
Teilt dem Benutzer mit, ob das Ereignis über die Seite „Ereigniskonfiguration“ konfiguriert werden kann.
IxB Software (3.14)
Software
Einleitung
In diesem Abschnitt finden Sie grundlegende Informationen zum Produkt sowie die in den Themen angewandten Formatierungskonventionen.
Verpflichtungen und Warnungen
Datenschutz-Grundverordnung (DSGVO)
Dieses Produkt bietet die Möglichkeit, personenbezogene Informationen wie den Systembenutzernamen, die Rolle und die IP-Adresse zu verarbeiten. Der Zweck dieser Verarbeitungsfähigkeit könnte darin bestehen, die Qualitätskontrolle durch Rückverfolgbarkeit und geeignetes Zugriffsmanagement zu verbessern.
Wenn Sie sich dazu entschließen, personenbezogene Daten zu verarbeiten, müssen Sie die einschlägigen Datenschutzbestimmungen kennen und einhalten, einschließlich der DSGVO sowie anderer in der EU anwendbarer Gesetze, Richtlinien und Vorschriften. Atlas Copo kann in keiner Weise für die Verwendung des Produkts durch Sie haftbar gemacht werden.
Funkanlagen-Richtlinie (EU) 2014/53 (RED) und delegierte Verordnung der Kommission (EU 2022/30) in Ergänzung zu RED
Über das Internet kommunizierende Funkanlagen, die am oder nach dem 1. August 2025 auf den EU- oder EWR-Markt gebracht werden, müssen die Anforderungen zur Cybersicherheit in der RED erfüllen.
Softwareversionen mit einer älteren Versionsnummer als 3.14.8 können die Anforderungen zur Cybersicherheit in der RED nicht erfüllen.
Es ist verboten, nicht konforme Software auf Produkten zu installieren, die am oder nach dem 1. August 2025 auf den Markt gebracht werden und zur Nutzung in der EU und dem EWR vorgesehen sind.
Prüfen Sie die Seriennummer, um das korrekte Datum zu identifizieren, an dem das Produkt auf den Markt gebracht wird.
Bei einem Downgrade auf eine Softwareversion mit einer älteren Versionsnummer als 3.14.8 erlischt die regulative Compliance innerhalb der EU und des EWR; das Produkt wird Cybersicherheitsrisiken ausgesetzt.
Das Risiko und die Haftung für die Verwendung einer Softwareversion mit einer älteren Versionsnummer als 3.14.8 trägt allein der Kunde. Atlas Copco haftet keinesfalls für jegliche der potentiellen Folgen, die aus der Verwendung einer Softwareversion mit früherer Versionsnummer resultieren.
Haftung
Viele Ereignisse in der Arbeitsumgebung können sich auf die Verschraubung auswirken und bedürfen einer Validierung der Ergebnisse. In Übereinstimmung mit den geltenden Standards und/oder Vorschriften sind das installierte Drehmoment und die Drehrichtung nach einem Ereignis zu überprüfen, das sich auf die Verschraubung auswirken kann. Zu solchen Ereignissen zählen unter anderem:
Erstinstallation des Werkzeugsystems
Änderung von Chargen, Bolzen, Schrauben, Werkzeugen, Software, Konfiguration oder Umgebung
Änderung von Druckluft- oder Elektroanschlüssen
Änderung von Linienergonomie, Prozessen, Qualitätsverfahren und -praktiken
Bedienerwechsel
Andere Änderungen, die sich auf das Ergebnis der Verschraubung auswirken
Die Prüfung muss:
Sicherstellen, dass die gemeinsamen Bedingungen sich nicht aufgrund von Ereignissen geändert haben.
Nach der Erstinstallation, Wartung oder Reparatur der Anlage erfolgen.
Mindestens einmal pro Schicht oder in einem anderen geeigneten Intervall erfolgen.
Warnungen
Über das Benutzerhandbuch
Dieses Benutzerhandbuch beschreibt die Einrichtung eines IxB-Werkzeugs mittels der IxB-Software.
In diesem Abschnitt
Revisionsverlauf
Versionsnummer | Revisionsdatum | Revisionsbeschreibung |
|---|---|---|
item | item | none |
3,14 | 10/2025 | NEUER Inhalt:
AKTUALISIERTER Inhalt: |
3,13 | 09/2024 | NEUER Inhalt:
AKTUALISIERTER Inhalt:
|
3,11 | 02/2024 | NEUER Inhalt:
AKTUALISIERTER Inhalt:
|
3,10 | 06/2023 | NEUER Inhalt:
AKTUALISIERTER Inhalt:
|
3,9 | 01/2023 | NEUER Inhalt:
AKTUALISIERTER Inhalt:
|
3,8 | 06/2022 | NEUER Inhalt:
|
3,7 | 01/2022 | NEUER Inhalt:
|
3,6 | 06/2021 | NEUER Inhalt:
AKTUALISIERTER Inhalt:
|
3,5 | 12/2020 | NEUER Inhalt:
|
3,4 | 07/2020 | NEUER Inhalt:
|
3,3 | 03/2020 | Erste Version |
Relevante Informationen
- 5G-Diagnostik
- Allgemeine Einstellungen
- Allgemeine virtuelle Station
- Anschluss an eine Power Focus-Steuerung (IxB Connect)
- Anzeige von Informationen zum Messwertgeber
- Ausgangssignale
- Begriffe und Definitionen
- Benutzeroberfläche für mehrstufige Konfiguration
- EEHMI
- Eine quellenbasierte Verschraubung konfigurieren
- Erste Schritte
- Erstellen eines Verschraubungsprogramms
- Exportieren und Importieren von Konfigurationen
- Exportierte Informationen und Dateiformat
- Fehlerbehebung für Software-Updates
- Fehlerbehebungs-Matrix
- Hardware
- ILM Protokoll
- Konfiguration der Einstellungen für die Live-Ergebnisdarstellung
- Konfiguration der Speicherung von Enddrehmoment und Kurve
- Konfiguration der ToolsNet-Verbindung
- Konfiguration der ToolsTalk-Verbindung
- Konfiguration einer Lichtsäule
- Konfiguration eines Bedienfelds
- Konfiguration von HTTPS
- Konfigurationsoptionen
- Liste der NIO-Ergebnisse
- Liste von Drittanbieterlizenzen
- Mehrere Messwertgeber
- Open Protocol
- PCH - Pulszahl hoch
- PrT – Vorherrschendes Drehmoment
- Quellen-Verschraubungs-Eigenschaften
- Startbedingung
- Startfortschrittsanzeigen
- Stufeneinschränkungen
- Stufenüberwachungen
- Voraussetzungen
- Werkzeug-LEDs
- Zertifikate
- Zielgruppen
- Zubehör wählen
- Zurücksetzen auf Werkseinstellungen und Löschen von Ergebnissen
Zielgruppen
Dieses Benutzerhandbuch ist für alle Personen bestimmt, die ein IxB-Werkzeug konfigurieren oder betreiben.
In diesem Abschnitt
Voraussetzungen
Um ein vollständiges Verständnis sämtlicher in diesem Benutzerhandbuch behandelten technischen Aspekte sicherzustellen, wird Folgendes empfohlen:
Kenntnisse über Verschraubungsverfahren
Konventionen
Zur Verbesserung des Benutzerverständnisses werden in diesem Dokument bestimmte Formatierungen verwendet. Die verwendeten Formatierungen sind nachfolgend aufgeführt.
Element | Schreibweise | Beschreibung | Ausgabe |
|---|---|---|---|
Allgemeine Hervorhebung | Im Arbeitsbereich Programm. | Zur Hervorhebung oder Markierung von bestimmten Textelementen | Text in Fettschrift |
Elemente der grafischen Benutzeroberfläche (GUI) | Wählen Sie die Schaltfläche Funktion aus. | Alle Verweise zu Elementen auf dem GUI-Bildschirm (z.B. Befehlsschaltflächen, Symbolnamen und Feldnamen). | Text in Fettschrift |
Grafische Benutzeroberfläche (GUI) Pfad > | Im Allgemeinen oben auf der GUI. | Navigationshilfe, mit der Sie den Überblick über Ihre Position innerhalb der GUI behalten können. | Zum Beispiel: Steuerung > Programm > Bearbeiten |
Benutzereingabe | Geben Sie eine Beschreibung für das Programm ein. | Beliebige Texteingabe durch den Benutzer. | Text in Fettschrift |
Dateinamen | Geben Sie einen Dateinamen für den Export ein. | Dateien, die entweder aus dem System exportiert oder in das System importiert werden. | Text in Fettschrift Kursiv |
Namen von Variablen und Parametern | Geben Sie einen Namen für den Export ein. | Namen von Variablen und Parametern (keine Werte). | Text in Kursivschrift |
Werte von Variablen und Parametern | Geben Sie einen WERT für den Export ein. | Werte von Variablen und Parametern. | Text in GROSSBUCHSTABEN |
Systemausgabe | Client.Domain.Models.ExportImportConfiguration | Jede Textausgabe durch das System. | Text in Monospace |
Externe Links | Links zu externen Seiten, die mit dem Dokument oder dem Themeninhalt verbundene Informationen enthalten. Dies können sein:
| Auswählbarer Text in externen Seiten | |
Interne Dokumentenverknüpfungen |
Diese Links werden, wenn sie verfügbar sind, unter dem Text angezeigt. | Auswählbarer Text in internen Inhalten |
Systemüberblick
Ein Fertigungssystem kann aus den Funktionsblöcken in der folgenden Abbildung bestehen:
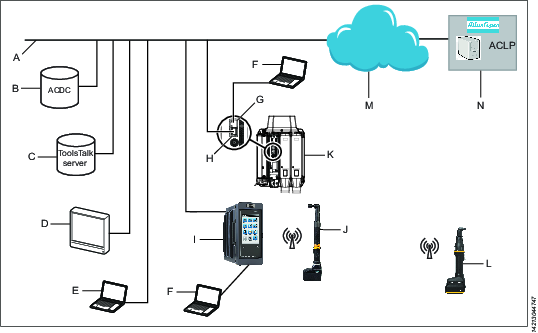
A | Fabriknetz | H | Controller-Fabrikanschluss: mit dem Fabriknetz verbunden. |
B | ACDC: zum Speichern von Schraubresultaten und zur statistischen Analyse. | I | Power Focus 6000-Steuerung: in Kombination mit Handwerkzeugen verwendet. |
C | ToolsTalk 2-Server: zum Konfigurieren und Einstellen von Parametern für Steuerungen und IxB-Werkzeuge. | J | Batteriebetriebenes Handwerkzeug: arbeitet mit einer drahtlosen Verbindung zur Steuerung. |
D | Industrie-PC (IPC): kann als Client-Endgerät für die ToolsTalk 2- und ToolsNet-Server genutzt werden. | K | PF6 Flex Controller: in Kombination mit Anbauwerkzeugen verwendet. |
E | Tragbarer Computer mit Verbindung zum Fabriknetz: kann als Client-Endgerät für die ToolsTalk 2- und ToolsNet-Server genutzt werden. | L | IxB-Akku-Handwerkzeug: arbeitet mit einer drahtlosen Verbindung zum Fabriknetz. |
F | Wartungscomputer: kann mit dem Wartungsanschluss einer Steuerung oder einem IxB-Werkzeug verbunden werden. | M | Die Internet-Cloud. |
G | Controller-Wartungsanschluss: kann zum Verbinden mit einem Wartungscomputer verwendet werden. | N | Atlas Copco Licensing Portal (ACLP): befindet sich im Hause von Atlas Copco und stellt im FMS (Functional Management System) Unterstützung für lizenzierte Funktionen zur Verfügung. |
Die Benutzeroberfläche
Startmenü
Das Startmenü enthält die folgenden Elemente:
Menüpunkt | Beschreibung |
|---|---|
 | Festziehen Die Registerkarte Verschraubung zeigt eine Auflistung aller vorhandenen Verschraubungsprogramme, die auf dem Werkzeug gespeichert sind. Durch Auswahl eines einzelnen Programms werden unterschiedliche Menüs geöffnet, um Parameter für das ausgewählte Verschraubungsprogramm zu konfigurieren und festzulegen. |
 | Gruppensequenz Eine Gruppensequenz besteht aus einem oder mehreren sich wiederholenden Verschraubungsprogrammen in verschiedenen Kombinationen. Gruppensequenzen werden in der Registerkarte Gruppensequenz erstellt und konfiguriert. |
 | Quellen Auf der Registerkarte Quellen sind alle verfügbaren Optionen aufgeführt, um die Auswahl eines Verschraubungsprogramms oder einer Gruppensequenz über einen Digitaleingang von verschiedenen Hardwarekomponenten zu steuern. |
 | Konfigurationen Auf dieser Registerkarte kann Folgendes konfiguriert werden:
|
 | Integrierte Werkzeugsteuerung Diese Registerkarte umfasst unter anderem die folgenden Elemente:
Diese Registerkarte beinhaltet Funktionen wie Softwareupdates und Export/Import von Konfigurationsparametern. |
 | Berichte Zeigt die aktuellsten Verschraubungsergebnisse, Ereignisse und das NIO-Verhältnis an. |
 | Einstellungen Diese Registerkarte wird für die Einrichtung spezieller Einstellungen verwendet, wie etwa:
|
| Automatisierungsregeln Diese Registerkarte wird verwendet, um Automatisierungsregeln mit Auslösern und Aktionen einzurichten. |
 | Lizenzzuordnung Diese Registerkarte bietet einen Überblick über den aktuellen Lizenzstatus und die Lizenzquellen. |
 | Hilfe Die Registerkarte Hilfe enthält das Benutzerhandbuch für die IxB-Software. |
Symbole
Die folgende Tabelle bietet einen Überblick über die in der Benutzeroberfläche verfügbaren Symbole und Schaltflächen.
