残留トルク/ピーク
この戦略では、ねじをさらに回転させるのに必要なピークトルクとして、ジョイントの残留トルクを評価します。
パラメーター | 説明 |
|---|---|
必要なタグ番号 | エンドフィッティングツールの TAG には特定の番号を書き込む必要があります。 |
名称 | 締め付けプログラムの名前。 |
プログラム開始 | 締め付け操作を開始するトルク値。 |
最小トルク | トルク下限。 |
最大トルク | トルク上限。 |
最大トルク限度 | 加えられたトルクがこの制限に達すると、レンチディスプレイに ネジの交換 というメッセージが表示されます。 |
目標トルク | トルク目標。 |
トリガートルク | 角度測定を開始するトルク値 (通常は目標トルクの 50% に設定されます)。 |
最小角度 | 角度下限 |
最大角度 | 角度上限 |
目標角度 | 目標の角度。 |
トルクの単位 | このパラメーターは編集できません。 |
リヒットの角度制限 | 指定した角度内でトルクの最小値に達すると 、レンチディスプレイに「ジョイントはすでに締め付けられています」というメッセージが表示されます。 |
停止条件 | [トルクピーク] と [角度ピーク] のいずれかを選択します。 |
トルク補正係数 | 延長を使用すると、レンチの測定値が補正されることがあり、より正確なトルク値が表示される場合があります。補正係数を計算するには、 を参照してください。 延長を使用しない場合、トルク補正係数 = 1 になります。 |
角度補正 | 延長によってさらにレンチが曲がる場合は、レンチ角度の測定値を補正して、より正確な角度値を表示することができます。 延長を使用しない場合、角度補正 = 0 になります。 |
バッチサイズ | バッチが実施する締め付け数 |
最大連続 NG | OK 結果を得るために受け入れ可能な NG の連続回数。 |
終了サイクル時間 | トルクが 3 番目のパーセンテージに到達した後、トルクがプログラム開始を下回った時点で開始します。 |
ラチェット時間 | トルクが 3 番目のパーセンテージに到達せず、トルクがプログラム開始を下回った時点で開始します。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 |
この戦略では、ブレークアウェイポイントは自動的に検出されません。そのため、残留トルクの評価方法としてはあまり客観的ではありません。残留トルク/時間法またはトルク/角度法を実行できない場合に使用できます。
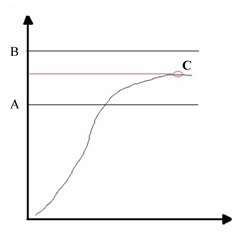
A | 最小トルク | B | 最大トルク |
C | トルクピーク |
OK 結果を得るためのトルク制限を定義します。
目標角度値が指定されていない場合、角度結果には「該当なし」とマークされます。
目標角度値が指定されている場合、残留トルク結果はピークトルクの代わりに、指定した角度 (トリガートルクから開始) で測定されます。
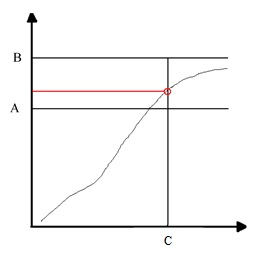
A | 最小トルク | B | 最大トルク |
C | 目標角度 |
テスト操作中、LED、ブザー、バイブレーションは次のように作動します:
LED:
白色 LED: トルク値が smartHEAD の最小負荷値を超えると作動します。
使用中のツールに設定された 3 つのしきい値に達すると、1 番目、2 番目、3 番目のラジアルグラデーション LED が順番に緑色に点灯します。
詳細については、ツール LED を参照してください。3 つのラジアルグラデーション LED すべてが緑色: トルクが最小トルクと最大トルクの間にあります。
3 つのラジアルグラデーション LED すべてが赤色: トルクが最大トルクを超えています。
ブザー:
トルクがプログラムの開始値を超えるとビープ音が鳴り、残留トルクが検出されるか、締め付けプロセスが完了すると信号が増加します。
バイブレーション:
目標角度が指定されている場合、残留トルクが検出されたときに開始します。
テスト操作の終了時に、LED、ブザー、バイブレーションは次のように作動します:
LED は、使用中のツールに定義されている結果インジケーターと持続時間の構成に従って動作します。
詳細については、ツール LED を参照してください。ブザー
2 回のビープ音は操作の終了を示します。最終結果が赤色の領域にある場合、信号は継続して出ます。
ブザーを停止するには、新しい締め付け操作を開始するか、ツールコントローラーのボタンを押します。
バイブレーション:
加えられたトルクがかからなくなるまで持続します。









































