ToolsTalk MT (9.4.0)
Software
一般数据保护条例(GDPR)
本产品提供了处理个人身份信息的可能性,例如系统用户名、角色和 IP 地址。这种处理能力的目的可能是通过可追溯性和适当的访问管理来加强质量控制。
如果您决定处理个人数据,您需要了解并遵守相关的个人数据保护规则,包括 EU GDPR 以及任何其他适用的指令和法规。对于您对本产品的任何使用,阿特拉斯·科普柯不承担任何责任。
责任
在工作环境下,许多情况可能影响拧紧流程,为此须对结果进行验证。在此,我们要求用户遵守相关标准和/或法规,在出现可能影响拧紧结果的情况后,检查安装的扭矩和旋转方向。此类情况的示例包括但不限于:
工具系统初始安装
更改部件批次、螺栓、螺钉批次、工具、软件、配置或环境
更改通风或电气连接
更改管路人体工程学特性、流程、质量程序或操作法
更换操作员
任何影响拧紧流程结果的其他变更
检查应:
确保未因发生的影响情况改变接头状况。
在设备初始安装、维护或修理后实施。
至少在每次换班后检查一次或以合适的频率进行检查。
配置概述
ToolsTalk MT 简介
MicroTorque 系统是 Atlas Copco 针对低扭矩应用而推出的螺丝旋具系列。
ToolsTalk MT 是一个 PC 软件包,可为 MicroTorque 控制器提供简单且人性化的编程和实时监控功能,包括:
-
具有扭矩和角度控制的多步骤螺丝拧紧程序。
-
灵活的可编程螺丝拧紧步骤序列。
-
精确的拧紧扭矩、角度控制以及 MultiStep 过程数据记录。
-
可通过 USB 进行多点通信,以进行参数设置、图形读出和过程数据通信。
ToolsTalk MT 密码保护
启用或禁用 Tools Talk MT 密码保护需要电脑管理权限。启用身份验证后,无需管理权限即可更改密码。
当您启动启用了密码保护的 ToolsTalk MT 时,您将处于只读模式。
在开始菜单中查找并右键 点击 ToolsTalk MT,选择以管理员身份运行。
在用户帐户控制窗口中选择是。
在 ToolsTalk MT 中选择用户图标
 。
。在用户设置中选择密码保护 ToolsTalk MT 并选择设置密码。

在身份验证设置中输入一个密码(最少 4 个字符),然后选择确定。
在用户设置中选择确定。您现在已登录编辑模式。
转到编辑,然后选择登出,返回只读模式。
Pset
ToolsTalk MT 中的拧紧程序称为“Pset”。一个 Pset 可以包含不同的步骤。所有步骤都具有精确的速度控制,以及用于角度和扭矩监测的多个选项。
验证程序
验证程序是一种独特的拧紧程序,用于在进行扭矩检查时验证工具。
批次序列
通过批次序列方法,可以对拧紧工作流进行分组和添加控制。批次序列可以是控制器将按顺序执行的批次、事件或信息步骤的列表。批次序列可以通过屏幕指令与操作员进行交互,还可以与 PLC 或扫描仪等外部设备的使用进行交互。
批次
一个批次定义为一个特定 Pset 应该运行多少次。
事件
通过事件方法,可以控制环境、设置输出、等待输入、监控输入级别、设置延迟或从扫描仪收集数据。
信息
信息步骤可用于通知和引导操作员。
工作选择(选择来源)
系统可以通过四种不同方法来选择工作,即 Pset 和批次序列:
协议(Tools Talk MT + Atlas Copco 开放协议)
Digital I/O(数字 I/O)
扫描仪(条形码/RFID)
控制器
现场总线
结果处理
每次拧紧和测量后,都将生成结果数据,然后存储在控制器内存中。拧紧控制器上最多可以存储 100.000 个结果和 1000 个图形,测量控制器上最多可以存储 10000 个结果和图形。
在达到最大数量的结果时,最新的结果将覆盖最早的结果。
可以通过扫描仪收集序列号和生产数据,然后将其与结果存储在一起,从而实现更高的可追溯性和持续改进。
结果可以从通信网络上的控制器导出(以太网或 USB),也可以使用 USB 闪存驱动器来手动提取。
为了实现更高的可追溯性和生产监测,MTF6000 可以连接至 ToolsNet 8。
用户界面
下图显示了连接至控制器时的主窗口。图标可能因连接的不同 IAM 而异。

A | 管理连接 |
B | Pset 和验证程序 |
C | 批次序列 |
D | 识别码和站点条形码的生成 |
E | 配置 |
F | “Analysis”(分析) |
G | 步骤结果/结果/事件 |
H | 工具设置 |
I | 控制器设置 |
J | 数字 I/O 和密码设置 |
K | 现场总线 |
L | 传感器设置 |
M | 撤销所有更改 |
N | 将更改保存至控制器。在脱机模式下,相关更改会被保存到文件中。 |
O | 选择如何显示打开的窗口:平铺、级联或一个单一窗口。 |
P | 用户设置。 |
Q | 帮助 |
R | ToolsTalk MT 软件版本 |
S | TN 显示控制器是否连接到 ToolsNet 8。 |
T | 如果有新的 ToolsTalk MT 可供下载,将出现警告/信息 |
U | 提示消息 |
V | 活动事件类型 |
W | 活动事件文本 |
入门
启动控制器
将 PSU 连接到控制器,并检查其是否已通电。如果您使用的是 QA 或拧紧站点,请按下电池上的按钮启动装置。
启动 ToolsTalk MT
使用 PC 桌面上的图标或程序菜单中的快捷方式来启动 ToolsTalk MT。
“管理连接”菜单

可以通过不同的方式连接至控制器:
USB
串行(仅可用于 MTF 400 和 G4)
以太网(仅可用于 MTF 6000 和 ACTA MT4)
通过以太网连接的控制器可以保存为收藏夹。
断线
在脱机模式中,ToolsTalk MT 将连接至虚拟设备。所有功能都与连接至真实的控制器时相同。
可以通过 USB 闪存驱动器或通过 ToolsTalk MT 从控制器导出和导入离线文件。
单击保存按钮可以保存脱机模式工作时所作的所有更改。
无法以虚拟方式连接至 QA 控制器,仅支持拧紧操作。
网络更新
通过网络更新功能,可一次性向网络内多台控制器推送固件及配置更新(包括 Pset、批次序列与标识符)。只要控制器接入网络,即无需逐台手动更新。此功能仅支持 IAM Smart Automation 系统。
使用网络更新时,新配置将移除并覆盖所有现有 Pset、批次序列及标识符。
设置
Pset 和验证程序

ToolsTalk MT 中的拧紧程序称为“Pset”。
Pset 系指在创建该 Pset 时,对连接至控制器的工具的设置。如果 Pset 激活时连接了另一个工具,将显示提示信息,表示该 Pset 将无法正常工作。
Pset 列表简介
每一行都代表一个 Pset。各列包含下列信息:
选择 Pset 的复选框
数量
名称 - 用户定义的名称
步骤编号
最后更改
工具模型 - Pset 将处理的工具模型。
调谐
主动
可以通过单击每列的标题对列表进行排序。
添加 Pset/验证程序
要添加 Pset,请执行下列步骤:
在菜单栏中,单击 Pset 图标。工作空间区域将显示所有当前 Pset 的列表。
单击 Add(添加)按钮。Create Pset 窗口将打开。
输入 Pset 编号与名称。
单击“OK(确定)”按钮。
将添加新 Pset,列表将更新。
删除 Pset
要删除一个或多个 Pset,请执行下列步骤:
-
在菜单栏中,单击 Pset 图标。工作空间区域将显示所有当前 Pset 的列表。
-
对于要删除的每个 Pset,在工作空间区域的最左列中,选中相应的复选框。
-
单击“Delete(删除)”按钮。
-
在“Confirm(确认)”窗口中,确认删除。
将移除所选 Pset,列表将更新。
复制 Pset
要复制 Pset,请执行下列步骤:
-
在要复制的Pset 上单击右键。
-
选择“Copy(复制)”。
-
在要复制到的 Pset上单击右键。
-
要确认,请在“Confirm(确认)”窗口中,按下“Yes(是)”按钮。
设定新的 Pset
在 ToolsTalk MT 中,编程 Pset 的基本工作流程包含下列步骤:
-
打开 Pset 窗口。
-
单击 Add(添加)按钮。
-
选择 Pset 编号和 Pset 名称。
单击“OK(确定)”按钮。
该 Pset 将显示在 Pset 列表中。
-
双击 Pset,打开Pset窗口,或选中并单击Open(打开)。
-
输入一般设置。
-
添加 Pset 步骤。这是标准螺钉拧紧应用的最常见设置:
-
螺纹啮合步骤
-
Angle step(角度步骤)
-
扭矩步骤
-
-
按下Expand all(全部展开)按钮或双击某个步骤。
-
设置每个步骤的步骤类型,设置步骤参数。
-
单击“Save(保存)”按钮,将设置保存到控制器。

例如,三步拧紧策略

-
查找螺纹。
-
旋入,直至螺丝头接触到工件。
-
夹紧连接件。
步骤 1:查找螺纹
首先,使用螺纹啮合步骤来查找螺纹。
 |
B - 慢速,100-150 rpm。 C - 当螺丝进入螺纹时,在扭矩增加后过渡到下一个步骤 |
步骤 2:旋入
使用角度步骤来旋入螺丝。
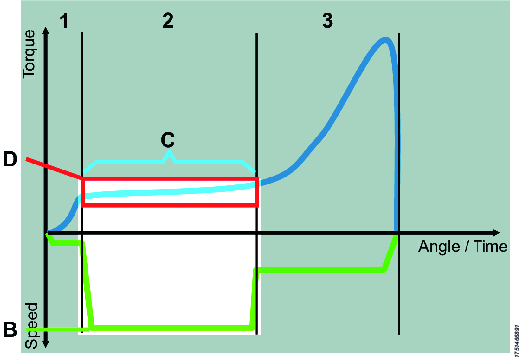 | B - 高速 C - 在角度对应于螺丝头接触工件前的螺纹长度时,过渡到下一个步骤 D - 扭矩窗口,用于管理旋入操作以及在出现故障(例如,螺纹受损)时发出警报 重要的是,角度台阶必须在螺丝头接触工件之前停止,否则可能会导致不必要的过冲,因为工具可能无法及时断裂。 |
步骤 3:夹紧连接件
使用扭矩步骤来夹紧连接件。
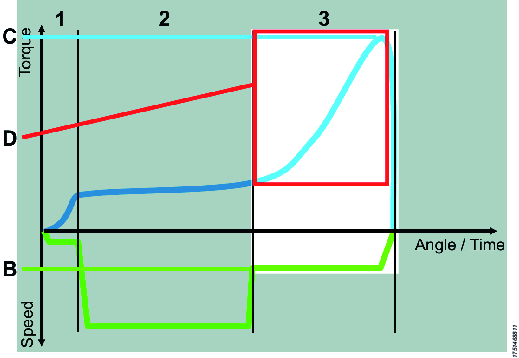 |
B - 之前为该工具配置的速度 C - 达到目标扭矩时完成的连接件 D - 扭矩级别的角度窗口,用于管理夹紧力以及在出现故障(例如,工件破碎或垫圈缺失)时发出警报 |
在控制器上使用快速编程来添加 Pset
可以使用控制器来添加 Pset 或验证程序,请参阅《MTF 6000 配置指南》。
Pset 窗口
|
GUI 对象 |
说明 |
|
更改工具类型 |
仅用于脱机模式。 |
|
“Test(测试)”按钮 |
打开一个窗口,从中可以启动、停止、重置活动的 Pset |
|
“Activate(激活)”按钮 |
将当前 Pset 设置为控制器上的活动 Pset。应将Selected source(选中的来源)设为Protocol/ToolsTalk MT(协议/ToolsTalk MT)。 |
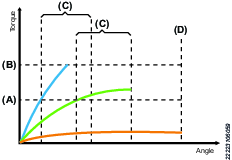
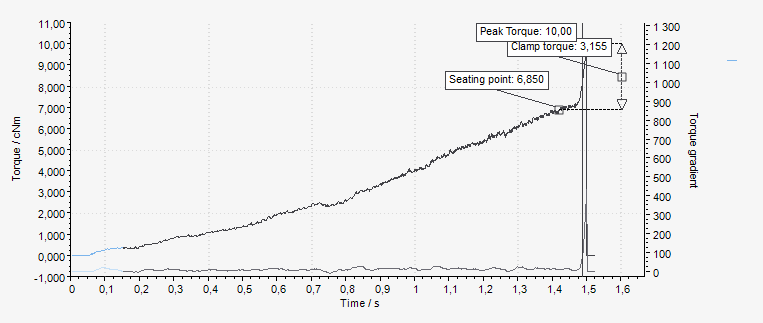
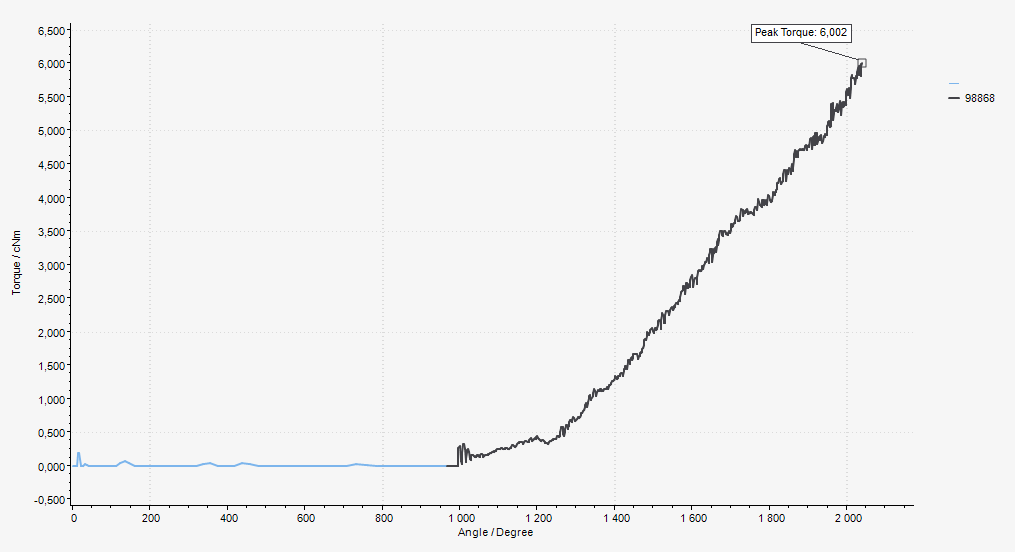
扳手拧紧定义
拧紧螺钉直到螺钉头部接触工件固定点 (A)。然后拧紧螺钉直至达到最终扭矩 (C),这通常也是峰值扭矩 (B),但有时最终扭矩更低。
夹紧角度 (D) 和夹紧扭矩 (E) 在固定点与峰值扭矩之间测得。

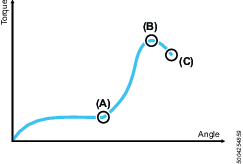
A | 固定点 |
B | 峰值扭矩 |
C | 最终扭矩 |
D | 夹紧角度 |
E | 夹紧扭矩 |
常规设置
参数 | 描述 |
Pset 名称 | 显示在 Pset 列表中。Pset 名称与结果存储在一起,将显示在控制器结果视图中。 |
Pset 修订 | 该 Pset 的修订号。 |
Pset 创建 | 创建该 Pset 的日期。 |
Pset 修改 | 上次修改该 Pset 的日期。 |
已配置的工具名称 | 与该 Pset 链接的工具类型(文本中的模型类型)。 |
最短总计时间 | 为了以拧紧状态通过,拧紧操作必须运行的最短时间。 |
最长总计时间 | 为了以拧紧状态通过,拧紧操作可以运行的最长时间。 |
最小总计角度 | 在拧紧操作期间,工具必须转动的最小角度数。 |
最大总计角度 | 在拧紧操作期间,工具允许转动的最大角度数。 |
扳机丢失扭矩 | 如果工具按钮在扳机丢失扭矩值通过之后和拧紧完成之前释放,将会发送一条错误消息。 |
图像开始步骤 | 图像开始的步骤编号。 |
扭矩调谐 | 为此 Pset 调整扭矩校准。控制器将实测扭矩乘以系数“(1.0 – 扭矩调谐值)”。因此,正值扭矩调谐会增大实际施加扭矩。扭矩调整可 +/-0.1 |
角度范围开始步骤 | 定义从哪个步骤开始测量结果角度。 |
角度范围停止步骤 | 定义从哪个步骤停止测量结果角度。 |
最小角度范围 | 工具必须在角度范围开始和停止步骤之间转动的最小度数。 |
最大角度范围 | 工具被允许在角度范围开始和停止步骤之间转动的最大度数。 |
请求的位 | 如果请求的位没有从配件总线位选择器中选择,则禁用工具。如果没有连接配件总线位选择器,该工具仍将被禁用。如果设置为“None”,则不激活该参数。 |
最终报告步骤 | 定义应由 Pset 中的哪个拧紧步骤在结果中报告最终扭矩。这通常是 Pset 中的最后一个步骤,但有时是另一个步骤。 |
最终报告扭矩 | 决定最终报告步骤是应报告峰值、夹紧还是最终扭矩。 |
最终报告角度 | 决定最终报告步骤是应报告步骤、夹紧还是拧紧角度。 |
最终固定点角度起始步设置 | 定义最终固定点角度结果参数应从哪一步骤开始计算。 |
钻头滑动检测 | (许可的功能) 当钻头滑出连接件时,会检测钻头滑动功能。这是钻头或螺头损坏的信号。 如果在固定控制步骤或扭矩固定监测过程中发生了钻头滑动,而钻头滑动已禁用,那么会检测到虚假固定。 |
受损螺纹检测 | (许可的功能) 将检测螺纹是否损坏。 |
工具重新拧紧 | Pset 定义的重新拧紧参数,可以覆盖重新拧紧的全局控制器设置。
|
配置 Pset
配置面板包含 Pset 中的步骤。
添加步骤
添加步骤的方法有两种:
要添加单个步骤,请单击 Add(添加)按钮。
要添加多个步骤,右键单击 Add(添加)按钮,选择希望添加的步骤数。
删除步骤
要删除一个或多个步骤,请执行下列步骤:
对于要删除的步骤,选中其前方的复选框。
单击 Delete(删除)按钮。
在 Confirm(确认)窗口中单击 Yes(是)按钮。
螺纹啮合步骤
螺纹啮合步骤用于促进螺丝啮合,通常以低转速 (100-150 rpm) 运行。此步骤将在达到过渡扭矩或过渡角度时完成。如果过渡角度设置为无穷大,那么仅在达到过渡扭矩时才能完成此步骤,否则将在达到最长步骤时间时中止此步骤。
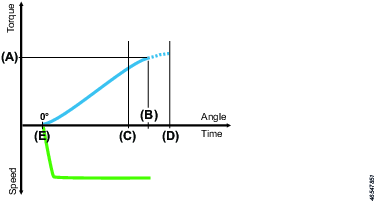
参数 | 描述 |
速度 | 工具速度可在有效范围内编程。 |
过渡扭矩 (A) | 当步骤扭矩达到过渡扭矩时,视为此步骤完成。 |
过渡角度 (B) | 当步骤角度达到过渡角度时,视为此步骤完成。 |
方向 | 拧紧方向,顺时针或逆时针。对于普通拧紧,使用顺时针设置。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
快速变速 | 可在快速与慢速之间迅速切换。启用时将可以在更长的时间范围内对当前所控制工具进行更精确的扭矩估计。此设置作用于当前步骤与下一步骤的过渡阶段。 |
步骤启动延迟 (E) | 从触发到工具启动的延迟。 |
最短步骤时间 (C) | 设置步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 (D) | 设置步骤的最长时间。如果超过,控制器将显示错误消息。 |
Angle step(角度步骤)
角度步骤用于将螺丝旋入一定数量的转数,通常以高转速运行。当达到角度目标时,角度步骤便完成。
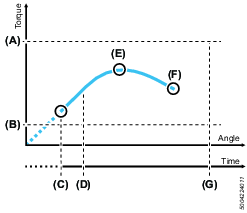
A | 最大扭矩 |
B | 最小扭矩 |
C | 步骤启动 |
D | 最短步骤时间 |
E | 峰值扭矩 |
F | 目标角度/最终角度 |
G | 最长步骤时间 |
参数 | 描述 |
速度 | 工具速度可在有效范围内编程。 |
目标角度 (F) | 成功完成此步骤应达到的角度。 |
方向 | 对于普通拧紧,使用顺时针设置。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
快速变速 | 可在快速与慢速之间迅速切换。启用时将可以在更长的时间范围内对当前所控制工具进行更精确的扭矩估计。此设置作用于当前步骤与下一步骤的过渡阶段。 |
最小扭矩 (B) | 在此步骤中,扭矩不得低于设定的最小扭矩。如果扭矩低于最小扭矩,驱动装置将停止,而且控制器将显示错误消息。 如果将最小扭矩设为大于 0 cNm,则需在角度步骤前添加一个步骤,在开始角度步骤前达到设定的扭矩。 |
最大扭矩 (A) | 在此步骤中,不得超过最大扭矩值。如果达到最大扭矩,驱动装置将停止,而且控制器将显示错误消息。 |
步骤启动延迟 | 从触发到工具启动的延迟。 |
最短步骤时间 (D) | 设置步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 (G) | 设置步骤的最长时间。如果超过,控制器将显示错误消息。 |
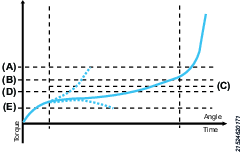
扭矩步骤
用于最终拧紧螺丝,同时确保达到正确扭矩的扭矩步骤。

