Vérification de la précision de l’outil
Cette procédure de test est effectuée de façon à vérifier la précision de l’outil. Ce test est effectué à trois niveaux de couple différents avec dix (10) serrages effectués à chaque niveau de couple ce qui ajoute 30 serrages en tout. Le résultat est comparé avec le transducteur de référence et si l’écart reste dans les limites, l’outil passe le test.
Conditions et paramètres du test
Les conditions de test suivantes doivent être remplies :
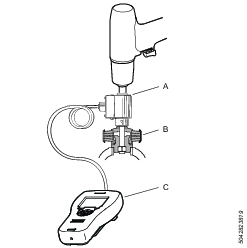
● Utiliser un IRTT comme transducteur de référence.
● Utiliser un assemblage avec une vraie vis qui produit une force de serrage accrue lorsque serrée, c-à-d., ne pas utiliser un frein ou similaire. L’assemblage devrait être élastique (~100o, le nombre total d’impulsions devrait être >20 pendant le serrage).
● Ne pas utiliser de rallonge, uniquement le IRTT et la douille.
● La fréquence de filtre du STa6000 doit être réglée sur 850 Hz.
● Le facteur d’ajustement du couple de l’outil devra être réglé sur 100 %.
● L’outil devra être testé à 3 niveaux de couple différents, avec 10 cycles par niveau (consulter la table, paramètres de l’outil par séquence de serrage ).
Paramètres Power Focus 6000
Phase | Paramètre | Réglage |
|---|---|---|
1. Phase de démarrage | Démarrage en douceur | ARRÊT |
Détection de resserrage | ARRÊT | |
2. Phase d'approche | Vitesse d'approche | Voir tableau1 |
Limites de temps de vissage libre | ARRÊT | |
Limites d'impulsion de vissage libre | ARRÊT | |
Approche terminée | 5 Nm | |
3. Phase de serrage | Couple cible | Voir tableau1 |
Énergie d'impulsion | Voir tableau1 | |
Facteur de corrélation de couple résiduel | 1 | |
Temps de détection de perte de couple prématurée | 200 ms | |
| Limites de couple | Auto |
Angle limits (limites d'angle) | ARRÊT | |
Limites de temps | ARRÊT | |
Limites d'impulsion | ARRÊT |
1 Tableau : Paramètres de l’outil par séquence de serrage
Paramètres de l’outil par séquence de serrage
Modèle d’outil | Numéro | Nombre de serrages | Vitesse d’approche (tr/min) | Énergie d'impulsion (%) | Couple cible (Nm) |
|---|---|---|---|---|---|
ETP TBP/TBP-S 6 | 1 | 10 | 1500 | 50 | 12 |
2 | 10 | 2000 | 80 | 22 | |
3 | 10 | 3000 | 100 | 32 | |
ETP TBP/TBP-S 8 | 1 | 10 | 1500 | 40 | 20 |
2 | 10 | 2000 | 75 | 37 | |
3 | 10 | 3000 | 100 | 55 | |
ETP TBP/TBP-S 9 | 1 | 10 | 1500 | 50 | 35 |
2 | 10 | 2000 | 85 | 55 | |
3 | 10 | 3000 | 100 | 70 | |
ETP TBP/TBP-S 13 | 1 | 10 | 1600 | 60 | 50 |
2 | 10 | 1900 | 80 | 100 | |
3 | 10 | 2200 | 100 | 150 |
Calculs
Utiliser les résultats du serrage, valeurs TBP et STa6000, pour effectuer les calculs et évaluations suivants :
1. Calculer les valeurs moyennes
● Calculer la valeur moyenne de couple (TBP moyen) de tous les résultats affichés sur le POWER FOCUS 6000
● Calculer la valeur moyenne de couple (STa6000 moyen) de tous les résultats enregistrés par le STa6000.
2. Calculer l’écart de la mesure du couple entre le TBP et le STa6000 :
Écart du facteur de mesure du couple = 100x [TBPmean-STa6000 moyen]÷STa6000 moyen
Résultat pour passer est ± 2.0%
3. Normaliser le résultat du TBP pour atteindre la même valeur moyenne que pour le STa6000 :
TBP normalisé (1…30) = TBP value (1…30) x STa6000 moyen÷TBP moyen
4. Calculer l’écart entre le STa6000 et le POWER FOCUS 6000 pour chaque serrage :
Écart (1...30) = TBP normalisé (1...30) - STa6000 valeur (1...30)
5. Calculer l’écart standard (Sigma) pour les 30 écarts calculés :
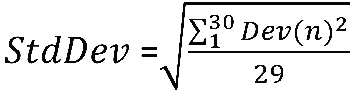
6. Vérification de la mesure de la précision du couple relative au couple maximum de l’outil (ToolMax) spécifiée par modèle d’outil, par ex. 55 Nm pour TBP8.
Précision de la mesure du couple = 100 x 3 x StdDev)÷ToolMax
Résultat pour passer est : 4.0% maximum









































