締め付けステップ
このセクションでは、Power Focus 6000およびPower Focus 6000 StepSyncコントローラで有効な締め付けステップをリストアップします。
一般パラメーター
タイトル
必要に応じて各ステップの名前を変更できます。
回転方向
各締め付けステップは、前方 (ネジを締め付ける) または後方 (ネジを少し緩める) のいずれかで実行できます。矢印がこの方向を示します。角度に合わせて締め付け、トルクに合わせて締め付けなど、多くの締め付けステップには方向が前方にハードコードされています。角度に合わせて緩めやトルクに合わせて緩めなどのステップでは、方向が後方(逆方向)に自動的に設定されます。
リバースの設定は 、オープンエンドタイプのギアフロントアタッチメント (GFA) で構成されたツールでは使用できません。締め付けプログラムの締め付け方向は、締め付けの実行を可能にするために、オープンエンドツールの締め付け方向と同じである必要があります。オープンエンドツールの締付けプログラムに緩めプログラムを割り当てることは可能ですが、方向スイッチが緩めプログラムを実行するように設定されている場合、ツールはロックされます。
ステップカテゴリ
各ステップで、ステップカテゴリを選択できます。ステップカテゴリを選択すると、NG 締め付けが、関連する詳細ステータスと該当するマルチステップエラー情報を示してイベント結果ビューにリスト表示されます。選択しないと、削除されたステータスは「未分類マルチステップエラー」に設定されます。関連する削除されたステータスは分類できます。
角度ウィンドウ
ネジが完全なトルクまで締め付けられ、着座ポイントからさらに 30 度以下回転すると、ジョイントはハードとみなされます。ソフトジョイントは、着座ポイントまで締め付けられた後に 720 度以上回転します。ハードさのパラメータが、勾配計算の角度ウィンドウを定義します。ジョイントがハードになるほど、角度ウィンドウが小さくなります。
速度ランプ/加速(ToolsTalk 2でのみ使用可能)
ほとんどのステップで、目標速度までの加速を達成する方法を指定できます。ハード、ソフト、手動の 3 つの設定が指定できます。ステップが開始されるたびに、定義された加速が使用されます。ツールがステップの開始時に異なる速度ですでに作動していても、これに関わらずランプが使用され、ステップの目標速度まで加速されます。このプロセスは、ステップの開始時の速度が目標速度より速い場合または遅い場合でも、同様となります。
速度ランプ - ハードおよびソフトモード:
加速 | 使用される速度ランプ |
|---|---|
ハード | 2000 rpm/s (1000 ~ 10000 rpm/s の速度ランプはハード加速) |
ソフト | 500 rpm/s (200 ~ 1000 rpm/s の速度ランプはソフト加速) |
速度ランプ - 手動モード:
パラメータ | デフォルト値 | 最小限度 | 最大限度 |
|---|---|---|---|
速度 | 60 rpm | > 0 であること | ツール最大速度以下であること |
加速 | 500 rpm/s | > 0 であること | ツール最大加速以下であること |
スピードシフトの使用
ステップ中に速度が変わる、角度トリガまたはトルクトリガを1~5個定義できます。
速度シフトは、[構成] フィールドに追加できます。
1つのステップでは、すべてのスピードシフトトリガは、(トルクまたは角度の)同じプロパティに基づきます。1つのステップでこれを組み合わせることはできません。
スピードシフトを追加するには:
スピードシフトが使用できるステップのダイアログ ボックスで、スピードシフトの追加を選択します。次に、角度範囲またはトルク範囲を選択します。
スピードシフトの角度/トルクのフィールドが開きます。以下の表に従って値を追加します:
パラメータ
説明
Angle/Torque trigger (角度/トルクトリガ)
> 0 であること
速度
> 0 であること
速度ランプタイプ
ハードまたはソフト
トルクトリガと角度トリガは、ステップタイプとトリガタイプに合わせて、ステップ目標より小さくなければなりません。
トルクトリガとトルク速度もツールの最大トルクと最大速度で検証されます。
スピードシフト設定がツールの最大値またはステップの最大値を超えると、警告またはエラーインジケーターが示されます。
制動動作の制御(エルゴ停止/慣性)