A | 最大扭矩 |
B | 目标扭矩 |
C | 最小扭矩 |
D | 取消扭矩限值 |
E | 拧紧角度触发器 |
F | 拧紧角度 |
G | 最小角度 |
H | 最大角度 |
参数 | 说明 |
速度 | 工具速度在有效范围内编程。 |
目标扭矩 (B) | 连接件的目标扭矩。这也是步骤的最终和峰值扭矩。 |
方向 | 对于普通拧紧,使用顺时针设置。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
最小扭矩 (C) | 如果未达到最小扭矩值,控制器将显示错误消息。 |
最大扭矩 (A) | 在此步骤中,不得超过最大扭矩值。如果达到最大扭矩,工具将停止,而且控制器将显示错误消息。 |
取消扭矩限值 (D) | 此监控参数设置此步骤中的扭矩下限。如果扭矩在任何时候下降到该限值以下,拧紧将会停止并显示错误消息。 |
最小角度 (G) | 在步骤完成时,必须达到的角度。 |
最大角度 (H) | 在达到目标扭矩之前,不可超出的角度。 |
步骤启动延迟 | 从触发到工具启动的延迟。 |
最短步骤时间 | 步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 | 步骤的最长时间。如果超过,控制器将显示错误消息。 |
拧紧角度触发器 (E) | 在达到拧紧角度触发值之后,立即开始此步骤的角度计数。 |
最小拧紧角度 | 为了拧紧能够通过,拧紧角度必须超出最小拧紧角度。 |
最大拧紧角度 (G) | 在此步骤中,不得超出最大拧紧角度 (E) 值。如果达到最大拧紧角度,工具将停止,而且控制器将显示错误消息。 |
扭矩固定监测步骤
此步骤是带有额外固定监测的扭矩步骤。当未找到固定时,可能会得到拧紧错误。此外,还可以收集夹紧扭矩和夹紧角度数据。扭矩固定监测步骤具有给定的目标扭矩,包含固定检测。
参数 | 说明 |
速度 | 工具速度在有效范围内编程。 |
目标扭矩 | 连接件的目标扭矩。 |
锁紧角度位移 | 角度窗口,用于从斜率触发点开始计算固定点。 |
梯度触发点 | 在工具检测到螺丝头接触工件时的扭矩级别。这是固定角度位移的结束点。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
最小扭矩 | 如果总扭矩低于最小扭矩,将显示错误消息。 |
最大扭矩 | 在此步骤中,不得超过最大扭矩值。如果达到最大扭矩,驱动装置将停止,而且控制器将显示错误消息。 |
取消扭矩限值 | 此监控参数设置此步骤中的扭矩下限。如果扭矩在任何时候下降到该限值以下,拧紧将会停止并显示错误消息。 |
最小角度 | 在步骤完成时,必须达到的角度。如果没有达到,控制器将显示错误消息。 |
最大角度 | 在步骤完成时,必须超过的角度。如果超过,控制器将显示错误消息。 |
最小夹紧扭矩 | 最小夹紧扭矩可用于检测连接件异常。 |
最大夹紧扭矩 | 最大夹紧扭矩可用于检测连接件异常。 |
最小夹紧角度 | 最小夹紧角度可用于检测连接件异常。 |
最大夹紧角度 | 最大夹紧角度可用于检测连接件异常。 |
步骤启动延迟 | 从触发到工具启动的延迟。 |
最短步骤时间 | 步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 | 步骤的最长时间。如果超过,控制器将显示错误消息。 |
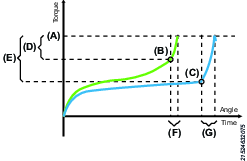
固定控制步骤
此步骤专门用于提高了破旧摩擦的连接件,例如螺纹切削、螺纹成型螺钉,或错位零部件中带有侧向负载的连接件。
在此类应用中,不同连接件之间常常是不同的。此步骤的主要目标是:除去浮动螺丝,对所有连接件应用相同的夹紧扭矩或夹紧角度,即使连接件不同也不例外。步骤将监控随夹紧角度变化的夹紧扭矩斜率,还可以检测固定螺丝的时间,即螺丝头接触连接件表面的时间。从固定点开始,应用所配置的扭矩或角度。总扭矩或角度可能因拧紧而异,但使用相同大小的夹紧扭矩来压紧连接件。
该方法的工作原理如下:
设置扭矩级别( 斜率触发点),用于检测螺丝头与工件的接触点。
当扭矩斜率超过斜率触发点时,即表示检测到固定点。扭矩斜率可以显示在分析窗口的拧紧曲线图中。
从扭矩曲线开始上升的这一点开始,计算固定点。从斜率触发点开始计算平均值并查看固定角度位移的角度数,达到这一目的。
此步骤类型支持比工具校准更低的目标扭矩和更高的速度。这意味着您有时可能无法获得理想的结果。如果发生这种情况,请尝试改变速度,以获得一个更理想的夹紧值。

参数 | 说明 |
速度 | 工具速度在有效范围内编程。 |
最终拧紧方法 | 决定拧紧是应使用夹紧扭矩还是夹紧角度。 |
夹紧扭矩 (A) / 夹紧角度 (B) | 设置夹紧扭矩或夹紧角度的值。 |
固定角度位移 (G) | 角度窗口,用于从斜率触发点开始计算固定点。 |
斜率触发点 (H) | 在工具检测到螺丝头接触工件时的扭矩级别。这是固定角度位移的结束点。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
最小扭矩 (L) | 如果固定控制步骤的总扭矩低于最小扭矩,将显示错误消息。 |
最大扭矩 (D) | 在此步骤过程中,不得超过最大扭矩值。如果达到最大扭矩,驱动装置将停止,控制器将显示错误消息。 |
最小角度 (F) | 在步骤完成时,必须达到的角度。如果没有达到,控制器将显示错误消息。 |
最大角度 (E) | 在达到目标扭矩之前,不可超出的角度。如果超过,控制器将显示错误消息。 |
最小夹紧扭矩 | 最小夹紧扭矩可用于检测连接件异常。 |
最大夹紧扭矩 | 最大夹紧扭矩可用于检测连接件异常。 |
最小夹紧角度 | 最小夹紧角度可用于检测连接件异常。如果低于,控制器将显示错误消息。 |
最大夹紧角度 | 最大夹紧角度可用于检测连接件异常。如果超出,控制器将显示错误消息,工具将停止转动。 |
步骤启动延迟 (M) | 从触发到工具启动的延迟。 |
最短步骤时间 (J) | 步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 (K) | 步骤的最长时间。如果超过,控制器将显示错误消息。 |
固定角度位移 (G) | 角度窗口,用于从斜率触发点开始计算固定点。 |
斜率触发点 (H) | 在工具检测到螺丝头接触工件时的扭矩级别。这是固定角度位移的结束点。 |
摩擦控制步骤
摩擦控制步骤是角度步骤的一个更智能的版本,它可以在旋入阶段测量平均扭矩(摩擦)。达到目标摩擦控制角度时完成的步骤。如果平均扭矩不在平均扭矩限值范围内,该步骤将失败。如果扭矩超过/低于最大/最小扭矩限值,拧紧仍将中止。
A | 最大扭矩 |
B | 最大平均扭矩 |
C | 平均扭矩 |
D | 最小平均扭矩 |
E | 最小扭矩 |
参数 | 描述 |
速度 | 工具速度可在有效范围内编程。 |
摩擦控制角度 | 成功完成此步骤应达到的角度。 |
方向 | 拧紧方向,顺时针或逆时针。对于普通拧紧,使用顺时针设置。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
快速变速 | 可在快速与慢速之间迅速切换。启用时将可以在更长的时间范围内对当前所控制工具进行更精确的扭矩估计。此设置作用于当前步骤与下一步骤的过渡阶段。 |
最小扭矩 (E) | 在此步骤中,扭矩不得低于设定的最小扭矩。如果扭矩低于最小扭矩,驱动装置将停止,而且控制器将显示错误消息。 |
最大扭矩 (A) | 在此步骤中,不得超过最大扭矩值。如果达到最大扭矩,工具将停止,而且控制器将显示错误消息。 |
最小平均扭矩 (D) | 步骤结束时,该步骤应具有的最小平均扭矩值。如果在步骤结束时未达到最小平均扭矩,拧紧将中止,结果为 NOK。 |
最大平均扭矩 (B) | 步骤结束时,该步骤应具有的最大平均扭矩值。如果在步骤结束时超过最大平均扭矩,拧紧将中止,结果为 NOK。 |
步骤启动延迟 | 从触发到工具启动的延迟。 |
最短步骤时间 | 设置步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 | 设置步骤的最长时间。如果超过,控制器将显示错误消息。 |
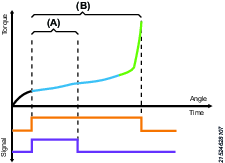
数字输入步骤
数字输入步骤将暂停正在进行的拧紧,直到控制器收到特定信号。
这并不是一个保持步骤。工具将暂停拧紧,并且无法保持扭矩。

A | 暂停拧紧并等待信号 |
B | 恢复拧紧 |
C | 信号高 |
D | 信号低 |
参数 | 说明 |
输入信号 | 外部监控 1-8 |
信号侧面 |
|
最长步骤时间 | 设置步骤的最长时间。如果超过,控制器将显示错误消息。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
数字输出步骤
数字输出步骤将设置一个特定的信号高/低。信号可被设置为直到拧紧或特定的持续时间完成为止。
A | 特定持续时间内信号设置为高 |
B | 信号设置为高,直到拧紧完成 |
参数 | 说明 |
输出信号 | 外部监控 1-10 |
信号模式 |
无论模式如何,输出信号总是在拧紧结束时重置。 |
信号电平 |
|
信号持续时间 | 确定输出保持活动状态的时长。 |
智能啮合步骤
智能啮合用于促进螺丝啮合,通常以低转速 (100-150 rpm) 运行。智能啮合首先达到啮合扭矩,然后在设定的验证角度期间必须保持在最大扭矩以下和啮合扭矩以上。通过监控验证角度和拧紧步进角度期间的扭矩,该步骤可以立即检测倾斜和缺失的螺丝。
当达到设定的啮合扭矩时,可能会触发啮合。达到啮合扭矩后,控制器将监控设定的验证角度的扭矩,以确保螺丝正确啮合。如果拧紧达到最大扭矩或最大角度,将触发重试操作。重试操作可以由重试或中止组成。用户可以根据不同的错误定义拧紧应如何操作。如果因最大扭矩触发了重试操作,则很可能是由于螺丝倾斜引起的,因此建议的重试操作是重试。
如果因最大角度触发了重试操作,则很可能是由于螺丝缺失引起的,因此建议的重试操作是中止。
速度 | 工具速度可在有效范围内编程。 |
啮合扭矩 (A) | 达到啮合扭矩后激活验证角度。 |
验证角度 (C) | 监控指定角度的扭矩,以确保扭矩高于啮合扭矩,低于最大扭矩。当满足这些要求时,步骤完成。 |
重试操作 |
|
拧松角度方法 |
|
拧松角度 | 用于重试的用户定义角度。 |
拧松扭矩 | 拧松时的最大扭矩。 |
拧松速度 | 触发重试时为拧松设置的速度。 |
方向 | 拧紧方向,顺时针或逆时针。对于普通拧紧,使用顺时针设置。 |
重试信号 | 指定当工具在重试过程中处于松开状态时,应触发哪个外部监控输入信号。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
快速变速 | 可在快速与慢速之间迅速切换。启用时将可以在更长的时间范围内对当前所控制工具进行更精确的扭矩估计。此设置作用于当前步骤与下一步骤的过渡阶段。 |
最大扭矩 (B) | 如果达到最大扭矩,将触发重试操作。 |
最大角度 (D) | 如果达到最大角度,将触发重试操作。 |
重试限制 | 满足重试操作后,拧紧操作将尝试重新拧紧螺丝的次数。 |
步骤启动延迟 | 从触发到工具启动的延迟。 |
最短步骤时间 | 步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 | 步骤的最长时间。如果超过,控制器将显示错误消息。 |
智能扭矩就位监控 (Smart TSM)
智能扭矩就位监控步骤是扭矩步骤的更智能版本,带有全新的就位检测算法。智能 TSM 会将螺钉拧紧至所需的目标扭矩,还会监控螺钉是否就位。如果否,将报告 NOK,如果螺钉浮动,则报告未检测到就位。控制器需要知道估计的夹紧扭矩和夹紧角度,以计算就位检测。如果拧紧过程中扭矩梯度下降过低,则检测到的就位点可能会被拒绝。然后,它将被视为一个错误的就位点,并将继续搜索另一个就位点。
A | 目标扭矩 |
B | 锁紧点 |
C | 锁紧点 |
D | 夹紧扭矩 |
E | 夹紧扭矩 |
F | 夹紧角度 |
G | 夹紧角度 |
速度 | 工具速度在有效范围内编程。 |
目标扭矩 | 连接件的目标扭矩。 |
夹紧扭矩 | 拧紧的预期夹紧扭矩。 |
夹紧角度 | 拧紧的预期夹紧角度。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
最小扭矩 | 如果步骤完成时未达到最小扭矩,将显示错误消息。 |
最大扭矩 | 如果在步骤完成前达到最大扭矩,工具将停止,而且控制器将显示错误消息。 |
取消扭矩限值 | 此监控参数设置此步骤中的扭矩下限。如果扭矩在任何时候下降到该限值以下,拧紧将会停止并显示错误消息。将此参数设置为 0 将禁用取消扭矩监控。 |
最小角度 | 如果步骤完成时未达到最小角度,将显示错误消息。 |
最大角度 | 如果达到最大角度,工具将停止,而且控制器将显示错误消息。 |
最小夹紧扭矩 | 最小夹紧扭矩可用于检测连接件异常。如果低于,控制器将显示错误消息。 |
最大夹紧扭矩 | 最大夹紧扭矩可用于检测连接件异常。如果超过,工具将停止,而且控制器将显示错误消息。 |
最小夹紧角度 | 最小夹紧角度可用于检测连接件异常。如果低于,控制器将显示错误消息。 |
最大夹紧角度 | 最大夹紧角度可用于检测连接件异常。如果超过,工具将停止,而且控制器将显示错误消息。 |
步骤启动延迟 | 从触发到工具启动的延迟。 |
最短步骤时间 | 步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 | 步骤的最长时间。如果超过,控制器将显示错误消息。 |
智能就位控制步骤 (Smart SCS)
此步骤专门用于提高了破旧摩擦的连接件,例如螺纹切削、螺纹成型螺钉,或错位零部件中带有侧向负载的连接件。在这些类型的应用中,不同连接件之间常常是不同的。此步骤的主要目标是:除去浮动螺丝,对所有连接件应用相同的夹紧扭矩或夹紧角度,即使连接件偏离也不例外。步骤将监控随夹紧角度变化的夹紧扭矩斜率,还可以检测固定螺丝的时间,即螺丝头接触连接件表面的时间。从就位点开始,应用所配置的夹紧扭矩或夹紧角度。总扭矩或角度可能因拧紧而异,但使用相同大小的夹紧扭矩或夹紧角度来压紧连接件。设置夹紧扭矩和夹紧角度是为了告诉控制器在检测到就位后会发生什么。(就位检测根据这些值计算。)如果拧紧过程中扭矩梯度下降过低,则检测到的就位点可能会被拒绝。然后,它将被视为一个错误的就位点,并将继续搜索另一个就位点。
此步骤类型支持比工具校准更低的目标扭矩和更高的速度。这意味着您有时可能无法获得理想的结果。如果发生这种情况,请尝试改变速度,以获得一个更理想的夹紧值。

A | 峰值扭矩 |
B | 峰值扭矩 |
C | 锁紧点 |
D | 锁紧点 |
E | 夹紧扭矩 |
F | 夹紧扭矩 |
G | 夹紧角度 |
H | 夹紧角度 |
速度 | 工具速度在有效范围内编程。 |
最终拧紧方法 | 决定拧紧是应使用夹紧扭矩还是夹紧角度作为目标。 |
夹紧扭矩 | 拧紧的预期夹紧扭矩。 |
夹紧角度 | 拧紧的预期夹紧角度。 |
真空已启用 | 用于打开外部真空泵的数字输出。 |
最小扭矩 | 如果步骤完成时未达到最小扭矩,将显示错误消息。 |
最大扭矩 | 如果在步骤完成前达到最大扭矩,工具将停止,而且控制器将显示错误消息。 |
最小角度 | 如果步骤完成时未达到最小角度,将显示错误消息。 |
最大角度 | 如果达到最大角度,工具将停止,而且控制器将显示错误消息。 |
最小夹紧扭矩 | 最小夹紧扭矩可用于检测连接件异常。如果低于,控制器将显示错误消息。 |
最大夹紧扭矩 | 最大夹紧扭矩可用于检测连接件异常。如果超过,工具将停止,而且控制器将显示错误消息。 |
最小夹紧角度 | 最小夹紧角度可用于检测连接件异常。如果低于,控制器将显示错误消息。 |
最大夹紧角度 | 最大夹紧角度可用于检测连接件异常。如果超过,工具将停止,而且控制器将显示错误消息。 |
步骤启动延迟 | 从触发到工具启动的延迟。 |
最短步骤时间 | 步骤的最短时间。如果没有达到,控制器将显示错误消息。 |
最长步骤时间 | 步骤的最长时间。如果超过,控制器将显示错误消息。 |
拧松
拧松步骤用于松开或拧下螺丝。
参数 | 说明 |
拧松扭矩 | 允许拧松使用的最大扭矩。 |
拧松角度 | 允许拧松使用的最大角度。 |
拧松速度 | 拧松的速度。 |
拧松最大时间 | 拧松最大时间。如果超过,控制器将显示错误消息。 |
拧松真空泵 | 用于打开外部真空泵的数字输出。 |
拧松启动延迟 | 从触发到工具启动的延迟。 |
NOK 时强制拧松 | 强制用户在执行另一次拧紧之前先执行一次拧松。从批次序列运行时,此功能将被禁用。 |
拣取螺丝
拣取螺丝功能可帮助操作员在开始拧紧之前拣取螺丝。第一个启动信号将触发螺丝拾取功能,第二个启动信号将触发拧紧。这意味着必须按下/触发两次启动信号才能激活拧紧程序。
当启用 Screw pickup(拣取螺丝)时的拧紧程序:
激活启动信号以拣取螺丝。
将螺丝放在正确的位置。
再次激活启动信号以触发拧紧。
参数 | 说明 |
|---|---|
未对齐限值 | 确认螺丝已被拣取所需的真空水平。 |
对齐限值 | 确认螺丝已对齐所需的真空水平。 |
拣取螺丝 | 指示功能是否已启用。 |
螺丝拾取器可用于手持和自动操作。参数未对齐限值和对齐限值需要使用真空泵 Mt,它仅与 MTF6000 C 或更高版本的控制器兼容。
如果启用了螺丝拣取,则可以配置以下参数:
参数 | 说明 |
|---|---|
真空泵 | 激活螺丝拣取功能后启动真空泵 |
拣取时旋转批头 | 慢慢地逆时针旋转钻头以帮助将钻头装到螺丝上。 |
超时 | 超时用于设置拣取应间隔多长时间。如果超过该时间,控制器将离开忙碌状态并返回空闲状态。 |
引导灯 | 激活螺丝拣取功能后激活 MT 工具引导灯。 |
拣取指南
真空拣取指南适用于真空泵 MT (8432 0854 00) 和带 MTF6000 C 或更高版本的控制器。单击拣取指南打开向导。如果连接了真空泵 MT,则真空自动启动。
在向导页面,您可以通过上下移动极限指示器来设置限值。单击 SETUP GUIDE(设置指南)可以获得一个两步设置指南:
按照屏幕上的说明设置拣取螺丝但未对齐时的值。
按照屏幕上的说明设置拣取螺丝且对齐时的值。
您随后可以随时手动更新这些值。
自定义视图
自定义视图可自定义控制器上的最后视图。选定的信息将仅在选定的 Pset 期间显示。如果未选定 Pset,屏幕将不显示任何内容。
屏幕经配置后可显示 1 - 4 个区域。每个区域均可显示概述或步骤信息。
第一个区域为白色背景,接下来为灰色背景。这是为了突出重点,没有任何其他涵义。
一般数据
参数 | 说明 |
|---|---|
最终扭矩 | 显示最终拧紧扭矩。可以在 Pset 的一般设置中配置最终扭矩。 |
峰值扭矩 | 显示拧紧中达到的最大扭矩。 |
跟踪扭矩 | 在拧紧过程中遵守该扭矩。 |
最终角度 | 显示最终拧紧角度。可以在 Pset 的一般设置中配置最终角度。 |
总角度 | 显示总拧紧角度。 |
跟踪角度 | 在拧紧过程中遵守该角度。 |
拧紧错误 | 显示最新错误信息,如果没有,显示为空。 |
Pset 名称与编号 | 显示 Pset 编号与名称。 |
控制器日期 | 控制器日期。 |
控制器名称 | 控制器名称(在 Controller settings(控制器设置)下配置)。 |
工作站名称 | 工作站名称(在Controller settings(控制器设置)下配置)。 |
线路名称 | 线路名称(在Controller settings(控制器设置)下配置)。 |
以用户身份登录 | 如果登入任一级用户 (L1-L3),将显示内容;或如果无用户登录,将显示 "-"。 |
拧紧持续时间 | 上次拧紧的时间(秒)。 |
工具序列号 | 所连工具的序列号。 |
工具类型 | 所连工具的型号。 |
校准日期 | 最近校准日期。 |
工具统计数据 | 工具统计数据,显示自上次校准以来的 OK 和 NOK 拧紧。 |
选择来源 | 显示 Pset 来源和批次序列选项。 |
控制器时间 | 控制器时间。 |
工具温度 | 当前工具温度。 |
真空压力 | 显示实时真空压力 (kPa)。 |
步骤数据
参数 | 说明 |
|---|---|
步骤编号 | 选择“步骤数据”参数应从哪个步骤获取它的值。 |
步骤峰值扭矩 | 显示所选步骤中达到的最大扭矩。 |
步骤夹紧扭矩 | 显示所选步骤中达到的夹紧扭矩。 |
步骤过渡扭矩 | 显示所选步骤中最近测量的最大扭矩。 |
步骤角度 | 显示所选步骤对应的达到角度。 |
步骤夹紧角度 | 显示所选步骤中达到的夹紧角度。 |
锁紧点 | 显示步骤固定扭矩。 |
拧紧角度 | 显示所选步骤对应的拧紧角度 |
验证程序
验证程序是 Pset 的一种特定形式,可用于与 IAM QA 控制器一起验证工具精度。
验证程序是具有有限参数输入的扭矩步骤的一种形式。窗口限值不会在拧紧本身上设置,但可以发送到 IAM QA 控制器以设置测量扭矩的限值。
一般数据
参数 | 说明 |
名称 | 显示在验证程序列表中。验证程序名称与结果存储在一起,将显示在控制器结果视图中。 |
版本 | 验证程序的修订号。 |
创建日期 | 创建验证程序的日期。 |
已修改 | 上次修改验证程序的日期。 |
已配置的工具名称 | 与验证程序链接的工具类型(文本中的模型类型)。 |
控制限值 | 参考值可以偏离以下值的量:
|
验证规模 | 为工具测试执行的拧紧次数 |
验证模式 | 决定应触发验证结果的情况。
|
测量评估模式 | 测量将把目标或工具峰值与 QA 参考值和控制限值进行比较,以确定测量应该是 OK 还是 NOK。当前受控工具被锁定到目标值 vs 参考值。(只读参数)传感式工具是可编辑的,并且可以在以下两个选项间进行选择:
|
最小 CMK | 允许的最小 CMK 值(如果设置为 0,则禁用 chef)。 |
验证完成时 | 决定验证程序完成后将发生什么。
|
需要操作员 ID |
|
步骤数据
参数 | 说明 |
|---|---|
速度 | 工具的速度将在测试期间运行。 |
目标扭矩 | 应进行测试的目标扭矩。 |
真空已启用 | 如果启用,则在测试期间将激活真空。 |
步骤启动延迟 | 设置拧紧的启动延迟 |
批次序列

