EP8PTX45 SR10
Impulse Nutrunner
安全に関する注意事項
安全に関する注意事項
警告
この機械を使用する前に、操作説明を十分理解してください。
調整を行う前に(例えばトルク設定、ビットの交換)、圧縮空気ラインから機械を取り外してください。
この機械およびその付属部品やアクセサリは、決して設計された目的以外で使用しないでください。
必ず電源ソケットを使用してください。使用上の安全性と経済性のために - 摩耗したソケットは交換してください。
電源ソケットが正しく接続されていることを確認してください - 必要な場合には、スクウェアドライブリテーナを交換してください。
傷害事故を避けるために、運転中は指を電源ソケットに近づけないでください。
作業中は必ず保護眼鏡をかけてください。
不必要なアイドリングを避けてください。
吊り下げ金具を使用するときには、良好な状態で正しく固定されていることを確認してください。
警告
解体と組立に関する注意
ツールのローターブレード(ベーン)には PTFE が含まれています。ロータブレードを取り扱う際には、PTFE に関する通常の安全衛生勧告に準拠する必要があります。機械のハウジングもしくはブレードに、ブレードの摩耗による粒子が付着することがあります。これらの粒子が裸火と接触しないことを確認してください。PTFE 粒子は、煙草の火で加熱されるとアレルギー反応を引き起こす可能性がある噴煙を発するため、喫煙の前には手を洗ってください。
一般情報
EC 適合宣言
弊社Atlas Copco Industrial Technique AB(スウェーデン、ストックホルム、S-105 23)は、弊社製品(名称、タイプ、およびシリアル番号あり、フロントページ参照)が次の指令に準拠していることを宣言します。
2006/42/EC
適用する整合規格:
EN ISO 11148-6:2012
技術的ファイルは下記へご請求ください:
Atlas Copco Industrial Technique、品質マネージャ(スウェーデン、ストックホルム)
ストックホルム、2013 年7月1日
Tobias Hahn、マネージングディレクター
発行者による署名
設置
振動ツールの設置
振動ツールとクイックアクションカップリングの間に、圧縮エア用自在ホースを少なくとも長さ 300 mm 挿入することをお勧めします。
エアの品質
最高のパフォーマンスと最長の耐久性のために、露天+10℃の圧縮空気の利用を推奨します。アトラスコプコ製の冷却タイプエアドライヤを設置することを推奨します。
アトラスコプコ製FILタイプの別のエアフィルタを使用してください。このタイプのフィルタは15ミクロンより大きい微粒子及び、90%以上の液状水分は取り除くことができます。フィルタはREGやDIMのようなエアプリパレーションユニット(総合カタログのエアラインアクセサリの項を参照)よりも先に機械の一番近くに設置すること。接続前にはホースから排気させること。
エア潤滑剤が必要なモデル:
圧縮空気は微量のオイルを含んでいます。
アトラスコプコ製のオイルフォッグ ルブリケーター(DIM)を使用されることを強く推奨します。これは、以下の数式を使用して、エアライン ツールによる空気消費量に基づいて設定する必要があります。L = 空気消費量(リットル/秒)。
(弊社販売資料で説明されています。)
D = 分時滴数(1滴 = 15 mm3)
L* 0.2 = D
これは、ロングサイクルのエアライン ツールを使用している場合に適用されます。ショートサイクルのツールには、アトラスコプコ製のシングルポイント ルブリケーター タイプのDosolも使用できます。
Dosolの設定については、総合カタログのエアライン アクセサリの項を参照してください。
ルブリケーション フリー タイプのモデル:
ルブリケーションフリーのツールの場合、使用する周辺機器を顧客が決定することができます。 ただし、圧縮空気に(フォッグルブリケーター(DIM)またはDosolシステムなどから供給される)微量のオイルが含まれていても問題はありません。
注意 – これは、オイルフリーでなければならないタービンツールには当てはまりません。
圧縮空気接続
機械は、エア圧6–7 bar = 600–700 kPa = 87–102 psi で作動するよう設計されています。
接続前のホースからの排気
インストールの提案
適切なカプリングを選択するために、ホースとクランプはの詳細を明確にすることは手間がかかります。 その時間を短縮させ、適切な容量のエアラインのインストールを確実にするために、ツールのタッピングポイントから当社はインストールの提案をいたします。.
