,647 |
14 | 0,802 | 5,696 |
15 | 0,775 | 5,741 |
16 | 0,750 | 5,782 |
17 | 0,728 | 5,820 |
18 | 0,707 | 5,856 |
19 | 0,688 | 5,891 |
20 | 0,671 | 5,921 |
21 | 0,655 | 5,951 |
22 | 0,640 | 5,979 |
23 | 0,626 | 6,006 |
24 | 0,612 | 6,031 |
25 | 0,600 | 6,056 |
Nachstehend finden Sie die auf den letzten Satz der Anzahl der Proben, die während eines SPC-Tests ausgeführt wurden, angewandten Regeln:
REGEL 1 – Der letzte Durchschnitt befindet sich außerhalb der Kontrollgrenzen
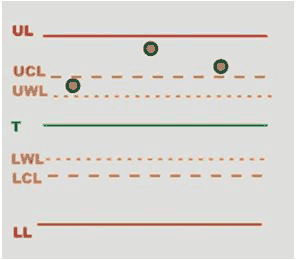 |
|  |
|
REGEL 6 – Die Dispersion ist zu groß
 |
|  |
| |
Die Dispersion ist zu groß, wenn sie größer als der Bereich ist.
REGEL 7 – Mindestens ein Wert außerhalb der Toleranzgrenzen
 |
| 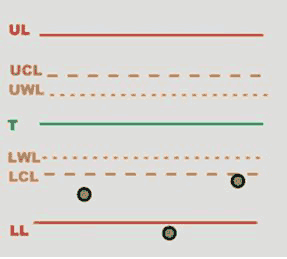 |
|
REGEL 8 – Die Verteilung liegt oberhalb der Warngrenze
 |
| 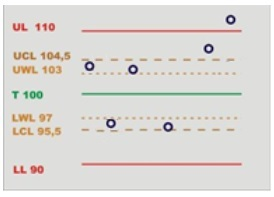 |
| |
Nachstehend finden Sie die auf die letzten Durchschnittswerte in Bezug auf den Satz der Anzahl der Proben, die während eines SPC-Tests ausgeführt wurden, angewandten Regeln.
Das Gerät speichert die letzten sieben Durchschnittswerte, um den Trend nach den folgenden Regeln zu analysieren:
REGEL 3 – Die letzten 7 Durchschnittswerte über oder unter dem Nennwert
 |
| 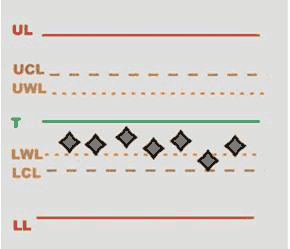 |
|
REGEL 4 - Die letzten 7 Durchschnittswerte sind erhöhend bzw. verringernd
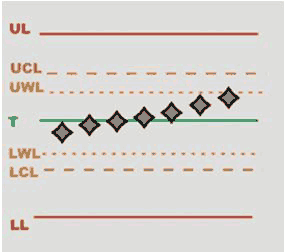 |
|  |
|
REGEL 5 - Die letzten 2 Durchschnittswerte liegen außerhalb der Warngrenzen
 |
|  |
|
REGEL 2 - Die letzten 4 Durchschnittswerte liegen außerhalb von 1/3 der Kontrollgrenzen
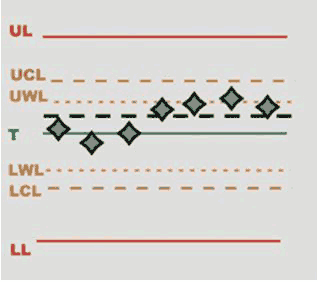 |
|  |
|
Werkzeugtypen
Die folgenden Werkzeugtypen stehen zur Verfügung:
Spitzenwert-Schlüssel: Handbetätigte Werkzeuge, in der ISO-Norm 6789 als anzeigendes Drehmomentschlüssel (Typ I) definiert
Knickschlüssel: Handbetätigte Werkzeuge, in der ISO-Norm 6789 als Losbrechmomentschlüssel (Typ II) definiert
Elektrowerkzeug: Kontinuierlich rotierendes Werkzeug, das messbares Drehmoment an der Verbindung aufbringt, wie etwa batteriebetriebene Werkzeuge, Druckluftwerkzeuge (nicht Impuls) und elektronisch gesteuerte Werkzeuge
Impulswerkzeug: Werkzeug, das die Verbindung mithilfe einer Reihe von Impulsen anzieht.
Werkzeugprüfung
Es folgt eine Beschreibung der Parameter, welche die für die Werkzeugprüfung verfügbaren Strategien charakterisieren.
Knickschlüsselstrategie
Knickschlüsselstrategie
Diese Strategie ist für Knickschlüssel mit Losbrechtechnologie und einzelnem Losbrechpunkt vorgesehen, welche als auslösende Drehmoment-Schraubwerkzeuge definiert sind (Typ II und Klassen A, C, G, B laut ISO-Norm 6789)
A | Klickpunkt |
Der Klickpunkt wird erfasst, wenn das Drehmoment abfällt und dann wieder ansteigt. Siehe hierzu die beiden folgenden Beispiele:
A | Klickpunkt |
Fällt das Drehmoment nach einem Spitzenpunkt ohne weiteren Anstieg wieder auf null ab, wird der Spitzenpunkt nicht als Klickpunkt erfasst. Aus diesem Grund können Schlupfschlüssel mit dieser Methode nicht getestet werden (Schlupfschlüssel sollten mit den Strategien Spitzenwert-Schlüssel oder Cam-Over getestet werden):

A | Punkt wird nicht als Klickpunkt erkannt |
Endet dieser Test, ohne dass der Klickpunkt erkannt wurde, wird die Meldung Nicht erkannt im unteren linken Bereich des Displays angezeigt. In diesem Fall ist das Ergebnis der absolute Drehmomentspitzenwert.
Die Parameter, welche die Klickpunkterkennung charakterisieren, sind:
Messverzögerungszeit: Dieser Zeitraum wird zum Filtern möglicher Spitzen oder von Rauschen bei niedrigen Drehmomentwerten verwendet. Wenn das Drehmoment den Zyklusstartwert erreicht, startet der Timer. In diesem Zeitraum wird die Drehmomentkurve nicht analysiert und nicht nach dem Klickpunkt gesucht.