借助此功能,可以通过装配一个工件所涉及的不同拧紧策略,控制螺丝连接件的序列。
批次
要设置批次,需要预定义 Pset 和批次大小,即要执行的拧紧数量。
可以定义修复 Pset 和修复限值。如果拧紧失败,修复限值将变大。如果修复尝试次数超出了修复计数器,则整个批次序列失败。
可以设定两个超时值:自启动和自拧紧。如果批次用时超过设定值,该批次将失败或中止。
事件
可以使用事件步骤来与工作站交互,控制拧紧过程的流程。
输入
输入步骤将等待批次序列 DI1-12 信号处于所需的状态,该状态由信号侧参数设置。信号侧定义输入步骤是否应对从低到高(正侧)、从高到低(负侧)或仅仅是高/低变化做出反应,或者对任何信号变化(任意)做出反应。
输出
输出步骤将把批次序列 DO1-8 信号设置为所需状态,该状态由输出信号电平参数设置。
输出信号级别定义了信号应设置为高(一)还是低(零)。输出模式定义了信号应永久设置为输出信号级别还是脉冲式(持续时间)。在持续时间的情形中,必须选择脉冲的时间。脉冲的最长时间为三秒。如果需要更长的步骤,可以在设定模式下使用两个输出步骤,其间加入延迟步骤。
延迟
可以使序列按 0.01 和 30 秒之间的规定时间延迟。
高级扫描
此步骤强制用户扫描条形码或读取 RFID 标签。该数据可以与拧紧结果的数据存储在一起,以实现可追溯性。
配置此步骤时,需要一个或多个预定义的标识符。标识符是一种规则,用于验证扫描的字符串是否正确。
此步骤最多可以容纳四个标识符,以便管理产品序列号中的变化。例如,可以扫描将存储产品模块的序列号。模块可能来自两家不同的供应商,具有不同的序列号。然后,两种类型的序列号都应接受为正确值。
简单扫描
此步骤强制用户扫描条形码或读取 RFID 标签。该数据可以与拧紧结果的数据存储在一起,以实现可追溯性。
信息将保存至自定义 ID。不进行验证。
输入监控步骤
输入监控步骤可用于监控批次序列期间的数字输入水平。触发时,将中止批处理序列并重新启动序列。
位选择器
位选择器步骤可用于强制操作员在继续之前更改位。
批次序列列表介绍
每行表示一个批次序列。各列包含下列信息:
选择批次序列的复选框
数量
名称 - 用户定义的名称
拧紧
主动
最后更改
可以通过单击每列的标题对列表进行排序。
添加批次序列
要添加批次序列,请执行下列步骤:
-
在菜单栏中,单击批次序列图标。工作空间区域将显示所有当前批次序列的列表。
-
单击 Add(添加)按钮。将打开“Create batch sequence(创建批次序列)”窗口。
-
输入批次序列的编号与名称。
-
单击“OK(确定)”按钮。
将在所选编号位置添加新批次序列,列表将更新。
删除批次序列
要删除批次序列,请执行下列步骤:
-
对于要删除的每个批次序列,在工作空间区域的最左列中,选中相应的复选框。
-
单击“Delete(删除)”按钮。
-
在“Confirm(确认)”窗口中,确认删除。
将移除所选批次序列,列表将更新。
复制批次序列
要复制批次序列,请执行下列步骤:
-
右键单击要复制的批次序列。
-
选择“Copy(复制)”。
-
右键单击复制目标位置的批次序列。
-
选择“Paste(粘贴)”。
-
要确认,请在“Confirm(确认)”窗口中,按下“Yes(是)”按钮。
常规设置
参数 | 描述 |
批次序列名称 | 显示在批次序列列表中。 将显示在控制器的结果屏幕上。 将连同批次序列中所做的所有拧紧结果一起保存。 |
批次序列修订 | 批次序列的修订号。 |
批次序列创建 | 创建该批次序列的日期。 |
批次序列修改 | 上次修改该批次序列的日期。 |
错误时蜂鸣 | 启用时,如果批次序列失败,控制器将蜂鸣。 |
中止时间 | 如果批次序列的用时超过此值,该批次序列将失败和中止,同时显示错误信息。 |
批次序列完成时重置标识符 | 启用后,控制器将在批次序列完成时清空自定义标识符 1-4 的内容。 |
配置
配置面板包含批次序列中的批次、事件或信息步骤。
添加批次、事件或信息步骤
添加步骤的方法有两种:
-
要添加单个步骤,请单击 Add(添加)按钮。
-
要添加多个步骤,右键单击 Add(添加)按钮,选择希望添加的步骤数。
-
单击“Add(添加)”按钮。
删除批次、事件或信息步骤
要删除批次、事件或信息步骤,请执行下列步骤:
-
对于要删除的批次、事件或信息步骤,选中其前方的复选框。
-
单击 Delete(删除)按钮。
-
在“Confirm(确认)”窗口中,单击“Yes(是)”按钮。
批次参数
批次是具有一个既定 Pset 的一系列拧紧。
参数 | 说明 |
Pset 编号 | 要使用的 Pset 编号。 |
批次大小 | 具有所选 Pset 的拧紧数量。 |
修复模式 | 启用/禁用。 如果启用,拧松触发器将自动禁用,直至发生拧紧错误。拧松触发器启用时,工具触发器将禁用。拧松之后,修复 Pset 模式将启用。 |
增量批次计数器开 | OK 或 OK/NOK。批次计数器是应仅在 OK 拧紧时增加,还是 OK 拧紧和 Not OK 拧紧时都增加。 |
NOK 失败数量。 | 在批次过程中,允许失败拧紧的最大数。 |
修复 Pset | 选择修复 Pset。 |
修复限值 | 如果拧紧失败,修复限值将变大。如果修复尝试次数超出了修复计数器,则整个批次序列失败。 |
自启动 | 批次步骤的最长执行时间。如果批次步骤的用时超过此值,该批次序列将失败和中止,同时显示错误信息。 |
自拧紧 | 从首个拧紧开始计算,批次步骤的最长执行时间。如果批次步骤的用时超过此值,该批次序列将失败和中止,同时显示错误信息。 |
事件参数
参数 | 说明 |
事件类型 | 高级扫描、输入、输出、延迟、简单扫描、输入监控或位选择器。 |
高级扫描
参数 | 说明 |
标识符来源 | 协议,扫码枪,任何 |
标识符规则 1-4 | 最多四条标识符规则,用于解析传入标识字符串。 |
信息文本 | 高级扫描步骤过程中,将显示在屏幕上的用户定义文本。 |
超时 | 如果高级扫描的用时超过此值,该批次序列将失败或中止。 |
输入
参数 | 说明 |
输入信号 | 决定等待哪个批次序列 DI1-12 信号。 |
信号侧 | 决定步骤是应针对正/负/任意侧作出反应,还是针对正/负电平作出反应。 |
超时 | 如果输入步骤的用时超过此值,该批次序列将失败或中止。 |
信息文本 | 在步骤过程中,将显示在屏幕上的用户定义文本。 |
输出
参数 | 说明 |
输出信号 | 决定设置哪个批次序列 DO1-8。 |
输出信号模式 | 决定是应永久设置信号,还是针对设定时间来设置。 |
输出信号级别 | 决定输出是应设置为高还是低。 |
输出信号持续时间 | 当信号模式设置为持续时间时显示,决定输出应保持活跃多长时间。 |
延迟
参数 | 说明 |
延迟时间 | 确定事件启用的时长。可以设为 0.01-30 秒中的某个值。 |
简单扫描
参数 | 说明 |
标识符来源 | 协议,扫码枪,任何 |
保存目标 | 保存至一个自定义 ID。 |
信息文本 | 在简单扫描步骤过程中,将显示在屏幕上的用户定义文本。 |
超时 | 如果简单扫描的用时超过此值,该批次序列将失败和中止,同时显示错误信息。 |
键 | 用户定义的静态文本,与自定义 ID 中的数据一起保存。 |
输入监控
输入监控步骤可用于监控批次序列期间的数字输入水平。在启用输入监控时,它会在批次序列结束或停用前处于启用状态。
如果触发监控错误,将会激活批次序列错误,序列将被中止。
参数 | 说明 |
监控模式 | 启用或停用输入监控。如果已启用,输入监控将在批次序列结束或停用前处于启用状态。 |
输入信号 | 选择须监控的批次序列输入信号。应将输入信号分配给 I/O 配置中的实际输入。 |
触发器错误开启 | 如果信号假定为错误触发状态(高或低),批次序列将中止,同时批次序列错误随之启用。 |
位选择器
位选择器步骤将强制用户选取特定的位以便完成步骤。
数字 I/O 位选择器
数字输入功能“选择位 0-3”必须链接,以便检测是否选择了位。位选择器事件将始终设置数字输出功能“解锁位 0-3”,以识别应该为外部设备选择的位。
“解锁位”和“选择位”都是二进制计算。
选择位 0 权重 = 1
选择位 1 权重 = 2
选择位 2 权重 = 4
选择位 3 权重 = 8
例如:如果事件被设置为选取位 7,那么选择位 0、1 和 2 应为高,以便完成事件步骤。(1 + 2 + 4 = 7)
附件总线位选择器
附件总线使用自己的协议,与数字 I/O 无关。无需连接任何“选择位”即可使附件总线位选择器工作。
例如:如果事件设置为选取第 7 位,则选择器 LED 指示灯将显示要选取的位,即位于位置 7 的位。
参数 | 说明 |
请求的位 | 选择操作员应选取哪个位才能继续步骤。最多有 8 个不同的位可以选择。(这些位与配置中的设置无关,如果选中,将不会执行任何其他命令。) |
标识符来源 | 选择来自数字 I/O 或附件总线的信号源。 |
信息参数
|
参数 |
说明 |
|
信息文本 |
信息步骤过程中,将显示在屏幕上的用户定义文本。 |
|
信息过渡模式 |
此参数定义了如何完成信息步骤。它可以在规定时间之后过渡到下一个步骤,也可以在按下“OK(确定)”按钮之后过渡。 |
|
信息过渡时间 |
如果选择了过渡模式,可以输入时间。 |
|
蜂鸣器频率 |
蜂鸣器的频率。 |
|
蜂鸣器持续时间 |
蜂鸣器的持续时间。如果不希望使用蜂鸣器,请设置为零。 |
标识符

标识符可用于存储有价值的信息(如每个结果中的操作员 ID 和序列号)以及为控制器选择下一个任务。
识别字符串可通过开放协议、现场总线或扫描仪插入控制器。
根据预定义的标识符验证插入/扫描的值,如果控制器找到匹配,则将执行该标识符的操作。
有若干种不同的方法可以使用插入/扫描的数据:
可追溯性和生产监控(操作员 ID、存储自定义 ID 和保存 ID)
作业控制(选择 Pset、验证程序和批次序列)
用户访问控制(登录)。
要配置使用插入/扫描的数值的方式,用户需要设置标识符规则。这些规则首先尝试验证传入的标识字符串(扫描器输入)。如果标识字符串通过了规则的验证,会向系统发出操作指令。
扫码枪
扫描器可以连接到控制器上的 USB 或串行端口。
USB 扫描器必须具备:
USB HID 接口(键盘)
英语(美国)键盘界面
MTF6000 允许通过 USB HID(以键盘形式)和 RS232 来连接扫描器。可以使用任何类型的扫描器,只要其使用这些接口中的任何一种。系统将接受最长 512 个字符的文本字符串。
创建站点条形码
为获得拧紧和测量控制器之间的可追溯性,可以生成包含关于工具、扭矩、控制器 ID 等信息的站点条形码。如果验证程序被选中并在控制器显示屏上显示,则在 MTF6000 内自动生成该站点条形码。如果控制器超出质量操作员的范围,则可以在 ToolsTalk MT 中手动生成可以打印并放置在站点旁的站点条形码,以便 IAM QA 控制器扫描条形码。站点条形码中的值与测量结果一起存储,以获得拧紧和测量结果之间的可追溯性。
在标识符列表视图中,点击条形码创建站点条形码。由于在 ToolsTalk MT 中手动输入了站点条形码,因此可以输入任何值,这意味着可以使用非 MTF6000 控制器进行拧紧,IAM QA 控制器将无论如何都会存储信息。
添加标识符
要添加标识符,请执行下列步骤:
-
在菜单栏中,单击Identifier(标识符)图标。工作空间区域将显示所有当前标识符的列表。
-
单击 Add(添加)按钮。将打开Create(创建)窗口。
-
输入标识符编号与名称。
-
单击“OK(确定)”按钮。
将在所选编号位置添加新标识符,列表会随之更新。
删除标识符
要删除标识符,请执行下列步骤:
-
对于要删除的每个标识符,在工作空间区域的最左列中,选中相应的复选框。
-
单击“Delete(删除)”按钮。
-
在“Confirm(确认)”窗口中,确认删除。
将移除所选标识符,列表随之更新。
复制标识符
要复制标识符,请执行下列步骤:
-
在要复制的标识符上单击右键。
-
选择“Copy(复制)”。
-
在要复制到的标识符上单击右键。
-
选择“Paste(粘贴)”。
-
要确认,请在“Confirm(确认)”窗口中,按下“Yes(是)”按钮。
常规设置
|
参数 |
说明 |
|
名称 |
标识符的名称。 |
|
标识字符串 |
设定的字符串。 可以使用“Enter/Scan(输入/扫描)”按钮来手动输入条形码。 |
验证
验证设置用于验证规则是否适用于传入的标识字符串。如果规则适用,则控制器将执行附加到规则的操作。
可以从字符串中选择 1 至 64 个字符的任何内容,以匹配给定的文本。
例如:
匹配部分 -> 1-3, 9-10
匹配字符串 -> SNPDL
字符串 1 -> SNP12345DL -> 匹配(第 1-3 位为 SNP,第 9-10 位为 DL)
字符串 2 -> SNPDL1234 -> 不匹配(第 1-3 位为 SNP,但第 9-10 位为 34)
对于固件版本 1.15.0 和更高版本,可以添加接受任何验证验证。将长度设置为 0,并将匹配部分和匹配文本留空。请勿在同一控制器上创建多个“接受任何验证”。
参数 | 说明 |
标识字符串长度 | 标识字符串的长度。在按下Enter/scan(输入/扫描)按钮和OK(确定)按钮后,将自动设定。 |
匹配部分 | 标识字符串中的位置。 此选择在单独的窗口中进行。 |
匹配字符串 | 将根据匹配部分,与字符串进行匹配的字符。 |
配置
在除登录以外的所有标识符操作中,每个自定义 ID 最多可以保存 100 个字符。然后,此字符串将附加到来自拧紧的结果数据。
有四个自定义 ID 栏位可供用户填充文本。每个自定义 ID 都有两个字段:键值和格式。键值是静态文本,可以在配置标识符时输入。值字段将在扫描时填充。值格式设置决定了将哪些数据输入字段中,它将定义所要选择位的数量和顺序。
参数 | 说明 |
操作类型 | 保存 ID
选择 VProg |
保留直到被替换 |
|
保存 ID
“保存 ID”操作仅可在批次序列内部使用。
此操作用于将来自所扫描标签的数据与结果数据保存在一起。通过添加静态键值,将可以在数据库中搜索数据。最多可以设置四个保存字符串。扫描仪输入可以保存 100 个键值字符和 100 个扫描字符,即总计 200 个字符。
参数 | 说明 |
键 1-4 | 用户定义的静态文本与扫描数据一起保存。 |
格式 1-4 | 传入字符串中,将保存到自定义 ID 中的那部分。 |
保存目标 1-4 | 无 |
选择 Pset
仅当所选来源设置为扫描仪时,才可以执行此操作。它在 Controller settings > Configuration > Select source(控制器设置 > 配置 > 选择来源)中设置。
此操作将选择一个 Pset。
参数 | 说明 |
Pset | 从可用 Pset 中进行选择。 |
键 1-4 | 用户定义的静态文本与扫描数据一起保存。 |
格式 1-4 | 传入字符串中,将保存到自定义 ID 中的那部分。 |
保存目标 1-4 | 无 |
选择批次序列
仅当所选来源设置为扫描仪时,才可以执行此操作。它在 Controller settings > Configuration > Select source(控制器设置 > 配置 > 选择来源)中设置。
此操作将选择一个批次序列。
参数 | 说明 |
批次序列 | 从可用批次序列中进行选择。 |
批次序列重启模式 | 决定批次序列是应等待新的扫描,还是当其完成时自动启动。 |
键 1-4 | 用户定义的静态文本与扫描数据一起保存。 |
格式 1-4 | 传入字符串中,将保存到自定义 ID 中的那部分。 |
保存目标 1-4 | 无 |
存储在自定义 ID 中
存储在自定义 ID 中可用于保存扫描值,而不依赖于其它功能。
参数 | 说明 |
键 1-4 | 用户定义的静态文本与扫描数据一起保存。 |
格式 1-4 | 传入字符串中,将保存到自定义 ID 中的那部分。 |
保存目标 1-4 | 无 |
操作员 ID
存储在 QA 控制器中,用于将操作员与测量结果联系起来。
参数 | 说明 |
|---|---|
操作员 ID 格式 | 传入字符串中,将保存为操作员 ID 的那部分。 |
打开标识符。
按下添加键。
打开标识符。
设置验证。
设置操作员 ID 格式。
返回标识符。
按下操作员。
按下添加键。
输入关键词(值必须与在操作员 ID 格式下设置的格式相匹配)。
输入姓名(操作员姓名)。
示例
设置标识符
参数
值
标识字符串长度
6
匹配部分
{1-3}
匹配字符串
ABC
操作员 ID 格式
{4-6}
设置操作员
操作员
参数
值
1
关键词
001
名称
Atlas
2
关键词
002
名称
Copco
结果
条形码
操作员
ABC001
Atlas
ABC002
Copco
ABC003
不适用
ABC0010
不适用
选择 Vprog
仅当所选来源设置为扫描仪时,才可以执行此操作。它在 Controller settings > Configuration > Select source(控制器设置 > 配置 > 选择来源)中设置。
此操作将选择一个验证程序。
参数 | 说明 |
Vprog 参考 | 从可用 Pset 中进行选择。 |
Vprog 重启模式 | 决定验证程序是应等待新的扫描,还是当其完成时自动启动。 |
键 1-4 | 用户定义的静态文本与扫描数据一起保存。 |
格式 1-4 | 传入字符串中,将保存到自定义 ID 中的那部分。 |
保存目标 1-4 | 无 |
登录
此操作允许用户登录到用户层级。用户层级在“I/O and Password settings > Password > Controller(I/O 和密码设置 > 密码 > 控制器)”中进行设置。
如果在登录时扫描代码,将自动注销用户。
|
参数 |
说明 |
|
Level(电平) |
选择级别 1 至 3。 |
站点条形码
可以手动输入站点条形码以创建包含有关工具和控制器的信息的二维码,该信息可以通过扫描仪发送到 IAM QA 控制器。
参数 | 说明 |
|---|---|
工具序列号 | 拧紧工具的序列号。 |
控制器系列 | 拧紧控制器的序列号。 |
控制器 ID | 拧紧控制器的控制器 ID。 |
工作站 ID | 拧紧控制器的站点 ID。 |
线路 ID | 拧紧控制器的线路 ID。 |
验证程序实例编号 | 拧紧程序编号。 |
工具类型 | 将执行拧紧的工具类型。 |
校准日期 | 工具校准的日期。用 YYYY-MM-DD 表示。 |
目标扭矩 | 控制器将拧紧的扭矩量和测量目标。 |
控制限值 | 与目标/工具的最大允许偏差,用于计算 CMK。 |
验证规模 | 为工具测试执行的拧紧次数。 |
最小 CMK | 最小值 CMK 可以报告验证 OK(如果 CMK 低于最小值,验证将报告 NOK)。如果参数为空或设置为 0,则验证将根据测量结果评估结果。 |
需要操作员 ID |
|
保存
将二维码和所有参数保存为计算机上的 .jpg 或 .bmp 格式的图片。
导出
将参数保存在计算机上的 .xml 文件中,以后可以导入和重新编辑。
导入
导入包含所有参数及其值的现有 .xml 文件。
打印
以准确放置在拧紧站点旁的漂亮格式打印二维码和所有参数。
加载参数
将活动控制器参数加载到相应的字段中。将加载到站点条形码中的参数是:
工具序列号
控制器序列号
控制器 ID
工作站 ID
线路 ID
工具类型
配置

