生产策略
生产策略可分成三个主要类别:
在扭矩限值内拧紧:这是最简单的拧紧方法,在限值范围内施加扭矩就足够了。

扭矩与时间 A
扭矩上限
B
标称值
C
扭矩下限
在扭矩和角度限值内拧紧:这是一种更可靠的拧紧方式,因为在拧紧过程中使用了额外的信息(角度)。
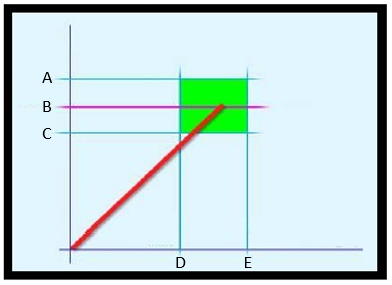
扭矩与角度 A
扭矩上限
B
标称值
C
扭矩下限
D
角度下限
E
角度上限
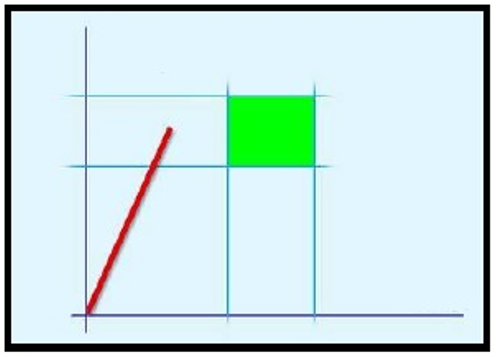
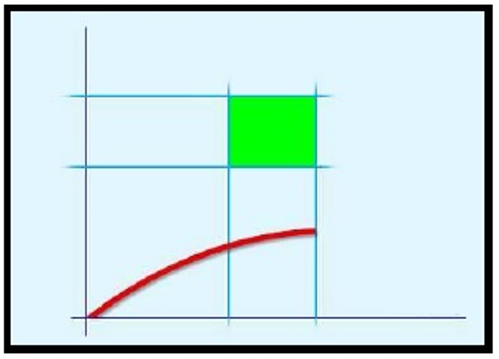
使用此方法,可以检测到接头上的潜在问题(请参阅以下示例):
扭矩正确,但角度太小:
|
|
|
|
通过扭矩和额外的角度旋转(扭矩+角度)拧紧:先将螺栓拧紧到一定的扭矩,然后再进一步拧紧到指定角度。目标是向螺栓施加压力使之超过屈服点。即使角度有差异,扭矩(导致夹紧力)也是相当可靠的。有时,接头是专门设计的,对接头的分析有助于确保应变远离断裂点。

扭矩与角度 拧紧至弹性极限(屈服点)拧紧螺栓,直到达到其弹性极限为止。需要每颗螺栓都达到其最大夹紧力时,可使用此方法。此方法在汽车工业中很少使用(例如:连杆)。它更常用于航空航天工业。

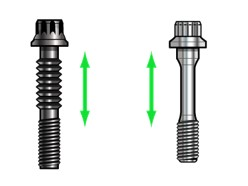 | 这些螺栓通常用于特殊应用,螺栓杆设计有特殊的薄截面可拉伸(这种螺栓起到精密弹簧的作用)。 |









































