拧紧步骤
本节列出了适用于 PF6000 和 PF6 StepSync 控制器的拧紧步骤。
常规参数
名称
必要时可重命名每个步骤。
旋转方向
每个拧紧步骤可正向运行,即:拧紧,或反向运行,即:将螺钉拧松一点。箭头指出该方向。很多拧紧步骤都有一个硬编码为正向的方向,如:拧紧以达到目标角度,或拧紧以达到目标扭矩。拧松以达到目标角度或拧松以达到目标扭矩等步骤的方向均自动被设为反向。
步骤类别
每个步骤都有一个选项来选择步骤类别。通过选择步骤类别,NOK 拧紧将在事件结果视图中列出,同时列出相关的详细状态以及对应的多步骤错误信息。如果没有做出选择,详细状态将被设为“未分类的多步骤错误”。相关详细状态可以自定义。
角度窗口
如果螺钉被拧紧至满扭矩,以及当它被拧紧至贴合点后旋转 30 度(或更小)时,连接将被视为硬连接。软连接是指拧紧至贴合点后旋转 720 度或更大角度。硬度参数定义变化率计算的角度窗口。连接越硬,角度窗口越小。
速度上升/加速
对于大部分步骤,可指定要达到目标速度应如何加速。可以有三种不同的设置:硬、软和手动。当步骤开始时,将使用定义的加速度。如果工具在步骤开始时已经以某种速度运行也不要紧,不管怎样,上升将被用于加速到步骤的目标速度。即使步骤开始时的速度高于或低于目标速度,情况也是如此。
速度上升 - 硬和软模式:
加速度 | 速度上升已使用 |
|---|---|
硬 | 2000 rpm/s(1000 到 10000 rpm/s 之间的速度上升为硬加速。) |
软 | 500 rpm/s(200 到 1000 rpm/s 之间的速度上升为软加速。) |
速度上升 - 手动模式:
参数 | 默认值 | 最小限值 | 最大限值 |
|---|---|---|---|
速度 | 60 rpm | 必须 > 0 | 必须 <= 工具最大速度 |
加速度 | 500 rpm/s | 必须 > 0 | 必须 <= 工具最大加速度 |
使用变速
您可以在速度将发生变化的步骤中定义 1-5 个角度触发器或扭矩触发器。
在一个步骤内,所有变速触发器都是基于同一个属性,即扭矩或角度。它们不能在一个步骤内混合。
添加变速:
在可能有变速的步骤的配置区域,点击添加变速并选择一个角度范围或扭矩范围。变速角度/扭矩字段打开。
根据下表添加值。
参数 | 说明 |
|---|---|
角度/扭矩触发器 | 必须 > 0。 |
速度 | 必须 > 0。 |
速度上升类型 | 硬或软。 |
扭矩触发器和角度触发器必须小于步骤目标,具体取决于步骤类型和触发器类型。
扭矩触发器和扭矩速度也会针对 工具的最大扭矩和最大速度进行验证。只要变速设置超出工具最大值或步骤最大值就会出现警告或错误指示。
拧紧程序出现警告可以将设置推送至控制器,但是拧紧程序出现错误指示时不能推送。
控制制动行为(人体工学停止/惯性)
多步骤拧紧程序的制动行为可在程序中的两个可能位置进行控制:在拧紧方向反转之前的步骤中,和/或在拧紧程序的最后一步。在多步骤程序的其他位置,步骤的常规设置中将不提供制动参数。制动可被设为人体工学停止或惯性。惯性将完全制动工具,而人体工学停止将允许更加符合人体工学的减速拧紧。
要设置制动类型,请进入步骤设置,并将制动配置下拉菜单设置为人体工学停止或惯性。惯性没有其他参数。
人体工学停止参数
参数 | 说明 |
|---|---|
自适应制动 | 将自适应制动设置为开启或关闭 |
上升时间 | 仅在自适应制动设置为关闭时可用。以 ms 为单位插入时间。 |
各步骤列表
C - 离合器
该步骤将以编程好的速度正向运行工具,直到离合器释放。当工具报告离合器的释放时,步骤将以 OK 状态完成。