该功能提供了控制位选择器行为、多层警示灯行为、传感器和工具功能(如按钮和 LED 灯)的可能性。
配置列表
每行代表特定工具/传感器系列或附件的配置。各列包含下列信息:
选择配置的复选框
名称 - 用户定义的名称
最后更改
配置类型
ETD M
ETD M + PTS(按键启动)
ETD MC/MT
ETD MC/MT + PTS(按键启动)
QMC/QMT
MT TS/TH/TRA
位选择器
多层警示灯
主动
添加配置
将工具或传感器连接到控制器时,控制器将自动为该工具系列或传感器类型添加一个配置。
点击添加打开配置窗口。
输入名称并选择一个工具系列或传感器类型,然后点击确定。
将添加新配置,列表将更新。
点击添加打开配置窗口。
在列表中选择附件。
删除配置
如要删除一个或多个配置:
选中要删除的配置的复选框,然后单击 Delete(删除)。

活动的配置无法删除。
单击对话框中的 Confirm(确认)。
配置将被移除,列表将更新。
常规设置
参数 | 说明 |
|---|---|
名称 | 显示在配置列表中的用户定义的名称。 |
配置版本 | 配置版本。 |
已创建 | 配置的创建日期。 |
已修改 | 配置的最新修改日期。 |
配置
配置选项因传感器或工具类型而异。对于工具,可以配置工具触发器、灯光和触觉反馈。
如果新的工具/传感器类型连接到控制器,控制器将自动创建配置。
无法为同一工具/传感器类型创建多个配置。
参数 | 说明 |
|---|---|
配置类型 | 工具/传感器配置 |
工具系列 | 当前工具系列的名称(仅对工具配置有效) |
ETD M / ETD M + PTS
参数 | 说明 |
|---|---|
工具启动触发器 |
|
工具拧松触发器 |
|
触发器按键启动 |
|
ETD MC/MT / ETD MC/MT + PTS
参数 | 说明 |
|---|---|
工具启动触发器 |
|
触发器启动功能 | 仅当 Tool start trigger(工具启动触发器)被设置为 Disabled(禁用)时才可用。
|
触发器启动输入功能 | 仅当 Tool start function(工具启动功能)被设置为 Input function(输入功能)时才可用。 另请参阅 Digital I/O(数字 I/O) |
触发器按键启动 |
|
配置单一功能 |
|
配置单一输入功能 | 仅当 Config single function(配置单一功能)被设置为 Input function(输入功能)时才可用。 另请参阅 Digital I/O(数字 I/O) |
配置单一输出功能 | 仅当 Config single function(配置单一功能)被设置为 Toggle output function(切换输出功能)或 Pulse output function(脉冲输出功能)时才可用。 |
配置双重功能 |
|
配置双重输入功能 | 仅当 Config double function(配置双重功能)被设置为 Input function(输入功能)时才可用。 另请参阅 Digital I/O(数字 I/O) |
配置双重输出功能 | 仅当 Config double function(配置双重功能)被设置为 Toggle output function(切换输出功能)或 Pulse output function(脉冲输出功能)时才可用。 |
配置保持功能 | 配置将在按下按钮约 1 秒钟后生效。
|
配置保持输入功能 | 仅当 Config hold function(配置保持功能)被设置为 Input function(输入功能)时才可用。 另请参阅 Digital I/O(数字 I/O) |
配置保持输出功能 | 仅当 Config hold function(配置保持功能)被设置为 Toggle output function(切换输出功能)或 Pulse output function(脉冲输出功能)时才可用。 |
Led intensity(LED 强度) | 设置绿色、蓝色和红色 LED 的亮度。刻度为 1-5。 |
Led timeout(LED 超时) | 设置激活绿色、蓝色或红色后,LED 将亮起多少秒。超时可以设置为 0-300,其中 0 为无穷大。 |
Led Ok(拧紧正常 LED) |
|
Led NOK(拧紧异常 LED) |
|
Led batch Ok(批次正常 LED) |
|
LED batch OK(批次正常 LED)颜色 | 仅当 LED batch OK(批次正常 LED)被设为 enabled(禁用)时才可用。
|
Led guiding intensity(LED 引导强度) | 设置引导灯的 LED 的亮度。刻度为 1-5。 |
LED 引导超时 | 设置激活引导灯后,LED 将亮起多少秒。超时可以设置为 0-300,其中 0 为无穷大。 |
异常时的触觉 |
|
QMC / QMT
参数 | 说明 |
|---|---|
Led intensity(LED 强度) | 设置绿色、蓝色和红色 LED 的亮度。刻度为 1-5。 |
Led timeout(LED 超时) | 设置激活绿色、蓝色或红色后,LED 将亮起多少秒。超时可以设置为 0-300,其中 0 为无穷大。 |
Led busy(忙碌 LED) |
|
Led Ok(拧紧正常 LED) |
|
Led NOK(拧紧异常 LED) |
|
Led batch Ok(批次正常 LED) |
|
LED batch OK(批次正常 LED)颜色 | 仅当 LED batch OK(批次正常 LED)被设为 enabled(禁用)时才可用。
|
传感器
参数 | 说明 |
|---|---|
类型 | 传感器类型。例如,MT-TS |
名称 | 换能器名称。 |
最大扭矩 | 传感器可以测量的最高扭矩。 |
扭矩阈值 | 达到阈值后开始/停止测量。 |
扭矩目标 | 要达到的测量目标是什么。 |
控制限值 | 测量值可以偏离目标/工具扭矩多少百分比。也用于计算 CMK。 |
验证规模 | 测试中的测量次数。 |
验证模式 |
|
最小 CMK | 最小允许的 CMK 报告验证 OK。如果最终 CMK 低于此值,则验证将报告 NOK。 |
螺丝刀头选择器
如果使用数字 I/O 位选择器,则必须将选择源设置为数字 I/O,并将 I/O 选择模式设置为位选择器。如果使用附件总线位选择器,则必须将选择源设置为附件总线协议。
参数 | 说明 |
|---|---|
传感器 [1-8] | 仅适用于附件总线位选择器
|
位 [1-8] 选择模式 | 如果传感器 [1-8] 被设为禁用,则无将是唯一可用的选项。
|
位 [1-8] Pset | 如果选择了位,则选择要激活的 Pset。 仅当位 [1-8] 选择模式被设为选择 Pset 时才可用。 |
位 [1-8] 批次序列 | 如果选择了位,则选择要激活的批次序列。 仅当位 [1-8] 选择模式被设为选择批次序列时才可用。 |
多层警示灯
参数 | 说明 |
|---|---|
多层警示灯 [1-5] 功能 | 选择要连接到相应多层警示灯的输出功能。 |
多层警示灯 [1-5] 信号模式 | 选择信号的模式。 如果多层警示灯 [1-5] 功能被设为禁用,则不可用。 选项与数字 I/O 输出信号模式相同。
|
多层警示灯 [1-5] 信号持续时间 | 仅当多层警示灯 [1-5] 信号模式被设为持续时间时可用。 |
多层警示灯 [1-5] 闪烁 | 如果多层警示灯 [1-5] 功能被设为禁用,则不可用。
|
蜂鸣器功能 | 选择要连接到蜂鸣器的输出功能。 |
蜂鸣器信号模式 | 选择信号的模式。 如果蜂鸣器功能被设为禁用,则不可用。 选项与数字 I/O 输出信号模式相同。
|
蜂鸣器信号持续时间 | 仅当蜂鸣器信号模式被设为持续时间时可用。 |
组件 [A,B] |
|
组件 [A,B] 功能 | 选择连接到相应组件 [A,B] 的输入功能。 仅当组件 [A,B] 被设为单向开关、按键开关或颜色开关。 |
组件 [A,B] 左功能 | 选择连接到相应组件 [A,B] 的输入功能。 仅当组件 [A,B] 被设为双向开关时可用。 |
组件 [A,B] 右侧功能 | 选择连接到相应组件 [A,B] 的输入功能。 仅当组件 [A,B] 被设为双向开关时可用。 |
组件 [A,B] 灯功能 | 选择连接到相应组件 [A,B] 的输入功能。 仅当组件 [A,B] 被设为颜色按钮或灯时可用。 |
组件 [A,B] 灯信号模式 | 选择信号的模式。 仅当组件 [A,B] 被设为颜色按钮或灯时可用。 |
组件 [A,B] 灯信号持续时间 | 仅当组件 [A,B] 灯信号模式被设为持续时间时可用。 |
组件 [A,B] 灯闪烁 | 如果组件 [A,B] 功能被设为禁用,则不可用。
|
输出 [1-2] 功能 | 选择要连接到相应输出 [1-2] 功能的输出功能。 |
输出 [1-2] 信号模式 | 选择信号的模式。 如果输出 [1-2] 功能被设为禁用,则不可用。 选项与数字 I/O 输出信号模式相同。
|
输出 [1-2] 信号持续时间 | 仅当输出 [1-2] 功能被设为持续时间时可用。 |
输出 [1-2] 闪烁 | 如果输出 [1-2] 功能被设为禁用,则不可用。
|
输入 [1-2] 功能 | 选择要连接到相应输入 [1-2] 功能的输入功能。。 |
“Analysis”(分析)

分析用于查看图表。可以分析控制器或 PC 上存储的图形。也可以在拧紧/测量过程中查看实时跟踪。不过这仅在控制器通过 USB 连接时可用。
每个存储的图形的采样率和采样点数量因拧紧持续时间而异。
采样率 * 持续时间 = 采样点
数据采样率 (Hz) | 最长持续时间 |
|---|---|
7500 | 0.133333333 |
3750 | 0.266666667 |
1875 | 0.533333333 |
937.5 | 1.066666667 |
468.75 | 2.133333333 |
例如,如果拧紧需要 0.52 秒,则采样率为 1875 Hz。这产生 1875 * 0.52 = 975 个采样点。
GUI 对象 | 措施 |
停止 | 停止来自收集/接收实时痕迹的分析。 |
开始 | 开始分析。每次拧紧会启动新图像。 |
值表 | 以表的形式显示图像。 |
清除 | 清除图形。 |
打开 | 打开先前保存的图形。 |
保存 | 将显示的图形另存为 .dia 文件。 |
导出 | 将结果导出至 .jpg 或 .bmp 文件。 |
设置 | 更改分析功能。在三个选项卡中进行选择。
|
测试 | 打开一个窗口,从中可以运行 ToolsTalk MT 中的工具。 |
路径 | 工作文件夹的路径。将显示所选文件夹中的 .dia 或 .mtg 文件。 |
显示多个绘制图 | 显示多个轨迹。最多打印 8 个图示。 |
刷新 | 按下可更新工作文件夹/路径。 |
.dia 和 .mtg 文件 | 将显示所选工作文件夹中的 .dia 和 .mtg 文件。 |
在分析菜单的图形中导航
|
操作 |
说明 |
|
放大 |
按住鼠标左键,沿对角线方向拖拽到右侧。 |
|
缩小 |
按住鼠标左键,沿对角线方向拖拽到左侧。 |
|
移动 |
按住鼠标右键,移动鼠标。 |
|
复制图表 |
要复制图表,请右键单击,然后选择“Copy chart(复制图表)”。 |
|
添加备注 |
在要(向该特定图表)添加备注的图表上,单击鼠标右键。 |
|
删除 |
在图形上单击鼠标右键,选择Delete(删除),将其从图表中删除。 |
设置
ToolsTalk MT 分析功能的设置。
常规设置
|
参数 |
说明 |
|
路径 |
记录将存储至特定文件夹。文件命名中将带有索引。 用户必须拥有对所选路径的写入权限。 |
|
自动存储 |
允许将文件自动保存至指定的文件夹。 |
|
显示图例 |
显示和隐藏图表中的图例。 |
|
步骤颜色 |
拧紧程序中的步骤会获得不同的颜色。如果禁用,则每个图形都具有唯一颜色。 |
扭矩触发器
扭矩触发器用于控制记录的激活和停用。
|
参数 |
说明 |
|
扭矩 |
只要扭矩超出此值,便会记录实时痕迹。 |
|
启动延迟 |
延迟时间可在 0 秒至 50 秒之间进行调整。只要执行时间超出此值,便会记录实时绘制图。如果同时使用启动延迟和扭矩触发器,则仅在超出两个限值后,才会开始记录实时绘制图。 |
图表设置
|
参数 |
说明 |
|
图表类型 |
扭矩/时间将扭矩显示为时间的函数。 |
|
显示扭矩斜率痕迹 |
显示扭矩斜率痕迹。 |
结果

GUI 对象 | 措施 |
首页 | 打开首页,其中包含 100 项最新结果/事件。 |
前页 | 打开前一页。 |
下一页 | 打开下一页。 |
最后一页 | 打开最后一页,其中包含最早的 100 项以内结果/事件。 |
刷新 | 更新结果/事件列表。 |
搜索 | 允许搜索结果。(仅适用于 IAM QA 许可证) |
>> | 搜索下一个计数结果。(仅适用于 IAM QA 许可证) |
导出 | 允许导出结果。(仅适用于 IAM QA 许可证) |
自动更新 | 当存储新结果时,自动更新列表。 |
结果
结果窗口显示了控制器上存储的所有拧紧结果或测量结果。
右键单击结果窗口,选择要在表中显示的列。
选择结果
在“Tightening results(拧紧结果)”窗口左上角的表中,选择拧紧。
将显示所选拧紧的扭矩/角度图像和数据。
搜索结果
在结果窗格上,点击搜索按钮;随即出现测量搜索对话框。
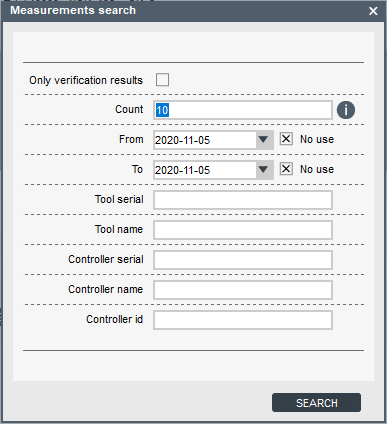
参数
说明
仅验证结果
仅选择验证结果,忽略常规测量。
计数
找到的结果数 (1-100)。
从 - 到
此参数指产生结果的日期。现在,用户可以忽略搜索中的日期。
工具序列号
搜索在序列为“ToolSerial”的工具上进行的验证。
工具名称
搜索在名为“ToolName”的工具上进行的验证。
控制器系列
搜索通过序列为“ControllerSerial”的控制器进行的验证。
控制器名称
搜索通过名为“ControllerName”的控制器进行的验证。
控制器 ID
搜索通过 ID 为“ControllerId”的控制器进行的验证。
在框中插入搜索的相关信息。
点击搜索。
导出结果
要导出一个结果或一组结果,请在结果窗格中选择一个特定结果或一组结果,然后点击导出按钮或点击鼠标右键。

提供有下列选项:
将总数据库导出到 Excel:将完整的测量结果数据库导出到可在 MS Excel 中轻松打开的 .csv 文件。
将选定的项目导出到 Excel:仅将先前在测量结果窗格上选择的一组测量结果导出到 .csv 文件。
创建选定的验证 pdf:为特定验证结果创建 .pdf 格式的报告。如果同时选择多个验证结果,则将为每个验证结果创建一个 .pdf 报告。
如果选择的测量结果不是验证结果,则必须至少选择三次自由运行测量。创建报告时,不能混合自由运行测量和验证结果。
如果选择了多个测量结果,将创建一个没有限值的报告,并且每个测量结果都将显示在图形中。
创建测量报告
在结果窗格上,选择一个特定的结果或一组结果,然后点击导出按钮。
选择选项创建选定的验证 pdf;验证报告信息对话框出现。

参数
说明
客户信息
与客户有关的信息。
客户行 1-4
此信息将显示在报告的右上角。
测试的设备 ID
此信息将显示在工具信息下方,如果客户有自己的工具 ID,则可以在此处输入。
服务中心信息
与服务中心有关的信息。
服务行 1-4
此部分显示在报表页脚的中间。这些字段具有记忆,因此信息只需输入一次。
在框中插入相关信息。
点击生成以获得报告。
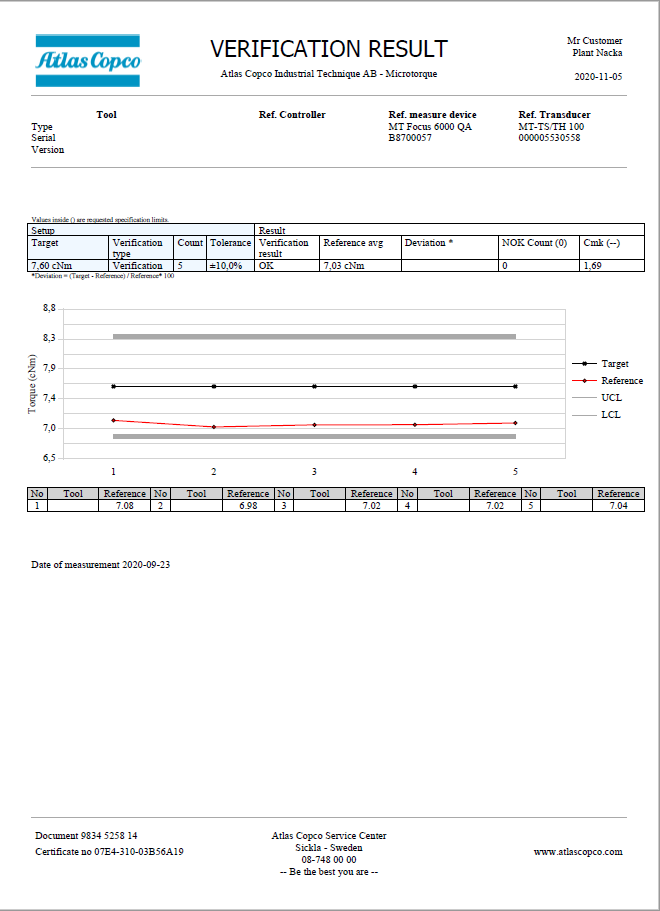
验证报告示例 
FreeRun 报告示例
步骤结果
步骤结果窗口显示最近拧紧/拧松的步骤扭矩和角度值。
事件
事件是控制器中出现的错误或信息消息。这些都可以导出到 excel 文件中进行存储。
事件窗口显示最新 512 个事件的列表。
双击一个事件可以打开一个显示该事件相关信息的窗口。
工具设置

扭矩检查
可以设置一个间隔,通知用户是时候通过扭矩检查来测试和验证工具了。间隔可以基于循环次数或时间触发。通过扭矩检查参数,还可以锁定工具,以便在获得成功的工具验证结果之前无法执行任何其他操作。
只有通过 USB 同步和 MTF6000 IAM QA 许可证执行验证时,验证结果才可用。
传感器设置

