生産戦略
生産戦略は、主に次の3つのカテゴリに分類できます:
トルク制限内での締め付け: これは最も簡単な締め付け方法であり、制限内のトルクをかけるだけで十分です。

トルク 対 時間 A
トルク上限
B
基準値
C
トルク下限
トルクと角度の制限内での締め付け: 締め付けプロセス中に追加の情報 (角度) が使用されるため、より信頼性の高い締め付け方法となります。
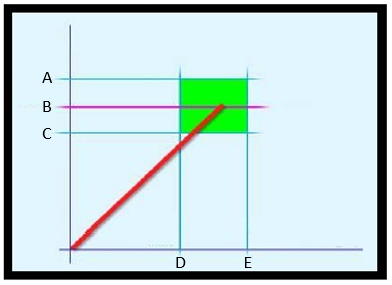
トルク 対 角度 A
トルク上限
B
基準値
C
トルク下限
D
角度下限
E
角度上限
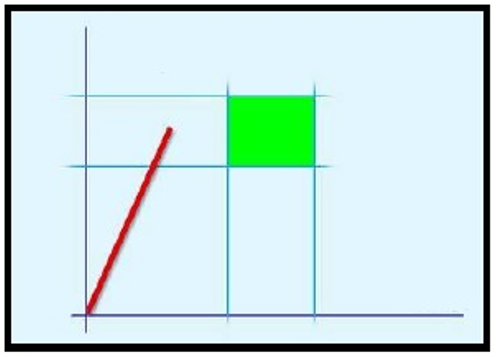
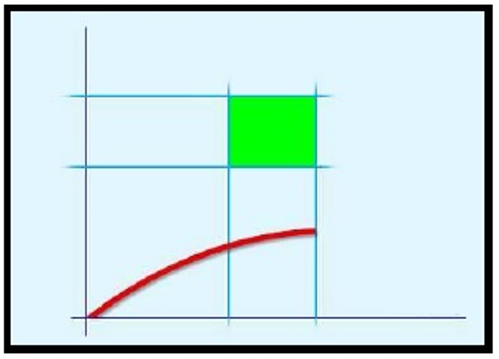
この方法を使用すると、ジョイントの潜在的な問題を検出することができます (次の例を参照)。
トルクは正しいが、角度が小さすぎる:
|
|
|
|
トルクと追加の角度回転 (トルク+角度) による締め付け: 最初にボルトを一定のトルクで締め、次に特定の角度までさらに締め付けます。目標は、ボルトに降伏点を超える応力を加えることです。角度が異なっていても、トルク (締め付け力を引き起こすもの) は非常に信頼できます。ジョイントが特別に設計されている場合があり、ジョイントの解析を行うと、ひずみが破壊点からほど遠いことを確認できます。

トルク 対 角度 弾性限界 (降伏点) までの締め付け: 弾性限界に達するまでボルトを締めます。この方法は、各ボルトが最大の締め付け力を達成する必要がある場合に使用されます。この方法は自動車業界ではほとんど使用されません (例: コネクティングロッド)。航空宇宙産業ではより一般的です。

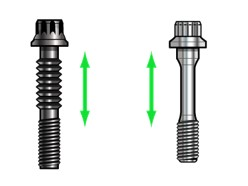 | これらのボルトは通常、特殊な用途に使用され、ボルトのシャンクは特別に細い部分を伸ばすように設計されています (このボルトは精密なバネとして機能します)。 |









