使用离合器步骤的拧紧程序不能分配任何其他步骤。
该步骤仅对离合器工具 BCV-RE 和 BCP-RE 有效。
参数 | 说明 |
|---|---|
速度控制 | 一速或两速 |
最终速度 | 设置程序的最终速度 [rpm] |
速度上升 | 可选择速度上升的开关[硬、软] |
重复拧紧 | 重复拧紧设置为开或关 |
重复拧紧角度 | 设置重复拧紧角度 [°] |
CL - 离合器拧松
该步骤将以编程好的速度反向运行工具,直到工具触发器释放。
使用离合器步骤的拧松程序不能分配任何其他步骤。
该步骤仅对离合器工具 BCV-RE 和 BCP-RE 有效。
参数 | 说明 |
|---|---|
最终 | 设置程序的速度 [rpm] |
W – 等待
在这一步中,工具等待指定的时间量。等待时,工具不旋转。
工具等待一段指定的时间。如果保持位置被设为开启,在等待时间期间,工具位置将保持不动。
SR – 套筒释放
该步骤以速度 n 反向运行工具,直至达到目标角度。目标角度从步骤开始时测量。
该步骤只能作为多步骤拧紧程序的拧紧路径中的最后一步。但是,可以在此步骤后添加同步点。
参数 | 说明 |
|---|---|
目标角度 | 角度目标。 默认:3º,必须 > 0 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 | 默认:60 rpm。 |
DI – 运行至数字输入为止
此步骤将按照参数方向定义的方向运行工具,直到数字输入指定的输入根据停止条件的值变高或变低。
此步骤不适用于 STB 工具。
参数 | 说明 |
|---|---|
方向 | 前进或后退 |
数字输入 | 可以选择以下控制器上的本地数字输入之一:
|
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
停止条件 |
|
速度 (rpm) | 默认:60 rpm。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则可用。默认:500 rpm/s。 |
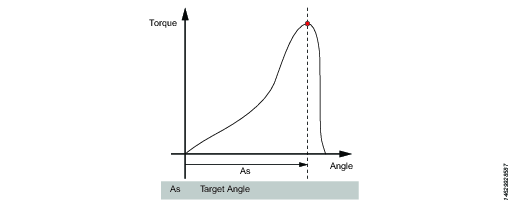
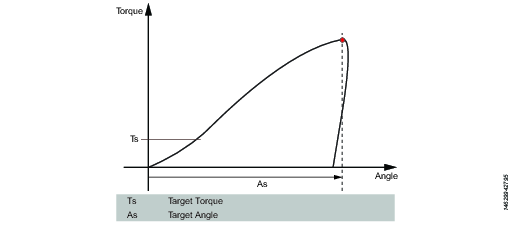
A – 拧紧以达到目标角度/拧松以达到目标角度
A – 拧紧至角度
该步骤运行工具直至达到目标角度。目标角度从步骤开始时测量。
A – 拧松至角度
该步骤以速度 n 反向运行工具,直至达到目标角度。目标角度从步骤开始时测量。
参数
参数 | 说明 |
|---|---|
目标角度 | 角度目标。必须 > 0。 |
速度 | 默认:60 rpm。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
TrR – 拧松以释放触发器
此步骤仅对 PF6000 控制器有效。
该步骤反向运行至工具触发器被释放(拧松)为止。它只能用作程序的最后一步。
对于 STB 工具,此步骤仅适用于拧松程序。
参数 | 说明 |
|---|---|
速度 | 转速的数值;以 rpm 为单位。 |
速度上升类型 | 可选择速度上升的选项列表[硬、软、手动] |
TTTR – 拧紧以释放触发器
该步骤运行至工具触发器被释放(拧紧)为止。它只能用作拧紧程序的最后一步。
参数 | 说明 |
|---|---|
速度 | 转速的数值;以 rpm 为单位。 |
速度上升类型 | 可选择速度上升的选项列表[硬、软、手动] |
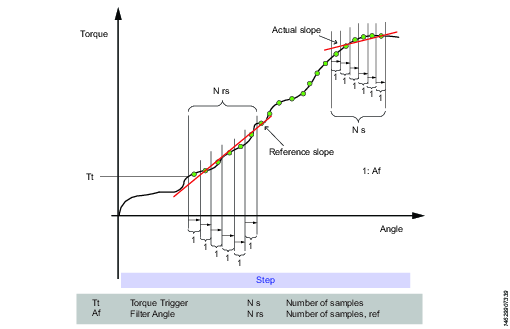
