Verschraubungsstufen
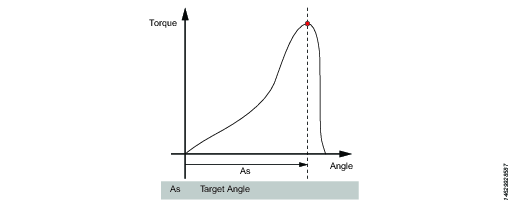
Verschraube/Lösen bis Winkel (A)
A – Verschrauben bis Winkel
Diese Stufe betreibt das Werkzeug, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
A – Lösen bis Winkel
Diese Stufe betreibt das Werkzeug mit der Drehzahl n rückwärts, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Parameter
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
T -– Verschrauben/Lösen bis Drehmoment
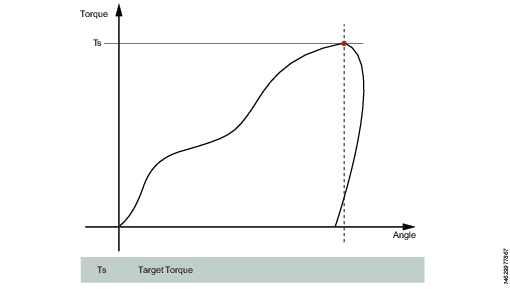
T -– Verschrauben bis Drehmoment
Diese Stufe lässt das Werkzeug mit der programmierten Drehzahl in Vorwärtsrichtung laufen, bis das Solldrehmoment erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
T – Lösen bis Drehmoment
In diesem Schritt wird das Werkzeug mit der Geschwindigkeit in Rückwärtsrichtung gefahren. Damit die Stufe aktiv ist, muss das Drehmoment zunächst 110 % des Solldrehmoments überschreiten. Das Solldrehmoment sollte auf einen positiven Wert eingestellt werden. Nach Erreichen des Solldrehmoments läuft die Stufe so lange, bis das Drehmoment unter das Solldrehmoment fällt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Beim ersten Drehmoment stoppen | Der Stufe läuft so lange, bis das Drehmoment das Solldrehmoment passiert. Das Solldrehmoment sollte auf einen positiven Wert eingestellt werden. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
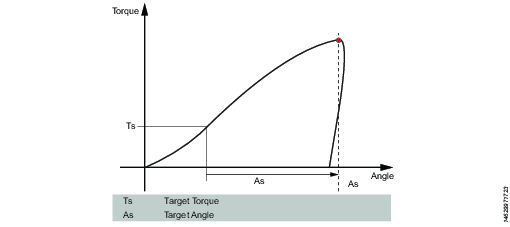
T+A – Verschrauben bis Drehmoment plus Winkel
Diese Stufe betreibt das Werkzeug, bis das Sollmoment erreicht ist. Ab diesem Punkt läuft es weiter, bis ein zusätzlicher Sollwinkel erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
DI – Lauf bis Digitaleingang
Diese Stufe lässt das Werkzeug in der vom Parameter Richtung definierten Richtung laufen, bis der über den Digitaleingang vorgegebene Eingang entsprechend dem Wert der Stoppbedingung auf High oder Low gesetzt wird.
Parameter | Beschreibung |
|---|---|
Richtung | Vorwärts oder Rückwärts |
Digitaler Eingang | An der Steuerung kann einer der folgenden lokalen Digitaleingänge ausgewählt werden:
|
Stoppbedingung |
|
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahl (rpm) | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Verfügbar, wenn Drehzahlrampentyp auf Manuell gesetzt ist. Standardeinstellung: 500 rpm/s |
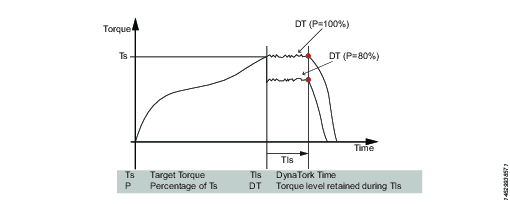
Verschrauben bis DynaTork (DT)
Diese Stufe lässt das Werkzeug mit der Drehzahl n vorwärts laufen, bis das Solldrehmoment erreicht ist. Das Werkzeug hält anschließend die Stromstärke für die Dauer der DynaTork-Zeit konstant auf dem DynaTork-Prozentsatz des Solldrehmoments.
