LSB39 S085
Beveling tool
Product Information
General Information
Safety Signal Words
The safety signal words Danger, Warning, Caution, and Notice have the following meanings:
DANGER | DANGER indicates a hazardous situation which, if not avoided, will result in death or serious injury. |
WARNING | WARNING indicates a hazardous situation which, if not avoided, could result in death or serious injury. |
CAUTION | CAUTION, used with the safety alert symbol, indicates a hazardous situation which, if not avoided, could result in minor or moderate injury. |
NOTICE | NOTICE is used to address practices not related to personal injury. |
Warranty
Product warranty will expire 12+1 months after dispatch from Atlas Copco's Distribution Center.
Normal wear and tear on parts is not included within the warranty.
Normal wear and tear is that which requires a part change or other adjustment/overhaul during standard tools maintenance typical for that period (expressed in time, operation hours or otherwise).
The product warranty relies on the correct use, maintenance, and repair of the tool and its component parts.
Damage to parts that occurs as a result of inadequate maintenance or performed by parties other than Atlas Copco or their Certified Service Partners during the warranty period is not covered by the warranty.
To avoid damage or destruction of tool parts, service the tool according to the recommended maintenance schedules and follow the correct instructions.
Warranty repairs are only performed in Atlas Copco workshops or by Certified Service Partners.
Atlas Copco offers extended warranty and state of the art preventive maintenance through its ToolCover contracts. For further information contact your local Service representative.
For electrical motors:
Warranty will only apply when the electric motor has not been opened.
Website
Information concerning our Products, Accessories, Spare Parts and Published Matters can be found on the Atlas Copco website.
Please visit: www.atlascopco.com.
ServAid
ServAid is a portal that is continuously updated and contains Technical Information, such as:
Regulatory and Safety Information
Technical Data
Installation, Operation and Service Instructions
Spare Parts Lists
Accessories
Dimensional Drawings
Please visit: https://servaid.atlascopco.com.
For further Technical Information, please contact your local Atlas Copco representative.
Safety Data Sheets MSDS/SDS
The Safety Data Sheets describe the chemical products sold by Atlas Copco.
Please consult the Atlas Copco website for more information www.atlascopco.com/sds.
Country of Origin
For the Country of Origin, please refer to the information on the product label.
Dimensional Drawings
Dimensional Drawings can be found either in the Dimensional Drawings Archive, or on ServAid.
Please visit: http://webbox.atlascopco.com/webbox/dimdrw or https://servaid.atlascopco.com.
Overview
Statement of Use
This product is designed for bevelling. No other use permitted. For professional use only.
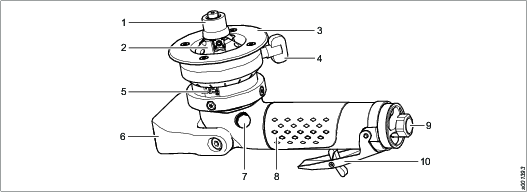
Main Parts
The table below shows the main parts of the product.
Position | Part |
|---|---|
1 | Guide bearing |
2 | Milling head |
3 | Guide plate |
4 | Height clamping screw |
5 | Main scale |
6 | Support handle |
7 | Spindle lock mechanism |
8 | Motor casing |
9 | Air connection |
10 | Start lever |
Technical Product Data
Technical Product Data can be found on either ServAid, or the Atlas Copco website.
Please visit: https://servaid.atlascopco.com or www.atlascopco.com.
Accessories Overview
The table below shows an overview of available accessories. Included accessories are delivered with the product, they can also be ordered as a replacement. Optional accessories must be ordered separately.
For correct combination of milling head, guide bearing and insert see section Configuration options.