マルチステップ締め付けプログラムの制動動作は、プログラムの2つの場所で制御することができます。締め付け方向の逆転に先行するステップ、および/または締め付けプログラムの最終ステップの2つの場所です。マルチステッププログラムの他の場所において、ステップの一般設定では制動パラメータは使用できません。制動はエルゴ停止または 慣性のいずれかに設定できます。エルゴ停止 はより人間工学的な締め付けの減速を可能にする一方、慣性 は工具を完全に制動します。
制動のタイプを設定するには、ステップの設定に入り、制動の構成のドロップダウンをエルゴ停止または 慣性に設定します。慣性には追加パラメータはありません。
エルゴ停止パラメータ
パラメータ | 説明 |
|---|---|
適合型制動 | 適合型制動をオンまたはオフに設定します |
ランプ時間 | 適合型制動がオフに設定されている場合にのみ使用できます。時間をms(ミリ秒)で挿入します。 |
個々のステップのリスト
次の締め付け手順は、オープンエンドタイプのギアフロントアタッチメント (GFA) で構成されたツールではサポートされていません。
A - 角度に合わせて緩める
TrR – トリガーリリースに合わせて緩める
T – トルクに合わせて緩める
E – 噛み合わせ
SR - ソケット解除
DT – DynaTork に合わせて締め付け
TP - TensorPulse
Cクラッチ
このステップでは、クラッチが解放されるまで、プログラムされた速度を順方向に実行します。工具がクラッチの解放を報告すると、ステップはOKステータスで終了します。
クラッチステップを使用する締め付けプログラムには、それ以外のステップを割り当てられません。
このステップは、クラッチツールBCV-REおよびBCP-REに対してのみ有効です。
パラメータ | 説明 |
|---|---|
スピードコントロール | 一速または二速 |
最終速度 | プログラムの最終速度を設定します[rpm] |
速度ランプ | 速度ランプを選択できるスイッチ[ハード、ソフト] |
リヒット | リヒット検出をオンまたはオフに設定します |
リヒット角度 | リヒット角度を設定します[°] |
CLクラッチ緩め
このステップでは、ツールのトリガが解除されるまで、プログラムされた速度で逆方向にツールを実行します。
クラッチステップを使用する緩めプログラムには、それ以外のステップを割り当てられません。
このステップは、クラッチツールBCV-REおよびBCP-REに対してのみ有効です。
パラメータ | 説明 |
|---|---|
最終 | プログラムの速度を設定します[rpm] |
W – 待機
このステップでは、ツールは待機タイプ条件が満たされるまで待機します。待機中はツールが回転しませんが、 ホールド条件を指定できます 。
パラメータ | 説明 |
|---|---|
待機タイプ |
|
待機時間 | ツールが静止する秒数 - [待機タイプ] で [時間] が選択されている場合にのみ有効です。 |
ホールド条件 |
|
SR - ソケット解除
このステップは、目標角度に達するまで、ツールを逆方向に速度nで回転させます。目標角度は、ステップの開始から測定されます。
マルチステップ締め付けプログラムの締め付けパスの最後のステップとしてのみ、このステップの使用は許可されています。ただし、このステップの後に同期点を追加することは可能です。
パラメータ | 説明 |
|---|---|
目標角度 | 目標の角度。 既定:3 度、0を超える必要があります |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
速度 | 既定:60 rpm。 |
DI – デジタル入力まで実行
この手順では、[デジタル入力]で指定された入力が[停止条件]の値に応じて高または低になるまで、パラメーター方向によって定義された方向にツールを作動させます。
この手順は、STBツールでは使用できません。
パラメータ | 説明 |
|---|---|
向き | 前方向または後方向 |
デジタル入力 | コントローラ上の次のローカルデジタル入力のいずれかを選択できます。
|
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
停止条件 |
|
速度 (rpm) | 既定:60 rpm。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合に使用できます。既定:500 rpm/s。 |
