EP8PTX45 SR10
Impulse Nutrunner
安全及操作说明
安全说明
警告
使用设备之前请务必熟知操作说明。
进行任何调节(如设置扭矩、更换钻头)之前,请断开设备的压缩空气管路。
严禁将设备及其附加装置和附件用于设计目的以外的其他用途。
只能使用动力套筒。出于使用安全和实用考虑——请更换磨损套筒。
检查动力套筒是否正确紧固——必要时更换驱动方头止动器。
在操作时手指不要靠近套筒以防伤害。
操作时请佩戴护目镜。
避免不必要的空转。
使用悬挂吊环时, 检查吊环的状况并确保螺丝拧紧。
警告
拆卸和装配注意事项
工具中的转子叶片(叶片)包含 PTFE。在处理转子叶片时,必须遵守有关 PTFE 的标准健康和安全使用规范。工具机架或叶片上可能有叶片的磨损颗粒。确保这些颗粒不会接触明火。吸烟之前请先洗手,因为被灼热物加热过的 PTFE 颗粒会产生烟雾,可能造成过敏反应。
工具概述
电气一致性声明
我们 (Atlas Copco Tools AB, S-105 23 STOCKHOLM, SWEDEN) 声明,本产品(名称、型号和序列号,请见首页)符合以下指令:
2006/42/EC
应用的协调标准:
EN ISO 11148-6:2012
由以下人员提供的技术文件:
质量经理,Atlas Copco Industrial Technique,Stockholm,Sweden
2013 年 7 月 1 日,斯德哥尔摩
常务董事 Tobias Hahn
签名
安装
安装振动工具
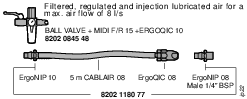
建议在振动工具和快换接头之间插入至少长 300 毫米的软管用于通入压缩空气。
空气质量
为保证机器获得最佳性能和使用寿命,建议使用最高露点为+10℃的压缩空气。同时建议安装Atlas Copco的冷干机。
使用独立的Atlas Copco FIL空气过滤器,它可以滤除大于15微米的固体颗粒和90%的液态水。过滤器必须先于任何其它空气准备装置如REG或DIM尽可能靠近机器/设备安装,(详见主目录中气管附件部分)。连接前先对气管吹气。
需要空气润滑的型号:
压缩空气中必须包含少量润滑油。
我们强烈推荐安装Atlas Copco油雾润滑器(DIM),并根据气管工具的空气消耗量采用下列公式设定:L = 空气消耗量 (升/秒).
(可参见销售说明)。
D = 每分钟滴数 (1 滴= 15 mm3)
L* 0.2 = D
这适用于工作周期较长的气管工具的使用。对于运行周期较短的工具也可使用Atlas Copco Dosol单点润滑器。
关于Dosol的设定方法,请参主目录中气管附件部分。
免润滑的型号:
对于无油润滑的工具,客户可自行决定使用何种辅助设备。 但是,如果压缩空气中包含油雾润滑器 (DIM) 或 Dosol 系统提供的少量润滑油,不会有任何坏处。
注意 – 这一点并不适用于必须无油的涡轮工具。
压缩空气连接
工具的指定使用压力为6-7 bar = 600-700 kPa (87-102 psi)。
连接前吹出软管中的气体。
安装指南
选择正确的快速接头、气管和夹头是一件麻烦的事情。为了节约您的时间,确保气路容许量满足要求,我们可以提供完整的安装方案。
更多信息请参见Atlas Copco主样本《工业工具》,订货号9837 3000 01.