Accessory | Remark | Ordering No. | Included/Optional |
|---|---|---|---|
Copper paste | Molycote P-1600 | 4080 1122 00 | Included |
Exhaust hose | Soft type, Ø38mm, 1 m | 4150 1314 02 | Optional |
Exhaust hose | HD type, Ø42mm, 1 m | 4150 1532 02 | Optional |
Grease refil | 10 ml | 4080 1099 80 | Included |
Guide bearing C, 30O | Chamfer | 4150 2240 95 | Optional |
Guide bearing C, 35O | Chamfer | 4150 2240 99 | Optional |
Guide bearing C, 45O | Chamfer | 4150 2240 93 | Included |
Guide bearing C, 55O | Chamfer | 4150 2240 96 | Optional |
Guide bearing C, 60O | Chamfer | 4150 2241 05 | Optional |
Guide bearing R3 | Radius 3mm | 4150 2240 91 | Optional |
Guide bearing R4 | Radius 4 mm | 4150 2240 92 | Optional |
Hose | HD type, Ø42 mm, 15 m | 4150 1532 92 | Optional |
Hose clamp | 43.5 mm | 4150 2228 01 | Optional |
Hose kit | 0.9 m, 13 mm, 1/2”, BSP | 8202 1181 98 | Optional |
Hose kit | 0.9 m, 3 ft, NPT | 4150 1618 81 | Optional |
Hose nipple | Applicable for 12.5 mm, 1/2” hose, BSP | 9000 0248 00 | Optional |
Hose nipple | Applicable for 12.5 mm, 1/2” hose, NPT | 9000 0248 12 | Optional |
Insert C | 1 insert, Chamfer | 4150 2241 92 | Included |
Insert R3 | 1 insert, Radius 3 mm | 4150 2241 90 | Optional |
Insert R4 | 1 insert, Radius 4 mm | 4150 2241 91 | Optional |
Milling head C, 30O | Chamfer | 4150 2240 94 | Optional |
Milling head C, 35O | Chamfer | 4150 2240 98 | Optional |
Milling head C, 55O | Chamfer | 4150 2240 97 | Optional |
Milling head C, 60O | Chamfer | 4150 2241 04 | Optional |
Milling head C R3 R4 45O | Chamfer, Radius 3 mm, 4 mm | 4150 2240 90 | Included |
MultiFlex | Swivelling type, BSP | 8202 1350 22 | Optional |
MultiFlex | Swivelling type, 3/8”, NPT | 8202 1350 28 | Optional |
Productivity kit | MIDI Optimizer F/RD EQ10-T13 | 8202 0850 17 | Optional |
Productivity kit | MIDI Optimizer F/RD EQ10US-T13, North America | 8202 0850 29 | Optional |
Quick coupling | ErgoQIC 10 H13, BSP | 8202 1120 10 | Optional |
Torx key | Tx15 | 4080 1121 90 | Included |
Service Overview
Service Recommendations
Preventive maintenance is recommended at regular intervals. See the detailed information on preventive maintenance. If the product is not working properly, take it out of service and inspect it.
If no detailed information about preventive maintenance is included, follow these general guidelines:
Clean appropriate parts accurately
Replace any defective or worn parts
Installation
Installation Requirements
Air Quality
For optimum performance and maximum product life we recommend the use of compressed air with a maximum dew point of +10°C (50°F). We also recommend to install an Atlas Copco refrigeration type air dryer.
Use a separate air filter which removes solid particles larger than 30 microns and more than 90% of liquid water. Install the filter as close as possible to the product and prior to any other air preparation units to avoid pressure drop.
For impulse/impact tools make sure to use lubricators adjusted for these tools. Regular lubricators will add too much oil and therefore decrease the tool performance due to too much oil in the motor.
Make sure that the hose and couplings are clean and free from dust before connecting to the tool.
Both lubricated and lubrication free products will benefit from a small quantity of oil supplied from a lubricator.
Air Lubrication Guide
Brand | Air lubrication |
|---|---|
Atlas Copco | Optimizer (1 liter) 9090 0000 04 |
Q8 | Chopin 46 |
Shell | Shell Air Tool Oil S2 A 320 |
Compressed Air Connection
For correct air pressure and hose size, see the Technical Product Data on - https://servaid.atlascopco.com or www.atlascopco.com.
Make sure that the hose and couplings are clean and free from dust before connecting to the tool.
Operation
Ergonomic Guidelines
Consider your workstation as you read through this list of general ergonomic guidelines to identify areas for improvement in posture, component placement, or work environment.
Take frequent breaks and change work positions frequently.