拧紧至屈服,方法 2 (YM2)
此步骤仅对 PF6 Stepsync 控制器有效,对 PF6000 控制器无效。
此步骤以指定速度正向运行工具直至检测到屈服点为止。
当扭矩达到 Tt 时开始搜索屈服点。计算超过 Af 度的扭矩平均值。重复此过程 N rs 次。
依据 N rs 点使用线性回归方程计算参考斜率。然后,依据 A f 度连续计算新的平均值。
依据最后的 N s 平均点使用线性回归方程计算实际斜率。当斜率小于参考斜率的 Py % 时,达到屈服点。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
过滤角度 | 默认:1.必须 > 0。 |
样本数量 | 默认:6.必须 >= 4。 |
样本数量,参考 | 默认:6.必须 >= 4。 |
屈服点百分比 | 默认:90%。必须 >20%。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
T – 拧紧以达到目标扭矩/拧松以达到目标扭矩
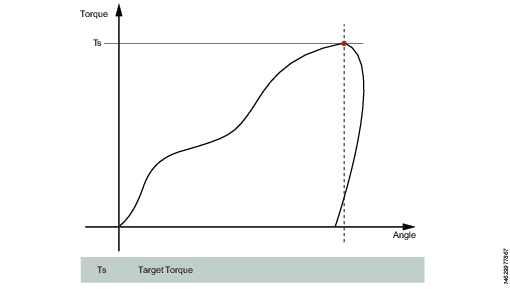
T - 拧紧至扭矩
此步骤以编程的速度正向运行工具直至达到目标扭矩。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
T - 拧松至扭矩
该步骤以速度反向运行工具。如要激活步骤,扭矩必须先超过目标扭矩的 110%。目标扭矩应设为正值。达到目标扭矩后,该步骤将运行直至扭矩降至目标扭矩以下。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
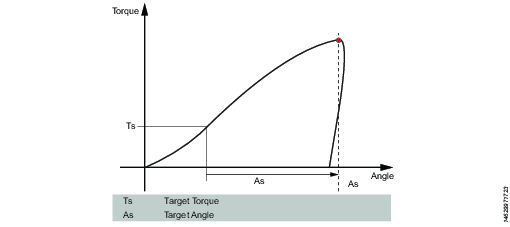
T+A – 拧紧以达到目标扭矩与角度
该步骤运行工具直至达到目标扭矩。它将从这一点继续运行一个附加的目标角度。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
目标角度 | 角度目标。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 | 默认:60 rpm。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
T|A – 拧紧以达到目标扭矩或角度
此步骤以速度 n 向前运行工具,直至达到第一个扭矩目标或角度目标。扭矩和角度测量从步骤开始处开始。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
目标角度 | 必须 > 0。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
T&A – 拧紧达到目标扭矩和角度
以指定速度正向运行工具直至达到目标扭矩和目标角度。目标扭矩和目标角度必须设为 > 0。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
目标角度 | 默认:0.必须 > 0。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
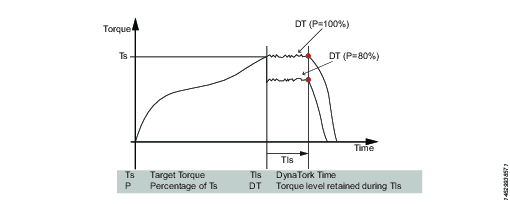
DT – 拧紧至 DynaTork
此步骤以速度 n 正向运行工具,直至达到目标扭矩。然后,工具将在 DynaTork 时间期间以目标扭矩的 DynaTork 百分比保持电流恒定。