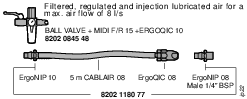
詳細情報は、アトラスコプコ工業用パワーツールのカタログ、オーダー番号 9837 3000 01をお読みください。
取り扱い
締め付けトルクの設定
当初の調整は、調整ネジ(スロットのあるネジ)でのみ行います。
最初は低トルクに調節して、必要なトルクレベルに達するまで徐々にトルクを上げてください。
推奨最大トルク以上で機械を使用すると、不正な動作や早期摩耗の原因になります。
必ず設定を確認し、締め付けジョイントのレファレンス設定を参照してください。
サービス手順を参照してください。
テスト方法 - 静的・動的
ErgoPulse の機種には、静的トルク測定を推奨します。
電子式インライントルクトランスデューサに動的トルク測定が行われた場合には、必ずトルクレンチ(電子式)で静的なチェックを行い、測定結果を検証してください。
より詳細な情報は、アトラスコプコの「パルスツールポケットガイド」を参照してください。 オーダー番号 9833 1225 01。
メンテナンス
パフォーマンスの最大化
重作業 - ソフトジョイント、最大設定の場合には空気潤滑を推奨します。
エアが乾燥しすぎていると、ベーンの寿命や機械のパフォーマンスが損なわる恐れがあります。 機械の吸気口に毎日 0.1 - 0.2 ml 注油することで、パフォーマンスを改善することができます。 もしくは、機械のパフォーマンスを向上させる自動潤滑装置の油霧潤滑機 DIMもしくはシングルポイント潤滑機 DOSを使用してください。
パルスユニットへのオイル再充填
詳細な情報は、サービス手順を参照してください。
機械のパフォーマンスを最大化するには、パルスユニットのオイルを適正に充填する必要があります。 パルスユニットからの微量のオイルが漏えいする可能性があるため、定期オーバーホールのタイミングで充填する必要があるかもしれません。 この手順の頻度は、アプリケーション、サイクル数、締め付け時間などによります。 パルスユニットに正確にオイルを充填することで、その寿命が延長されます。
パルスユニットのオイルが多すぎると、パルス周波数や締め付け速度が低下します。
パルスユニットのオイルが少なすぎると、パルス周波数が高くなり、締め付けトルクが低下する恐れがあります。 特に休止後初めての締め付けでは、機械が急転する恐れがあります。
ハイドロリックオイルを使用してください : 22 cST / 40 C (ISO VG22).
オイルが少なすぎる状態で機械を操作すると、パルスユニットが破損する恐れがあります。
再充填後 - 締め付けトルクを確認してください。サービス手順を参照してください。
防錆と内部清掃
圧縮空気に含まれる水分、埃および摩耗粒子は錆の原因となり、ベーンやバルブなどの膠着の原因になります。 機械の近辺にエアフィルターを設置してください(「エア品質」を参照)。 長期間の使用しない場合は、事前に、吸気口を(数滴の)オイルでゆすぎ、機械を5秒から10秒稼動させ、布にオイルを吸収させてください。
サービス手順
オーバーホールおよび予防メン テナンスは、定期的に1年おきか、もしくは最大25万締め付け後かのどちらか早いタ イミングで行うことをお勧めします。 高トルクや長時間の締め付けを行う場合に は、特にパルスユニットのオイルを補充するなど、より頻繁にオーバーホールが必 要になることがあります。 機械が正しく作動しない場合には、ただちに点検に出す 必要があります。
機能低下の原因になる目詰まりを防ぐため、吸気口と排気サイレンサのフィルターは頻繁に清掃するか交換してください。
オーバーホールでは、すべての部品をきれいに清掃して、不良もしくは摩耗した部品を交換してください。
組立前に、すべてのOリングにグリース塗布してください;パルスユニットのOリングは特に重要です。
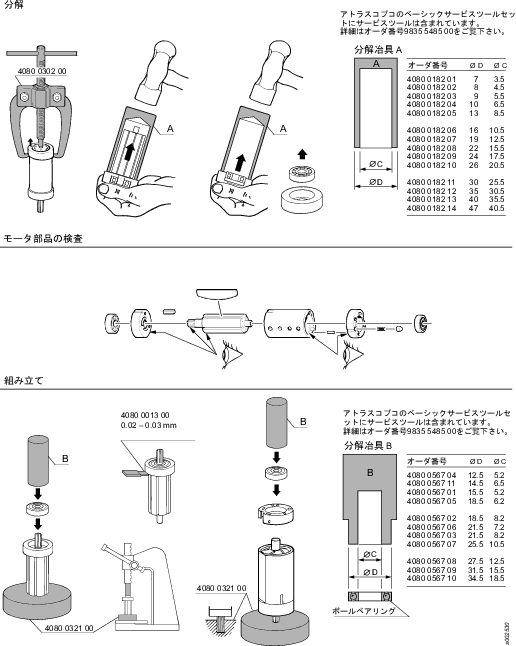
解体・組立
機械のネジ付き接続部は、組立分解図の仕様に従って適切に締め付けておくことが重要です。
清掃
電気部品以外のすべての部品を、揮発油もしくは類似する洗浄剤できれいに清掃してください。 目詰まりやパワーの低下を予防するために、定期オーバーホールの際にストレーナ(使用している場合)や排気フィルターを清掃する必要があります。