Symbol | Bezeichnung | Beschreibung |
|---|---|---|
 | Zurück | Zurück zur vorherigen Ansicht. |
 | Start | Gehen Sie zur Startseite. |
 | Zu Ergebnissen wechseln | Gehen Sie zur Ansicht „Live-Ergebnisse“. |
 | Schloss | Öffnet ein Dialogfeld für den PIN-Code. |
 | Ereignisse | Zeigt die letzten Verschraubungsereignisse an. Definieren Sie in der Ereigniskonfiguration im Menü Einstellungen, welche Events angezeigt werden sollen. |
 | Bestätigen | Gleicht die Verschraubungsparameter mit den Werkzeugwerten ab. |
 | Hinzufügen | Fügt ein Element hinzu. |
 | Löschen | Löscht ein Element. |
 | Protokollstatus | Zeigt das Popup-Fenster Status Protokoll an, welches Open-Protocol-Informationen und den Serververbindungsstatus enthält. |
 | Hinweis | Symbol, das darauf hinweist, dass ein Parameter nicht korrekt konfiguriert wurde. |
Installation und Upgrade
In diesem Abschnitt finden Sie Informationen zur Unterstützung der Erstinstallation des Produkts sowie zu Versionsaktualisierungen.
Installationsbeschränkungen
Webbrowser-Anforderungen
Die folgenden Webbrowser werden für die Benutzeroberfläche der IxB-Software empfohlen:
Firefox
Google Chrome
Microsoft Edge
Lizenzen
Funktionslizenzen werden durch das Funktions-Managementsystem (FMS) verwaltet. Dies ermöglicht es den Kunden, mittels eines dynamischen Lizenzierungssystems Werkzeugfunktionen auf ihre spezifischen Bedürfnisse zuzuschneiden.
Lizenzen können entweder für einzelne Funktionen oder für eine Gruppe von Funktionen erworben werden und können auf mehreren virtuellen Stationen verwendet werden. Werden Sie nicht länger benötigt, können die Lizenzen in den Pool zurückgegeben werden.
Lizenzen können vom Atlas Copco Lizenz-Portal (ACLP) heruntergeladen und durch ToolsTalk verwaltet/verteilt oder auf einem USB-Laufwerk, das mit dem Werkzeug verbunden wird, gespeichert werden.
Beachten Sie, dass das Erstellen und Managen von Kundenkonten im ACLP in dieser Dokumentation nicht behandelt wird. Weitere Auskünfte erhalten Sie von Ihrem örtlichen Atlas Copco-Vertreter.
Es gibt drei Lizenzarten:
Virtueller Stationstyp
Eine festgelegte Auswahl an Funktionen, die in einem einzigen Paket gebündelt sind. Die Lizenz des Virtuellen Stationstyps legt u. a. fest, wie viele Programme und Sequenzen verwendet werden können, welche Verschraubungsstrategien zur Verfügung stehen und welche Berichtstypen erstellt werden können. Die in jedem virtuellen Stationstyp enthaltenen Funktionen sind Funktionen, die oftmals gemeinsam genutzt werden oder bei denen innere Abhängigkeiten bestehen, die das Vorhandensein anderer Funktionen in dem Paket erfordern. Lizenzen für virtuelle Stationstypen werden einer virtuellen Station in ihrer Gesamtheit zugewiesen. Die virtuelle Station kann dann alle in dem virtuellen Stationstypen enthaltenen Funktionen nutzen. Um Verschraubungen ausführen zu können, muss eine virtuelle Station einem virtuellen Stationstypen zugewiesen werden. In Abhängigkeit vom Lizenztyp, werden mehrere Verschraubungsoptionen aktiviert oder gesperrt.
Virtuelle Stationsfunktion
Einzelne Funktionen können in Form von Einzellizenzen erworben werden, um die Lizenzen des virtuellen Stationstyps zu ergänzen.
Controllerfunktion
Um eine Verschraubung ausführen, muss die Lizenz für die integrierte Steuerung im Werkzeug gespeichert sein. (Gilt nicht, wenn die Stand-Alone-Lizenz der virtuellen Station zugewiesen wurde.)
Lizenzquellen
Lizenzen, die auf einem Werkzeug verwendet werden, können aus mehreren verschiedenen Quellen bezogen werden. Die Anzahl der simultan verfügbaren Quellen ist auf 10 begrenzt (entweder 10 FMS Portable Quellen oder ein Lizenz-Server (TT2) neben neun FMS Portable Quellen). Wenn eine Lizenz aus einer Quelle hinzugefügt werden soll, nachdem die Quellengrenze (10) erreicht ist, müssen alle Lizenzen aus einer Quelle aus dem Controller entfernt werden, um Platz für Lizenzen aus der anderen Quelle zu schaffen.
Die Registerkarte Quellenübersicht (Lizenzzuordnung > Quellenübersicht) gibt einen Überblick über die auf dem Werkzeug installierten Lizenzen und deren Herkunft. Hier können maximal 10 verschiedene Quellen angezeigt werden, die jeweils mit FMS P (für FMS Portable oder Dongle) oder Lizenz-Server (TT2) bezeichnet werden.
Bei Auswahl einer Lizenzquelle werden detaillierte Informationen zur Lizenzquelle angezeigt. Es werden der Name und Typ der Quelle sowie die Anzahl und der Typ der Lizenzen in jeder Kategorie (Virtueller Stationstype, virtuelle Stationsfunktion und Controllerfunktion) aufgeführt.
Die Konfiguration von Funktionen, die Lizenzen unterliegen, kann auch ohne installierte Lizenz erfolgen, zum Beispiel die Konfiguration von Verschraubungsprogrammen. Die Zuweisung dieser Funktionen zu einem Werkzeug oder einer virtuellen Station ist ebenso möglich. Die Ausführung einer Funktion ohne gültige Lizenz erfordert jedoch die Installation der entsprechenden Lizenz.
Die Durchsetzung der Lizenz erfolgt in zwei Phasen: Zuweisung und Laufzeit (Startknopf gedrückt). Wird eine Funktion, für die keine Lizenz installiert ist, einer virtuellen Station zugewiesen, erscheint ein rotes Ausrufezeichen im Werkzeug- oder Aufgabenbereich der Benutzeroberfläche (je nachdem, was fehlt). Wird eine Funktion gestartet, für die keine Lizenz installiert ist, wird ein Ereignis angezeigt, welches darauf hinweist, welche Lizenz fehlt. Es ist nicht möglich, ohne Installation der korrekten Lizenz fortzufahren. Das Ausführen einer unlizenzierten Funktion wird in den meisten Fällen zum Blockieren des Werkzeugs führen.
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=HanD0wI-w9k
Installation von Lizenzen auf dem Werkzeug
Beachten Sie, dass die Lizenzquellen auf einen (1) Lizenz-Server (TT2) und neun FMS Portables (USB-Dongles) gleichzeitig beschränkt sind. Lizenzen werden entweder über den Server (ToolsTalk2) oder über FMS Portable installiert. Wenn das Limit der Lizenzquellen erreicht ist, müssen alle Lizenzen einer Quelle aus dem Werkzeug entfernt werden, damit Lizenzen aus einer anderen Quelle hinzugefügt werden können.
Bestehende Lizenzen werden alle zwei Stunden mit dem Lizenzserver abgeglichen. Wenn innerhalb eines Zeitraums von 14 Tagen keine Antwort vom Lizenzserver eingeht, werden die betroffenen Lizenzen widerrufen. Der Benutzer wird auch benachrichtigt, wenn die Lizenzen bald ablaufen. Wenn eine Lizenz innerhalb der nächsten 7 Tagen abläuft, wird dem Benutzer alle zwei Stunden eine Warnung angezeigt. Wenn Lizenzen nicht verlängert werden, laufen sie ab und die betroffenen Funktionen stehen nicht länger zur Verfügung.
Installation von Lizenzen vom Server
Server-basierte Lizenzen werden über ToolsTalk2 verteilt. Anweisungen zur Installation von Server-Lizenzen finden Sie im ToolsTalk2-Benutzerhandbuch.
Um die Lizenz-Installation mittels ToolsTalk2 zu ermöglichen, müssen auf dem Werkzeug die korrekten Lizenz-Server-Einstellungen konfiguriert werden.
Konfiguration des Werkzeugs für Server-Lizenz-Installation
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Serververbindungen aus.
Setzen Sie im Feld Atlas Copco Lizenzmanager den Schalter auf Ein.
Tragen Sie den korrekten Server-Port und die IP-Adresse des Serverhosts ein (normalerweise dieselbe IP-Adresse wie für ToolsTalk2).
Bestätigen wählen.
Installation von Lizenzen vom FBS Portable (USB-Dongle)
Das Funktions-Managementsystem (FMS) verwendet ein spezielles FMS Portable-Gerät, um die gewünschte Funktionalität an ein bzw. von einem Werkzeug zu übertragen. Der USB-Speicherstick enthält einen Universal-Speicherbereich sowie einen gesicherten Speicherbereich, der nur über den Lizenzmanager eines Werkzeugs zugänglich ist. Die erworbenen Funktionsmodule werden von Atlas Copco in den Universal-Speicherbereich heruntergeladen. Wenn ein FMS Portable zum ersten Mal mit einem Werkzeug mit Lizenzmanager verbunden wird, wird die Datei erkannt und dekodiert, und die Funktionsmodule werden in den gesicherten Speicherbereich übertragen, der nur über den Lizenzmanager zugänglich ist.
Installations von Lizenzen mittels eines USB-Dongles
Verbinden Sie den USB-Dongle mittels eines USB-Adapterkabels mit dem Werkzeug.

Stellen Sie vor der Lizenzinstallation sicher, dass für das Werkzeug eine kabellose Verbindung mit dem Fabriknetz eingerichtet wurde.
Das Fenster USB-Lizenzverwaltung erscheint. Die Spalte Pool zeigt die Gesamtanzahl der auf dem Werkzeug installierten Lizenzen aus allen Quellen an. Die Spalte Verfügbar auf FMS P zeigt die auf diesem Dongle verfügbaren Lizenzen an, während die Spalte Von diesem FMS P die Anzahl der Lizenzen anzeigt, die von diesem speziellen FMS P auf dieses Werkzeug übertragen wurden.
Wählen Sie den nach links zeigenden Pfeil neben der Lizenz aus, die Sie auf dem Werkzeug installieren möchten.
Die Anzahl in der Spalte Verfügbar auf FMS P nimmt um 1 ab während die Anzahl in der Spalte Von diesem FMS P um 1 steigt.
Entfernen von Lizenzen vom Werkzeug
Entfernen von auf dem Server installierten Lizenzen
Hinweise zum Entfernen von auf dem Server installierten Lizenzen können Sie dem ToolsTalk2-Benutzerhandbuch entnehmen.
Entfernen von per FMS Portable installierten Lizenzen
Verbinden Sie den USB-Dongle mittels eines USB-Adapterkabels mit dem Werkzeug.
Stellen Sie vor dem Entfernen der Lizenz sicher, dass für das Werkzeug eine kabellose Verbindung mit dem Fabriknetz eingerichtet wurde.
Falls das Fenster des USB-Lizenzmanagers nicht angezeigt wird, öffnen Sie Lizenzzuordnung im Startmenü.
Wählen Sie USB-Symbol oben rechts im Fenster. Das Dialogfeld USB-Lizenzmanager erscheint.
Wählen Sie den nach rechts zeigenden Pfeil neben der Lizenz aus, die vom Werkzeug entfernt werden soll.
Lizenzen, die der virtuellen Station zugeordnet sind, können vom Werkzeug entfernt werden. Die virtuelle Station kann anschließend jedoch nicht verwendet werden.
Upgrade
Softwareversionen
Es können zwei Softwareversionen gleichzeitig auf dem Werkzeug installiert werden. Die Installation einer zweiten Softwareversion kann bei der Ausführung von Upgrades an mehreren Werkzeugen nützlich sein. Wenn die Produktion bereit für den Wechsel zur aktualisierten Software ist, erfolgt die Aktivierung der neuen Softwareversion über die Benutzeroberfläche der IxB-Software oder über ToolsTalk 2.
Bei einer Änderung der Softwareversion werden die Werkzeugkonfigurationen sowie die Verschraubungsprogramme nicht übertragen.
In diesem Abschnitt
Software-Aktivierung
Das Werkzeug kann zwei installierte Softwareversionen speichern. Über die Funktion Software-Aktivierung ist es möglich, die zu verwendende Softwareversion auszuwählen.
Stellen Sie sicher, dass der Akku während des gesamten Prozesses mit dem Werkzeug verbunden bleibt.
Aktivierung einer Softwareversion
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Software im linken Fenster aus.
Wählen Sie im Fenster Software-Aktualisierung den Punkt Gespeichert aus.
Das Werkzeug wird automatisch neu gestartet, damit die Aktivierung wirksam wird.