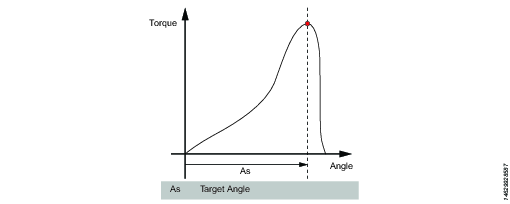
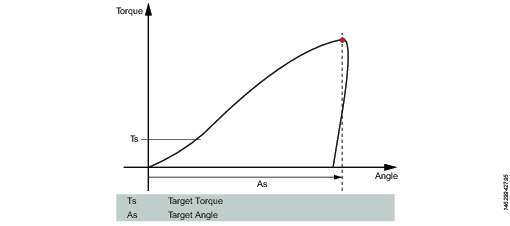
A – 角度に合わせて締め付け/角度に合わせて緩め
A – 角度に合わせて締め付け
このステップでは、目標角度に達するまでツールが作動します。目標角度は、ステップの開始から測定されます。
A - 角度に合わせて緩める
このステップは、角度目標に達するまで、ツールを逆方向に速度nで回転させます。目標角度は、ステップの開始から測定されます。
パラメーター
パラメータ | 説明 |
|---|---|
目標角度 | 目標の角度。> 0 であること。 |
速度 | 既定:60 rpm。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
TrR – トリガーリリースに合わせて緩め
この手順は、Power Focus 6000コントローラに対してのみ有効です。
このステップは、ツールトリガが解除される(緩められる)まで逆方向に作動します。これは、プログラムの最後のステップとしてのみ使用できます。
STB ツールでは、このステップは緩めプログラムのみに適用されます。
パラメータ | 説明 |
|---|---|
速度 | 回転速度の数値。 rpmで表します。 |
速度ランプタイプ | 速度ランプを選択できるオプションのリスト[ハード、ソフト、マニュアル] |
TTTR - トリガー解除まで締める
このステップは、ツールトリガが解除される(締め付けられる)まで作動します。締め付けプログラムの最後のステップとしてのみ使用できます。
パラメータ | 説明 |
|---|---|
速度 | 回転速度の数値。 rpmで表します。 |
速度ランプタイプ | 速度ランプを選択できるオプションのリスト[ハード、ソフト、マニュアル] |
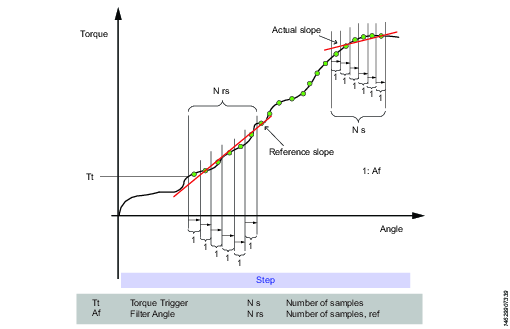
降伏点まで締める、方法 2 (YM2)
この手順は、Power Focus 6000 StepSyncに対してのみ有効です。
このステップでは、降伏点が検出されるまで、指定した速度でツールを順方向に実行します。
降伏点の検索は、トルクがTtに達したときに開始されます。Af度にわたるトルクの平均が計算されます。この手順はN rs回繰り返されます。
参照傾斜は、N rsにわたる線形回帰で計算されます。この後、新しい平均値は、A f の度数にかけて、継続的に計算されます。
実際の傾斜は、最後のN sの平均点にわたる線形回帰で計算されます。傾斜が参照傾斜のPy %より小さい場合、降伏点に達します。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
フィルタ角度 | 既定:1.> 0 であること。 |
サンプル数 | 既定:6.>=4 であること。 |
pf サンプル数、基準 | 既定:6.>=4 であること。 |
降伏点のパーセント | 既定:90%。>20% であること。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
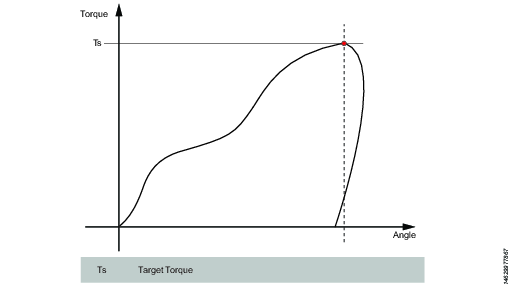
T - トルクに合わせて締め付け/トルクに合わせて緩め
T - トルクに合わせて締め付け
このステップでは、目標トルクに達するまで、プログラムされた速度でツールを順方向に実行します。
パラメータ | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
T – トルクに合わせて緩める
このステップでは、逆方向にこの速度でツールを作動させます。ステップを有効にするには、トルクが最初に目標トルクの110%を超えている必要があります。目標トルクは正の値に設定する必要があります。目標トルクに達すると、トルクが目標トルクを下回るまでステップが実行されます。
パラメータ | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
T+A – トルクと角度に合わせて締め付け
このステップでは、目標トルクに達するまでツールを作動させます。この時点から、追加の目標角度まで継続して作動します。