拿握
扭矩设定
只需要调节开槽螺丝。
扭矩调节从低扭矩开始,逐渐增加一直到需要的扭矩值。
如果工具使用在超过推荐的最大扭矩值,会造成工作不正常和磨损加快。
始终在实际连接件上检测设定和执行参考设定。
见维修指南。
扭矩检测方法 - 静态或动态法
对于油压脉冲工具推荐使用静态方法测量扭矩。
如果要使用电子在线扭矩传感器测量动态扭矩,请使用扭力扳手(电子式)测试静态扭矩来校验结果。
更详细的信息,请阅读"Pocket Guide to Pulse Tools"。订货号No.9833 1225 01。
维护
最佳性能
在极端的工作条件下,如软连接和最大设定值,建议使用润滑的压缩空气。
使用非常干燥的空气会减少马达叶片的寿命和影响工具的性能。每天在工具进气口添加润滑油(0.1-0.2 ml)或者安装一个自动润滑装置如Atlas Copco的油雾润滑器DIM或单点润滑器DOS,这能提高工具的性能。
给脉冲单元加油
更详细的信息请见- 维修指南。
为获得工具最佳性能,脉冲单元必须要正确注油。由于脉冲单元可能有微小泄漏,因此在保养间隔之间可能就需要重新注油。注油频率取决于工位类型、拧紧次数和拧紧时间等。一次精确的注油能确保长的保养周期。
脉冲单元中油过多会造成脉冲频率降低和拧紧变慢。
脉冲单元中油过少会造成脉冲频率变高,有拧紧扭矩下降的危险,尤其是暂停后的第一次拧紧。
使用的液压油:22 cST/40oC(ISO VG22)。
液压油过少的情况下运行工具有损坏脉冲单元的维修。
重新注油后- 检测扭矩,见维修指南。
防锈和内部清洁
压缩空气中的水、灰尘和磨损颗粒会造成生锈和叶片、阀粘连。在靠近工具的地方应当安装空气过滤器(见“空气质量”)。如果长时间不用,在进气口滴几滴油,运行5-10秒。
使用维护说明
我们建议检修和预防性保养每年一次或者最多250000次拧紧(选择较短的一种)。如果工具使用在大扭矩操作和长时间拧紧,最好缩短保养周期,特别是重新更换脉冲单元中的液压油。如果工具无法正常工作,应立即检修。
进气口和排气消音器处的过滤器应经常清洁或更换以防堵塞,否则会降低生产力。
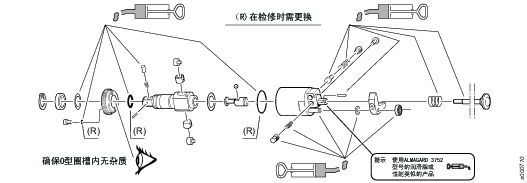
在检查保养时,所有的部件都要仔细清洁,有缺陷和磨损的部件都要更换。
在装配前所有的O形圈都要用润滑脂润滑,尤其是脉冲单元中的O形圈。
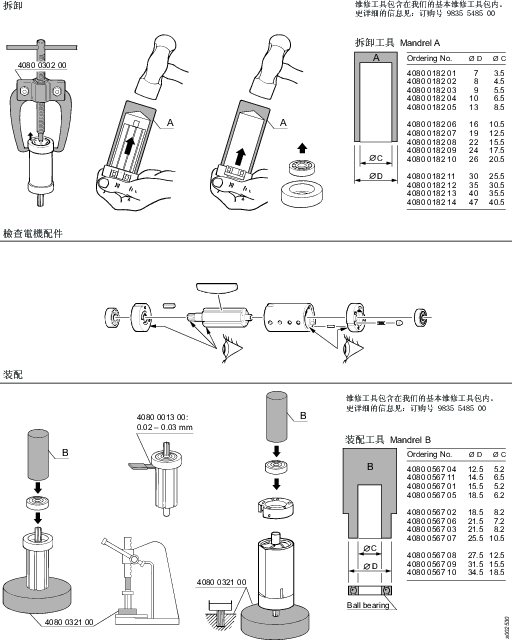
拆卸/装配
设备的螺纹连接必须正确--即根据分解图内的规格--拧紧。这一点非常重要
清洁
除电器元件的所有零件,都要用石油溶剂油或类似的溶剂进行清洗,以防止阻塞和工具的功率损失。在保养期间可能需要清洁过滤器(如果使用)和排气滤网。
检查
为防止堵塞或功率降低,必须在大修之间清洁过滤器(如使用)和排气过滤器。
检验
清洁后检验所有部件。损坏或磨损部件应更换。
脉冲工具润滑
品牌 | 一般用途 轴承 | 马达轴 | 空气润滑 |
|---|---|---|---|
BP | Energrease LS-EP2 |
| Energol E46 |
Castrol | Spheerol EP L2 |
|
|
Esso | Beacon EP2 |
| Arox EP46 |
Q8 | Rembrandt EP2 |
| Chopin 46 |
Mobil | Mobilegrease XHP 222 |
| Almo oil 525 |
Shell | Alvania EP2 |
| Tonna R32 |