点検
清掃後にすべての部品を点検してください。 破損した部品や摩耗した部品は交換してください。
潤滑
特にギア、バルブ、クラッチを二硫化モリブデンを含むグリース (例: Molykote BR2 Plus) で潤滑してください。 組立前に、Oリングとネジ山のある接続部をグリースで潤滑してください。
ErgoPulse グリースガイド
ブランド | 多目的用 ベアリング | モータシャフト用 | 空気潤滑 |
|---|---|---|---|
BP | Energrease LS-EP2 |
| Energol E46 |
Castrol | Spheerol EP L2 |
|
|
Esso | Beacon EP2 |
| Arox EP46 |
Q8 | Rembrandt EP2 |
| Chopin 46 |
Mobil | Mobilegrease XHP 222 |
| Almo oil 525 |
Shell | Alvania EP2 |
| Tonna R32 |
Texaco | Multifak EP2 |
| Aries 32 |
Molycote |
| BR2 Plus |
|
有用な情報

アトラスコプコのホームページ www.atlascopco.com にアクセスしてください
弊社のウェブサイトには、弊社製品、アクセサリ、スペア部品、印刷物に関する情報が掲載されています。
人間工学ガイドライン
この一般的な人間工学に基づいたガイドラインのリストを読み、姿勢、コンポーネントの配置、作業環境において改善できるエリアを特定できるかどうかを確認して、自分のワークステーションについて考えてみましょう。
頻繁に休憩をとり作業姿勢を変更すること。
ワークステーション領域を任意のニーズと作業タスクに適合させること。
静的動作を避けるために部品やツールがどこに配置されるべきかを決定することにより、適度な到達範囲を調整すること。
テーブルや椅子などの作業タスクに適切なワークステーション設備を使用すること。
組立操作中に肩より高い位置または静止保存状態での作業を避けること。
肩より高い位置で作業する場合、トルクアーム、ホースリール、または重量バランサーなどを使用してツールの重量を減少させることにより静的筋の負荷を軽減すること。静的筋への負荷はツールを体に近づけて保持することによって軽減することもできます。また、負荷を身体の近くに保持することで静的筋肉への負荷を軽減することができます。
頻繁に休憩をとること。
とりわけ、ある程度の力を要する作業において、腕または手首の無理のある姿勢を避けること。
作業タスク中の眼球および頭の運動を最小限に抑えることにより、適度な視野を調節すること。
作業タスクに適切な照明を使用すること。
作業タスクに適切なツールを選択すること。
ノイズ環境では防音保護設備を使用すること。
過剰な振動レベルへの曝露を最小限にするには、高品質の挿入ツールや消耗品を使用してください。
反力への暴露を最小限に抑えること。
切断時
ホイールが曲がっているか、適切にガイドされていないと、カットオフホイールが嵌って動かなく可能性があります。カットオフホイールに適したフランジを使い、カットオフ操作時にホイールが曲がらないようにしてください。
掘削時
ドリルビットを突き抜ける際にドリルが停止することがあります。停止トルクが大きすぎる場合は、必ずサポートハンドルを使用してください。安全規格 ISO11148 パート 3 では、ピストルグリップツールについては 10 Nm 以上、ストレートツールについては 4 Nm 以上の反動トルクを吸収するものを使用することを推奨しています。
直接駆動ネジやナットランナの使用時
反力は、ツール設定とジョイントの特性によって変わります。どれだけの反力に耐えられるかは、オペレータの力や姿勢によって変わります。オペレータの力や姿勢にトルク設定を適合させ、トルクが大きすぎる場合はトルクアームまたは反力バーを使用します。
埃の多い環境では、集塵システムや口保護マスクを使用すること。
生産国
製品ラベルの情報をご参照ください。
スペアパーツ
オーダー番号のない部品は、技術的な理由により個別に納品できません。
