STRwrench Firmware (3.13)
はじめに
このセクションでは、製品に関する基本的な情報と、トピックで使用されている書式設定規則について説明します。
一般データ保護規則(GDPR)
この製品は、システムユーザー名、役割、IP アドレスなど、個人を特定できる情報を処理する機能を提供します。この処理機能の目的は、追跡可能性と正しいアクセス管理を通して品質管理を強化する可能性にあります。
ユーザーが個人データを処理する場合は、EU内での GDPR、その他の適用可能な法律、指令と規制などの遵守を含み、関連個人データ保護法を認識し、準拠する必要があります。Atlas Copco では、ユーザーによる製品の使用に一切の責任を負いません。
責任と警告
責任
動作環境における多くの事象が締め付けプロセスに影響を与える可能性があり、結果の検証が必要となります。適用規格および/または規制に準拠して、当社は、ここで、締め付け結果に影響を与える可能性のある事象があった場合に、導入したトルクおよび回転方向を確認いただくよう要請します。このような事象の例として、以下のものがありますが、これらに限定されるものではありません。
ツーリングシステムの初めての設置
部品バッチ、ボルト、ネジバッチ、ツール、ソフトウェア、構成または環境の変更
空気接続または電気接続の変更
ライン人間工学、プロセス、品質手順または慣行の変更
オペレーターの変更
締め付けプロセスの結果に影響を与えるその他の変更
以下について確認する必要があります。
影響のある事象によりジョイントの条件が変更されていないこと。
初めての機器の設置、メンテナンスまたは修理後に完了していること。
少なくともシフト毎に一回、または他の適切な頻度に行うこと。
警告
ユーザーガイドについて
このユーザーガイドでは、STRwrench ユーザー インターフェイスを使用して STRwrench をセットアップおよび構成する方法について説明します。
改訂履歴
リリース番号 | 改訂日 | 改訂の説明 |
|---|---|---|
3.13 | 06-2025 | 新しいコンテンツ:
更新されたコンテンツ:
|
3.11 | 02-2024 | 新しいコンテンツ:
更新されたコンテンツ:
|
3.10 | 09-2023 | 新しいコンテンツ:
更新されたコンテンツ:
|
3.9 | 03-2023 | 新しいコンテンツ:
更新されたコンテンツ:
|
3.8 | 06-2022 | 新しいコンテンツ:
|
3.7 | 02-2022 | 新しいコンテンツ:
|
3.6 | 06-2021 | 新しいコンテンツ:
|
1.0 | 03-2021 | 初版。 |
ターゲットグループ
このユーザーガイドは、ウェブユーザー インターフェイスを使用して STRwrench を構成または操作する人を対象としています。
前提条件
このユーザーガイドは、STRwrench ウェブユーザーインターフェイスの詳細に関心がある方に役立ちます。
本ユーザーガイドの技術的側面を完全に理解するために、次のことを推奨します。
締め付け技術に関する知識
Power Focus 6000 または Power Focus 4000 での作業経験
Power Focus 6000 と Power Focus 4000 のその他の詳細については、『ToolsTalk 6000 ユーザーガイド』と『Power Focus 4000 ユーザーガイド』を参照してください。
規約
ユーザーの皆様にさらにご理解いただけるように、本文書全体で特定のフォーマッティング規約を使用しています。使用される書式規則を以下に示します。
要素 | 表記 | 説明 | 出力 |
|---|---|---|---|
一般的な強調 | プログラム ワークスペース内。 | 特定のテキスト要素を目立たせる、またはハイライト表示します。 | 太字のテキスト |
グラフィカル ユーザー インターフェイス (GUI) 項目 | 機能ボタンを選択します。 | GUI の画面上にある項目に関する記載 (コマンド ボタン、アイコン名、フィールド名など)。 | 太字のテキスト |
グラフィカル ユーザー インターフェイス (GUI) パス > | 一般に、GUI の上部にあります。 | GUI 内の場所を追跡するナビゲーション補助。 | 例:コントローラ > プログラム > 編集 |
ユーザー入力 | プログラムの説明を入力します。 | ユーザーが入力する任意のテキスト。 | 太字のテキスト |
ファイル名 | エクスポートするファイル名を入力します。 | システムからエクスポートまたはインポートされたファイル。 | 太字斜体のテキスト |
変数およびパラメーターの名前 | エクスポートの名前を入力します。 | 変数名とパラメーター名 (値ではありません)。 | 斜体のテキスト |
変数およびパラメーターの値 | エクスポートの値を入力します。 | 変数とパラメーターの値。 | 太字大文字のテキスト |
システム出力 | Client.Domain.Models.ExportImportConfiguration | システムによって出力される任意のテキスト。 | 等幅のテキスト |
外部リンク | 文書または対象のコンテンツに関連する情報がある外部サイトへのリンク。これには、次のようなものがあります:
| 外部サイトへの選択可能なテキスト | |
内部ドキュメントへのリンク |
ある場合、これらのリンクはテキストの下に表示されます。 | 内部コンテンツへの選択可能なテキスト |
システム概要
製造システムは、図の機能ブロックで構成することができます。
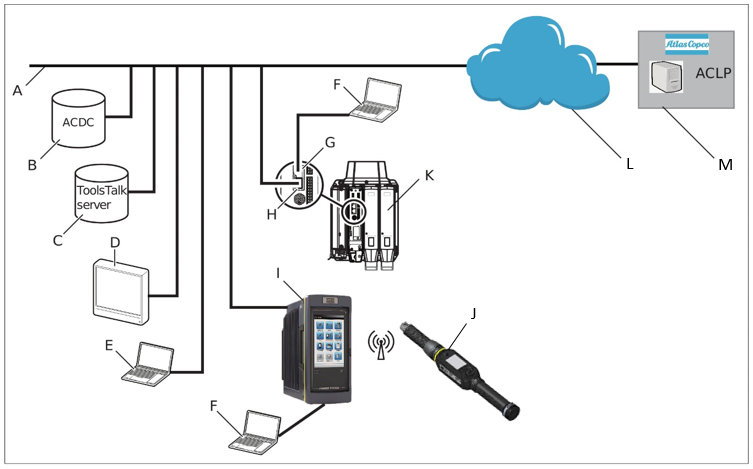
A | 工場ネットワーク 。 | H | コントローラ 工場ポート: 工場ネットワークに接続されています。 |
B | ACDC: 締付けの結果の保管と統計分析用。 | I | Power Focus 6000 / Power Focus 4000 コントローラー: 手持ち工具に使用します。 |
C | ToolsTalk 2 サーバー: コントローラーおよびツールの構成とパラメーター設定用。 | J | STRwrench: コントローラーとのワイヤレス接続を使用します。 |
D | 工業用 PC (IPC): ToolsTalk 2 および ToolsNet サーバー用クライアント端末として使用できます。 | K | PF6 Flex コントローラ: 固定工具と共に使用します。 |
E | 工場ネットワークに接続されたポータブル コンピューター ToolsTalk 2 および ToolsNet サーバー用クライアント端末として使用できます。 | L | インターネットクラウド。 |
F | サービス コンピューター: コントローラーまたは STRwrench のサービスポートに接続できます。 | M | Atlas Copco Licensing Portal (ACLP):Atlas Copco にあり、Functional Management System (FMS) のライセンスされた機能へのサポートを提供します。 |
G | コントローラ サービスポート サービス コンピューターの接続にも使用できます。 |
ユーザーインターフェイス
ホームメニュー
ホームメニューには次の項目が含まれています。
メニュー項目 | 説明 |
|---|---|
 | 締め付け [締め付け] メニューには、ツールに保存されている既存の締め付けプログラムのリストが表示されます。各プログラムを選択すると、選択した締め付けプログラムのパラメーターの構成と設定のための異なるメニューが開きます。 |
 | バッチシーケンス バッチシーケンスは、様々な組み合わせにおける 1 つ以上の反復締め付けプログラムです。バッチシーケンスが作成され、バッチシーケンスメニューで構成されます。 |
 | ソース [ソース] メニューでは、異なるハードウェアのデジタル入力を通して、バッチシーケンスなどの締め付けプログラムの選択を管理する利用可能なオプションをリスト表示します。 |
 | 構成 このメニューでは、次の構成が可能です:
|
 | 統合コントローラーツール このメニューには、次のような項目が含まれます:
|
 | レポート 最新のイベントを表示します。 |
 | 設定 このメニューは、次のような特定の設定をセットアップするために使用されます:
|
 | ライセンス契約 このメニューには、現在のライセンスステータスとライセンスソースの概要が表示されます。 |
アイコン
次の表は、ユーザーインターフェイスで使用できるアイコンとボタンの概要を示しています:
アイコン | 名称 | 説明 |
|---|---|---|
 | 戻る | 前の表示に戻ります。 |
 | ホーム | ホーム画面に移動します。 |
 | 結果を表示 | ライブ結果画面に移動します。 |
 | 南京錠 | PIN コードのダイアログボックスを開きます。 |
 | イベント | 最新の締め付けイベントを表示します。設定メニューのイベント構成に表示するイベントを定義します。 |
 | 検証 | ツール値に対して締め付けパラメーターを検証します。 |
 | 追加 | 項目を追加します。 |
 | 削除 | 項目を削除します。 |
 | プロトコルのステータス | ステータスプロトコル ポップアップウィンドウを表示します。このウィンドウには、開いているプロトコル情報とサーバー接続ステータスが表示されます。 |
 | 備考 | パラメーターが正しく構成されていないことを示す記号。 |
インストールとアップグレード
このセクションでは、製品の初期インストールや、バージョンを別のバージョンにアップグレードする際に役立つ情報を見つけることができます。
インストールの制限事項
ウェブブラウザの要件
STRwrench ウェブユーザーインターフェイスには、以下のウェブブラウザが推奨されます:
Firefox
Google Chrome
Microsoft Edge
ライセンス
機能のライセンスは、機能管理システム (FMS) を通じて管理されます。これにより、お客様は動的ライセンス方式を介して、ツール機能を特定のニーズに合わせて調整できます。
ライセンスは、個々の機能または機能の集合に対して取得することができ、複数のバーチャルステーションに展開することができます。ライセンスは不要になったときにプールに戻すことができます。
ライセンスは、アトラスコプコのライセンスポータル (ACLP) からダウンロードし、ToolsTalk を通じて管理または配布できます。また、FMS ポータブル (USB ドライブ) に保存してツールに挿入することもできます。
なお、ACLP における顧客アカウントの作成と管理について、このマニュアルでは扱っていません。詳細については、最寄りのアトラスコプコの代理店までお問い合わせください。
ライセンスには3種類あります。
仮想ステーションタイプ
1つのパッケージにまとめられた一定の機能群。仮想ステーションタイプのライセンスは、使用可能なプログラムとシーケンスの数、使用可能な締め付け戦略、実行可能なレポートの種類など、その他多数を決定します。各仮想ステーション タイプに含まれる機能は、相互に組み合わせて使用されることが多い機能、またはパッケージ内の他の機能の存在を必要とする内部依存関係を持つ機能です。仮想ステーションタイプのライセンスは、仮想ステーションに完全に割り当てられます。仮想ステーションは仮想ステーションタイプに含まれるすべての機能を活用することができます。締め付けを行うためには、仮想ステーションに仮想ステーションタイプライセンスを割り当てる必要があります。ライセンスの種類によって、さまざまな締め付けオプションが有効またはブロックされます。
バーチャルステーション機能
個々の機能は、バーチャルステーションタイプのライセンスを補完する単一のライセンスとして購入できます。
コントローラ機能
締め付けを実行するには、統合コントローラーライセンスをツールに保存する必要があります。(スタンドアロンライセンスが仮想ステーションに割り当てられている場合は適用されません。)
STRwrench ファームウェアには次の 2 つのクラスのライセンスがあります:
STRwrench 統合コントローラーの生産ライセンス。これにより、以下の戦略が有効になります:
トルク。
トルク (制御) / 角度 (監視)。
トルク (監視) / 角度 (制御)。
トルク (制御) /角度 (制御) または
トルク (制御) /角度 (制御) および
緩め。
降伏点。
STRwrench 統合コントローラー品質ライセンス。これにより、以下の戦略が有効になります:
残留トルク/角度。
残留トルク/ピーク。
1 つのライセンスクラスを仮想ステーションタイプとしてインストールし、もう 1 つのライセンスクラスを仮想ステーション機能としてインストールすることで、STRwrench ファームウェアで使用可能なすべての戦略を有効にすることができます。
ライセンスソース
ツールで使用されるライセンスは、複数の異なるソースから取得できます。同時ソースの数は 10 に制限されています (10 個の FMS ポータブルソース、または 9 個の FMS ポータブルソースに加えて 1 個のライセンスサーバー (TT2))。ソースの制限 (10) に達したときにソースからライセンスを追加する場合は、一方のソースからのすべてのライセンスをツールから削除して、もう一方のソースからのライセンス用のスペースを確保する必要があります。
[ソースの概要] タブ ([ライセンスの割り当て] > [ソースの概要]) は、ツールにインストールされているライセンスの概要と、そのライセンスがインストールされた場所を示します。最大 10 個の異なるソースをここに表示することができ、それぞれが FMS P (FMS Portable、またはドングル用)、またはライセンスサーバー (TT2) で指定されます。
ライセンスソースを選択すると、そのソースの詳細なライセンスソース情報が表示されます。ソース名と種類、および各カテゴリのライセンスの数と種類 (仮想ステーションの種類、仮想ステーション機能、およびコントローラ機能) が一覧表示されます。
締め付けプログラムの設定など、ライセンスがインストールされていない場合でも、ライセンスによって管理される機能の構成を行うことができます。これらの機能をツールまたは仮想ステーションに割り当てることも可能です。ただし、有効なライセンスなしで機能を実行するには、適切なライセンスをインストールする必要があります。
ライセンスの適用は 2 つの段階、割り当てとランタイム (トリガー押下) で実行されます。ライセンスがインストールされていない機能が仮想ステーションに割り当てられている場合、ユーザー インターフェイスのツールまたはタスク セクションに警告メッセージが表示されます (不足しているものによって異なります)。ライセンスがインストールされていない機能が開始された場合、ユーザーにどのライセンスが不足しているかを通知するイベントが表示されます。正しいライセンスがインストールされていない場合、続行することはできません。ライセンスされていない機能を実行すると、ほとんどの場合、ツールがロックされます。
Product Essentialsチュートリアル
https://www.youtube.com/watch?v=HanD0wI-w9k
ツールにライセンスをインストールする
ライセンスソースは 1 つのライセンスサーバー (TT2) と9つの FMS ポータブル (USB ドングル) に同時に制限されることにご注意ください。ライセンスは、サーバー (ToolsTalk 2) またはFMSポータブル経由でインストールされます。ライセンス ソースの制限に達した場合、別のソースからのライセンスを追加するために、1つのソースからのすべてのライセンスをツールから削除する必要があります。
既存のライセンスは、2時間ごとにライセンスサーバーに対して照合されます。14日に期間、ライセンスサーバーからの応答が取得できない場合、対応するライセンスは取り消されます。ライセンスの有効期限が近づくと、ユーザーにも警告が表示されます。ライセンスの有効期限の7日前になると、2時間に1回警告が表示されます。ライセンスが更新されないとライセンスは失効し、対応する機能はもはや利用できなくなります。
サーバーからライセンスをインストールする
サーバーベースのライセンスは ToolsTalk2 を通じて配布されます。サーバーライセンスのインストール方法については、『ToolsTalk2 ユーザーガイド』を参照してください。
ToolsTalk2 を使用してライセンスをインストールできるようにするには、ツールで正しいライセンスサーバー設定を構成する必要があります。
ホームメニューの [設定] に移動し、左側のペインで [サーバー接続] を選択します。
アトラスコプコ ライセンスマネージャーフィールドで、スイッチを[オン]に設定します。
正しいサーバーポートとサーバーホスト IP アドレス (通常は ToolsTalk 2 の IP アドレスと同じ) を挿入します。
[適用] を選択します。
FMS ポータブル (USB ドングル) からライセンスをインストールする
機能管理システム (FMS) は、特殊なFMSポータブルデバイスを使用して、ツールとの間で機能を転送します。USB フラッシュドライブには、汎用メモリ領域とツール内のライセンスマネージャーのみがアクセスできる信頼できる記憶領域の両方が含まれています。購入した機能項目は、アトラスコプコから汎用領域にダウンロードされます。ライセンスマネージャーを使用してツールに FMS ポータブルを初めて挿入すると、ファイルが検出されてデコードされ、機能アイテムはライセンスマネージャーからのみアクセス可能な信頼できるストレージ領域に転送されます。
USB アダプターケーブルで USB ドングルをツールに接続します。

ライセンスをインストールする前に、ツールに工場ネットワークへのワイヤレス接続がセットアップされていることを確認してください。
USB ライセンス管理 ウィンドウが表示されます。[プール] 列には、すべてのソースからのツールのライセンス数の合計が表示されます。[FMS P で使用可能]列には、このドングルで使用可能なライセンスが表示され、他方、[このFMS P から]列には、この特定の FMS P からこのツールに移動されたライセンスの数が表示されます。
ツールから、インストールするこのライセンスの横にある左向きの矢印を選択します。
[FMS Pで使用可能]列の数値が1つ分減少し、[このFMS Pから]列の数値が1つ分増加します。
ツールからライセンスを削除する
サーバーにインストールされているライセンスの削除
サーバーにインストールされたライセンスを削除する手順については、『ToolsTalk2 ユーザーガイド』を参照してくだ。
FMS ポータブルにインストールされたライセンスの削除
USB アダプターケーブルで USB ドングルをツールに接続します。
ライセンスを削除する前に、ツールに工場ネットワークへのワイヤレス接続がセットアップされていることを確認してください。
USB ライセンスマネージャーウィンドウが表示されない場合は、ホームメニューの [ライセンス割り当て] に移動します。
ウィンドウの右上にある USB アイコンを選択します。USBライセンスマネージャーダイアログボックスが表示されます。
ツールから削除するライセンスの横にある、右向きの矢印を選択します。
この仮想ステーションに割り当てられているライセンスは、ツールから削除することができます。ただし、その結果、仮想ステーションは使用できません。
アップグレード
ファームウェアのバージョン
ツールには 2 つのファームウェア バージョンを同時にインストールできます。ファームウェアの 2 番目のバージョンをインストールすると、複数のツールをアップグレードする場合に便利です。更新されたファームウェアへの製造の切り替え準備が整ったら、新しいバージョンの有効化は、STRwrench ウェブユーザー インターフェイスから行います。
ファームウェアのバージョンを変更しても、ツールの構成や締め付けプログラムは転送されません。
ソフトウェアの有効化
ツールには、インストール済みファームウェアバージョンを 2 つ保存することができます。ソフトウェアの有効化を使用すると、どのファームウェアのバージョンを使用するか選択できます。
手順全体を通して、必ずバッテリーをツールに接続したままにしておいてください。
ホームメニューの [内蔵コントローラーツール] に移動し、左ペインで [ソフトウェア] を選択します。
[ソフトウェアのアクティベーション]ウィンドウで[現在]または[保存済み]を選択します。
ツールは自動的に再起動され、アクティベーションが有効になります。
ソフトウェアバージョンの更新
手順全体を通して、必ずバッテリーをツールに接続したままにしておいてください。
インストールするソフトウェアパッケージがツールのハードウェアと互換性がない場合、ソフトウェアの更新はキャンセルされます。ハードウェアのどの部分がキャンセルの原因になったかを示す警告メッセージが表示されます。
現在のツール ハードウェアに関する情報については、[統合コントローラーツール] > [ハードウェア]をご覧ください。
[統合コントローラーツール]メニューに移動し、左ペインで [ソフトウェア] を選択します。
[ソフトウェア更新] フィールドに移動し、[参照] を選択します。
該当するソフトウェアで zip ファイルを参照、選択して、指示に従ってインストールを終了してください。
コントローラー アプリケーションが繰り返し起動に失敗した場合、コントローラーはレスキューモードで起動します。レスキューモードでは、新しいファームウェアをインストールできます。レスキューイメージはソフトウェアアップデートとともに配布され、新しいレスキューイメージが存在する場合は更新できます。
レスキューイメージの更新中は、システムの電源を切らないでください。更新を開始すると、システムが再起動します。
Product Essentialsチュートリアル
https://www.youtube.com/watch?v=-Vq6uKaKfcA
レスキューモード
再起動に 3 回失敗すると、ツールはレスキューモードに入ります。このモードでは、ファームウェアの更新やディスク管理を行うことができます。
ツールをPCのUSBポートに接続します。ウェブブラウザを開き、アドレス 169.254.1.1 を入力します。
レスキューモードのユーザーインターフェイスで、[ソフトウェア更新] タブに移動します。
更新するファイルシステムを選択し、正しいファイルを参照します。
[更新] ボタンを選択します。
[電源] タブに移動し、システムを再起動します。
ツールをPCのUSBポートに接続します。ウェブブラウザを開き、アドレス 169.254.1.1 を入力します。
レスキューモードのユーザーインターフェイスで、[ディスク管理] タブに移動します。
必要に応じて、[ファイルシステムの修復] または [データの消去] を選択します。
[送信] ボタンを選択します。
[電源] タブに移動し、システムを再起動します。
設定
このセクションでは、製品設定を作成、変更、および確認する方法の詳細について説明します。
構成オプション
ツールの構成およびセットアップは次のように行う必要があります:
STRwrench ウェブユーザー インターフェイス: ツールは、USB ケーブルを介して PC に直接接続できます。ツールがネットワークに接続されており、その IP アドレスがわかっている場合、ネットワーク上のどこからでもアクセスできます。
コントローラー: これは Power Focus 6000 および Power Focus 4000 コントローラーに適用されます。コントローラーはネットワークに接続されているかどうかにかかわらず構成できます。
このユーザーガイドは、STRwrench ウェブユーザーインターフェイスについて説明します。Power Focus 6000 と Power Focus 4000 の情報については、『ToolsTalk 6000 ユーザーガイド』と『Power Focus 4000 ユーザーガイド』を参照しください。
はじめに
システムの概要をよりわかりやすく説明するために、このセクションでは、STRwrench と STRwrench ウェブインターフェイスの使用を開始するために必要な基本的な手順を説明するクイックガイドを提供します。このセクションでは、システムのすべての機能について説明するのではなく、最も基本的な機能に焦点を当てています。
ツールを PC に接続し、ウェブユーザーインターフェイスにアクセスします。ツールと Power Focus 間のワイヤレス接続をセットアップします。
Power Focusで、例えば、目標角度と目標トルクといった締め付けに関連するすべてのパラメーターが含まれている締め付けプログラムを定義します。
該当する場合は、バッチシーケンスを作成します。一連の締め付けプログラムとして動作するバッチシーケンスには、1 つ以上の締め付けプログラムが追加できます。バッチシーケンスは、例えば、締め付けプログラムによる特性の締め付け数、または異なる締め付けプログラムのシーケンスが可能です。
仮想ステーションにツールとタスクを割り当てます。タスクは、締め付けプログラム、バッチシーケンス、または指定されたデジタル入力 (例えば、バーコードスキャナーから) のいずれかが可能です。
STRWrench ウェブインターフェイスへのアクセス
ツールの USB 接続ポートのカバーを取り外します。
ツールを PC の USB ポートに接続します。
ウェブブラウザを開き、アドレス 169.254.1.1 を入力します。
該当する場合は、バッチシーケンスを作成します。
締め付けプログラムの作成
ホームメニューの [締め付け] に移動します。
プラスアイコンを選択します。
[操作モードの選択] ウィンドウで、[締め付け] を選択します。
[プロパティ] ウィンドウを開き、特定のツールの有効な最大トルク限度を入力します。Enter を入力します。プロパティウィンドウを閉じます。
右側のステップペインを開き、ステップをドラッグ アンド ドロップして締め付けプログラムを作成します。
必要に応じて各ステップの監視と制限を設定し、Enter キーを押します。
タスクを仮想ステーションに割り当てる
ホームメニューの [統合コントローラーツール] に移動します。
[仮想ステーション] > [タスク] で、[タスクの選択] を選択します。
リストから [締め付けプログラム] を選択します。
デフォルトのポート
機能 | デフォルト ポート番号 | 向き | 設定可能 | プロトコル |
ToolsTalk2 | 4551 | 出 | はい | TCP |
Toolsnet8 | 4552 | 出 | はい | TCP |
AC ライセンスマネージャー | 7070 | 出 | はい | TCP |
Power Focus (出) | 6677 | 出 | PF4000 のみ | UDP |
Power Focus (入) | 16000 | 入 | なし | UDP |
QAInspector | 6688 | 入 | なし | TCP |
オープンプロトコル | 4545 | 出 | はい | TCP |
QATcalibrator | 60000 | 入 | なし | TCP |
リモートロギング | 514 | 出 | はい | TCP/UDP |
[締め付け]タブの使用
このセクションでは、マルチステップ締め付け戦略と締め付けプログラムの作成方法について説明します。
一部の機能には、機能管理システム (FMS) を通じて配布されるライセンスが必要です。特定のライセンスなしで機能の構成は可能であるのに対して、これらの機能の割り当てと使用には、ツールに正しいライセンスがインストールされている必要があります。
マルチステップ締め付け戦略
マルチステップ締め付けとは、複数のステップで行われる締め付けです。ステップ数およびステップのタイプは、行われる締め付けに応じて異なります。マルチステップ締め付けプログラムは、監視機能と制限を含む、高度な設定が可能です。マルチステッププログラムには、合計3のステップを追加できます。
制限は、予期しない事態が発生した場合に確実に締め付けを停止させるために使用します。これらの制限では、例えば、最大トルク設定に達していないかどうか、またはマルチステップ締め付けの一部の実行に時間がかかりすぎないかどうかをテストできます。各ステップには、それぞれ最大 4 つの制限を設けることができます。各ステップには必須ステップ制限とオプションのステップ制限があります。必須制限は、新しいステップをマルチステッププログラムにドラッグすると設定されます。
モニターは、締め付けが仕様に従って行われたかどうかを確認するために使用します。例えば、角度制限やトルク制限などの確認が可能です。各ステップには、それぞれ最大 8 つのモニターを設けることができます。各ステップには必須ステップモニターとオプションのステップモニターがあります。必須のモニターは、新しいステップをマルチステッププログラムにドラッグするときに含まれます。
マルチステップ構成可能なユーザーインターフェイス
グレー表示されている締め付けプログラムやマルチステッププログラムは、 ToolsTalk から配布されているグローバルプログラムであることを示しています。これらのプログラムはコントローラーの GUI を通じて変更できません。グローバルプログラムは、ToolsTalk を通じてのみ変更できます。詳細については、ToolsTalk ユーザードキュメントを参照してください。
マルチステッププログラムを構成するためのユーザーインターフェイスは、主に次の 3 つの領域に分けることができます。
上部には、マルチステップ締め付けプログラムのプロパティのドロップダウンメニューがあります。ここでは、プログラム名、全体のプログラムモニター、検証などの一般的なプロパティが設定できます。
右側には、マルチステッププログラムを構築するために使用できるステップ、モニター、制限を含む 3 つのタブがあります。項目を使用するには、該当するタブを選択し、リスト中の項目を締め付けエリアにドラッグします。機能に合わせて、項目をプログラムの開始と終了の間にドロップする (ステップの場合) か、特定のステップの上にドロップ (モニターと制限の場合) します。
インターフェイスの主なエリアは締め付けエリアで構成されています。ここには、締め付けプログラムのすべてのステップが含まれます。
マルチステッププログラムの追加
ホームビューで、[締め付け]タブを選択します。次に、左側で [マルチステッププログラムライブラリ] を選択します。
GUIの右上隅にある「プラス」アイコンを選択します。次に、必要なプログラムの種類 (締め付けまたは緩め) を選択します。
締め付けステップ、モニター、制限を締め付け領域にドラッグアンドドロップします。
ステップはプログラムの開始点と終了点の間にのみ配置でき、モニターと制限はステップにのみ配置できます。
機能
説明
開始点と終了点

