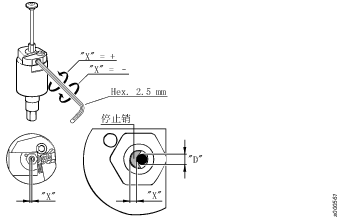
停止销的位置
“X”值在出厂前已经设定在正确的位置。一般“X”值只有在相关的零件拆装过后才需要重新调整。如果工具的精度达不到预期,检查停止销的位置。停止销的位置可通过螺钉进行调整(见下图)
为了保证调整螺钉在使用中不会改变位置,螺钉需用"Loctite 290"紧固。
由于“X”值不易测量,一般从“X”=0的位置进行调整。垂直固定脉冲单元,确认停止销覆盖了部分中心孔(“X”大于0),将断气阀放置于中心孔(见下图),调整螺钉到断气阀刚好落入停止销的孔内,此位置即“X”=0的位置。
获得正确的“X” 值可以通过以下两种方法。一种方法是放置“D”(下表中)尺寸的量规(例如钻头)在孔内,调整停止销使之刚好夹住量规;另一种方法是从“X”=0的位置调整停止销螺钉,根据下表中的圈数调整螺钉。增加“X”值会增加拧紧扭矩,减少“X”值会减少拧紧扭矩。可以通过停止销对拧紧扭矩进行细微调整。
|
“D” |
“X” |
“X”松开螺钉的圈数 |
|---|---|---|
|
1.65mm |
1.40mm |
1.75 |









