パラメータ | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
目標角度 | 目標の角度。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
速度 | 既定:60 rpm。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
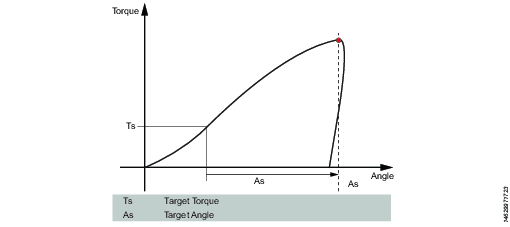
T|A – トルクまたは角度に合わせて締め付け
このステップでは、トルクターゲットまたは角度ターゲットの、いずれかに先に到達するまで、速度 n で前方向にツールを実行します。トルクと角度の測定は、ステップの最初から開始します。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
目標角度 | > 0 であること。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
T&A – トルクと角度まで締め付け
ツールは、目標トルクと目標角度の両方に達するまで、指定された速度で順方向に作動します。目標トルクと目標角度は 0 より大きい数値に設定する必要があります。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
目標角度 | 既定:0.> 0 であること。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
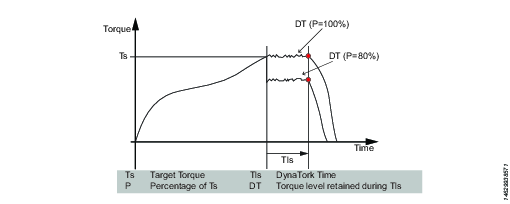
DT – DynaTork に合わせて締め付け
このステップでは、 目標トルクに達するまで、ツールを速度nで順方向に作動させます。その後、ツールは DynaTork 時間中、目標トルクの DynaTork パーセンテージで電流を一定に保持します。
ツールの過熱を避けるため、ツールの最大トルクの 40% を超えて DynaTork を作動させないことを強く推奨いたします。
パラメータ | 説明 |
|---|---|
目標トルク | トルク目標。> 0 であること。 |
DynaTork 時間 | DynaTorkがアクティブになる時間。 |
DynaTork パーセント | トルクターゲットのパーセンテージ。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
速度 (rpm) | 既定:60 rpm。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
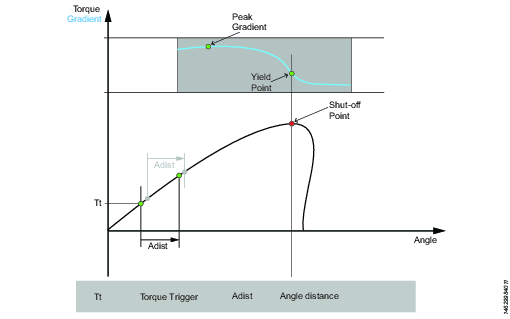
Y – 降伏に合わせて締め付け
この手順は、STBツールでは使用できません。
この戦略では、降伏点が検出されるまで前方にこの速度でツールを作動します。降伏点は、トルクと角度の距離測定を基に計算されるトリガートルクレベルをトルクが超えてから、トルク勾配を監視して検出されます。角度距離パラメータは、指定されたジョイントのハードさに応じて設定されます。
勾配角度ウィンドウを設定します (ハードジョイント、ソフトジョイント、角度ウィンドウの手動設定)。手動を選択する場合、角度ウィンドウを設定する必要があります。ネジが完全なトルクまで締め付けられ、着座ポイントからさらに 30 度以下回転すると、ジョイントはハードとみなされます。ソフトジョイントは、着座ポイントまで締め付けられた後に 720 度以上回転します。ハードさのパラメータが、勾配計算の角度ウィンドウを定義します。ジョイントがハードになるほど、角度ウィンドウが小さくなります。
パラメータ | 説明 |
|---|---|
勾配角度ウィンドウ | 角度ウィンドウの指定:
|
角度ウィンドウ | 勾配角度ウィンドウが手動に設定されている場合に使用可能です。>0 かつ <=100 でなければなりません。 |
トリガートルク | 角度の測定は、このトリガから開始します。> = 0 かつ < ツール最大トルクであること。 |
制振 | 勾配が計算される頻度。> 0、かつ < 100、かつ < 角度ウィンドウである必要があります。 |
降伏点のパーセンテージ | >= 20% であること |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