マルチステッププログラムの開始点と終了点。すべてのステップは、この 2 つの点の間に配置する必要があります。
ステップの追加

リストからステップをドラッグし、開始点と終了点の間の希望する場所にドロップします。
ステップの移動

ステップをクリックしたままで、希望する場所に移動します。
ステッププロパティの表示

ステップをクリックするとプロパティが表示されます
ステッププロパティを閉じる

締め付けエリア内をクリックすると、プロパティメニューが閉じます
ステップの削除

ステッププロパティを開いて、メニューの下部で削除をクリックします
制限/モニターの追加

リストから制限/モニターをドラッグし、適切なステップ上にドロップします。
制限/モニターの移動

アイコン (モニターにはチェックマーク、制限には停止記号) をクリックしてドラッグし、適切なステップ上にドロップします。
制限/モニタープロパティの表示

制限/モニターアイコンをクリックすると、プロパティメニューが表示されます
制限/モニタープロパティを閉じる

締め付けエリア内をクリックすると、プロパティメニューが閉じます
制限/モニターの削除

制限/モニタープロパティを開いて、メニューの下部で削除をクリックします
ステップエラー

ステップで検証エラーが発生すると、そのステップがマークされます。ステッププロパティを開くと、エラーを発生させたパラメータもマークされます。
モニター/制限エラー

モニターまたは制限で検証エラーが発生すると、そのモニターまたは制限がマークされます。モニター/制限プロパティを開くと、エラーを発生させたパラメータもマークされます。
禁止されている配置