Texaco | Multifak EP2 |
| Aries 32 |
Molycote |
| BR2 Plus |
|
有用的信息

登录 Atlas Copco 网站:www.atlascopco.com
您可以从我们的网站上找到关于我们产品、附件、备件和已发布事件的信息。
人体工学指导准则
通读此一般人体工学原则列表时考虑您的工作台,查看是否能够找出在姿势、组件放置或工作环境方面可以改进的地方。
请频繁地间歇并更换作业位置。
根据需求和工作任务调整工作台区域。
根据部件或工具应处位置调整出可及的方便位置,避免静态运功。
使用工作台设备,例如适合工作任务的桌椅。
避免作业位置高于肩部水平线或在装配操作期间静态持握工具。
在肩部水平线以上位置作业时,通过减轻工具重量来减少静态的肩部肌肉负担,例如使用扭矩臂、软管卷盘或重量平衡器。您也可以通过在近身位置持握工具来减轻静态的肩部肌肉负担。
确保频繁间歇。
避免肩部或腕部使用极端姿势,尤其对于需要使用一定力量的操作。
处理工作任务时将眼部和头部的移动幅度降到最小,以调整出方便的视野区域。
处理工作任务时使用适当的照明。
处理工作任务时选择适当的工具。
在噪音环境中使用耳部防护设备。
使用高质量插入式工具或消耗品以最大限度减少暴露于过度振动的情况。
尽量减少在反作用力情况下的暴露。
切割时:
如果切割轮弯曲或者未正确予以引导,则切割轮可能会卡住。确保使用适用于切割轮的法兰,避免在切割操作过程中使切割轮弯曲。
钻孔时:
当钻头打穿时,钻孔机可能会停转。如果停转扭矩过高,确保使用辅助手柄。安全标准 ISO11148 第 3 部分建议,对于枪柄式工具使用可吸收 10 Nm 以上反作用扭矩的器具,对于直伸式工具,使用可吸收 4 Nm 以上反作用扭矩的器具。
使用直驱式螺杆或扳手时:
反作用力取决于工具的设置和连接件的特性。承受反作用力的能力取决于操作人员的力量和姿势。调整扭矩设置,以适合操作人员的力量和姿势,如果扭矩过高,则使用扭矩臂或反作用杆。
在灰尘过多的环境下,请使用吸尘装置或佩戴口罩。
原产地
请参见产品标签上的信息。
备件
由于技术上的原因,没有定货号的部件不单独定购。
使用非Atlas Copco原装的备件可能会导致工具性能降低并增加保养成本。在这种情况下本公司有权对此类产品不予保修。
质保
请联系您当地的 Atlas Copco 销售代表索要产品。 只有严格地按照操作说明书安装、操作和检查产品,产品的质保才有效。
请同时查阅当地Atlas Copco公司的货物运送条件。
ServAid
ServAid 是一款可提供与以下内容有关的更新产品信息的实用程序:
- 安全说明
- 安装、操作和服务说明
- 分解图
ServAid 可方便您所选产品的零件、服务工具和配件的订购流程。它会不断更新为最新和重新设计的产品的信息。
您可以使用 ServAid 以特定的语言呈现内容(如果存在各种翻译版本),并显示有关过时产品的信息。ServAid 提供了一项针对整个产品系列的高级搜索功能。
ServAid 位于 DVD 及以下网页上:
http://servaidweb.atlascopco.com
要了解进一步信息,请联系您的 Atlas Copco 销售代表,也可以向我们发送电子邮件:
servaid.support@se.atlascopco.com
安全数据表 MSDS/SDS
安全数据表介绍了 Atlas Copco 出售的化学产品。
有关更多信息,请参阅网站
http://www.atlascopco.com/.