Adapt the workstation area to your needs and the work task.
Adjust for a convenient reach range by determining where parts and tools need to be located to avoid static load.
Use workstation equipment such as tables and chairs appropriate for the work task.
Avoid work positions above shoulder level or with static holding during assembly operations.
When working above shoulder level, reduce the load on the static muscles by lowering the weight of the tool, using for example torque arms, hose reels or weight balancers. You can also reduce the load on the static muscles by holding the tool close to the body.
Take frequent breaks.
Avoid extreme arm or wrist postures, particularly during operations requiring a degree of force.
Adjust for a convenient field of vision that requires minimal eye and head movements.
Use appropriate lighting for the work task.
Select the appropriate tool for the work task.
In noisy environments, use ear protection equipment.
Use high-quality inserted tools and consumables to minimize exposure to excessive levels of vibration.
Minimize exposure to reaction forces.
When cutting:
A cut-off wheel can get stuck if the cut-off wheel is bent or not guided properly. Use the correct flange for the cut-off wheel and avoid bending the cut-off wheel during operation.
When drilling:
The drill might stall when the drill bit breaks through. Use support handles if the stall torque is high. The safety standard ISO11148 part 3 recommends using a device to absorb a reaction torque above 10 Nm for pistol grip tools and 4 Nm for straight tools.
When using direct-driven screwdrivers or nutrunners:
Reaction forces depend on the tool settings and joint characteristics. Strength and posture determine the amount of reaction force that an operator can tolerate. Adapt the torque setting to the operator's strength and posture and use a torque arm or reaction bar if the torque is too high.
In dusty environments, use a dust extraction system or wear a mouth protection mask.
Configuration Instructions
Configuration Options
The table below shows the configuration options for correct combination of milling head, guide bearing and insert depending on application. Either radius (R) in millimeter or chamfer (C) in degrees. Each part is marked according to table.
Configuration option C 45O parts are included accessories. The other parts are optional accessories and must be ordered separatly.
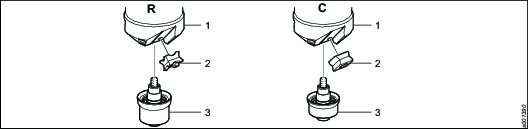
Ref.nr. | Marking on parts | R3 | R4 |
|---|---|---|---|
1 | Milling head | 45O C R3 R4 | 45OC R3 R4 |
2 | Insert | R3 | R4 |
3 | Guide bearing | R3 45O | R4 45O |
Ref.nr. | Marking on parts | C, 30O | C, 45O | C, 55O | C, 60O |
|---|---|---|---|---|---|
1 | Milling head | C 30O | 45O C R3 R4 | C 55O | C 60O |
2 | Insert | C | C | C | C |
3 | Guide bearing | C 30O | C 45O | C 55O | C 60O |
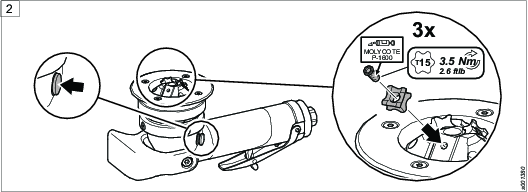
Installing the Inserts and Guide Bearing
Required tools:
Torx key T15
Select the appropriate guide bearing and inserts. See table in section Configuration options.
Press the lock mechanism and use the torx key to tighten the inserts.
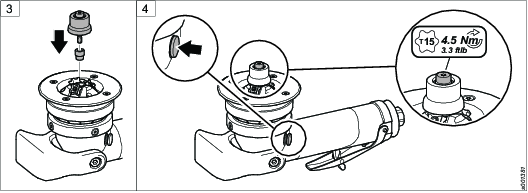
Place the guide bearing into position.
Press the lock mechanism and use the torx key to tighten the guide bearing.

Operating Instructions
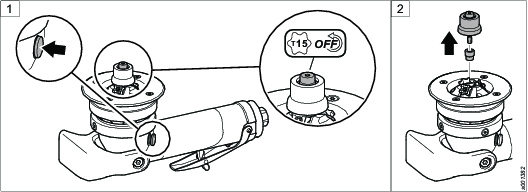
Changing the Guide Bearing and Inserts
Select the correct combination of milling head, guide bearing and inserts accarding to table in section Configuration options.