特定の配置 (ステップ、モニター、制限) が許可されていない場合、プレースホルダーアイコンは表示されません。
マルチステッププログラムの削除
締め付けメニューで、マルチステッププログラムライブラリをクリックします。
リストから、削除するマルチステップ締め付けプログラムをクリックします。
プログラムの左下で削除をクリックします。
ポップアップウィンドウではいをクリックして、選択を確認します。
締め付けプログラムのプロパティ
一般設定
パラメーター | 説明 |
|---|---|
名称 | マルチステッププログラムのユーザ定義名。 |
スレッド方向 | 時計回りまたは反時計回りのネジ方向 |
プログラム開始 | 結果を生成するためのトルクレベルを設定します。空白の場合、ツールが起動するたびに結果が生成されます。設定する場合は、結果は設定したトルクレベルからのみ生成されます。 |
トレース構成
トレース構成は、プログラムレベルまたは各ステップで行うことができます。デフォルトの構成はプログラムレベルで設定され、必要に応じて各ステップで上書きできます。
ここで、この機能を有効にすると、構成をプログラムレベルで実行できます。
パラメーター | 説明 |
|---|---|
有効 |
|
サンプル時間 | ドロップダウンリストからサンプル時間を選択します (1〜1000ミリ秒) 。 |
このトレース記録では、サンプルレートはすべてのステップで同じではなく、サンプルレートは各ステップの構成に依存します。つまり、トレースはステップごとに1つのトレースに分割されます。
トレース内のサンプルの最大数は4096です。
締め付けによって4096個を超える値が生成される場合、ダウンサンプリングが実行されます。これは、締め付け全体から1秒おきのトレースサンプルを削除し、半分の分解能で記録を続行することによって行われます。このプロセスは、4096のサンプル制限に達するたびに繰り返されます。
合計で2048個以上が記録された場合、このプロセスにより、2048~4096個のサンプルがトレースされます。
4096 のサンプル個数の制限に達すると、設定されたトレースサンプル倍数に従わなくなります。代わりに、ダウンサンプリングが行われた回数に応じて、サンプル倍数が2倍または4倍などとなります。ただし、すべてのステップがダウンサンプリングされるため、ステップ間の関係は変わりません。ステップが別のステップと比較して2倍のサンプル時間で構成されていた場合でも、ダウンサンプリングが何回行われたかにかかわらず、最終トレースではこのサンプル時間が引き続き適用されます。
4096を超える個数のサンプルが記録された場合、構成されたトレースサンプル倍数に従わなくなります。代わりに、ダウンサンプリングが行われた回数に応じて、サンプル倍数はが2倍または4倍などとなります。ただし、すべてのステップがダウンサンプリングされるため、ステップ間の関係は変わりません。ステップが別のステップと比較して2倍のサンプル時間で構成されていた場合でも、ダウンサンプリングが何回行われたかにかかわらず、最終トレースではこのサンプル時間が引き続き適用されます。
確認
締め付けプログラムの構成中、入力された値はツール容量値と比較され、パラメータが選択された限度範囲外になることを防ぎます。多数の異なるツールが使用される場合、ユーザー定義の最大値が便利です。
パラメーター | 説明 |
|---|---|
ツール値に対する検証 | オン: 入力された値がツールの能力値と比較されます。 オフ: 検証は実行されません。 |
ツール | 値を比較する対象のツールが表示されます。 |
最大トルク | ユーザーはシミュレートされたツールと値を比較できます。 |
締め付けステップ
締め付けステップ、モニター、および制限を使用できるかどうかは、コントローラにインストールされているライセンスによって異なります。
一般パラメーター
以下のステップ パラメータは多数のステップタイプで共通です。パラメータは、締め付けプログラムでステップを選択するときに表示されるステッププロパティウィンドウで設定しす。
パラメーター | 説明 |
|---|---|
名称 | ステップの名前。 |
ステップカテゴリ | ステップカテゴリを選択すると、NG 締め付けが、関連する詳細ステータスと該当するマルチステップエラー情報を示してイベント結果ビューにリスト表示されます。 |
TM - トルクに合わせた手動の締め付け
このステップでは、目標トルクに達するまでユーザーをガイドします。
パラメーター | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
終了ステップ時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがランダウン完了トルクを下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがランダウン完了トルクを下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
AM - 手動で角度に合わせて締め付け
このステップでは、目標角度に達するまでユーザーをガイドします。目標角度は、トリガートルクから測定されます。
パラメーター
パラメーター | 説明 |
|---|---|
目標角度 | 目標の角度。> 0 であること。 |
角度検索制限 | 角度モニターの停止条件がピーク角度に設定されている場合、結果は、測定された角度ピークから逆の順に、ここで定義された角度枠内の最大トルクで取得されます。最大値は 4°です。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがランダウン完了トルクを下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがランダウン完了トルクを下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
AM - 手動で角度に合わせて緩め
このステップでは、目標角度に達するまでジョイントを緩めるユーザーをガイドします。目標角度は、トリガートルクから測定されます。
パラメーター
パラメーター | 説明 |
|---|---|
目標角度 | 角度目標値 目標角度 = 0 の場合、トルク値がプログラム開始値を下回ると、緩めが停止します。 |
終了サイクル時間 | トルクが目標角度に到達した後、トルクがランダウン完了トルクを下回った時点で開始します。 |
ラチェット時間 | トルクが目標角度に到達せず、トルクがランダウン完了トルクを下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
T&AM - 手動でトルクと角度に合わせて締め付け
このステップでは、目標トルクと目標角度の両方に達するまでユーザーをガイドします。目標トルクと目標角度は 0 より大きい数値に設定する必要があります。
パラメーター | 説明 |
|---|---|
目標トルク | > 0 であること。 |
目標角度 | > 0 であること。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがランダウン完了トルクを下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがランダウン完了トルクを下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
T|AM – 手動でトルクまたは角度に合わせて締め付け
このステップでは、目標トルクまたは目標角度のいずれかに達するまでユーザーをガイドします。目標トルクと目標角度は 0 より大きい数値に設定する必要があります。
パラメーター | 説明 |
|---|---|
目標トルク | > 0 であること。 |
目標角度 | > 0 であること。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがランダウン完了トルクを下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがランダウン完了トルクを下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
YM - 手動で降伏点に合わせて締め付け
このステップでは、ジョイントの降伏点に達するまでユーザーをガイドします。
パラメーター | 説明 |
|---|---|
目標角度 | > 0 の場合、降伏点を検出した後、角度が目標角度の値に達するまで操作が継続されます。 = 0 の場合、降伏点が検出されると稼働は停止します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがランダウン完了トルクを下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 既定値: 5 秒。 最小値: 0.1。最大値: 30 秒 |
線形勾配係数 | 曲線の線形部分のジョイント剛性を定義します。これはトルク/角度勾配を意味し、Nm/°で測定されます。 既定値: 0.5。最小値: 0.1 (比率が 0.1 未満の非常に柔らかいジョイントにも適しています)。 選択した測定単位が Nm と異なる場合は、線形勾配係数を常に Nm/°に変換する必要があります。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
RTP - 残留トルク/ピーク
このステップでは、ネジをさらに回転させるために必要なピークトルクを検出することにより、ジョイントの残留トルクを測定するようにユーザーをガイドします。
パラメーター | 説明 |
|---|---|
目標角度 | = 0 の場合、角度値に関係なく、残留トルクの結果は検出されたピークトルク値になります。 > 0 の場合、残留トルクの結果は、ピーク トルク値を取得する代わりに、指定された目標角度値 (トリガー トルクから開始) で測定されます。 |
トリガートルク | 角度測定を開始するトルク値を定義します (通常は目標トルクの 50% に設定されます)。 トリガートルク = 0 の場合、その値は自動的に smartHEAD 最小トルク値に設定されます。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがランダウン完了トルクを下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 既定値: 5 秒。 最小値: 0.1。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
RTA - 残留トルク/角度
このステップでは、トルク/角度トレースの残留点を検出することにより、ジョイントの残留トルクを測定するようにユーザーをガイドします。
パラメーター | 説明 |
|---|---|
残留角度のしきい値 | 残留トルクがブレークアウェイポイントより小さい場合の残留トルクの最大角度 (トリガートルクから測定)。 |
ブレークアウェイ角度のしきい値 | 残留トルクの最大角度 (トリガートルクから測定)。 |
トリガートルク | 角度測定を開始するトルク値を定義します (通常は目標トルクの 50% に設定されます)。 トリガートルク = 0 の場合、その値は自動的に smartHEAD 最小トルク値に設定されます。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがランダウン完了トルクを下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 既定値: 5 秒。 最小値: 0.1。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
ステップモニター
締め付けステップ、モニター、および制限を使用できるかどうかは、コントローラにインストールされているライセンスによって異なります。
ステップモニターは、角度制限やトルクなど、指定に従って締め付けが達成したことを検証する際に使用されます。各ステップには必須ステップモニターとオプションのステップモニターがあります。必須のモニターは、新しいステップをマルチステッププログラムにドラッグするときに含まれます。オプションのモニターは柔軟に設定でき、必要に応じてマルチステッププログラムに配置できます。各ステップには、それぞれ最大 8 つのモニターを設けることができます。
次のモニターは、マルチステップ締め付けプログラムに追加されているすべてのステップに自動的に追加されています。
ステップモニター | 適用可能なステップ |
|---|---|
角度 | すべて |
トルク | すべて |
A – 角度
このステップモニターは、監視中に達した最大角度を測定し、それが上限と下限の間にあることを確認します。角度の測定は、モニターの開始時、または指定されている場合は、モニター中に初めてトルクがトリガートルクを通過する時点から開始されます。
パラメーター | 説明 |
|---|---|
停止条件 | 停止条件には次の 2 つのタイプがあります: ピーク角度、ピークトルクでの角度 (デフォルト)。 |
トリガートルク | 角度の測定は、このトリガから開始します。 |
下限 | 最小許容角度 |
上限 | 最大許容角度 |
LD - 緩め検出
このモニターでトルクと方向を確認して、緩めの試行が行われたかを確認できます。かけられたトルクが、プログラムで構成されたねじ方向と反対方向の緩め制限に対して設定された値を超えた場合、結果はNGとして報告されます。
T - トルク
このステップモニターは、監視中に達した、過負荷を含む最大トルクを測定し、それが上限と下限の間にあることを確認します。
パラメーター | 説明 |
|---|---|
停止条件 | 停止条件には次の 2 つのタイプがあります: ピークトルク (デフォルト)、ピーク角度でのトルク。 |
下限 | 最低許容トルク |
上限 | 最高許容トルク |
PrT - プリベリングトルク
監視は、締め付けの絶対ピークトルク値からプリベリングトルク値を差し引くために、定義された角度枠の長さにおけるプリベリングトルク値を計算します。
角度枠の長さは、システムがリアルタイムで自動的に計算する着座点から、逆方向に測定された開始角度距離で設定された角度から始まります。プリベリングトルク値は、この範囲内で計算されます。その後、角度枠は、枠の長さで設定された角度の度数だけ反対方向に測る範囲を定義します。計算されたプリベリングトルク値は、締め付け操作用に設定された使用値に従って枠の長さの間に測定された平均トルク値かピークトルク値のいずれかになります。補正がオンに設定されている場合、計算されたプリベリングトルク値が絶対ピークトルク値から減算され、トルクのピーク値とプリベリングトルク値の差がトルクの最終結果値となります。
パラメーター | 説明 |
|---|---|
遅延監視 | 角度の読み取りを開始する角度値。 |
開始角度距離 | 着座点から逆方向に測った、角度枠の長さの開始点を定義する角度値。 |
ウィンドウ長さ | 補正値が計算される角度間隔。 |
補正 | 締め付け結果を定義する方法:
|
上限 | OK 結果を得るための上限トルク値。 上限 は > 0 である必要があります |
下限 | OK 結果を得るための下限トルク値。 下限 は ≥ 0 である必要があります |
使用する値 | 角度枠の長さ間隔におけるプリベリングトルク値の計算方法を定義する方法:
|
このステップモニターは、締め付けステップ TM - トルクに合わせた手動の締め付けでのみ使用できます。
ステップ制限
制限とは、トリガーされると締め付けエラーが発生するように事前定義された条件です。
制限は、無効な締め付け操作や過剰な締め付け操作を防ぐことで、プロセスの完全性を維持するのに役立ちます。
Rh - リヒット
Rh - リヒット は角度範囲内におけるトルクを検証します。測定されたトルクが定義されたトルク下限値を超えると、レンチに「ジョイントは既に締め付けられています」というエラーメッセージが表示されます。
パラメーター | 説明 |
|---|---|
角度ウィンドウ | 角度ウィンドウは、ステップの開始から測定されます。定義された角度下限よりも小さくする必要があります。 |
Ti – 最大時間
時間を確認する制限です。最大時間制限に達すると、レンチにエラーが表示されます。
パラメーター | 説明 |
|---|---|
最大時間 | この時間を超えると、レンチにエラーが表示されます。 |
[バッチシーケンス]タブの使用
バッチシーケンスは、所定の順序で特定の締め付け数を実施するために使用します。
締め付け順序は、固定スキームに従うか、オペレーターに任せて自由順序スキームかのいずれかを決定することができます。いずれの場合も、ソケットまたは信号を使用して、ツールとオペレーターの間の通信を行うことができます。
同じ締め付けプログラムを使用して指定数の連続締め付けを実施するようバッチを設定します。バッチには、実行するために指定した締め付けプログラムとバッチサイズがなければなりません。
バッチシーケンスは、操作にバッチ/締め付けプログラムの組み合わせが必要な場合の、順序の指定されたバッチのセットです。
バッチシーケンスは、最大250の締め付けのバッチサイズをもつ最大99バッチで構成できます。バッチシーケンスのバッチは、正リストで表示した順番に、あるいはソケットセレクターを使ってどのバッチを実行するかを決めて実行します。
バッチシーケンスは、次の場合に完了 (そしてツールがロック) します。
すべての締め付けが OK または NG の結果で完了しました。
シーケンスの中止タイマー信号はタスクを終了します。実行されていない締め付けは NG 結果で報告されます。
バッチシーケンス設定
バッチシーケンスメニューには、次の構成項目で単一のバッチシーケンスの詳細が示されます。
名前: シーケンス名とインデックス番号。
設定: 締め付けの流れと順序を制御するためのパラメータ。
バッチ構成: 個々の締め付けプログラムからバッチシーケンスを作成する機能。バッチは何度も繰り返される 1 つの締め付けプログラムで構成されています。
パラメーター | 説明 |
|---|---|
名称 | バッチシーケンス名は、インデックス番号とオプションの文字の組み合わせです。インデックスの位置は変更できません。新しい構成には、一番小さい使用可能なインデックス番号が指定されます。インデックス番号は、タスクの選択プロセスの一部にソース番号と ID 番号を使用する際に重要です。 |
パラメーター | 説明 | デフォルト値 |
|---|---|---|
バッチシーケンスロックツール完了。 | バッチシーケンスカウンターがバッチシーケンスのサイズに等しくなると、バッチシーケンスは完了します。 オン: このツールはロックされており、締め付けを続けるには、締め付けプログラムまたはバッチシーケンスを選択する必要があります。 オフ: 完了すると、バッチシーケンスを繰り返す準備が整います。 | オン |
自由な順序 | いいえ: 設定したバッチは、締め付けを実施するよう設定されていれば、リストで表示した順序で実行されます。ソケットが指定されている場合、バッチを実施する際に、ソケットに対してシステムがプロンプト表示します。 はい: 設定したバッチは、任意の順序で実行できます。オペレーターは、ソケットセレクターを使用してどのバッチを実行するかシステムに示す必要があります。 すべてのジョイントが完了するとバッチが完了したとみなされます。 | なし |
NG で増加 | 締め付けが NG として報告されていても、バッチカウンター値を増やすことが可能になります。最大の連続 NG (単一のボルトが締め付け可能な最大回数) が機能するには、[NG の増分] を [いいえ] に設定する必要があります。このパラメーターを [はい] に設定すると、シーケンスは次の締め付けに移ることができます。 | なし |
最大連続 NG | 最大連続 NG (NG) 締め付けは、定義済みのバッチ内で連続 NG が許容される最大締め付け回数です。最大連続NG数に達すると、イベントNG締め付けが多すぎます (4020) が表示されます。 | 0 |
OK 緩め時に減少 | 現在有効なバッチでのカウンターを減少します。完成したバッチ数を差し引くことはできません。 しない: 設定はオフです。有効なバッチで緩めを行ってもカウンターは減少しません。 常時: 前回の締め付けが OK であった場合、緩め時に有効なバッチカウンターを減少させます。 前回の締め付けが OK だった場合: 有効なバッチで緩めを行った際に、前回の締め付け結果に関係なく、カウンターを減少させます。 | しない |
シーケンス中止タイマー | オン: 選択したバッチシーケンスは、指定した制限時間内に中止できます オフ: 選択したバッチシーケンスを中止することは、できません。 | オフ |
Abort time (異常終了時間) | 秒単位の時間。 | 10 秒 |
バーコードが必要です | はい: バッチシーケンスを開始するには、まずバーコードをスキャンする必要があります。 いいえ: バッチシーケンスを開始するのにバーコードをスキャンする必要はありません。 | なし |
パラメーター | 説明 |
|---|---|
締め付けプログラム | バッチで使用する締め付けプログラム。 |
バッチサイズ | バッチが実施する締め付け数 バッチ内の最大締め付け数は99です。 バッチサイズ 0 は、バッチに無制限の回数の締め付けを行います。 |
ID 番号 | ソケットセレクターまたはエンドフィッティングツールを使用する場合、これは、バッチを有効にするのに用いられるソケット位置または TAG ID です。 |
バッチシーケンスへの新規バッチの追加
ホームメニューの [バッチシーケンス] に移動します。ワークスペースには、バッチシーケンスのリストが表示されます。
右上隅にあるプラスアイコンを選択します。
バッチシーケンスに名前を付けます。
設定で関連するパラメーターを選択します。
[バッチ設定] > [編集] を選択します。
このバッチの締め付けプログラムを選択します。
バッチサイズ、つまりバッチを構成する締め付けの数を入力します。
オプションの ID 番号を入力します。
新しいバッチシーケンスは、シーケンスリストの最初の空き位置に発行されます。空きスロットがない場合、リストの一番下に配置され、使用可能な最小のインデックス番号が割り当てられます。インデックス番号を変更して、バッチ締め付け順序を変更することはできません。
バッチシーケンスからバッチを削除する
ホームメニューの [バッチシーケンス] に移動します。ワークスペースには、バッチシーケンスのリストが表示されます。
削除するバッチシーケンスを選択します。
作業スペースの下部にある [削除] ボタンを選択します。
バッチがバッチシーケンスから削除されると、インデックスシーケンスは圧縮されて更新され、ギャップは残りません。削除されたバッチシーケンスのインデックス番号は、作成される次のシーケンスに自動的に割り当てられます。
[ソース]タブの使用
締め付けのためのタスクとして使用される外部信号は、ソースメニューで構成します。ソースは、仮想ステーションに接続されたアクセサリーまたは類似品です。2 つのタイプのソースタスクがあります。
ソース締め付けタスク: 単一の締め付けプログラムを選択するのに使用します。
ソースバッチタスク: 一連の締め付けプログラムであるバッチシーケンスを選択するのに使用します。
ソース締め付け
ソース締め付けは、特定の締め付けプログラムを構成に応じて 1 つまたは 2 つの識別番号にリンクします。識別番号が (外部デジタル信号によって) ツールに送信され、リンクされたエンドフィッティングツール (TAG) またはソケットが使用されると、必要に応じて、リンクされたプログラムは別の信号が送信される (またはエンドフィッティングツールが取り付けられるか、ソケットがピックアップされる) まで繰り返し実行されます。バッチカウントはありません。
個別のリストを仮想ステーションにリンクするには、ソースタスクを仮想ステーションに割り当てる必要があります。ホームメニューで [統合コントローラーツール] > [仮想ステーション] に移動し、[タスク] > [タスクの変更] を選択します。
ソース締め付けのプロパティ
パラメーター | 説明 |
|---|---|
名称 | ソース締め付けに付けられた名前。 |
セレクターモード | コントロールモード: 外部ソースでは、識別子番号を要求することで締め付けプログラムを選択します。識別子番号は、ソケットセレクターの対応するソケットにリンクされ、ソケットを持ち上げると、締め付けプログラムが選択されます。 確認モード: 外部信号だけでは締め付けプログラムを起動できません。このモードでは、ソケットまたはエンドフィッティングツール (TAG) の追加の識別番号が締付プログラムにリンクされるため、リストの追加列で指定する必要があります。識別番号が (外部信号によって) 要求された場合、ソケット識別子列で指定された番号で識別されるソケットまたはタグを使用して、対応する締め付けプログラムを有効化する必要があります。 |
プログラムごとの最大連続NG | オン: NG 締め付けが行われていても、バッチが前進します。 オフ: 締め付けに最大連続NG を設定します。締め付けが成功した場合にのみ、バッチが前進します。 |
最大連続 NG | 許可される連続NG 結果数を設定します。値を 0 に設定すると、NG 締め付けはチェックされません。最大連続NG に達すると、ツールはロックされ、シーケンスの実行は停止されます。 |
バッチコントロール | ソース締め付けの実行方法を選択します。 内部: ソース締め付けの繰り返し回数を構成します。 外部: オープンプロトコルまたはフィールド外部プロトコルを使用して行われる、ソース締め付けの実行回数を構成します。構成を変更すると、ソース締め付けをクリアし、クリーンな既知の状態から開始されます (バッチ内のバッチカウントは 0 にリセットされます)。変更が有効になる前に、進行中の締め付けを終了させることができます。 |
バーコードが必要です | はい: 締め付けプログラムを開始するには、まずバーコードをスキャンする必要があります。 いいえ: 締め付けプログラムを開始するのにバーコードをスキャンする必要はありません。 |
ソース締め付けの構成
ホームメニューの [ソース] に移動し、左側のペインで [締め付け] を選択します。
右上にあるプラスアイコンを選択します。
ソース締め付けに名前を付けて、正しいセレクターモード (必要とされる内容に応じて、管理または確認) を選択します。
最大連続 NG は、ソース締め付けごと、またはソース締め付けに含まれる個々のプログラムごとに設定できます。必要に応じて、「 プログラム当たりの最大連続NG 」パラメーターを「はい」または「いいえ」に設定します。
ソース締め付けあたりの最大連続 NG を設定するには、プログラムあたりの最大連続 NGを「いいえ」に設定します。「最大連続 NG 」フィールドに値を設定します。
プログラムあたりの最大連続 NG を設定するには、「プログラムあたりの最大連続 NG」を 「はい」に設定します。[識別子セレクター構成] セクションのすべてのプログラムに対して、[最大 NG] 列に値を設定します。
バーコードが必要は締め付けごと、またはソース締め付けに含まれる個々のプログラムごとに設定できます。
ソース締め付けごとにバーコードが必要を設定するには、「バーコードが必要」を「はい」に設定します。ソース締め付けの各プログラムを開始するには、バーコード スキャンが必要になります。
プログラムごとにバーコードが必要に設定するには、「バーコードが必要」を「はい」に設定します。次に、識別子セレクター構成セクションの各プログラムにおける、「バーコードが必要」列で「いいえ」または「はい」を選択すると、個々のプログラムのバーコード必須機能をそれぞれ無効または有効にできます。
既定では、新しいソース締め付けを作成する際に、編集可能な識別子番号は一つしか利用できません。画面の下部で、プラスアイコンを選択して、さらに追加します。
すべての項目に識別子番号を付けます。
プログラムを有効化するには、締め付けプログラムにリンクされた識別番号が、外部デジタル信号 (Open Protocol) で送信された ID に対応している必要があります。
セレクターモードとして確認モードを選択した場合は、締め付けプログラムに使用するエンドフィッティングツール (TAG) またはソケットのソケット識別子列に追加の識別子を入力します (最大値: 32)。
横列を一つ選択して、締め付けプログラムのリストから選択することで、各識別子番号にリンクする締め付けプログラムを選択します。
ソースバッチ
ソースバッチの構成
ホームメニューの [ソース] に移動し、左側のペインで [バッチシーケンス] を選択します。
右上にあるプラスアイコンを選択します。
ソースバッチに名前を付けます。
新規識別子文字列のスキャンで前のスキャンを中止しなければならない場合は、新規識別子を中止をはいに設定します。
識別子の方法(テキストの文字列、または数値の数)を選択します
識別子の方法が文字列に設定されている場合は、次の手順を続行してください:
文字列を任意の順序でスキャンできるようにするには、自由な順序をオンに設定します。
識別子文字列は、最大 4 つの異なる文字列で構成することができます。自由な順序をオフに設定すると、文字列がシステムに認識されるには、文字列が特定の順序でスキャンされる必要があります。
必要であれば、識別子文字列構成セクションでプラスアイコンを選択して、識別子文字列を追加します。
変更する識別文字列の名前ラベルを選択します。ダイアログボックスで次のプロパティが、各文字列に指定できます。
名前 - 文字列の名前
長さ - 文字列の長さ文字列連結の詳細については、識別子文字列の組み合わせを参照してください。
有効位置 - 文字列の関連位置。有効位置の詳細については、バーコード文字列を読み込む有効位置参照してください。
保存位置 - システムで記録される位置。保存された位置の詳細については、保存された位置を参照してください。
文字列プロパティウィンドウの ID 番号フィールド(1~4)は変更できませんが、文字列間の移動にのみ使用できます。
自由な順序をオンに設定して、文字列間で長さが重複するとエラーが発生する場合があります。この場合、締め付けプログラムにスキャンされる順序はアクティブになりません。このエラーを解決するには、自由な順序をオフに設定するか、文字列の長さを調整します。
[識別子文字列の構成] フィールドの下部にある [編集] を選択します。
編集ウィンドウで、どの文字列(文字列の内容列)がどのバッチシーケンス(アクティブ化列)にリンクするかを示します。さらに文字列を追加するには、下部のプラスアイコンを選択します。
「文字列の内容」の入力には、ワイルドカードが使用できます。ワイルドカードは文字列の任意の位置で使用できます。あいまいな一致結果には、バッチシーケンスはアクティブになりません。
ワイルドカードは「.」(ピリオド)です。
有効位置
有効位置を用いて、事前に定義した文字列と一致するよう文字列を組み合わせた際にバーコードの文字列でどの文字を読み込むかを指定します。有効位置の数は、事前に定義した文字列の文字数と一致する必要があります。
バーコード文字列を読み込む有効位置
バーコード文字列の位置は、1~1024 の間の数に関連します。文字列の最初の位置は 1 であり、最後は 1024 です。
重要な位置は、次の表で示す規則に従って指定する必要があります。
説明 | 有効位置 | 有効な構成 | 事前に定義した文字列と一致するバーコードの文字列 |
|---|---|---|---|
重要な位置の順序 | 1,2,3,7,8 | Ok | ABCGH |
重要な位置の任意の順序 | 7,1,2,3,8 | Ok | GABCH |
番号の範囲 | 1–3,7-8 | Ok | ABCGH |
識別子文字列の組み合わせ
識別子文字列は、工場管理システムからの最大 4 つの文字列の組み合わせ、または 1 つの文字列に結合する必要がある最大 4 つのスキャナー入力の組み合わせを照合するために使用されます。
[プラス] および [マイナス] ボタンは、組み合わせる文字列の数を管理します。次のパラメーターが使用できます。
パラメーター | 説明 |
|---|---|
名称 | 文字列には名前が与えられなければなりません。 |
長さ | 文字列の長さはわかっていなければならず、入力する必要があります。これは、正しい文字列識別子を組み合わせることができる上で重要です。 |
有効位置 | 照合で使用される合成文字列の(ハイフンで区切られた)カンマ区切り位置または範囲。 |
保存位置 | 結果に保存される文字列のカンマで区切られた位置または範囲。 |
各行の開始パラメーターと終了パラメーターは、結合された文字列識別子内の個々の文字列の位置を定義します。これは、照合プロセスの次のステップで使用されます。
入力として識別子文字列を使用した場合のタスク選択プロセスの最初の部分は、アクティブにする文字列内の位置を定義します。
識別子文字列のどの位置を照合で使用するかを定義するには、有効位置を入力します。これらの位置は、カンマで区切られているか、範囲で指定されるかのいずれかである必要があります。
保存位置
保存位置は、ソースバッチで使用される各文字列のどの部分が保存され、ログでどのように表示されるかをユーザーが指示できるフィールドです。このフィールドで、保存する必要のある文字列の位置を示します。位置は、完全な文字列の部分のみで構成できます。フィールドが空のままの場合、全(連結)文字列が保存されます。以下の表は、保存された位置の組み合わせのいくつかの例を示します。
保存位置の値はカンマ区切り(スペースなし)であり、範囲はハイフンを使用して示されます。
識別子文字列 | 位置 |
|---|---|
文字列 1:1234567 | 1-7 |
文字列 2:abcdef | 8-13 |
文字列 3:GHIJKL | 14-19 |
文字列 4:890 | 20-22 |
保存位置 | 保存された結果 |
|---|---|
(空き) | 1234567abcdefGHIJKL890 |
1-3,9,11,15,20-22 | 123bdH890 |
8-12,1-7,19,20-21 は 1-12,19-21 に自動的に変更1-12,19-21 | 1234567abcdeL89 |
バーコードスキャン情報
識別方法が文字列に設定された構成のソースバッチを STRwrench が処理する場合、レンチの EHMI はスキャンされたバーコードに関する情報を提供します。
バーコードをスキャンするたびに、EHMI で次の項目が利用可能になります:
スキャンされた文字列。
OK / NG : スキャンされたバーコードがソースバッチに含まれる識別子文字列の 1 つとして認識されると、「OK」と表示されます。認識されない場合、「NG」という文字が表示されます。
スキャン数カウンター: バッチソースに複数の識別子文字列が含まれている場合、カウンターはスキャンされたバーコードを識別子文字列の合計数にわたって追跡します。
[構成]タブの操作
ツールとそのアクセサリの構成は構成メニューで行います。
ツール構成
次のセクションでは、LED やボタンなどのさまざまなツール機能を構成する方法について説明します。
ツール LED
ツール LED には次の機能があります。
LED リングは、STRwrench ハンドル上のラジアルグラデーション LED で構成されます。LED の動作は、色と動作に応じて特定の出力メッセージをオペレーターに提供するように構成できます。
結果インジケーター は、締め付けまたは緩めの終了時に LED リングを使用して締め付け結果のステータスをオペレーターに出力します。
LED の構成
ホーム メニューの [構成] に移動し、[ツール構成] > [編集] を選択します。
[ツール LED] カテゴリで、[編集] を選択します。
必要に応じて、パラメーターを設定します。
ツール LED の進行状況
LED リング上のラジアルグラデーション LED の動作は、締め付け操作の進行状況を伝えるように構成できます。3 つの構成されたしきい値に対応する、トルクまたは角度値に達すると、3 つのラジアルグラデーション LED が順番に緑色に変わります。しきい値はパーセンテージで定義され、どの値に基づいて計算する必要があるかを設定できます。
トルクを制御として設定した締付戦略では、操作に定義されている最小トルク値または目標トルク値のいずれかに基づいてしきい値を計算することができます。
角度を制御量として設定した締付戦略では、操作に定義されている角度の最小値または目標角度値のいずれかに基づいてしきい値を計算できます。
パラメーター | 説明 |
|---|---|
緑色 LED しきい値 | このパラメーターは、3 つの進捗しきい値を計算する方法を定義します。次のいずれかのオプションを選択します:
|
最初のしきい値 | 設定した緑色 LED しきい値の何パーセントで 1 番目のラジアルグラデーション LED を点灯させるかを入力します。 |
2番目のしきい値 | 設定した緑色 LED しきい値の何パーセントで 2 番目のラジアルグラデーション LED を点灯させるかを入力します。 |
3番目のしきい値 | 設定した緑色 LED しきい値の何パーセントで 3 番目のラジアルグラデーション LED を点灯させるかを入力します。 |
1 番目のしきい値、2 番目のしきい値、3 番目のしきい値に設定された値の合計は 100% になる必要があります。
結果インジケーター
この結果インジケーターでは、締め付け結果のステータスを示すツール LED リングの作動方法と、点灯表示の持続時間を構成します。事前構成されたパターンをショートカットメニューから選択できます。このパターンは、締め付け結果の組み合わせも可能です。
信号 | 説明 |
|---|---|
赤:高:黄:低 |
|
赤: NG: 黄: 低 |
|
赤:NG | 締め付けの結果が下限値と上限値の範囲外になると、LED リングが赤色に変わります (デフォルトの動作)。 |
Duration (持続時間)
持続時間は、締め付けが完了してからの、結果表示の持続時間を決定します。
スイッチを使用して、次の 2 つのオプションのいずれかを選択します:
パラメーター | 説明 |
|---|---|
次の締め付けへ | 結果表示は、次の締め付けが開始するまで表示され続けます (デフォルトの動作)。 |
時間 | 締め付けが完了した後、結果表示は設定した時間分点灯し続けます。 既定値: 5.0 秒。値の範囲: (0.1 秒 ~ 60.0 秒) |
一般設定
項目 | 説明 |
|---|---|
前面の LED | オン: 専用のボタンを押すと、前面の LED が点灯します。 オフ: 前面の LED は常にオフになります。 |
TAG選択 | オン: バッチシーケンス/ソース締め付け/ソースバッチで構成されたTAG番号に従って、締め付けプログラム/バッチまたはバッチシーケンスを選択します。 オフ: ツールは、締め付けプログラム/バッチまたはバッチシーケンスを選択しません。 |
TAG | オン: TAG に関する情報は、[統合コントローラーツール] > [ツールメニュー] で表示され、編集できます。 オフ: TAG の情報は表示されません。 |
ブザー | オン: オーディオ信号デバイスは常にオンになります。 オフ: オーディオ信号デバイスは常にオフになります。 |
キーボードソース | オン: ツールの EHMI から直接、締め付けプログラムとバッチを選択、開始、停止することができます。 オフ: EHMI は、使用可能なメニューをナビゲートし、EHMI 画面で必要なダイアログを確認するためにのみ使用できます。 |
振動 | オン: バイブレーション装置は常にオンになります。 オフ: バイブレーション装置は常にオフになります。 |
緩めの事前締め付けチェック | オン: 締め付けが開始される前に、すでに締め付け済みジョイントの偶発的な緩めを検出します。 オフ: 機能が無効化されています。 |
スマートゼロ調整 | オン: ゼロ調整中、STRwrench が動きを検出すると、ゼロ調整が最初からやり直されます。 オフ: ゼロ調整中、STRwrench が動きを検出すると、ゼロ調整は最初からやり直されません。 |
グラフィカルインジケーター | オン: 締め付け中、EHMI のゲージ インジケーターには、進行中の締め付けの進行状況に関する視覚的なフィードバックが表示されます。操作の設定に応じて、ゲージ インジケーターはトルクの進行状況、角度の進行状況、またはその両方を表示できます。 オフ: 締め付け中、EHMI には、進行中の締め付けの進行状況に関するフィードバックを提供するために、トルクおよび/または角度の数値のみが表示されます。 |
EHMI
EHMI は組み込みヒューマンマシンインターフェイスです。グラフィカルディスプレイと 5 つの選択ボタンがあります。そのインターフェイスは STRwrench ファームウェア ソフトウェアのウェブユーザーインターフェイスのサブセットで、ユーザーは締付プログラムやバッチシーケンスを選択したり、ツールのハードウェア情報や現在のワイヤレス構成を確認したりできます。
EHMI の操作については、製品説明書の EHMI 操作を参照してください。
ソケットセレクターの構成
ソケットセレクタは LED を備えたソケットトレイで、オペレーターが、締め付け手順(バッチシーケンスなど)に正しいソケットを選択する際に役立ちます。複数の締め付けプログラムを使用する場合、セレクターを使用するのが便利です。ソケットを持ち上げると、対応する締め付けプログラムが選択されます。
複数のソケットセレクタをこの仮想ステーションに接続できます。
ソケットセレクターを仮想ステーションに接続するには、 [統合コントローラーツール] > [仮想ステーション] > [アクセサリ]に移動し、[アクセサリの選択] を選択します。
ソケットセレクターを設定するには、ソケットセレクターの製品説明書を参照してください。
ホームメニューの [構成] に移動し、左側のペインで [ソケットセレクター] を選択します。
構成に名前を付けます。
[編集] を選択します。
ソケットスロットの数を正しく合わせるには、[追加] または [削除 を選択します。有効にするスロットをすべて選択します (青色表示)。
ソケットの選択を外部システムに制御させる場合は、 [コントロール] を [外部] に設定します。
Product Essentialsチュートリアル
https://www.youtube.com/watch?v=cmU9pYL-kL4
I/O 拡張器の構成
I/O 拡張器をセットアップするには、I/O 拡張器の製品マニュアルを参照してください。
ホームメニューの [構成] に移動し、左側のペインで [入出力 (I/O) 拡張器セレクター] を選択します。[編集] を選択します。
2 つのリストが表示されます。1 つは入力用 、もう 1 つは出力用です。
チャネルを入力に設定するには、入力リストで必要なチャネルを選択します。表示されるリストで信号タイプを選択します。
チャネルを出力に設定するには、出力リストで必要なチャネルを選択します。表示されるリストで信号タイプを選択します。
スタックライトの構成
スタックライトは、ツールからの I/O 信号を表示するように構成できます。
スタックライトは、次の方法でカスタマイズできます:
4つのライトの積層型表示(スタック)。この積層型表示にはオプションでライトを 1 つ追加できます。ライトの順序や色をカスタマイズすることもできます。
A と B の 2 つの位置は、インジケーターランプまたはスイッチでカスタマイズできます。
ボックスの側面に配置されたブザーの固定周波数は 3000 Hz です。ブザーは、あらゆる締め付けツール信号で作動するように構成できます。
2 つの外部出力、2 つの外部入力、および 1 つの外部電源用コネクター。
スタックライトをセットアップするには、CAN コンバーターの製品説明書を参照してください。
ホーム メニューの [構成] に移動し、[スタックライト] を選択します。[編集] を選択します。
スタックライトの位置ごとに、ランプの色、信号タイプ、および持続時間を選択します。
位置 A-B では、ランプ、ボタン、またはスイッチのタイプを選択し、信号タイプを選択します。
必要に応じて、ブザーと外部デジタル入出力を設定します。
統合コントローラーツールタブの操作
仮想ステーション
仮想ステーションは、コントローラーのソフトウェアを抽象化したものです。STRwrench には、1つの仮想ステーションが接続された統合コントローラーがあります。仮想ステーションには必要に応じてさまざまな構成を割り当てることができます。タスクの選択、アクセサリ構成の割り当て、通信プロトコルパラメーターの設定が可能です。
選択したタスクは、締め付けプログラムを実行しているか、バッチシーケンスを実行しているか、あるいはソースメニューで校正したソースを使用してタスクを有効にしている可能性があります。タスク監視することができ、タスクの結果は、操作中に発生した可能性のあるイベントとともに表示することができます。
ライセンスタイプの変更
ホームメニューの [統合コントローラーツール] に移動し、左ペインで [仮想ステーション] を選択します。
[ライセンス] フィールドで [仮想ステーションタイプ] を選択します。
リストから新規のタイプを選択します。
該当する場合は、[機能] > [編集] を選択して、個々の機能のライセンスを追加します。
Product Essentialsチュートリアル
https://www.youtube.com/watch?v=HanD0wI-w9k
仮想ステーションへのタスク割り当て
ホームメニューの [統合コントローラーツール] に移動し、左ペインで [仮想ステーション] を選択します。[タスク] メニューで [タスクの選択] または [タスクの変更] を選択します。
次のいずれかのタブを選択します:
締め付けプログラム:ツールで使用できる締め付けプログラムのリストを表示します。
バッチ:ツールで使用できるバッチシーケンスのリストを表示します。
ソース:ツールで使用できるソースタスクのリストを表示します。
リストからタスクを選択します。
タスクフィールドのタスク名が更新されます。
ソースと ID 番号/識別子文字列を使用したタスク選択については、「ソース」セクションで詳しく説明されています。
オープンプロトコル
仮想ステーションメニューのプロトコルに、使用中の現在のライセンスに応じて利用可能な通信プロトコルのリストがあります。 Open Protocol は、すべてのライセンスで利用可能です。
Open Protocol を介して機能にアクセスするには、各仮想ステーションの固有ポートを定義する必要があります。
ホームメニューの [統合コントローラーツール] に移動し、左ペインで [仮想ステーション] を選択します。
Open Protocol スイッチを [オン] にします。
サーバーのポート番号 を入力します。
通信タイムアウト値を 15 ~ 60 秒の範囲で入力します。
PLC インデックス値を1~6の範囲で入力します。
PLC インデックスは、共有メモリ内で Open Protocol のコマンドが書き込まれる場所をマッピングするために使用されます。既定値は 1 ですが、1 ~ 6 の値を入力できます。
クライアントへの接続が失われたときに適用されるアクションを選択します。
切断設定は、接続エラーが発生したときに適用されるアクションをコントロールします。
なし - 締め付けプログラムが正常に続行します。
高でロックツール有効 - ツールは、現在の締め付けを正常に終えた後にロックされます。
タスクの割当解除 - 進行中の作業を終えた後に締め付けが中止されます。タスクが終了後に削除されるプレーンの締め付けプログラムまたはバッチシーケンスを除きます。
ツールを常時ロック - 結果にかかわらず、ツールは、現在の締め付けを終えた後にロックされます。
必要に応じて、[レガシーカウンタを使用する] を [はい] または [いいえ] に設定します。
カウンタを [はい] に設定すると、レガシカウンタは一連のすべての締め付けをカウントし、の数値を二次システムに出力します。
必要に応じて、[MID0015 選択した識別番号をエコーするする] を [はい] または [いいえ] に設定します。
カウンタを [はい] に設定すると、コントローラーは「MID0015 PSET_SELECTED」で選択された識別番号の値を応答します。それ以外の場合は、実際の締め付けプログラム ID が送信されます。
[適用] を選択します。
アクセサリの選択
ホームメニューの [統合コントローラーツール] に移動し、左ペインで [仮想ステーション] を選択します。
アクセサリフィールドでアクセサリの選択を選択します。
接続するアクセサリを選択:ソケットセレクター、スタックライト、または I/O 拡張期。
構成の列(左)で、アクセサリで使用する構成を選択します。
接続されたアクセサリー欄(右)で、使用するアクセサリを選択します。
ホームメニューの [統合コントローラーツール] に移動し、左ペインで [仮想ステーション] を選択します。
アクセサリフィールドでアクセサリの選択を選択します。
[割り当てられたアクセサリ] リストで、削除するアクセサリの横にあるマイナスアイコンを選択します。
ツール
ツール情報の表示
ホームメニューの [統合コントローラーツール] に移動し、左ペインで [ツール] を選択します。
[ツール情報] フィールドを展開すると、次の情報が表示されます:
情報
説明
型式
コントローラーモデル名。
シリアル番号
正しいスペアパーツリストまたはサービス手順を入手するには、コントローラーのシリアル番号が必要になることがあります。
製品番号
コントローラーの製品番号。
タグ情報
ホームの [統合コントローラーツール] に移動し、左ペインで [ツール] を選択します。
TAG 情報フィールドを展開します。次の結果が表示されます:
パラメーター
説明
タグ ID
TAG 番号。
トルク補正係数
TAG に定義されているトルク補正係数。
角度補正
TAG に定義されている角度補正。
公称トルク
角度補正が定義されるトルク。
メンテナンス
ホームの [統合コントローラーツール] に移動し、左ペインで [ツール] を選択します。
[メンテナンス] フィールドを展開します。次の結果が表示されます:
パラメーター
説明
トランスデューサーが過負荷になっていますか?
はい - トランスデューサーに過負荷がかかっています。
いいえ - トランスデューサーに過負荷がかかっていません。
最大トルク値
トランスデューサーによって測定された最大トルク出力。
最大トルク日
トランスデューサーが最高トルク出力を測定した日付と時刻。
成功した締め付け数
完了した締め付け数。
トランスデューサー容量の 12.5% における smartHEAD 角度補正係数
レンチの曲がりによる角度補正係数。
smartHEAD の角度補正係数。この係数は smartHEAD 自体のねじれに関係していることに注意してください。レンチの延長を使用する場合、その角度補正係数を計算し、エンドフィッティングツールまたはプログラムパラメーターに追加する必要があります。トランスデューサー容量の 25% における smartHEAD 角度補正係数
レンチの曲がりによる角度補正係数。
smartHEAD の角度補正係数。この係数は smartHEAD 自体のねじれに関係していることに注意してください。レンチの延長を使用する場合、その角度補正係数を計算し、エンドフィッティングツールまたはプログラムパラメーターに追加する必要があります。トランスデューサー容量の 75% における smartHEAD 角度補正係数
レンチの曲がりによる角度補正係数。
smartHEAD の角度補正係数。この係数は smartHEAD 自体のねじれに関係していることに注意してください。レンチの延長を使用する場合、その角度補正係数を計算し、エンドフィッティングツールまたはプログラムパラメーターに追加する必要があります。トランスデューサー容量の 100% における smartHEAD 角度補正係数
レンチの曲がりによる角度補正係数。
smartHEAD の角度補正係数。この係数は smartHEAD 自体のねじれに関係していることに注意してください。レンチの延長を使用する場合、その角度補正係数を計算し、エンドフィッティングツールまたはプログラムパラメーターに追加する必要があります。トランスデューサー校正日 (時計回り)
トランスデューサーのトルクを時計回りに最後に校正した日付。
ジャイロ校正日 (時計回り)
トランスデューサーのジャイロを時計回りに最後に校正した日付。
トランスデューサー校正日 (反時計回り)
トランスデューサーのトルクを反時計回りに最後に校正した日付。
ジャイロ校正日 (反時計回り)
トランスデューサーのジャイロを反時計回りに最後に校正した日付。
次の校正日
次回の校正有効期限の日付。
SmartHEAD 情報
ホームの [統合コントローラーツール] に移動し、左ペインで [ツール] を選択します。
smartHEAD 情報フィールドを展開します。次の結果が表示されます:
パラメーター
説明
型式
smartHEAD モデル名。
最大トルク
smartHEAD が締め付けで使用できる最大トルク。
シリアル番号
正しいスペアパーツリストまたはサービス手順を入手するには、smartHEAD のシリアル番号が必要になることがあります。
製品番号
smartHEAD の製品番号。
DC IAM
インテリジェントアプリケーションモジュール (IAM) は、ツール内にある不揮発性記憶装置です。ストレージモジュールには、すべてのツールのプログラム、構成、結果が含まれます。
ホームメニューの 統合コントローラーツールに移動し、IAM を選択します。
ツールに名前を付けます。
ファームウェアのバージョン
ツールには 2 つのファームウェア バージョンを同時にインストールできます。ファームウェアの 2 番目のバージョンをインストールすると、複数のツールをアップグレードする場合に便利です。更新されたファームウェアへの製造の切り替え準備が整ったら、新しいバージョンの有効化は、STRwrench ウェブユーザー インターフェイスから行います。
ファームウェアのバージョンを変更しても、ツールの構成や締め付けプログラムは転送されません。
ソフトウェアの有効化
ツールには、インストール済みファームウェアバージョンを 2 つ保存することができます。ソフトウェアの有効化を使用すると、どのファームウェアのバージョンを使用するか選択できます。
手順全体を通して、必ずバッテリーをツールに接続したままにしておいてください。
ホームメニューの [内蔵コントローラーツール] に移動し、左ペインで [ソフトウェア] を選択します。
[ソフトウェアのアクティベーション]ウィンドウで[現在]または[保存済み]を選択します。
ツールは自動的に再起動され、アクティベーションが有効になります。
ソフトウェアバージョンの更新
手順全体を通して、必ずバッテリーをツールに接続したままにしておいてください。
インストールするソフトウェアパッケージがツールのハードウェアと互換性がない場合、ソフトウェアの更新はキャンセルされます。ハードウェアのどの部分がキャンセルの原因になったかを示す警告メッセージが表示されます。
現在のツール ハードウェアに関する情報については、[統合コントローラーツール] > [ハードウェア]をご覧ください。
[統合コントローラーツール]メニューに移動し、左ペインで [ソフトウェア] を選択します。
[ソフトウェア更新] フィールドに移動し、[参照] を選択します。
該当するソフトウェアで zip ファイルを参照、選択して、指示に従ってインストールを終了してください。
Product Essentialsチュートリアル
https://www.youtube.com/watch?v=-Vq6uKaKfcA
エクスポートとインポートの構成
エクスポートおよびインポートの機能を用いると、外部プログラムでの分析のため、イベントと締め付け結果をエクスポートしたり、締め付けプログラム、バッチ、およびツール構成をツール間で転送したりすることができます。
エクスポート機能は、次の操作のために使用します。
さらに処理するために締め付け結果やイベントをエクスポートします。
アトラスコプコのサービスエンジニアからのデバッグ支援のために、ting ログファイルをエクスポートします。
別のツールに設定をコピーするために使用できるツール構成をエクスポートします。
ホームメニューの [統合コントローラーツール] に移動します。左側のペインで [エクスポート/インポート] を選択します。
ツールからエクスポートする内容を選択します: すべての情報 または 設定および構成。
設定と構成を選択すると、結果またはイベントを伴うファイルはアーカイブにエクスポートされません。この設定を使用すると、エクスポートにかかる時間が短縮されます。
[エクスポート] を選択します。エクスポートしたファイルをどこで保存するか、またはどこから取得するかを選択するプロンプトが表示されます。
ホームメニューの [統合コントローラーツール] に移動します。左側のペインで [エクスポート/インポート] を選択します。
[インポート] を選択します。インポート機能を使うと、締め付けプログラム、バッチ、アクセサリ、ツールの設定はすべてインポートファイルの設定と置き換えられます。ただし、ネットワークの設定、PIN、結果およびイベントはインポートされません。
ダイアログボックスで [続行] を選択してインポートを開始します。
エクスポートされた情報とファイル形式
エクスポートされたファイルは、次のファイルを含む圧縮ファイルアーカイブです。
すべての情報
STRwExport_<datetime>_Events.csv
ExportInfo.txt
設定/settings.bin
atlas_sys_i.zip
atlas_plc.zip
jsonConfigurations.zip
設定と構成
ExportInfo.txt
settings.zip
jsonConfigurations.zip
ファイル | 説明 |
|---|---|
STRwExport_<datetime>_Events.csv | 次の情報を含むセミコロンで区切られたファイル:
|
ExportInfo.txt | ツールセットアップとツールソフトウェアに関する情報。 |
設定/settings.bin | 以下に示すような締め付けプログラム、バッチ設定、アクセサリ設定、ツール設定をすべて含むバイナリファイル: 言語、トルクの単位、日時、および結果の表示 |
atlas_sys_i.zip | IT アプリケーションからのログファイル。 |
atlas_plc.zip | PLC 構成 |
jsonConfigurations.zip | マルチステップの締め付けおよび緩めプログラム。 |
STRwrench ソフトウェアの言語設定に応じて、エクスポートされた .csv ファイルは異なる文字を使用してフィールドを区切ります。コンピューターの言語設定によっては、エクスポートされた .csv ファイルを開く際に書式設定の問題が発生する場合があります。問題を回避するために、ツールで使用する言語とコンピュータの言語を常に一致させてください。
STRwrench ソフトウェアの言語の書式設定の詳細については、次の表を参照してください:
言語 | 日付/時刻 | フィールド区切り記号 | 数値形式 |
|---|---|---|---|
英語 (en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
チェコ語 (cs_CZ) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
ドイツ語 (de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
スペイン語 (es_ES) | dd/MM//yyyy hh:mm:ss | ; | 123,456 |
フランス語 (fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
韓国語 (ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
イタリア語 (it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
日本語 (ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
ポルトガル語 (pt_BR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
ロシア語 (ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
スウェーデン語 (sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
中国語 (zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
外部コントローラーへの接続
物理コントローラーが必要なアプリケーションに対応するために、STRwrench は Power Focus 8、Power Focus 6000、STpad、または STpalm に接続できます。
これが必要なアプリケーションには、たとえば次のものがあります:
フィールドバスを使用する場合
有線ステーションアクセサリ (スタックライト、オペレーターパネルなど) を使用する場合
I/O を使用する場合
コントローラーが物理的なハブおよびバッファとして必要な場合
ホームメニューの [統合コントローラーツール] に移動し、左ペインで [統合コントローラー] を選択します。
STRwrench を外部コントローラーに接続するには、統合コントローラーをオフに設定します。ツールが再起動するまで待ちます。
統合コントローラーが無効になっている場合、STRwrench Web ユーザーインターフェイスには、3 つのタブで構成される縮小バージョンのメニューが表示されます。構成、ツール管理、設定
[設定] で、[STRwrench 接続] > [締め付けマネージャー] を選択し、STRwrench に接続する外部コントローラーを次から選択します:
Power Focus を使用して、STRwrench を Power Focus 8 または Power Focus 6000 に接続します。
STRwrench またはSTwrenchのいずれかをクリックして、接続された STRwrench に Power Focus を関連付けるシリアル番号を定義します 。
STwrench: Power Focus は、smartHEAD のシリアル番号を接続された STRwrench に関連付けます。
STRwrench: Power Focus は、STRwrench コントローラー のシリアル番号を接続された STRwrench に関連付けます。
QA Inspector は、STRwrench を STpad または STpalm に接続します。
STRwrench と選択した外部コントローラー間で確立する接続のタイプを選択します。
Bluetooth。
Wi-Fi。
Power Focus への Wi-Fi 接続を選択すると、次の 2 つの追加パラメーターが表示されます。
サーバーポート: このパラメーターは編集できません。
サーバーホスト: Power Focusの IP アドレスを入力します。
QA Inspector への Wi-Fi 接続を選択すると、もう 1 つの追加パラメーターが表示されます。
サーバーポート: このパラメーターは編集できません。
[適用] を選択し、STRwrench が再起動するのを待ちます。
これで外部コントローラーの専用メニューセクションに STRwrench が表示されるようになりました。
外部コントローラーの詳細な構成については、それぞれ『Power Focus 8 ユーザー ガイド』、『Power Focus 6000 ユーザー ガイド』、『STpad 構成マニュアル』、または『STpalm 構成マニュアル』を参照してください。
Bluetooth 接続のために STRwrench を外部コントローラーにペアリングする
STRwrench と外部コントローラー間の Bluetooth 接続を設定するには、まずツールを外部コントローラーとペアリングする必要があります。
ペアリング中は、STRwrench で締め付けプログラムを実行しないでください。STRwrench がオンになっている場合は、ペアリングを実行する前に電源をオフにしてから再度オンにするか、smartHEAD をレンチから外して接続し直して、ツールがゼロ調整を実行するようにすることができます。
STRwrench と Power Focus のペアリング
ペアリングプロセスを開始する前に:
Bluetooth がツールとコントローラーの両方で有効になっていることを確認します。
利用可能なペアリングスロットがあることを確認します。
可能であれば、ツールとコントローラー間の見通しをよくしてください。
他のツールが、同時にコントローラーとペアリングされていないことを確認します。
ホームビューで、[ツール]タブをタップします。次に、右上隅にあるペアリングアイコンをタップします。