选择产品 - 安全数据表,并按照页面上的说明操作。
技术数据
技术数据
噪声和震动发射
噪声(符合 ISO15744) | dBA |
|---|---|
声压级 | 81 |
声功率级 | 92 |
不确定性 | 3 |
总震动值,自 2010 年起生效 | m/s2 2 |
|---|---|
震动值 | 7 |
不确定性 | 1.2 |
噪音与振 声明
以上声明值是根据一定标准获得的实验室测量值,可以与使用其它工具按照相同标准所测得的声明值进行对比。这些声明值不适合用于风险评估,在个别工作地点测出的值可以会更高。每个用户所经历的实际接触值和损害风险都各不相同,这取决于用户的工作方式,工件、工作站设计以及接触时间和用户的身体状况。
Atlas Copco Industrial Technique AB 郑重声明:对于不受其控制的工作场所状况下进行的单独风险评估,如使用声明值而非实际暴露值,则 Atlas Copco 对其后果不负任何责任。
在使用此工具时,如果使用操作不当,则可能会导致手臂振动综合症。访问 http://www.pneurop.eu/index.php,选择"Tools"(工具),然后选择"Legislation"(法规),即可找到关于手臂震动管理的欧盟指南。
我们建议制定一个健康监督方案,以尽早检测出可能与振动接触相关的早期症状,从而对管理程序进行修改,避免今后造成损害。
维修指南
如何使得您的EP/EPP工具获得最佳的性能
如何使得您的EP/EPP工具获得最佳的性能
推荐的脉冲数量
一把适合您的工位的工具,在达到目标扭矩并断气所需的脉冲数量应该在5-20以内,对应的拧紧时间是:
-
对EP 10 甚至其它更大的工具来说是在2秒左右
-
对EP 7/8/9 PTX类型的工具是在1秒左右
-
对EP 6和其它更小的工具来说是1秒以内
如果不足5个脉冲就达到目标扭矩,那么扭矩误差将会增大且扭矩大小将很难调整,特别是对硬连接。
如果达到目标扭矩所需的脉冲数超过20,那么拧紧时间将会过长,磨损将会加剧同时也会导致添加油更为频繁。
如果达到目标扭矩的脉冲数不足5个,则该这样处理:
-
降低气压
-
通过Auto Trim 或Trim阀调整转速
-
如果无法实施这些措施或者这些措施仍然无法获得满意的效果,那么更好的办法是换一把更小型号的工具。
如果达到目标扭矩所需的脉冲是超过20 以上,则该这么处理:
-
增加动态气压,如果是标准EP工具,则把气压升高至6-7bar;如果是低压EP PTX-L工具则把气压升高至5-6bar。
-
调整Auto Trim或Trim阀获取最大功率/转速。
-
如果无法实施这些措施或者这些措施仍然无法获得满意的效果,那么更好的办法是换一把更大型号的工具。
如果改变气压,则应当重新测量目标扭矩,如果需要则应重新调整。
气源的准备
气压
气压的调整将会带来以下影响:
-
降低气压会使工具转速变慢,但精度提高
-
升高气压会使工具转速变快,但精度下降
如果气路当中的气压低于4.5bar,我们推荐使用EP PTX-L系列的工具,它是专门为低气压条件而设计的。
压力调节器
我们推荐为每一把工具配置一个压力调节器,保证把压力调节器调整到不低于气路中最低的期望气压值。气压调节器将会给您带来以下好处:
-
稳定的气压可以保证更高的精度
-
为调整工具动力提供一种便捷的方法
空气过滤及润滑
我们推荐使用空气滤清器和空气润滑器,具有以下好处:
-
把水分和微粒杂质从空气中分离,纯净的空气能够降低工具磨损和出现故障的风险。
-
有助于马达保持动力和速度。
如何选择Trim-RE 还是 AutoTrim阀?