トルクフィルタータイプ | フィルターのタイプ:
|
カットオフ周波数 | [トルクフィルタタイプ] が [ローパス] に設定されている場合に指定する必要があります。
|
サンプル数 | [トルクフィルタタイプ] が [スライド平均] に設定されている場合に指定する必要があります。
|
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
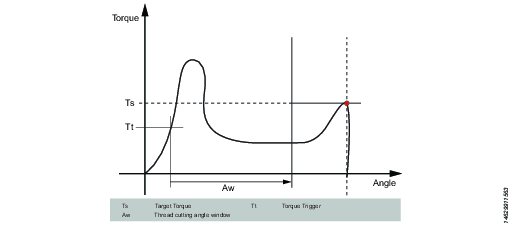
ThCT – トルクに合わせてスレッドカット
トルクに合わせてスレッドカット機能では、必要なランダウントルクが完全なランダウントルクより大きい場合、例えば、自己ネジ切り(またはセルフタッピング)ネジを用いて金属の薄層を締め付ける際などの締め付けが可能になります。ツールは、スレッドカット角度 (Aw) に達するまで前方向に作動します。スレッドカット角度ウィンドウは、トルクがスレッドカットトリガートルク (Ttc) を初めて超える時点から測定されます。スレッドカット角度に達した点から、ステップは目標トルク (Tt) に達するまで連続して作動します。
パラメータ | 説明 |
|---|---|
目標トルク | > 0 であること。 |
スレッドカット角度ウィンドウ | 既定:0.> 0 であること。 |
トリガートルク | 角度の測定は、このトリガから開始します。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
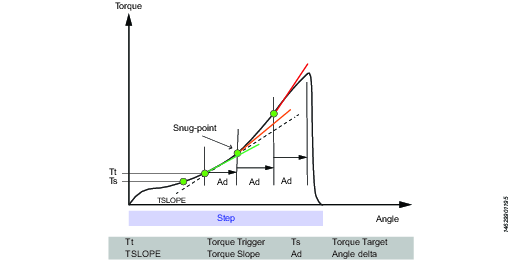
RD – ランダウン
この手順は、STBツールでは使用できません。
ランダウンステップは、ネジがスレッドに入ってからネジヘッドが下位面に触れて着座ポイントに達する直前までの締め付けです。ランダウン時に必要なトルクはどのクランプ力にも寄与しません。
このステップは順方向の速度でツールを実行します。ランダウンタイプ、トルク、または着座に応じて、ステップの動作は次のとおりとなります:
ランダウンタイプ:トルクに合わせる:指定された目標トルクが見つかるとステップは停止します。
ランダウンタイプ:着座に合わせる:着座の勾配計算は、指定されたトルクトリガレベル Tt で始まります。トルクトリガが設定されていない場合は、ステップの開始時に勾配計算が開始されます。
勾配の計算は、 A d度離れた2つの角度点の間で行われ、次のように計算されます:(Tn – Tn-1)/(An – An-1)および、互いに続く2つの勾配がTSLOPEより大きくなるとすぐに 、着座点が見つかります。
パラメータ | 説明 |
|---|---|
ランダウンタイプ | トルクに合わせる または 着座に合わせる。 |
目標トルク | 既定:「設定なし」> 0 であること。 |
速度 | 既定:60 rpm。> 0 であること。 |
速度ランプタイプ | ハード、ソフト、または手動。既定:ハード。[手動] を選択すると、[速度] ランプフィールドが開きます。 |
速度ランプ | 速度ランプタイプが手動の場合、このフィールドが開きます。既定:500 rpm/s。 |
トリガートルク | ランダウンタイプが着座に合わせるである場合、[トリガートルク]フィールドが表示されます。 既定:「設定なし」> 0 であること。 |
デルタ角度 | ランダウンタイプが着座に合わせるである場合、 デルタ角度フィールドが表示されます。 既定:「0」> 0 であること。 |
トルクレート | ランダウンタイプが着座に合わせるである場合、[トルクレート]フィールドが表示されます。 既定:「0」> 0 であること。 |
ブレーキ (Flex と Power Focus 6000 StepSync でのみ有効です)。 | オンの場合は、ターゲットに達したときに、ツールが停止します。 オフの場合、プログラムはツールを停止せずに直接次のステップに進みます。 |
E – 噛み合わせ
この手順は、STBツールでは使用できません。
このステップでは、ソケットがネジに噛み合うまで両方向にツールが作動します。ステップは、噛み合わなければ継続がはいに設定されている場合は、目標トルクまたは目標角度に達するまで継続します。いずれかの方向で目標角度に達すると、方向が反転します。噛み合わせの最大試行回数を入力すると、検索の繰り返し回数を制限できます。いずれかの方向で目標トルクに達すると、ステップは OK のステータスで終了します。