ペアリングダイアログボックスの最上部で STRwrench を選択します。
STRwrench をオンにするか、すでにオンになっている場合は、 smartHEAD をデバイスに接続します。
レンチディスプレイの進行状況バーが読み込みを開始したらすぐに、STRwrench のキーボードでペアリングシーケンスを実行します。
使用している STRwrench に最初のキーボードバージョンがある場合は、次の図に示す順序でキーを押します:

使用している STRwrench に新しいキーボードバージョンがある場合は、次の図に示す順序でキーを押します:

レンチディスプレイに Bluetooth ペアリングというメッセージが表示されたら、Power Focus のペアリングウィンドウで Bluetooth をクリックします。
ペアリングプロセスは、以下の結果のいずれか 1 つが出ると終了します。
ペアリング成功 - ツールが、選択されたチャネルを使ってコントローラーとペアリングされました。
ペアリング失敗 - これは、次のいずれかの理由が考えられます:
ペアリングプロセス中にツールが検出されませんでした。ツールが範囲内でペアリングモードになっていることを確認し、[閉じる] をクリックしてもう一度試してください。
ペアリングプロセス中に複数のツールが見つかりました。他のツールがペアリングモードになっていないことを確認し、[閉じる]をクリックしてもう一度やり直してください。
ペアリングは既に進行中です。他のユーザーがコントローラーでペアリングプロセスを実行していないことを確認し、[閉じる] をクリックしてもう一度やり直します。
ペアリングに失敗しました。[閉じる]をクリックしてもう一度やり直してください。
詳細については、『Power Focus 8 ユーザーガイド』および『Power Focus 6000 ユーザーガイド』を参照してください。
STRwrench と STpad のペアリング
STpad の [ホーム] ページで、[測定装置] をタップします。
[測定装置] ページの右上隅にある [追加] をタップします。
[測定装置タイプ] ウィンドウで、[STRwrench] をタップします。
[STRwrench] を選択すると、[STRwrench を追加] ページの接続カテゴリが自動的に表示されます。
[一般] カテゴリは、ペアリング処理完了後に自動的に入力されます。
[接続] カテゴリで、次のパラメーターを構成します:
接続タイプ: ドロップダウンリストから IRC-B を選択します。
トレース読み取り:ドロップダウンリストで STRwrench からのトレース読み取りについて、次のオプションのいずれかを選択します:
[常に]: 常にトレースを読み取ります。
[NG のみ]:NG トレースのみを読み取ります。
[しない]:トレースを一切読み取りません。
残差二重結果: このチェックボックスを選択すると、 残留ポイントとピーク点の両方のトルク/角度値が保存されます。
このチェックボックスが選択されていない場合、残留ポイントのトルク/角度値のみが保存されます。残留最大トルクの挙動: このチェックボックスを選択すると、残留ポイントが制限範囲内で、ピーク点が最大トルクを超える場合に、テストの結果が「NG」になります。
チェックボックスがオフの場合、残留ポイントが制限範囲内で、ピーク点が最大トルクを超えると、テストの結果ステータスが「OK」になります。
[STRwrench を追加] ページの右上隅にある [ペアリング] をタップします。
新しく追加したデバイスを保存し、後でペアリング処理を実行することができます。これを行うには、[STRwrench を追加] ページの右上隅にある [保存] をタップします。
[ペアリング手順] ウィンドウに表示される手順に従います。
STRwrench をオンにするか、すでにオンになっている場合は、 smartHEAD をデバイスに接続します。
レンチディスプレイの進行状況バーが読み込みを開始したらすぐに、STRwrench のキーボードでペアリングシーケンスを実行します。
使用している STRwrench に最初のキーボードバージョンがある場合は、次の図に示す順序でキーを押します:

使用している STRwrench に新しいキーボードバージョンがある場合は、次の図に示す順序でキーを押します:

レンチディスプレイに「Bluetooth ペアリング」というメッセージが表示されたら、STpad の [ペアリング手順] ウィンドウで [ペアリング] をタップします。
STpad の [ペアリング] ウィンドウに「ペアリング完了」というメッセージが表示されたら、[OK] をタップします。
[STRwrench を追加] ページの右上隅にある [保存] をタップします。
ペアリングプロセスが終了すると、「Bluetooth ペアリングが完了しました」というメッセージが STRwrench ディスプレイに表示されます。[選択] キーを押してメッセージ画面を終了します。
STRwrench と STpalm のペアリング
STpalm のツールバーで、[メニュー] アイコン (
 ) をタップします。次に、[測定デバイス] をタップします。
) をタップします。次に、[測定デバイス] をタップします。[測定デバイス] ページで、[追加] アイコン (
 ) をタップします。
) をタップします。[測定装置タイプ] ウィンドウで、[STRwrench] をタップします。
[STRwrench を追加] ページの [接続] カテゴリで、次のパラメーターを構成します:
接続タイプ: ドロップダウンリストから IRC-B を選択します。
トレース読み取り:ドロップダウンリストで STRwrench からのトレース読み取りについて、次のオプションのいずれかを選択します:
[常に]: 常にトレースを読み取ります。
[NG のみ]:NG トレースのみを読み取ります。
[しない]:トレースを一切読み取りません。
残差二重結果: このチェックボックスを選択すると、 残留ポイントとピーク点の両方のトルク/角度値が保存されます。
このチェックボックスが選択されていない場合、残留ポイントのトルク/角度値のみが保存されます。残留最大トルクの挙動: このチェックボックスを選択すると、残留ポイントが制限範囲内で、ピーク点が最大トルクを超える場合に、テストの結果が「NG」になります。
チェックボックスがオフの場合、残留ポイントが制限範囲内で、ピーク点が最大トルクを超えると、テストの結果ステータスが「OK」になります。
[STRwrench を追加] ページの右上隅にある [その他] のアイコン (
 ) をタップし、続いて [ペアリング] をタップします。
) をタップし、続いて [ペアリング] をタップします。新しく追加したデバイスを保存し、後でペアリング処理を実行することができます。これを行うには、[STRwrench を追加] ページの右上隅にある [保存] のアイコン (
 ) をタップします。
) をタップします。[ペアリング手順] ウィンドウに表示される手順に従います。
STRwrench をオンにするか、すでにオンになっている場合は、 smartHEAD をデバイスに接続します。
レンチディスプレイの進行状況バーが読み込みを開始したらすぐに、STRwrench のキーボードでペアリングシーケンスを実行します。
使用している STRwrench に最初のキーボードバージョンがある場合は、次の図に示す順序でキーを押します:

使用している STRwrench に最新のキーボードバージョンがある場合は、次の図に示す順序でキーを押します:

レンチディスプレイに「Bluetooth ペアリング」というメッセージが表示されたら、STpalm の [ペアリング手順] ウィンドウで [ペアリング] をタップします。
STpalm の [ペアリング] ウィンドウに「ペアリング完了」というメッセージが表示されたら、[OK] をタップします。
[STwrench を追加] ページの右上隅にある [保存] のアイコン (
) をタップします。
ペアリングプロセスが終了すると、 STRwrench ディスプレイに「Bluetooth ペアリングが完了しました」と表示されます。[選択] キーを押してメッセージ表示を終了します。
[設定] タブの操作
ネットワーク構成
ツール は、ウェブブラウザーか、IPv4 プロトコルを使用して、ローカル エリア ネットワーク (LAN) でアクセスするよう設定できます。
ツールの USB 接続ポートのカバーを取り外します。
ツールを PC の USB ポートに接続します。
ウェブブラウザを開き、アドレス 169.254.1.1 を入力します。
Bluetooth の構成
ホームメニューの[設定]に移動し、左側のペインで[ネットワーク]を選択します。
[Bluetooth] フィールドで、[編集] を選択します。
[有効]を[オン]に設定します。
チャンネルの構成
ホームメニューの[設定]に移動し、左側のペインで[ネットワーク]を選択します。
「チャンネル」フィールドで、周波数 (2.4 GHz または 5 GHz) を選択し、[編集] を選択します。
チャンネルを有効にするか無効にするかを選択します。
ワイヤレスクライアントの構成
ホームメニューの[設定]に移動し、左側のペインで[ネットワーク]を選択します。
[ワイヤレスクライアント] に移動し、[編集] を選択します。
一般設定を編集します。
[有効]を[オン]に設定します。
構成に応じて、DHCPをオンまたはオフに設定します。[オフ] に設定した場合は、ローカルシステム管理者に正しい設定について問い合わせてください。
IP アドレス、サブネットマスク、ゲートウェイを設定します。
ネットワーク名 (SSID)を入力します。
セキュリティ設定を編集します。
[モード] を選択し、リストからセキュリティ モードを選択します。
必要に応じてセキュリティ設定を編集します。使用可能な設定は、選択されているモードによって異なります。
セキュリティ設定 設定
説明
モード
無効
WPA2 パーソナル
WPA2 エンタープライズ
EAP 方法
PEAP
LEAP
TLS
TTLS
FAST
セキュリティキー
英数字のパスワードを設定します。
ID
ツールの ID を設定します。
ユーザー名
ユーザー名を設定します。
パスワード
パスワードを設定します。
CA 証明書
[参照] ボタンで CA 証明書を選択します。PEM 形式またはバイナリ (DER) のいずれかになります。
クライアント証明書
[参照] ボタンでクライアント証明書を選択します。PEM 形式またはバイナリ (DER) のいずれかになります。
秘密鍵
[参照] ボタンで秘密鍵を選択します。PEM 形式またはバイナリ (DER) のいずれかになります。
秘密鍵パスワード
秘密鍵に使用するパスワードを設定します。
FAST PAC
保護されたアクセス認証情報 (PAC) を設定します。
MSCHAPv2
MSCHAPv2 をオンまたはオフに設定します。
AES/CCMP
AES/CCMP をオンまたはオフに設定します。
不明な場合は、AES/CCMP と TKIP を オン に設定し、ローカルシステム管理者に詳細を問い合わせてください。
TKIP
TKIP をオンまたはオフに設定します。
不明な場合は、AES/CCMP と TKIP を オン に設定し、ローカルシステム管理者に詳細を問い合わせてください。
必要に応じてオプション設定を編集します。
オプションの設定 設定
説明
ホスト名
ツールのホスト名を設定します。
信号強度が下回った時に警告する (dBm)
警告を発する信号強度を設定します。
ローミングしきい値 (dBm)
ツールがより良好な信号状態のアクセス ポイントに接続 (ローミング) する信号しきい値を設定します。
アクティブスキャン間隔 (s)
ローミング閾値 (dBm) で定義されているように、信号強度が弱いときのスキャン間隔を秒単位で設定します。ツールはアクセスポイントを見つけるプロセスを強化します。
パッシブスキャン間隔 (s)
ローミング閾値 (dBm) で定義されているように、信号強度が強いときのスキャン間隔を秒単位で設定します。
非表示の Wi-Fi に接続する
ネットワーク (SSID) が非表示の場合は、この値をオンに設定します。
[適用] を選択します。
すると、ツールはネットワークへのワイヤレス接続を確立します。これは、ツールの青色の接続 LED インジケーター点灯によって示されます。
ユーザーインターフェイスにワイヤレスでアクセスするには、ウェブブラウザーに IP アドレスを入力します。
Product Essentialsチュートリアル
https://www.youtube.com/watch?v=IAhVDKSyFgY
ツールをワイヤレスアクセスポイントとして構成する
以前にワイヤレスクライアントモードで複数のチャネルが構成されている場合、ワイヤレスAPモードを有効にすると、チャネルリストが更新され、ワイヤレスAPモードの現在/デフォルトのチャネルのみが含まれるようになります。
ホームメニューの[設定]に移動し、左側のペインで[ネットワーク]を選択します。
[ワイヤレスクAPト]フィールドで、[編集]を選択します。
[有効]を[オン]に設定します。
ローカルシステム管理者から提供された必要な情報を入力します。
IP アドレス
サブネットマスク
ゲートウェイ
IPアドレスを配布するには、 DHCPサーバーをオンに設定し、IP範囲の開始とIP範囲の停止を入力します。
ネットワーク名 (SSID)を入力します。
[セキュリティ]フィールドで、[モード]を選択し、リストからセキュリティモードを選択します。WPA2 パーソナルを選択した場合は、少なくとも 10 桁以上の長さのセキュリティ キーを入力します。
[適用] を選択します。
Product Essentialsチュートリアル
https://www.youtube.com/watch?v=ZvNtiSB2BGU
HTTPS の構成
HTTPS は、ウェブブラウザーとコントローラー間のエンドツーエンドのトラフィックを暗号化するために使用されます。HTTPS を使用するには、ウェブブラウザーによって信頼される証明書が必要です。コントローラーソフトウェアは、初回起動時に自己署名認証局を生成し、その認証局を使用して HTTPS に使用される初期証明書を生成します。コントローラーの自己署名認証局を、外部の認証局が署名した認証局に置き換えることで、信頼の連鎖を構築できます。
デフォルトでは、HTTP はブラウザーの HTTPS にリダイレクトします。これは、HTTPS のコントローラーの設定で [HTTP を HTTPS にリダイレクトする] トグルで設定できます。
HTTPS の構成
コントローラーで HTTPS を設定するには、次の手順に従います:
コントローラーのウェブインターフェイスにアクセスします。自己署名証明書であるため、ブラウザから警告メッセージが表示されます。[詳細設定] を選択し、リスクを承諾して続行します。
[設定] に移動して [HTTPS] タブを選択します。
HTTPS の設定で、[CA CSR の作成] を選択します。
ポップアップウィンドウで、[作成] を選択して証明書署名要求を作成し、ダウンロードが完了したら [閉じる] を選択します。
証明書署名リクエストに署名し、生成された CA 証明書をコントローラーにアップロードします。
[サーバー証明書を生成する] を選択し、指定された形式でサブジェクトの代替名 (SAN) を入力して、[生成] をクリックします。
生成が完了すると、ポップアップウィンドウが表示され、セッションが自動的に再開されます。
証明書
[証明書] タブでは、ローカル認証局 (CA) または外部認証局によって署名された信頼できるトランスポート層セキュリティ (TLS) 証明書を管理して、信頼の連鎖を構築できます。
暗号化が有効になっている場合、コントローラーは HTTPS の TLS 証明書を使用して ToolsNet/ToolsTalk と安全に通信します。ToolsNet/ToolsTalk サーバーがクライアント検証を必要とする場合は、コントローラー側で証明書を設定し、コントローラーの証明書を信頼するように ToolsNet/ToolsTalk を構成します。
ホームメニューの [設定] に移動し、左側のペインで [証明書] を選択します。
GUIの右上隅にある「プラス」アイコンを選択します。
[ファイルを選択] を選択します。
証明書ファイルを参照して選択します。
サーバー接続
このツールは、以下と通信するように設定できます:
ToolsTalk - 締め付けプログラムとバッチシーケンスを定義するために使用します。
ToolsNet - 接続されたツールによって実行される操作から収集されたデータを管理および分析するために使用します。
Atlas Copco License Manager - ソフトウェアライセンスのアクティベーションと管理に使用します。
ToolsTalk接続の構成
ホームメニューの[設定]に移動し、左側のペインで[サーバー接続]を選択します。
ToolsTalk フィールドで、次のパラメーターを設定します:
フィールド
説明
オン/オフ
ToolsTalk サーバーとの通信を有効/無効にします
サーバーポート
ToolsTalk サーバーポート
サーバーホスト
ToolsTalk サーバーの IP アドレス
[適用] を選択します。
ToolsTalkの構成方法については、ToolsTalk 2ユーザーガイドを参照してください。
ToolsNet接続の構成
ホームメニューの[設定]に移動し、左側のペインで[サーバー接続]を選択します。
ToolsNet フィールドで、次のパラメーターを設定します:
フィールド
説明
オン/オフ
ToolsNet サーバーとの通信を有効/無効にします
サーバーポート
ToolsNet サーバーポート
サーバーホスト
ToolsNet サーバーの IP アドレス
[適用] を選択します。
ToolsNetの構成方法については、ToolsNet 8ユーザーガイドを参照してください。
ライセンスマネージャー接続の構成
ホームメニューの[設定]に移動し、左側のペインで[サーバー接続]を選択します。
アトラスコプコ ライセンスマネージャーフィールドで、次のパラメーターを設定します。
フィールド
説明
オン/オフ
アトラスコプコのライセンスマネージャーサーバーとの通信を有効/無効にします。
サーバーポート
アトラスコプコのライセンスマネージャサーバーのポート
サーバーホスト
アトラスコプコのライセンスマネージャサーバーの IP アドレス
[適用] を選択します。
リモートロギング接続の構成
コントローラーをリモートロギングサーバーに接続するには、コントローラーでリモートロギング設定を構成してアクティブにします。
ホームビューで、[設定]タブに行き、左側のペインで[サーバー接続]を選択します。
リモートロギング ウィンドウで、次のパラメータを構成します。
フィールド | 説明 |
|---|---|
オン/オフ | リモートロギングサーバーとの通信を有効/無効にします。 |
TCP/UDP | TCP または UDP プロトコルを選択します |
サーバーホスト | リモートロギングサーバの IP アドレス |
サーバーポート | リモートロギングサーバーポート |
ログレベルの構成
リモートロギングサーバーに保存されるログを構成するには、次の手順に従います。
ホームビューで、[設定]タブに行き、左側のペインで[サーバー接続]を選択します。
[リモートロギング]ウィンドウで、[構成]を選択します。
[設備の構成] ウィンドウで、該当するチェックボックスを選択します。
カテゴリ
SysLog 分類
エラー
アラート、クリティカル、非常、エラー
警告
警告
情報
情報、通知
選択内容を前の構成に戻すには、[元に戻す] を選択します。
適用を選択します。
ユーザー設定
日時
日時は、イベントや結果が生じたときに正しいタイムスタンプを取得するように設定する必要があります。時間は、次の利用可能なソースのいずれかから取得します:
手動 - 日付、時刻、およびタイムゾーンは手動で設定します。
NTP -日付と時刻は、ユーザーインターフェイスで定義された NTP (ネットワークタイムプロトコル) サーバーから取得されます。
ホームメニューの[設定]に移動し、左側のペインで[ユーザー設定]を選択します。
[日時] フィールドで、次のパラメーターを設定します:
パラメーター
説明
ソース
時刻を取得するためのソース。
NTP サーバー 1
ツールに対して日時を提供する NTP サーバーの IP アドレス。
サーバー 1 ステータス
OK/ステータスなし
NTP サーバー 2
ツールに対して日時を提供する NTP サーバーの IP アドレス。
サーバー 2 ステータス
OK/ステータスなし
日付
ソースが手動に設定されている場合は、手動で入力した日付。
時間
ソースが手動に設定されている場合は、手動で入力した時刻。
タイムゾーン
タイムゾーン。現地のタイムゾーンまたは UTC (協定世界時) などの標準タイムゾーンのいずれか
[適用] を選択します。
日付を設定した後は、STRwrench を再起動することをお勧めします。
言語設定
ユーザーインターフェイスは、次の 12 言語で利用できます:
英語
チェコ語
ドイツ語
スペイン語
フランス語
韓国語
イタリア語
日本語
ポルトガル語
ロシア語
スウェーデン語
中国
ホームメニューの[設定]に移動し、左側のペインで[ユーザー設定]を選択します。
「言語」フィールドで、現在使用中の言語を選択し、リストから言語を選択します。
言語の変更はすぐに反映されます。
トルクの単位を設定します
トルクの結果は、締め付けを行った後と、結果リストに保存した際の両方で、選択した単位で表示されます。
単位 | 説明 |
|---|---|
cNm | センチニュートンメートル |
dNm | デシニュートンメートル |
Nm | ニュートンメートル |
kNm | キロニュートンメートル |
in·lbf | インチ・ポンド力 |
ft·lbf | フィート・ポンド力 |
in·ozf | インチ・オンス力 |
ft·ozf | フィート・オンス力 |
gf·cm | グラム力・センチメートル |
kgf·cm | キログラム力・センチメートル |
kgf·m | キログラム力・メートル |
ホームメニューの[設定]に移動し、左側のペインで[ユーザー設定]を選択します。
[トルク単位] フィールドで、現在使用されている単位を選択し、リストから単位を選択します。
トルクの単位の変更はすぐに反映されます。
イベントの構成
各イベントには、確認(ACK)、記録(LOG)または表示(DISP)するかどうかのデフォルト設定があります。
一部のオプションは変更できません。これらはグレー表示されています。
ホームメニューの [設定] に移動し、左側のペインで [イベント] を選択します。
[イベントの構成] を選択します。
[検索] フィールドにイベントコードを入力して Enter キーを押し、構成するイベントを検索します。
必要に応じて、ACK(確認)、LOG(記録)、および DISP(表示)のボックスのチェックを入れるか、チェックを外します。
該当する場合は、[詳細] フィールドにイベントに関する情報を追加します。
拡張ロギングの構成
はログを自動的に作成して保存します。これらのログは、ロググループを使用して拡張ロギングを含めるように構成できます。
拡張ロギングは特別な場合にのみ使用してください。パフォーマンスに大きな影響を与える可能性があるため、通常の操作中に拡張ロギングを使用することは避けてください。
ロググループの構成
ロググループのデフォルト設定はオフです。ロググループの設定をオンに変更するには:
ホームビューで、[設定] タブに行き、左側のペインで [拡張ロギング] を選択します。
[ロググループ] ウィンドウで、グループを [オン] に設定します。
ロググループのリセット
すべてのロググループをデフォルト設定にリセットすることができます。
ホームビューで、[設定] タブに行き、左側のペインで [拡張ロギング] を選択します。
[ロググループのリセット] ウィンドウで、[リセット] を選択します。
すべてのロググループをリセットするかどうかを確認するポップアップウィンドウが表示されます。[YES] を選択します。
永続ロググループ
ロググループは、再起動するたびにデフォルト設定にリセットされます。リセットを防ぐには、永続ロググループを使用します。
ホームビューで、[設定] タブに行き、左側のペインで [拡張ロギング] を選択します。
[再起動後に選択を保持] ウィンドウで、[永続] を [オン] に設定します。
PIN 設定の構成
PIN コードを使うことで、ツール の不正利用や偶発的な変更を防ぐことができます。複数のユーザーをそれぞれ独自の PIN で ツール に追加できます。PIN コードはツール構成にリンクされておらず、主にロギング目的で使用されることにご注意ください。
PIN は 0000~9999 の範囲の4桁の数字でなければなりません。PIN が有効で、構成されているアイドル時間に達すると、ツール構成は編集できなくなります。最大 10 ユーザーをツールに追加できます。
PIN に変更が加えられると、変更を行ったユーザーがログに記録されます。これは、変更者列に表示され、変更履歴に追加されます。
PIN が有効になると、ウェブユーザーインターフェイスからアクセスする際に PIN コードが必要になります。正しい PIN を入力しないと、ユーザー インターフェイスは読み取りのみ可能になり、編集はできなくなります。
ホームメニューの [設定] に移動し、左側のペインで [PIN] を選択します。[構成] を選択します。
PIN コードスイッチをオンにします。
PIN は、リスト内の少なくとも 1 人のユーザーが有効になっている場合にのみ有効にすることができます。ユーザーが有効になっていない場合は、警告メッセージがポップアップ表示されます。
ツールが非アクティブ(一定時間操作なし)の場合にロックされる時間を設定するには、アイドル時間タイムアウトを(秒単位で)設定します。
アイドル時間タイムアウトの既定値は 120 秒です。これはグローバル設定であり、ユーザーごとに設定することができない点にご注意ください。
ホームメニューの [設定] に移動し、左側のペインで [PIN] を選択します。[構成] を選択します。
右上にあるプラスアイコンを選択します。
エントリを編集するには、名前フィールドを選択します。
[ユーザー] ウィンドウで、[名前]を選択します。
ユーザーの PIN を入力し、 PIN を確認します。PIN は 0000~9999 の範囲の4桁の数字でなければなりません。
変更を適用するには、両方のフィールド (PIN の入力と PIN の確認) の PIN が一致している必要があります。
[権限]を選択します。使用可能な構成のリストが表示されます。
ユーザーがアクセスして変更できる、必要な構成の左側にあるチェックボックスを選択します。
必要な構成を選択した後、[OK]を選択します。
[ユーザー]ウィンドウが表示されます。[すべて選択]は、使用可能なすべての構成を同時に選択します。
チェックボックスをオフにして選択を取り消すには[すべて選択解除]を選択します。ユーザーは、[アクセス許可]ウィンドウで選択した構成にのみアクセスして変更を加えることが可能で、選択されていない構成は読み取り専用アクセスで参照できます。選択されていない構成に対する変更は許可されません。
適用を選択します。
ユーザーリストで、有効にするユーザー名の左にあるチェックボックスを選択します。
PIN が有効になると、構成したアイドル時間タイムアウトの後にツールは自動的にロックします。
PIN/ユーザーを無効にするには、そのユーザー名の左にあるチェックボックスをクリアします。
ホームメニューの [設定] に移動し、左側のペインで [PIN] を選択します。[構成] を選択します。
[ユーザー] フィールドで、有効にするユーザー名の左側にあるチェックボックスをオンにします。
この PIN が有効になると、構成したアイドル時間タイムアウトの後にツールは自動的にロックします。
PIN/ユーザーを無効にするには、そのユーザーの左にあるチェックボックスをクリアします。
PIN は、ユーザー名を選択して、有効スイッチをオンまたはオフにそれぞれ設定することで有効化と無効化を行うこともできる点にご注意ください。
ホームメニューの [設定] に移動し、左側のペインで [PIN] を選択します。[構成] を選択します。
[ユーザー] フィールドで、ユーザー名の右側にある赤い [マイナス] アイコンを選択します。
右上にある南京錠アイコンを選択します。
キーパッドのあるダイアログボックスが表示されます。PIN コードを入力して、[OK] を選択します。
PIN が有効化されており、画面のロックが解除されている場合、ユーザインターフェイスの右上隅に「開錠した南京錠」のアイコンが表示されます。
ユーザインターフェイスは [開錠した南京錠] のアイコンを選択すると、手動で再度ロックできます。
工場出荷時設定へのリセット実行と結果のクリア
ツールは、元の工場出荷時設定に戻すことができます。
ツールをリセットすると、すべての設定、構成、および履歴データが削除されます。このアクションのコースが必要であると確信している場合にのみ、工場出荷時設定へのリセットを行ってください。
ホームメニューの [設定] に移動し、左側のペインで [リセット] を選択します。
[コントローラーの工場出荷時設定へのリセット] フィールドで、[リセット] ボタンを選択します。
すべてのデータが削除されることを警告するダイアログボックスが表示されます。[はい] を選択します。
ツールは、新規設定を有効にするために再起動を行います。
ホームメニューの [設定] に移動し、左側のペインで [リセット] を選択します。
[結果のクリア] フィールドで、[クリア] ボタンを選択します。
すべての結果とイベントが削除されることを警告するダイアログボックスが表示されます。[はい] を選択します。
ツールは再起動してデータを消去します。
レポートと統計
このセクションでは、使用可能なレポートと統計情報について学習できます。
[レポート]タブの操作
結果の表示
本セクションでは、ツールで締め付け結果にアクセスする方法と、さまざまな結果表示で示される情報を読み取る方法について説明します。
統合コントローラーを使用して、または STRwrench を STpad または STpalm に接続して締め付けを実行すると、その結果がツールに保存されます。
ライブ結果と保存された結果
ライブ結果ダイアログボックスには、ツールの結果が発生したときに画面に表示されます。締め付け結果もまた、締め付けが終了するとすぐにツールに自動的に保存されます。
各タスクは 1 つの結果として表示されます。単一の締め付けには、主要なパラメータを示す表、または締め付けグラフに結果が表示されます。バッチシーケンスは、実行された順番に個別の締め付けをすべて示します。
ライブ結果ビュー
ライブ結果ページは、STRwrench が統合コントローラーツールと連携している場合にのみ表示されます。
STRwrench Web ユーザーインターフェイスの下部にある結果アイコン ( ) をクリックして、ライブ結果ページを開きます。
) をクリックして、ライブ結果ページを開きます。