为避免工具过热,强烈建议不要运行 DynaTork 超过工具最大扭矩的 40%。
参数 | 说明 |
|---|---|
目标扭矩 | 扭矩目标。必须 > 0。 |
DynaTork 时间 | DynaTork 时间将激活。 |
DynaTork 百分比 | 目标扭矩的百分比。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
速度 (rpm) | 默认:60 rpm。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
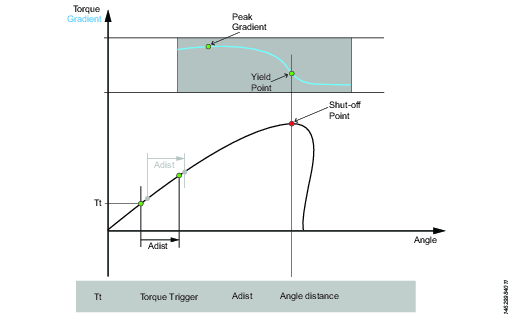
Y – 根据屈服度拧紧
此步骤不适用于 STB 工具。
该策略正向运行工具直至检测到屈服点为止。通过从扭矩超过触发扭矩水平时监控扭矩变化率来找到屈服点,触发扭矩水平根据扭矩和角度距离测量求出。角度距离参数根据指定连接硬度设置。
设置变化率角度窗口(用于硬连接、软连接或角度窗口的手动设置)。如果选择了手动,必须设置角度窗口。如果螺钉被拧紧至满扭矩,以及当它被拧紧至贴合点后旋转 30 度(或更小)时,连接将被视为硬连接。软连接是指拧紧至贴合点后旋转 720 度或更大角度。硬度参数定义变化率计算的角度窗口。连接越硬,角度窗口越小。
参数 | 说明 |
|---|---|
变化率角度窗口 | 指定角度窗口:
|
角度窗口 | 当变化率角度窗口设置为手动时可用。必须 > 0 且 <= 100。 |
触发器扭矩 | 角度测量在该触发器处开始。必须 > = 0 且 < 工具最大扭矩。 |
减震 | 正在计算变化率时的频率。必须 > 0 且 <100 且 <角度窗口。 |
屈服点百分比 | 必须 >= 20 % |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
扭矩滤波器类型 | 滤波器类型:
|
截止频率 | 当扭矩滤波器类型设置为低通时需要指定:
|
样本数量 | 当扭矩滤波器类型设置为滑动平均值时需要指定:
|
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
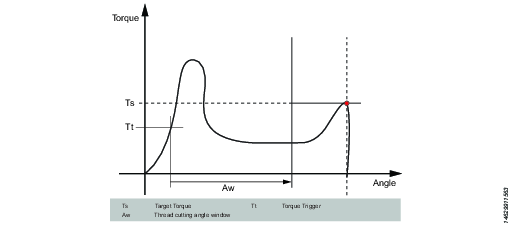
ThCT – 切割螺纹以达到目标扭矩
切割螺纹以达到目标扭矩功能可在所需的旋入扭矩大于旋入完成扭矩时启用拧紧,例如,当使用自攻螺纹(或自攻)螺钉拧紧金属薄层时。工具正向运行直至达到螺纹切割角度 (Aw)。当扭矩第一次超过螺纹切割触发扭矩 (Ttc) 时测量螺纹切割角度窗口。步骤从达到螺纹切割角度的点继续运行,直至达到目标扭矩 (Tt)。
参数 | 说明 |
|---|---|
目标扭矩 | 必须 > 0。 |
螺纹切割角度窗口 | 默认:0.必须 > 0。 |
触发器扭矩 | 角度测量在该触发器处开始。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
RD – 旋入
此步骤不适用于 STB 工具。
旋入步骤是拧紧的组成部分,该阶段从螺钉进入螺纹时开始,直到螺钉头刚好接触底面并达到贴合点为止。旋入期间所需的扭矩不会影响任何夹紧力。
此步骤以该速度正向运行工具,根据旋入类型、扭矩或贴合,步骤行为如下:
旋入类型:至扭矩:当找到指定目标扭矩时,步骤停止。
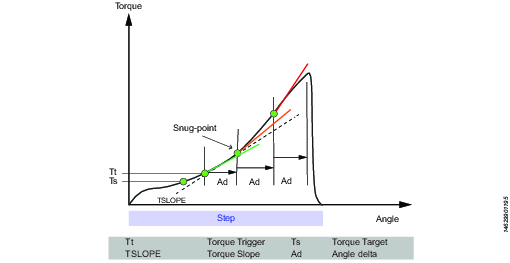
旋入类型:至贴合:贴合变化率计算在指定扭矩触发水平 Tt 处开始。如果没有设置扭矩触发器,在步骤开始处开始变化率计算。