Ext - 外部結果
外部結果は、外部のデジタル信号 (締め付け中に測定されるトルクまたは角度の値ではなく) で締め付けに OK が示される際に使用される戦略です。この外部信号は、(例えば、I/O バスを介して) Power Focus 6000 にデジタル信号を供給できる任意の手段を介して供給できます。
信号が送信されると、結果ビュー (記録されているデータ) は、締め付けプログラム (指定されたトルク値、角度値、またはテキスト文字列) で与えられたターゲットパラメーターの値を表示します。これら (トルクおよび角度) の値は、実測値を示すものではなく、挿入されたテキストのみを示します。
パラメータ | 説明 |
|---|---|
トルク <目標トルク> | 希望する表示された目標トルク値の数値。例えば、クリック式レンチからの信号は <目標トルク> と表示されます。 |
角度 <目標角度> | 希望する表示された目標角度値の数値。例えば、クリック式レンチからの信号は <目標角度> と表示されます。 |
テキスト | 希望する表示されたテキストの英数字文字列。例:「オイルが交換されました」。 |
MWR - メカトロニック レンチ
メカトロニック レンチは、メカトロニック レンチ(MWR)と組み合わせてのみ使用できる特殊なステップです。
このステップは、他のステップと組み合わせて使用することはできません。このステップでは、制限は使用できません。デフォルトでは、このステップには次の3つのモニターがあります。ピークトルク、角度、およびクリックです。
パラメータ | 説明 |
|---|---|
緩め制限 | 締付け結果がNG(締め付け方向の間違い(緩め))とマークされた負のトルク(すなわち緩め方向のトルク)の数値。 (Nm)単位。 |
ツールサイズ | MWR-TAに取り付けられたエンドフィッティングツールの特定の長さの数値。(mm)単位。 |
ツールベンド | MWR-TAに取り付けられたエンドフィッティングツールの数値。 (°/Nm)単位。 |
リヒット角度ウィンドウ | トルクに達した場合に既にねじが締め付けられているかどうかを判断するための角度の数値。 (°)単位。 |
最大角速度 | ねじを締めることができる最大速度の数値。(°/ s)単位。 |
WP - レンチ生産
STWrench を使用して行う締め付けの品質テストに使用する戦略。
パラメータ | 説明 |
|---|---|
コントロール戦略 | レンチ生産 ステップタイプは、次のコントロール戦略で構成できます。
|
選択したコントロール戦略に基づいて、以下にリストされているいくつかのパラメーターの組み合わせが表示されます。
パラメーター | 説明 |
|---|---|
目標トルク | 締め付けステップに対するターゲットトルクを定義します。 |
トルク測定点 | トルクを測定する場所を指定します。 [ピークトルク] または [ピーク角度]のいずれかを選択します。
|
角度検索制限 | これは、締め付けのトルク結果値を設定するために使用されるオフセットです。このパラメータを使用するには、 測定トルクをピーク角度に設定する必要があります。 |
ラチェット時間 | ラチェット時間の数値(デフォルトは5000 ms)。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 ラチェット時間が超過した場合、締め付けの結果は「締め付けタイムアウト」の理由でNGとしてマークされます。 |
終了サイクル時間 | 終了サイクル時間を示すミリ秒 (ms)単位の数値。トルクがランダウン完了を下回ったときに適用されます。 |
トルク補正係数 | このパラメータは、レンチに延長またはトルクマルチプライヤーを使用する場合のトルク読み取り値を補正するために使用されます。既定値は1です。 |
角度補正 | このパラメータは、レンチに延長またはトルクマルチプライヤーを使用する際の角度の読み取り値を補正するために使用されます。既定値は0です。 |
目標角度 | 締め付けステップに対する目標角度を定義します。 |
リヒット検出 | オンまたはオフ。リヒット検出は、角度制限設定に基づいて、締め付けがリヒットするタイミングを決定するために使用できます。[リヒット 方向] が [オン] に設定されている場合、リヒットの角度制限 が有効になります。 |