位置 | 説明 |
|---|---|
1 | 目標トルク。 |
2 | トルク結果。 |
3 | 角度結果。 |
4 | 目標角度。 |
5 | 結果ステータス。 |
6 | NG 締め付けでは、締め付け失敗の詳細なステータスが表示されます。 |
7 | バーコードリーダーでスキャンされた VIN (車両識別番号)。 |
8 | 締め付けの開始から終了までの経過時間。 |
9 | シーケンス内の完了バッチ数。 |
10 | バッチシーケンス名。 |
11 | シーケンス内のバッチの総数。 |
12 | シーケンス内で完了した各バッチの結果:
|
13 | バッチ内で完了した締め付けの数。 |
14 | 締め付けプログラム名。 |
15 | バッチ内の締め付け総数。 |
16 | バッチ内で完了した締め付けの数:
|
ページの両側にある矢印をクリックしてビューを変更し、進行中の締め付けのグラフを表示します。
ライブ結果ページを離れると、ライブ結果セッションが終了し、データがクリアされます。
保存された結果ビュー
このツールは、統合コントローラーを使用して実行された操作の結果と、STWrench を STpad または STpalm に接続して実行された操作の結果を保存します。
ホームメニューの[レポート]に移動し、左側のペインで[結果]を選択します。
[すべての結果を表示]を選択します。結果リストは次についての情報を表示します。
日付: 締め付けが行われた日時。
締め付けプログラム: 締付けプログラムの列には、マルチステップ締付けプログラム名、またはバッチシーケンス名、続いてバッチシーケンス内の締付けプログラム名が表示されます。
結果: トルク/角度の結果
制限: 制限列には、ユーザーがステップモニターまたはステップ制限 (ステップレベル) 、またはプログラムモニターまたはプログラム制限 (マルチステッププログラムレベル) を設定した場合にのみ表示されます。
ステップモニター、ステップ制限、プログラムモニター、およびプログラム制限は、最終トルクと最終角度に適用されます。
詳細: 締め付け/緩め結果の詳細です。
トレースチェックボックス: トレースチェックボックスを選択すると、対応する結果が同期トレース結果ビューに表示されます。
赤いバーでマークされた結果のステータスはNGです。NG結果の説明については、 NG結果リストを参照してください。
リストから結果を選択して、トレース結果ビューに入ります。
[トレース結果ビュー]ウィンドウには、締め付けのライフサイクルが段階的に表示されます。
締め付けが NG の場合、 トレース結果ビュー に、原因となったステップモニターまたはステップ制限が表示されます。
トレースグラフの右上コーナーで、左矢印/右矢印を選択して、必要なトレースグラフを表示させます。
次のトレースグラフが使用できます。
トルク/時間
トルク/角度
角度/時間
トレースグラフでは、ズームイン/ズームアウト、トレースの移動、特定のポイントのx軸とy軸の値の読み取りが可能です。
トレースグラフの左下コーナーで、「+」を選択してズームイン、「-」を選択してズームアウト、または、「正方形のアイコン」を選択してズームレベルをデフォルトビューにリセットします。
トレース結果ビューウィンドウの下部に、詳細なステップ情報が表示されます。
同期トレースの表示
ホームメニューの[レポート]に移動し、左側のペインで[結果]を選択します。
[すべての結果を表示]を選択します。
対応する結果の
 アイコンをマークして、比較するトレースを選択します。選択したトレースアイコンが青色に変わります。
アイコンをマークして、比較するトレースを選択します。選択したトレースアイコンが青色に変わります。最大10個のトレースを選択できます。
アイコンのない結果では、同期はサポートされていません。右上隅にある
 アイコンを選択して、同期トレースビューを開きます。
アイコンを選択して、同期トレースビューを開きます。 アイコンを選択すると、選択したすべての結果トレースがオフになります。
アイコンを選択すると、選択したすべての結果トレースがオフになります。[同期トレース結果ビュー]で、ドロップダウンリストから優先する[同期方法]を選択します。
右上隅の矢印でトレースタイプを選択します。
同期トレース結果ビューを以下に示します:
1 | トレースを同期する方法と現在の同期方法の表示を選択します。 |
2 | トレースのセクションをより詳細に調べるためのズーム方法。「+」を選択してズームイン、「-」を選択してズームアウト、または、「正方形のアイコン」を選択してズームレベルをデフォルトビューにリセットします。 マウスの右ボタンを押したまま、セクション上でマウスを動かして、マウスの右ボタンを放すことにより、特定のセクションにズームすることもできます。描かれた長方形の内側の領域は、表示する領域を定義します。 |
3 | 各結果は1つのタブで表され、締め付けが実行された時間を示します。各タブの左側にあるアイコンには、締め付けの結果が反映されます:
アイコンをクリックすると、トレースの次の表示設定の間で切り替わります:
|
4 | 一次結果トレースを変更します。 一次結果トレースは基準として使用され、x軸の値を定義します。一次結果として設定できるトレースは1つのみです。最初に選択されたトレース (左端のタブ) は、デフォルトで基準として使用されます。 |
5 | 現在選択されている結果の締め付けの詳細 |
6 | 使用可能なトレースタイプの間で切り替えます。次のトレースグラフが使用できます。
|
同期方法
同期方法は、特定の値でトレースを同期するためのさまざまな戦略です。
トレースは、たとえば、ピークトルク (各トレースで到達する最大トルク) によって同期することができます。これにより、各曲線のピークトルク値がx軸でまったく同じ位置に来るまで、すべてのトレースがx軸に沿ってシフトします。
それ以降のすべての結果には、次のいずれかの方法に従ってx軸上のオフセットが指定されます
同期方法 | 説明 |
|---|---|
なし | デフォルト値。選択したトレースは同期されません。 |
ピーク/トルク | すべてのトレースはピーク値に対して同期されます。つまり、x軸上でピーク値が一次結果のピーク値と同じ位置になるように、x軸に沿ってシフトされます。 |
カスタム/トルク |
同期方法で[カスタム]が選択され、どのトレースにも構成値が含まれなかった場合、カスタム値フィールドに感嘆符が表示されます。 |
結果に同期方法と一致するトレース値がない場合、同期はできず、そのトレースは表示されません。代わりに、感嘆符が表示されます。
同期できるトレースがない場合は、 「同期できません」というエラーメッセージが表示されます。
イベントの表示
イベントを使って、ユーザーに対して、システム内の特定の状態の変化または発生を通知します。これらは情報、警告、エラーの3つのタイプに分けられ、それぞれに必要なアクションの種類は異なります。
発生した各イベントはイベントログに保存されます。
ホームメニューの[レポート]に移動し、左側のペインで[結果]を選択します。
[すべての結果を表示]を選択します。
リスト内のイベントを選択して、イベントダイアログボックスを開きます。
イベントコード
イベントを使って、ユーザーに対して、システム内の特定の状態の変化または発生を通知します。イベントにはさまざまなタイプがあり、さまざまなアクションが必要となります。
記載された手順の一部のみ Atlas Copco 認定サービスプロバイダが実施できます。
イベントコード グループ
イベントコードは、次のグループに分類することができます:
イベントコード | グループ | 説明 |
|---|---|---|
1000-1999 | コントローラ、ツール | コントローラとツールのイベント |
2000-2999 | ツール | ツールイベント。 |
3000-3999 | コントローラ、ドライブ、チャネル、構成 | コントローラとドライブのイベント、およびステップ同期イベント。 |
4000-4999 | プロセス | 締め付けプロセスイベント。 |
5000-5999 | 構成 | プログラム構成イベント。 |
6000-6999 | アクセサリ | アクセサリーイベント。 |
7000-7999 | メッセージ | メッセージ。 |
イベントコードリストの説明
次の表には、イベントコードリストの情報が説明されています:
項目 | 説明 | |
|---|---|---|
イベントコード | 一意のイベント番号。 | |
タイプ | イベントの種類:
| |
名称 | イベントの簡単な名前 | |
説明 | イベントの簡単な説明と、それが起こった理由。 | |
手順 | 該当する場合、手順には、イベントを消去する方法についての指示が含まれます。 | |
イベントコードのリスト
イベント | 説明 | 手順 | ||
|---|---|---|---|---|
コード | タイプ | 名称 | ||
1000 | 情報 | コントローラが起動しました。 | コントローラーが起動します。 | 該当なし |
1001 | 警告 | コントローラのシリアル番号が更新されました | IT ボードボックスのシリアル番号 (コントローラーのシリアル番号) が AUX ボードボックスのシリアル番号と異なる場合、起動時に生成されます。AUX ボードは、フィールド内で非交換可能とみなされます。シリアル番号が更新されると、コントローラーは再起動します。 | IT ボードやボックスを交換してください。 |
1010 | 情報 | ツールが接続されています | ツールが接続されます。 | 該当なし |
1011 | 情報 | ツールが接続されていません | ツールが切断されます。 | 該当なし |
1012 | 情報 | ツール接続が拒否されました | OpenProtocolツールがコントローラー接続を拒否しました。 | 別のコントローラーがツールに接続されているかどうかを確認します。 |
2000 | 警告 | バッテリー低 |
| バッテリーを交換してください。 |
2001 | 警告 | バッテリーが空です |
| バッテリーを交換してください。 |
2002 | 警告 | ツールバッテリー正常性低 | ツールのバッテリー正常性の問題が検出されました。 | バッテリーの交換 |
2004 | 警告 | ツールが希望するタイプではありません | ツールが、ツール最大トルクが異なるツールで交換されました。 | ツールの変更 |
2006 | 警告 | ツールバックアップバッテリー正常性低 | ツールのバックアップバッテリーのパフォーマンスが低すぎます。 | バックアップバッテリーを交換してください。 |
2007 | 警告 | ツールバックアップバッテリー喪失 | ツールバックアップバッテリーがありません。 | バッテリーの挿入 |
2008 | 警告 | ツールバックアップバッテリーエラー | ツールのバックアップバッテリーエラーが検出されました。 | バッテリーの交換 |
2009 | 警告 | バックアップバッテリ電圧低 | コントローラーのバックアップバッテリーがほとんど空です | バッテリーの交換 |
2010 | エラー | ツールソフトウェアバージョンが一致していません。 | ツールおよびコントローラーソフトウェアのバージョンに互換性がありません。 | サービスツール - ツールソフトウェアの更新。 |
2012 | 警告 | ツール通信障害 | ツールとコントローラー間の通信が中断されました。 | アンテナの配置を変えてください。 |
2013 | 警告 | 不正なリング位置です。 | ツール方向スイッチの位置に障害があります。 | 頻繁に発生する場合は、ツールの整備を行います。 |
2014 | 警告 | ツールがオーバーヒートしました。 | ツールがオーバーヒートしました。 | ツールが冷却するのを待ってください。 |
2015 | エラー | ツール温度センサーエラー |
| サービスツール。 |
2016 | 警告 | ツールパルスユニット過熱 | ツールパルスユニットが過熱しました。ツールはロックされていませんが、パルスユニットの温度がしきい値を超えている間は、ツールが開始されるたびに警告が表示されます。 | ツールの冷却 |
2019 | 警告 | ツールがモーターを起動できませんでした | ツールモーターの障害。 | |
2020 | 警告 | ツールのモータ調節が必要 | ツールのモーター調節が必要です。 | モーター調整を行います。 |
2021 | 警告 | モータ調節失敗 | モーター調整に失敗しました。 | モーター調整を完了するか、ツールの保守を行います。 |
2022 | 情報 | モータ調節完了 | モーター調節が完了しました。 | 該当なし |
2023 | 警告 | ツールにオープンエンドの調整が必要です | ツールにオープンエンドの調整が必要です。 | オープンエンドの調整を行います。 |
2024 | 警告 | オープンエンドの調整に失敗しました | オープンエンドの調整に失敗しました。 | オープンエンドの調整を複数回実施してみてください。再び失敗する場合は、ツールの保守を行います。 |
2025 | 情報 | オープンエンドの調整に成功しました | オープンエンドの調整に成功しました。 | 該当なし |
2026 | 警告 | オープンエンドの位置決めで失敗しました | オープンエンドの位置決めで失敗しました。 | もう一度トリガを押し、位置決めが完了するのを待ちます。再び失敗する場合は、ツールの保守を行います。 |
2027 | 警告 | ツールの温度が高いため使用が制限されています | 温度制限に達しました。過熱によるツールのシャットダウンのリスクを減らすために、締め付けは禁止されています。 | ツールの温度が下がるまでお待ちください。 |
2030 | エラー | ツールメモリエラー - ツール変更 | ツールメモリが破損しています。 | ツールの保守を行ってください。 |
2031 | エラー | ツールアクセサリーメモリが破損しています。 | ツールアクセサリメモリが破損しています。 | ツールアクセサリの整備を行います。 |
2040 | エラー | システムチェック失敗 |
| |
2041 | エラー | トルクトランスデューサエラー | 校正エラー時またはツールが変換器エラーをレポートした場合に生成されます。 | ツールの保守を行ってください。 |
2042 | エラー | 角度エンコーダエラー |
| ツールの保守を行ってください。 |
2043 | エラー | ツール接地故障エラー |
| ツールの保守を行ってください。 |
2044 | 情報 | ツールサービス間隔が過ぎています。 | ツールの保守が必要であることを示します。設定した締め付けの回数を超えたときにトリガーされます。 | ツールの整備を実施します。 |
2045 | 警告 | ツール校正データが無効です。 | 校正データの検証に失敗した場合。 | サービスツール。 |
2046 | 情報 | ツール、次の較正日を過ぎています | ツールの較正が必要であることを示します。校正アラームが設定で有効にされており、現在時刻が次の校正日を過ぎている際にトリガーされます。 | サービスツール。 |
2047 | 情報 | サービスデータチェックサムの自動更新 | サービスデータのチェックサムが自動的に更新されたことを示します。 | 該当なし |
2048 | 情報 | QA デバイスでツール校正値が更新されました | ツールの校正は、QAデバイスによる校正が実行されたときに更新されています | |
2050 | エラー | ツールパラメータファイルがサポートされていません。 | 必要なツールパラメータがありません。 | ツールパラメータを更新します。 |
2060 | 情報 | 予期しないトリガー動作 | アクセサリが接続されている場合にツールの起動を行わないために使用されます。 | 該当なし |
2071 | エラー | ツールメモリが破損しています。 | ツールの記述子が破損しています。 | ツールの保守を行ってください。 |
2072 | 情報 | 未知のデバイスが接続されています |
| |
2073 | 警告 | ツールトリガの監督失敗 | HW チャンネル障害です。ツールトリガーのハードウェアとソフトウェアが一致しません。 | |
2074 | 警告 | ツールインジケーターボード故障 | ツールインジケーターボード故障です。 | ツールの保守を行ってください。 |
2075 | 警告 | ツールファン電圧障害 | ツールファン電圧障害です。 | ツールの保守を行ってください。 |
2076 | 警告 | ツールアクセサリーバス電圧障害 | ツールアクセサリバス電圧障害です。 | ツールの保守を行ってください。 |
2077 | 警告 | ツールトリガセンサエラー | ツールトリガーセンサエラーです。 | ツールの保守を行ってください。 |
2078 | 情報 | ツール締め付けプログラムが更新されました | 締め付けプログラム更新のために、ツールがロックされました。 | |
2079 | エラー | ツールケーブルがサポートされていません | ツールケーブルが破損しています。ケーブル内のチップは応答していないか、破損しています。 | ケーブルを交換してください。 |
2080 | エラー | ツールバッテリ障害 | DC 電圧が高すぎるか、低すぎます。バッテリー障害。 | アトラスコプコのサービス担当者に連絡し、アトラスコプコにバッテリーを送り返します (再利用しないでください!) 。 |
2081 | エラー | ツール電流制限に達しました | 電流制限値に達したため、ドライブが無効になっています。 | ツールの保守を行ってください。 |
2082 | エラー | ツール電流測定エラー | 電流測定エラー電流の測定結果が信頼できません。 | ツールの保守を行ってください。 |
2083 | エラー | ツール内部エラー | さまざまな内部ハードウェアエラー。 | ツールの保守を行ってください。 |
2084 | エラー | ツール内部ソフトウェアエラー | さまざまな内部ソフトウェアエラー | ツールの保守を行ってください。 |
2085 | エラー | ツール RBU エラー | RBU エラーがツールソフトウェアによって検出されました。 | RBU が正しくインストールされているか確認してください。それでもエラーが発生する場合、ツールの保守を行ってください。 |
2086 | エラー | ツール停止 | ツールモーターが停止しています。 | ツールの保守を行ってください。 |
2087 | 警告 | ツールモーター電流高 | ツールモーターの電流が限度を超えており、ツールがロックされています。ツールはフェールセーフモードに入ります。 | |
2088 | 警告 | ツールバッテリー電流高 | ツールバッテリー電流が高過ぎます。 | |
2089 | 警告 | ツールドライブ電圧低 | ツールのドライブ電圧が監視される電圧下限を下回っています。 | |
2090 | 警告 | ツールドライブ電圧高 | ツールのドライブ電圧が監視される電圧上限値を上回っています。 | |
2091 | 警告 | ツールメインボードエラー | ツールメインボード内部エラー。 | |
2092 | 警告 | ツールパワーモジュールエラー | ツールパワーモジュール内部エラー | |
2093 | 警告 | パルスユニットオイルレベル低 | 接続されたパルスツールのオイルレベルが低いです。 | ツールの保守を行ってください |
2094 | 警告 | パルスユニットオイルレベル空 | 接続されたパルスツールのオイルレベルが必要な動作レベル以下です | ツールの保守を行ってください |
2095 | 警告 | ツールバッテリの通信が失われました | ツールがバッテリーとの通信を失いました。 | バッテリが正しく挿入されていることを確認します。または、バッテリを交換します。 |
2096 | エラー | ツールバッテリーのソフトウェアバージョンが一致しません | ツールバッテリーソフトウェアは、ツールソフトウェアと互換性がありません。 | ソフトウェアを更新してください。 |
2100 | 情報 | STwrench smartHeadが削除されました | STwrench smartHeadが削除されました。 | smartHeadを再接続し、レンチを再起動します。 |
2101 | 警告 | ロック時のレンチ締め | ツールのステータスがコントローラーによってロックされているときに、レンチによる締め付けが実行されました。 | コントローラーのツールステータスがロック解除されるまでお待ちください。 |
3000 | エラー | コントローラ内部ソフトウェアエラー | コントローラーのソフトウェアエラー。 | サービスにご連絡ください。 |
3001 | エラー | コントローラクロックバッテリ空 | 内部バッテリーが寿命に近づいています。 | バッテリーの交換 |
3010 | 警告 | システム過熱 | コントローラーが過熱しています。 | クールダウンしてください。 |
3011 | 警告 | コントローラハードウェア駆動部が過熱しています | クールダウンしてください。 | |
3013 | 警告 | コントローラーの温度が高いため、使用が制限されています | 温度制限に達しました。過熱によるコントローラーのシャットダウンのリスクを減らすために、締め付けは禁止されています。 | コントローラーの温度が下がるまでお待ちください。 |
3020 | 警告 | コントローラハードウェア故障 | ||
3021 | 警告 | システム電圧の問題 | DC 電圧が高すぎるか、低すぎます。 | 該当なし |
3030 | エラー | IP アドレスがネットワーク上の他のノードと競合しています | 設定された IP アドレスは、同じネットワーク上の別のデバイスによって使用されています。 | デバイスのうちの 1 つの IP アドレスを変更してください。 |
3031 | 情報 | ネットワークケーブルが抜けています。 | 工場用ポートのキャリアが失われました (ケーブルの接続が解除されました) 。 | ケーブルの接続を確認してください。 |
3032 | 情報 | ペアリング開始 | ツールペアリングが開始しました。 | 該当なし |
3033 | 情報 | ペアリング成功 | ツールペアリングが成功しました。 | 該当なし |
3034 | エラー | ペアリングに失敗しました。ツールが見つかりません。 | コントローラーは、無線ピアにスキャンする際にペアリングするツールを見つけられませんでした。 | ツールをペアリングモードに設定し、再試行してください。 |
3035 | エラー | ペアリングに失敗しました。複数のツールが見つかりました | コントローラーは、無線ピアをスキャンする際に複数のツールを見つけました。 | コントローラーでペアリングモードを開始する際には、1 つのツールのみがペアリングモードになっていることを確認してください。 |
3036 | エラー | ペアリングに失敗しました: 通信エラー | コントローラーがペアリングプロセス中に、接続の喪失、想定外の応答、またはタイムアウトになりました。 | ペアリングを複数回実施してみてください。再び失敗する場合は、ツールの保守を行います。 |
3037 | 情報 | ペアリングに失敗しました: ツールスロットが一杯です | 1つのツールスロットをクリアしてください | |
3040 | 警告 | 非常停止 | 緊急停止のためにドライブが無効になりました。 | 非常停止をリセットします。 |
3050 | 情報 | システムクロック更新 | システムクロックが更新されました。 | 該当なし |
3051 | エラー | システムクロックエラー | ハードウェアリアルタイムクロック (RTC) から読み出した時間が間違っています。 | RTC バッテリーを変更してください。 |
3052 | 警告 | リモート起動構成エラー | HW と SW リモート起動構成が一致していません。 | HW ディップスイッチが選択された開始ソースと一致していることを調べて確認してください。 |
3053 | 情報 | ドライブが接続されています | StepSyncドライブが接続されました。 | |
3054 | 情報 | ドライブが切断されています | StepSyncドライブが切断されました。 | |
3055 | 警告 | モード設定エラー | 選択したモードが誤って構成されると生成されます。たとえば、同じボルト番号または同じチャンネルの2つのボルトの構成、不完全モード構成など。 | モード構成エラーについては、Toolstalk2 を確認してください。 |
3056 | 警告 | 開始できません。ツールかドライブがありません。 | 使用されているチャンネルにドライブやツールがない場合に生成されます。 | HMIのチャンネルメニューを確認してください。喪失したドライブまたはツールを接続します。 |
3057 | 情報 | 開始できません。チャンネルが既に使用されています | 必要なチャネルが別の仮想ステーションに割り当てられる場合に生成されます。 | |
3058 | 情報 | モードが選択されていません | モードを選択してください | |
3059 | 警告 | アトラスコプコのライセンスマネージャへの接続に失敗しました | コントローラーが、ローカルのライセンスマネージャーに接続してライセンスを取得するのに失敗したことを示します。 | ローカルネットワークを確認してください。再び失敗する場合は、コントローラーの整備を行います。 |
3084 | エラー | ソフト PLC ランタイムエラー | eCLR が制御不能な方法で終了しました。 | |
3150 | エラー | ソフトウェアIAMの非互換性 | IAMはコントローラにインストールされたソフトウェアと互換性がありません | IAM を交換してください。 |
3160 | エラー | 新しくインストールされたソフトウェアのライセンス認証に失敗しました | ライセンス認証中に問題が発生しました。新しくインストールされたソフトウェアが起動すると、以前に動作していたソフトウェアへのフォールバックが発生する。これは、ソフトウェアのインストール中にのみ起こり、新しいソフトウェアが 3 回起動できなかった場合に発生します。 | エクスポートして、アトラスコプコまでご連絡ください。インストールしようとしているソフトウェアのバージョンと、機能しているソフトウェアのバージョンを書き留めてください。 |
3161 | エラー | 予期しないソフトウェアパーティションで開始されました。 | コントローラーは、予期されたソフトウェア側ではなく、非アクティブなソフトウェア側で起動しました。 | ソフトウェア情報を書き留めます (コントローラーのホームページで、[コントローラー] > [ソフトウェア]を選択します) 。コントローラーを再起動して、再起動時に正しいソフトウェアで実行されていることを確認してください。エラーが続く場合は、エクスポートしてアトラスコプコまでお問い合わせください。 |
3500 | エラー | 一般ライセンスマネージャエラー | 使用されている機能管理システムで不整合が検出されました。 | アトラスコプコの代理店までご連絡ください。 |
3501 | エラー | ライセンスマネージャー同期エラー |
| |
3502 | 情報 | ライセンスマネージャー同期完了 |
| |
3503 | 警告 | ライセンスマネージャー:別のソースが使用されています | ライセンスは別のソースによって使用されています。 | ライセンスの割り当てを確認してください |
3504 | 警告 | ライセンスマネージャの再起動が必要です | ライセンスマネージャを再起動する | |
3505 | 情報 | USBライセンス同期が開始されました | ||
3506 | エラー | USBライセンス同期エラー | ||
3507 | 情報 | USBライセンス同期が完了しました | ||
3508 | 情報 | 1つまたは複数のライセンスの有効期限が近づいています。ライセンスサーバーが構成されていることを確認してください | ライセンスの更新 | |
3511 | 警告 | ライセンスの1つに異なるライセンス定義があります | 使用するライセンスで不整合が検出されました。 | アトラスコプコの代理店までご連絡ください。 |
3550 | 警告 | ライセンスがありません | 正しいライセンスをインストールしてください | |
4010 | 情報 | ツールがデジタル入力によりロックされました。 | ツールは、デジタル入力信号によってロックされました。 | 該当なし |
4011 | 情報 | オープンプロトコルによりツールがロックされました | ツールは、オープンプロトコルによりロックされました。 | 該当なし |
4012 | 情報 | フィールドバスによりツールがロックされました | ツールは、フィールドバスによってロックされました。 | 該当なし |
4013 | 情報 | ソケットセレクタによってロックされているツール | ソケットセレクタが仮想ステーションから切断されると、ツールがロックされます。 | マスタアンロックでロック解除 |
4014 | 情報 | ツールがソフト PLC によってロックされています | ソフト PLC 信号によってツールがロックされています。 | マスタアンロックでロック解除 |
4015 | 情報 | 緩めが無効になりました | 締め付けプログラムで緩めが無効になっています | |
4016 | 情報 | 締め付けが無効です |
| |
4017 | 情報 | 緩めが構成されていません | 選択された締め付けプログラムで緩めが構成されていません | 異なる締め付けプログラムを選択します |
4020 | 情報 | NG締め付けけが多すぎます。 | バッチ内の連続NG締め付けの最大値を超えています。 | |
4025 | 情報 | 締め付けプログラムが選択されていません | 締め付けプログラムが選択されていません。 | 締め付けプログラムまたはバッチシーケンスを選択します。 |
4030 | 情報 | バッチシーケンスが中止されました。 | バッチシーケンスが中止されました。 | |
4031 | 情報 | バッチシーケンスを完了する最長時間に達しました。 |
| |
4032 | 情報 | 最初の締め付けを完了する最長時間に達しました。 |
| |
4035 | 情報 | ライン制御によりロック |
| |
4040 | 情報 | 代替識別子によりロックされました | 代替識別子によりツールがロックされました。 | |
4050 | 無効なソケット構成 | 複数のソケットに締め付けプログラムが割り当てられています。 | 複数のソケットに締め付けプログラムが割り当てられています | |
4060 | 情報 | ツールがバッチ完了でロックされました | バッチシーケンス完了でフラグツールロックを使用してバッチを実行すると、ユーザーがトリガーを押した際にこのイベントが生成されます。 | 完了で信号のロック解除ツールを使用してロックを解除します。 |
4070 | 情報 | プロセスが手動モードに入りました | 仮想ステーションで手動モードが起動していることを示します | |
4071 | 情報 | プロセスが自動モードに入りました | 仮想ステーションで自動モードが起動していることを示します | |
4500 | 情報 | 結果ドライブエラー | 内部ドライブエラーまたはドライバ喪失が検出されました。 |
|
4501 | 情報 | 結果リヒット | リヒット検出がオンのときにすでに締め付けたボルトを締め付ける試み。 |
|
4502 | 情報 | 結果ソフトスタートトルク低 | 最小レベル未満のソフトスタートトルク。 |
|
4503 | 情報 | 結果ソフトスタートトルク高 | 最大レベル超過のソフトスタートトルク。 |
|
4504 | 情報 | 結果セルフタップトルク高 | 最大レベル超過の Selftap トルク。 |
|
4505 | 情報 | 結果セルフタップトルク低 | 最小限度未満の Selftap トルク。 |
|
4506 | 情報 | 結果安全トルク低 | トルクセンサーを正しく取り付けるための自動的に計算したトルク値。 |
|
4507 | 情報 | 結果ランダウントルク高 | 最大レベル超過のランダウントルク。 |
|
4508 | 情報 | 結果ランダウン角度高 | 最大レベル超過のランダウン角度。 |
|
4509 | 情報 | 結果ランダウン時間高 | 最大制限超過のランダウン時間。 |
|
4510 | 情報 | 結果ランダウン時間低 | 最小制限未満のランダウン時間。 |
|
4511 | 情報 | 結果ランダウントルク低 | 最小レベル未満のランダウントルク。 |
|
4512 | 情報 | 結果ランダウン角度低 | 最小レベル未満のランダウン角度。 |
|
4513 | 情報 | 結果最終トルク高 | 最大レベル超過の最終ステップトルク。 |
|
4514 | 情報 | 結果最終角度高 | 最大レベル超過の最終ステップ角度。 |
|
4515 | 情報 | 結果最終トルク低 | 最小レベル未満の最終ステップトルク。 |
|
4516 | 情報 | 結果最終角度低 | 最小レベル未満の最終ステップ角度。 |
|
4517 | 情報 | 結果締め付けタイムアウト | 締め付け時間制限が超過しました。一般的な締め付け戦略での、最大締め付け時間は30秒です。マルチステップの最大締め付け時間は、ステップ制限の最大時間によって異なります。エラーコードは締め付け段階によって異なります。 | 締め付けの再実行。 |
4518 | 情報 | 結果トリガー喪失 | 目標に達する前にツールトリガーがリリースされました。 一般的な締め付け戦略で、締め付け段階が終了する前にトリガーを解除することは許可されていません。 マルチステップでは、特定のステップの目標に達する前にトリガーが解除されると、エラーが表示されます。 |
|
4519 | 情報 | 早期のトルク喪失 | ソケットがナットから脱落しました。 |
|
4520 | 情報 | 結果最終ステップ前にターゲットに到達 | 締め付けプログラムの最終ステップの前にターゲットトルクに達しました。 |
|
4521 | 情報 | 結果ポストビュートルク低 | 最小レベル未満のポストビュートルク。 |
|
4522 | 情報 | 結果ポストビュートルク高 | 最大レベル超過のポストビュートルク。 |
|
4523 | 情報 | 結果ポストビュートルク間隔に達していません | ポストビュートルク間隔に達していません。 |
|
4524 | 情報 | 結果トルク補正間隔に達していません | ランダウン終了前にトルク補正間隔角度に達していません。 |
|
4525 | 情報 | ツールの動き超過の結果です | NG 締め付け詳細状態から。 |
|
4526 | 情報 | 結果 SafetyCurrMon センサー不一致 | 電流監視エラー。 |
|
4527 | 情報 | ツールの動き超過の結果です |
|
|
4528 | 情報 | 結果ソフトスタート角度高 | ソフトスタート角度が最大レベル (4 段階) を超過しました。 |
|
4529 | 情報 | 結果ソフトスタート角度低 | ソフトスタート角度が最小レベル (4 段階) 未満です。 |
|
4530 | 情報 | 結果最初の角度高 | 最初のステップ角度が最大レベル (4 段階) を超過しました。 |
|
4531 | 情報 | 結果最初の角度低 | 最初のステップ角度が最小レベル (4 段階) 未満です。 |
|
4532 | 情報 | 結果最初のトルク高 | 最初のステップトルクが最大レベル (4 段階) を超過しました。 |
|
4533 | 情報 | 結果最初のトルク低 | 最初のステップトルクが最小レベル (4 段階) 未満です。 |
|
4534 | 情報 | 結果最初の時間高 | 最初のステップ時間が最大レベル (4 段階) を超過しました。 |
|
4535 | 情報 | 結果最初の時間低 | 最初のステップ時間が最小レベル (4 段階) 未満です。 |
|
4536 | 情報 | 結果最終時間高 | 最終のステップ時間が最大レベル (4 段階) を超過しました。 |
|
4537 | 情報 | 結果最終時間低 | 最終のステップ時間が最小レベル (4 段階) 未満です。 |
|
4538 | 情報 | 結果最終監督トルク低 | 最終監督トルクに達しませんでした。 |
|
4539 | 情報 | 結果ソフトスタート時間高 | ソフトスタート時間が最大レベル (4 段階) を超過しました。 |
|
4540 | 情報 | 結果ソフトスタート時間低 | ソフトスタート時間が最小レベル (4 段階) 未満です。 |
|
4543 | 情報 | 結果スナッグモニター高 | レンチ専用。モニターが着座レベルを超えていることを検出しました。 | |
4545 | 情報 | 結果残留トルクなし | レンチ専用。残留トルクがしきい値未満です。 | |
4546 | 情報 | 結果過速度 | レンチ専用。レンチジャイロが、速度が速いために角度を測定できませんでした。 | |
4547 | 情報 | 結果有効な緩め | レンチ専用。レンチが予期しない緩めを検出しました。 | |
4548 | 情報 | 結果最終が目標未満 | 最終トルクが、締め付けプログラムで設定されたターゲットトルク未満です。 | |
4549 | 情報 | TurboTight 時間制限超過 | TurboTight 時間制限を超過しました。 | |
4550 | 情報 | 結果ランダウンパルス高 | ランダウンパルスの最大数を超えました。 | |
4551 | 情報 | 結果ランダウンパルス低 | ランダウンパルスの最小数に達する前にランダウンが完了しました。 | |
4552 | 情報 | 結果最終パルス高 | パルスの最大数を超えました。 | |
4553 | 情報 | 結果最終パルス低 | パルスの最小数に達する前に締め付けが完了しました。 | |
4554 | 情報 | シャットオフ高時の電流 | シャットオフ時の電流が電流上限を超えました。 | |
4555 | 情報 | シャットオフ低時の電流 | 測定されたシャットオフ電流が電流下限未満でした | |
4556 | 情報 | 未分類のマルチステップエラー。 | マルチステップ構成のエラー。多くの場合はツール検証に関するエラーです。 | |
4557 | 情報 | 結果は過負荷です | ||
4600 | 警告 | バッチ締め付けと組み合わせて使用されたデータドロップまたはデータ保持。信号には効果がありません。 | データドロップとデータ保持は、バッチ制御なしのワークタスクでのみサポートされます。信号を使用する必要がある場合は、別のワークタスクを選択してください。 Flex と StepSync でのみ有効です。 | |
4601 | 情報 | データ保持が有効: 信号が低になると、締め付け結果が送信されます。 | Flex と StepSync でのみ有効です。 | |
4602 | 情報 | データドロップが有効: 締め付け結果が破棄されます。 | Flex と StepSync でのみ有効です。 | |
5010 | 警告 | 無効な締め付けプログラムパラメーター値 | 選択した締め付けプログラムのパラメータが無効です。 | パラメーターの値を見つけて変更するには、選択した締め付けプログラムの構成をチェックしてください。 |
5020 | 情報 | メイントリガは有効な開始ソースではありません。 | プッシュスタートのみ構成され、ユーザーがメイントリガーを押した場合のみ生成されます。ユーザーがプッシュスタートを押すまでに生成されます。 | プッシュスタートを押してツールを開始します。 |
5030 | 情報 | 締め付けプログラムの複雑度がツールの容量を超えています | 選択された締め付けプログラムが、ツールに取って複雑すぎます。ツールはロックされます。 | 締め付けプログラムの複雑性を低下させるか、別のプログラムを選択します |
6010 | 情報 | 接続アクセサリー | アクセサリがコントローラーに接続されました。 | |
6020 | 情報 | 未接続アクセサリー | アクセサリがコントローラーから切断されました。 | |
6021 | 警告 | フィールドバスオフライン | フィールドバスとの通信がありません。 | |
6030 | 警告 | アクセサリアドレスが競合しています。 | 同一アドレスのアクセサリが複数接続されています。 | アクセサリのアドレスを変更します。 |
6040 | 警告 | アクセサリー通信エラー | アクセサリの断続的通信エラーが発生しました。 | ケーブルとコネクタを確認します。 |
6041 | 警告 | フィールドバスエラー | フィールドバスとの通信エラー |
|
6042 | 警告 | フィールドバスモジュールの不一致 | インストールされたフィールドバスモジュールが構成されたモジュールと一致しません。 | インストールされているモジュールと一致するように構成を変更するか、インストールされているモジュールを正しいものと交換してください。 |
6050 | 情報 | 間違ったソケットが選択されました | ソケットが選択されていないか、間違ったソケットが選択された場合に生成されます。 | |
6090 | 警告 | バーコードスキャナが特定できませんでした | 固有のシリアル番号が見つからない場合。 | バーコードリーダーのデバイスを構成します。 |
7010 | 情報 | 表示するメッセージのテキスト | メッセージを表示する一般的イベントです。 | なし |
8200 | 情報 | シリアルポートを開くことができませんでした | 使用するシリアルポートを開くことができませんでした。 | シリアルポートの接続を確認してください。 |
8214 | エラー | EHMI ソフトウェアバージョンが一致していません | EHMIソフトウェアのバージョンがコントローラーとの互換性において一致しません。 | EHMIのソフトウェアバージョンを更新してください。 |
参考
このセクションでは、さまざまな有用な情報を見つけることができます。
生産戦略
生産戦略は、主に次の3つのカテゴリに分類できます:
トルク制限内での締め付け: これは最も簡単な締め付け方法であり、制限内のトルクをかけるだけで十分です。