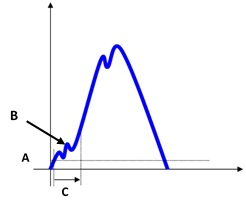
Gegenüberstellung Drehmoment / Zeit A
Zyklusstart
B
Ignorierter Punkt
C
Messverzögerung
Reset-Zeit: Dieser Zeitraum wird zum Filtern möglicher Spitzen/Schwingungen nach dem Klickpunkt verwendet. Wenn das Drehmoment den Zyklusendwert unterschreitet, startet der Timer. In dieser Zeit wird die Drehmomentkurve nicht analysiert (Klickpunkte, die möglicherweise während der Reset-Zeit auftreten, werden nicht berücksichtigt). Dieser Zeitraum kann eingesetzt werden, wenn der Knickschlüssel solche Spitzen/Schwingungen nach dem Klickpunkt verursacht.
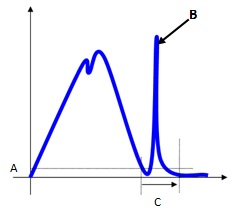
A
Zyklus abgeschlossen
B
Ignorierter Punkt
C
Reset-Zeit
Zyklusendzeit: Dieser Zeitraum definiert das Ende der Prüfung. Wenn das Drehmoment für den angegebenen Zeitraum den Zyklusendwert dauerhaft unterschreitet, endet die Prüfung. Die Prüfung endet, wenn das Drehmoment für den Zeitraum unterhalb der Last für Zyklus abgeschlossen bleibt (das Drehmoment während der Reset-Zeit wird ignoriert).
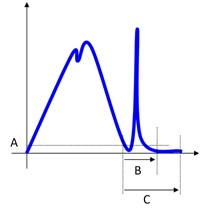
Gegenüberstellung Drehmoment / Zeit A
Zyklus abgeschlossen
B
Reset-Zeit
C
Endzykluszeit
Schlupfdrehmoment: Das Schlupfdrehmoment führt zum erforderlichen Drehmomentabfall nach dem Klickpunkt. Fällt das Drehmoment stärker ab als das Schlupfdrehmoment, wird der Spitzenwert als Klickpunkt angesehen; ist dies nicht der Fall, wird der Spitzenwert ignoriert.
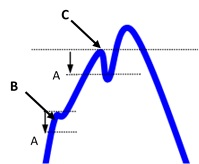
A
Schlupfdrehmoment
B
Drehmoment fällt um weniger als das Schlupfdrehmoment ab → der Spitzenwert wird ignoriert.
C
Drehmoment fällt um mehr als das Schlupfdrehmoment ab → der Spitzenwert ist ein Klickpunktergebnis
Das Schlupfdrehmoment kann jedoch auch manuell angegeben werden. Diese Option ist in Fällen hilfreich, in denen der Klickpunkt nicht erkannt wird, wenn das Schlupfdrehmoment auf Automatisch eingestellt ist. Führen Sie in diesem Fall das folgende Verfahren durch: Führen Sie einige Prüfungen und anschließend eine Analyse anhand der Kurven durch. Wählen Sie anschließend den geeigneten Wert für die Erkennung des Klickpunkts aus.
Empfehlungen: Wird dieser Wert zu niedrig eingestellt, erhöht sich die Gefahr, dass ein falscher Klickpunkt erkannt wird; wird der Wert dagegen zu hoch eingestellt, erhöht sich die Gefahr, dass der tatsächliche Klickpunkt nicht erkannt wird. Der beste Kompromiss kann durch einfaches Betrachten der Charakteristiken der jeweils geprüften Knickschlüssel gefunden werden.
Cam-Over-Strategie
Diese Strategie ist für Schlüssel oder Schraubendreher mit Kupplungstechnologie geeignet, die „herausrutschen“, wenn das eingestellte Drehmoment erreicht wird, wodurch ein unzureichendes oder übermäßiges Anziehen vermieden wird.
Knickschlüssel mit Kupplungstechnologie sind als auslösende Drehmoment-Schraubwerkzeuge definiert (Typ II laut ISO-Norm 6789).
Der Schlupfschlüsseltest liefert den höchsten während des Tests gemessenen Drehmomentwert.
Der Parameter, welcher die Spitzenpunkterkennung charakterisiert, ist:
Zyklusendzeit: Definiert das Ende der Prüfung. Wenn das Drehmoment für den festgelegten Zeitraum die Minimallast des Momentgebers (welche üblicherweise 5 % des gesamten Messbereichs des Wertgebers beträgt) unterschreitet und dort verbleibt, endet die Prüfung.
Übersteigt das Drehmoment vor dem Zeitablauf die Minimallast des Momentgebers, wird die Prüfung fortgesetzt. Die Prüfung endet, wenn das Drehmoment für den festgelegten Zeitraum unterhalb der Minimallast des Momentgebers bleibt.
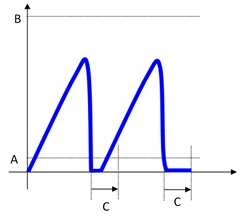
Gegenüberstellung Drehmoment / Zeit A
Messwertgeber-Minimallast
B
Gesamter Messbereich des Messwertgebers
C
Zeitüberschreitung
Spitzenwertstrategie
Diese Strategie ist für Spitzenwert-Schlüssel vorgesehen, die als anzeigende Drehmoment-Schraubwerkzeuge definiert sind (Typ I laut IOS-Norm 6789).
Der Test des Spitzenwert-Schlüssels ermittelt den höchsten während der Prüfung gemessenen Drehmomentwert.
Die Parameter, welche die Spitzenpunkterkennung charakterisieren, sind:
Zyklusendzeit: Definiert das Ende der Prüfung. Wenn das Drehmoment für den festgelegten Zeitraum die Minimallast des Messwertgebers (üblicherweise 5 % des gesamten Messbereichs des Wertgebers) unterschreitet und dort verbleibt, endet die Prüfung.
Übersteigt das Drehmoment vor dem Zeitablauf die Minimallast des Messwertgebers, wird die Prüfung fortgesetzt. Die Prüfung endet, wenn das Drehmoment für den festgelegten Zeitraum unterhalb der Minimallast des Momentgebers bleibt.Gegenüberstellung Drehmoment / Zeit A
Messwertgeber-Minimallast
B
Gesamter Messbereich des Messwertgebers
C
Endzykluszeit
Entspannungszeit + Endzykluszeit: Aufgrund der mechanischen Entspannung des Schlüssels sinkt das vom Schlüssel erkannte Spitzenmoment nach einem kurzen Zeitraum leicht ab. Die Entspannungszeit erlaubt die Anpassung der Spitzenerkennung bei Schlüsseln, welche das Spitzenmoment nicht speichern, und reduziert somit Abweichungen zwischen der Spitzenerkennung des Messwertgebers und des Schlüssels. Wenn die Entspannungszeit > 0 ist, beginnt die Endzykluszeit nach Ablauf der Entspannungszeit.