使用 Trim-RE 阀的情况:
-
适用于工具拧紧相类似的连接(软硬度相近)。
使用AutoTrim的情况:
-
适用于工具同时拧紧软硬连接时的情况。
调整AutoTrim 阀
当使用带有AutoTrim阀的工具时,务必保证阀的调整是正确的,也就是说在达到贴合点及脉冲开始出现以后工具就必须以全速运转。
关于如何调整AutoTrim阀的细节,请参考设置部分。
AutoTrim 的错误调整将会导致:
-
误差的增大
-
较长的拧紧时间
-
不断气
维修工具
维修工具的设计主要是为了快速便捷的拆装,同时减少拆装过程中对零部件破坏的风险。
零件的正确拧紧重要性体现在:
-
优化工具的性能。
-
减小工具在工作中零部件松动的风险。
你可以在ASL的零部件目录部分找到维修工具和拧紧数据的信息。
预防性维护
预防性维修建议每年一次或者是最多250000次拧紧后进行,一次完整的全面维修包括:
-
清洗脉冲单元,更换磨损件及损坏的零部件。
-
清洗气动马达及更换磨损及损坏的零部件。
-
清洗消音器和进气口调整器的滤网,更换过滤器及磨损和损坏的零部件。
-
清洗扳机和换向阀并更换磨损和损坏的零部件。
一般信息
螺纹连接拧紧
图纸上的拧紧扭矩可以确保达到所需的夹紧力、防止松脱。在维修时,要确保这些部件在卸下时没有损坏。在一些特殊情况下(取决于工位和使用情况),在使用一段时间后,一些部件可能会松脱。在这种情况下,可以把扭矩增大10-20%,如果需要可以使用一些低或中性螺纹胶。
例如
操作指导

脉冲单元的检查和润滑
定期给脉冲单元添加液压油
定期的给脉冲单元添加液压油是非常必要的,这样可以弥补输出轴和O型密封圈之间微小的泄漏,这种泄漏在液压系统中是很正常的情况。在工具全面维修之间,就应当定期给脉冲单元加入少量的液压油,不必拆卸脉冲单元。所需要加入的液压油量的多少主要取决于拧紧次数、扭矩水平及每次拧紧的脉冲数量(拧紧时间)。由于O型密封圈在工作一段时间以后会发挥更好的密封作用,因此所需添加液压油的次数也会逐渐的减少。当更换新的O型密封圈时,所需添加的液压油的次数又会再一次增多。
除非在每年一次给工具作常规维修或者是在工具的拧紧次数达到250,000时,否则不必更换脉冲单元中的O型圈。
脉冲单元中液压油油量太少引起的问题:
-
拧紧时间过长
-
不断气
-
扭矩下降
-
误差增大
-
脉冲单元中的零部件磨损加快
如何发现脉冲单元的油量偏低:
-
脉冲频率上升
-
扭矩较低,没有扭矩或者是扭矩变化不正常
-
脉冲速度很快,特别是工具长时间没有使用。
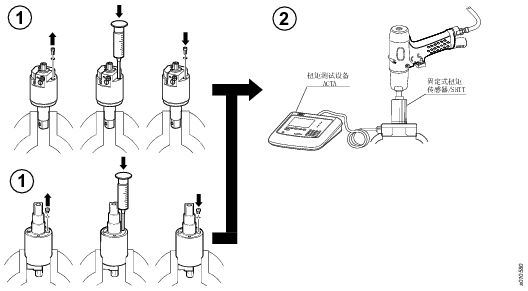
定期测量脉冲频率是检测脉冲单元油量不足的最佳方法。如果脉冲频率升高了,则在工具因缺油而性能受到影响之前,可以预防性的添加一些液压油。脉冲频率可以通过静态扭矩传感器(SRTT)或在线传感器(IRTT)连接ACTA3000测量所得。
推荐的脉冲单元液压油
推荐的脉冲单元液压油:
SE2 45 润滑剂
如果其它的液压油有如下特征,它们也可以使用:22 cST/40ºC (ISO VG22)。比如说,美孚DTE-12M或Pennzoil Pennzbell AW22。
一瓶 SE2 45 润滑油以及所需注油器以套件形式订购。有关预订号,请参见服务套件。
如何给脉冲单元添加液压油