アトラスコプコ純正の交換部品以外の使用は、ツールパフォーマンスの低下およびより頻繁なメンテナンスにつながり、アトラスコプコの判断ですべての保証が無効になる可能性があります。
保証
製品に対するクレームがある場合は、担当地区のアトラスコプコ販売代理店までご連絡ください。 操作説明書に従って、製品が設置、運転、オーバーホールされている場合にのみ保証が有効となります。
担当地区のアトラスコプコ事業所により適用される納入条件も参照してください。
ServAid
ServAidは、以下に関する最新の製品情報を提供するためのユーティリティです。
- 安全に関する注意事項
- 設置、運転およびサービスに関する注意事項
- 分解図
ServAidにより、お好みの製品のスペアパーツ、サービスツールおよびアクセサリの注文プロセスが容易になります。新しい再設計された製品の情報を使って継続的に更新されます。
ServAid を使用することで、翻訳があれば特定の言語でコンテンツを提示し、旧式の製品に関する情報を表示することができます。ServAid は、アトラスコプコの全ての製品範囲について高度な検索機能を提供します。
ServAidは、DVDと、以下のWeb上で利用できます。
http://servaidweb.atlascopco.com
詳細については、担当のアトラスコプコ販売代理店までご連絡いただくか、次のアドレスに電子メールをお送りください。
servaid.support@se.atlascopco.com
安全データシート MSDS/SDS
安全性データシートは、アトラスコプコが販売する化学製品について説明しています。
詳細については、ウェブサイトを参照してください
http://www.atlascopco.com/.
[製品] - [安全性データシート]を選択し、ページの指示に従ってください。
技術データ
技術データ
騒音および振動の放出
騒音 (ISO15744 に準拠) | dBA |
|---|---|
音圧レベル | 81 |
音響パワーレベル | 92 |
不確定性 | 3 |
振動合計値(2010年から有効) | m/s 2 |
|---|---|
振動値 | 7 |
不確定性 | 1.2 |
騒音と振動に関する宣言
これらの宣言値は、規定の基準に従って行われた実験室環境でのテストにより得られたもので、同じ基準に従ってテストされた他のツールの宣言値との比較に適する。これらの宣言値は、リスク評価における使用には適しておらず、個々の作業現場における測定値が宣言値を上回る場合もあり得る。実際の暴露値と個々の使用者が被る被害は様々であり、使用者の作業方法、作業対象物、作業環境、および使用者の暴露時間と健康状態に依存 する。
私どもAtlas Copco Industrial Technique ABは、弊社が管理できない作業場所の状況における個々のリスク評価において、実際の露出を反映した値ではなく宣言した値を使用した影響に対して責任を負うことはできません。
このツールは、不適切な使用により手腕振動症候群を引き起こす恐れがある。手腕振動を処置するためのEUガイドをご覧になるには、http://www.pneurop.eu/index.phpにアクセスして、'Tools'「ツール」、'Legislation'「処置」の順に選択してください。
振動暴露によると思われる初期症状を発見するために、定期的な健康診断の実施が望ましい。これにより、将来の機能障害を防ぐための管理手法を見直すことが可能となる。
修理手順
EP/EPPツールの性能を最大限に高める方法
EP/EPPツールの性能を最大限に高めるには
推奨されるパルス数
アプリケーションに最適なツールは、5~20パルスでターゲットトルクに達してシャットオフします。これは次のような締め付け時間に相当します:
-
EP 10以上の大型ツールでは最大2秒
-
EP 7/8/9 PTXツールでは最大1秒
-
EP 6以下の小型ツールでは1秒未満
5パルス未満でターゲットトルクに達するとトルクのばらつきが増加するため、特にハードジョイントではトルクの調整が難しくなります。
20パルス以上でターゲットトルクに達すると締め付け時間が長くなるため、摩耗が大きくなりオイル充填の頻度が高くなります。