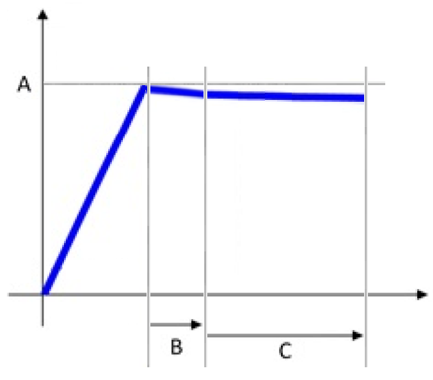
Gegenüberstellung Drehmoment / Zeit A
Spitzenmoment
B
Entspannungszeit
C
Endzykluszeit
Strategie Direktantrieb
Bei Elektrowerkzeugprüfungen ist das Drehmomentergebnis der während des Tests gemessene Spitzenwert.
Bei mehreren Spitzen ist das Ergebnis die höchste Spitze.
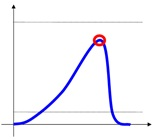
Durch die Prüfung des Werkzeugs mit einem Drehmoment-/Winkelgeber kann ein Drehmoment-/Winkelfenster definiert werden, in welchem das Ergebnis IO ist.
Der Parameter, welcher die Spitzenpunkterkennung charakterisiert, ist:
Messverzögerungszeit: Dieser Zeitraum wird zum Filtern möglicher Spitzen oder von Rauschen zu Beginn der Prüfung verwendet. Wenn das Drehmoment den Zyklusstartwert erreicht, startet der Timer. In dieser Zeit wird die Drehmomentkurve nicht berücksichtigt.
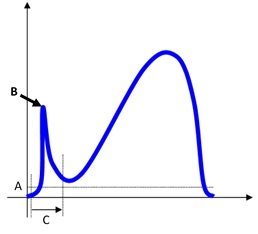
Gegenüberstellung Drehmoment / Zeit A
Zyklusstart
B
Ignorierter Punkt
C
Messverzögerung
Reset-Zeit: Dieser Zeitraum wird zum Filtern möglicher Spitzen/Schwingungen eingesetzt, nachdem die Werkzeugkupplung das Drehmoment abgelassen hat. Wenn das Drehmoment den Zyklusendwert unterschreitet, startet der Timer. In dieser Zeit wird die Drehmomentkurve nicht berücksichtigt.
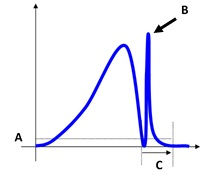
Gegenüberstellung Drehmoment / Zeit A
Zyklusstart
B
Ignorierter Punkt
C
Reset-Zeit
Dieser Zeitraum kann verwendet werden, wenn das Elektrowerkzeug solche Spitzen/Schwingungen an Ende des Tests verursacht.
Zyklusendzeit: Dieser Zeitraum definiert das Ende der Prüfung. Wenn das Drehmoment für den angegebenen Zeitraum den Zyklusendwert dauerhaft unterschreitet, endet die Prüfung.
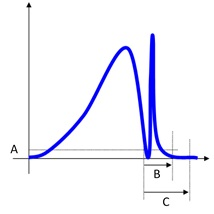
Gegenüberstellung Drehmoment / Zeit A
Zyklus abgeschlossen
B
Reset-Zeit
C
Endzykluszeit
Der Wert für Zyklus abgeschlossen muss gleich dem oder kleiner als der Wert für Zyklusstart sein. Der Wert der Endzykluszeit muss gleich dem oder größer als der Wert der Reset-Zeit sein.
Winkel messen ab
Es folgt ein Beispiel einer kompletten Kurve, in der die Messung des Winkels beginnt, sobald die Drehmomentmessung gestartet wird. Diese wird mit den Kurven verglichen, welche den bei Erste Stufe/Zweite Stufe/Beginn zweite Stufe gemessenen Winkel darstellen.
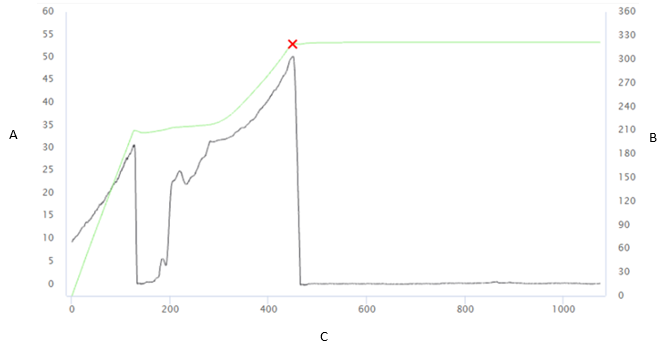
A | Drehmoment [Nm] | B | Winkel [°] |
C | Zeit [ms] |
Erste Stufe: Die Messung des Winkels beginnt, sobald das finale Überwachungsdrehmoment erreicht wird.
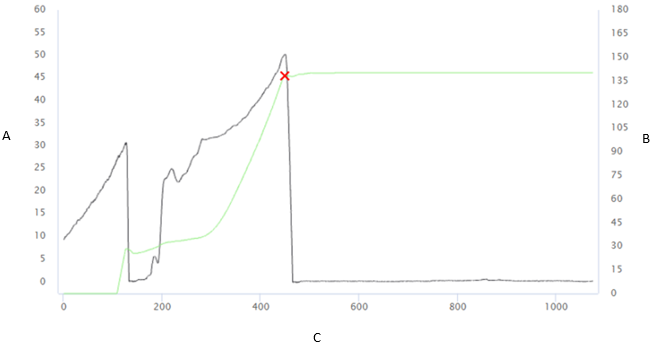
A | Drehmoment [Nm] | B | Winkel [°] |
C | Zeit [ms] |
Zweite Stufe: Die Messung des Winkels beginnt in der zweiten Stufe, sobald das finale Winkelüberwachungsdrehmoment erreicht wird.
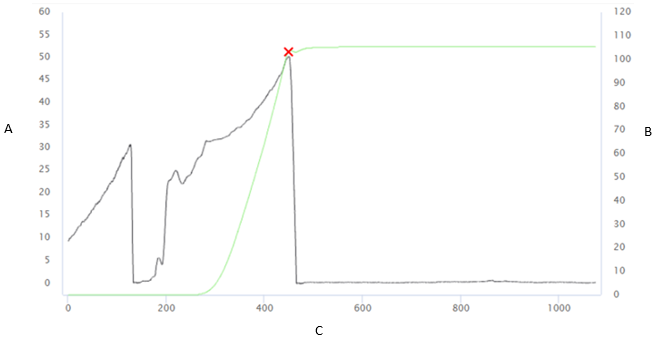
A | Drehmoment [Nm] | B | Winkel [°] |
C | Zeit [ms] |
Beginn zweite Stufe: Die Messung des Winkels beginnt mit dem Start der zweiten Stufe.