Required tools:
Torx key T15
Press the lock mechanism and use the torx key to loosen the guide bearing.
Remove the guide bearing.
Press the lock mechanism and use the torx key to loosen the inserts.
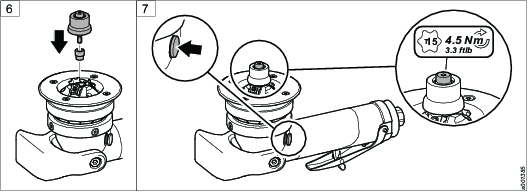
Remove all inserts if you want to replace them with a new set of inserts.
If the edge of the inserts is blunt, keep the existing inserts and rotate the inserts to a side with a sharp edge.
Press the lock mechanism and use a torx key to tighten the inserts.
Place the guide bearing into position.
Press the lock mechanism and use a torx key to tighten the guide bearing.


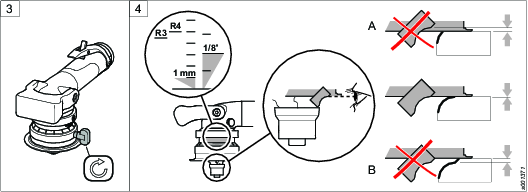
Adjusting the Bevel Height
The bevel height is set by adjusting the height of the tool’s guide plate. The height setting can be read from the fixed main scale and the vernier scale on the collar.
To ensure the proper formation of the radius on the workpiece end face, the tool must be fitted with the correct guide bearing.
To ensure the smooth and precise transition from the milled radius to the upper surface on the workpiece, the height of the guide plate must be set as described in the following table.
Note! In some materials, flame, plasma and laser cutting techniques can lead to hardening of the edges of the workpiece. This can result in significant deviations from the specified reference values.
Material and tensile strength | Bevel height (a) mm | Bevel width (C) mm |
|
|---|---|---|---|
Aluminium | 1.0 - 5.6 | 1.4 - 8.0 | 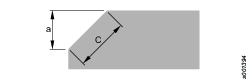 |
Steel up to 400 N/mm2 | 1.0 - 2.8 | 1.4 - 4.0 | |
Steel up to 600 N/mm2 | 1.0 - 2.1 | 1.4 - 3.0 | |
Steel up to 900 N/mm2 | 1.0 - 1.4 | 1.4 - 2.0 |
Loosen the clamping screw.
Rotate the guide plate until the required bevel height has been set.
Tighten the clamping screw.
Check by visual inspection that the cutting edge of the insert is aligned with the guide plate according to figure.
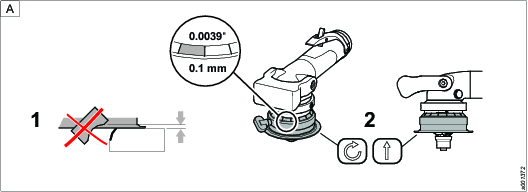
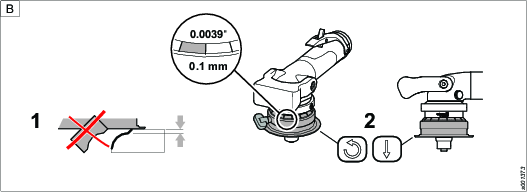
Once the bevel height has been set, a bevel should be milled on a test sample to check whether further height adjustments are required. The adjustments may be necessary because the precision of the main scale is approximately ± 1 mm.
For additional height adjustments, see figure A and B below.
Each grade on the scale indicates 0.1 mm.
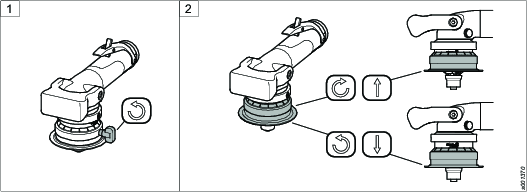
Working with the Tool
Make sure that the lower corner of the inserts are always covered by the guide bearing before using the tool.