Aktualisierung der Softwareversion
Stellen Sie sicher, dass der Akku während des gesamten Prozesses mit dem Werkzeug verbunden bleibt.
Falls das installierte Softwarepaket nicht mit der Werkzeug-Hardware kompatibel ist, wird das Software-Update abgebrochen. Es wird eine Warnmeldung angezeigt, welche angibt, welche Teile der Hardware den Abbruch verursacht haben.
Informationen zur aktuellen Werkzeug-Hardware finden Sie unter Integrierte Werkzeugsteuerung > Hardware.
Wechseln Sie zum Menü Integrierte Werkzeugsteuerung und wählen Sie Software im linken Fenster aus.
Wechseln Sie zum Feld Softwareupdate und wählen Sie DURCHSUCHEN aus.
Suchen Sie nach der zip-Datei mit der entsprechenden Software und wählen Sie diese aus. Folgenden Sie den Anweisungen, um die Installation abzuschließen.
Wenn der Start der Steuergeräteanwendung wiederholt fehlschlägt, startet das Steuergerät im Rettungsmodus. Im Rettungsmodus kann eine neue Firmware installiert werden. Das Rettungs-Image wird mit der Softwareaktualisierung geliefert und kann aktualisiert werden, wenn ein neueres Rettungs-Image zur Verfügung steht.
Schalten Sie das System nicht aus, während das Rettungs-Image aktualisiert wird. Das System wird neu hochfahren, wenn die Aktualisierung gestartet wird.
Tutorials zu den Produktgrundlagen
https://www.youtube.com/watch?v=-Vq6uKaKfcA
Relevante Informationen
Fehlerbehebung für Software-Updates
Ein Fehler während eines Software-Updates wird folgendermaßen durch den LED-Ring angezeigt:
Die LEDs für die Verschraubungsrichtung blinken acht Mal auf, gefolgt von einem Dauerlicht für eine halbe Sekunde. Das Blinkmuster wird wiederholt, bis das Werkzeug automatisch einen Neustart ausführt. Um die Fehlermeldung anzuzeigen, verbinden Sie das Werkzeug mit dem Web User Interface der IxB-Software. Wenn die IxB-Software geladen wird, wird die Fehlermeldung angezeigt.
Mögliche Fehlermeldungen mit ihren entsprechenden Maßnahmen zur Behebung sind nachfolgend aufgeführt:
Fehlermeldung | Maßnahme zur Behebung |
|---|---|
Platinen-Hardwareinformationen ungültig | Market Support kontaktieren |
Geräte-Hardwareinformationen ungültig | Market Support kontaktieren |
Dateiinhalte fehlerhaft | IAM (SD-Karte) ersetzen |
Datei inkompatibel zur Hardware | IAM (SD-Karte) ersetzen |
Die Datei konnte nicht gefunden werden | IAM (SD-Karte) ersetzen |
Datei-Lesefehler | IAM (SD-Karte) ersetzen |
Zeitüberschreitung Zielkommunikation | Als Ziel festgelegtes Teil austauschen |
Ziel-Empfangsfehler | Als Ziel festgelegtes Teil austauschen |
Unerwartete Antwort des Ziels | Als Ziel festgelegtes Teil austauschen |
Ziel nicht erreichbar | Als Ziel festgelegtes Teil austauschen |
Ziel-Übertragungsfehler | Als Ziel festgelegtes Teil austauschen |
Startfortschrittsanzeigen
Gilt nur für Werkzeuge, die mit EHMI ausgestattet sind.
Beim Starten des Werkzeugs zeigt die EHMI mit folgenden Meldungen an, ob ein Softwareupdate durchgeführt wird:
Prüfe auf Softwareupdate
Aktualisiere <Modul> App/Boot
Starte Controller
Ein Modul ist ein Untersystem oder eine Komponente, die Teil des IxB-Werkzeugs ist und über die IxB-Software aktualisiert wird.
Modul (wie auf dem Display angezeigt) | Beschreibung |
|---|---|
MRT | Hauptplatine |
MCB | Antriebsmodul |
FTS | Vorderer Messwertgeber |
EEHMI | Erweiterte HMI |
BHMI | Basis HMI |
RMHI | Rund HMI |
Wenn während eines laufenden Softwareupdates ein Fehler auftritt, wird folgende Meldung angezeigt:
Softwareaktualisierung fehlgeschlagen (Fehler-ID)
Die Fehler-ID entspricht der Fehlermeldung, entsprechend folgender Zuordnung:
ID | Fehlermeldung | Beschreibung | Vorgeschlagene Maßnahme |
|---|---|---|---|
0 | Keine | - | - |
1 | Modul-Platineninformation ungültig | Modul mit falschen Daten produziert | Modul ersetzen |
2 | Modul-Geräteinformationen ungültig | Modul mit falschen Daten produziert | Modul ersetzen |
3 | Moduldatei beschädigt | Dateisystem ist beschädigt | IAM ersetzen |
4 | Modul-Firmware nicht kompatibel mit Hardware | Software nicht kompatibel mit Hardware | Update auf neuere Version |
5 | Modul-Firmwaredatei nicht gefunden | Dateisystem ist beschädigt | IAM ersetzen |
6 | Fehler beim Lesen der Modul-Firmwaredatei | Dateisystem ist beschädigt | IAM ersetzen |
7 | Kommunikations-Zeitüberschreitung beim Update des Moduls | Stecker/Kabel oder Modul beschädigt | IAM ersetzen |
8 | Fehler beim Empfangen von Daten vom Modul | Stecker/Kabel oder Modul beschädigt | Werkzeugwartung durchführen |
9 | Unerwartete Antwort vom Modul | Stecker/Kabel oder Modul beschädigt | Werkzeugwartung durchführen |
10 | Modul nicht erreichbar | Stecker/Kabel oder Modul beschädigt | Werkzeugwartung durchführen |
11 | Fehler beim Übertragen von Daten zum Modul | Stecker/Kabel oder Modul beschädigt | Werkzeugwartung durchführen |
12 | System auf Notstrombatterie | System läuft mit Notstrombatterie | Werkzeug neu starten - Akku oder Netzteil nicht entfernen, bis das Update abgeschlossen ist |
Rettungsmodus
Nach drei erfolglosen Neustarts schaltet das Werkzeug in den Rettungsmodus. In diesem Modus können Sie die Software aktualisieren und/oder Datenträgerverwaltung durchführen.
Softwareaktualisierungen im Rettungsmodus
Schließen Sie das Werkzeug an den USB-Anschluss des PCs an. Öffnen Sie einen Internetbrowser und geben Sie die Adresse 169.254.1.1 ein.
Rufen Sie in der Rettungsmodus-Benutzeroberfläche die Registerkarte Software-Update auf.
Wählen Sie das Dateisystem, das aktualisiert werden soll und suchen Sie nach der korrekten Datei.
Wählen Sie die Schaltfläche Update.
Wechseln Sie zur Registerkarte Ein/Aus und führen Sie einen Systemneustart aus.
Datenträgerverwaltung im Rettungsmodus
Schließen Sie das Werkzeug an den USB-Anschluss des PCs an. Öffnen Sie einen Internetbrowser und geben Sie die Adresse 169.254.1.1 ein.
Rufen Sie in der Rettungsmodus-Benutzeroberfläche die Registerkarte Datenträgerverwaltung auf.
Wählen Sie, je nach Bedarf, Dateisystem reparieren oder Daten bereinigen aus.
Wählen Sie die Schaltfläche Senden.
Wechseln Sie zur Registerkarte Ein/Aus und führen Sie einen Systemneustart aus.
Konfiguration
In diesem Abschnitt finden Sie ausführliche Informationen zum Erstellen, Ändern und Überprüfen von Produkteinstellungen.
Konfigurationsoptionen
Die Konfiguration und Einrichtung des Werkzeugs kann auf folgende Weise erfolgen:
IxB-Software: Das Werkzeug kann über ein USB-Kabel direkt mit dem PC verbunden werden. Wenn das Werkzeug mit dem Drahtlosnetzwerk verbunden und seine IP-Adresse bekannt ist, kann von einem Computer überall im Netzwerk darauf zugegriffen werden.
ToolsTalk 2: Wenn das Werkzeug mit einem ToolsTalk 2-Server verbunden ist, kann ein ToolsTalk 2-Client (PC) über ToolsTalk 2 auf alle verbundenen Werkzeuge zugreifen. Es kann auf IxB-Werkzeuge sowie Power Focus 6000-Steuerungen und Flex-Steuerungen zugegriffen werden.
ToolsTalk 2 im Stations-Setup-Modus: Stellt auf einem PC ohne Serverinstallation eine ToolsTalk 2-Oberfläche zur Verfügung. Der PC ist mit dem Controller-Wartungsanschluss verbunden und ermöglicht den Zugriff auf jeweils nur einen Controller.
Steuerung: Diese gilt für Power Focus 6000-Steuerungen, die mit einem Touchscreen-Display ausgestattet sind. Ein Controller lässt sich unabhängig davon konfigurieren, ob er mit dem Netzwerk verbunden ist oder nicht.
Dieses Benutzerhandbuch beschreibt die IxB-Software. Informationen zu ToolsTalk 2 und dem Power Focus 6000 finden Sie im ToolsTalk 2-Benutzerhandbuch sowie dem Power Focus 6000-Benutzerhandbuch.
Erste Schritte
Um einen besseren Überblick über das System zu bieten, enthält dieser Abschnitt eine Schnellanleitung zu den ersten grundlegenden Schritten. Der Abschnitt erklärt nicht jede einzelne Funktion des Systems, sondern konzentriert sich lediglich auf die wichtigsten.
Inbetriebnahme
Verbinden Sie das Werkzeug mit einem PC und öffnen Sie die Benutzeroberfläche. Richten Sie eine Drahtlosverbindung zwischen dem Werkzeug und dem Netzwerk ein.
Legen Sie ein Verschraubungsprogramm fest, das alle relevanten Parameter einer Verschraubung enthält, wie beispielsweise Sollwinkel und Solldrehmoment.
Erstellen Sie eine Gruppensequenz, falls gewünscht. Einer Gruppensequenz können eines oder mehrere Verschraubungsprogramme hinzugefügt werden. Die Sequenz wird als eine Reihe von Verschraubungsprogrammen ausgeführt. Eine Gruppensequenz kann zum Beispiel eine bestimmte Anzahl von Verschraubungen eines Verschraubungsprogramms oder eine Folge verschiedener Verschraubungsprogramme sein.
Weisen Sie der virtuellen Station des Werkzeugs eine Aufgabe zu. Bei der Aufgabe kann es sich entweder um ein Verschraubungsprogramm, eine Gruppensequenz oder um einen spezifizierten Digitaleingang (beispielsweise eines Barcode-Lesegeräts) handeln.
In diesem Abschnitt
Zugriff auf die IxB-Software-Benutzeroberfläche
Nehmen Sie die Abdeckung am USB-Anschluss des Werkzeugs ab.
Schließen Sie das Werkzeug an den USB-Anschluss des PCs an.
Öffnen Sie einen Webbrowser und geben Sie die Adresse der Benutzeroberfläche der IxB-Software ein: 169.254.1.1.
Um drahtlos auf die Benutzeroberfläche zuzugreifen, lesen Sie die Anweisungen im Abschnitt Einen drahtlosen Client konfigurieren.
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=ffQHjRwbIgw
Relevante Informationen
Erstellen eines Verschraubungsprogramms
Wechseln Sie im Hauptmenü zu Verschraubung.
Wählen Sie das Plus-Symbol aus.
Wählen Sie im Fenster Betriebsmodus auswählen Verschraubung aus.
Öffnen Sie das Fenster Eigenschaften und geben Sie einen gültigen Oberen Drehmomentgrenzwert für das jeweilige Werkzeug ein. Drücken Sie die Eingabe-Taste. Schließen Sie das Fenster Eigenschaften.
Öffnen Sie das Fenster Schritte auf der rechten Seite und ziehen Sie die Schritte per Drag&Drop in dieses, um ein Verschraubungsprogramm zu erstellen.
Legen Sie die Überwachungen und Einschränkungen für jeden Schritt wie gewünscht fest und drücken Sie die Eingabe-Taste.
Für das Verschraubungsprogramm muss ein Löseprogramm konfiguriert werden.
Erstellen eines Löseprogramms
Wechseln Sie im Hauptmenü zu Verschraubung.
Wählen Sie das Plus-Symbol aus.
Wählen Sie im Fenster Betriebsmodus auswählen Lösen aus.
Öffnen Sie das Fenster Eigenschaften und geben Sie einen gültigen Oberen Drehmomentgrenzwert für das jeweilige Werkzeug ein. Drücken Sie die Eingabe-Taste. Schließen Sie das Fenster Eigenschaften.
Öffnen Sie das Fenster Schritte auf der rechten Seite und ziehen Sie die Schritte per Drag&Drop in dieses, um ein Löseprogramm zu erstellen.
Legen Sie die Überwachungen und Einschränkungen für jeden Schritt wie gewünscht fest und drücken Sie die Eingabe-Taste.
Hinzufügen eines Löseprogramms zu einem Verschraubungsprogramm
Wechseln Sie im Hauptmenü zu Verschraubung und wählen Sie ein Verschraubungsprogramm aus der Liste aus.
Erweitern Sie die Eigenschaften durch Auswahl des Pfeils.
