Screw dispenser
Screw dispenser
Product Information
General Information
Safety Signal Words
The safety signal words Danger, Warning, Caution, and Notice have the following meanings:
DANGER | DANGER indicates a hazardous situation which, if not avoided, will result in death or serious injury. |
WARNING | WARNING indicates a hazardous situation which, if not avoided, could result in death or serious injury. |
CAUTION | CAUTION, used with the safety alert symbol, indicates a hazardous situation which, if not avoided, could result in minor or moderate injury. |
NOTICE | NOTICE is used to address practices not related to personal injury. |
Warranty
Product warranty will expire 12+1 months after dispatch from Atlas Copco's Distribution Center.
Normal wear and tear on parts is not included within the warranty.
Normal wear and tear is that which requires a part change or other adjustment/overhaul during standard tools maintenance typical for that period (expressed in time, operation hours or otherwise).
The product warranty relies on the correct use, maintenance, and repair of the tool and its component parts.
Damage to parts that occurs as a result of inadequate maintenance or performed by parties other than Atlas Copco or their Certified Service Partners during the warranty period is not covered by the warranty.
To avoid damage or destruction of tool parts, service the tool according to the recommended maintenance schedules and follow the correct instructions.
Warranty repairs are only performed in Atlas Copco workshops or by Certified Service Partners.
Atlas Copco offers extended warranty and state of the art preventive maintenance through its ToolCover contracts. For further information contact your local Service representative.
Website
Information concerning our Products, Accessories, Spare Parts and Published Matters can be found on the Atlas Copco website.
Please visit: www.atlascopco.com.
ServAid
ServAid is a portal that is continuously updated and contains Technical Information, such as:
Regulatory and Safety Information
Technical Data
Installation, Operation and Service Instructions
Spare Parts Lists
Accessories
Dimensional Drawings
Please visit: https://servaid.atlascopco.com.
For further Technical Information, please contact your local Atlas Copco representative.
Country of Origin
For the Country of Origin, please refer to the information on the product label.
Dimensional Drawings
Dimensional Drawings can be found either in the Dimensional Drawings Archive, or on ServAid.
Please visit: http://webbox.atlascopco.com/webbox/dimdrw or https://servaid.atlascopco.com.
Overview
Main parts and functions
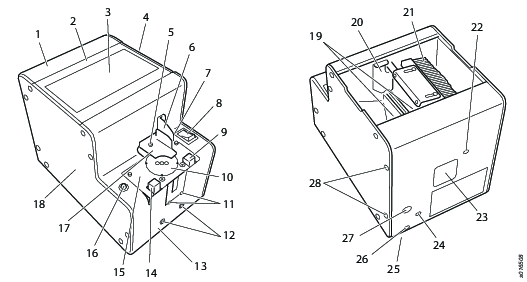
1 | Rear cover | 19 | Scooping block left and right (moving up and down) |
2 | Upper cover | 20 | Passing plate |
3 | Scooping chamber | 21 | Brush |
4 | Right side cover | 22 | Timer knob |
5 | Rail fixing screw | 23 | Rail |
6 | Attaching plate of holding plate | 24 | Vibration adjusting plate fixing screw |
7 | Holding plate attaching screw | 25 | Vibration adjusting screw (under the machine) |
8 | Power switch | 26 | Signal line opening |
9 | Light-receiving sensor | 27 | DC jack |
10 | Escaper | 28 | Rear cover fixing screws (2-1eft, 2-right) |
11 | Sensor bracket attaching screw | ||
12 | Escaper bracket installing screw | ||
13 | Front cover | ||
14 | Light-emitting sensor | ||
15 | Escaper guide for the robot |
|
|
16 | Screw sensor indicator |
|
|
17 | Holding plate |
|
|
18 | Right side cover |
|
|
Screw specification