General beveling usage and instructions
Beveling operation is intended for aluminum, mild steel, and carbon steel. Operation is not suitable in any type of stainless steel or fine grain steel.
In some materials, flame plasma and laser cutting techniques can lead to hardening of the edges on the workpiece. This can result in hardening of the edge that needs to be removed before beveling operation starts.
In order to avoid the edge to build-up, use an appropriate cooling liquid for lubrication such as cooling oil or cutting wax.
The general instruction regarding feed force is 0,5-1 m/min, depending on the bevel size and material. For maximum bevel size allowed, see the section Adjusting the bevel height. Note that larger bevels should be performed in two or three steps. It is never recommended to exceed the bevel with of 4 mm in one operation. Larger bevels is recommended to be divided in equal steps of the operation. Never run the maximum bevel width in one operation!
When starting the beveling operation, it is very important to slowly enter into the material.
To become acquainted with the tool, it is recommended that you perform a test run with the tool. Do the test working on a small bevel with a width of no more than 2 mm. Advance the tool slowly at first.
Connect the tool to the air supply.
Place the tool on the workpiece and start the tool by pushing the lever catch relase arm forward and then pressing down the throttle valve lever.
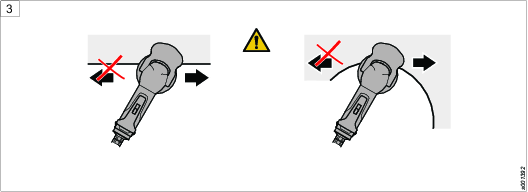
Advance the tool slowly. Make sure to operate the tool only in the recommended working direction .
To stop the tool, lift the tool from the workpiece and release the throttle lever.
Once the motor is switched off, wait for the tool to come to a standstill before placing it down on a surface.
Service
Maintenance Instructions
Service Recommendations
Preventive maintenance is recommended at regular intervals. See the detailed information on preventive maintenance. If the product is not working properly, take it out of service and inspect it.
If no detailed information about preventive maintenance is included, follow these general guidelines:
Clean appropriate parts accurately
Replace any defective or worn parts
Lubrication Instructions
Lubrication Guide
|
Brand |
General purpose, Bearings and Gears* |
|---|---|
|
BP |
Energrease LS-EP2 |
|
Castrol |
OBEEn UF 1 |
|
Esso |
Beacon EP2 |
|
Q8 |
Rembrandt EP2 |
|
Mobil |
Mobilegrease XHP 222 NLG 2 |
|
Klüber Lub. |
Klübersynth UH 1 14-151 |
|
Texaco |
Multifak EP2 |
|
Molykote |
BR2 Plus |
* Not for angle gears.
|
Brand |
Angle gears |
|---|---|
|
Molykote |
Longterm 2 Plus |
Dismantling/Assembling Instructions