Wählen Sie unter Allgemeine Einstellungen Löseprogramm und wählen Sie ein Löseprogramm aus der Liste aus. Drücken Sie die Eingabe-Taste.
Zuweisen einer Aufgabe zu einer virtuellen Station
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung.
Wählen Sie unter Virtuelle Station > Aufgabe Aufgabe wählen aus.
Wählen Sie ein Verschraubungsprogramm aus der Liste aus.
Relevante Informationen
Verbindung mit der Web-GUI über den Ethernet-Wartungsanschluss
Sicherstellen, dass die DHCP-Einstellungen auf dem Rechner aktiviert sind.
Zur Verbindung mit der Web-GUI sind die folgenden Schritte erforderlich:
Mit dem Ethernet-Wartungsanschluss verbinden.
Öffnen Sie einen Webbrowser.
169.254.1.1 in das Adressfeld eingeben.
Die Web-GUI öffnet sich.
Arbeiten mit der Registerkarte Verschraubung
Dieser Abschnitt beschreibt die mehrstufige Verschraubungsstrategie sowie die Erstellung eines Verschraubungsprogramms.
Einige Funktionen erfordern Lizenzen, die durch das Funktions-Managementsystem (FMS) verteilt werden. Obwohl die Konfiguration von Funktionen ohne spezielle Lizenzen möglich ist, ist für die Zuweisung und Nutzung dieser Funktionen die Installation der korrekten Lizenz auf dem Werkzeug erforderlich.
Relevante Informationen
In diesem Abschnitt
Mehrstufige Verschraubungsstrategie
Bei der Multistep-Verschraubung handelt es sich um eine in mehreren Stufen ausgeführte Verschraubung. Die Anzahl der Stufen und der Typ der Stufen variieren je nach auszuführender Verschraubung. Ein mehrstufiges Verschraubungsprogramm ist hochgradig konfigurierbar, einschließlich Überwachungsfunktionen und Einschränkungen. Insgesamt können einem mehrstufigen Programm bis zu 16 Programmschritte hinzugefügt werden.
Einschränkungen stellen sicher, dass die Verschraubung stoppt, wenn etwas Unerwartetes eintritt. Diese Einschränkungen könnten beispielsweise prüfen, dass kein eingestelltes maximales Drehmoment erreicht wird oder dass kein Teil der mehrstufigen Verschraubung zu lange dauert. Für jede Stufe können jeweils bis zu vier Einschränkungen gelten. Jede Stufe enthält obligatorische und fakultative Einschränkungen. Die obligatorischen Einschränkungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird.
Überwachungen dienen der Verifizierung, dass die Verschraubung gemäß der Spezifikation erfolgt ist. Dies können z. B. Winkelgrenzwerte oder Drehmomentgrenzwerte sein. Für jede Stufe können jeweils bis zu acht Überwachungen gelten. Jede Stufe enthält obligatorische und fakultative Stufenüberwachungen. Die obligatorischen Überwachungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird.
In diesem Abschnitt
Benutzeroberfläche für mehrstufige Konfiguration
Verschraubungs- und Multistep-Programme, die gedimmt erscheinen, weisen darauf hin, dass es sich um Globale Programme handelt, die von ToolsTalk verteilt wurden. Diese Programme können nicht über die Steuerungs-GUI geändert werden. Globale Programme können nur durch ToolsTalk modifiziert werden. Siehe Benutzerdokumentation von ToolsTalk für weitere Informationen.
Die Benutzeroberfläche für die Konfiguration eines mehrstufigen Programms lässt sich in drei Hauptbereiche unterteilen:
Oben befindet sich ein Dropdown-Menü, welches die Eigenschaften des mehrstufigen Verschraubungsprogramms enthält. Hier können allgemeine Eigenschaften wie der Programmname, allgemeine Programmüberwachung und Validierung festgelegt werden.
Rechts befinden sich drei Registerkarten, welche die Schritte, Überwachungen und Einschränkungen enthalten, welche zur Erstellung eines mehrstufigen Programms verwendet werden können. Um eines der Elemente zu verwenden, wählen Sie die jeweilige Registerkarte aus und ziehen Sie das Element aus der Liste in den Verschraubungsbereich. Legen Sie das Element – je nach seiner Funktion – zwischen dem Start und dem Ende eines Programms (für Stufen) oder über einer Stufe (für Überwachungen und Einschränkungen) ab.
Den Hauptbereich der Benutzeroberfläche nimmt der Verschraubungsbereich ein. Dies ist der Bereich, der alle Stufen des Verschraubungsprogramms beinhaltet.
Verschraubungsschritte
Die Verfügbarkeit von Verschraubungsschritten,Überwachungen und Einschränkungen hängt von der spezifischen, auf dem Controller installierten Lizenz ab.
Allgemeine Parameter
Die folgenden Stufenparameter sind bei vielen Stufentypen gleich. Die Parameter werden im Fenster Stufeneigenschaften festgelegt, dass bei der Auswahl einer Stufe im Verschraubungsprogramm erscheint.
Parameter | Beschreibung |
|---|---|
Bezeichnung | Name der Stufe. |
Drehrichtung | Jede Verschraubungsstufe kann entweder vorwärts (zum Verschrauben) oder rückwärts (zum Lösen der Schraube) ausgeführt werden. Die Pfeile geben die Richtung an. Viele Verschraubungsstufen sind fest auf eine Vorwärtsrichtung eingestellt, z. B. Verschrauben bis Winkel oder Verschrauben bis Drehmoment. Für Stufen wie Lösen bis Winkel oder Lösen bis Drehmoment ist die Richtung automatisch auf rückwärts eingestellt. Die Einstellung rückwärts ist für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht zulässig. Damit eine Verschraubung ausgeführt werden darf, muss die Verschraubungsrichtung des Verschraubungsprogramms die gleiche sein wie die Verschraubungsrichtung des Offenmaul-Werkzeugs. Es ist möglich, einem Verschraubungsprogramm für ein Offenmaul-Werkzeug ein Löseprogramm hinzuzufügen, ist der Richtungsschalter jedoch auf die Ausführung des Löseprogramms eingestellt, so wird das Werkzeug gesperrt. |
Stufenkategorie | Für jede Stufe kann eine Stufenkategorie ausgewählt werden. Durch die Auswahl einer Stufenkategorie werden die NIO-Verschraubungen in der Ergebnisansicht des Ereignisses mit dem jeweiligen Detailstatus und den entsprechenden Informationen zum Mehrstufenfehler aufgeführt. Erfolgt keine Auswahl, wird der Detailstatus auf Nicht kategorisierter Mehrstufenfehler eingestellt. Der zugehörige Detailstatus kann angepasst werden. |
Winkelfenster | Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° (oder weniger) dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster. |
Drehzahlrampe / Beschleunigung (nur bei Tools Talk 2 verfügbar) | Bei den meisten Stufen kann angegeben werden, wie die Beschleunigung auf die Solldrehzahl erreicht werden soll. Drei unterschiedliche Einstellungen sind möglich: hart, weich und manuell. Die definierte Beschleunigung wird angewendet, wenn eine Stufe gestartet wird. Unabhängig davon, ob das Werkzeug zu Beginn der Stufe bereits mit einer Drehzahl läuft, wird die Drehzahlrampe genutzt, um auf die Solldrehzahl der Stufe zu beschleunigen. Dies ist selbst dann der Fall, wenn die Drehzahl zu Beginn der Stufe niedriger oder höher als die Zieldrehzahl ist. |
Modus Drehzahlrampe – Hart und Weich |
|
Modus Drehzahlrampe – Manuell |
|
Verwendung von Drehzahlwechseln | Innerhalb einer Stufe können 1−5 Winkelauslöser oder Drehmomentauslöser, bei denen die Drehzahl umschaltet, festgelegt werden. Innerhalb einer Stufe basieren alle Speed-Shift-Auslöser auf der gleichen Einstellung, d. h. entweder Drehmoment oder Winkel. Diese können innerhalb einer Stufe nicht gemischt werden. Die Drehmomentauslöser und Winkelauslöser müssen kleiner als das Schrittziel sein, abhängig vom Schritt- und Auslösertyp. Der Drehmomentauslöser und die Drehmomentgeschwindigkeit bestätigen auch das maximale Drehmoment und die maximale Drehzahl des Werkzeugs. Ein Warn- oder Fehlerindikator tritt auf, wenn die Einstellungen des Speed Shifts entweder die Maximalwerte des Werkzeugs oder die Maximalwerte der Stufe überschreiten. Die Drehmomentauslöser und Winkelauslöser müssen kleiner als das Schrittziel sein, abhängig vom Schritt- und Auslösertyp. Der Drehmomentauslöser und die Drehmomentgeschwindigkeit bestätigen auch das maximale Drehmoment und die maximale Drehzahl des Werkzeugs. Ein Warn- oder Fehlerindikator tritt auf, wenn die Einstellungen des Speed Shifts entweder die Maximalwerte des Werkzeugs oder die Maximalwerte der Stufe überschreiten. Es ist möglich, die Einstellungen auf das Werkzeug zu übertragen, wenn ein Verschraubungsprogramm eine Warnung aufweist, jedoch nicht, wenn ein Verschraubungsprogramm eine Fehleranzeige (Fehler) hat. Die Speed Shifts können im Konfigurationsfeld eingetragen werden. Speed Shift hinzufügen: Wählen Sie im Dialogfeld einer Stufe, welche Speed Shifts beinhalten darf, Speed Shift hinzufügen aus. Wählen Sie dann einen Winkelbereich oder Drehmomentbereich aus.
|
Bremsentyp | Das Abbremsverhalten eines mehrstufigen Verschraubungsprogramms kann an zwei möglichen Stellen im Programm gesteuert werden: In einem Schritt vor der Umkehr der Verschraubungsrichtung und/oder im letzten Schritt des Verschraubungsprogramms. An anderen Stellen im mehrstufigen Verschraubungsprogramm sind die Abbremsparameter in den allgemeinen Einstellungen des Schritts nicht vorhanden. Das Abbremsen kann entweder auf Ergo-Stopp oder Trägheit eingestellt werden. Trägheit hält das Werkzeug komplett an, während Ergo-Stopp zu einem ergonomischeren Abbremsen des Verschraubvorgangs führt. Trägheit verfügt über keine weiteren Parameter. Ergo-Stopp-Parameter:
|
Im MCT-Modus auslassen | Die Option Im MCT-Modus auslassen kann für bestimmte Schritte eines Multistep-Programms zugeschaltet werden. Kommt der MCT-Modus dann in einem Multistep-Programm zur Anwendung, werden all die Schritte ausgelassen, für die die Option Im MCT-Modus auslassen zugeschaltet worden ist. Wird die Option Im MCT-Modus auslassen so eingestellt, dass vor Warteschritten oder Richtungswechseln keine Pause gegeben ist, kommt es im MCT-Modus zu einem Laufzeitfehler. Bei stationären Systemen werden Abschluss- und Reparaturpfade ignoriert; sollten sie ausgelöst werden, wird die Verschraubung als „NIO MC“ gekennzeichnet. Der MCT-Modus darf nur bei Testläufen verwendet werden. Achten Sie darauf, den MCT-Modus zu deaktivieren, bevor Sie das Werkzeug wieder in die Fertigungslinie einreihen. |
Die folgenden Verschraubungsschritte werden für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
A – Verschrauben bis Winkel / Lösen bis Winkel
TrR - Lösen bis Auslöserfreigabe
T – Verschrauben bis Drehmoment / Lösen bis Drehmoment
E - Greifen
SR – Nuss freigeben
DT - Verschrauben bis DynaTork
TPT – TensorPulse-Verschrauben bis Drehmoment / Lösen bis Drehmoment
IT – Impuls-Verschrauben bis Drehmoment / Lösen bis Drehmoment
IA – Impuls-Verschrauben bis Winkel / Lösen bis Winkel
AP - Adaptiver Impuls
ITrR – Impuls-Lösen bis Auslöserfreigabe
Verlaufseinstellungen
Wenn die Kurvenkonfiguration auf Programmebene aktiviert ist, kann die Kurvenauflösung auf Schrittebene konfiguriert werden. Die Einstellung für Kurveneinstellung legt fest, wie das Sampling für jeden einzelnen Schritt ausgeführt werden soll.
Parameter | Beschreibung |
|---|---|
Kurveneinstellungen |
|
Sampling-Zeit | Wählen Sie die Sampling-Zeit aus der Dropdown-Liste aus (0,25 - 1000 ms) |
Sampling-Winkel | Wählen Sie den Sampling-Winkel aus der Dropdown-Liste aus (0,25 - 20 Grad) |
Die Sampling-Raten dieser Kurve bleiben nicht bei allen Schritten gleich, die Sampling-Rate hängt stattdessen von der Konfiguration jedes Schritts ab. Das bedeutet, dass die Kurve in eine Kurve für jeden Schritt unterteilt wird.
Die maximale Anzahl von Stichproben in einer Kurve beträgt 4096.
Erzeugt eine Verschraubung mehr als 4096 Werte, findet ein Down-Sampling statt. Hierbei wird jede zweite Kurven-Stichprobe der gesamten Verschraubung entfernt und die Aufzeichnung mit halber Auflösung fortgesetzt. Dieser Vorgang wird jedes Mal wiederholt, wenn die Stichprobengrenze von 4096 erreicht wird.