斜率计算是在相隔 Ad 度的两个角度点之间进行的,计算公式如下:(Tn – Tn-1) / (An – An-1),一旦彼此之间的两个斜率大于 TSLOPE,就会找到贴合点。
参数 | 说明 |
|---|---|
旋入类型 | 至扭矩或至贴合。 |
目标扭矩 | 默认:“未设置”。必须 > 0。 |
速度 | 默认:60 rpm。必须 > 0。 |
速度上升类型 | 硬、软或手动。默认:硬。如果选择手动,速度上升字段打开。 |
速度上升 | 如果速度上升类型为手动,则此字段打开。默认:500 rpm/s。 |
触发器扭矩 | 如果旋入类型为至贴合,则显示触发器扭矩字段。 默认:“未设置”。必须 > 0。 |
Delta 角度 | 如果旋入类型为至贴合,则显示角度增量字段。 默认:"0"。必须 > 0。 |
扭矩率 | 如果旋入类型为至贴合,则显示扭矩率字段。 默认:"0"。必须 > 0。 |
制动器 (仅对 PF6 Flex 和 PF6 Stepsync 控制器有效)。 | 如果开启,工具将在达到目标时停止。 如果关闭,程序将在不停止工具的情况下直接进入下一步。 |
接合 (E)
此步骤不适用于 STB 工具。
该步骤以两个方向运行工具,直到套筒与螺钉啮合为止。假如如果不啮合则继续被设为是的话,继续该步骤直至达到目标扭矩或目标角度。如果在任意方向达到目标角度,方向被反转。通过输入最大啮合尝试次数限制搜索迭代。如果在任意方向达到目标扭矩,步骤将以 OK 状态完成。
Ext - 外部结果
外部结果是在通过外部数字信号(而非通过拧紧期间测得的扭矩或角度值)显示拧紧完成时使用的策略。外部信号可以通过可向 Power Focus 6000 提供数字信号的任意方式提供(如通过 I/O 总线)。
在发送信号时,结果视图(存入的数据)将显示在拧紧程序中提供的目标参数值(规定的扭矩值、角度值或文本字符串)。这些(扭矩和角度)值不代表实际的测量值,而仅是插入的文本。
参数 | 说明 |
|---|---|
扭矩 <目标扭矩> | 所需显示目标扭矩值的数值。比如,信号可以来自 Click Wrench 并显示 <目标扭矩>。 |
角度 <目标角度> | 所需显示目标角度值的数值。比如,信号可以来自 Click Wrench 并显示 <目标角度>。 |
文本 | 所需显示文本的字母数字字符串。例如:“已换油”。 |
MWR - 机电扳手
机电扳手是一个专门步骤,只能与机电扳手 (MWR) 一起使用。
此步骤不能与其他步骤结合使用。此步骤不能使用任何限制。默认情况下,该步骤有三个监视器:峰值扭矩、角度和咔哒声。
参数 | 说明 |
|---|---|
拧松限值 | 负扭矩(即拧松方向上的扭矩)的数值,此时拧紧结果标记为 NOK(拧紧方向错误(拧松));单位为 Nm。 |
工具尺寸 | 安装在 MWR-TA 上的特定长度端部配件工具的数值;单位为 mm。 |
工具弯曲 | 安装在 MWR-TA 上的端部配件工具的数值;单位为 °/Nm。 |
重复拧紧角度窗口 | 确定达到扭矩时螺钉是否已拧紧的角度值;单位为 °。 |
最大角速率 | 可拧紧螺钉的最大速率值;单位为 °/s。 |
WP - 扳手生产
使用 Stwrench 进行拧紧质量测试的策略。
参数 | 说明 |
|---|---|
控制策略 | 可以使用以下控制策略来配置扳手生产步骤类型。
|
根据所选的控制策略,将显示以下列出的一些参数的组合。
参数 | 说明 |
|---|---|
目标扭矩 | 定义拧紧步骤的目标扭矩。 |
扭矩测量条件 | 指定将在哪里测量扭矩。 在峰值扭矩或峰值角度之间选择。
|
