扭矩(控制)/角度(控制)“与”
此策略引导操作员直接达到所需的目标扭矩和角度。
参数 | 描述 |
|---|---|
所需 TAG 号 | 必须在端头配件工具的 TAG 中写上一个特定的数字。 |
名称 | 拧紧程序的名称。 |
程序开始 | 拧紧操作开始时的扭矩值。 |
最小扭矩 | 扭矩下限。 |
扭矩最大值 | 扭矩上限。 |
最大扭矩限值 | 如果施加的扭矩达到此限值,则扳手显示屏上会显示消息更换螺钉。 |
目标扭矩 | 扭矩目标。 |
触发器扭矩 | 开始角度测量的扭矩值(通常设置为目标扭矩的 50%)。 |
最小角度 | 角度下限。 |
最大角度 | 角度上限。 |
目标角度 | 角度目标。 |
扭矩单位 | 此参数不可编辑。 |
重复拧紧角度限制 | 如果在指定角度内达到最小扭矩值,则扳手显示屏上将显示接头已拧紧消息。 |
停止条件 | 在扭矩峰值和角度峰值之间选择。 |
扭矩校正系数 | 当使用加长件时,可能会补偿扳手测量值,以显示更准确的扭矩值。如需计算校正系数,请参阅 。 当未使用加长件时,扭矩校正系数 = 1。 |
角度校正 | 当加长件导致扳手发生更大弯曲时,可能会补偿扳手角度测量值,以显示更准确的角度值。 当未使用加长件时,角度校正 = 0。 |
批次大小 | 批次将要执行的拧紧次数。 |
最大连续 NOK 次数 | 获得 OK 结果所接受的连续 NOK 数量。 |
结束循环时间 | 达到第三个百分比后,当扭矩低于程序开始值时开始。 |
棘轮作用时间 | 当扭矩低于程序开始值而未达到第三个百分比值时开始。此功能允许操作员在拧紧操作期间释放扭矩一段时间并进行休整。 |
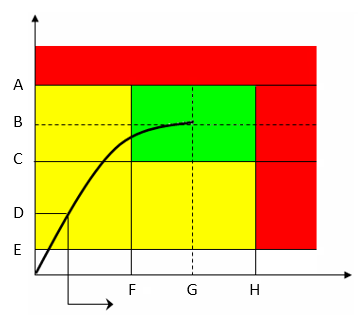
A | 扭矩最大值 | B | 目标扭矩 |
C | 最小扭矩 | D | 触发器扭矩 |
E | 程序开始 | F | 最小角度 |
G | 目标角度 | H | 最大角度 |
绿色区域表示 OK 结果区。
拧紧操作过程中,LED、蜂鸣器和振动将按如下方式激活:
LED:
白色 LED:当扭矩值超过 smartHEAD 的最小负载值时激活。
当达到为所用工具定义的三个阈值时,第一、第二和第三个径向梯度 LED 依次变绿。
如需了解更多信息,请参见 工具 LED。所有三个径向梯度 LED 均为绿色:扭矩介于最小扭矩和最大扭矩之间,角度介于最小角度和最大角度之间。
所有三个径向梯度 LED 均为红色:扭矩超过最大扭矩,或角度超过最大角度。
扭矩峰值:

扭矩与角度 A
扭矩最大值
B
目标扭矩
C
第二个百分比
D
第一个百分比
E
程序开始
F
目标角度
G
最大角度
角度峰值:
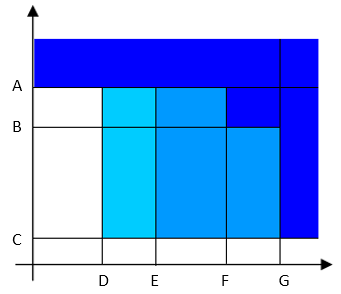
扭矩与角度 A
扭矩最大值
B
目标扭矩
C
程序开始
D
第一个百分比
E
第二个百分比
F
目标角度
G
最大角度
蜂鸣器:
当扭矩超过程序开始值时,蜂鸣声响起;当达到第一个百分比、第二个百分比、角度和目标值,以及最大扭矩时,信号增加。
如果在拧紧程序中指定了角度峰值,则蜂鸣器信号将监测角度而不是扭矩。
振动:
与第三个径向梯度 LED 一起启动。
扭矩/角度结果:
如果扭矩/角度未超过扭矩/角度限值,则在扭矩峰值或角度峰值处获取结果(根据拧紧程序中的规定)。
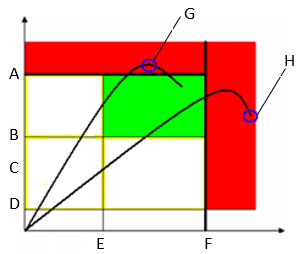
如果扭矩/角度超过限值,则按照以下方式获取结果:

扭矩与角度 A
扭矩最大值
B
最小扭矩
C
触发器扭矩
D
程序开始
E
最小角度
F
最大角度
G
当停止条件被设为扭矩峰值时,如果扭矩(或扭矩和角度)超过限值,则在扭矩峰值处获取结果。
H
当停止条件被设为扭矩峰值时,如果只有角度超过限值,则在角度峰值处获取结果。
扭矩与角度 A
扭矩最大值
B
最小扭矩
C
触发器扭矩
D
程序开始
E
最小角度
F
最大角度
G
当停止条件被设为角度峰值时,如果角度(或扭矩和角度)超过限值,则在角度峰值处获取结果。
H
当停止条件被设为角度峰值时,如果只有扭矩超过限值,则在扭矩峰值处获取结果。
拧紧操作结束时,LED、蜂鸣器和振动将按如下方式激活:
LED 根据为所用工具定义的“结果指示器”和“持续时间”的配置亮起。
如需了解更多信息,请参见 工具 LED。蜂鸣器:
两声蜂鸣声表示操作结束;如果最终结果位于红色区域,则信号持续。
若要使蜂鸣器停止,请重新开始拧紧操作或按下工具控制器上的按钮。
振动:
保持活动状态,直到所施加的扭矩被释放。









