方法1:给脉冲单元中加入少量液压油,然后测量脉冲频率。
这种方法最快且可以获得最优的工具性能,同时会使得加油的时间间隔最长。按照以下的操作说明来添加液压油:
在台钳上固定好脉冲单元,取下脉冲单元前端或者后端的油塞,加入少量液压油。
把工具组装好并测量脉冲频率,更多关于如何测量脉冲频率的信息请参照使用静态传感器的静态测量方法。
如果脉冲频率在给定的范围值之内,那么说明脉冲单元中的液压油量是合适的。
如果液压单元的脉冲频率太低,则减少一些液压油然后再次测量脉冲频率。
如果脉冲频率太高,则添加一些液压油并再次测量脉冲频率。
型号
空转速度(r.p.m)
脉冲频率(Hz)
最小扭矩(Nm)
EP 8 PTX SR10
5700
20 - 23
62
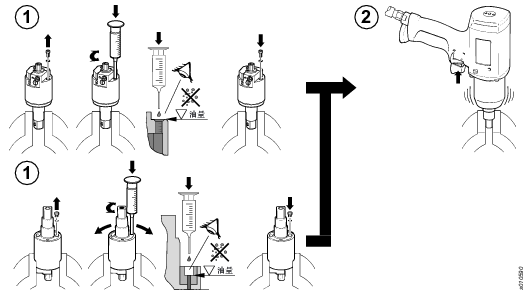
方法2:把脉冲单元100%的加满油,然后再把油量适当的减少一部分。
这种方法不如方法1来的快而且准确,按照以下的操作说明来添加液压油:
在台钳上固定好脉冲单元,取下脉冲单元前端或者后端的油塞,把脉冲单元中的油量加入至100%,装上油塞。
把工具组装好,并且反转3-5秒钟。
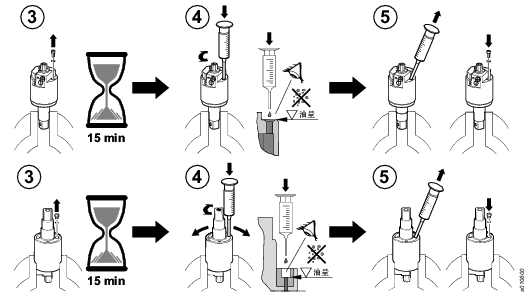
在台钳上固定好脉冲单元,取下油塞。等待大约15分钟直至液压油中的所有气泡都消失且油温降至20度以下。
给脉冲单元添加油直至 100%充满。
根据表格中的参数,使用1ml的注射器适量的减少脉冲单元中的液压油量,装好油塞。
液压油量
从100%逐渐降低
大概的油量
脉冲单元中
0.50 ± 0.05ml
5ml
检查扭矩和断气功能,具体的操作流程见测试/测量步骤。
如果所有的步骤都没正常,说明油量是合适的。
如果有步骤出现了问题,请从第一步重新来。
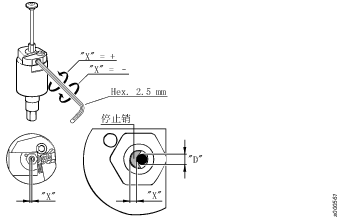
停止销的位置
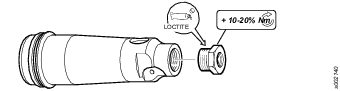
“X”值在出厂前已经设定在正确的位置。一般“X”值只有在相关的零件拆装过后才需要重新调整。如果工具的精度达不到预期,检查停止销的位置。停止销的位置可通过螺钉进行调整(见下图)
为了保证调整螺钉在使用中不会改变位置,螺钉需用"Loctite 290"紧固。
由于“X”值不易测量,一般从“X”=0的位置进行调整。垂直固定脉冲单元,确认停止销覆盖了部分中心孔(“X”大于0),将断气阀放置于中心孔(见下图),调整螺钉到断气阀刚好落入停止销的孔内,此位置即“X”=0的位置。
获得正确的“X” 值可以通过以下两种方法。一种方法是放置“D”(下表中)尺寸的量规(例如钻头)在孔内,调整停止销使之刚好夹住量规;另一种方法是从“X”=0的位置调整停止销螺钉,根据下表中的圈数调整螺钉。增加“X”值会增加拧紧扭矩,减少“X”值会减少拧紧扭矩。可以通过停止销对拧紧扭矩进行细微调整。
|
“D” |
“X” |
“X”松开螺钉的圈数 |
|---|---|---|
|
1.65mm |
1.40mm |
1.75 |
拆除/检查/装配
马达维修指南
测试设备/流程
静态测量(建议)

动态测量

在实际连接件上验证扭矩
使用静态扭矩扳手验证动态测量的结果
使用固定式传感器进行静态测试
测试设备和测试项目
设备
-
转速计.
-
ACTA 3000.