控制器设置

将控制器连接至 ToolsNet
静态模式
通过以太网将控制器连接至工厂网络。
在Controller settings > Configuration > Network(控制器设置 > 配置 > 网络)中,将 Network mode(网络模式)设置为 Static(静态)。
设置控制器的 IP 地址、子网掩码和网关。
Enable(启用)ToolsNet。
设置 ToolsNet 服务器的 IP 地址。
设置 ToolsNet 端口,6700 为所有 MT 设备的标准端口。
选择控制器是否应与 ToolsNet 同步时间。
DHCP 模式
通过以太网将控制器连接至工厂网络。
在 Controller settings > Configuration > Network(控制器设置 > 配置 > 网络)中,将 Network mode(网络模式)设置为 DHCP。
Enable(启用)ToolsNet。
设置 ToolsNet 服务器的 IP 地址。
设置 ToolsNet 端口,6700 为所有 MT 设备的标准端口。
选择控制器是否应与 ToolsNet 同步时间。
常规设置
GUI 对象 | 说明 |
更新固件 | 更新所连接的控制器中的固件。 控制器固件版本必须为 1.4.1 或以上才能更新。 |
设置日期和时间 | 设置日期和时间。 |
显示真空 | 打开一个实时显示真空压力值的窗口 |
捕获控制器屏幕 | 打开一个窗口,其中包含该确切时刻在控制器屏幕上显示的内容的打印副本。例如可用于制作操作员说明 |
参数 | 说明 |
校准日期 | 上次校准的日期。 |
控制器名称 | 用户定义的控制器名称。 |
控制器 ID | 用户定义的控制器标识号。 |
工作站名称 | 用户定义的工作站名称。 |
工作站 ID | 用户定义的工作站标识号。 |
线路名称 | 用户定义的线路名称。 |
线路 ID | 用户定义的线路标识号。 |
控制器语言 |
|
扭矩单位 | 控制器中显示的扭矩单位。
|
温度单位 | 控制器中显示的温度单位。 |
配置
参数 | 说明 |
OK 时蜂鸣 | 如果设置为启用,控制器将针对 OK 拧紧而蜂鸣。 |
NOK 时蜂鸣 | 如果设置为启用,控制器将针对 NOK 拧紧而蜂鸣。 |
批次完成时蜂鸣 | 如果设置为启用,控制器将在批次完成时蜂鸣。 |
批次序列完成时蜂鸣 | 如果设置为启用,控制器将在批次序列完成时蜂鸣。 |
验证完成后发出蜂鸣声 | QA 参数 如果设置为启用,控制器将在验证完成时发出蜂鸣声。 |
选择来源 | 此参数控制如何选择和激活 Pset 和批次序列。
|
启动模式 | 启动时选择 Pset 或批次序列。
|
Pset 编号 | 如果在启动模式中选择了 Pset,请选择 Pset 编号。 |
批次序列编号 | 如果在启动模式中选择了批次序列,请选择批次序列编号。 |
启动视图 | 定义启动时,应打开控制器中的哪个视图。 |
拧紧/测量时激活背光 | 如果设置为是,那么拧紧/测量过程中,控制器屏幕将亮起。 |
错误时锁定 | 此参数针对拧紧错误启用一个事件。必须先确认此事件,然后才能开始新的拧紧。它可以用于停止系统,例如当机器人运行系统时。对于锁定操作员在拧紧失败后继续的情形,应启用密码规则。 |
确认批次顺序错误 | 决定是否必须清除批次序列错误事件的物理确认。 |
保存图像 | 许可的功能 决定是否所有拧紧结果都应保存其图像,还是都不保存,或仅保存失败的拧紧结果。 |
自动启动拧紧 | 按照给定的间隔,自动启动活动的拧紧。 |
待机 | 通过启用待机功能,可使控制器在经过一段设定的时间后进入待机模式。当控制器从待机模式被唤醒时,无需进行工具初始化。 当从下列任何一种情况输入时,控制器将从待机模式被唤醒:
|
自动关闭 | 如果启用,则可以配置自动关闭参数。用户可以设置一个定时器,以在控制器不活动时关闭电池。 |
工具初始化确认 | 定义操作员/用户在工具开始初始化之前是否需要按 OK(确定)。工具初始化在系统启动并且连接了工具时进行。 |
启用工具重新拧紧 | 重新拧紧是拧紧一个已经拧紧的螺丝。如果系统检测到重新拧紧,此设置将给出拧紧错误消息。 |
电流监测 | 此参数将来自传感器的扭矩与使用的电流进行比较。它仅适用于带传感器式工具的 MT Focus 6000:EDT MT/QMT 序列。
|
警告间隔 | 最近一次扭矩检查经过设定的时间后,控制器将触发警告,表示该进行扭矩检查了。该事件是可以清除的。 |
警告循环 | 当工具在最近一次扭矩检查后达到设定的周期数时,控制器将触发警告,表示该进行扭矩检查了。该事件是可以清除的。 |
要求的间隔 | 最近一次扭矩检查经过设定的时间后,控制器将触发错误,表示该进行扭矩检查了。工具现在将被锁定,直到执行了 OK 扭矩检查。 |
要求的循环 | 当工具在最近一次扭矩检查后达到设定的周期数时,控制器将触发错误,表示该进行扭矩检查了。工具现在将被锁定,直到执行了 OK 扭矩检查。 |
网络模式 | 许可的功能。
|
IP 地址 | 输入控制器的静态 IP 地址。 仅当网络模式设置为静态时可用。 |
子网掩码 | 输入控制器的静态子网掩码地址。 仅当网络模式设置为静态时可用。 |
网关 | 输入控制器的静态网关地址。 仅当网络模式设置为静态时可用。 |
DNS 1 | 输入 DNS 的静态 IP 地址。 |
ToolsNet | 许可的功能。 启用/禁用与 ToolsNet 8.4 版和更高版本的连接。 |
ToolsNet IP 地址 | 许可的功能。 ToolsNet 服务器的 IP 地址。 |
ToolsNet 端口 | 许可的功能。 ToolsNet 服务器的端口。6700 是所有 MT 设备的标准端口。 |
ToolsNet 同步时间 | 许可的功能。 选择控制器是否应与 ToolsNet 同步时间。 |
开放协议 |
|
OP 扭矩单位 | 选择控制器应通过 OP 发送所有扭矩参数的扭矩单位。 仅当开放协议设置为启用时可用。
|
OP 温度单位 | 选择控制器应通过 OP 发送所有温度参数的温度单位。 仅当开放协议设置为启用时可用。
|
电池适配器已启用 | 是:禁用所有其他 RS232 参数并激活与电池的兼容性。 否:禁用与电池的兼容性并激活其他 RS232 参数,例如开放协议和扫码枪。 |
RS232 模式 | 仅在启用电池适配器设置为否时可用。
|
波特率 | RS-232 数据传输率 |
清除 USB 导出上的 DB |
|
操作员 ID 超时已启用 |
|
操作员 ID 超时 | 控制器闲置一段时间后,将清除操作员 ID。 |
测量触发器 | 许可的功能。
|
验证完成确认 | 许可的功能。 如果启用,则用户必须确认“验证结果”弹出窗口,然后才能继续。如果禁用,则控制器将在新的测量开始时自动关闭弹出窗口。 |
OK(确定)时的零偏移 | 许可的功能。 如果是,则用户可以通过按控制器上的“确定”按钮来设置传感器的零偏移。 |
QA 自定义字段计数 | 许可的功能。 描述 IAM QA 控制器中的自定义视图应该是什么样子。它应该在视图中显示多少个字段。 |
QA 数据字段 1-4 | 许可的功能。 描述选定字段将显示什么信息。可能的值:
|
系统信息。
参数 | 说明 |
软件版本 |
|
软件日期 | 软件的创建日期。 |
MAC 地址 | IAM 的 MAC 地址。 |
序列号 | 控制器的序列号。 |
许可 ID | 许可代码。 |
许可级别 | 许可级别。 |
日期和时间 | 设置日期和时间。 |
系统诊断
参数 | 说明 |
电流传感器零 |
|
扭矩传感器零 |
|
真空压力 |
网络
参数 | 说明 |
链接状态 | 当前连接的状态。 |
DHCP | 所配置 DHCP 的地址。 |
IP 地址 | 控制器的 IP 地址。 |
子网掩码 | 子网掩码。 |
网关 | 网关的 IP 地址。 |
数字 I/O 和密码设置

Digital I/O(数字 I/O)
向控制器输入信号。
参数 | 描述 |
I/O 选择模式 | 定义 I/O 选择引脚是否应激活 Pset、批次序列或螺丝刀头选择器配置。 |
数字输入
向控制器输入信号。
参数 | 描述 |
禁用 | 禁用信号。 |
开始拧紧 | 启动拧紧,这将在正侧面(过渡 0 -> 1)上启动。 |
启动拧紧(按住) | 启动拧紧,这将在正侧面(过渡 0 -> 1)上启动。拧紧期间,如果信号输入较低,将会取消。 |
开始拧松 | 启动拧松,这将在正侧面(过渡 0 -> 1)上启动。 |
启动拧松(按住) | 启动拧松,这将在正侧面(过渡 0 -> 1)上启动。拧松期间,如果信号输入较低,将会取消。 |
停止操作 | 停止任何正在进行的拧紧/拧松。 |
重置 | 此信号将停止任何正在进行的拧紧。如果没有拧紧处于活动状态,它将清除前一拧紧数据的屏幕。 |
禁用工具 | 将工具设为禁用模式,不能启动任何新的拧紧或拧松。 |
初始化工具 | 使工具运行初始自校准。除其他事项外,还将测量内部摩擦。 |
清除事件 | 将清除非阻碍的控制器事件。这等同于按下控制器上的 OK(确定)按钮,确认错误/事件。 |
清除所有事件 | 清除所有活动(非阻止)的控制器事件。 |
选择第 0-9 位 | 如果将选择来源设为数字 I/O,使用此项来选择 Pset、批次序列或螺丝刀头选择器配置。 |
重置批次序列 | 重新启动批次序列。 |
递增批次 | 跳过批次中的一个拧紧。 |
递减批次 | 重做批次中的一个拧紧。 |
重置批次 | 重新启动批次。 |
批次序列 DI1-12 | 批次序列输入信号。这些信号将控制批次序列输入事件。 |
待机 | 将控制器设置为待机模式以降低能耗 |
重新启动 | 重新启动控制器软件。 |
递增批次序列 | 跳过批次序列中的一个步骤。 |
启用真空 | 启用真空泵 |
启用清洁 | 反转气流以清洁管 |
唤醒 | 从待机模式唤醒控制器 |
工具引导灯 | 打开引导灯 LED |
工具状态红色 | 打开红色 LED |
工具状态绿色 | 打开绿色 LED |
工具状态蓝色 | 打开蓝色 LED |
工具状态白色 | 打开白色 LED |
外部监控 1-8 | 用于操作输入而不将其连接到特定功能。(可用于外部协议,比如开放式协议。) |
开始测量 | (许可功能) |
停止测量 | (许可功能) |
开始测量保持 | (许可功能) |
将传感器设置为零 | (许可功能) |
重置验证 | 重置验证。 |
数字输出
控制器的输出信号。
参数 | 描述 |
禁用 | 禁用信号。 |
就绪 | 控制器已就绪于开始拧紧。 |
忙碌 | 当工具运行时,此输出将处于活动状态,而无论是拧紧或拧松过程所致。 |
错误 | 有错误处于活动状态。 |
拧紧 OK | 拧紧程序已成功完成。只要序列正在进行中,此信号便处于非活动状态。 |
拧紧 NOK | 拧紧程序没有成功完成。只要序列正在进行中,此信号便处于非活动状态。 |
批次完成 | 批次步骤已完成。 |
活动的事件 | 有事件处于活动状态。 |
阻止的事件 | 有事件在阻止操作,将持续至得到解决。 |
可清除的事件 | 设置事件是否为可确认。 |
正在初始化工具 | 指示初始工具自校准正在进行中。 |
工具被禁用 | 指示工具是否已禁用。 |
真空泵 | 指示真空泵是否处于活动状态。 |
Start signal(启动信号) | 只要按下了工具上的起动杆,此输出便处于活动状态。 |
拧松信号 | 只要按下了工具上的换向杆,此输出便处于活动状态。 |
推动启动信号 | 只要按下了工具钻头开关,此输出便处于活动状态。 |
批次序列 DO1-8 | 批次序列输出信号。这些信号将由批次序列输出事件来控制。 |
批次序列完成 | 批次序列已成功完成。 |
批次序列错误 | 指示是否触发批次序列错误。 |
批次错误 | 批次失败且被中止 |
待机活动 | 控制器处于待机模式 |
螺丝未对齐 | 已超出螺丝未对齐限值。螺丝被拣取,但未与钻头对齐。 |
螺丝对齐 | 已超出螺丝对齐限值。螺丝已于钻头对齐。 |
外部监控 1-10 | 用于操作输出而不将其连接到特定功能。(可用于外部协议,比如开放式协议。) |
真空清洁 | 真空清洁功能已激活 |
真空泵已连接 | 检查真空泵 MT (8432 0854 00) 是否已连接。MTF6000 必须为版本 C 或更高版本才能运行此信号。 |
测量 OK | (许可功能) |
测量 NOK | (许可功能) |
验证完成 | 如果验证完成,则信号变高。 |
验证处于活动状态 | 如果验证处于活动状态,则信号变高。 |
需要维修 | 工具或传感器已做好维修的准备。 |
电池已连接 | 电池已连接至控制器。 |
电池电量低 | 电池电量已降至 20% 以下。 |
验证 OK | 验证成功。 |
验证 NOK | 验证失败。 |
解锁螺丝刀头 0-3 | 指示要在批次序列事件步骤螺丝刀头选择器中选择的螺丝刀头。(二进制计算) |
需要检查扭矩 | 指示何时需执行扭矩检查。 |
顺时针旋转信号 | 工具顺时针旋转(拧紧)时信号电平拉高。 |
逆时针旋转信号 | 工具逆时针旋转(拧松)时信号电平拉高。 |
输出信号模式
Tracking(跟踪) - 对更改作出反应。
Until next tightening(直至下个拧紧) - 将保持活动状态直至启动下个拧紧。
Duration(持续时间) - 将在设定的时间长度内保持活动状态。
密码
这是一项许可功能。不适用于 IAM QA。
通过灵活密码系统,可以全面定制操作员对哪些内容有访问权限。技术人员和一线经理可以选择通过密码来获得对系统的访问权限,或者通过经由扫描仪(例如条形码或 RFID)的登录来获得访问权限。
如果没有配置密码,那么无密码配置将具有对所有功能的完整访问权限。
如果从 IAM MT 中删除了密码配置,那么控制器将生成一个新的密码文件,其中所有级别都将完全受限。
有多种不同的方式可以登入和登出控制器:
在显示挂锁符号时,输入登录的 PIN 码。
扫描条形码或 rfid 标签。单次扫描标签时可登入,多次扫描时可登出。
按下OK按钮。
PIN 码
当功能受限时,它将显示挂锁符号。输入 PIN 码可解锁该功能。
扫描仪登录
要使用条形码或 RFID 标签来登录,需要设置标识符规则。此标识符规则具有相关操作,可设置为登录,然后输入访问权限级别。
扫描此码一次将登录,再次扫描,将注销密码级别。
密码设置
常规设置
参数 | 说明 |
自动注销时间 | 用户自动从控制器注销之前,所经历的时间。 |
控制器
在控制器表中,可以设置访问权限。
四位数 PIN 码在用户编号下方的框中进行设置。也可以通过取消选中 Pin enabled(启用 PIN 码)框来禁用某个级别的密码。
参数 | 说明 |
菜单访问 | 访问控制器中的系统菜单。 |
更改视图 | 从一个结果视图更改为另一个。 |
选择 Pset | 从控制器中选择 Pset。 |
选择批次序列 | 从控制器中选择批次序列。 |
重置拧紧错误 | 确认拧紧错误。 |
重置批次序列错误 | 确认批次序列错误。 |
中止批次序列 | 重置批次序列。 |
递增/递减批次序列 | 递增或递减批次序列步骤计数器。 |
递增/递减批次 | 递增或递减批次计数器。 |
快速编程 | 快速编程访问。 |
选择来源 | 更改选择来源 |
工具控制 | 启动/停止工具 |
导入设置 | 通过 USB 闪存驱动器,导入控制器设置(控制器参数、Pset、批次序列、标识符和 I/O 设置)。 |
导入软件 | 更新软件。 |
导出设置 | 将控制器设置(控制器参数、Pset、批次序列、标识符和 I/O 设置)导出至 USB 闪存驱动器。 |
导出结果 | 将以 CSV 文件格式的结果导出至 USB 闪存驱动器。 |
导出图像 | 将图像导出至 USB 闪存驱动器。 |
全部导出 | 全部导出至 USB 闪存驱动器。 |
导出软件 | 将软件导出至 USB 闪存驱动器。 |
导出事件 | 将事件导出至 USB 闪存驱动器。 |
控制器信息 | 访问控制器信息菜单。 |
工具信息 | 访问工具信息菜单。 |
电池信息 | 访问电池信息菜单。 |
连接信息 | 访问连接菜单。 |
IP 配置 | 访问 IP 配置菜单。 |
ToolsNet 配置 | 访问 ToolsNet 配置菜单。 |
Digital I/O(数字 I/O) | 访问数字 I/O 信息菜单。 |
现场总线