トルク 対 時間 A
トルク上限
B
基準値
C
トルク下限
トルクと角度の制限内での締め付け: 締め付けプロセス中に追加の情報 (角度) が使用されるため、より信頼性の高い締め付け方法となります。
トルク 対 角度 A
トルク上限
B
基準値
C
トルク下限
D
角度下限
E
角度上限
この方法を使用すると、ジョイントの潜在的な問題を検出することができます (次の例を参照)。
トルクは正しいが、角度が小さすぎる:
|
|
|
|
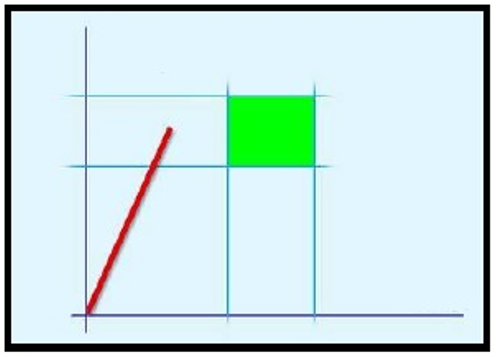
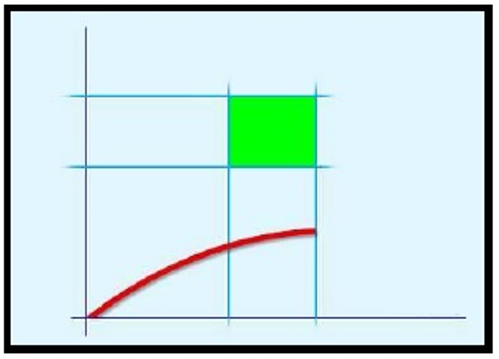
トルクと追加の角度回転 (トルク+角度) による締め付け: 最初にボルトを一定のトルクで締め、次に特定の角度までさらに締め付けます。目標は、ボルトに降伏点を超える応力を加えることです。角度が異なっていても、トルク (締め付け力を引き起こすもの) は非常に信頼できます。ジョイントが特別に設計されている場合があり、ジョイントの解析を行うと、ひずみが破壊点からほど遠いことを確認できます。

トルク 対 角度 弾性限界 (降伏点) までの締め付け: 弾性限界に達するまでボルトを締めます。この方法は、各ボルトが最大の締め付け力を達成する必要がある場合に使用されます。この方法は自動車業界ではほとんど使用されません (例: コネクティングロッド)。航空宇宙産業ではより一般的です。

 | これらのボルトは通常、特殊な用途に使用され、ボルトのシャンクは特別に細い部分を伸ばすように設計されています (このボルトは精密なバネとして機能します)。 |
トルク
この戦略は、角度を読み取ることなく、オペレーターが目的の目標トルクに到達できるようにガイドします。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トルクの単位 | このパラメーターは編集できません。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |

A | 最大トルク | B | 目標トルク |
C | 最小トルク | D | プログラム開始 |
緑色の領域は OK 結果領域を示します。
トルク結果は、締め付け中に測定された最大トルクです。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが最小トルクと最大トルクの間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えています。
トルク 対 角度 A
最大トルク
B
3 番目のパーセンテージ
C
2 番目のパーセンテージ
D
1 番目のパーセンテージ
ブザー
トルクがプログラム開始値を超えるとビープ音が鳴り始め、1 番目のパーセンテージ、2 番目のパーセンテージ、3 番目のパーセンテージ、および最大トルクに達すると信号が増加します。
バイブレーション:
3つ目のラジアルグラデーション LED と同時に開始します。
締め付け操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
トルク (制御)/角度 (監視)
この戦略は、オペレーターが角度を監視しながら目的の目標トルクに達するようにガイドします。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |

A | 最大トルク | B | 目標トルク |
C | 最小トルク | D | トリガートルク |
E | プログラム開始 | F | 最小角度 |
G | 最大角度 |
緑色領域は OK 結果領域を定義します。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED がすべて緑色: トルクが最小トルクと最大トルクの間にあり、かつ角度が最小角度と最大角度の間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えており、角度が最大角度を超えています。

トルク 対 角度 A
最大トルク
B
3 番目のパーセンテージ
C
2 番目のパーセンテージ
D
1 番目のパーセンテージ
E
プログラム開始
F
最大角度
ブザー:
トルクがプログラム開始値を超えると鳴り始め、1 番目のパーセンテージ、2 番目のパーセンテージ、3 番目のパーセンテージ、および最大角度に達すると信号が増加します。
バイブレーション:
3つ目のラジアルグラデーション LED と同時に開始します。
トルク/角度の結果:
トルク/角度がトルク/角度の制限を超えない場合、結果は (締め付けプログラムで指定されている) トルクピークまたは角度ピーク で取得されます。
トルク/角度が制限を超えると、結果は次で取得されます:

トルク 対 角度 A
最大トルク
B
最小トルク
C
トリガートルク
D
プログラム開始
E
最小角度
F
最大角度
G
停止条件をトルクピークに設定し、トルク (またはトルクと角度の両方) が制限を超えると、トルクピークで結果が取得されます。
H
停止条件をトルクピークに設定し、角度だけが制限を超えると、角度ピークで結果が取得されます。
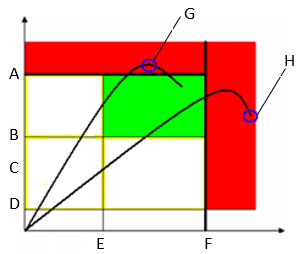
トルク 対 角度 A
最大トルク
B
最小トルク
C
トリガートルク
D
プログラム開始
E
最小角度
F
最大角度
G
停止条件を角度ピークに設定し、角度 (またはトルクと角度の両方) が制限を超えると、角度ピークで結果が取得されます。
H
停止条件を角度ピークに設定し、トルクのみが制限を超えた場合、結果はトルクピークで取得されます。
締め付け操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
トルク (監視) / 角度 (制御)
この戦略は、オペレーターがトルクを監視しながら目的の目標角度に達するようにガイドします。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
目標角度 | 目標の角度。 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
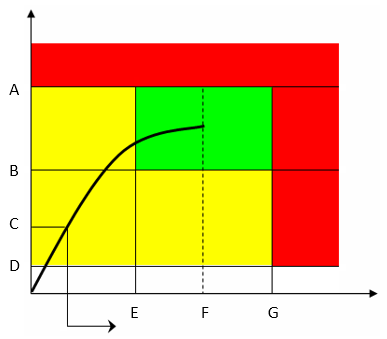
A | 最大トルク | B | 最小トルク |
C | トリガートルク | D | プログラム開始 |
E | 最小角度 | F | 目標角度 |
G | 最大角度 |
緑色領域は OK 結果領域を定義します。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED がすべて緑色: トルクが最小トルクと最大トルクの間にあり、かつ角度が最小角度と最大角度の間にあります
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えており、角度が最大角度を超えています。
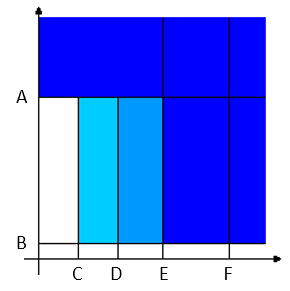
トルク 対 角度 A
最大トルク
B
プログラム開始
C
1 番目のパーセンテージ
D
2 番目のパーセンテージ
E
3 番目のパーセンテージ
F
最大角度
ブザー:
トルクがプログラム開始値を超えるとビープ音が鳴り始め、1 番目のパーセンテージ、2 番目のパーセンテージ、3 番目のパーセンテージ、および最大トルクに達すると信号が増加します。
バイブレーション:
3つ目のラジアルグラデーション LED と同時に開始します。
トルク/角度の結果:
トルク/角度がトルク/角度の制限を超えない場合、結果は (締め付けプログラムで指定されている) トルクピークまたは角度ピーク で取得されます。
トルク/角度が制限を超えると、結果は次で取得されます:
トルク 対 角度 A
最大トルク
B
最小トルク
C
トリガートルク
D
プログラム開始
E
最小角度
F
最大角度
G
停止条件をトルクピークに設定し、トルク (またはトルクと角度の両方) が制限を超えると、トルクピークで結果が取得されます。
H
停止条件をトルクピークに設定し、角度だけが制限を超えると、角度ピークで結果が取得されます。
トルク 対 角度 A
最大トルク
B
最小トルク
C
トリガートルク
D
プログラム開始
E
最小角度
F
最大角度
G
停止条件を角度ピークに設定し、角度 (またはトルクと角度の両方) が制限を超えると、角度ピークで結果が取得されます。
H
停止条件を角度ピークに設定し、トルクのみが制限を超えた場合、結果はトルクピークで取得されます。
締め付け操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
トルク + 角度
トルク (監視) /角度 (制御) 戦略を使用すると、トルク + 角度戦略を実現できます。
トリガートルク値を、この戦略の「+ 角度」実行開始トルク値として定義します。
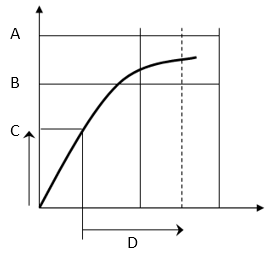
A | 最大トルク | B | 最小トルク |
C | トリガートルク | D | 目標角度 |
トルク (制御) /角度 (制御) OR
この戦略は、オペレーターが目的の目標トルクと目標角度に到達できるようにガイドします。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
目標角度 | 目標の角度。 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
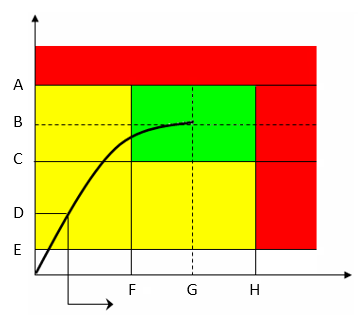
A | 最大トルク | B | 目標トルク |
C | 最小トルク | D | トリガートルク |
E | プログラム開始 | F | 最小角度 |
G | 目標角度 | H | 最大角度 |
緑色領域は OK 結果領域を定義します。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED がすべて緑色: トルクが最小トルクと最大トルクの間にあり、かつ角度が最小角度と最大角度の間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクの結果が最大トルクを超えており、角度の結果最大角度を超えています。
トルクピーク:

トルク 対 角度 A
最大トルク
B
目標トルク
C
最小トルク
D
2 番目のパーセンテージ
E
1 番目のパーセンテージ
F
プログラム開始
G
最小角度
H
目標角度
I
最大角度
角度ピーク:
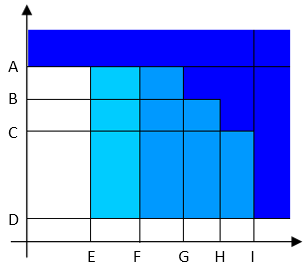
トルク 対 角度 A
最大トルク
B
目標トルク
C
最小トルク
D
プログラム開始
E
1 番目のパーセンテージ
F
2 番目のパーセンテージ
G
最小角度
H
目標角度
I
最大角度
ブザー:
トルクがプログラム開始値を超えるとビープ音が鳴り始め、1 番目のパーセンテージ、2 番目のパーセンテージ、トルクと角度が最小値と最大値の範囲内になり、かつ最大トルクまたは最大角度に達すると信号が増加します。
締め付けプログラムで角度ピークが指定されている場合、ブザー信号はトルクではなく角度を監視します。
バイブレーション:
3つ目のラジアルグラデーション LED と同時に開始します。
トルク/角度の結果:
トルク/角度がトルク/角度の制限を超えない場合、結果は (締め付けプログラムで指定されている) トルクピークまたは角度ピークで取得されます。
トルク/角度が制限を超えると、結果は次で取得されます:
トルク 対 角度 A
最大トルク
B
最小トルク
C
トリガートルク
D
プログラム開始
E
最小角度
F
最大角度
G
停止条件をトルクピークに設定し、トルク (またはトルクと角度の両方) が制限を超えると、トルクピークで結果が取得されます。
H
停止条件をトルクピークに設定し、角度だけが制限を超えると、角度ピークで結果が取得されます。
トルク 対 角度 A
最大トルク
B
最小トルク
C
トリガートルク
D
プログラム開始
E
最小角度
F
最大角度
G
停止条件を角度に設定し、角度 (またはトルクと角度の両方) が制限を超えると、角度ピークで結果が取得されます。
H
停止条件を角度に設定し、トルクのみが制限を超えた場合、結果はトルクピークで取得されます。
締め付け操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー:
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
トルク (制御) /角度 (制御) AND
この戦略は、オペレーターが目的の目標トルクと目標角度に到達できるようにガイドします。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
目標角度 | 目標の角度。 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
A | 最大トルク | B | 目標トルク |
C | 最小トルク | D | トリガートルク |
E | プログラム開始 | F | 最小角度 |
G | 目標角度 | H | 最大角度 |
緑色領域は OK 結果領域を定義します。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED がすべて緑色: トルクが最小トルクと最大トルクの間にあり、かつ角度が最小角度と最大角度の間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えているか、角度が最大角度を超えています。
トルクピーク:

トルク 対 角度 A
最大トルク
B
目標トルク
C
2 番目のパーセンテージ
D
1 番目のパーセンテージ
E
プログラム開始
F
目標角度
G
最大角度
角度ピーク:
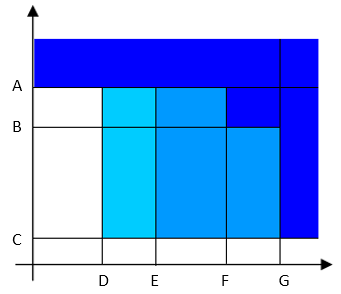
トルク 対 角度 A
最大トルク
B
目標トルク
C
プログラム開始
D
1 番目のパーセンテージ
E
2 番目のパーセンテージ
F
目標角度
G
最大角度
ブザー:
トルクがプログラム開始値を超えるとビープ音が鳴り始め、1 番目のパーセンテージ、2 番目のパーセンテージ、角度目標値、および最大トルクに達すると信号が増加します。
締め付けプログラムで角度ピークが指定されている場合、ブザー信号はトルクではなく角度を監視します。
バイブレーション:
3つ目のラジアルグラデーション LED と同時に開始します。
トルク/角度の結果:
トルク/角度がトルク/角度の制限を超えない場合、結果は (締め付けプログラムで指定されている) トルクピークまたは角度ピーク で取得されます。
トルク/角度が制限を超えると、結果は次で取得されます:
トルク 対 角度 A
最大トルク
B
最小トルク
C
トリガートルク
D
プログラム開始
E
最小角度
F
最大角度
G
停止条件をトルクピークに設定し、トルク (またはトルクと角度の両方) が制限を超えると、トルクピークで結果が取得されます。
H
停止条件をトルクピークに設定し、角度だけが制限を超えると、角度ピークで結果が取得されます。
トルク 対 角度 A
最大トルク
B
最小トルク
C
トリガートルク
D
プログラム開始
E
最小角度
F
最大角度
G
停止条件を角度ピークに設定し、角度 (またはトルクと角度の両方) が制限を超えると、角度ピークで結果が取得されます。
H
停止条件を角度ピークに設定し、トルクのみが制限を超えた場合、結果はトルクピークで取得されます。
締め付け操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー:
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
トルク (制御)/プリべリングトルク (監視)
この戦略は、オペレーターがプリベリングトルクでジョイントをトルク目標値まで締め付けるようにガイドします。これは、ジョイントのプリベリングトルク値が最終的なトルク目標値よりも高い場合に特に役立ちます。
この戦略は、締め付けの絶対ピークトルク値からプリベリングトルク値を差し引いて、目的のトルク目標値に実際に到達したかどうかを確認するために、定義された角度枠の長さにおけるプリベリングトルク値を計算します。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標値。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
遅延監視 | 角度の読み取りを開始する角度値。 |
開始角度距離 | 着座点から逆方向に測った、角度枠の長さの開始点を定義する角度値。 |
ウィンドウ長さ | 補正値が計算される角度間隔。 |
補正 | 締め付け結果を定義する方法:
|
上限 | OK 結果を得るための上限トルク値。 上限 は > 0 である必要があります |
下限 | OK 結果を得るための下限トルク値。 下限 は ≥ 0 である必要があります |
使用する値 | 角度枠の長さ間隔におけるプリベリングトルク値の計算方法を定義する方法:
|
トルクの単位 | このパラメーターは編集できません。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
角度枠の長さは、システムがリアルタイムで自動的に計算する着座点から、逆方向に測定された開始角度距離で設定された角度から始まります。プリベリングトルク値は、この範囲内で計算されます。その後、角度枠は、枠の長さで設定された角度の度数だけ反対方向に測る範囲を定義します。計算されたプリベリングトルク値は、締め付け操作用に設定された使用値に従って枠の長さの間に測定された平均トルク値かピークトルク値のいずれかになります。
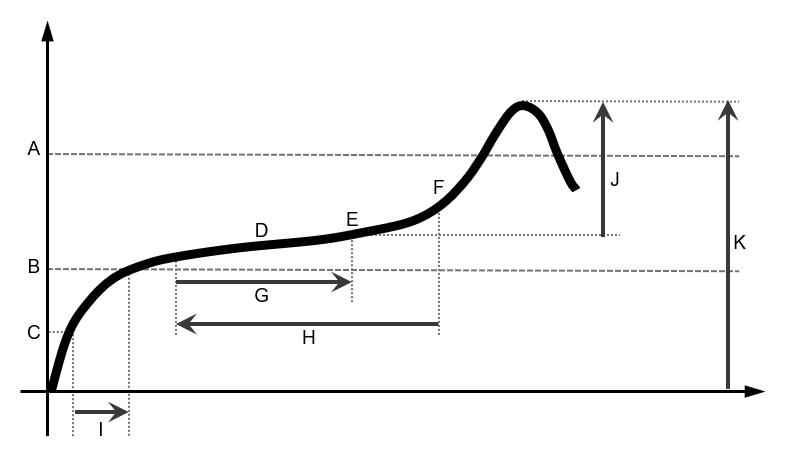
A | 上限 | G | ウィンドウ長さ |
B | 下限 | H | 開始角度距離 |
C | トリガートルク | I | 遅延監視 |
D | 角度枠長さ期間内の平均トルク | J | ピークトルク値は、プリベリングトルクの減算で補正されます。 |
E | 角度枠長さ期間内のピークトルク | K | 補正なしのピークトルク値。 |
F | 着座ポイント |
トルク結果:
補正がオンに設定されている場合、計算されたプリベリングトルク値が絶対ピークトルク値から減算され、トルクのピーク値とプリベリングトルク値の差がトルクの最終結果値となります。
補正がオフに設定されている場合、計算されたプリベリングトルク値は絶対ピークトルク値から減算されず、トルクの最終結果値は締め付けのピーク値になります。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが下限と上限の間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが上限を超えています。
ブザー:
トルクがプログラム開始値を超えると鳴り始め、1 番目のパーセンテージ、2 番目のパーセンテージ、3 番目のパーセンテージ時に信号が増加します。
バイブレーション:
3つ目のラジアルグラデーション LED と同時に開始します。
締め付け操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
緩め
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標角度 | 目標の角度。 |
トルクの単位 | このパラメーターは編集できません。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
終了サイクル時間 | 角度が目標角度に到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | 角度が目標角度に到達せず、トルクがプログラム開始を下回った時点で開始します。 |
この戦略は、締め付けられたネジを緩めるために使用されます。これは通常、マルチステッププログラムのシーケンスで使用されます。
例:
ネジを 40 Nm のトルクまで締めます
ネジを 30°緩めます
ネジを 50 Nm のトルクまで締めます
トルク結果は、指定された目標角度値で測定されます。
目標角度がゼロのままの場合、この戦略はトルク/角度の値を自動的に探して、緩めるプロセスが完了したかどうかを検出します。
目標角度の値を指定した場合、緩めの結果が OK と見なされるには、目標角度の値に達する必要があります。
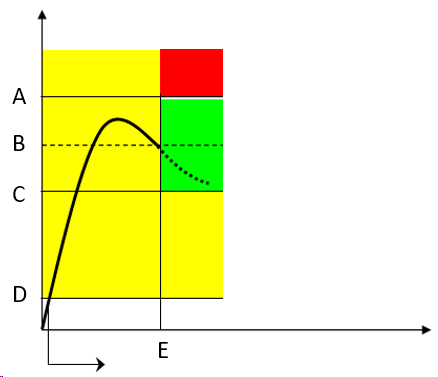
A | 最大トルク | B | 目標トルク |
C | 最小トルク | D | プログラム開始 |
E | 目標角度 |
緑色領域は OK 結果領域を定義します。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが最小トルクと最大トルクの間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えています。
ブザー:
トルクがプログラムの開始値を超えるとビープ音が鳴り、目標角度に達するか、緩めプロセスが完了すると信号が増加します。
バイブレーション:
目標角度に達すると開始します。
締め付け操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
降伏点:
この戦略は、ジョイントを降伏点まで締め付ける際にオペレーターをガイドします。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
目標角度 | 締め付け動作を停止するために到達する必要のある角度値 (検出された降伏点から測定)。 目標角度は > 0 である必要があります。 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
線形勾配係数 | 曲線の線形部分のジョイント剛性を定義する係数。係数はトルク/角度勾配を意味し、Nm/°で測定されます。 既定値: 0.5。最小値: 0.1 (比率が 0.1 未満の非常に柔らかいジョイントにも適しています)。 選択した測定単位が Nm と異なる場合は、線形勾配係数を常に Nm/°に変換する必要があります。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |

A | 最大トルク | E | 最小角度 |
B | 最小トルク | F | 目標角度 |
C | トルクトリガー | G | 最大角度 |
D | プログラム開始 | H | 降伏点 |
目標角度は検出された降伏点から測定され、最小角度と最大角度はトリガートルクから測定されます。
OK 結果を得るためのトルク制限を定義します。
トルク結果:
降伏点が検出され、目標角度 (検出された降伏点から測定) に達すると、トルク結果は目標角度で取得されます。
降伏点に達した後、目標角度に達する前にオペレーターが締め付けを停止した場合、トルク結果は測定された最大トルクになります。
トルクが最大トルク限度値を超えると、降伏点は検出されなくなり、トルク結果は最大測定トルクになります。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが最小トルクと最大トルクの間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えています。
ブザー:
トルクがプログラムの開始値を超えるとビープ音が鳴り、降伏点を検出して目標角度に達すると信号が増加します。
バイブレーション:
降伏点を検出して目標角度に達した時点で開始します 。
テスト操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。
ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
降伏点戦略の構成には、線形勾配係数という高度なパラメーターがあります。この係数は、曲線の直線部分のジョイント剛性を定義します。係数はトルク/角度勾配を意味し、Nm/°単位で測定されます。最小値は 0.1 で、比率が 0.1 未満の非常に柔らかいジョイントにも適しています。デフォルト値は 0.5 です。
線形勾配係数は、各ジョイントについて実験的に計算できます (計算用のデータを取得するために試行テストを実行した後にのみ)。