5パルス未満でターゲットトルクに達した場合は、次のような方法で対処してください:
-
エア圧を下げる。
-
ATあるいはTrimバルブを使って速度を落とす。
-
上記の方法が不可能な場合あるいは満足な結果が得られない場合は、小型のツールをご使用になることをお勧めします。
20パルス以上でターゲットトルクに達した場合は、次のような方法で対処してください:
-
動的エア圧を、標準的なEPツールでは6~7 barに、低圧のEP PTX-Lツールでは5~6 barに上げる。
-
ATあるいはTrimバルブを最大パワー/速度になるよう調整する。
-
上記の方法が不可能な場合あるいは満足な結果が得られない場合は、大型のツールをご使用になることをお勧めします。
エア圧が変わった場合は、必要に応じてターゲットトルクを測定し直して調整してください。
エアの調整
エア圧
エア圧を調整することで次のような結果が得られます:
-
エア圧を下げると、ツールの速度は落ちますが精度が上がります。
-
エア圧を上げると、ツールの速度は上がりますが精度が落ちます。
エアラインの圧力が4.5 bar以下になる場合は、低圧向けに設計されたEP PTX-Lシリーズのツールをお勧めします。
圧力制御器
各ツールに1台の圧力制御器のご使用をお勧めします。制御器はラインの予想最低圧力に合わせて調整してください。圧力制御器には次のような利点があります:
-
安定したエア圧による高い精度
-
ツールの出力調整が簡単
エアフィルタとエアレギュレータ
次のような利点を持つエアフィルタおよびエアレギュレータのご使用をお勧めします:
-
空気に水分や粒子が含まれず清浄なため、ツールの摩耗や故障のリスクが低下します。
-
長期間にわたってエアモータの出力と速度が維持されます。
Trim-REあるいはAutoTrimバルブとは?
Trim-REバルブは:
-
ツールを使って同様のジョイント率でネジを締め付ける場合に使用してください。
AutoTrimバルブは:
-
ツールを使ってハードジョイントとソフトジョイントの両方を締め付ける場合に使用してください。
AutoTrimバルブの調整
ツールにAutoTrimバルブを使用する場合には、正しく調整することによって、ランダウン後およびパルス動作開始時に全出力へシフトします。
AutoTrimバルブの詳しい調整方法については、設定の項を参照してください。
AutoTrimバルブを正しく調整しないと:
-
ばらつきが増加します。
-
締め付け時間が長くなります。
-
シャットオフしません。
サービスツール
サービスツールは組立および解体が早く簡単にでき、プロセスでの部品破損リスクも少ない設計になっています。
部品の正しい締め付けが重要なのは:
-
ツールの性能を最大限に高めるため。
-
作業中に部品が緩むリスクを最小限に抑えるため。
サービスツールと締め付けデータについては、ASLのスペアパーツリストの項を参照してください。
予防メンテナンス
年1回あるいは最大250.000回の締め付け後には予防メンテナンスの実施をお勧めします。完璧なオーバーホールでは次の作業を行います:
-
パルスユニットのクリーニング、摩耗あるいは破損部品の交換、Oリングおよびオイルの交換
-
エアモータのクリーニング、摩耗あるいは破損部品の交換、サービスキットに含まれる部品の交換
-
サイレンサおよび吸気口アダプタのストレーナのクリーニング、摩耗あるいは破損部品の交換、サービスキットに含まれる部品の交換
-
トリガおよびリバーシングバルブのクリーニング、摩耗あるいは破損部品の交換、サービスキットに含まれる部品の交換
一般
ネジ山接続部の締め付け
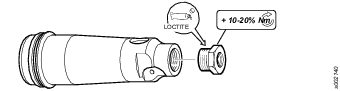
組立分解図のリストに示される締め付けトルクは、部品の緩みを防止する適正なクランプ力を得るために設定されています。サービス時には、これらの部品を破壊せずに開く必要があります。特殊なネジ部品は作業をしている間に緩むことがあります(アプリケーションや用途によります)。そのような場合には、指定されたトルクは 10-20% 増加させたり、必要とあれば小中程度の保持力のあるネジ山固定剤(ロックタイト等)を使用することもできます。
例
操作手順
パルスユニットの点検と潤滑