Screw feeder model | Specification of screw head | Shape of screw head | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Screw size | Screw shaft diameter (mm) | Screw head diameter (mm) | Screw head thickness (mm) | Screw shaft length | Precision screw | -----------Pan head--------- | Bind | Truss | Flat head* | Hexagon socket head | |||
Sems | Double sems | Washer head | |||||||||||
SDS-SR10 | M1.0 | 0.9 - 0.95 | 1.8 - 4.5 | 0.35 - 1 | 1.6 - 10 | O | - | - | - | - | - | O | - |
SDS-SR12 | M1.2 | 1.1 - 1.15 | 1.8 - 4.5 | 0.35 - 1 | 1.9 - 10 | ||||||||
SDS-SR14 | M1.4 | 1.3 - 1.4 | 2.0 - 4.5 | 0.35 - 1 | 2.2 - 10 | ||||||||
SDS-SR17 | M1.7 | 1.6 - 1.7 | 2.5 - 4.5 | 0.35 - 1 | 2.7 - 10 | ||||||||
SDS-SR20 | M2.0 | 1.9 - 2.1 | 3.0 - 6.0 | 0.35 - 4.5 | 3.2 - 20 | - | O | O | O | O | O | O | O |
SDS-SR23 | M2.3 | 2.2 - 2.4 | 3.3 - 6.0 | 0.35 - 4.5 | 3.7 - 20 | ||||||||
SDS-SR26 | M2.6 | 2.5 - 2.7 | 3.6 - 6.0 | 0.35 - 4.5 | 4.2 - 20 | ||||||||
SDS-SR30 | M3.0 | 2.9 - 3.2 | 4.0 - 6.0 | 0.35 - 4.5 | 4.8 - 20 | ||||||||
*Please consult your distributor for Flat head.
Check if the axis diameter of the loaded screw corresponds with the above rail groove width.
To change the nominal diameter of loaded screw, replace the rail kit. See the accessory list.
Technical Product Data
Technical Product Data can be found on either ServAid, or the Atlas Copco website.
Please visit: https://servaid.atlascopco.com or www.atlascopco.com.
Installation
Installation Instructions
General
Connect the screw feeder to the mains using the delivered power supply.
Connect the external output signal line, as required.
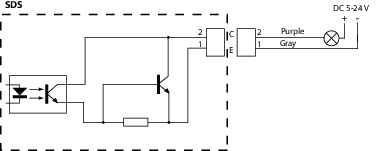
DC maximum: 100 mA
Externally applied voltage 5 - 24 V
Max cable length: 3 m
OFF when no screw is present
ON when screw is present
Before delivery, each section of the machine is checked and adjusted with panhead screws matching the nominal diameters of the ordered model.
Most screws may be usable in the initial status of adjustment however, if the height or shape of the screw head is different or if the operation is regarded as abnormal, each section must be readjusted. If this is the case, make checks and adjustments according to the Maintenance section.
Operation
Ergonomic Guidelines
Consider your workstation as you read through this list of general ergonomic guidelines to identify areas for improvement in posture, component placement, or work environment.
Take frequent breaks and change work positions frequently.
Adapt the workstation area to your needs and the work task.
Adjust for a convenient reach range by determining where parts and tools need to be located to avoid static load.
Use workstation equipment such as tables and chairs appropriate for the work task.
Avoid work positions above shoulder level or with static holding during assembly operations.
When working above shoulder level, reduce the load on the static muscles by lowering the weight of the tool, using for example torque arms, hose reels or weight balancers. You can also reduce the load on the static muscles by holding the tool close to the body.
Take frequent breaks.
Avoid extreme arm or wrist postures, particularly during operations requiring a degree of force.
Adjust for a convenient field of vision that requires minimal eye and head movements.
Use appropriate lighting for the work task.
Select the appropriate tool for the work task.
In noisy environments, use ear protection equipment.
Use high-quality inserted tools and consumables to minimize exposure to excessive levels of vibration.
Minimize exposure to reaction forces.
When cutting:
A cut-off wheel can get stuck if the cut-off wheel is bent or not guided properly. Use the correct flange for the cut-off wheel and avoid bending the cut-off wheel during operation.