Wurden insgesamt mehr als 2048 aufgezeichnet, so ergibt sich aus diesem Vorgang eine Kurve mit zwischen 2048 und 4096 Stichproben.
Wird der Grenzwert von 4096 Stichproben erreicht, werden die konfigurierten Sampling-Zeiten der Kurve nicht mehr befolgt. Stattdessen werden die Sampling-Zeiten verdoppelt, vervierfacht, etc., je nachdem, wie oft das Down-Sampling ausgeführt wurde. Da das Down-Sampling für alle Schritte ausgeführt wird, bleibt das Verhältnis zwischen den Schritten das gleiche. Wurde ein Schritt im Vergleich zu einem anderen Schritt mit doppelter Sampling-Zeit konfiguriert, so gilt dies auch weiterhin für die finale Kurve, egal wie oft ein Down-Sampling durchgeführt wurde.
Kurvenkanal | Hinweis |
|---|---|
Drehmoment | Verfügbar für alle mit einem Drehmomentgeber ausgestatteten Werkzeuge |
Winkel | Verfügbar für alle Werkzeuge |
Zweites Drehmoment | Nur verfügbar für Werkzeuge mit zwei Drehmomentgebern |
Zweiter Winkel | Nur verfügbar für Werkzeuge mit zwei Winkelgebern |
Aktuell | Verfügbar für alle Werkzeuge |
Gradient | Verfügbar, wenn eine Stufe / Einschränkung / Überwachung die Gradientenwerte erzeugt |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 mit synchronisierter Verschraubung / Power Focus 8 mit synchronisierter Verschraubung | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect | |||
XB |
A – Verschrauben bis Winkel / Lösen bis Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
A – Verschrauben bis Winkel
Diese Stufe betreibt das Werkzeug, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
A – Lösen bis Winkel
Diese Stufe betreibt das Werkzeug mit der Drehzahl n rückwärts, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Diese Stufe wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Parameter
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Sollwinkel |
Microvideo
C - Kupplung
Werkzeuge |
|---|
BCV BCP |
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis die Kupplung losgelassen wird. Nachdem das Werkzeug die Freigabe der Kupplung gemeldet hat, wird der Schritt mit dem Status IO abgeschlossen.
Einem Verschraubungsprogramm, das die Kupplungsstufe verwendet, kann keine andere Stufe zugewiesen werden.
Dieser Schritt gilt nur für die Kupplungswerkzeuge BCV-RE und BCP-RE.
Parameter | Beschreibung |
|---|---|
Drehzahlsteuerung | Eine oder zwei Drehzahlen |
Enddrehzahl | Legt die Enddrehzahl des Programms fest [rpm] |
Drehzahlrampe | Schalter, mit dem die Drehzahlrampe ausgewählt werden kann [Hart, Weich] |
Rehit | Setzt die Rehit-Erkennung auf Ein oder Aus |
Rehit-Drehwinkel | Legt den Rehit-Drehwinkel fest [°] |
CL - Lösen der Kupplung
Werkzeuge |
|---|
BCV BCP |
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in umgekehrter Drehrichtung, bis der Startknopf losgelassen wird.
Ein Löseprogramm, das die Kupplungsstufe verwendet, kann keiner anderen Stufe zugewiesen werden.
Dieser Schritt gilt nur für die Kupplungswerkzeuge BCV-RE und BCP-RE.
Parameter | Beschreibung |
|---|---|
Endwert | Legt die Drehzahl des Programms fest [rpm] |
DI – Lauf bis Digitaleingang
Werkzeuge |
|---|
ES STR SL ST SR QST |
Diese Stufe lässt das Werkzeug in der vom Parameter Richtung definierten Richtung laufen, bis der über den Digitaleingang vorgegebene Eingang entsprechend dem Wert der Stoppbedingung auf High oder Low gesetzt wird.
Parameter | Beschreibung |
|---|---|
Richtung | Vorwärts oder Rückwärts |
Digitaler Eingang | An der Steuerung kann einer der folgenden lokalen Digitaleingänge ausgewählt werden:
|
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Stoppbedingung |
|
Drehzahl (rpm) | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Verfügbar, wenn Drehzahlrampentyp auf Manuell gesetzt ist. Standardeinstellung: 500 rpm/s |
Microvideo
DT – Verschrauben bis DynaTork
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Stufe wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Diese Stufe lässt das Werkzeug mit der Drehzahl n vorwärts laufen, bis das Solldrehmoment erreicht ist. Das Werkzeug hält anschließend die Stromstärke für die Dauer der DynaTork-Zeit konstant auf dem DynaTork-Prozentsatz des Solldrehmoments.
Zur Vermeidung einer Überhitzung des Werkzeugs wird dringend empfohlen, DynaTork niemals mit mehr als 40 % des maximalen Drehmoments des Werkzeugs zu betreiben.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Zeit DynaTork | Die Zeit, in der DynaTork aktiv ist. |
Prozent DynaTork | Der Prozentsatz des Sollmoments. |
Drehzahl Rampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahl Rampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl (U/min) | Standardeinstellung: 60 rpm |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Drehmomentniveau wird während DynaTork-Zeit beibehalten |
C | Prozentanteil von Ts |
D | Prozentanteil von Ts |
E | Drehmomentniveau wird während DynaTork-Zeit beibehalten |
F | Zeit DynaTork |
Microvideo
E - Greifen
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Diese Stufe betreibt das Werkzeug in beide Richtungen, bis die Schraube in der Buchse greift. Die Stufe läuft, bis das Solldrehmoment oder der Sollwinkel erreicht ist. Voraussetzung ist, dass Weiter bei keinem Eingriff auf Ja eingestellt ist. Wenn der Sollwinkel in einer beliebigen Richtung erreicht wird, wird die Richtung umgekehrt. Begrenzen Sie die Suchdurchläufe, indem Sie Maximale Eingreifversuche festlegen. Wenn das Sollmoment in einer beliebigen Richtung erreicht ist, wird die Stufe mit dem Status IO beendet.
Microvideo
Ext – Externes Ergebnis
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB BCP BCV Externes Werkzeug |
„Externes Ergebnis“ ist eine Strategie, bei der ein externes digitales Signal angibt, dass eine Verschraubung IO ist (also nicht durch gemessene Drehmoment- oder Winkelwerte). Dieses externe Signal kann beliebig bereitgestellt werden, solange es sich um ein digitales Signal für die Steuerung handelt (z. B. durch den E/A-Bus).
Beim Verschicken des Signals zeigt die Ergebnisansicht (protokollierte Daten) den Wert des Zielparameters, der im Verschraubungsprogramm bereitgestellt wird (angegebener Drehmomentwert, Winkelwert oder Textfolge). Diese (Drehmoment- und Winkel-)Werte stellen nicht die tatsächlich gemessenen Werte dar, sondern sind nur eingefügter Text.
Parameter | Beschreibung |
|---|---|
Drehmoment <Solldrehmoment> | Numerischer Wert für den gewünschten, anzuzeigenden Solldrehmomentwert. Ein Signal könnte z. B. von einem Knickschlüssel stammen, der den <Solldrehmoment> anzeigt. |
Winkel <Sollwinkel> | Numerischer Wert für den gewünschten, anzuzeigenden Sollwinkelwert. Ein Signal könnte z. B. von einem Knickschlüssel stammen, der den <Sollwinkel> anzeigt. |
Text | Alphanumerische Zeichenfolge für den gewünschten Anzeigetext. Zum Beispiel: „Öl wurde gewechselt.“ |
IT – Impuls-Verschrauben bis Drehmoment / Lösen bis Drehmoment
Werkzeuge |
|---|
IXB |
Impuls-Stufen sind nur für IPB-P-Werkzeuge gültig.
Impuls-Verschrauben bis Drehmoment
Dieser Schritt erzeugt Verschraubungsimpulse in Vorwärtsrichtung, bis das Sollmoment erreicht ist.
Impuls-Lösen bis Drehmoment
Dieser Schritt erzeugt Verschraubungsimpulse in Rückwärtsrichtung, bis das Drehmoment unter dem Sollmoment liegt.
Parameter | Beschreibung |
|---|---|
Sollmoment - Ts | Das Sollmoment muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
Pulsenergie Pe | Die Pulsenergie dient der Regelung der Energie-/Stromhöhe bei jedem Impuls. Die Pulsenergie muss zwischen 10% und 100% liegen. |
Automatische Drehzahl |
|
MWR - Mechatronikschlüssel
Werkzeuge |
|---|
MWR |
Der Mechatronikschlüssel ist eine spezielle Stufe, die nur gemeinsam mit dem Mechatronikschlüssel (MWR) verwendet werden kann.
Diese Stufe kann nicht in Kombination mit anderen Stufen verwendet werden. Bei dieser Stufe können keine Einschränkungen festgelegt werden. Die Stufe verfügt standardmäßig über drei Überwachungen: Spitzendrehmoment, Winkel und Klick.
Parameter | Beschreibung |
|---|---|
Lösen-Grenze | Numerischer Wert für negatives Drehmoment (z. B. Drehmoment für die Löserichtung), bei dem das Verschraubungsergebnis als NIO Gekennzeichnet wird (falsche Verschraubungsrichtung (Lösen)); in Nm. |
Werkzeuggröße | Numerischer Wert für die spezifische Länge des auf dem MWR-TA montierten Endmontagewerkzeugs in mm. |
Werkzeugbiegung | Numerischer Wert für das auf dem MWR-TA montierten Endmontagewerkzeugs in °/Nm. |
Zweitversuch (Rehit), Winkelfenster | Numerischer Wert für den Winkel, um festzustellen, ob die Schraube zum Zeitpunkt des Erreichens des Drehmoments bereits verschraubt war; in °. |
Max. Winkelgeschwindigkeit | Numerischer Wert für die max. Geschwindigkeit, mit der die Schraube verschraubt werden kann, in °/s. |
RD – Einschrauben
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Die Einschraubstufe ist der Teil des Verschraubens vom Eindringen der Schraube in das Gewinde bis kurz vor dem Berühren der Schraube der darunterliegenden Oberfläche. Sie dauert bis zum Erreichen des Fügepunkts an. Das während des Einschraubens erforderliche Drehmoment trägt nicht zur Klemmkraft bei.
Diese Stufe lässt das Werkzeug mit der Drehzahl in Vorwärtsrichtung laufen. Abhängig von Einschraubtyp, Drehmoment oder Fügepunkt verhält sich die Stufe wie folgt:
Einschraubtyp: Bis Drehmoment: Die Stufe stoppt, sobald das eingestellte Sollmoment gefunden wird.
Einschraubtyp: Bis Fügepunkt: Die Berechnung des Fügepunkt-Gradienten beginnt mit der festgelegten Drehmomentauslöser Tt. Ist kein Drehmomentauslöser eingestellt, startet die Berechnung des Gradienten zum Beginn der Stufe.
Die Steigungsberechnung erfolgt zwischen zwei Winkelpunkten Ad Grad voneinander und wird wie folgt berechnet: (Tn – Tn-1) / (An – An-1), sobald zwei Steigungen nacheinander größer als TSLOPE sind, gilt der Fügepunkt als gefunden.
Parameter | Beschreibung |
|---|---|
Einschraubtyp | Bis Drehmoment oder Bis Fügepunkt. |
Solldrehmoment | Standardeinstellung: „Nicht festgelegt“. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Startdrehmoment | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Startdrehmoment angezeigt. Standardeinstellung: „Nicht festgelegt“. Muss > 0 sein. |
Delta-Winkel | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Delta-Winkel angezeigt. Standardeinstellung: "0". Muss > 0 sein. |
Drehmomentverhältnis | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Drehmomentverhältnis angezeigt. Standardeinstellung: "0". Muss > 0 sein. |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Kopfauflagepunkt |
B | Winkel Delta |
C | Drehmomentsteigung |
D | Sollmoment |
E | Drehmomentauslöser |
SR – Nuss freigeben
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Diese Stufe lässt das Werkzeug mit der Drehzahl n rückwärts laufen, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Diese Stufe darf nur als letzte Stufe bei der Verschraubung für ein mehrstufiges Verschraubungsprogramm genutzt werden. Es ist jedoch möglich, nach diesem Schritt einen Sync-Punkt hinzuzufügen.
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Standardeinstellung: 3 Grad, muss > 0 sein |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
SZP - Nullposition setzen
Werkzeuge |
|---|
ES STR SL ST SR QST |
Der Schritt „Nullposition setzen“ sendet an das Werkzeug das Signal, diese Position als Nullposition festzulegen. Diese Position wiederholt sich alle 360 Grad.
Mit den Schritten „Lösen bis Nullposition“ oder „Verschrauben bis Nullposition“ kann das Werkzeug an diese Nullposition zurückgefahren werden.
Dieser Schritt hat keine Parameter.
Die Nullposition ist eine bestimmte Position, die entweder mit einem Schritt „Nullposition setzen“ oder mit dem Signal „Nullposition setzen“ gespeichert wird. Diese Position wiederholt sich alle 360 Grad.