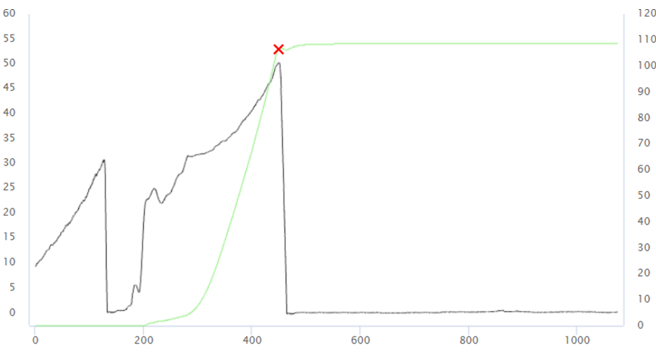
A | Drehmoment [Nm] | B | Winkel [°] |
C | Zeit [ms] |
Strategie Nur Winkel
Diese Strategie steht für Elektrowerkzeuge zur Verfügung.
Es kann ein bestimmter Test zur Verifizierung des Winkels eines Werkzeugs durchgeführt werden.
Empfehlung: In diesem Fall legt das Finale Winkelüberwachungsdrehmoment den Drehmomentwert fest, ab dem die Winkelmessung beginnt. Belassen Sie es bei null, um den Winkel zu messen, ohne dass Drehmoment anliegt.
Impulsstrategie
Die Impulswerkzeugstrategie verwendet zur Berechnung der Werkzeugfrequenz einen konfigurierbaren Schwellenwert, um einen Spitzenwert zu identifizieren.
Der Parameter, welcher die Spitzenpunkterkennung charakterisiert, ist:
Endzykluszeit: Wenn das Drehmoment für den festgelegten Zeitraum die Minimallast des Messwertgebers (welche üblicherweise 5 % des gesamten Messbereichs des Wertgebers beträgt) unterschreitet und dort verbleibt, endet die Prüfung.
Der Zeitraum kann von 0,1 s bis 5 s eingestellt werden. Der Standardwert ist 0,4 s.
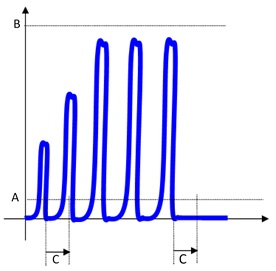
Gegenüberstellung Drehmoment / Zeit A
Messwertgeber-Minimallast
B
Gesamter Messbereich des Messwertgebers
C
Endzykluszeit
Drehmomentkoeffizient: Impulswerkzeuge liefern keine kontinuierliche Drehmomentabgabe, sondern erzeugen einzelne, hochenergetische Impulse von äußerst kurzer Dauer (» 1 ms). Diese Serie von Impulsen führt zur Verschraubung einer Verbindung. Aufgrund der Funktionsweise des Werkzeugs kann das erreichte Enddrehmoment nicht wie bei Istdrehmoment-Werkzeugen direkt gemessen werden. Grund hierfür ist, dass Impulswerkzeuge nur für eine so kurze Zeit ein äußerst hohes Drehmoment abgeben, dass nur ein Teil dieser Spitzenwerte zur Verschraubung der Verbindung beiträgt (und somit mehr Klemmkraft erzeugt). Dies hängt von zahlreichen Faktoren ab, wie etwa der Schraubenmasse, Reibung, Steifigkeit der Verbindung, etc... Der Drehmomentkoeffizient kann verwendet werden, um das vom Messwertgeber gemessene Drehmoment an das tatsächlich an der Verbindung erzeugte Drehmoment anzupassen. Das tatsächlich an der Verbindung erzeugte Drehmoment ist immer geringer als das vom Messwertgeber gemessene Spitzendrehmoment (oder entspricht diesem im Idealfall). Der Koeffizient kann daher auf Werte zwischen 0,1 und 10 eingestellt werden.
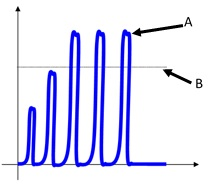
Gegenüberstellung Drehmoment / Zeit A
Am Momentgeber gemessenes Spitzendrehmoment
B
Tatsächlich an der Verbindung gemessenes Drehmoment
Die einzige Möglichkeit zur Beurteilung des tatsächlichen Drehmoments ist, eine Prüfung des Restdrehmoments an der tatsächlichen Verbindung (zum Beispiel mithilfe eines STwrench) durchzuführen. Das Verhältnis zwischen dem am Messerwertgeber gemessenen Spitzendrehmoment und dem tatsächlichen Drehmoment an der Verbindung wird durch alle Komponenten beeinflusst: Das Impulswerkzeug, die Adapter, den Messwertgeber und die Verbindung selbst. Falls eine dieser Komponenten verändert wird, sollte das Verhältnis zwischen Spitzendrehmoment und tatsächlichem Drehmoment neu berechnet werden.
Das folgende Verfahren sollte zur Justierung des Impulswerkzeugs verwendet werden, um das gewünschte Drehmoment an der tatsächlichen Verbindung zu erhalten und den korrekten Koeffizienten K zu berechnen:
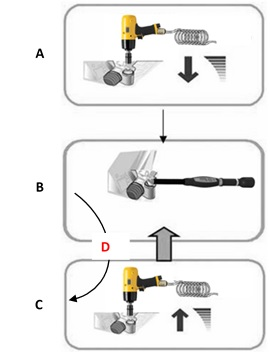
A
Stellen Sie einen Drehmomentwert ein
B
Überprüfen Sie das Restdrehmoment
C
Erhöhen Sie das Drehmoment leicht
D
zu niedrig
Nehmen wir zum Beispiel an, dass das Solldrehmoment der Verbindung 100 Nm beträgt und die Überprüfung des Restdrehmoments nach der Werkzeugeinstellung 100 Nm ergibt; wenn das am Messwertgeber gemessene Drehmoment 120 Nm beträgt, ist der Koeffizient in diesem Fall 100/120 = 0,83.
Schwellenwert: Wird zum Filtern der Kurve für eine korrekte Spitzenwerterkennung zur Berechnung der Frequenz verwendet. Nach der Erkennung der einzelnen Spitzenwerte werden alle Werte unterhalb des Schwellenwerts gelöscht. Hierdurch werden alle Schwingungen herausgefiltert, die bei Impulsverschraubungen immer auftreten.
Der Schwellenwert kann von 1 bis 99 % eingestellt werden. Der Standardwert ist 80%.