When drilling:
The drill might stall when the drill bit breaks through. Use support handles if the stall torque is high. The safety standard ISO11148 part 3 recommends using a device to absorb a reaction torque above 10 Nm for pistol grip tools and 4 Nm for straight tools.
When using direct-driven screwdrivers or nutrunners:
Reaction forces depend on the tool settings and joint characteristics. Strength and posture determine the amount of reaction force that an operator can tolerate. Adapt the torque setting to the operator's strength and posture and use a torque arm or reaction bar if the torque is too high.
In dusty environments, use a dust extraction system or wear a mouth protection mask.
Operating Instructions
Load screws
The figure indicates the maximum amount of screws to be loaded.
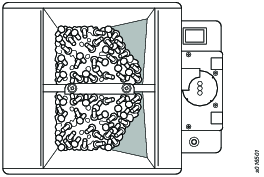
Turn the power switch ON and then turn it OFF when the scooping block is at the lower limit position.
Load screws up to 2 to 3 mm below the rail surface.
At this time, check that screws are not loaded so as to cover the upper portion of the inclined plate.
Power on
Turn the power switch ON.
Check that:
The power switch indicator lights up.
The rail starts to vibrate and the escaper starts rotating.
The scooping block starts to move up and down.
Screws move along the rail towards the rotating escaper which selects one screw at a time.
The escaper rotates and deposits the selected screw at the extraction site.
At this moment, the screw sensor indicator lights up and the operation stops, waiting for the screw to be extracted.
Service
Preventing ESD Problems
The components inside the product and controller are sensitive to electrostatic discharge. To avoid future malfunction, make sure that service and maintenance is carried out in an ESD approved work environment. The figure below shows an example of an appropriate service work station.

Maintenance Instructions
Clean the screw rail
A dirty rail groove may interfere with the screw transport speed.
-
Clean the rail with a soft, clean cloth dipped in aloohol.
If cleaning is difficult, proceed as follows:
Tum off the power supply.
Remove all screws from the chamber.
Remove the rail from the machine and clean the rail groove with a soft, clean cloth dipped in aloohol.
If the rail is damaged or can naot be cleaned, replace it.
Check and adjust the passing plate
Check that the passing plate is adjusted to a height that permits loaded screws to pass just within the clearance limit.
If the passing plate is too low. screws cannot pass.
If the passing plate is too high, it will hamper a smooth transport of the screws.
If adjustment is required, loosen the passing plate attaching screw and adjust the height.
After making an adjustment. do an operational check.
Check and adjust the holding plate
Check that the clearance between screws in the rail groove and the holding plate is about 0 ~ 1 mm.
If there is no clearance, a screw will be caught.
If the clearance is too large, a screw pile or screw jump will occur.
If any adjustment is required, loosen the holding plate attaching screw and move the plate up or down.
After making an adjustment, check the machine operation.
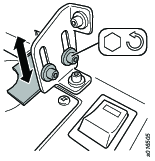
Check and adjust the rail vibration
The screw transport speed differs depending on the screw type.
Check the screw transport speed. If the rail vibration hinders a smooth transport of the screws, it needs adjustment.
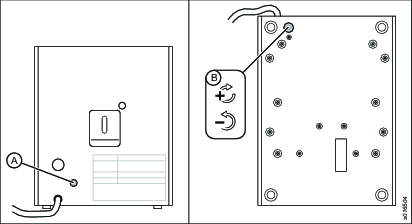
Loosen the anti-vibration screw (A) at the rear of the machine
Turn the vibration adjusting screw (B) located on the bottom of the machine, to adjust the vibration.
When the screw (B) is turned clockwise, as viewed from the bottom of the machine, the vibration will increase
When the screw (B) is turned counterclockwise, the vibration decreases
After adjustment, be sure to tighten the anti-vibration screw (A).
Do an operational check.
Check and adjust the timer
The screw transport speed differs depending on the screw type. This machine uses a timer to make screw unloading smooth.