T – Verschrauben bis Drehmoment / Lösen bis Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
T -– Verschrauben bis Drehmoment
Diese Stufe lässt das Werkzeug mit der programmierten Drehzahl in Vorwärtsrichtung laufen, bis das Solldrehmoment erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Microvideo
T – Lösen bis Drehmoment
Diese Stufe wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
In diesem Schritt wird das Werkzeug mit der Geschwindigkeit in Rückwärtsrichtung gefahren. Damit die Stufe aktiv ist, muss das Drehmoment zunächst 110 % des Solldrehmoments überschreiten. Das Solldrehmoment sollte auf einen positiven Wert eingestellt werden. Nach Erreichen des Solldrehmoments läuft die Stufe so lange, bis das Drehmoment unter das Solldrehmoment fällt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
T+A – Verschrauben bis Drehmoment plus Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Stufe betreibt das Werkzeug, bis das Sollmoment erreicht ist. Ab diesem Punkt läuft es weiter, bis ein zusätzlicher Sollwinkel erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Sollwinkel |
T|A – Verschrauben bis Drehmoment oder Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Verschraubungsstufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis entweder das Sollmoment oder der Sollwinkel erreicht ist.
Die Drehmomentmessung startet zum Beginn der Stufe.
Wenn der Drehmomentauslöser NICHT festgelegt wurde, wird die Winkelmessung zum Beginn der Stufe gestartet.
Wenn der Drehmomentauslöser festgelegt wurde, wird die Winkelmessung gestartet, wenn der Drehmomentauslöser erreicht wird.
Die Stufen endet, wenn:
Gemessenes Drehmoment >= Solldrehmoment (Ts)
ODER
(Gemessener Winkel - Am Drehmomentauslöser gemessener Winkel) >= Sollwinkel (As).
Parameter | Beschreibung |
|---|---|
Solldrehmoment (Ts) | Standardwert: 0. |
Sollwinkel (As) | Standardwert: 0. |
Drehmomentauslöser (Tt) | Standardwert: NICHT festgelegt. Muss > 0 und < Solldrehmoment (Ts) sein. |
Drehzahl (n) | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Sollwinkel |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Drehmomentauslöser |
C | Sollwinkel |
T&A – Verschrauben bis Drehmoment und Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Verschraubungsstufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis sowohl Solldrehmoment als auch der Sollwinkel erreicht werden.
Die Drehmomentmessung startet zum Beginn der Stufe.
Wenn der Drehmomentauslöser NICHT festgelegt wurde, wird die Winkelmessung zum Beginn der Stufe gestartet.
Wenn der Drehmomentauslöser festgelegt wurde, wird die Winkelmessung gestartet, wenn der Drehmomentauslöser erreicht wird.
Die Stufen endet, wenn:
Gemessenes Drehmoment >= Solldrehmoment (Ts)
UND
(Gemessener Winkel - Am Drehmomentauslöser gemessener Winkel) >= Sollwinkel (As).
Parameter | Beschreibung |
|---|---|
Solldrehmoment (Ts) | Standardwert: 0. |
Sollwinkel (As) | Standardwert: 0. |
Drehmomentauslöser (Tt) | Standardwert: NICHT festgelegt. Muss > 0 und < Solldrehmoment (Ts) sein. |
Drehzahl (n) | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Sollwinkel |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Drehmomentauslöser |
C | Sollwinkel |
TC - Drehmomentkalibrierung
Werkzeuge |
|---|
QST |
Diese Stufe wird nur für Mehrfach-Umwandler-Werkzeuge unterstützt.
Die Stufe Drehmomentkalibrierung betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis das Sollmoment erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Drehzahl | Muss > 0 sein. Standardeinstellung: 60 rpm |
Messwertgeber | Drehmoment oder Drehmoment 2. Standardeinstellung: Drehmoment. Auf Drehmoment 2 setzen, um den vorderen Messwertgeber zu kalibrieren. |
Adaptive Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
ThCT – Gewindeschneiden bis Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Mit der Funktion Gewindeschneiden bis Drehmoment wird eine Verschraubung ermöglicht, bei der das Einschraubdrehmoment größer als das Drehmoment für Einschraubphase beendet sein muss, wie beispielsweise bei der Verschraubung dünner Metallschichten unter Verwendung von gewindeschneidenden (oder selbstschneidenden) Schrauben. Das Werkzeug läuft vorwärts, bis der Gewindeschnittwinkel (Aw) erreicht ist. Das Gewindeschnittwinkelfenster wird ab dem Moment gemessen, ab dem das Drehmoment das Gewindeschnitt-Auslösedrehmoment (Tt) zum ersten Mal überschreitet. Wenn der Gewindeschnittwinkel erreicht ist, wird die Stufe fortgesetzt, bis das Solldrehmoment (Tt) erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Gewindeschneiden, Winkelfenster | Standardeinstellung: 0. Muss > 0 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Solldrehmoment |
B | Drehmomentauslöser |
C | Gewindeschneiden, Winkelfenster |
TPT – TensorPulse-Verschrauben bis Drehmoment / Lösen bis Drehmoment
Werkzeuge |
|---|
STR IXB |
Vor Verwendung der Verschraubungs-/Lösestufe TensorPulse muss auf dem Controller der folgende Lizenztyp installiert sein:
Strategien mit niedrigen Reaktionskräften
TensorPulse ist nur für die folgenden Werkzeuge verfügbar: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10, ITB-P.
Diese Stufe wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul- oder geschlossener Konfiguration nicht unterstützt.
TensorPulse-Verschrauben bis Drehmoment
Dieser Schritt erzeugt Verschraubungsimpulse in Vorwärtsrichtung, bis das Sollmoment erreicht ist.
TensorPulse-Lösen bis Drehmoment
Dieser Schritt erzeugt Verschraubungsimpulse in Rückwärtsrichtung, bis das Drehmoment unter dem Sollmoment liegt.
Für die Verschraubungs-/Lösestufe TensorPulse ist der entsprechende PulseDrive-Aufsatz/Adapter erforderlich.
Wenn die Verschraubungs-/Lösestufe TensorPulse ohne PulseDrive-Aufsatz/Adapter ausgeführt wird, werden alle Verschraubungen im Status NIO abgeschlossen. Bei einem fehlenden PulseDrive-Aufsatz/-Adapter wird der Schrittfehler „PulseDrive-Aufsatz/-Adapter nicht erkannt“ angezeigt.
Parameter | Beschreibung |
|---|---|
Sollmoment - Ts | Das Sollmoment muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
Pulsenergie Pe | Die Pulsenergie dient der Regelung der Energie-/Stromhöhe bei jedem Impuls. Die Pulsenergie muss zwischen 10% und 100% liegen. |
Tuning-Faktor Reaktionskraft | Mit dem Tuning-Faktor Reaktionskraft wird die Reaktionskraft beim Ausführen der Verschraubungsstufe TensorPulse gesteuert. Die Reaktionskraft ist die Kraft, die das Werkzeug nach jedem Impuls in die entgegengesetzte Richtung dreht. Der Tuning-Faktor Reaktionskraft muss zwischen 0 und 100 % liegen. |
In der Verfolgung bedeutet die Winkelumkehr, dass sich das Werkzeug im Impulsbetrieb rückwärts dreht, der Schraubenkopf aber dreht sich, bedingt durch den PulseDrive-Aufsatz/Adapter, nicht zwangsläufig rückwärts.
TrR – Lösen bis Auslöserfreigabe
Werkzeuge |
|---|
ES STR SL ST SR STB IXB |
Dieser Schritt wird für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
Diese Stufe lässt das Werkzeug rückwärts laufen, bis der Startknopf losgelassen wird (lösen). Es kann nur als letzter Schritt in einem Programm verwendet werden.
Auf STB-Werkzeugen ist dieser Schritt nur in Löseprogrammen verfügbar.
Parameter | Beschreibung |
|---|---|
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
TTTR – Anziehen bis Loslassen des Startknopfs
Werkzeuge |
|---|
ES STR SL ST SR STB IXB |
Diese Stufe läuft, bis der Startknopf losgelassen wird. Sie kann nur als letzter Schritt in einem Verschraubungsprogramm eingefügt werden.
Parameter | Beschreibung |
|---|---|
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
W – Warten
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
In dieser Stufe wartet das Werkzeug, bis die Wartetyp-Bedingung erfüllt ist. Das Werkzeug rotiert während des Wartens nicht, es kann jedoch eine Haltebedingung festgelegt werden.
Parameter | Beschreibung |
|---|---|
Wartetyp |
|
Wartezeit | Anzahl von Sekunden, welche das Werkzeug stillsteht - gilt nur, wenn Zeit als Wartetyp ausgewählt ist. |
Haltebedingung |
|
WP - Drehmomentschlüssel Produktion
Werkzeuge |
|---|
ST-Wrench |
Strategie für die Qualitätsprüfung einer Verschraubung, die mit dem STWrench vorgenommen wurde.
Parameter | Beschreibung |
|---|---|
Steuerstrategie | Der Schritttyp Drehmomentschlüssel - Produktion kann mit den folgenden Steuerstrategien konfiguriert werden.
|
Je nach ausgewählter Steuerstrategie wird eine Kombination einiger der unten aufgeführten Parameter angezeigt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Definiert das Solldrehmoment für die Anzugsstufe. |
Drehmoment messen bei | Gibt an, wo das Drehmoment gemessen wird. Die Optionen sind Spitzendrehmoment oder Spitzenwinkel.
|
Winkelsuchlimit | Dies ist ein Versatzwert, mit dem der Drehmomentergebniswert für eine Verschraubung festgelegt wird. Dieser Parameter ist nur verfügbar, wenn Drehmoment messen bei auf Spitzenwinkel gesetzt ist. |
Ratschenzeit | Numerischer Wert für die Ratschenzeit. Der Standardwert ist 5000 ms. Der Bediener kann nun das Drehmoment kurz verringern und während der Verschraubung wieder aufladen. Wenn die Ratschenzeit überschritten wird, wird das Ergebnis der Verschraubung als NIO markiert und als Grund „Verschraubungszeit abgelaufen“ angegeben. |
Endzykluszeit | Numerischer Wert in ms zur Angabe der Endzykluszeit. Wird angewendet, wenn das Drehmoment den Wert für „Einschrauben beendet” unterschreitet. |
Drehmoment-Korrekturkoeffizient | Mit diesem Parameter wird der Drehmomentwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 1. |
Winkelkorrektur | Mit diesem Parameter wird der Winkelwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 0. |
Sollwinkel | Definiert den Sollwinkel für die Anzugsstufe. |
Rehit-Erkennung | Ein oder Aus. Mit der Zweitversuchserkennung kann basierend auf der Grenzwerteinstellung des Winkels bestimmt werden, wann eine Verschraubung ein Zweitversuch ist. Die Option Winkelgrenze für Zweitversuch ist verfügbar, wenn Zweitversuchserkennung auf Ein gesetzt ist. |
Linearer Steigungskoeffizient | Der lineare Steigungskoeffizient gibt die Steifigkeit der Verbindung im linearen Teil der Kurve als Drehmoment- / Winkelsteigung in der Maßeinheit Nm/Grad an. |
Ausgleichswert | Die Optionen sind Mittleres Drehmoment oder Spitzendrehmoment. Dieser Ausgleichswert gibt an, wie die PVT berechnet wird. Mittleres Drehmoment - die PVT basiert auf einem Durchschnitt, der mit den folgenden Variablen berechnet wird:
Spitzendrehmoment - die PVT basiert auf dem Spitzenwert, der vor der Erkennung des Fügepunkts gemessen wurde. |
Verzögerungsüberwachung | Die PVT-Berechnung beginnt nicht vor Ablauf dieses Zeitfensters, beginnend beim Start der Verschraubung. |
PVT-Intervall | Legt fest, für wieviel Grad das PVT-Fenster berechnet werden soll, beginnend beim PVT-Abstandspunkt. |
PVT-Abstand | Legt fest, wieviel Grad vor dem Fügepunkt das System das PVT-Fenster starten soll. |
Min. Klemmdrehmoment | Sicherungsmoment - Untergrenze. |
Max. Klemmdrehmoment | Sicherungsmoment - Obergrenze. |
Microvideo
WQ Drehmomentschlüssel - Qualität
Werkzeuge |
|---|
ST-Wrench |
Strategie für die Qualitätsprüfung einer Verschraubung, die mit dem STWrench vorgenommen wurde.
Parameter | Beschreibung |
|---|---|
Steuerstrategie | Die Strategie Drehmomentschlüssel - Qualität kann mit den folgenden Steuerstrategien konfiguriert werden.
|
Je nach ausgewählter Steuerstrategie wird eine Kombination einiger der unten aufgeführten Parameter angezeigt.
Parameter | Beschreibung |
|---|---|
Ratschenzeit | Numerischer Wert für die Ratschenzeit. Der Standardwert ist 5000 ms. Der Bediener kann nun das Drehmoment kurz verringern und während der Verschraubung wieder aufladen. Wenn die Ratschenzeit überschritten wird, wird das Ergebnis der Verschraubung als NIO markiert und als Grund „Verschraubungszeit abgelaufen“ angegeben. |
Drehmoment-Korrekturkoeffizient | Mit diesem Parameter wird der Drehmomentwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 1. |
Winkelkorrektur | Mit diesem Parameter wird der Winkelwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 0. |
Sollwinkel | Definiert den Sollwinkel für die Anzugsstufe. |
Rehit-Erkennung | Ein oder Aus. Mit der Zweitversuchserkennung kann basierend auf der Grenzwerteinstellung des Winkels bestimmt werden, wann eine Verschraubung ein Zweitversuch ist. Die Option Winkelgrenze für Zweitversuch ist verfügbar, wenn Zweitversuchserkennung auf Ein gesetzt ist. |
Linearer Steigungskoeffizient | Der lineare Steigungskoeffizient gibt die Steifigkeit der Verbindung im linearen Teil der Kurve als Drehmoment- / Winkelsteigung in der Maßeinheit Nm/Grad an. |
Y – Verschrauben bis Streckgrenze
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Strategie betreibt das Werkzeug mit der Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird. Die Streckgrenze wird ermittelt, indem der Drehmomentgradient von dem Punkt an überwacht wird, ab dem das Drehmoment das Startdrehmoment überschreitet. Die Berechnung basiert auf den Messungen des Drehmoments und Winkelabstandes. Der Winkelabstandsparameter wird gemäß der angegebenen Härte der Verbindung eingestellt.