此功能提供了从外部源(例如 PLC)和现场总线载波 MT 控制控制器的可能性。
现场总线载波 MT 仅在支持内部 Anybus 模块时才有效。仅支持使用 Atlas Copco 唯一提供商 ID 编码的模块,这些模块只能从 Atlas Copco 购买,如果该模块是从 Atlas Copco 购买的,则其具有正确的提供商 ID。当前仅支持以下模块:
MTF6000 固件 1.12 及以上的 Anybus M40 PROFINET 模块 8432085320(固件 v1.40.01)
MTF6000 固件 1.16 及以上的 Anybus M40 M40 EtherCAT 模块 8432085310(固件 v2.15.1)
MTF6000 固件 1.16 及以上的 Anybus M40 EtherNet/IP 模块 8432085330(固件 v1.43.2)
现场总线载波 MT 通过现场总线电缆连接到 MTF6000 控制器,并通过来自现场总线模块的以太网电缆连接到 PLC。
Anybus PROFINET 模块上 NS LED 的通用现场总线载波 MT 代码:
关闭=离线
绿色=在线(运行)
红色,1 闪烁 = 站点名称错误
红色,2 闪烁 = IP 地址错误
红色,3 闪烁 = 配置错误
Anybus EtherCAT 模块上 ERR LED 的通用现场总线载体 MT 代码:
熄灭 = 无错误
红色,闪烁 = 无效配置
红色,闪烁 1 次 = 未经请求的状态更改
红色,闪烁 2 次 = 同步管理器看门狗超时
Anybus 模块 EtherNet/IP 上的 MS LED 的通用现场总线载体 MT 代码:
熄灭 = 没电
绿色 = 扫描仪处于运行状态的控制器,并且如果启用了 CIP Sync,则时间将同步到 Grandmaster 时钟
绿色,闪烁 = 未配置,扫描仪处于空闲状态,如果启用了 CIP Sync,则时间将同步到 Grandmaster 时钟
红色 = 重大故障(EXCEPTION 状态,严重错误等)
红色,闪烁 = 可恢复的故障。模块已配置,但存储的参数与当前使用的参数不同。
设置
参数 | 说明 |
|---|---|
现场总线类型 | 要加载的现场总线设置的类型。类型必须与现场总线载波 MT 内的模块匹配。 支持不低于 1.12.0 版的 PROFINET 和不低于 1.16.0 版的 EtherCAT 和 EtherNet/IP。 |
映射大小 | 控制器之间传输的字节数。该值取决于在映射设置(至控制器/从控制器)中选择的方向。 |
工具在脱机时停止 | 如果是,则在现场总线连接脱机时禁用该工具。 |
实际值设置
参数 | 说明 |
|---|---|
状态 | 表示现场总线载波 MT 的状态:
现场总线载波 MT 和 PLC 之间的通信仅在活动状态下可用。 |
DHCP 已启用 | 指示 DHCP 配置是否被存储。(PROFINET、EtherNet/IP) |
IP 地址 | IP 地址。(PROFINET、EtherNet/IP) |
子网掩码 | 指示子网掩码。(PROFINET、EtherNet/IP) |
Default gateway(默认网关) | 指示网关 IP 地址。(PROFINET、EtherNet/IP) |
站点名称 | 指示站点名称。(PROFINET) |
设备ID | 指示设备的识别编号。(EtherCAT) |
更新周期 | 指示现场总线过程数据在内部更新的频率。 |
地图设置
选择到控制器选项卡或从控制器选项卡。
选择添加。
创建信号配置对话窗口将打开。
选择列表中的项目名称以选择项目。
通过输入最低有效位 所在的字节数来设置项目起始位置。
通过输入最低有效 位所在的位来设置项目起始位置。
设置项目的长度,以位数表示。
选择添加。
为待添加的每个项目重复上述步骤。
打开参数配置
双击参数以打开配置。或者选中项目的复选框  ,然后选择打开。
,然后选择打开。
删除参数配置
为项目选择复选框
。要选择多个项目,请按键盘上的 Ctrl 并选择。
选择 DELETE(删除)或按键盘上的 Delete(删除)。
移动参数
可以通过在现场总线映射中使用拖放来移动参数。参数放置的位置表示参数的起始位置。
如果参数是 1(或更多)字节,则无论参数被放置在哪个位的位置,它都会将起始位置调整为 0 位。
如果参数重叠,则两个表中的参数将标记为红色。
如果参数列表中发生错误,则必须先解决该错误,然后才能进行保存。如果已经存在错误,则无法生成更多错误。必须首先解决该冲突。
数据格式
映射设置中使用的参数的常规数据格式说明。
数据类型 (ToolsTalk MT) | 数据长度(位) | 数据表示 | 字节顺序 |
|---|---|---|---|
布尔 | 1 | EtherCAT:1 位 PROFINET:1 个 UNSIGNED8(通用数据模块)中的 1 位 以太网/ IP:1 个字节中的 1 位 | - |
布尔 | 8 | 8 布尔数组 EtherCAT:BITARR8 PROFINET:UNSIGNED8 以太网/ IP:字节 | - |
无符号 | 8 | 无符号整数,8 位 (UNSIGNED8, USINT) | - |
无符号 | 16 | 无符号整数,16 位 (UNSIGNED16, UINT) | EtherCAT/EtherNet/IP:小端(LSB 优先) PROFINET:大端(MSB 优先) |
无符号 | 32 | 无符号整数,32 位 (UNSIGNED32, UINT) | EtherCAT/EtherNet/IP:小端(LSB 优先) PROFINET:大端(MSB 优先) |
整数 | 8 | 有符号整数,8 位 (INTEGER8, SINT) | - |
整数 | 16 | 有符号整数,16 位 (INTEGER16, INT) | EtherCAT/EtherNet/IP:小端(LSB 优先) PROFINET:大端(MSB 优先) |
整数 | 32 | 有符号整数,32 位 (INTEGER32, DINT) | EtherCAT/EtherNet/IP:小端(LSB 优先) PROFINET:大端(MSB 优先) |
浮动 | 32 | 浮点数,32 位 (FLOAT32, REAL) IEEE 754 单精度二进制浮点格式; 1 个符号位,8 个指数位,23 个小数位,s eeeeeeee fffffff ffffffff fffffffff | EtherCAT/EtherNet/IP:小端(LSB 优先) PROFINET:大端(MSB 优先) |
字符串 | 1..n | 预定义大小(字节数)的数组中的 UTF-8 编码字符串。 EtherCAT:UNSIGNED8 数组 PROFINET:UNSIGNED8 数组 以太网/ IP:字节数组 | - |
有关可用参数的详细说明,请参见参考中的现场总线参数规范。
PLC 配置 (PROFINET)
PLC 中的模块配置必须与 MTF6000 参数配置匹配。如果模块配置在 PLC 中手动完成,请考虑以下事项:
必须在任何从控制器参数(PLC 上的输入)之前配置所有到控制器参数(PLC 上的输出)。
任何由单一位参数(长度 = 1)组成的字节必须在 PLC 上配置通用数据模块。PROFINET 协议不支持单一位模块,而用户必须跟踪任何通用数据模块的内容。优选使用由位参数组(例如,IF 1-IF 8)而不是单一位参数组成的模块(所有单一位参数也存在于组参数中)。
在 MTF6000 配置中为空的任何字节必须在 PLC 配置中具有空数据模块。存在由 1/2/4/8/16/32/64/128 字节组成的空数据模块,首先用包含尽可能多的字节的模块填充空白空间,然后以逐渐减小的尺寸填充,直到空白空间被空数据模块填充为止。如果不需要,请避免在配置中包含任何空白空间,因为这会降低性能。
网络设置
根据所使用的现场总线类型,可以对网络设置进行不同的配置,如果有任何可用的配置,则在右上角会有一个按钮。
EtherCAT
参数 | 说明 |
|---|---|
设备ID | EtherCAT 模块的识别编号。 |
PROFINET
网络设置的配置不适用于 PROFINET,这些设置只能从外部配置工具进行配置。
以太网/ IP
参数 | 说明 |
|---|---|
网络模式 | 配置静态 IP 或 DHCP |
IP 地址 | 如果网络模式设置为静态,请配置 IP 地址。 |
子网掩码 | 如果网络模式设置为静态,则配置子网掩码。 |
Default gateway(默认网关) | 如果网络模式设置为静态,则配置默认网关。 |
下载说明
该按钮位于右上角,可用于为当前配置的现场总线类型下载控制器的描述文件(ESI、GSDML、EDS 等)。
现场总线诊断
激活/停用诊断模式
要激活诊断模式,只需按右上角的启用诊断模式按钮。
诊断模式有两个子模式:
强制 - 用于操作并将特定值发送到 PLC。
监视 - 实时显示参数包含的内容。
要停用诊断模式,请再次按该按钮(现称为诊断模式已禁用)。
在“列表”表中,每个参数将获得一个名为“诊断”的新选项卡。此列将显示参数的值。参数可以显示为文本或信号。信号显示为单选按钮。如果单选按钮被标记,则表示信号为高,如果不是,则信号为低。
在强制模式下,信号将具有两个单选按钮。开和关,开表示信号高,关表示信号低。
监控模式
选择监控单选按钮
在“诊断”列中查看所有参数。
在“诊断”列中按黑色三角形以展开组合的参数并显示每个螺丝刀头的信号。
强制模式
选择强制单选按钮(仅在从控制器发送数据时可用)。
输入应强制设置为其他值的参数值,然后按发送帧。
您必须按发送帧才能将操作值发送到 PLC。仅由于输入了参数值,这些值不会自动发送到 PLC。
网络更新
在管理连接菜单中双击网络更新以启动会话。
点击保存列表获取模板文件(即使列表为空)。
在模板中准确填写以下信息:
控制器序列(可选)
控制器名称(可选)
IP 地址
固件版本(可选)
若连接成功,TTMT 将从控制器自动获取可选信息。
保存列表
将输入的控制器信息存入制表符分隔的 csv 文件。TTMT 支持读取“;”分隔或制表符分隔列表。
若保存列表选项中未添加任何控制器,此操作将生成带标准表头的可编辑模板。
加载列表
将 csv 文件加载入 TTMT 并显示控制器列表。
检查连接
TTMT 将自动检查列表中各控制器的网络连接状态及活跃性。
状态 | 描述 | |
|---|---|---|
| 未知 | 连接尚未验证 |
| 连接错误 | 无法连接至控制器。 |
| 连接成功 | 控制器在网络中处于活跃状态且可用。 |
| 正在连接 | 正在检查连接。 |




更新程序
仅可用于拧紧控制器。
保存网络更新文件 (*.mtpm)。
在 TTMT 中打开所需设置。
打开管理连接选项卡。
选择保存。
将另存为类型设为批量更新文件 (*.mtpm)。
以新配置更新多台控制器。
选择所需的 *.mtpm 文件。
选择打开。
状态 | 描述 | |
|---|---|---|
| 未知 | 连接尚未验证 |
| 错误 |
|
| 正常 | 程序更新成功。 |
| 正在进行 |
|
使用网络更新时,TTMT 将移除并覆盖所有现有 Pset、批次序列及标识符。
更新固件
选择固件更新并选择 .fw 文件,为列表中所有控制器更新固件。
状态 | 描述 | |
|---|---|---|
| 未知 | 连接尚未验证 |
| 错误 |
|
| 正常 | 固件更新成功。 |
| 正在进行 |
|
需运行 3.2 或更高版本以支持网络更新功能
添加
输入 IP 地址以将一台控制器添加至列表。
添加 IP 地址后,TTMT 将自动启动连接状态检测。
打开
检查特定控制器的连接。
删除
将控制器从列表中移除。
疑难解答
对损坏的线程错误触发不正确
原因非连续自攻螺纹连接可能会在自攻螺纹阶段结束后,直到螺钉头到达连接处,由于扭矩减小而引起错误的螺纹错误。
解决方案: 损坏的线程算法将为这些类型的关节正确运作。因此,我们建议您将损坏的线程检测参数设置为禁用。
Rehit 触发不正确
原因:当拧紧开始时,控制器检测到螺丝已经有一些扭矩时,从而触发 Rehit。
如果螺丝以很多侧向载荷插入接头,由于启动时的扭矩将会更高,则 rehit 算法可能会错误地触发 rehit 错误。
解决方案: 尝试稳定工具并避免侧向载荷。如果侧面载荷是必要的,那么我们建议您将“ Tool rehit enabled”参数设置为“否”。
座位点不正确
原因:不正确的座位点通常是由不正确的设置引起的。
当工具快速从零开始建立一些扭矩时,座椅可能会在开始拧紧时发生错误的触发,这将导致梯度尖峰,从而错误地触发座椅检测。
不正确的座椅位移和梯度触发可能会导致座位出现不正确的位置。
低速可能导致梯度转矩不可读。(就像骑自行车一样,踩得越慢,您就会摇摆得越快,提高速度会产生更直的路径。)
解决方案:
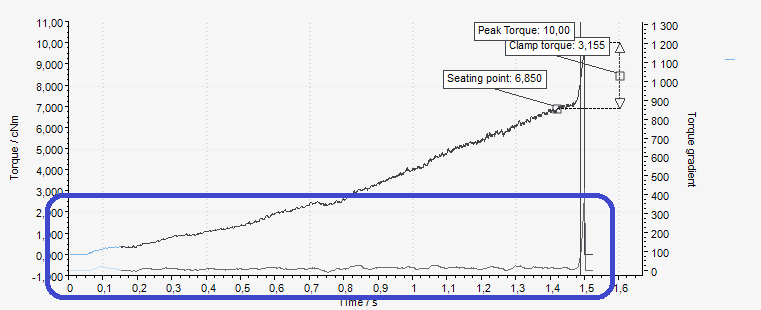
如果在拧紧开始时触发座位,则必须先在 TSM 或 SCS 步骤之前添加角度或螺纹接合步长 100°,以便在开始时通过梯度尖峰。
如果座位刚刚关闭,则设置可能不正确。这是如何正确设置策略:
创建一个两步拧紧:
步骤 1:角度(或螺纹接合)步骤 100°。
步骤 2:TSM/SCS。
设置所需的目标并运行拧紧。
打开分析中的拧紧图。
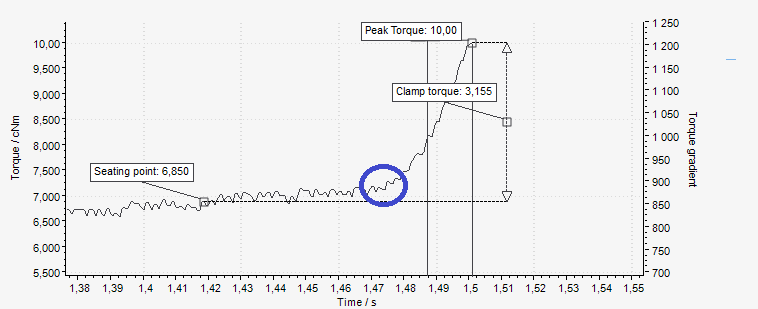
检查梯度触发点。触发点应在夹紧力矩的一半左右触发。此限制是基于扭矩梯度。如果触发点不正确,则增大/减小触发点以匹配拧紧。重新拧紧,直到梯度触发点正常。
改变座位角度位移:
如果座位点在正确的座位点之前被触发,应减小座位角位移参数。
如果座位点在正确的座位点之后被触发,应增加座位角位移参数。
在上面的例子中,座位在正确的座位点之前被触发。因此,座椅的位移应该减小。
重新拧紧并调整座位角度位移,直到它被设置在正确的座位上。
如果在步骤开始时座位仍然被触发,即使在它之前有 100° 的角度/螺纹接合步骤,则表示速度可能太低。如果梯度不正确,请提高速度并重试。
图表下跌并在拧紧中失去扭矩。
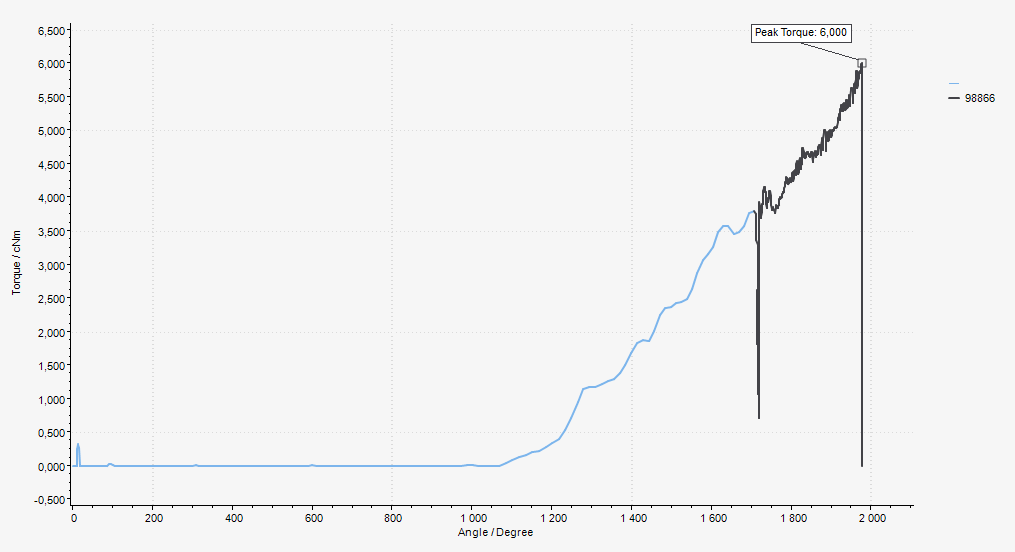
原因:这是由于扭矩步骤在扭矩步骤之前开始拧紧螺丝所引起的。当工具在建立扭矩的同时从高速转到较低速度会发生“倾角”。
解决方案: 用作断开的角度步骤应始终在螺丝找到座位之前结束。
为了避免这种拧紧,确保降低目标角度,使其不超过座位点。
除了角度台阶具有较低的目标角度并且在螺丝找到座位之前停止之外,拧紧与上述相同。现在“倾角”没了。
无法连接到 ToolsNet 8
原因:MTF6000 控制器不能连接到 ToolsNet 8 的原因有很多,但最常见的是网络设置的错误设置。
解决方案:
检查 ToolsNet IP 地址是否与 ToolsNet 8 服务器 IP 地址相同。
检查控制器 IP 地址是否与 ToolsNet IP 地址不相同。
检查控制器 IP 地址是否是唯一的。
检查子网掩码是否正确。
检查网关 IP 地址是否正确。
检查 ToolsNet 端口是否正确。ToolsNet 8 默认使用端口 6700 作为 MTF6000。
检查控制器和 ToolsNet 8 服务器是否在同一个网络上。
要进行测试:
打开命令提示符(按下 Windows 开始 - >输入“cmd”)。
写下“ping xxx.xxx.xxx.xxx”(其中 xxx.xxx.xxx.xxx 是控制器 IP 地址)。
检查响应。
写下“ping yyy.yyy.yyy.yyy”(其中 yyy.yyy.yyy.yyy 为 ToolsNet 服务器 IP 地址)。
检查响应。
以下响应展示了一个成功访问的示例:
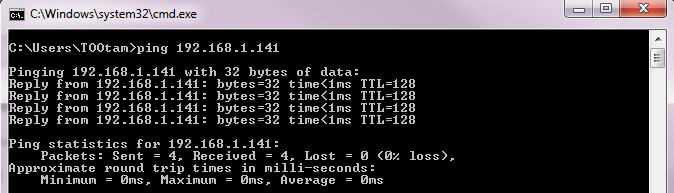
如果控制器和 ToolsNet 服务器都可以访问,则问题不在网络设置中,而是在 ToolsNet 8 的服务中。
ToolsNet 8 必须运行以下服务才能与 MTF6000 通信:
许可服务器
数据采集服务
Protocol Interface Module(协议接口模块)
Internet 信息服务
数据通信服务
如果控制器无法访问,则显示此响应:

