トルク (制御)/プリべリングトルク (監視)
この戦略は、オペレーターがプリベリングトルクでジョイントをトルク目標値まで締め付けるようにガイドします。これは、ジョイントのプリベリングトルク値が最終的なトルク目標値よりも高い場合に特に役立ちます。
この戦略は、締め付けの絶対ピークトルク値からプリベリングトルク値を差し引いて、目的のトルク目標値に実際に到達したかどうかを確認するために、定義された角度枠の長さにおけるプリベリングトルク値を計算します。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標値。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
遅延監視 | 角度の読み取りを開始する角度値。 |
開始角度距離 | 着座点から逆方向に測った、角度枠の長さの開始点を定義する角度値。 |
ウィンドウ長さ | 補正値が計算される角度間隔。 |
補正 | 締め付け結果を定義する方法:
|
上限 | OK 結果を得るための上限トルク値。 上限 は > 0 である必要があります |
下限 | OK 結果を得るための下限トルク値。 下限 は ≥ 0 である必要があります |
使用する値 | 角度枠の長さ間隔におけるプリベリングトルク値の計算方法を定義する方法:
|
トルクの単位 | このパラメーターは編集できません。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
角度枠の長さは、システムがリアルタイムで自動的に計算する着座点から、逆方向に測定された開始角度距離で設定された角度から始まります。プリベリングトルク値は、この範囲内で計算されます。その後、角度枠は、枠の長さで設定された角度の度数だけ反対方向に測る範囲を定義します。計算されたプリベリングトルク値は、締め付け操作用に設定された使用値に従って枠の長さの間に測定された平均トルク値かピークトルク値のいずれかになります。
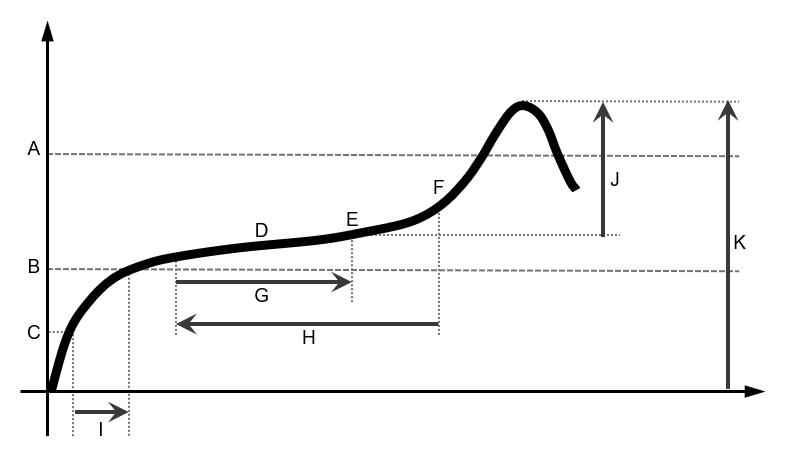
A | 上限 | G | ウィンドウ長さ |
B | 下限 | H | 開始角度距離 |
C | トリガートルク | I | 遅延監視 |
D | 角度枠長さ期間内の平均トルク | J | ピークトルク値は、プリベリングトルクの減算で補正されます。 |
E | 角度枠長さ期間内のピークトルク | K | 補正なしのピークトルク値。 |
F | 着座ポイント |
トルク結果:
補正がオンに設定されている場合、計算されたプリベリングトルク値が絶対ピークトルク値から減算され、トルクのピーク値とプリベリングトルク値の差がトルクの最終結果値となります。
補正がオフに設定されている場合、計算されたプリベリングトルク値は絶対ピークトルク値から減算されず、トルクの最終結果値は締め付けのピーク値になります。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが下限と上限の間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが上限を超えています。
ブザー:
トルクがプログラム開始値を超えると鳴り始め、1 番目のパーセンテージ、2 番目のパーセンテージ、3 番目のパーセンテージ時に信号が増加します。
バイブレーション:
3つ目のラジアルグラデーション LED と同時に開始します。
締め付け操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。









