Stellen Sie das Gradientwinkelfenster ein (für harte Verbindungen, für weiche Verbindungen oder für eine manuelle Einstellung des Winkelfensters). Bei der Auswahl von Manuell muss das Winkelfenster eingestellt werden. Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° oder weniger dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Prozent Streckgrenze | Muss >=20 % sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Spitzengradient |
B | Streckgrenze |
C | Abschaltpunkt |
D | Winkelabstand |
E | Drehmomentauslöser |
YM2 –Verschrauben bis Steckgrenze: Methode 2:
Werkzeuge |
|---|
QST |
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird.
Die Suche der Streckgrenze beginnt, wenn das Drehmoment Tt erreicht hat. Es wird der Durchschnittswert des Drehmoments über Af Grad berechnet. Dieser Vorgang wird N rs mal wiederholt.
Mittels linearer Regression wird eine Bezugskurve über N rs Punkte berechnet. Danach werden kontinuierlich neue Durchschnittswerte über A f Grad berechnet.
Die aktuelle Kurve wird mittels linearer Regression über die letzten N s Durchschnittspunkte berechnet. Die Streckgrenze ist erreicht, wenn die aktuelle Kurve unter Py % der Referenzkurve liegt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Filterwinkel | Standardeinstellung: 1. Muss > 0 sein. |
Anzahl der Stichproben | Standardeinstellung: 6. Muss >= 4 sein. |
Anzahl der Stichproben, Referenz | Standardeinstellung: 6. Muss >= 4 sein. |
Prozent Streckgrenze | Standardeinstellung: 90% Muss >20% sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Bremse (Gilt nur für Power Focus 6000 Synchronisierte Verschraubung, Power Focus 8 Synchronisierte Verschraubung und Flex). | Bei Ein wird das Werkzeug angehalten, sobald der Sollwert erreicht ist. Bei Aus fährt das Programm direkt mit dem nächsten Schritt fort, ohne das Werkzeug anzuhalten. |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Drehmomentauslöser |
B | Anzahl Stichproben, ref |
C | Tatsächliche Kurve |
D | Anzahl der Stichproben |
E | Referenzkurve |
F | Filterwinkel |
ZP - Lösen bis Nullposition
Werkzeuge |
|---|
ES STR SL ST SR QST |
Dieser Schritt lässt das Werkzeug mit der Drehzahl (N) rückwärts laufen, bis die Nullposition erreicht ist. Wenn der Gesamtdrehwinkel zum Erreichen der Nullposition kleiner als der Mindestwinkel (Am Grad) ist, wird die Drehung für weitere 360 Grad fortgesetzt.
Die Nullposition ist eine bestimmte Position, die entweder mit einem Schritt „Nullposition setzen“ oder mit dem Signal „Nullposition setzen“ gespeichert wird. Diese Position wiederholt sich alle 360 Grad.
Parameter
Parameter | Beschreibung |
|---|---|
Mindestwinkel | Mindestwinkel (Am) [°] |
Drehzahl | Drehzahl (N) [U/min]. Der Standardwert beträgt 60 U/min. |
ZP - Verschrauben bis Nullposition
Werkzeuge |
|---|
ES STR SL ST SR QST |
Dieser Schritt lässt das Werkzeug mit der Drehzahl (N) vorwärts laufen, bis die Nullposition erreicht ist. Wenn der Gesamtdrehwinkel zum Erreichen der Nullposition kleiner als der Mindestwinkel (Am Grad) ist, wird die Drehung für weitere 360 Grad fortgesetzt.
Die Nullposition ist eine bestimmte Position, die entweder mit einem Schritt „Nullposition setzen“ oder mit dem Signal „Nullposition setzen“ gespeichert wird. Diese Position wiederholt sich alle 360 Grad.
Parameter
Parameter | Beschreibung |
|---|---|
Mindestwinkel | Mindestwinkel (Am) [°] |
Drehzahl | Drehzahl (N) [U/min]. Der Standardwert beträgt 60 U/min |
IA – Impuls-Verschrauben bis Winkel / Lösen bis Winkel
Werkzeuge |
|---|
IXB |
Impuls-Stufen sind nur für IPB-P-Werkzeuge gültig.
Impuls-Verschrauben bis Winkel
Dieser Schritt erzeugt in Vorwärtsrichtung erfolgende Verschraubungsimpulse, bis der Sollwinkel erreicht ist.
Impuls-Lösen bis Winkel
Dieser Schritt generiert in Rückwärtsrichtung erfolgende Verschraubungsimpulse, bis der Sollwinkel erreicht ist.
Parameter | Beschreibung |
|---|---|
Sollwinkel – Ts | Der Sollwinkel muss größer als 0 sein. |
Pulsenergie Pe | Die Pulsenergie dient der Regelung der Energie-/Stromhöhe bei jedem Impuls. Die Pulsenergie muss zwischen 10% und 100% liegen. |
Automatische Drehzahl |
|
AP - Adaptiver Impuls
Werkzeuge |
|---|
IXB |
Schritte mit adaptivem Impuls gelten nur für IPB-P-Werkzeuge.
Adaptiver Impuls
In diesem Schritt wird die Pulsenergie automatisch angepasst, um eine schnelle und zuverlässige Verschraubung mit optimaler Impulsanzahl zu gewährleisten.
Parameter | Beschreibung |
|---|---|
Stufe der adaptiven Impulse | Die Stufe der adaptiven Impulse kann je nach Verbindungsmerkmalen und gewünschter Drehzahl abgeändert werden.
|
ITrR – Impuls-Lösen bis Auslöserfreigabe
Verwendete Werkzeuge |
IXB |
Stufen mit Impuls-Lösen bis Auslöserfreigabe gelten nur für IPB-P-Werkzeuge.
Diese Stufe lässt das Werkzeug rückwärts laufen, bis der Startknopf losgelassen wird (lösen). Es kann nur als letzter Schritt in einem Programm verwendet werden.
Parameter | Beschreibung |
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
Pulsenergie Pe | Die Pulsenergie dient der Regelung der Energie-/Stromhöhe bei jedem Impuls. Die Pulsenergie muss zwischen 10% und 100% liegen. |
Automatische Drehzahl |
|
Stufenüberwachungen
Die Verfügbarkeit von Verschraubungsschritten,Überwachungen und Einschränkungen hängt von der spezifischen, auf dem Controller installierten Lizenz ab.
Die Stufenüberwachungen dienen der Überprüfung, ob die Verschraubung gemäß der Spezifikation erfolgt ist, z. B. Winkelgrenzen und Drehmoment. Jede Stufe enthält obligatorische und fakultative Stufenüberwachungen. Die obligatorischen Überwachungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird. Die fakultativen Überwachungen sind flexibel und können nach Bedarf im mehrstufigen Programm platziert werden. Für jede Stufe können jeweils bis zu acht Überwachungen gelten.
Die folgenden Überwachungen werden automatisch jeder Stufe hinzugefügt, die dem mehrstufigen Verschraubungsprogramm hinzugefügt wird.
Stufenüberwachung | Geltende Stufen |
|---|---|
Winkel | Alle |
Spitzenmoment | Alle |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 mit synchronisierter Verschraubung / Power Focus 8 mit synchronisierter Verschraubung | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect | |||
XB |
A - Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB MWR-TA |
Diese Stufenüberwachung misst den Maximalwinkel, welcher während der Überwachung erreicht wird und überprüft, dass der Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Die Winkelmessung beginnt zu Beginn der Überwachung oder, falls eingestellt, sobald das Drehmoment das Startdrehmoment zum ersten Mal während der Überwachung überschreitet.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Stoppbedingung | Legt fest, wo die Winkelmessung beendet wird:
| Abschaltung |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < Max. Werkzeugdrehmoment sein | Nicht ausgewählt |
Unterer Grenzwert | Niedrigster akzeptabler Winkel. Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < 9 999 999 und < Oberer Grenzwert sein | Nicht ausgewählt |
Oberer Grenzwert | Höchster akzeptabler Winkel. Minimaler Grenzwert: Muss > 0 und > Unterer Grenzwert sein Maximaler Grenzwert: muss < 9 999 999 sein | Nicht ausgewählt |
Ergebniswerte
Gemessener Winkel: Der durch die Überwachung gemessene Winkel.
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Abschaltpunkt | D | Winkel-Obergrenze |
B | Drehmomentauslöser | E | Gemessener Drehwinkel |
C | Winkel-Untergrenze | F | Schritt |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Spitzenmoment | E | Winkel-Obergrenze |
B | Abschaltpunkt | F | Gemessener Drehwinkel |
C | Drehmomentauslöser | G | Schritt |
D | Winkel-Untergrenze |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Abschaltpunkt | D | Winkel-Obergrenze |
B | Drehmomentauslöser | E | Gemessener Drehwinkel |
C | Winkel-Untergrenze | F | Schritt |
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Abschaltpunkt | D | Gemessener Drehwinkel |
B | Winkel-Untergrenze | E | Stufe n-1 |
C | Winkel-Obergrenze | F | Stufe n |
YA - Winkel ab Steckgrenze
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Dies Überwachung misst den ab der Streckgrenze erreichten Spitzenwinkel und prüft, dass der Spitzenwinkel innerhalb der Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Prozent Streckgrenze | Muss >=20 % sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Unterer Grenzwert | Niedrigster akzeptabler Winkel. Muss >= 0 sein |
Oberer Grenzwert | Höchster akzeptabler Winkel. Muss > 0 sein |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
C - Strom
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Überwachung misst den Ist-Strom zu jedem Zeitpunkt, nachdem das Drehmoment den Drehmomentauslöser überschreitet. Das Ergebnis ist der erste Spitzen- oder Niedrigwert, der bei der Überwachung zum NOK geführt hat. Im Fall von OK wird der zuletzt gemessene Stromwert angezeigt. Wenn der Drehmomentauslöser während der Überwachung zu keiner Zeit erreicht wird, endet diese mit dem NOK-Status und ohne Messwert.
Parameter | Beschreibung |
|---|---|
Drehmomentauslöser | Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Unterer Grenzwert | Niedrigster akzeptable Stromwert. |
Oberer Grenzwert | Höchster akzeptable Stromwert. |
DD – Delta-Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Dieser Schrittüberwacher misst den Unterschied zwischen dem Spitzendrehmoment und dem Tiefpunktdrehmoment (d. H. dem niedrigsten gemessenen Drehmoment) und prüft, ob er zwischen den Grenzwerten liegt.
Parameter | Beschreibung |
|---|---|
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
TPD – Tiefpunktdrehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Stufenüberwachung misst das niedrigste Drehmoment und prüft, ob es zwischen den Grenzwerten liegt.
Parameter | Beschreibung |
|---|---|
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Typ | Gibt die Startbedingung an:
|
Startwinkel | Verfügbar, wenn Typ auf Winkelauslöser festgelegt ist. |
MT - Mittleres Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Überwachung misst das durchschnittliche Drehmoment und überprüft, ob der berechnete Wert innerhalb der Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Typ | Legt die Startbedingung fest:
|
Drehmomentauslöser | Verfügbar, wenn Typ auf Startdrehmoment, Winkelauslöser oder Winkelfenster festgelegt ist. Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Winkelauslöser | Verfügbar, wenn Typ auf Winkelauslöser oder Winkelfenster festgelegt ist. Muss > 0 sein. |
Winkelfenster | Verfügbar, wenn Typ auf Winkelfenster festgelegt ist. Muss > 0 sein.
|
Zeitintervall | Verfügbar, wenn Typ auf Zeitintervall festgelegt ist. Muss > 0 sein. |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
PT - Spitzenmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB MWR-TA MWR-T |
Diese Stufe überwacht die Messungen des Maximalmoments, das während der Überwachung erreicht wird (einschließlich möglicher Überschreitungen) und überprüft, dass der Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
PTCA - Vorgewindeschnittwinkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Stufenüberwachung misst den Maximalwinkel, welcher während der Überwachung erreicht wird und überprüft, dass der Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Das Startdrehmoment wird ignoriert, bis das Ende des Gewindeschnittwinkelfensters erreicht ist. Sobald das gemessene Drehmoment über dem Startdrehmoment liegt, beginnt die Winkelmessung.
Parameter | Beschreibung | Standardwert |
|---|---|---|
Stoppbedingung | Legt fest, wo die Winkelmessung beendet wird:
| Abschaltung |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < Max. Werkzeugdrehmoment sein | 0 |
Unterer Grenzwert | Niedrigster akzeptabler Winkel. Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < 9 999 999 und < Oberer Grenzwert sein | Nicht ausgewählt |
Oberer Grenzwert | Höchster akzeptabler Winkel. Minimaler Grenzwert: Muss > 0 und > Unterer Grenzwert sein Maximaler Grenzwert: muss < 9 999 999 sein | Nicht ausgewählt |
Gewindeschneiden, Auslösedrehmoment | Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < Max. Werkzeugdrehmoment sein | Nicht ausgewählt |
Gewindeschneiden, Winkelfenster | Minimaler Grenzwert: muss >= 0 sein Maximaler Grenzwert: muss < 9 999 999 sein | 0 |
Ergebniswerte
Gemessener Winkel: Der durch die Überwachung gemessene Winkel.