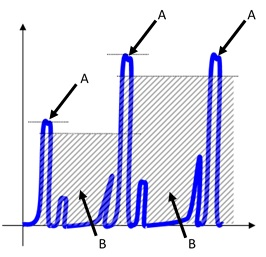
Gegenüberstellung Drehmoment / Zeit A
Spitzenwert
B
Schwingung
ACTA-Impulsstrategie
Die ACTA-Impulswerkzeugstrategie verwendet zur Berechnung der Werkzeugfrequenz eine Reihe von Timern und berechnet den Zyklusstart bei jeder Messung eines Spitzenwerts dynamisch neu (der Zyklusstart wird auf den letzten Spitzenwert geteilt durch 1,5 gesetzt).
Die Parameter, welche die ACTA-Impulsstrategie charakterisieren, sind:
Messverzögerungszeit: Wenn das Drehmoment den Wert für den Zyklusstart übersteigt, wird es während der Messverzögerungszeit ignoriert. Dies kann hilfreich sein, um Rauschen und „falsche Impulse“ bei niedrigen Drehmomentwerten auszuschließen. Der Zeitraum kann von 0 s bis 5 s eingestellt werden. Der Standardwert ist 0 s (keine Verzögerung angewandt).
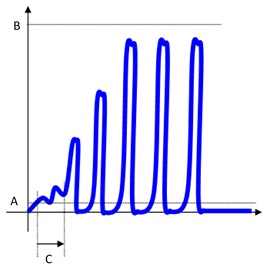
Gegenüberstellung Drehmoment / Zeit A
Zyklusstart
B
Gesamter Messbereich des Messwertgebers
C
Messverzögerung
Reset-Zeit: Die Reset-Zeit legt einen Zeitraum nach jedem Spitzenwert fest, in dem der STa 6000 / STa 6000 Plus die Drehmomentkurve nicht berücksichtigt. Dies kann nützlich sein, um zu vermeiden, dass der tatsächliche Spitzenwert und die Schwingungen, die möglicherweise durch die Spitze selbst erzeugt werden, als zwei echte Spitzenwerte betrachtet werden.
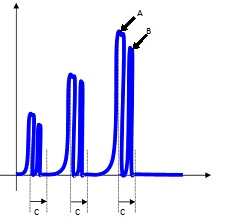
Gegenüberstellung Drehmoment / Zeit A
Spitzenwert
B
Schwingung
C
Reset-Zeit
Der Wert dieses Parameters hängt von der Frequenz des Impulswerkzeugs sowie den möglicherweise in der Kurve vorkommenden Schwingungen ab. Der Zeitraum kann von 0 s bis 5 s eingestellt werden. Der Standardwert ist 0 s (kein Reset angewandt).
Endzykluszeit: Wenn das Drehmoment den Wert für Zyklus abgeschlossen für die Endzykluszeit unterschreitet und dort verbleibt, endet die Prüfung.
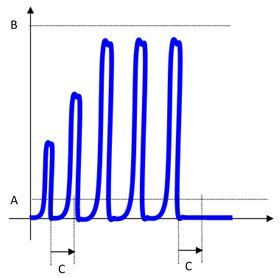
Gegenüberstellung Drehmoment / Zeit A
Zyklus abgeschlossen
B
Gesamter Messbereich des Messwertgebers
C
Endzykluszeit
Verbindungsprüfung
Diese Qualitätskontrollsysteme dienen dazu, die bereits vorgenommenen Schraubvorgänge anhand der Residualdrehmomentsprüfung zu prüfen.
Die verschiedenen Strategien werden nachstehend beschrieben.
Residualdrehmoment/Winkel
Diese Strategie bewertet das Residualdrehmoment einer Verbindung und sucht den Residualpunkt der Kurve für Drehmoment / Winkel.
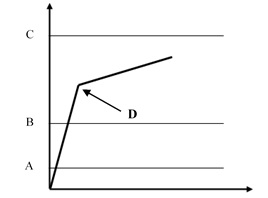
A | Zyklusstart | B | Mindestdrehmoment |
C | Höchstdrehmoment | D | Losbrechmoment = Residualwert |
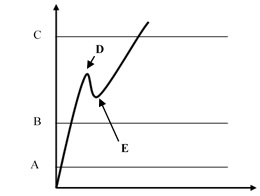
A | Zyklusstart | B | Mindestdrehmoment |
C | Höchstdrehmoment | D | Losbrechmoment |
E | Residualmoment |
Die Drehmomentgrenzwerte werden so definiert, dass der Residualpunkt im Ergebnis OK ist.
Das finale Winkelüberwachungsdrehmoment, das höher als der Zyklusstart sein muss, bestimmt den Punkt, an dem der Gerätealgorithmus beginnt, die Drehmoment-/Winkelkurve zu analysieren. Dies ist nützlich, um Rauschen vollkommen herauszufiltern, die bei geringem Drehmoment auftreten und als falsche Residualwert erfasst werden könnten.
Drehmomentergebnis:
Wenn der Residualpunkt erfasst wurde, wird das Ergebnis mit dem Residualpunkt assoziiert. Der Test ist OK, wenn der Residualwert innerhalb der Grenzwerte liegt.
Wird der Residualwert nicht erfasst oder liegt das Drehmoment über dem maximalen Drehmomentwert, ist das Drehmomentergebnis der Höchstwert. Wenn also der Höchstwert innerhalb der Grenzwerte liegt, ist das Drehmomentergebnis weiterhin OK. Das Gesamtergebnis wird jedoch als Nicht OK angegeben.
Übersteigt das Drehmoment den Wert für Schraubänderung, wird der Residualwert nicht mehr erfasst und das Drehmomentergebnis ist das Höchstdrehmoment.
Die Konfiguration der Strategie für Residualdrehmoment/-winkel sieht zwei erweiterte Parameter vor:
Grenzwert für Losbrechwinkel: Er spezifiziert den maximalen Winkel für das Residualdrehmoment (gemessen ab dem finalen Winkelüberwachungsdrehmoment).
Grenzwert für Residualwinkel: Er spezifiziert den maximalen Winkel (gemessen ab dem finalen Winkelüberwachungsdrehmoment) für das Residualdrehmoment, wenn das Residualdrehmoment unter dem Losbrechpunkt liegt.
Geht der Residualpunkt dem Grenzwert für den Residualwinkel voran, wird das Residualdrehmoment erfasst. Dies ist der Normalzustand für eine Residualdrehmomentprüfung.
Liegt der Residualpunkt über dem Grenzwert für den Residualwinkel, ist das Prüfungsergebnis der Losbrechpunkt. In diesem Fall muss der Grenzwert für den Residualwinkel erhöht werden, um den eigentlichen Residualpunkt zu erfassen.