如果无法访问控制器,则是网络设置中的一个问题。
再次检查控制器是否连接到与 ToolsNet 8 服务器相同的网络,IP、掩码和网关是否正确。
参考
事件代码
错误代码 | 事件信息 | 说明 |
|---|---|---|
101 | 电源电压已超出 | 检查电源。 |
102 | 电源电压过低 | 检查电源。 |
103 | 超出了内部 24V | 断开外部设备的连接。 |
104 | 内部 24V 过低 | 断开外部设备的连接。 |
105 | 超出了内部 12V | 如果工具已连接,断开连接。 |
106 | 内部 12V 过低 | 如果工具已连接,断开连接。 |
107 | 超出了内部 5V | 如果工具已连接,断开连接。 |
108 | 内部 5V 过低 | 如果工具已连接,断开连接。 |
109 | 外部 24V 错误 | 断开外部设备的连接,重新启动控制器。 |
110 | DC/DC 温度错误 | 更换控制器。 |
111 | I/O 扩展模块重新初始化 | 按下“OK(确定)”来继续。 |
112 | 重新初始化 I/O 失败 | 重新启动控制器。 |
113 | 电源故障 | 检查电源。 |
120 | 零点偏移错误,电流 | 更换控制器。 |
121 | 零点偏移错误,传感器 | 更换工具变频器或工具。 |
122 | 电机电流低 | 更换工具。 |
123 | 电机电流已超出 | 更换工具。 |
124 | 电机驱动装置电压过低 | 更换工具。 |
125 | 电机驱动装置短路 | 更换工具。 |
126 | 超出了电机驱动装置温度 | 更换工具。 |
127 | 电机驱动装置开路负载 | 更换工具。 |
128 | 电机驱动器故障 | 重新启动控制器。 |
130 | EEPROM 读取错误 | 更换控制器。 |
131 | EEPROM 写入错误 | 更换控制器。 |
132 | 内部硬件错误 | 更换控制器。 |
133 | 文件系统错误 | 更换 IAM MT。 |
134 | USB 主设备过流 | 断开 USB 设备的连接。 |
135 | USB 闪存驱动器卷错误 | 尝试另一个 USB 闪存驱动器。 |
140 | 没有连接工具 | 连接工具。 |
141 | 工具不受支持 | 连接受支持的工具。 |
142 | 工具通信错误 | 更换工具。 |
143 | 工具 5V 错误 | 更换工具。 |
144 | 工具 12V 错误 | 更换工具。 |
150 | 工具初始化错误 | 检查工具在启动期间是否运行自如。 |
151 | 摩擦过高 | 检查工具在启动期间是否运行自如。 |
152 | 工具角度编码器错误 | 连接工具。 |
153 | 工具方向错误 | 连接工具。 |
154 | 输出头阻塞 | 检查工具在启动期间是否运行自如。 |
155 | 超出了工具电机温度 | 让工具有时间冷却。 |
156 | 工具不受支持 | 当前许可证不支持传感器式工具。 |
157 | 无法更新工具软件 | 断开传感器连接。 |
158 | 工具初始化错误 | |
159 | 扭矩测量警告 | 校准工具。 |
160 | 扭矩测量错误 | 校准工具。 |
201 | 运行时参数错误 | 重新启动控制器。 |
202 | 控制器参数无效 | 更换 IAM MT。 |
203 | 控制器参数无效 | 更换工具 |
204 | I/O 参数无效 | 更换 IAM MT。 |
205 | 标识符参数无效 | 更换 IAM MT。 |
206 | Pset 参数无效 | 更换 IAM MT。 |
207 | 批次序列参数无效 | 更换 IAM MT。 |
208 | 密码参数无效 | 更换 IAM MT。 |
209 | 工具统计数据错误。 | 更换工具。 |
210 | 无法从 IAM MT 加载字体 | 更换 IAM MT。 |
211 | 工具配置参数无效 | 更换 IAM MT。 |
212 | 操作员参数无效 | 更换 IAM MT。 |
220 | 结果数据库错误 | 更换 IAM MT。 |
221 | 图像数据库错误 | 更换 IAM MT。 |
225 | 重置结果数据库 | 结果数据库已重置。 |
226 | 重置图像数据库 | 图像数据库已重置。 |
227 | 没有可导出的结果 - 数据库为空 | |
228 | 旧结果已移除 | |
229 | 旧图表已移除 | |
230 | 未对所连接工具配置 Pset | 在 ToolsTalk MT 中选择其他 Pset 或配置新 Pset。 |
231 | 选择错误来源 | 更改选择来源。可以在 ToolsTalk MT 控制器设置中进行更改。 |
232 | 选择错误忙 | 等至工具不再运行。 |
240 | 网络配置错误 | 更改网络配置。 |
241 | IP 地址和网关不在同一子网中 | 更改网络配置。 |
301 | 工具已连接 | 按下“OK(确定)”来初始化工具。 |
302 | 工具正在初始化 | 请稍候。 |
303 | 工具软件正在更新 | 请稍候。 |
304 | 工具软件更新错误 | 检查工具电缆或更换工具。 |
305 | 工具需要校准 | 校准工具。 |
306 | 需要维修 | 工具校准已过期。校准工具。 |
310 | 软件已更新 | 按下“OK(确定)”来继续。 |
311 | USB 上没有找到软件文件 | 将软件文件复制到 USB 闪存驱动器。 |
312 | 软件更新失败 | USB 上的软件文件可能已损坏。更新 USB 上的软件文件,然后重试。 |
313 | 正在复制软件 | 请稍候。正在从 USB 复制软件或将软件复制至 USB。 |
314 | 只能显示前 20 个 .mtp 或 .fw 文件 | 按下“OK(确定)”来继续。 |
315 | 软件更新失败 - 不兼容的硬件 | |
320 | 登录已过期 | 用户已注销。 |
321 | 用户已登录 | |
322 | 当前用户已退出 | |
350 | 电池适配器硬件错误 | |
351 | 电池适配器温度超标 | 冷却电池。 |
352 | 电池适配器充电故障 | 更换电池。 |
353 | 电池温度错误 | 冷却电池。 |
354 | 电池放电错误 | 连接 PSU 为电池充电。 |
355 | 电池电量过低 | 连接 PSU 为电池充电。 |
356 | 电池不受支持 | 更换电池。 |
357 | 电池适配器充电故障 | 更换电池。 |
358 | 电池适配器充电故障 | 冷却或更换电池。 |
401 | 拧紧错误 | 按下“OK(确定)”来继续 |
402 | 批次序列错误 | 按下“OK(确定)”来继续 |
403 | 批次序列参数错误 | 检查控制器,确定哪个参数不正确 |
404 | Pset 不受支持 | 选择其他 Pset |
405 | Pset 参数错误 | 更新 Pset。 |
507 | ToolsNet 已跳过结果 | |
601 | 控制器通信错误 | |
602 | 传感器通信错误 | |
603 | 因 USB 连接丢失,测量数据丢失 | |
604 | 传感器已连接 | |
605 | 未检测到传感器 | 连接传感器并重试。 |
606 | 远程设备忙 | 稍后重试。 |
607 | 传感器需要维修 | |
608 | 传感器零点偏移错误 | 检查传感器电缆是否扣紧或更换电缆/传感器。 |
609 | 激活验证需要提供操作员 ID | 扫描操作员 ID。 |
610 | 连接的设备与 QA 不兼容 | |
701 | 控制器 HW 不支持现场总线 | 将控制器更换为版本 C 或更高版本。 |
702 | 现场总线参数无效 | 更换 IAM MT。 |
703 | 现场总线模块错误 | 检查现场总线电缆或更换现场总线模块,按下“OK(确定)”来继续。 |
704 | 现场总线驱动器警告 | 检查固件更新,按下“OK(确定)”来继续。 |
705 | 现场总线驱动器错误 | 检查固件更新。 |
706 | 现场总线模块状态错误 | 检查现场总线网络状态。 |
707 | 现场总线模块处于异常状态 | 检查固件更新。 |
720 | 现场总线模块未连接 | 连接现场总线模块,检查现场总线电缆或更换现场总线模块。 |
721 | 现场总线模块不受执行,模块类型错误 | 连接支持的现场总线模块。 |
722 | 现场总线模块不受执行,网络类型错误 | 连接支持的现场总线模块。 |
723 | 现场总线模块不受执行,提供商 ID 错误 | 连接支持的现场总线模块。 |
724 | 现场总线模块不受支持,FW 版本未获批准 | 连接支持的现场总线模块。 |
730 | 未对所连接模块配置现场总线 | 更改现场总线类型配置或连接正确的模块。 |
731 | 现场总线参数错误 | 更新现场总线参数并按“确定”。 |
732 | 网络设置的现场总线配置失败 | 检查现场总线设置准确无误,然后重试。 |
740 | Profinet 最多支持 128 个子模块 | 更新现场总线参数并按“确定”。 |
741 | Profinet 站点名称语法错误 | 更新现场总线参数并按“确定”。 |
901 | IAM MT 不存在 | 插入 IAM MT。 |
902 | 初始化 IAM MT 失败 | 重新启动控制器,或更改 IAM MT。 |
903 | IAM MT 读取错误 | 检查 IAM MT 根目录下的 FW 文件是否命名为 MTF6000.FW(从 PC 手动更新)。如否,更换 IAM MT。 |
904 | IAM MT 写入错误 | 更换 IAM MT。 |
905 | IAM MT 上的软件无效 | 更新 IAM MT 上的软件(从 PC 手动更新)。 |
906 | 闪存编程错误 | 更换控制器。 |
907 | IAM MT 上的许可无效 | 将 IAM MT 上的软件(从 PC 手动更新)更新为支持 IAM 许可证的较新版本。否则,更换 IAM MT。 |
908 | 软件版本不兼容 | 将 IAM MT 上的软件(从 PC 手动更新)更新为支持 HW 的较新版本。否则,更换 IAM MT。 |
990 | 外部事件 | |
991 | 外部事件 | |
992 | 外部事件 |
拧紧错误代码
拧紧错误 | 说明 |
|---|---|
触发器丢失 | 在拧紧完成之前,工具触发器已释放。 |
检测到钻头滑动 | 钻头滑出了螺丝。如果经常发生此问题,建议更换钻头。(可以按 Pset 启用/禁用)。请注意,不应在固定控制步骤中关闭此设置,因为它可能导致错误(虚假)的固定触发。 |
检测到受损螺纹 | 螺纹已经损坏,螺丝不能再增加扭矩。 |
检测到重新拧紧 | 重新拧紧了螺丝。可以按 Pset 启用/禁用此选项。 |
未检测到固定 | 未检测到固定点。 |
超过了总时间 | 超出了拧紧的全局最长时间限值。 |
未达到全局时间 | 未达到拧紧的全局最短时间限值。 |
超时 | 超出了拧紧的 Pset 步骤最长时间限值。 |
未达到时间 | 未达到拧紧的 Pset 步骤最短时间限值。 |
扭矩高 | 超出了 Pset 最大扭矩限值。 |
扭矩低 | 未达到 Pset 最小扭矩限值。 |
角度过大 | 超出了 Pset 最大角度限值。 |
角度过小 | 未达到 Pset 最小角度限值。 |
总角度高 | 超出了 Pset 的全局最大角度限值。 |
总角度低 | 未达到 Pset 的全局最小角度限值。 |
拧紧角度高 | 超出了扭矩步骤的最大拧紧角度。拧紧角度是指从角度触发扭矩到目标扭矩的角度。 |
拧紧角度低 | 未达到扭矩步骤的最小拧紧角度。拧紧角度是指从角度触发扭矩到目标扭矩的角度。 |
固定角度高 | 超出了最大夹紧角度。这仅发生在固定控制步骤或扭矩固定监测步骤中。夹紧角度是指从固定到完成拧紧的角度。 |
固定角度低 | 未达到最小夹紧角度。这仅发生在固定控制步骤或扭矩固定监测步骤中。夹紧角度是指从固定到完成拧紧的角度。 |
固定扭矩高 | 未达到最大夹紧扭矩。这仅发生在固定控制步骤或扭矩固定监测步骤中。夹紧扭矩是指从固定到完成拧紧的扭矩。 |
固定扭矩低 | 未达到最小夹紧扭矩。这仅发生在固定控制步骤或扭矩固定监测步骤中。夹紧扭矩是指从固定到完成拧紧的扭矩。 |
夹紧角度低 | 夹紧角度超过上限。 |
夹紧角度高 | 夹紧角度低于下限。 |
夹紧扭矩高 | 夹紧扭矩超过上限。 |
夹紧扭矩低 | 夹紧扭矩低于下限。 |
取消扭矩错误 | 在拧紧期间,扭矩下降到取消扭矩限值以下 |
快速网络指南
什么是 IP 地址
IP 地址是网络上每台设备的唯一识别符,两台不同的设备不能具有完全相同的 IP 地址。与子网掩码组合的 IP 地址决定了可以相互通信的设备。
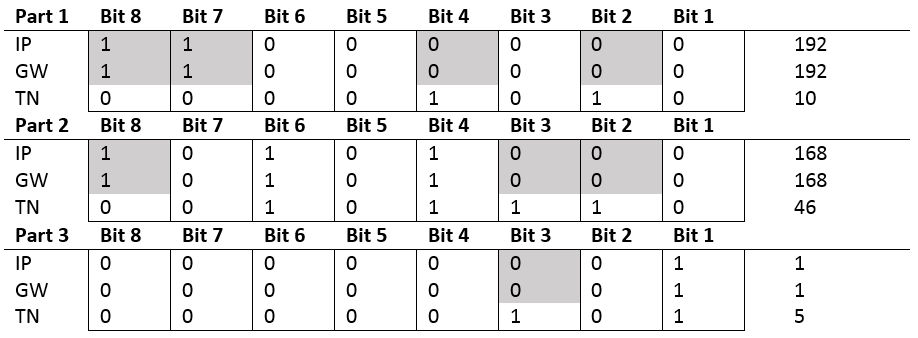
子网掩码如何工作
子网掩码是用于告诉每台设备它们可以在网络上与谁通信的识别符。 下表显示了标记所有内容的位置,以便直观显示哪些设备可以根据子网掩码相互通信。
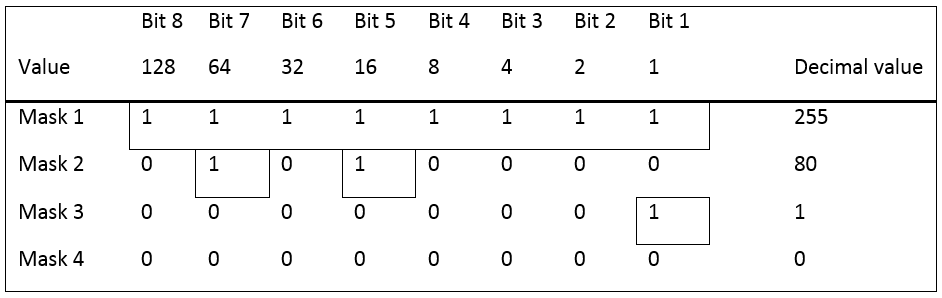
问:对于子网掩码 255,哪些控制器可以相互通信?

答:对于子网掩码 255,所有位必须具有相同的值。这意味着 IP 1 和 5,IP 3 和 6 可以相互通信。
问:对于子网掩码 80,哪些控制器可以相互通信?

答:对于子网掩码 80,第 7 位和第 5 位必须具有相同的值。这意味着 IP 1、3、5 和 6 可以相互通信。
问:对于子网掩码 1,哪些控制器可以相互通信?

答:对于子网掩码 1,第 1 位必须具有相同的值。这意味着 IP 1、3、5 和 6,IP 2 和 4 可以相互通信。
问:对于子网掩码 0,哪些控制器可以相互通信?
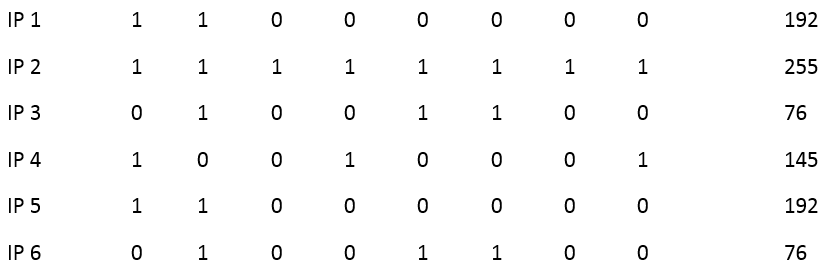
答:对于子网掩码 0,0 位必须具有相同的值。这意味着所有 IP 地址都可以相互通信。
正确设置
以下是有关设置 MTF6000 和 ToolsNet 服务器通信的正确方法的一些示例。
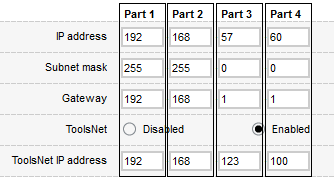
每个 IP 地址由 4 个部分构成,每个部分都包含 8 位,并且必须与相应的子网掩码匹配。最简单和最常见的设置是使前三部分与子网掩码 255.255.255.0 完全相同。这意味着最后一部分可以是 0-255 之间的任何数字。

部分 | 子网掩码 | IP 地址 | 网关 | ToolsNet | 匹配 |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | 完全匹配 |
2 | 255 | 168 | 168 | 168 | 完全匹配 |
3 | 255 | 1 | 1 | 1 | 完全匹配 |
4 | 0 | 60 | 1 | 100 | 无需匹配 |
部分 | 子网掩码 | IP 地址 | 网关 | ToolsNet | 匹配 |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | 完全匹配 |
2 | 255 | 168 | 168 | 168 | 完全匹配 |
3 | 0 | 57 | 1 | 123 | 无需匹配 |
4 | 0 | 60 | 1 | 100 | 无需匹配 |
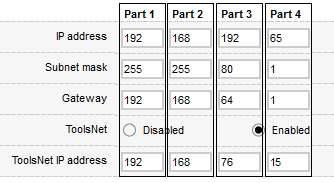
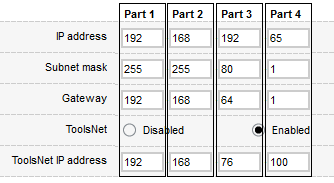
部分 | 子网掩码 | IP 地址 | 网关 | ToolsNet | 匹配 |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | 完全匹配 |
2 | 255 | 168 | 168 | 168 | 完全匹配 |
3 | 80 | 192 | 64 | 76 | 第 5 位和第 7 位完全匹配 |
4 | 1 | 60 | 1 | 100 | 第 1 位完全匹配 |
正确设置
以下是有关设置 MTF6000 和 ToolsNet 服务器通信的不正确方法的一些示例。
部分 | 子网掩码 | IP 地址 | 网关 | ToolsNet | 匹配 |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 192 | 完全匹配 |
2 | 255 | 168 | 168 | 168 | 完全匹配 |
3 | 80 | 192 | 64 | 76 | 第 5 位和第 7 位完全匹配 |
4 | 1 | 65 | 1 | 100 | 第 1 位不匹配 |