パルスユニットへの定期的オイル充填
外向けシャフトとシール部品のOリングの間から漏れる微量のオイルを補うため、パルスユニットに定期的にオイルを充填する必要があります。これは油圧式システムでは通常の作業です。定期オーバーホールのタイミングでパルスユニットを取り付けたまま少量のオイルを充填してください。パルスユニットへのオイル充填の必要性は、主に締め付け回数、トルクレベル、パルス数(締め付け時間)により異なります。通常、Oリングはしばらく使用すると密封性が向上するので、パルスユニットへのオイルの定期充填の必要性は下がります。Oリングを交換すると、オイルの定期充填の必要性がまた上がります。
年1回の定期オーバーホール時あるいは最大250.000回の締め付け後以外は、パルスユニットのOリングを交換しないでください。
パルスユニット内のオイルが少なすぎる場合の弊害:
-
締め付け時間が長くなる
-
シャットオフしない
-
トルクが低下する
-
ばらつきが増加する
-
パルスユニットの部品の摩耗が早くなる
パルスユニットのオイルレベル低下の検出方法:
-
パルス周波数が高くなる
-
低トルク、トルクなし、トルクの異常な変化
-
特にツールをしばらく使用していない場合に、パルス速度が非常に速くなる
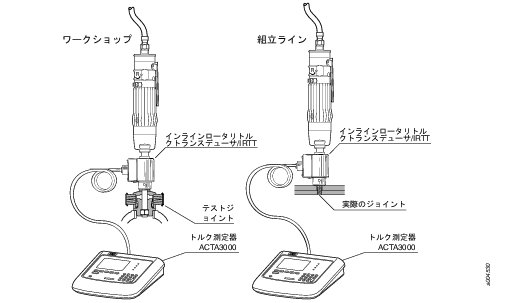
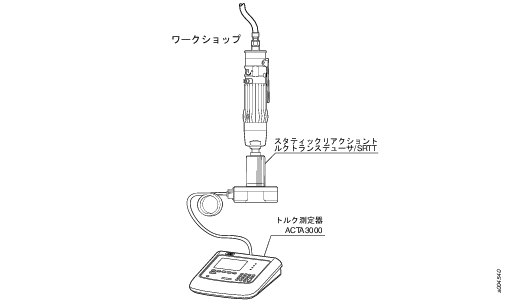
パルス周波数の定期的測定は、パルスユニット内のオイルレベルの低下を検出する最上の方法です。パルス周波数が高くなった場合、パルスユニット内のオイルレベルの低下がツールの機能に影響しないうちに予防的にオイルを充填することができます。パルス周波数は、静トルクトランスデューサ(SRTT)あるいはインライントランスデューサ(IRTT)をACTA 3000に接続して測定できます。
パルスユニットに推奨されるオイル
パルスユニットに推奨されるオイルは:
SE2潤滑剤45
他のハイドロリックオイルも22 cST/40ºC(ISO VG22)の特性を満たせば使用できます。たとえばMobil DTE-12MやPennzoil Pennzbell AW22などがあります。
SE2潤滑油45のボトルと、必要な注射器は、キットとして注文可能です。注文番号については、サービスキットを参照してください。
パルスユニットへのオイル充填方法
方法 1: 少量のオイルを充填してからパルス周波数を測定してください。
この方法は最も速く、ツール性能を最大限に高めるため、充填間隔は最長になります。次の指示に従ってパルスユニットにオイルを充填してください:
パルスユニットを万力で固定してください。パルスユニットの前か後ろにあるオイルプラグを取り外します。少量のオイルをパルスユニットに充填してください。
ツールを取り付けてパルス周波数を測定します。パルス周波数の測定については、固定トランスデューサを使った静的測定を参照してください。
パルスユニットの周波数が指定範囲内であれば、オイル量は適正です。
パルスユニットの周波数が低すぎる場合は、オイルを減らしてからパルス周波数を再度測定してください。
パルス周波数が高すぎる場合は、オイルを追加してからパルス周波数を再度測定してください。

モデル
無負荷回転数(r.p.m)
パルス周波数(Hz)
最小トルク(Nm)
EP 8 PTX SR10
5700
20 - 23
62
方法 2: パルスユニットにオイルを100%まで充填してから規定量を減らします。
これは方法1ほど速く正確ではありません。次の指示に従ってパルスユニットにオイルを充填してください:
パルスユニットを万力で固定してください。パルスユニットの前か後ろにあるオイルプラグを取り外します。パルスユニットにオイルを100%まで充填してください。オイルプラグを取り付けてください。
ツールを取り付けて、パルスユニットを逆方向に3~5秒間動かします。

パルスユニットを万力で固定してください。オイルプラグを取り外します。気泡がすべて消失し(約15分間)、温度が20度に下がるまで待ちます。
パルスユニットにオイルを100%まで充填してください。
パルスユニット内のオイルを、表に従い1 ml注射器を使って規定量減らします。オイルプラグを取り付けてください。