Zur Vermeidung einer Überhitzung des Werkzeugs wird dringend empfohlen, DynaTork niemals mit mehr als 40 % des maximalen Drehmoments des Werkzeugs zu betreiben.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Zeit DynaTork | Die Zeit, in der DynaTork aktiv ist. |
Prozent DynaTork | Der Prozentsatz des Sollmoments. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl (rpm) | Standardeinstellung: 60 rpm |
Warten (W)
In dieser Stufe wartet das Werkzeug für den festgelegten Zeitraum. Das Werkzeug rotiert während des Wartens nicht.
Für die Stufe vor der Warten-Stufe muss die Einstellung Bremse auf Ein eingestellt sein, d.h. die Warten-Stufe muss beginnen, wenn das Werkzeug stillsteht.
Parameter | Beschreibung |
|---|---|
Wartezeit | Anzahl von Sekunden, welche das Werkzeug stillsteht. |
Haltestellung | Ein oder Aus. Wenn auf Ein gestellt, hält das Werkzeug die Position während des Zeitziels. |
Stecknuss-Freigabe (SR)
Diese Stufe lässt das Werkzeug mit der Drehzahl n rückwärts laufen, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Diese Stufe darf nur als letzte Stufe bei der Verschraubung für ein mehrstufiges Verschraubungsprogramm genutzt werden. Es ist jedoch möglich, nach diesem Schritt einen Sync-Punkt hinzuzufügen.
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Standardeinstellung: 3º, muss > 0 sein |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
Verschrauben bis Drehmoment oder Winkel (T|A)
Diese Stufe lässt das Werkzeug mit der Drehzahl n in Vorwärtsrichtung laufen, bis entweder das Solldrehmoment oder der Sollwinkel erreicht ist. Die Drehmoment- und Winkelmessungen starten zu Beginn der Stufe.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Sollwinkel | Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Eindrehen (RD)
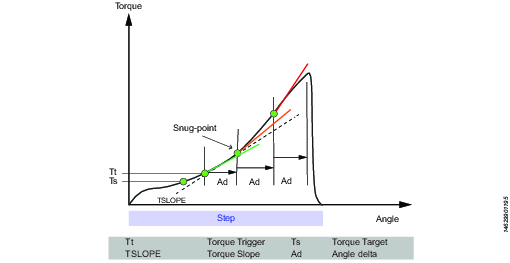
Diese Stufe lässt das Werkzeug mit der Drehzahl in Vorwärtsrichtung laufen. Abhängig von Einschraubtyp, Drehmoment oder Fügepunkt verhält sich die Stufe wie folgt:
Einschraubtyp: Bis Drehmoment: Die Stufe stoppt, sobald das eingestellte Sollmoment gefunden wird.
Einschraubtyp: Bis Fügepunkt: Die Berechnung des Fügepunkt-Gradienten beginnt mit der festgelegten Drehmomentauslöser Tt. Ist kein Drehmomentauslöser eingestellt, startet die Berechnung des Gradienten zum Beginn der Stufe.
Die Steigungsberechnung erfolgt zwischen zwei Winkelpunkten Ad Grad voneinander und wird wie folgt berechnet: (Tn – Tn-1) / (An – An-1), sobald zwei Steigungen nacheinander größer als TSLOPE sind, gilt der Fügepunkt als gefunden.