Liegt der Losbrechpunkt über dem Grenzwert für den Residualwinkel, wird der Residualpunkt selbst dann nicht erfasst, wenn der Residualpunkt dem Grenzwert für den Residualwinkel vorausgeht.
Residualdrehmoment/Spitze
Diese Strategie bewertet das Residualdrehmoment an der Verbindung als Spitzendrehmoment, das zum weiteren Eindrehen der Schraube erforderlich ist.
Bei dieser Strategie wird der Losbrechpunkt nicht automatisch erfasst. Aus diesem Grund ist dies eine weniger objektive Methode zur Bewertung des Residualdrehmoments. Sie kann eingesetzt werden, wenn Residualdrehmoment/Zeit oder Drehmoment/Winkel nicht ausgeführt werden können.
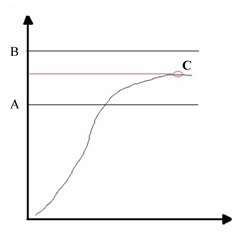
A | Mindestdrehmoment | B | Höchstdrehmoment |
C | Spitzenmoment |
Die Drehmomentgrenzwerte werden spezifiziert, um ein OK-Ergebnis zu erzielen.
Wird der Sollwinkel nicht spezifiziert, wird das Winkelergebnis als „Nicht zutreffend“ gekennzeichnet.
Wird ein Sollwinkel spezifiziert, wird das Ergebnis für das Residualdrehmoment am spezifizierten Winkel (ab dem finalen Winkelüberwachungsdrehmoment) anstatt des Spitzendrehmoments gemessen.
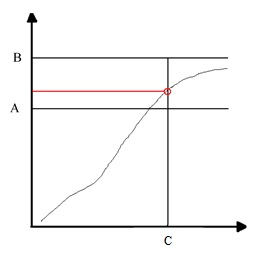
A | Mindestdrehmoment | B | Höchstdrehmoment |
C | Sollwinkel |
Parameter für Strategien
Nachfolgend sind die Parameter für jede Strategie aufgeführt:
Direktantrieb
Freie Runden
Zyklusstart
Zyklus abgeschlossen
Finales Winkelüberwachungsdrehmoment
Filterfrequenz
Drehmoment messen bei
Messverzögerung
Reset-Zeit
Endzykluszeit
Nur Winkel
Filterfrequenz
Finales Winkelüberwachungsdrehmoment
Endzykluszeit
Spitzenwert
Filterfrequenz
Zyklusstart
Finales Winkelüberwachungsdrehmoment
Entspannungszeit
Endzykluszeit
Auf
Zyklusstart
Zyklus abgeschlossen
Filterfrequenz
Schlupfdrehmoment
Messverzögerung
Reset-Zeit
Endzykluszeit
Cam-Over
Filterfrequenz
Zyklusstart
Endzykluszeit
Impuls-
Zyklusstart
Filterfrequenz
Drehmomentkoeffizient
Drehmoment-Schwellwert
Mindestimpuls
Höchstimpuls
Endzykluszeit
ACTA-Impuls
Zyklusstart
Zyklus abgeschlossen
Filterfrequenz
Mindestimpuls
Höchstimpuls
Messverzögerung
Reset-Zeit
Endzykluszeit
Restdrehmoment/Winkel
Zyklusstart
Ratschenzeit
Schraubenwechsel
Finales Winkelüberwachungsdrehmoment
Residualwinkel-Schwellwert
Losbrechwinkelschwelle
Drehmoment-Korrekturkoeffizient
Winkel-Korrekturkoeffizient
Restdrehmoment/Spitze
Zyklusstart
Ratschenzeit
Schraubenwechsel
Finales Winkelüberwachungsdrehmoment
Drehmoment-Korrekturkoeffizient
Winkel-Korrekturkoeffizient
Nachverfolgungs-Tag
Der Nachverfolgungs-Tag ermöglicht eine Verknüpfung zusätzlicher Informationen mit einer Prüfung. Diese werden vom Bediener gesammelt.
Der Nachverfolgungs-Tag kann auf verschiedenen Ebenen (Route, Untergruppe, Prüfung, Werkstück/Teil und Probe) benötigt, die Informationen aus drei Quellen (Barcode, Tastatur und Auswahlliste) erfasst werden und es besteht die Möglichkeit, die Nachverfolgungs-Tag-Anforderung zu aktiveren, wenn eine nicht abgeschlossene Prüfung fortgesetzt wird.
Der Nachverfolgungs-Tag auf Untergruppenebene wird durch diese Version nicht unterstützt.
Wird das System aktualisiert, wird der Nachverfolgungs-Tag auf Untergruppenebene zu einem Nachverfolgungs-Tag auf Routenebene.
Der Nachverfolgungs-Tag der Ebene Werkstück/Teil steht nur für Prüfungen nach Teil zur Verfügung.
Die folgenden Beispiele zeigen einige Möglichkeiten zur Benutzung des Nachverfolgungs-Tags.
Beispiel 1
Das Nachverfolgungs-Tag wird in den folgenden Parametern konfiguriert:
Level: Route.
Quelle: Barcode.
Sammelpunkt: vorher.
Abläufe:
Konfiguration einer Route mit mehreren Prüfungen.
Starten Sie die Route.
Wählen Sie die Prüfung.
Der Barcode ist erforderlich.
Lesen Sie den Barcode ein.
Beenden Sie die Route.
Wird die Route ohne Verlassen der Seite „Route“ wiederholt, wird der Barcode kein zweites Mal benötigt.
Der Barcode ist nur zu Beginn der ersten Prüfung der Route erforderlich.
Beispiel 2
Das Nachverfolgungs-Tag wird in den folgenden Parametern konfiguriert:
Level: Prüfung.
Quelle: Auswahlliste.
Sammelpunkt: nachher.
Abläufe:
Konfiguration einer Route mit zwei Prüfungen
Starten Sie die Route.
Wählen Sie die Prüfung.
Führen Sie den Test durch.
Wählen Sie nach dem ersten Ergebnis der Prüfung ein Tag in der Auswahlliste aus.
Beenden Sie das Verfahren.
Wählen Sie eine andere Prüfung aus.
Führen Sie den Test durch.
Wählen Sie nach dem ersten Ergebnis der Prüfung ein Tag in der Auswahlliste aus.
Beenden Sie das Verfahren.
Beispiel 3
Das Nachverfolgungs-Tag wird in den folgenden Parametern konfiguriert:
Level: Teil (Werkstück).
Quelle: Barcode.
Sammelpunkt: vorher.
Abläufe:
Starten Sie die Route.
Wählen Sie die aktivierte Prüfung.
Vor dem ersten Ergebnis wird der Barcode benötigt.