100%から減らす
オイル量
パルスユニット内の
おおよそのオイル量
0.50 ± 0.05ml
5ml

トルクとシャットオフ機能をチェックしてください。手順についてはテスト/方法を参照してください。
すべて正常であれば、オイル量が正しいということです。
正常でない場合は、最初のステップからやり直してください。
ストップピンの位置
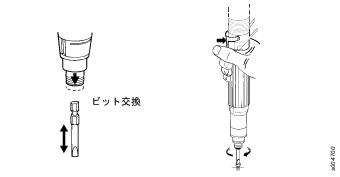
“X”測定値は、出荷前にアトラスコプコの工場で正しく設定されています。通常、“X”測定値は関係する部品を分解した後に調整するだけです。予期した通りの良好な精度が得られなかった場合は、ストップピンの位置を確認してください。ストップピンの位置は、ネジを回して調整します(下の図を参照)。
測定値“X”の測定は、困難な作業です。“X”= 0から開始することで、位置を得ることができます。パルスユニットを垂直方向に固定し、ストップピンがセンターホールを部分的に覆っていること(つまり、“X”が0以上であること)を確認します。シャットオフバルブをセンターホールに配置します(下の図を参照)。バルブがストップピンの穴に下りるまでネジを調整します。この位置で“X”が0になります。
直径“D”のゲージ(つまり、ドリルビット)を、下の表に従って穴に入れます。ゲージが穴にぴったり収まるまでネジを緩めます。注:ゲージをストップピンで締め付けてはなりません。“X”測定値の正しい値を得るもう1つの方法は、“X”= 0の位置からネジを緩めることです。下の表に示した回数分、ネジを緩めてください。表に示す測定値により、基本的な調整が行われます。ドリルビットまたはそれと同様のものを使って、直径“D”をチェックします。“X”が大きくなっている場合は締め付けトルクが高くなり、“X”が小さくなっている場合は締め付けトルクが低くなっています。ネジを回して、締め付けトルクを微調整することができます。1度に1/8回転分ずつのトルク調整ができます。

|
“D” |
“X” |
“X”を得るためにネジを緩めるための回転数 |
|---|---|---|
|
1.65mm |
1.40mm |
1.75 |
分解・点検・組立
ベーンモータの操作手順
テスト・測定
静的測定(推奨)

動的測定
必ず実際のジョイントの設定を確認してください。
必ずトルクレンチを使った静的チェック(電子的)で、実際のジョイントの動的測定を確認してください。
固定式トランスデューサを使った静的測定
テスト機器とパフォーマンス
機器:
-
回転計
-
ACTA 3000
-
SRTTトランスデューサ(トランスデューサをしっかりと固定します)
-
回転計を使って、正転方向の無負荷回転数をテストします。
AutoTrimバージョンの場合は、減速されていない速度が測定されることを確認してください(詳細は、サービス手順の「トラブルシューティングのスケジュール」の章にあるセクション「機能制御 - AutoTrim」を参照してください)。
AutoTrim機能をテストします。
-
最大トルクとパルス周波数をテストします。
ACTA 3000のフィルタ周波数を850 Hzに設定します。
逆回転方向のトルクとパルス周波数を測定します。締め付け時間は約1秒とします。
-
シャットオフメカニズムのチェック
正転方向にツールを動かします。シャットオフメカニズムが正しく機能していれば、ツールがシャットオフします。
テスト条件
パルスユニットの温度:約20℃
エア圧:6.3バール(90 psi)、動的
ホースサイズ:8mmホース長:3 m
ツールはメンテナンス後に以下の値を実現する必要があります。
|
型式 |
無負荷回転数(r.p.m) |
パルス周波数(Hz) |
最小トルク (Nm) |
|---|---|---|---|
|
EP 8 PTX SR10 |
5700 |
20 - 23 |
62 |
パルス周波数が正しい場合、エアモータとパルスユニットは良好な状態にあります。パルス周波数が高すぎる場合は、オイルを充填します。パルス周波数が低すぎる場合はオイルを減らします。
テスト機器 - ACTA
|
オーダー番号 |
説明 |
|---|---|
|