Parameter | Beschreibung |
|---|---|
Einschraubtyp | Bis Drehmoment oder Bis Fügepunkt. |
Solldrehmoment | Standardeinstellung: „Nicht festgelegt“. Muss > 0 sein. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Startdrehmoment | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Startdrehmoment angezeigt. Standardeinstellung: „Nicht festgelegt“. Muss > 0 sein. |
Delta-Winkel | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Delta-Winkel angezeigt. Standardeinstellung: "0". Muss > 0 sein. |
Drehmomentverhältnis | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Drehmomentverhältnis angezeigt. Standardeinstellung: "0". Muss > 0 sein. |
Y - Verschrauben bis Streckgrenze
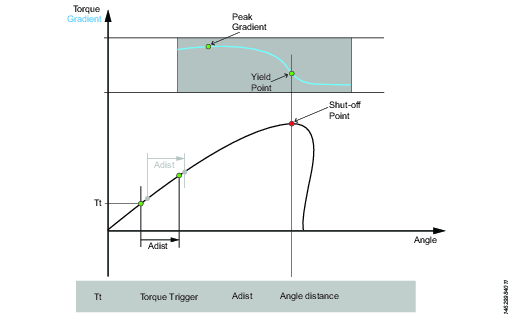
Diese Strategie betreibt das Werkzeug mit der Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird. Die Streckgrenze wird ermittelt, indem der Drehmomentgradient von dem Punkt an überwacht wird, ab dem das Drehmoment das Startdrehmoment überschreitet. Die Berechnung basiert auf den Messungen des Drehmoments und Winkelabstandes. Der Winkelabstandsparameter wird gemäß der angegebenen Härte der Verbindung eingestellt.
Stellen Sie das Gradientwinkelfenster ein (für harte Verbindungen, für weiche Verbindungen oder für eine manuelle Einstellung des Winkelfensters). Bei der Auswahl von Manuell muss das Winkelfenster eingestellt werden. Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° oder weniger dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Prozent Streckgrenze | Muss >=20 % sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
Verschrauben bis Streckgrenze, Methode 2 (YM2)
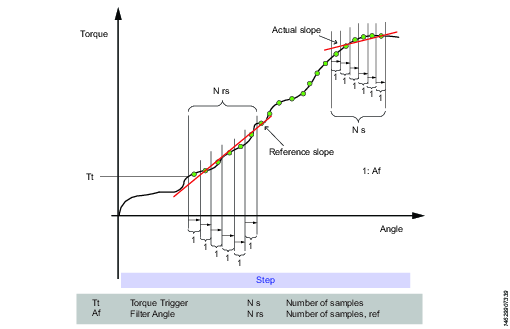
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird.
Die Suche der Streckgrenze beginnt, wenn das Drehmoment Tt erreicht hat. Es wird der Durchschnittswert des Drehmoments über Af Grad berechnet. Dieser Vorgang wird N rs mal wiederholt.
Mittels linearer Regression wird eine Bezugskurve über N rs Punkte berechnet. Danach werden kontinuierlich neue Durchschnittswerte über A f Grad berechnet.
Die aktuelle Kurve wird mittels linearer Regression über die letzten N s Durchschnittspunkte berechnet. Die Streckgrenze ist erreicht, wenn die aktuelle Kurve unter Py % der Referenzkurve liegt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Filterwinkel | Standardeinstellung: 1. Muss > 0 sein. |
Anzahl der Stichproben | Standardeinstellung: 6. Muss >= 4 sein. |
Anzahl der Stichproben, Referenz | Standardeinstellung: 6. Muss >= 4 sein. |
Prozent Streckgrenze | Standardeinstellung: 90% Muss >20% sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
TC - Drehmomentkalibrierung
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis das Sollmoment erreicht ist.