For screws with a low transport speed, set a longer time.
For screws with a high transport speed, set a shorter time.
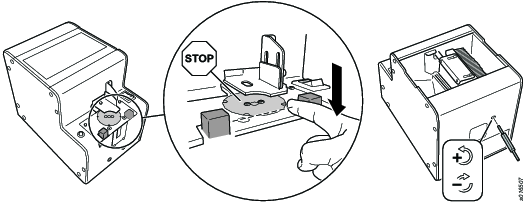
Check the operation by intercepting the optical axis of the sensor.
Make an adjustment with the timer knob at the rear of the machine body.
When the timer knob is turned clockwise, as viewed from the rear side, the time becomes shorter.
When the knob is turned counterclockwise, the time becomes longer
Check this adjustment, by using the screwdriver, within the allowable turning range, without using excessive force.
Do an operational check with screws loaded in the scooping chamber and the timer set properly.
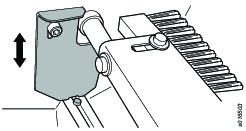
Check and adjust the brush
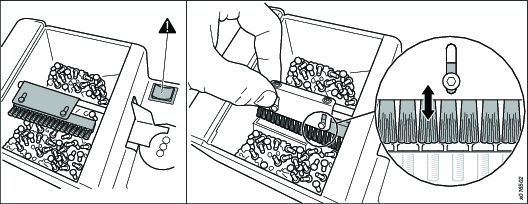
Load the screws into the scooping chamber, turn ON and OFF the power switch so that screws are alligned into the rail groove
Turn the power switch ON and then turn it OFF when the brush is in horizontal position with the screws facing up.
Check that the heads of the screws, in the rail groove, are in slight contact with the brush bristles. If the brush height is too high or low, this will have an adverse effect on the screw allignment and transport.
If any adjustment is necessary, loosen the brush height adjusting screw to adjust the brush height.
If the plastic portion, at the front of the brush. comes into contact with the passing plate, loosen the brush assembly mounting screw and make an adjustment either backward or forward
Operate the machine to check that the brush operation is normal.
Check and adjust the position of the rail

Loosen the rail fixing screw and adjust the rail either backward or forward.
After adjustment, be sure to tighten the rail fixing screw.
If the rail position has been adjusted, the rail vibration may need re-adjustment.
Repair Instructions
Replace the rail
If there is any dirt or flaw on the rail groove that prevents a smooth operation. we recommend the user clean or replace the rail. Use the passing plate, rail and escaper that correspond to the diameter of the screws loaded.
Loosen the rail fixing screws.
Pull out the rail assembly from the rear of the machine.
Insert the new rail from the rear of the machine.
Fasten the rail with the fixing screws.
Adjust the rail according to the procedure in the installation section.
Replace the brush
If the brush is too worn to sweep screws off of the rail, replace it. A brush with harder bristles. than the standard brush, is available as an option. Consider its convenience when the situation requires it.
Turn the power switch ON and then turn it OFF when the brush is in horizontal position with the screws facing up.
Remove the two screws holding the brush.
Mount the new brush to the bracket with the two screws.
Adjust the brush according to the procedure in the installation section.
Replace the passing plate
Use the passing plate, rail and escaper that correspond with the diameter of the screws loaded.
Remove the passing plate fixing screws.
Remove the passing plate.
Insert the new passing plate. Use the half-press on both sides of the passing plate as guides.
Fasten the passing plate with the fixing screws.
Adjust the rail according to the procedure in the installation section.
Operational check
After checking and adjusting each component do an operational check with screws loaded.
If any abnormality is found, repeat adjustments once again in addition to the rail vibration and front/rear position adjustments.
After completing the operational check, return the wiring arrangement to its original status.