-
SRTT传感器(可靠固定传感器)
-
使用转速计测试正向的自由转速
.对于安装AutoTrim阀的工具,确保工具测量到最高自由转速(参考功能控制-参考维护指导中的故障诊断关于AutoTrim的章节
测试AutoTrim阀的功能
-
测试最大扭矩和脉冲频率
在ACTA3000中设置滤波频率为850Hz
测试反向扭矩及脉冲频率,拧紧时间为1秒
-
测试断气机构是否工作
正向运转工具,如果断气机构工作,工具会自动断气。
测试条件
脉冲单元温度大约20 C
气压6,3 bar (90psi) 动态
Hose size:管径8Mm 管长: 3 m
工具维护后应该满足以下的数值要求
|
型号 |
自由转速 (r.p.m) |
脉冲频率 (Hz) |
最小扭矩(Nm) |
|---|---|---|---|
|
EP 8 PTX SR10 |
5700 |
20 - 23 |
62 |
正确的脉冲频率表示气动马达和脉冲单元处于正常状态。如果脉冲频率过高-增加脉冲油。如果脉冲频率过低,减少脉冲油
测试设备 - ACTA
|
订购号 |
描述 |
|---|---|
|
8092 1133 20 |
ACTA 3000 B |
|
8092 1133 30 |
ACTA 3000 QC |
|
8092 1133 40 |
ACTA 3000 AA |
测试连接件/传感器
螺栓尺寸 | 扭矩范围 Nm | 扭矩比率Nm/rev. | 角度 额定容量 | 维修包* |
|---|---|---|---|---|
M6 | 3-7 | 3 | 540 | 0211 1251 00 |
M6 | 5.5-10 | 5.5 | 540 | 0211 1251 00 |
M8 | - 15 | 10 | 540 | 4080 0788 80 |
M8 | 10 - 20 | 20 | 360 | 4080 0788 80 |
M10 | 20 - 30 | 20 | 210 | 4080 0789 80 |
M12 | 30 - 50 | 95 | 190 | 4080 0790 80 |
M14 | 50 - 100 | 200 | 180 | 4080 0791 80 |
M16 | 100 - 135 | 230 | 210 | 4080 0837 90 |
M16 | 135 - 200 | 130 | 540 | 4080 0866 92 |
M20 | 200 - 400 | 400 | 360 | 4080 0867 80 |
M24 | 400 - 800 | 800 | 360 | 4080 0876 80 |
* 包括2x 螺钉, 2x 螺母, 2x 垫圈
直线旋转扭矩传感器
型号 | 螺栓inch | 驱动头inch | 额定能力Nm | ft lb |
|---|---|---|---|---|
IRTT 5-I06 | 1/4 |
| 5 | 4 |
IRTT 20-I06 | 1/4 |
| 20 | 15 |
IRTT 20-06 | 1/4 | 20 | 15 | |
IRTT 25-10 | 3/8 | 25 | 18 | |
IRTT 75-10 | 3/8 | 75 | 55 | |
IRTT 180-13 | 1/2 | 180 | 133 | |
IRTT 500-20 | 3/4 | 500 | 369 | |
IRTT 750-25 | 1 | 750 | 553 | |
IRTT 1400-25 |
| 1 | 1400 | 1033 |
直线扭矩/角度传感器
型号 | 螺栓inch | 驱动方头inch | 额定能力Nm | ft lb |
|---|---|---|---|---|
IRTT 2A-I06 | 1/2 |
| 2 | 1.5 |
IRTT 5A-I06 | 1/4 |
| 5 | 4 |
IRTT 20A-I06 | 1/4 | 20 | 15 | |
IRTT 20A-06 | 1/4 | 20 | 15 | |
IRTT 25A-10 | 3/8 | 25 | 18 | |
IRTT 75A-10 | 3/8 | 75 | 55 | |
IRTT 180A-13 | 1/2 | 180 | 133 | |
IRTT 500A-20 | 3/4 | 500 | 369 | |
IRTT 750A-25 |
| 1 | 750 | 553 |
IRTT 1400A-25 |
| 1 | 1400 | 1033 |
IRTT 3000A-38 |
| 1 1/2 | 3000 | 2200 |
静态扭矩传感器(SRTT)
型号 | 驱动方头in | 额定容量 Nm | ft lb |
|---|---|---|---|
SRTT 0.5-06 | 1/4 | 0,5 | 0,4 |
SRTT 2-06 | 1/4 | 2 | 1,5 |
SRTT 5-06 | 1/4 | 5 | 4 |
SRTT 25-10 | 3/8 | 25 | 18 |
SRTT 75-13 | 1/2 | 75 | 55 |
SRTT 180-13 | 1/2 | 180 | 133 |
SRTT 500-20 | 3/4 | 500 | 369 |
SRTT1400-25 | 1 | 1400 | 1033 |