線形勾配係数 | 線形勾配係数は、Nm/Deg 測定単位でのトルク/角度勾配として、曲線の線形部分のジョイント剛性を特徴付けます。 |
補正値 | [平均トルク]または[ピークトルク]から選択します。補正値は、PVTの計算方法を指定します。 平均トルク - PVTは、以下を使用して計算された平均に基づきます:
ピークトルク - PVTは、着座が検出される前に測定されたピーク値に基づきます。 |
遅延監視 | PVT計算は、このウィンドウを通過する前に開始されず、締め付け開始時に開始されます。 |
PVT 間隔 | PVT距離ポイントから開始して、PVTウィンドウを計算する角度を設定します。 |
PVT 距離 | システムがPVTウィンドウを開始するタイミング(ぴったり合うまでの度数)を設定します。 |
プリベイリングトルク最小 | プリべリングトルクの下限。 |
プリベイリングトルク最大 | プリべリングトルクの上限。 |
WQ - レンチの品質
STwrench を使用して行う締め付けの品質テストに使用する戦略。
パラメータ | 説明 |
|---|---|
コントロール戦略 | レンチの品質 ステップタイプは、次のコントロール戦略で構成できます。
|
選択したコントロール戦略に基づいて、以下にリストされているいくつかのパラメーターの組み合わせが表示されます。
パラメーター | 説明 |
|---|---|
ラチェット時間 | ラチェット時間の数値(デフォルトは5000 ms)。これにより、オペレーターはしばらくの間トルクを解放し、締め付け操作中に再充電することができます。 ラチェット時間が超過した場合、締め付けの結果は「締め付けタイムアウト」の理由でNGとしてマークされます。 |
トルク補正係数 | このパラメータは、レンチに延長またはトルクマルチプライヤーを使用する場合のトルク読み取り値を補正するために使用されます。既定値は1です。 |
角度補正 | このパラメータは、レンチに延長またはトルクマルチプライヤーを使用する際の角度の読み取り値を補正するために使用されます。既定値は0です。 |
目標角度 | 締め付けステップに対する目標角度を定義します。 |
リヒット検出 | オンまたはオフ。リヒット検出は、角度制限設定に基づいて、締め付けがリヒットするタイミングを決定するために使用できます。[リヒット 方向] が [オン] に設定されている場合、リヒットの角度制限 が有効になります。 |
線形勾配係数 | 線形勾配係数は、Nm/Deg 測定単位でのトルク/角度勾配として、曲線の線形部分のジョイント剛性を特徴付けます。 |
TP - TensorPulse
TensorPulseの締め付けステップを使用する前に、次のライセンスタイプがコントローラーにインストールされている必要があります。
低反力戦略
TensorPulseは、次のツールでのみ有効です:ETV-STR61-100-13、ETV-STR61-70-13、ETV-STR61-50-10。
このステップは、トルク目標に到達するまで、順方向に締め付けパルスを生成します。
TensorPulse締め付けステップを実行する場合は、必要な PulseDrive ソケット/アダプターを使用してください。
TensorPulse締め付けステップが PulseDrive ソケット/アダプターなしで実行された場合、すべての締め付けがNGとなります。ステップエラー「PulseDrive ソケット/アダプターが検出されませんでした」は、PulseDrive ソケット/アダプターがないことを示します。
パラメータ | 説明 |
|---|---|
トルク目標 - Ts | トルク目標は、0からツールの最大トルクまでの範囲である必要があります。 |
パルスエネルギー - Pe | パルスエネルギーは、各パルスのエネルギー/電流の量を制御するために使用されます。 パルスエネルギーは10%から100%の範囲である必要があります。 |
保持力調整係数 | 保持力調整係数は、 TensorPulseステップを実行する際の反力を調整するために使用されます。各パルスの後にツールを反対方向に動かすのは力です。 保持力調整係数は、0〜100%の範囲である必要があります。 |
トレースでは、角度反転は、ツールが後方に回転してパルスを有効にすることを意味しますが、PulseDriveソケット/アダプターにより、ボルトヘッドは必ずしも後方に回転するわけではありません。









