Instructions for Vane Motors
Dismantling
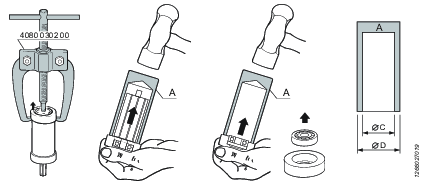
Service tools are also included in the Basic Service Tools set. For further information see ordering No. 9835 5485 00
Dismantling tool Mandrel A
Ordering No. | Ø D | Ø C |
|---|---|---|
4080 0182 01 | 7 | 3.5 |
4080 0182 02 | 8 | 4.5 |
4080 0182 03 | 9 | 5.5 |
4080 0182 04 | 10 | 6.5 |
4080 0182 05 | 13 | 8.5 |
4080 0182 06 | 16 | 10.5 |
4080 0182 07 | 19 | 12.5 |
4080 0182 08 | 22 | 15.5 |
4080 0182 09 | 24 | 17.5 |
4080 0182 10 | 26 | 20.5 |
4080 0182 11 | 30 | 25.5 |
4080 0182 12 | 35 | 30.5 |
4080 0182 13 | 40 | 35.5 |
4080 0182 14 | 47 | 40.5 |
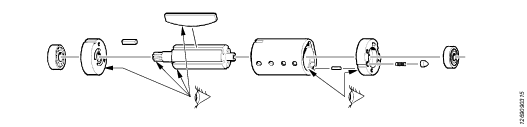
Inspection of Motor Parts
Assembling - According to Bäckströms Method
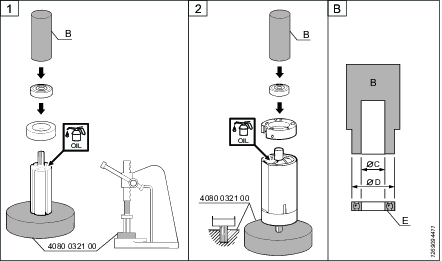
Service tools are also included in the Basic Service Tools set. For further information see ordering No. 9835 5485 00
Dismantling tool Mandrel B
Ordering No. | Ø D | Ø C |
|---|---|---|
4080 0567 04 | 12.5 | 5.2 |
4080 0567 11 | 14.5 | 6.5 |
4080 0567 01 | 15.5 | 5.2 |
4080 0567 05 | 18.5 | 6.2 |
4080 0567 02 | 18.5 | 8.2 |
4080 0567 06 | 21.5 | 7.5 |
4080 0567 03 | 21.5 | 8.2 |
4080 0567 07 | 25.5 | 10.5 |
4080 0567 08 | 27.5 | 12.5 |
4080 0567 09 | 31.5 | 15.5 |
4080 0567 10 | 34.5 | 18.5 |
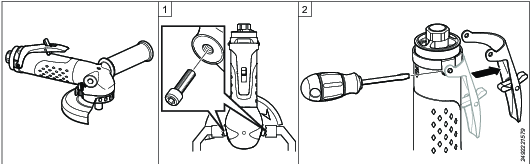
Lever Assembly Options
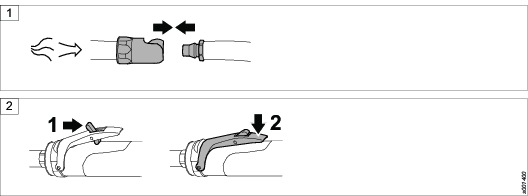
The lever can be turned from the top side to the underside of the tool.
Remove the support handle and attach two screws in the holes of the angle head.
Hold the tool by the screws using a vice.
Remove the lever using a slotted screwdriver.
Remove the trigger pin with bushing using a 10 mm socket.
Remove the adapter using a 21 mm socket.
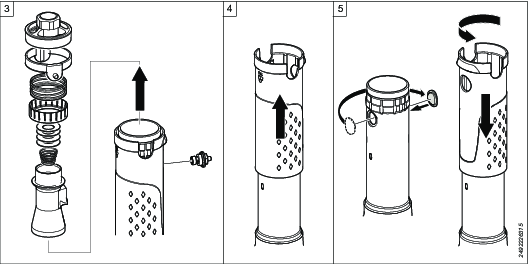
Remove the inlet/outlet parts.
Remove the insulation sleeve.
Move the cover to the opposite side of the casing
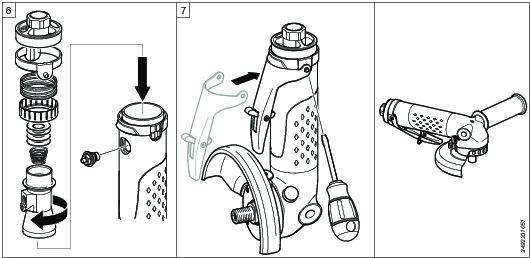
Put the insulation sleeve back in position and turn it to attach it to the casing.
Assemble the inlet/outlet parts.
Make sure the inlet is positioned correctly relative to the trigger pin bushing.
Apply Loctite to the bushing threads.
Attach the bushing loosely by hand.
Apply Loctite to the adapter threads.
Tighten the adapter using a 21 mm socket and torque wrench.
Tighten the trigger pin bushing using a 10 mm socket and a torque wrench.
Attach the lever in the opposite position.
Recycling
Environmental Regulations
When a product has served its purpose it has to be recycled properly. Dismantle the product and recycle the components in accordance with local legislation.
Batteries shall be taken care of by your national battery recovery organization.