 = 線形勾配係数
= 線形勾配係数
操作に選択した測定単位が Nm と異なる場合は、線形勾配係数を Nm/°に変換する必要があります。
たとえば、剛性が 0.6 lbf*ft/° のジョイントの場合、1 lbf*ft = 1.3558 Nm なので、線形勾配係数を次のように変換する必要があります:
0.6 lbf*ft/° → 0.6x1.3558 = 0.81 Nm/°
品質管理戦略
品質管理戦略の目的は、ジョイントの残留トルクをテストすることによってすでに実行された締め付け操作を確認するか、ジョイントの特性を調査することです。
これらの戦略は、STRwrench が外部コントローラーに接続されている場合にのみ使用できます。
残留トルク/角度
この戦略は、トルク/角度トレースの残留点を探して、ジョイントの残留トルクを評価します。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
目標角度 | 目標の角度。 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
ブレークアウェイ角度のしきい値 | 残留トルクの最大角度 (トリガートルクから測定)。 |
残留角度のしきい値 | 残留トルクがブレークアウェイポイントより小さい場合の残留トルクの最大角度を指定します (トリガートルクから測定)。 |
ブレークアウェイの結果のみ | このパラメーターを有効にすると、残留ポイントの検出は無効になります。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
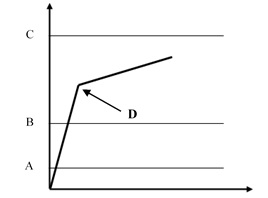
A | プログラム開始 | B | 最小トルク |
C | 最大トルク | D | ブレークアウェイ = 残留 |
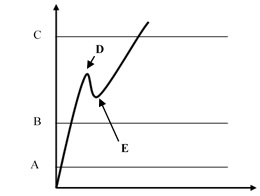
A | プログラム開始 | B | 最小トルク |
C | 最大トルク | D | ブレークアウェイ |
E | 残留 |
OK の結果を得るための、トルクの上限と下限を定義します。
トリガートルクは、プログラム開始よりも大きい必要があります。このトルクにより、デバイスアルゴリズムがトルク/角度トレースの分析を開始するポイントが決まります。これは、低いトルク値で発生する可能性があり、誤った残留ポイントとして検出される可能性があるすべてのノイズをフィルタリングするのに役立ちます。
トルク結果:
残留ポイントが検出されると、結果はその残留ポイントに関連付けられます。残留値が制限内であれば、テストは OK となります。
残留が検出されない場合、またはトルクが最大トルクを超える場合は、トルク結果が最大測定値になります。したがって、最大値が制限内であれば、トルク結果はまだ OK ですが、全体の結果は「NG」とされます。
トルクが最大トルク限度の値を超えると、残留分は検出されなくなり、トルク結果が最大トルクになります。
残留トルク/残留角度の戦略の構成には、次の 2 つの詳細パラメーターがあります:
ブレークアウェイ角度のしきい値: 残留トルクの最大角度を指定します (トリガートルクから測定)。
残留角度のしきい値: 残留トルクがブレークアウェイポイントより小さい場合の残留トルクの最大角度を指定します (トリガートルクから測定) 。
残留ポイントが残留角度のしきい値の前に来る場合、残留トルクが検出されます。これは残留トルクテストの通常の条件です。
残留ポイントが残留角度のしきい値を超える場合、ブレークアウェイポイントはテストの結果となります。この場合、残留角度のしきい値を大きくして適切な残留ポイントを検出する必要があります。
ブレークアウェイポイントがブレークアウェイ角度のしきい値を超える場合、残留ポイントが残留角度のしきい値より前であっても残留ポイントは検出されません。
テスト操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが最小トルクと最大トルクの間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えています。
ブザー:
トルクがプログラムの開始値を超えるとビープ音が鳴り、残留トルクが検出されるか、締め付けプロセスが完了すると信号が増加します。
バイブレーション:
残留トルクを検出すると開始します。
テスト操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
残留ポイント検出アルゴリズム
トルク/角度の残留ポイントを検出するため、STRwrenchは、新しいサンプルが収集されるたびに線形回帰によってトルク/角度トレースの勾配 αt を計算するアルゴリズムを使用します。次に、アルゴリズムは次の 6 つの異なる αt 値の平均を計算します。

α平均を使用して残留ポイントを特定します。
アルゴリズム適用のシナリオ
シナリオ A
ジョイントに (潤滑不足などにより) 高い静摩擦が発生すると、ボルトが動くとすぐにトルクが減少し、実際の残留トルクは静摩擦を克服するのに必要なピークトルクよりも低くなります。この場合、STRwrench アルゴリズムは α 平均を監視します: α平均が負の値の場合、アルゴリズムは α平均が正の値に戻るまで待機します。α平均が正の値に戻る点が、残留トルクポイントとみなされます。

A | 最大トルク | B | 最小トルク |
C | 最終角度監視トルク | D | サイクル開始 |
シナリオ B
通常、ボルトが動き始めると、離脱時にトルク/角度関数の勾配が急激に変化します。STRwrench アルゴリズムは、トルク/角度トレースとグラフの原点からトレースの実際の点まで引かれた直線との間の最大距離 (d) の点をブレークアウェイポイントとします。この距離はしきい値よりも大きく、より多くのサンプルに対して一貫している必要があります。
さらに、ブレークアウェイポイントより後のトレース部分の平均傾斜は、ブレークアウェイポイント前のトレースの部分における平均勾配の 60% 未満である必要があります。
これらの条件がすべて満たされると、テストは終了し、ブレークアウェイポイント/残留ポイントが検出されます。
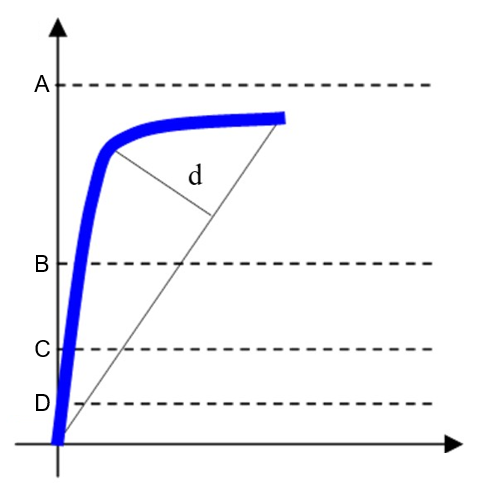
A | 最大トルク | B | 最小トルク |
C | 最終角度監視トルク | D | サイクル開始 |
d | トレースと直線間の最大距離。 | ||
推奨設定
サイクル開始 | smartHEAD の能力の 2% 以上の値を設定してください。 |
最終角度監視トルク | サイクル開始と最小トルクの間の値を設定します。 |
最小トルク | OK の結果を得るための、最小残留トルク値を設定します。 |
最大トルク | OK の結果を得るための、最大残留トルク値を設定します。 |
たとえば、80 N∙ m の smartHEAD を備えた STRwrench を使用して、50 N∙ m で締め付けられたボルトの残留ポイントを検出する場合、適切な設定は次のようになります:

A | 最大トルク | B | 最小トルク |
C | 最終角度監視トルク | D | サイクル開始 |
残留トルク/ピーク
この戦略では、ねじをさらに回転させるのに必要なピークトルクとして、ジョイントの残留トルクを評価します。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
目標角度 | 目標の角度。 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
この戦略では、ブレークアウェイポイントは自動的に検出されません。そのため、残留トルクの評価方法としてはあまり客観的ではありません。残留トルク/時間法またはトルク/角度法を実行できない場合に使用できます。
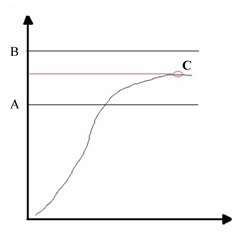
A | 最小トルク | B | 最大トルク |
C | トルクピーク |
OK 結果を得るためのトルク制限を定義します。
目標角度値が指定されていない場合、角度結果には「該当なし」とマークされます。
目標角度値が指定されている場合、残留トルク結果はピークトルクの代わりに、指定した角度 (トリガートルクから開始) で測定されます。
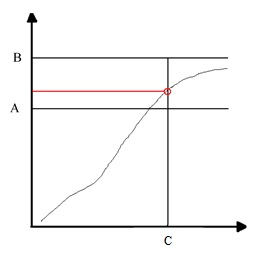
A | 最小トルク | B | 最大トルク |
C | 目標角度 |
テスト操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが最小トルクと最大トルクの間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えています。
ブザー:
トルクがプログラムの開始値を超えるとビープ音が鳴り、残留トルクが検出されるか、締め付けプロセスが完了すると信号が増加します。
バイブレーション:
目標角度が指定されている場合、残留トルクが検出されたときに開始します。
テスト操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
降伏点 (ジョイント分析)
この戦略では、降伏点を測定することによってジョイントの剛性を評価します。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
目標角度 | ジョイント分析操作では、目標角度は通常 0 に設定されます。 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
線形勾配係数 | 曲線の線形部分のジョイント剛性を定義する係数。係数はトルク/角度勾配を意味し、Nm/°で測定されます。 既定値: 0.5。最小値: 0.1 (比率が 0.1 未満の非常に柔らかいジョイントにも適しています)。 選択した測定単位が Nm と異なる場合は、線形勾配係数を常に Nm/°に変換する必要があります。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |

A | 最大トルク | C | プログラム開始 |
B | 最小トルク | D | 降伏点 |
OK 結果を得るためのトルク制限を定義します。
ジョイント解析では、トルクの上限と下限で狭い範囲を設定するのではなく、降伏点を検出するために広い領域を定義します。
角度の上限と下限にも広い範囲を定義します (たとえば、最小角度を 0°に、最大角度を 999°に設定するなど)。
締め付け操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが最小トルクと最大トルクの間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えています。
ブザー:
トルクがプログラムの開始値を超えるとビープ音が鳴り、降伏点が検出されるか、締め付けプロセスが完了すると信号が増加します。
バイブレーション:
降伏点を検出すると開始します。
テスト操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。
降伏点戦略の構成には、線形勾配係数という高度なパラメーターがあります。この係数は、曲線の直線部分のジョイント剛性を定義します。係数はトルク/角度勾配を意味し、Nm/°単位で測定されます。最小値は 0.1 で、比率が 0.1 未満の非常に柔らかいジョイントにも適しています。デフォルト値は 0.5 です。線形勾配係数は、各ジョイントについて実験的に計算可能です (計算用のデータを取得するために試行テストを実行した後にのみ)。
= 線形勾配係数
操作に選択した測定単位が Nm と異なる場合は、線形勾配係数を Nm/°に変換する必要があります。
たとえば、剛性が 0.6 lbf*ft/° のジョイントの場合、1 lbf*ft = 1.3558 Nm なので、線形勾配係数を次のように変換する必要があります:
0.6 lbf*ft/° → 0.6x1.3558 = 0.81 Nm/°
延長の補正係数
ジョイントの設計またはスペースの制限により、標準のソケットまたはツールを使用できない場合、用途に合わせて特別な延長スパナを使用する必要がある場合があります。このような場合、工場出荷時の校正は標準アームに対して行われており、延長アームは長さに比例して測定されるトルクを増加させるため、STRwrench の測定値を適切に補正することが出来ます。測定される角度も、トルクが加えられたときの特定のねじれのために、延長の影響を受けることもあります。
STRwrench にトルク倍力機構を使用すると、ジョイントにかかるトルクはレンチによって生成されるトルクよりも大きくなります。この場合、トルク補正係数を使用してレンチのトルク測定値を調整します。角度の測定値も影響を受けますが、レンチは角度の測定値を補正できません。
トルク補正係数の計算方法

D | 表示されるトルク値 | T | 適用されたトルク |
L | 標準アーム (ハンドルの中心からエンドフィッティングツールの中心までを計測した値) | L+E | アーム合計 |
E | 延長アーム |
表示されたトルクと加えられたトルク  の関係から、トルク補正係数は次の式で求められます:
の関係から、トルク補正係数は次の式で求められます:
トルク補正係数 = 
トルク補正係数はレンチのトルク測定値を変えます。この係数値が間違っていると、トルクの読み取りが不正確になり、予想とは異なる目標トルクで締め付けを行う危険性が生じます。延長を使用する際は、必ず適切な値を計算してください。
レンチ延長なしでエンドフィッティングツールを使用する場合、トルク補正係数は 1 のままにしておく必要があります。
延長を使用する場合、手持ちの位置がトルクの読み取り値に影響します。必ず STRwrench ハンドルの中央に手を置いてください。
STRwrench でトルク倍力機構を使用する場合、トルク補正係数はトルク倍力機構のトルク乗算係数と等しく設定する必要があります。
トルク補正係数は次の式で求められます:
トルク補正係数 = トルク出力 / トルク入力
角度補正の計算方法
レンチ延長を使用する場合、角度補正により、加えられたトルクに基づく延長のねじれを線形補正することができます。補正値は、smartHEAD 最大トルクの度数で表されます。
Power Focus で、トルク (制御)/角度 (監視) 締め付けプログラムを次の値を使用して構成します:
ランダウン完了トルク = smartHEAD 最小トルク値 (smartHEAD 最大トルクの 5%)
最終角度監視トルク = ランダウン完了トルク
目標トルク = smartHEAD 最大トルクの 75%
smartHEAD 最大トルクの 75% で 3 回締めます。
測定したトルクと角度の値ごとに、次の計算を行います:
角度補正 = 測定角度 x (smartHEAD 最大トルク - smartHEAD 最小トルク)/(測定トルク - smartHEAD 最小トルク)
計算された最小角度と最大角度の値の差が、計算された最大値の 10% 以上でないことを確認してください。
角度補正最大 - 角度補正最小 ≤ 角度補正最大 / 10
10% 以上異なる場合は、最初から手順を繰り返します。
計算された 3 つの角度値を平均して、角度補正値を求めます。
STRwrench でトルク倍力機構を使用する場合、角度補正値はゼロのままにしておく必要があります。この場合、STRwrench は角度測定値を補正できません。
I/O 拡張器とスタックライト信号
出力信号
信号 | 信号タイプ | 値のタイプ | 最小サイズ [ビット] | 最大サイズ [ビット] | 意味 |
|---|---|---|---|---|---|
バッチ完了 - 30 | イベント | ブール値 | 1 | 1 | 「バッチ完了」は、バッチが完了したときにトリガーされる出力信号です。バッチ結果のステータス (OK または NG) は、バッチ完了信号に影響しません。 |
バッチ完了 NG - 37 | イベント | ブール値 | 1 | 1 | バッチは、ステータス NG で終了しました。 |
バッチ完了 OK - 36 | イベント | ブール値 | 1 | 1 | バッチは、ステータス OK で終了しました。 |
バッチ実行中 - 32 | 状態 | ブール値 | 1 | 1 | バッチシーケンス内のバッチが実行中であることを示します。 |
バッチ シーケンス完了 NG - 46 | イベント | ブール値 | 1 | 1 | バッチシーケンスは、ステータス NG で終了しました。 |
バッチシーケンス完了 OK - 45 | イベント | ブール値 | 1 | 1 | バッチシーケンスは、ステータス OK で終了しました。 |
バッチ シーケンス終了 - 48 | イベント | ブール値 | 1 | 1 | シーケンスがいつ完了したかを示します。バッチシーケンス完了OKとバッチシーケンス完了NGの両方の場合です。 |
バッチシーケンス実行中 - 47 | 状態 | ブール値 | 1 | 1 | バッチシーケンスが実行中かどうかを示します。 |
高角度 - 10 | イベント | ブール値 | 1 | 1 | 角度の結果が、最大角度範囲よりも高い。 |
高トルク - 7 | イベント | ブール値 | 1 | 1 | トルクの結果が、最大トルク範囲よりも高い。 |
受信識別子 - 100 | イベント | ブール値 | 1 | 1 | システムが受信した識別子。 |
低角度 - 9 | イベント | ブール値 | 1 | 1 | 角度の結果が、最小角度範囲よりも低い。 |
低トルク - 6 | イベント | ブール値 | 1 | 1 | トルクの結果が、最小トルク範囲よりも低い。 |
最大連続 NG になりました - 35 | イベント | ブール値 | 1 | 1 | 最大干渉 NG 締め付け回数に達しました。 |
オープンプロトコル切断 - 95 | 状態 | ブール値 | 1 | 1 | 仮想ステーションでオープンプロトコルがオフに設定されている場合、「オープンプロトコル切断」信号は偽に設定されます。仮想ステーションでオープンプロトコルがオンになっている場合、「オープンプロトコル切断」信号は真に設定されます。少なくとも1つのクライアント (複数のOpen Protocol クライアントが同じ仮想ステーションに接続可能) が接続されると、「Open Protocol 切断」信号が偽に設定されます。 |
シーケンス中止済み - 160 | イベント | ブール値 | 1 | 1 | シーケンスがキャンセルされました。 |
締め付けがロック済み - 27 | 状態 | ブール値 | 1 | 1 | 締め付けは無効です。締め付けはできません。 |
締め付け NG - 4 | イベント | ブール値 | 1 | 1 | 少なくとも 1 つの締め付けの結果が指定範囲外であることを示します。 |
締め付け OK - 3 | イベント | ブール値 | 1 | 1 | 締め付けの結果が指定範囲内であることを示します。 |
ツールバッテリー残量低 - 90 | 状態 | ブール値 | 1 | 1 | ツールのバッテリー残量が特定のしきい値を下回っています。 |
ツール無効 - 158 | 状態 | ブール値 | 1 | 1 | ツール無効はツールが外部から無効化されたときに有効化する出力信号です。 |
ツール有効 - 159 | 状態 | ブール値 | 1 | 1 | ツール有効は、ツールが次の信号のいずれかによって外部から無効化されていないときに有効化する出力信号です: |
ツール実行中 - 23 | 状態 | ブール値 | 1 | 1 | ツールが回転中 (時計回り[CW]または反時計回り[CCW]) であることを示します。 |
入力信号
信号 | 信号タイプ | 値のタイプ | 最小サイズ [ビット] | 最大サイズ [ビット] | 説明 |
|---|---|---|---|---|---|
シーケンスの中止 - 10012 | イベント | ブール値 | 1 | 1 | バッチシーケンス中止要求が受信されると、バッチシーケンス機能は、進行中の締め付け結果を取得した後にのみバッチシーケンスを終了します。 |
バッチ減分 - 10002 | イベント | ブール値 | 1 | 1 | バッチカウンターを 1 づつ減分します。 |
バッチ増分 - 10001 | イベント | ブール値 | 1 | 1 | バッチカウンターを 1 づつ増分します。 |
締め付けプログラムのバイパス - 10008 | イベント | ブール値 | 1 | 1 | 実行中のバッチシーケンスの次の締め付けプログラムをスキップします。 |
バッチのリセット - 10003 | イベント | ブール値 | 1 | 1 | バッチカウンターを 0 にリセットします。バッチ OK なし (nxOK) 。バッチOKが有効化された場合、無効化されます。 |
バッチシーケンスのリセット - 10053 | イベント | ブール値 | 1 | 1 | バッチシーケンスをリセットします。 |
入出力信号
信号 | 信号タイプ | 値のタイプ | 最小サイズ [ビット] | 最大サイズ [ビット] | 説明 |
|---|---|---|---|---|---|
オープンプロトコルコマンドを無効化 - 10060 | 状態 | ブール値 | 1 | 1 | オープンプロトコルを介して仮想ステーションにコマンドを送信する機能を無効にします。 |
サードパーティーライセンスのリスト
STRwrench コントローラーには、第三者から提供されたコンポーネントを使用しており、そのライセンスの規定により、当社は、ライセンス文言および著作権表示を公開する必要があります。これらの要件に準拠して、ライセンスの写しを以下に示します。ライセンス文の写しを表示するには、以下のいずれかのライセンスをクリックしてください。
ソフトウェア | バージョン | ライセンス |
|---|---|---|
acl | 2.2.52 | |
alsa-lib | 1.1.2 | |
alsa-state | 0.2.0 | |
alsa-tools | 1.1.0 | |
alsa-utils | 1.1.2 | |
anybus | 1.1 |
|
atftp | 0.7.1 + gitAUTOINC + be3291a18c | |
attr | 2.4.47 | |
barebox | 2018.06.0 | |
base-files | 3.0.14 | |
base-files-px2-base | 1.0 | |
base-passwd | 3.5.29 | |
bash | 4.3.30 | |
bash-completion | 2.4 | |
bluez5 | 5.41 | |
boost | 1.61.0 | |
busybox-px2base | 1.24.1 | |
bzip2 | 1.0.6 | |
ca-certificates | 20160104 | |
cppunit | 1.13.1 | |
cryptodev-linux | 1.8 | |
curl | 7.50.1 | |
db | 3.0.35 | |
dbus | 1.10.10 | |
dhcp | 4.3.4 | |
dosfstools | 4.0 | |
dt-utils | 2017.03.0 | |
e2fsprogs | 1.43 | |
ecryptfs-tools | 1.0 | |
elfutils | 0.166 | |
eudev | 3.2.2 | |
expat | 2.2.0 | |
fbset | 2.1 | |
fb-test | 1.1.0 | |
fcgi | 2.4.0 | |
finit | 3.1 | |
firmware-imx | 5.4 |
|
flac | 1.3.1 | |
flatbuffers | 1.9.0 | |
fruit | 3.4.0 + gitAUTOINC + ece0f7218c | |
fuse | 2.9.4 | |
gcc-runtime | 6.2.0 | |
gdb | 8.0.1 | |
gdbm | 1.12 | |
glib-2.0 | 2.48.2 | |
glibc | 2.24 | |
gmp | 6.1.1 | |
gnutls | 3.5.3 | |
grep | 2.25 | |
gstreamer1.0 | 1.8.3 | |
gstreamer1.0-plugins-base | 1.8.3 | |
hostpad | 2.6 | |
htop | 1.0.3 | |
icu | 57.1 | |
init-ifupdown | 1.0 | |
initscripts | 1.0 | |
iproute2 | 4.7.0 | |
iptables | 1.6.0 | |
ipwatchd | 1.2 | |
iw | 4.7 | |
json-spirit | 4.08 | |
keyutils | 1.5.9 | |
kmod | 23 + gitAUTOINC + 65a885df5f | |
kmsfbwrap-px2base | 12.0 | |
libarchive | 3.2.2 | |
libbsd | 0.8.3 | |
libcap | 2.25 | |
libdrm | 2.4.70 | |
libestr | 0.1.10 | |
libevent | 2.0.22 | |
libfastjson | 0.99.4 | |
libffi | 3.2.1 | |
libgcc | 6.2.0 | |
libgcrypt | 1.7.3 | |
libgpg-error | 1.24 | |
libidn | 1.33 | |
libite | 2.0.2 | |
libjpeg-turbo | 1.5.0 | |
liblogging | 1.0.5 | |
libnet | 1.2-rc3 | |
libnfsidmap | 0.25 | |
libnl | 3.2.28 | |
libogg | 1.3.2 | |
libpcap | 1.8.1 | |
libpcre | 8.39 | |
libpng | 1.6.24 | |
librcf | 2.2.0.0 | |
libsamplerate0 | 0.1.8 | |
libsndfile1 | 1.0.27 | |
libtinyxml | 2.6.2 | |
libtirpc | 1.0.1 | |
libuev | 2.2.0 | |
libusb1 | 1.0.20 | |
libvorbis | 1.3.5 | |
libxml2 | 2.9.4 | |
libxslt | 1.1.29 | |
lighttpd | 1.4.51 | |
linux-atlas | 4.14 | |
linux-libc-headers | 4.14.13 | |
logrotate | 3.9.1 | |
lua | 5.1.5 | |
luabind | git | |
lzo | 2.09 | |
lzop | 1.03 | |
memlog | 2.0 | |
mesa | 12.0.1 | |
mg | 20161005 |
|
minizip | 1.2.8 | |
mmc-utils | 0.1 | |
mtd-utils | 1.5.2 | |
nano | 2.2.5 | |
ncurses | 6.0 + 20160625 | |
netbase | 5.3 | |
netcat-openbsd | 1.105 | |
nettle | 3.2 | |
nfs-utils | 2.1.1 | |
ntp | 4.2.8p8 | |
openssh | 7.6p1 | |
openssl | 1.0.2n | |
opkg | 0.3.3 | |
opkg-arch-config | 1.0 | |
opkg-utils | 0.3.2 + gitAUTOINC + 3ffece9bf1 | |
orc | 0.4.25 | |
os-release | 1.0 | |
packagegroup-atlas-qt5 | 1.0 | |
packagegroup-atlas-sxb | 1.0 | |
packagegroup-base | 1.0 | |
packagegroup-core-boot | 1.0 | |
packagegroup-core-eclipse-debug | 1.0 | |
packagegroup-core-nfs | 1.0 | |
packagegroup-core-ssh-openssh | 1.0 | |
packagegroup-px2it | 1.0 | |
parted | 3.2 | |
perl | 5.22.1 | |
pm-utils | 1.4.1 | |
poco | 1.9.0 | |
pointercal | 0.0 | |
popt | 1.16 | |
procps | 3.3.12 | |
protobuf | 2.6.1 + gitAUTOINC + bba83652e1 | |
python | 2.7.12 | |
qtbase | 5.7.1 + gitAUTOINC + a55f36211e | |
qtdeclarative | 5.7.1 + gitAUTOINC + 2a992040e2 | |
qtlocation | 5.7.1 + gitAUTOINC + de5be121d8 | |
qtsensors | 5.7.1 + gitAUTOINC + 5a57beaaa5 | |
qtwebkit | 5.7.1 + gitAUTOINC + 76e2732f01 | |
qtwebsockets | 5.7.1 + gitAUTOINC + 60cede232a | |
qtxmlpatterns | 5.7.1 + gitAUTOINC + 89dbcc4f80 | |
rauc | 0.4 | |
readline | 6.3 | |
rpcbind | 0.2.3 | |
rsync | 3.1.2 | |
rsyslog | 8.22.0 | |
run-postinsts | 1.0 | |
shadow | 4.2.1 | |
shadow-security | 4.2.1 | |
sqlite3 | 3.14.1 |
|
squashfs-tools | 5.7.1 + gitrAUTOINC + 9c1db6d13a |
|
st-load | 1.0 |
|
stm32flash | git | |
strace | 4.13 | |
sysfsutils | 2.1.0 | |
sysvinit-bootlogd | 2.88dsf | |
tcf-agent | 1.4.0 + gitAUTOINC + 2dddd5f440 | |
tcpdump | 4.7.4 | |
tcp-wrappers | 7.6 | |
tslib | 1.1 | |
tzdata | 2016i | |
u-boot-atlas | 2017.09 | |
u-boot-fw-utils | 2017.09 | |
unzip | 6.0 | |
usbutils | 008 | |
util-linux | 2.28.1 | |
wireless-tools | 30.pre9 | |
wpa-supplicant | 2.5 | |
xerces-c | 2.7.0 | |
xz | 5.2.2 |
|
yaml-cpp | 0.6.2 | |
zip | 3.0 | |
zlib | 1.2.8 |