Lesen Sie den Barcode ein, sodass das erste Teil (Werkstück) mit dem Tag verknüpft wird.
Der erste Prüfpunkt aller anderen Prüfungen wird ohne Tag-Anforderung ausgeführt.
Vor dem zweiten Ergebnis der ersten Prüfung wird der Barcode benötigt.
Lesen Sie den Barcode ein.
Der zweite Prüfpunkt aller anderen Prüfungen wird ohne Tag-Anforderung ausgeführt.
Dieser Vorgang wird entsprechend der Anzahl der Teile (Prüfstücke) wiederholt.
Beispiel 4
Das Nachverfolgungs-Tag wird in den folgenden Parametern konfiguriert:
Level: Probe.
Quelle: Tastatur.
Sammelpunkt: nachher.
Abläufe:
Starten Sie die Route.
Wählen Sie eine Prüfung.
Am Ende jedes Ergebnisses ist eine Eingabe über die Tastatur erforderlich.
Maximale Anzahl von Anwendungselementen
Artikel | Maximale Anzahl |
|---|---|
Benutzer | 100 |
Werkzeuge | 10000 |
Verbindungen | 10000 |
Montageteile | 10000 |
Attributlisten | 1000 |
Binärlisten | 1000 |
Attributlisten-Attribute | 50 |
Zuweisbare Ursachenlisten | 1000 |
Einträge der zuweisbaren Ursachenliste | 50 |
Korrekturmaßnahmenlisten | 1000 |
Einträge der Korrekturmaßnahmenliste | 50 |
Routen | 100 |
Prüfungen pro Route | 500 |
Prüfungen pro Werkzeug | 60 |
Prüfungen pro Verbindung | 10 |
Prüfungen pro Montageteil | 50 |
Messgeräte | 100 |
Steuerungen für Elektrowerkzeuge | 1000 |
Medienelemente | 10000 |
Dimensionale Messgrößen | 50 |
Messungen | 50000 |
Anforderungen an Rohdatenkurven-Dateien
Die als Rohdatenkurven importierten Dateien müssen die folgenden Anforderungen erfüllen:
Die unterstützten Dateiformate sind *.qap und *.txt.
Die Datei muss mindestens 10 Zeilen enthalten.
Die Datei muss die folgenden drei Spalten enthalten: Zeit (ms), Drehmoment (Nm), Winkel (°).
Das Trennzeichen der Dezimalstellen muss ein Komma oder ein Punkt sein.
Tausendertrennzeichen sind nicht erlaubt.
Jede Zeile der Datei muss mindestens 3 numerische Werte enthalten.
Werte müssen per Semikolon oder Tabulator getrennt werden.
Die maximale Anzahl von Zeilen in einer Datei ist 50000.
Die Datei muss UTF8 oder ASCII sein und darf nicht mit der Byte Order Mark (BOM) beginnen.
Eventuelle leere Zeilen werden ignoriert.
Es folgt ein Beispiel für den Inhalt einer Datei:
0;2,505;0,35
200;4,519;10,35
400;5,534;20,70
600;6,546;30,70
800;7,055;40,05
1000;7,363;50,05
1200;7,457;60,40
1400;7,483;70,40
1600;7,096;80,75
1800;2,608;90,75
Glossar
Parameter | Definition |
|---|---|
Winkelkorrektur | Wenn das Design von Schraubfällen oder Platzbeschränkungen die Verwendung standardmäßiger Steckschlüssel oder Werkzeuge unmöglich machen, ist es unter Umständen erforderlich, je nach Anwendung spezielle Schlüsselverlängerungen einzusetzen. Bei Verwendung einer Verlängerung ermöglicht die Winkelkorrekturkonstante einen linearen Ausgleich der Verlängerungstorsion aufgrund des angewendeten Drehmoments. Dies ist ein additiver Festwert. Der Wert wird am Referenzmoment (Nenndrehmoment) in Grad angegeben. |
Gruppengröße | Dieser Parameter bestimmt, wie oft die Prüfung vorgenommen werden muss. Im Rahmen einer Prüfung ist dies die Anzahl von Ergebnissen, die bei Prüfungsabschluss erwartet wird. |
Losbrechgrenzwert | Er spezifiziert den Höchstwinkel für das Residualdrehmoment (gemessen ab Start Endwinkel). Über diesem Winkel werden die Prüfungsergebnisse als „nicht erfasst“ gekennzeichnet. |
Schraubänderung bei | Der Grenzwert für das Überdrehungsmoment, der während der Prüfung einen Alarm auslöst, wenn er überschritten wird. Der Alarm weist den Bediener darauf hin, dass die angewendete Überdrehung die Schraube beschädigt hat. Ein Ersetzen der Schraube wird empfohlen. Der Wert muss höher als das maximale Istwert-Drehmoment sein. |
Cm-Index | Der Cm-Index beschreibt die Maschinenfähigkeit; er gibt an, wie oft die Maschine in die Toleranzbreite passt. Je höher der Wert von Cm, desto besser die Maschine. |
Cmk-Index | Der Cmk-Index beschreibt die Fähigkeit mit Positionskorrektur. Ein hoher Cm-Index ist nutzlos, wenn die Maschineneinstellung in Bezug auf den mittleren Toleranzbereich stark abweicht. Ein hoher Cmk-Index bedeutet also, dass Sie über eine gute Maschine mit geringer Abweichung von der Toleranzbreite verfügen, und auch, dass sie innerhalb jener Breite mittig ist. Wenn Cmk mit Cm übereinstimmt, ist die Maschine auf eine Produktion genau in der Mitte des Toleranzbereichs eingestellt. |
Cp-Index | Der Cp-Index beschreibt die Prozessfähigkeit; er gibt an, wie oft die Prozessspanne in die Toleranzbreite passt. Je höher der Wert von Cp, desto besser der Prozess. |
Cpk-Index | Der Cpk-Index beschreibt die Prozessfähigkeit mit Positionskorrektur. Ein hoher Cp-Index ist nutzlos, wenn die Prozesseinstellung in Bezug auf den mittleren Toleranzbereich stark abweicht. Ein hoher Cpk-Index bedeutet also, dass Sie über einen guten Prozess mit geringer Abweichung von der Toleranzbreite verfügen, und auch, dass dieser innerhalb jener Breite mittig ist. Wenn Cpk mit Cp übereinstimmt, ist der Prozess auf eine Produktion genau in der Mitte des Toleranzbereichs eingestellt. |
Zyklus abgeschlossen | Wenn das Drehmoment länger als vom Parameter für die Endzykluszeit vorgeschrieben unter diesen Wert abfällt, endet die Prüfung (Knickschlüssel). |
Zyklusstart | Drehmomentwert, ab dem die Drehmomentmessung begonnen wird Der Wert muss höher sein als die Minimallast des Messwertgebers. |