部分 | 子网掩码 | IP 地址 | 网关 | ToolsNet | 匹配 |
|---|---|---|---|---|---|
1 | 255 | 192 | 192 | 10 | 第 8、7、4 和 2 位不匹配 |
2 | 255 | 168 | 168 | 46 | 第 8、3 和 2 位不匹配 |
3 | 255 | 1 | 1 | 5 | 第 3 位不匹配 |
4 | 0 | 60 | 1 | 37 | 无需匹配 |
现场总线参数规格
ID | 参数 | 数据类型 | 位长度 | 数组长度范围为: 最小 最大 默认 | 装置类型 | 备注 |
|---|---|---|---|---|---|---|
10 | 选择模式 | 无符号 | 8 | 1 | - | 1 = Pset 2 = 批次序列 |
11 | 选择编号 | 无符号 | 16 | 1 | - | |
12 | 识别符下载命令 | 无符号 | 8 | 1 | - | |
13 | 识别符下载数据 | 字符串 | 8 | 10;250;30 | - | |
103 | 软件版本 | 无符号 | 8 | 4 | - | a.b.c.d [0] = a [1] = b [2] = c [3] = d |
104 | 软件日期 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
105 | MAC 地址 | 无符号 | 8 | 6 | - | AA-BB-CC-DD-EE-FF [0] = AA [1] = BB [2] = CC [3] = DD [4] = EE [5] = FF |
106 | 序列号 | 字符串 | 8 | 8 | - | |
107 | 生产日期 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
108 | 许可证 ID | 无符号 | 32 | 1 | - | |
109 | 许可级别 | 无符号 | 8 | 1 | - | 10 = 'IAM 工作站' 20 = 'IAM 流程' 30 = 'IAM 自动化' 40 = 'IAM QA' |
110 | 日期和时间 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
111 | 控制器状态 | 无符号 | 8 | 1 | - | 0 = '正在初始化' 1 = ‘就绪' 2 = '校准模式' |
112 | 硬件版本 | 无符号 | 8 | 1 | - | |
120 | 活动事件计数 | 无符号 | 8 | 1 | - | |
121 | 活动事件 ID | 无符号 | 16 | 1 | - | |
122 | 活动事件严重性 | 无符号 | 8 | 1 | - | 0 ='没有活动事件' 1 = ‘信息' 2 = ‘警告' 3 = ‘错误' |
123 | 活动事件日期时间 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
124 | 活动事件文本 | 字符串 | 8 | 10;100;30 | - | |
210 | 真空压力传感器 | 浮动 | 32 | 1 | kPa | |
300 | 工具状态 | 无符号 | 8 | 1 | - | 0 = '不存在' 1 = ‘已连接' 2 = '正在初始化' 3 = ‘就绪' 4 = ‘错误!’ |
304 | 工具序列号 | 字符串 | 8 | 8 | - | |
305 | 工具温度 | 浮动 | 32 | 1 | °C | |
306 | 100 rpm 转速时的工具摩擦力 | 浮动 | 32 | 1 | mNm | |
307 | 最大 rpm 时的工具摩擦力 | 浮动 | 32 | 1 | mNm | |
401 | 实时扭矩 | 浮动 | 32 | 1 | mNm | |
402 | 实时峰值扭矩 | 浮动 | 32 | 1 | mNm | |
403 | 实时角度 | 浮动 | 32 | 1 | ° | |
500 | 选择的 Pset | 无符号 | 16 | 1 | - | |
501 | 选择的批次序列 | 无符号 | 16 | 1 | - | |
502 | Pset 步骤计数 | 无符号 | 8 | 1 | - | |
503 | Pset 步骤编号 | 无符号 | 8 | 1 | - | |
504 | 批次序列步骤计数 | 无符号 | 16 | 1 | - | |
505 | 批次序列步骤编号 | 无符号 | 16 | 1 | - | |
506 | 有效批次计数 | 无符号 | 16 | 1 | - | |
507 | 有效批次索引 | 无符号 | 16 | 1 | - | |
600 | 链接状态 | 无符号 | 8 | 1 | - | 0 = ‘已停止' 1 = ‘链路中断' 2 = ‘识别' 3 = ‘已配置' |
602 | IP 地址 | 无符号 | 32 | 1 | - | |
603 | IP 子网掩码 | 无符号 | 32 | 1 | - | |
604 | IP 网关 | 无符号 | 32 | 1 | - | |
800 | 工具循环计数 | 无符号 | 32 | 1 | - | |
801 | 工具 OK 计数 | 无符号 | 32 | 1 | - | |
802 | 工具 NOK 计数 | 无符号 | 32 | 1 | - | |
803 | 工具平均扭矩 | 浮动 | 32 | 1 | mNm | |
804 | 工具平均温度 | 浮动 | 32 | 1 | °C | |
805 | 工具平均最大速度 | 浮动 | 32 | 1 | rpm | |
806 | 工具随角度变化的平均扭矩 | 浮动 | 32 | 1 | mNm/° | |
807 | 工具平均循环持续时间 | 浮动 | 32 | 1 | 秒 | |
820 | 工具寿命循环计数 | 无符号 | 32 | 1 | - | |
821 | 工具寿命 OK 计数 | 无符号 | 32 | 1 | - | |
822 | 工具寿命 NOK 计数 | 无符号 | 32 | 1 | - | |
823 | 工具寿命平均扭矩 | 浮动 | 32 | 1 | mNm | |
824 | 工具寿命平均温度 | 浮动 | 32 | 1 | °C | |
825 | 工具寿命平均最大速度 | 浮动 | 32 | 1 | rpm | |
826 | 工具寿命随角度变化的平均扭矩 | 浮动 | 32 | 1 | mNm/° | |
827 | 工具寿命平均循环持续时间 | 浮动 | 32 | 1 | 秒 | |
900 | 扫描条码 | 字符串 | 8 | 10;250;30 | - | |
1000 | TN 状态 | 无符号 | 8 | 1 | - | 0 = ‘已停止' 1 = ‘链路中断' 2 = ‘识别' 3 = ‘已配置' |
1001 | TN 结果队列 | 无符号 | 32 | 1 | - | |
2000 | DI 1 | 布尔 | 1 | 1 | - | |
2001 | DI 2 | 布尔 | 1 | 1 | - | |
2002 | DI 3 | 布尔 | 1 | 1 | - | |
2003 | DI 4 | 布尔 | 1 | 1 | - | |
2004 | DI 5 | 布尔 | 1 | 1 | - | |
2005 | DI 6 | 布尔 | 1 | 1 | - | |
2006 | DI 7 | 布尔 | 1 | 1 | - | |
2007 | DI 8 | 布尔 | 1 | 1 | - | |
2008 | DI 9 | 布尔 | 1 | 1 | - | |
2009 | DI 10 | 布尔 | 1 | 1 | - | |
2010 | DI 11 | 布尔 | 1 | 1 | - | |
2011 | DI 12 | 布尔 | 1 | 1 | - | |
2012 | 无货 | 布尔 | 1 | 1 | - | |
2013 | 无货 | 布尔 | 1 | 1 | - | |
2014 | 无货 | 布尔 | 1 | 1 | - | |
2015 | 无货 | 布尔 | 1 | 1 | - | |
2050 | DI 1 - DI 8 | 布尔 | 1 | 8 | - | 0=2000 1=2001 2=2002 3=2003 4=2004 5=2005 6=2006 7=2007 |
2051 | DI 9 - DI 12 | 布尔 | 1 | 8 | - | 0=2008 1=2009 2=2010 3=2011 |
2100 | DO 1 | 布尔 | 1 | 1 | - | |
2101 | DO 2 | 布尔 | 1 | 1 | - | |
2102 | DO 3 | 布尔 | 1 | 1 | - | |
2103 | DO 4 | 布尔 | 1 | 1 | - | |
2104 | DO 5 | 布尔 | 1 | 1 | - | |
2105 | DO 6 | 布尔 | 1 | 1 | - | |
2106 | DO 7 | 布尔 | 1 | 1 | - | |
2107 | DO 8 | 布尔 | 1 | 1 | - | |
2150 | DO 1 - DO 8 | 布尔 | 1 | 8 | - | 0=2100 1=2101 2=2102 3=2103 4=2104 5=2105 6=2106 7=2107 |
2200 | CF 开始拧紧 | 布尔 | 1 | 1 | - | |
2201 | CF 开始拧紧按住 | 布尔 | 1 | 1 | - | |
2202 | CF 开始拧松 | 布尔 | 1 | 1 | - | |
2203 | CF 开始拧松按住 | 布尔 | 1 | 1 | - | |
2204 | CF 停止操作 | 布尔 | 1 | 1 | - | |
2205 | CF 重置 | 布尔 | 1 | 1 | - | |
2206 | 无货 | 布尔 | 1 | 1 | - | |
2207 | CF 禁用工具 | 布尔 | 1 | 1 | - | |
2208 | CF 初始化工具 | 布尔 | 1 | 1 | - | |
2209 | 无货 | 布尔 | 1 | 1 | - | |
2210 | CF 清除事件 | 布尔 | 1 | 1 | - | |
2211 | CF 清除所有事件 | 布尔 | 1 | 1 | - | |
2212 | 无货 | 布尔 | 1 | 1 | - | |
2213 | 无货 | 布尔 | 1 | 1 | - | |
2214 | 无货 | 布尔 | 1 | 1 | - | |
2215 | 无货 | 布尔 | 1 | 1 | - | |
2216 | 无货 | 布尔 | 1 | 1 | - | |
2217 | 无货 | 布尔 | 1 | 1 | - | |
2218 | 无货 | 布尔 | 1 | 1 | - | |
2219 | 无货 | 布尔 | 1 | 1 | - | |
2220 | 无货 | 布尔 | 1 | 1 | - | |
2221 | CF 重置批次序列 | 布尔 | 1 | 1 | - | |
2222 | CF 增加批次 | 布尔 | 1 | 1 | - | |
2223 | CF 减少批次 | 布尔 | 1 | 1 | - | |
2224 | CF 重置批次 | 布尔 | 1 | 1 | - | |
2225 | CF 批次序列 DI1 | 布尔 | 1 | 1 | - | |
2226 | CF 批次序列 DI2 | 布尔 | 1 | 1 | - | |
2227 | CF 批次序列 DI3 | 布尔 | 1 | 1 | - | |
2228 | CF 批次序列 DI4 | 布尔 | 1 | 1 | - | |
2229 | CF 批次序列 DI5 | 布尔 | 1 | 1 | - | |
2230 | CF 批次序列 DI6 | 布尔 | 1 | 1 | - | |
2231 | CF 批次序列 DI7 | 布尔 | 1 | 1 | - | |
2232 | CF 批次序列 DI8 | 布尔 | 1 | 1 | - | |
2233 | CF 批次序列 DI9 | 布尔 | 1 | 1 | - | |
2234 | CF 批次序列 DI10 | 布尔 | 1 | 1 | - | |
2235 | CF 批次序列 DI11 | 布尔 | 1 | 1 | - | |
2236 | CF 批次序列 DI12 | 布尔 | 1 | 1 | - | |
2237 | CF 待机 | 布尔 | 1 | 1 | - | |
2238 | CF 重新启动 | 布尔 | 1 | 1 | - | |
2239 | CF 递增批次序列 | 布尔 | 1 | 1 | - | |
2240 | 无货 | 布尔 | 1 | 1 | - | |
2241 | CF 启用真空 | 布尔 | 1 | 1 | - | |
2242 | CF 启用清洁 | 布尔 | 1 | 1 | - | |
2243 | CF 唤醒 | 布尔 | 1 | 1 | - | |
2244 | CF 工具引导灯 | 布尔 | 1 | 1 | - | |
2245 | CF 工具状态红色 | 布尔 | 1 | 1 | - | |
2246 | CF 工具状态绿色 | 布尔 | 1 | 1 | - | |
2247 | CF 工具状态蓝色 | 布尔 | 1 | 1 | - | |
2248 | CF 工具状态白色 | 布尔 | 1 | 1 | - | |
2249 | CF 外部监控 1 | 布尔 | 1 | 1 | - | |
2250 | CF 外部监控 2 | 布尔 | 1 | 1 | - | |
2251 | CF 外部监控 3 | 布尔 | 1 | 1 | - | |
2252 | CF 外部监控 4 | 布尔 | 1 | 1 | - | |
2253 | CF 外部监控 5 | 布尔 | 1 | 1 | - | |
2254 | CF 外部监控 6 | 布尔 | 1 | 1 | - | |
2255 | CF 外部监控 7 | 布尔 | 1 | 1 | - | |
2256 | CF 外部监控 8 | 布尔 | 1 | 1 | - | |
2257 | 无货 | 布尔 | 1 | 1 | - | |
2258 | 无货 | 布尔 | 1 | 1 | - | |
2259 | 无货 | 布尔 | 1 | 1 | - | |
2260 | 无货 | 布尔 | 1 | 1 | - | |
2261 | 无货 | 布尔 | 1 | 1 | - | |
2262 | 无货 | 布尔 | 1 | 1 | - | |
2263 | 无货 | 布尔 | 1 | 1 | - | |
2264 | CF 重置验证 | 布尔 | 1 | 1 | - | |
2265 | 已保留 | 布尔 | 1 | 1 | - | |
2266 | 已保留 | 布尔 | 1 | 1 | - | |
2267 | 已保留 | 布尔 | 1 | 1 | - | |
2268 | 已保留 | 布尔 | 1 | 1 | - | |
2269 | 已保留 | 布尔 | 1 | 1 | - | |
2270 | 已保留 | 布尔 | 1 | 1 | - | |
2271 | 已保留 | 布尔 | 1 | 1 | - | |
2272 | 已保留 | 布尔 | 1 | 1 | - | |
2400 | CF 1 - CF 8 | 布尔 | 1 | 8 | - | 0=2200 1=2201 2=2202 3=2203 4=2204 5=2205 7=2207 |
2401 | CF 9 - CF 16 | 布尔 | 1 | 8 | - | 0=2208 2=2210 3=2211 |
2402 | CF 17 - CF 24 | 布尔 | 1 | 8 | - | 5=2221 6=2222 7=2223 |
2403 | CF 25 - CF 32 | 布尔 | 1 | 8 | - | 0=2224 1=2225 2=2226 3=2227 4=2228 5=2229 6=2230 7=2231 |
2404 | CF 33 - CF 40 | 布尔 | 1 | 8 | - | 0=2232 1=2233 2=2234 3=2235 4=2236 5=2237 6=2238 7=2239 |
2405 | CF 41 - CF 48 | 布尔 | 1 | 8 | - | 1=2241 2=2242 3=2243 4=2244 5=2245 6=2246 7=2247 |
2406 | CF 49 - CF 56 | 布尔 | 1 | 8 | - | 0=2248 1=2249 2=2250 3=2251 4=2252 5=2253 6=2254 7=2255 |
2407 | CF 57 - CF 64 | 布尔 | 1 | 8 | - | 0=2256 |
2408 | CF 65 - CF 72 | 布尔 | 1 | 8 | - | 0=2264 |
2500 | RF 就绪 | 布尔 | 1 | 1 | - | |
2501 | RF 忙碌 | 布尔 | 1 | 1 | - | |
2502 | RF 错误 | 布尔 | 1 | 1 | - | |
2503 | RF 拧紧 OK | 布尔 | 1 | 1 | - | |
2504 | RF 拧紧 NOK | 布尔 | 1 | 1 | - | |
2505 | RF 批次完成 | 布尔 | 1 | 1 | - | |
2506 | RF 活动的事件 | 布尔 | 1 | 1 | - | |
2507 | RF 阻止的事件 | 布尔 | 1 | 1 | - | |
2508 | RF 可清除的事件 | 布尔 | 1 | 1 | - | |
2509 | RF 正在初始化工具 | 布尔 | 1 | 1 | - | |
2510 | RF 工具被禁用 | 布尔 | 1 | 1 | - | |
2511 | RF 真空泵 | 布尔 | 1 | 1 | - | |
2512 | RF 开始信号 | 布尔 | 1 | 1 | - | |
2513 | RF 拧松信号 | 布尔 | 1 | 1 | - | |
2514 | RF 按键启动信号 | 布尔 | 1 | 1 | - | |
2515 | RF 批次序列 DO1 | 布尔 | 1 | 1 | - | |
2516 | RF 批次序列 DO2 | 布尔 | 1 | 1 | - | |
2517 | RF 批次序列 DO3 | 布尔 | 1 | 1 | - | |
2518 | RF 批次序列 DO4 | 布尔 | 1 | 1 | - | |
2519 | RF 批次序列 DO5 | 布尔 | 1 | 1 | - | |
2520 | RF 批次序列 DO6 | 布尔 | 1 | 1 | - | |
2521 | RF 批次序列 DO7 | 布尔 | 1 | 1 | - | |
2522 | RF 批次序列 DO8 | 布尔 | 1 | 1 | - | |
2523 | RF 批次序列完成 | 布尔 | 1 | 1 | - | |
2524 | RF 批次序列错误 | 布尔 | 1 | 1 | - | |
2525 | RF 批次错误 | 布尔 | 1 | 1 | - | |
2526 | RF 待机活动 | 布尔 | 1 | 1 | - | |
2527 | RF 螺丝未对齐 | 布尔 | 1 | 1 | - | |
2528 | RF 螺丝对齐 | 布尔 | 1 | 1 | - | |
2529 | RF 外部监控 1 | 布尔 | 1 | 1 | - | |
2530 | RF 外部监控 2 | 布尔 | 1 | 1 | - | |
2531 | RF 外部监控 3 | 布尔 | 1 | 1 | - | |
2532 | RF 外部监控 4 | 布尔 | 1 | 1 | - | |
2533 | RF 外部监控 5 | 布尔 | 1 | 1 | - | |
2534 | RF 外部监控 6 | 布尔 | 1 | 1 | - | |
2535 | RF 外部监控 7 | 布尔 | 1 | 1 | - | |
2536 | RF 外部监控 8 | 布尔 | 1 | 1 | - | |
2537 | RF 外部监控 9 | 布尔 | 1 | 1 | - | |
2538 | RF 外部监控 10 | 布尔 | 1 | 1 | - | |
2539 | RF 真空清洁 | 布尔 | 1 | 1 | - | |
2540 | RF 真空泵已连接 | 布尔 | 1 | 1 | - | |
2541 | 无货 | 布尔 | 1 | 1 | - | |
2542 | 无货 | 布尔 | 1 | 1 | - | |
2543 | RF 验证完成 | 布尔 | 1 | 1 | - | |
2544 | RF 验证处于活动状态 | 布尔 | 1 | 1 | - | |
2545 | RF 需要维修 | 布尔 | 1 | 1 | - | |
2546 | RF 电池已连接 | 布尔 | 1 | 1 | - | |
2547 | RF 电池电量低 | 布尔 | 1 | 1 | - | |
2548 | RF 验证 OK | 布尔 | 1 | 1 | - | |
2549 | RF 验证 NOK | 布尔 | 1 | 1 | - | |
2550 | 已保留 | 布尔 | 1 | 1 | - | |
2551 | 已保留 | 布尔 | 1 | 1 | - | |
2552 | 已保留 | 布尔 | 1 | 1 | - | |
2553 | 已保留 | 布尔 | 1 | 1 | - | |
2554 | 已保留 | 布尔 | 1 | 1 | - | |
2555 | 已保留 | 布尔 | 1 | 1 | - | |
2556 | 已保留 | 布尔 | 1 | 1 | - | |
2557 | 已保留 | 布尔 | 1 | 1 | - | |
2558 | 已保留 | 布尔 | 1 | 1 | - | |
2559 | 已保留 | 布尔 | 1 | 1 | - | |
2560 | 已保留 | 布尔 | 1 | 1 | - | |
2561 | 已保留 | 布尔 | 1 | 1 | - | |
2562 | 已保留 | 布尔 | 1 | 1 | - | |
2563 | 已保留 | 布尔 | 1 | 1 | - | |
2700 | RF 1 - RF 8 | 布尔 | 1 | 8 | - | 0=2500 1=2501 2=2502 3=2503 4=2504 5=2505 6=2506 7=2507 |
2701 | RF 9 - RF 16 | 布尔 | 1 | 8 | - | 0=2508 1=2509 2=2510 3=2511 4=2512 5=2513 6=2514 7=2515 |
2702 | RF 17 - RF 24 | 布尔 | 1 | 8 | - | 0=2516 1=2517 2=2518 3=2519 4=2520 5=2521 6=2522 7=2523 |
2703 | RF 25 - RF 32 | 布尔 | 1 | 8 | - | 0=2524 1=2525 2=2526 3=2527 4=2528 5=2529 6=2530 7=2531 |
2704 | RF 33 - RF 40 | 布尔 | 1 | 8 | - | 0=2532 1=2533 2=2534 3=2535 4=2536 5=2537 6=2538 7=2539 |
2705 | RF 41 - RF 48 | 布尔 | 1 | 8 | - | 0=2540 3=2543 4=2544 5=2545 6=2546 7=2547 |
2706 | RF 49 - RF 56 | 布尔 | 1 | 8 | - | 0=2548 1=2549 |
2707 | RF 57 - RF 64 | 布尔 | 1 | 8 | - | |
2708 | RF 外部监控 1-8 | 布尔 | 1 | 8 | - | 0=2529 1=2530 2=2531 3=2532 4=2533 5=2534 6=2535 7=2536 |
2709 | RF 外部监控 9-10 | 布尔 | 1 | 8 | - | 0=2537 1=2538 |
3000 | 结果标识符 | 无符号 | 32 | 1 | - | |
3001 | 结果类型 | 无符号 | 8 | 1 | - | 1 = ‘拧紧' 2 = ‘拧松' |
3002 | 结果码 | 无符号 | 8 | 1 | - | 1 = 'OK' 2 = ‘取消' 3 = 'NOK' |
3003 | 结果拧紧开始时间 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
3004 | 结果错误步骤编号 | 无符号 | 8 | 1 | - | |
3005 | 结果错误代码 | 无符号 | 8 | 1 | - | 1 = '无错误' 2 = '值高(参见错误值)' 3 = '值低(参见错误值)' 4 = ‘触发器丢失' 5 = '检测到螺丝刀头滑动' 6 = '检测到重复拧紧' 7 = '未检测到固定' 8 = ‘螺纹损坏’ 9 = '取消扭矩’ |
3006 | 结果误差值 | 无符号 | 8 | 1 | - | 1 = '无' 2 = ‘全球时间' 3 = '步骤时间' 4 = '扭矩' 5 = '步骤角度' 6 = '总角度' 7 = '夹紧扭矩' 8 = '夹紧角度' 9 = '拧紧角度' |
3007 | 结果控制器序列号 | 字符串 | 8 | 8 | - | |
3008 | 结果控制器名称 | 字符串 | 8 | 10;90;90 | - | |
3009 | 结果控制器 ID | 无符号 | 32 | 1 | - | |
3010 | 结果站点名称 | 字符串 | 8 | 10;90;90 | - | |
3011 | 结果站点 ID | 无符号 | 32 | 1 | - | |
3012 | 结果行名称 | 字符串 | 8 | 10;90;90 | - | |
3013 | 结果行 ID | 无符号 | 32 | 1 | - | |
3014 | 结果工具序列号 | 字符串 | 8 | 8 | - | |
3015 | 结果工具名称 | 字符串 | 8 | 10;30;30 | - | |
3016 | 结果 pset 编号 | 无符号 | 16 | 1 | - | |
3017 | 结果 pset 名称 | 字符串 | 8 | 10;90;90 | - | |
3018 | 结果 pset 修订 | 无符号 | 32 | 1 | - | |
3019 | 结果 pset 创建日期 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
3020 | 结果 pset 修改日期 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
3021 | 结果批次序列编号 | 无符号 | 16 | 1 | - | |
3022 | 结果批次序列名称 | 字符串 | 8 | 10;90;90 | - | |
3023 | 结果批次序列修订 | 无符号 | 32 | 1 | - | |
3024 | 结果批次序列创建日期 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
3025 | 结果批次序列修改日期 | 字符串 | 8 | 19 | - | YYYY-MM-DDThh:mm:ss 有效日期在 2000-2099 年之间 |
3026 | 结果批次序列步骤计数 | 无符号 | 16 | 1 | - | |
3027 | 结果批次序列步骤编号 | 无符号 | 16 | 1 | - | |
3028 | 结果批次大小 | 无符号 | 8 | 1 | - | |
3029 | 结果批次计数 | 无符号 | 8 | 1 | - | |
3030 | 结果峰值扭矩 | 浮动 | 32 | 1 | mNm | |
3031 | 结果总计角度 | 浮动 | 32 | 1 | ° | |
3032 | 结果总持续时间 | 浮动 | 32 | 1 | 秒 | |
3033 | 结果工具温度 | 浮动 | 32 | 1 | °C | |
3034 | 结果总角度状态 | 无符号 | 8 | 1 | - | 1 = 'OK' 2 = '低' 3 = ‘高' |
3035 | 结果总持续时间状态 | 无符号 | 8 | 1 | - | 1 = 'OK' 2 = '低' 3 = ‘高' |
3036 | 结果最终扭矩类型 | 无符号 | 8 | 1 | - | 1 = '峰值' 2 = '夹紧' 3 = '最终' |
3037 | 结果最终扭矩 | 浮动 | 32 | 1 | mNm | |
3038 | 结果最终角度 | 浮动 | 32 | 1 | ° | |
3039 | 结果最终角度类型 | 无符号 | 8 | 1 | - | 1 = ‘步骤' 2 = '夹紧' 3 = ‘拧紧' |
3040 | 结果最终报告步骤 | 无符号 | 8 | 1 | - | |
3041 | 结果最终扭矩状态 | 无符号 | 8 | 1 | - | 0 = '' 1 = 'OK' 2 = '低' 3 = ‘高' |
3042 | 结果最终角度状态 | 无符号 | 8 | 1 | - | 0 = '' 1 = 'OK' 2 = '低' 3 = ‘高' |
3043 | 结果扭矩调谐 | 浮动 | 32 | 1 | % | |
3044 | 结果自定义标识符键 1 | 字符串 | 8 | 8;48;48 | - | |
3045 | 结果自定义标识符值 1 | 字符串 | 8 | 10;100;100 | - | |
3046 | 结果自定义标识符键 2 | 字符串 | 8 | 8;48;48 | - | |
3047 | 结果自定义标识符值 2 | 字符串 | 8 | 10;100;100 | - | |
3048 | 结果自定义标识符键 3 | 字符串 | 8 | 8;48;48 | - | |
3049 | 结果自定义标识符值 3 | 字符串 | 8 | 10;100;100 | - | |
3050 | 结果自定义标识符键 4 | 字符串 | 8 | 8;48;48 | - | |
3051 | 结果自定义标识符值 4 | 字符串 | 8 | 10;100;100 | - | |
3052 | 结果提取尝试 | 无符号 | 16 | 1 | - | |
3053 | 结果总提取时间 | 浮动 | 32 | 1 | 秒 | |
3054 | 结果批次螺丝编号 | 无符号 | 8 | 1 | - | |
3055 | 结果最终最大扭矩限值 | 浮动 | 32 | 1 | mNm | |
3056 | 结果最终最小扭矩限值 | 浮动 | 32 | 1 | mNm | |
3057 | 结果最终最大角度限值 | 浮动 | 32 | 1 | ° | |
3058 | 结果最终最小角度限值 | 浮动 | 32 | 1 | ° | |
3059 | 结果最终固定点 | 浮动 | 32 | 1 | mNm | |
3060 | 结果未对齐限值 | 浮动 | 32 | 1 | kPa | |
3061 | 结果对齐限值 | 浮动 | 32 | 1 | kPa | |
3062 | 结果未对齐状态 | 无符号 | 8 | 1 | - | 1 = 'OK' 2 = '低' |
3063 | 结果未对齐状态 | 无符号 | 8 | 1 | - | 1 = 'OK' 2 = '低' |
3064 | 结果 pset 类型 | 无符号 | 8 | 1 | - | 0 = ‘Pset’ 1 = ‘验证程序’ |
3065 | 结果验证大小 | 无符号 | 8 | 1 | - | |
3066 | 结果验证计数 | 无符号 | 8 | 1 | - | |
3067 | 结果工具校准日期 | 字符串 | 8 | 19 | - | YYYY-MMDDThh: mm: ss 有效日期在 2000-2099 年之间 |
3068 | 结果工具配置修订 | 无符号 | 32 | 1 | - | |
3069 | 结果工具扭矩类型 | 无符号 | 8 | 1 | - | 0 = ‘未知' 1 = ‘当前' 2 = ‘传感器’ |
3070 | 结果步骤范围角度 | 浮动 | 32 | 1 | 度 | |
3071 | 结果步骤范围角度状态 | 无符号 | 8 | 1 | - | |
3072 | 结果步骤范围角度开始步骤 | 无符号 | 8 | 1 | - | |
3073 | 结果步骤范围角度停止步骤 | 无符号 | 8 | 1 | - |