Troubleshooting
Troubleshooting
Trouble | Cause | Corrective measures |
|---|---|---|
The machine does not operate though the power switch is turned ON. | Power is not supplied. | Check the connection of the power supply of the AC power adapter. |
The machine has not unloaded screws from the unloading section for a certain amount of time. | Take out the screw from the extraction site. Adjust the timer setting knob. | |
Too many screws were loaded into the scooping chamber. | Reduce the quantity of screws in the scooping chamber to a proper load level. | |
A foreign object (for example: a screw) intruded into the main body. | Remove the foreign object. | |
The AC adapter is faulty. | Consult our service section. | |
Screws do not flow. | Screws with a larger diameter than the specified rail size were loaded or screws with a different diameter were mixed in together. | Use screws with the specified nominal diameter. Remove the screws with the odd nominal diameter. |
An insufficient quantity of screws are in the scooping chamber. | Add a proper quantity of screws into the scooping chamber. | |
Screws in an abnormal position in the passing plate can not be swept away with the brush. | Adjust the brush. Adjust the passing plate. If a proper amount of screws are loaded inteo the scooping chamber, the status may be improved. Use the optional brush (stiffer bristles). | |
The axis of the screw thread entered the passing plate. | Remove the abnormal screw. Check and adjust the passing plate. | |
A screw has stopped in an abnormal position while moving along the rail. | Remove the screw in the abnormal position. Take care not to damage the rail groove. Move the holding plate assembly upward to remove the screw. Re-adjust the position of the holding plate. | |
The rail does not vibrate. (for example, a screw is obstructing the clarance.) | Remove the screw that is obstructing the clearance. Check the vibration adjstment. If nop screw is obstructing the clearance, consult our service section. | |
A screw has fallen into the rail groove. | Screws with a smaller diamataer than the specified rail size were loaded. | Use screw with the nominal damter and length. |
Screws with a shorter total length than the rail groove with were loaded. | No corrective measure is available. Consult our service section. | |
The flow on the screw rail is improper. | The clearance between the holding plate and the head of the loaded screw is too low. | Adjust the holding plate. |
Screws with a spring washer having one increment smaller than the specified nominal ran size were loaded. | Adjust the vibration. If. after following the instructions written above. the machine still does not function properly, consult our service section. | |
The rail is oily or dirty. | Clean the rail. | |
The rail does not vibrate. (A screw is caught in the clearance) | Remove the screws caught in the clearance. If there is no screw that is caught, consult our service section. Check that the vibration level is properly adjusted. | |
The motor is worn. | Replace the motor. | |
Screws tend to pass through the passing plate in an abnormal position. The axis of the screw thread tends to enter the passing plate. | The passing plate is not adjusted properly. | Adjust the passing plate. |
Too many screws are in the scooping chamber. | Reduce the quantity of screws to a proper level. | |
No screw comes to the extraction site. | Screws are stopped while still on the rail. | Adjust the position of the holding plate. |
Screws cannot be transferred smoothly from the rail to the escaper. | Adjust the distance between the end of the rail and the escaoer or adjust the height of the escaper. | |
The machine stops its operation suddenly. | The overload protective circuit was activated. | Turn the machine OFF and then ON again. Remove the cause of overload. |
Too many screws are in the scooping chamber. | Remove screws to a proper level. When the machine stops, even if the screws are at a proper level. consult our service section. | |
A screw is caught in the clearance. | Remove the screw that is caught. | |
A screw. at the extraction site. could not be extracted for an amount of time. | Remove the screw. | |
The scooping operation does not stop though screws are at the extraction site. | The timer knob is not properly adjusted. | Readjust the timer knob. |
The escaper operation does not stop though screws are at the extraction site. | The sensor does not detect a screw. | Readjust the voltage of the sensor. |
A screw has fallen into the machine. | Shake the screw down through the hole at the bottom of the machine. | |
The noise of the machine has increased. | There is insufficient grease. | Apply grease to the transport section. Recommended grease: BR2 Plus, Dow Corning Asia Co. Ltd. |
Recycling
Environmental Regulations
When a product has served its purpose it has to be recycled properly. Dismantle the product and recycle the components in accordance with local legislation.
Batteries shall be taken care of by your national battery recovery organization.