Durch Einstellung auf entweder Primär oder Sekundär kann einer der beiden Messwertgeber kalibriert werden.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Messwertgeber | Primär oder sekundär. Standardeinstellung: Primär. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Eingriff (E)
Diese Stufe betreibt das Werkzeug in beide Richtungen, bis die Schraube in der Buchse greift. Die Stufe läuft, bis das Solldrehmoment oder der Sollwinkel erreicht ist. Voraussetzung ist, dass Weiter bei keinem Eingriff auf Ja eingestellt ist. Wenn der Sollwinkel in einer beliebigen Richtung erreicht wird, wird die Richtung umgekehrt. Begrenzen Sie die Suchdurchläufe, indem Sie Maximale Eingreifversuche festlegen. Wenn das Sollmoment in einer beliebigen Richtung erreicht ist, wird die Stufe mit dem Status IO beendet.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Sollwinkel | Standardeinstellung: 0. Muss > 0 sein. |
Max. Eingriffsversuche | Standardeinstellung: 2. Muss > 0 sein. |
Falls nicht betätigt, fortfahren | Wenn Ja, wird der Schritt mit Status OK abgeschlossen, auch wenn die Zuschaltversuche fehlschlagen. Wenn Nein, wird der Schritt mit Status NOK abgeschlossen, wenn die Zuschaltversuche fehlschlagen. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
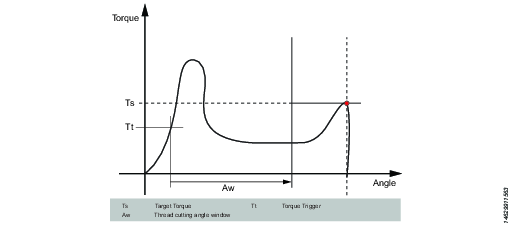
Gewindeschneiden bis Drehmoment (ThCT)
Mit der Funktion Gewindeschneiden bis Drehmoment wird eine Verschraubung ermöglicht, bei der das Einschraubdrehmoment größer als das Drehmoment für Einschraubphase beendet sein muss, wie beispielsweise bei der Verschraubung dünner Metallschichten unter Verwendung von gewindeschneidenden (oder selbstschneidenden) Schrauben. Das Werkzeug läuft vorwärts, bis der Gewindeschnittwinkel (Aw) erreicht ist. Das Gewindeschnittwinkelfenster wird ab dem Moment gemessen, ab dem das Drehmoment das Gewindeschnitt-Auslösedrehmoment (Tt) zum ersten Mal überschreitet. Wenn der Gewindeschnittwinkel erreicht ist, wird die Stufe fortgesetzt, bis das Solldrehmoment (Tt) erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Gewindeschneiden, Winkelfenster | Standardeinstellung: 0. Muss > 0 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Verschrauben bis Drehmoment und Winkel (T&A)
Das Werkzeug läuft mit der eingestellten Drehzahl in Vorwärtsrichtung, bis sowohl Solldrehmoment als auch Sollwinkel erreicht sind. Das Sollmoment und der Sollwinkel müssen auf > 0 eingestellt sein.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Sollwinkel | Standardeinstellung: 0. Muss > 0 sein. |
Bremse | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
TP - Tensor Pulse
Vor Verwendung des Verschraubungsschritts Tensor Pulse müssen die folgenden Lizenztypen auf der Steuerung installiert sein.
Strategien mit niedrigen Reaktionskräften
Tensor Pulse ist nur für die folgenden Werkzeuge verfügbar: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
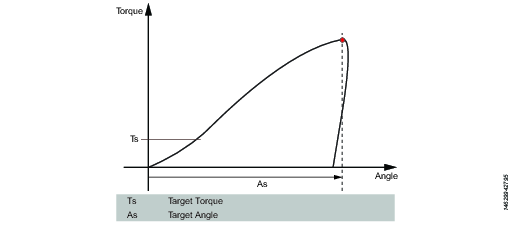
Dieser Schritt erzeugt Verschraubungsimpulse in Vorwärtsrichtung, bis das Sollmoment erreicht ist.
Parameter | Beschreibung |
|---|---|
Sollmoment - Ts | Das Sollmoment muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
Pulsenergie Pe | Die Pulsenergie dient der Regelung der Energie-/Stromhöhe bei jedem Impuls. Die Pulsenergie muss zwischen 0 und 100 % liegen. |
Tuning-Faktor Reaktionskraft | Der Tuning-Faktor Reaktionskraft dient der Feineinstellung der Reaktionskraft bei der Ausführung eines Tensor-Pulse-Schritts. Der Tuning-Faktor Reaktionskraft muss zwischen 0 und 100 % liegen. |









