8092 1133 20 |
ACTA 3000 B |
|
8092 1133 30 |
ACTA 3000 QC |
|
8092 1133 40 |
ACTA 3000 AA |
テストジョイント
ボルトサイズ | トルク範囲 Nm | トルクレート Nm/rev. | 定格容量の 回転角度 | サービスキット* |
|---|---|---|---|---|
M6 | 3-7 | 3 | 540 | 0211 1251 00 |
M6 | 5.5-10 | 5.5 | 540 | 0211 1251 00 |
M8 | - 15 | 10 | 540 | 4080 0788 80 |
M8 | 10 - 20 | 20 | 360 | 4080 0788 80 |
M10 | 20 - 30 | 20 | 210 | 4080 0789 80 |
M12 | 30 - 50 | 95 | 190 | 4080 0790 80 |
M14 | 50 - 100 | 200 | 180 | 4080 0791 80 |
M16 | 100 - 135 | 230 | 210 | 4080 0837 90 |
M16 | 135 - 200 | 130 | 540 | 4080 0866 92 |
M20 | 200 - 400 | 400 | 360 | 4080 0867 80 |
M24 | 400 - 800 | 800 | 360 | 4080 0876 80 |
*ネジ2個、ナット2個、ワッシャ2個を含む
インライン・ロータリ・トルクトランスデューサ
型式 | ビットドライブ インチ | 角ドライブ インチ | 定格容量 Nm | ft lb |
|---|---|---|---|---|
IRTT 5-I06 | 1/4 |
| 5 | 4 |
IRTT 20-I06 | 1/4 |
| 20 | 15 |
IRTT 20-06 | 1/4 | 20 | 15 | |
IRTT 25-10 | 3/8 | 25 | 18 | |
IRTT 75-10 | 3/8 | 75 | 55 | |
IRTT 180-13 | 1/2 | 180 | 133 | |
IRTT 500-20 | 3/4 | 500 | 369 | |
IRTT 750-25 | 1 | 750 | 553 | |
IRTT 1400-25 |
| 1 | 1400 | 1033 |
インライン・ロータリ・トルク/アングル・トランスデューサ
型式 | ビットドライブ インチ | 角ドライブ インチ | 定格容量 Nm | ft lb |
|---|---|---|---|---|
IRTT 2A-I06 | 1/2 |
| 2 | 1.5 |
IRTT 5A-I06 | 1/4 |
| 5 | 4 |
IRTT 20A-I06 | 1/4 | 20 | 15 | |
IRTT 20A-06 | 1/4 | 20 | 15 | |
IRTT 25A-10 | 3/8 | 25 | 18 | |
IRTT 75A-10 | 3/8 | 75 | 55 | |
IRTT 180A-13 | 1/2 | 180 | 133 | |
IRTT 500A-20 | 3/4 | 500 | 369 | |
IRTT 750A-25 |
| 1 | 750 | 553 |
IRTT 1400A-25 |
| 1 | 1400 | 1033 |
IRTT 3000A-38 |
| 1 1/2 | 3000 | 2200 |
スタティック・リアクション・トルクトランスデューサ (SRTT)
型式 | 角ドライブ インチ | 定格容量 Nm | ft lb |
|---|---|---|---|
SRTT 0.5-06 | 1/4 | 0,5 | 0,4 |
SRTT 2-06 | 1/4 | 2 | 1,5 |
SRTT 5-06 | 1/4 | 5 | 4 |
SRTT 25-10 | 3/8 | 25 | 18 |
SRTT 75-13 | 1/2 | 75 | 55 |
SRTT 180-13 | 1/2 | 180 | 133 |
SRTT 500-20 | 3/4 | 500 | 369 |
SRTT1400-25 | 1 | 1400 | 1033 |