Endzykluszeit | Dieses Timeout legt das Prüfungsende fest. |
Filterfrequenz | Eine Filterung ist ein digitaler Ablauf, der an Drehmomentwerten ausgeführt wird, um Messrauschen auszuschließen und die Qualität der Messergebnisse zu erhöhen. Die Filterfrequenz ist ein Wert, der angibt, was der Datensammler im Prozess, der gerade überwacht wird, „ignoriert“. Dieser Wert muss vorsichtig ausgewählt werden: Ein zu geringer Wert (zum Beispiel 10 Hz) ergibt kein korrektes Ergebnis für mit Elektrowerkzeugen vorgenommene schnelle Prüfungen. Andererseits kann ein zu hoher Wert (1000 Hz) zu stark gestörten Kurven und Ergebnissen führen. |
Finales Winkelüberwachungsdrehmoment | Gibt bei Steuerstrategien mit Winkelmessung den Drehmomentwert an, bei dem die Winkelmessung beginnt. |
Freie Runde | Freie Runden vor Beginn des Abbremsens; wird für einige Schraubendreher eingesetzt, die eine Reihe freier Runden benötigen, bevor sie die richtige Betriebsdrehzahl für die Prüfung erreichen. |
Reibwert | Ein dimensionsloser, skalarer Wert, der das Verhältnis der Reibkraft zwischen den Körpern und der Kraft, mit welcher sie zusammengedrückt werden, beschreibt. Der Reibkoeffizient hängt vom verwendeten Werkstoff ab. |
Messverzögerung | Dieses Timeout dient dazu, zu Beginn der Prüfung mögliche Spitzen oder Rauschen herauszufiltern. Wenn das Drehmoment den Zyklusstartwert erreicht, startet der Timer. In diesem Intervall wird das Drehmoment nicht berücksichtigt. |
Drehmoment messen bei | Der Punkt, an dem der Drehmomentwert gemessen wird. Es gibt zwei Optionen: Drehmomentspitze und Winkelspitze. Hier wird bestimmt, welcher Wert auf der Kurve als Drehmomentergebnis erfasst wird, wenn er sich auf dem lokalen maximalen Drehmoment oder Winkel am Ende der Kurve befindet. |
Mindestimpuls | Der Mindestimpuls berechnet Cm-Cmk in Bezug auf die Anzahl der Impulse pro Sekunde. |
Höchstimpuls | Der Höchstimpuls berechnet Cm-Cmk in Bezug auf die Anzahl der Impulse pro Sekunde. |
Ratschenzeit | Anstelle von Endzykluszeit angewendet, wenn das Drehmoment unter den Zyklusstart abfällt, aber noch nicht den minimalen Drehmomentwert erreicht hat. Der Bediener kann nun das Drehmoment kurz ablassen und während der Testausführung wieder anlegen. |
Entspannungszeit | Aufgrund der mechanischen Entspannung des Schlüssels sinkt das vom Schlüssel erkannte Spitzenmoment nach einem kurzen Zeitraum leicht ab. Dieser Parameter erlaubt die Anpassung der Spitzenerkennung bei Schlüsseln, welche das Spitzenmoment nicht speichern, und reduziert somit Abweichungen zwischen der Spitzenerkennung des Messwertgebers und des Schlüssels. |
Reset-Zeit | Zeitraum zum Filtern möglicher Spitzen/Schwingungen nach dem Klickpunkt. Wenn das Drehmoment den Zyklusendwert unterschreitet, startet der Timer. In dieser Zeit wird die Drehmomentkurve nicht analysiert (Klickpunkte, die möglicherweise während der Reset-Zeit auftreten, werden nicht berücksichtigt). |
Residualwinkel-Schwellwert | Er spezifiziert den maximalen Winkel (gemessen ab Start Endwinkel) für das Residualdrehmoment, wenn das Residualdrehmoment unter dem Losbrechpunkt liegt. |
Schlupfdrehmoment | Das Schlupfdrehmoment führt zum erforderlichen Drehmomentabfall nach dem Klickpunkt. Fällt das Drehmoment stärker ab als das Schlupfdrehmoment, wird der Spitzenwert als Klickpunkt angesehen; ist dies nicht der Fall, wird der Spitzenwert ignoriert. |
Stichprobengröße | Dieser Parameter legt fest, wie viele Prüfungen (Untergruppe) erforderlich sind, um jeden Punkt (der durchschnittliche Wert der Prüfungen in der Untergruppe) der SPC-Diagramme zu definieren. |
Stichprobenfrequenz | SPC, die Punkte, die auf dem X-R-Diagramm angezeigt werden, sind die Durchschnittswerte der Prüfungen, die vom Untergruppen-Größenparameter festgelegt wurden. Der Parameter Untergruppenhäufigkeit bestimmt die Häufigkeit der Punkte, die im Diagramm und in den SPC-Regeln berücksichtigt werden.
|
Drehmoment-Korrekturkoeffizient | Wenn das Design von Schraubfällen oder Platzbeschränkungen die Verwendung standardmäßiger Steckschlüssel oder Werkzeuge unmöglich machen, ist es unter Umständen erforderlich, je nach Anwendung spezielle Schlüsselverlängerungen einzusetzen. In diesen Fällen müssen die Schraubenschlüsselmessungen entsprechend kompensiert werden, da die Werkskalibrierung für den Standardarm gilt und der Verlängerungsarm das gemessene Drehmoment erhöht. Die Winkelmessung wird aufgrund der spezifischen Torsion beim Anwenden des Drehmoments auch von den Erweiterungen beeinflusst. |
Drehmoment-Schwellwert | Grenzwert des Drehmomentwerts. |
Streckgrenze | Erhöhung des Drehmoments an einer Verbindung; dies ist der Punkt, an dem das elastische Verhalten endet und die plastische Verlängerung beginnt. |
Streckgrenzpunkt | Der theoretische Stresspunkt (Druck), bei dessen Überschreitung der Werkstoff seine Elastizität verliert und permanent gedehnt wird. |
Referenzdokumente
ISO 6789 – ISO 6789:2003 – Dritte Ausgabe 2003-04-01
ISO 6789 – ISO 6789-2:2017 – Erste Ausgabe 2017-02
ISO 5393 – ISO 5393:1994 – Zweite Ausgabe 1994-05-01
CNOMO – CNOMO E41.32.110N – CNOMO – Juli 1990
VDI/VDE 2645-2 – VDI/VDE 2645-2 – September 2014
JJF 1610-2017 – JJF 1610-2017 – Mai 2017