角度搜索限值 | 这是用于设置拧紧扭矩结果值的偏移量。必须将扭矩测量位置设置为峰值角度,才能使用此参数。 |
棘轮作用时间 | 棘轮时间的数值,默认为 5000 ms。此功能允许操作员在拧紧操作期间释放扭矩一段时间并进行休整。 如果超出了棘轮时间,则由于”拧紧超时”的原因,将拧紧的结果标记为不合格。 |
结束循环时间 | 以 ms 为单位的数值,表示结束循环时间。当扭矩低于旋入完成时间时应用 |
扭矩校正系数 | 在扳手上使用延长件或扭矩倍增器时,该参数用于校正扭矩读数。预设值为 1。 |
角度校正 | 在扳手上使用延长件或扭矩倍增器时,该参数用于校正角度读数。预设值为 0。 |
目标角度 | 定义拧紧步骤的目标角度。 |
重复拧紧检测 | 开启或关闭。重复拧紧检测可用于基于角度限值设置确定何时重复拧紧。如果重复拧紧方向设置为开启,则启用重复拧紧角度限值。 |
线性斜率系数 | 线性斜率系数以 Nm/Deg 测量单位中的扭矩/角度斜率表示曲线的线性部分的关节刚度。 |
补偿值 | 在平均扭矩和峰值扭矩之间选择。补偿值指定如何计算 PVT。 平均扭矩 - PVT 将基于使用以下方法计算的平均值:
峰值扭矩 - PVT 将基于在检测到贴合之前测得的峰值。 |
延迟监控 | 在通过该窗口之前,PVT 计算将不会开始,而是在拧紧开始时开始。 |
PVT 周期 | 设置从 PVT 距离点开始计算 PVT 窗口的度数。 |
PVT 距离 | 设置在贴合系统之前应启动 PVT 窗口多少度。 |
有效扭矩最小值 | 有效扭矩下限。 |
有效扭矩最大值 | 有效扭矩上限。 |
WQ - 扳手质量
策略适用于利用 STWrench 进行的拧紧品质测试。
参数 | 说明 |
|---|---|
控制策略 | 可以使用以下控制策略来配置扳手质量策略。
|
根据所选的控制策略,将显示以下列出的一些参数的组合。
参数 | 说明 |
|---|---|
棘轮作用时间 | 棘轮时间的数值,默认为 5000 ms。此功能允许操作员在拧紧操作期间释放扭矩一段时间并进行休整。 如果超出了棘轮时间,则由于”拧紧超时”的原因,将拧紧的结果标记为不合格。 |
扭矩校正系数 | 在扳手上使用延长件或扭矩倍增器时,该参数用于校正扭矩读数。预设值为 1。 |
角度校正 | 在扳手上使用延长件或扭矩倍增器时,该参数用于校正角度读数。预设值为 0。 |
目标角度 | 定义拧紧步骤的目标角度。 |
重复拧紧检测 | 开启或关闭。重复拧紧检测可用于基于角度限值设置确定何时重复拧紧。如果重复拧紧方向设置为开启,则启用重复拧紧角度限值。 |
线性斜率系数 | 线性斜率系数以 Nm/Deg 测量单位中的扭矩/角度斜率表示曲线的线性部分的关节刚度。 |
TP - Tensor 脉冲
在使用Tensor 脉冲拧紧步骤之前,必须在控制器上安装以下许可证类型:
低反作用力策略
Tensor 脉冲仅对以下工具有效:ETV-STR61-100-13、ETV-STR61-70-13、ETV-STR61-50-10。
此步骤会向前产生拧紧脉冲,直至达到扭矩目标为止。
参数 | 说明 |
|---|---|
目标扭矩 - Ts | 目标扭矩必须在 0 到工具的最大扭矩之间。 |
脉冲能量 - Pe | 脉冲能量用于控制每个脉冲中的能量/电流量。 脉冲能量必须在 0 到 100% 之间。 |
反作用力调谐系数 | 当运行 Tensor 脉冲步骤时,反作用力调谐系数用于调谐反作用力。 反作用力调谐系数必须在 0 到 100% 之间。 |









