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
A | Abschaltpunkt | E | Winkel-Untergrenze |
B | Drehmomentauslöser | F | Winkel-Obergrenze |
C | Drehmomentauslöser Gewindeschneiden | G | Gemessener Drehwinkel |
D | Gewindeschneiden, Winkelfenster |
PTCPT - Spitzenmoment Vorgewindeschnitt
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Misst das maximale Drehmoment, das während der Überwachung erreicht wird (einschließlich Überschreitungen), und prüft, dass es innerhalb der Drehmomentgrenzwerte liegt. Alle Drehmomentwerte werden ignoriert, bis das Ende des Gewindeschnittwinkelfensters erreicht ist.
Parameter | Beschreibung |
|---|---|
Gewindeschneiden, Auslösedrehmoment | Muss >= 0 sein |
Gewindeschneiden, Winkelfenster | Muss > 0 sein |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
PVTH - Drehmoment nach Anzeige hoch
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Überwachung prüft, dass alle Drehmomentwerte in der Winkelfensterlänge unterhalb der Obergrenze liegen.
Das Winkelfenster beginnt ab dem Abschaltpunkt rückwärts mit dem Winkelwert, der für den Startwinkelfestgelegt wurde. Dabei werden die Winkel abgedeckt, die für die Winkelfensterlänge in Rückwärtsrichtung festgelegt wurden. Wenn der Startwinkel nicht festgelegt wird, beginnt das Winkelfenster am Abschaltpunkt. Die bei der Überwachung verwendeten Drehmomentwerte basieren auf dem mittleren Drehmomentwert, der durch die Probenanzahl berechnet wird. Wenn der Gesamtwinkel der Überwachung kleiner als der Startwinkel plus der Winkelfensterlänge ist, meldet die Überwachung NIO.
Parameter | Beschreibung |
|---|---|
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss > 0 sein |
Anzahl der Stichproben | Mindestwert =1 |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
PVTL - Drehmoment nach Anzeige niedrig
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Entspricht der Überwachung Drehmoment nach Anzeige hoch, wobei diese Überwachung prüft, ob alle Drehmomentwerte in der Winkelfensterlänge über der Untergrenze liegen.
Parameter | Beschreibung |
|---|---|
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss > 0 sein |
Anzahl der Stichproben | Mindestwert =1 |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
PrT – Vorherrschendes Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Die Überwachung berechnet den vorherrschenden Drehmomentwert in der Fensterlänge und überprüft, ob er innerhalb der Drehmomentgrenzwerte liegt. Das Winkelfenster beginnt ab dem Abschaltpunkt rückwärts mit dem Winkelwert, der für den Startwinkelfestgelegt wurde. Dabei werden die Winkel abgedeckt, die für die Winkelfensterlänge in Rückwärtsrichtung festgelegt wurden. Wenn der Startwinkel nicht festgelegt wird, beginnt das Winkelfenster am Abschaltpunkt. Der berechnete Wert des vorherrschenden Drehmoments ist der Mittelwert oder Spitzenwert des Drehmoments (abhängig von dem vom Benutzer eingestellten Parameter) während der Fensterlänge. Der berechnete Wert wird als Ergebnisdatensatz Gemessenes vorherrschendes Drehmoment gespeichert. Wenn der Drehmomentausgleich auf Ein gestellt ist, wird das gemessene, vorherrschende Drehmoment von allen Drehmoment-Ergebniswerten der darauffolgenden Stufen abgezogen. Zuvor berechnete, vorherrschende Drehmomentausgleichswerte werden nicht länger von den Drehmomentwerten abgezogen. Wenn der Drehmomentausgleich auf Aus eingestellt ist, erfolgt kein Abzug in den darauffolgenden Schritten.
Wenn der Gesamtwinkel der Überwachung kleiner als der Startwinkel plus der Fensterlänge ist, meldet die Überwachung NIO.
Das vorherrschende Drehmoment kann als Mittelwert der Messwerte oder bei Spitzenmoment gemessen werden. Um zwischen diesen beiden Modi zu wählen, stellen Sie den Parameter Wert verwenden entweder auf Mittleres Drehmoment (für Durchschnittswerte) oder Spitzenmoment (für Spitzenwert) ein.
Parameter | Beschreibung |
|---|---|
Drehmomentausgleich | Ein oder Aus. |
Startwinkel | Muss > 0 sein |
Fensterlänge | Muss >= 0 sein |
Unterer Grenzwert | Muss > 0 sein |
Oberer Grenzwert | Muss >= 0 sein |
Wert verwenden | Mittleres Drehmoment (für Durchschnittswerte) oder Spitzendrehmoment (für Spitzenwert). |
Pulszahl
Werkzeuge |
|---|
STR |
Diese Schrittüberwachung ist nur für folgende Werkzeuge verfügbar:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
Vor Verwendung der Schrittüberwachung Pulszahl muss die Lizenz Strategien mit niedrigen Reaktionskräften auf der Steuerung installiert sein.
Diese Überwachung misst die Anzahl der Impulse und bestätigt, ob diese zwischen der Unter- und der Obergrenze für die Pulszahl liegt.
Wenn die Drehmoment-Triggerschwelle festgelegt ist, beginnt die Prüfung, sobald das gemessenes Drehmoment über der Drehmoment-Triggerschwelle liegt.
Verwenden Sie bei Ausführung eines Verschraubungsschritts mit der Schrittüberwachung Pulszahl den erforderlichen PulseDrive-Aufsatz/-Adapter.
Wenn der Verschraubungsschritt ohne den erforderlichen PulseDrive-Aufsatz/-Adapter ausgeführt wird, sind alle Verschraubungen NIO. Bei einem fehlenden PulseDrive-Aufsatz/-Adapter wird der Schrittfehler „PulseDrive-Aufsatz/-Adapter nicht erkannt“ angezeigt.
Parameter | Beschreibung |
|---|---|
Obergrenze Pulszahl- n+ | Die Pulszahlgrenzen werden verwendet, um zu bestimmen, ob die gemessene Anzahl der Impulse IO oder NIO ist.
Die Obergrenze für die Pulszahl muss zwischen 1 und 9999999 liegen. Sie muss mindestens so hoch wie die Untergrenze für die Pulszahl sein. |
Untergrenze Pulszahl- n+ | Die Pulszahlgrenzen werden verwendet, um zu bestimmen, ob die gemessene Anzahl der Impulse IO oder NIO ist.
Die Untergrenze für die Pulszahl muss zwischen 1 und 9999999 liegen. Sie darf höchstens so hoch wie die Obergrenze für die Pulszahl sein. |
Drehmomentauslöser - Tt | Der Drehmomentauslöser muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
SOT - Abschaltmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Der Abschaltmoment ist der Punkt, an dem die Stufe ihr Ziel erreicht. Das Drehmoment wird am Abschaltpunkt gemessen und es wird überprüft, ob dieser Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
SOC - Abschaltstrom
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Der Abschaltmoment ist der Punkt, an dem die Stufe ihr Ziel erreicht. Der Strom wird am Abschaltpunkt gemessen und es wird überprüft, ob dieser Wert zwischen dem Oberen Grenzwert und Unteren Grenzwert liegt.
Parameter | Beschreibung |
|---|---|
Unterer Grenzwert | Niedrigster akzeptable Stromwert. |
Oberer Grenzwert | Höchster akzeptable Stromwert. |
SSD – Ratter-Erkennung
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Überwachung erkennt und meldet Ratter-Effekte während einer Stufe. Die Erkennung erfolgt, indem gezählt wird, wie oft das Drehmoment über der Triggerschwelle lag. Wenn die Anzahl größer als die Maximale Anzahl der Schwankungen ist, wird der Ratter-Fehler gemeldet. Die Überwachung wird in zwei Modi ausgeführt: Dynamisch oder Fest. Der Unterschied zwischen den Modi ist die Art und Weise, wie die Triggerschwelle berechnet wird.
Dynamisches Drehmoment: Die Triggerschwelle wird dynamisch als Prozentsatz des Spitzendrehmoments des aktuellen maximalen Drehmoments berechnet, das während der Überwachung erreicht wurde. Die Überwachung wird gestartet, sobald das Drehmoment den Startdrehmoment überschreitet.
Festes Drehmoment: Die Triggerschwelle ist das vom Benutzer angegebene Startdrehmoment. In diesem Modus wird der Prozentsatz nicht benötigt.
Wenn das Drehmoment niemals das Auslösedrehmoment erreicht, wird die Überwachung nicht gestartet. Dies führt zu einem NIO-Status.
Parameter | Beschreibung |
|---|---|
Typ | Gibt an, welche Art Haft-Gleit-Erkennung überwacht wird. Standardeinstellung: Dynamisches Drehmoment. |
Prozent Spitzendrehmoment | Standardeinstellung: 80%, Muss >= 10 und < 100 sein. |
Startdrehmoment | Standardeinstellung: 5, Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Maximale Oszillationszahl | Standardeinstellung: 5, Muss >= 3 und < 20 sein. |
Ti - Zeit
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Überwachung misst die während der Überwachung vergangene Zeit und prüft, dass der Wert innerhalb der Zeitgrenzwerte liegt. Die Zeitmessung beginnt zu Beginn der Überwachung oder, wenn das Startdrehmoment angegeben ist, an einem Punkt, wo das Drehmoment den Startdrehmoment zum ersten Mal während der Überwachung überschreitet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
TG – Drehmomentgradient
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Überwachung überprüft, ob der Gradient innerhalb der Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Endpunktüberprüfung | Wenn auf Ja gesetzt, wird nur der am Abschaltpunkt der Stufe gemessene Gradient anhand der Grenzwerte überprüft. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Unterer Grenzwert | Niedrigster akzeptabler Drehmomentgradient. Muss >= -100 sein. |
Oberer Grenzwert | Höchster akzeptabler Drehmomentgradient. Muss > -100 und > Untergrenze sein. |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
Winkel-Offset | Verfügbar, wenn Endpunktüberprüfung auf Nein gesetzt ist. Gibt die Gradzahl an, nach der die Berechnung des Gradienten beginnt, nachdem das Startdrehmoment zum ersten Mal überschritten wurde. |
TC - Drehmomentkalibrierung
Werkzeuge |
|---|
QST |
Diese Schrittüberwachung ist nur für Werkzeuge mit Mehrfach-Messwertgeber verfügbar.
Die Überwachung Drehmomentkalibrierung prüft, ob das maximal erreichte Drehmoment innerhalb der Drehmoment-Grenzwerte liegt.
Parameter | Beschreibung |
|---|---|
Messwertgebertyp | Drehmoment oder Drehmoment 2 Für den vorderen Messwertgeber des Werkzeugs auf Drehmoment 2 setzen. |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
TAW – Drehmoment im Winkelfenster
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Überwachung prüft, dass alle Drehmomentwerte im Winkelfenster innerhalb der Drehmomentgrenzwerte liegen.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Startwinkel | Muss > 0 sein |
Fensterlänge | Muss <= 0 sein |
Unterer Grenzwert | Muss >= 0 sein |
Oberer Grenzwert | Muss > 0 sein Muss > Unterer Grenzwert sein |
NIO wenn Fenster passiert wird | Wenn auf Ja gesetzt, ist der Status der Überwachung NIO, wenn das Ende des Winkelfensters nicht erreicht wird. |
TRD - Drehmomentanstieg und Abweichung
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Stufenüberwachung misst und prüft den Drehmomentanstieg, d. h. das Verhältnis von Drehmoment zu Winkel. Der berechnete Drehmomentanstieg ist in Ordnung, wenn er zwischen dem Oberen Grenzwert und Unteren Grenzwert der Drehmomentanstiegsgrenzen liegt.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Drehmoment am Winkel-Startpunkt. |
Startpunkt, Winkel | Die Drehmomentmessung beginnt, sobald der Startpunkt-Winkel des Startdrehmoments gemessen wurde. |
Endpunkt, Winkel | Winkelpunkt am Stopppunkt der Drehmomentmessung |
Endpunkt, Drehmoment | Drehmoment am Stopppunkt der Drehmomentmessung |
Unterer Grenzwert | Niedrigstes akzeptables Drehmoment. |
Oberer Grenzwert | Höchstes akzeptables Drehmoment. |
Grenze | Muss > 0 sein |
CI - Klick
Werkzeuge |
|---|
MWR-T MWR-TA |
Diese Schrittüberwachung ist für IxB-Werkzeuge nicht verfügbar.
Überwachung zur Aktivierung von Knickschlüssel- und Klickwinkelergebnissen. Diese Überwachung hat keine Einstellungen und kann nur mit dem MWR-Schritt verwendet werden.
LD - Erkennung gelöster Verschraubungen
Werkzeuge |
|---|
ST-Wrench |
Diese Schrittüberwachung ist nur für STwrench-Werkzeuge verfügbar.
Dieser Monitor kann zur Überprüfung von Drehmoment und Richtung verwendet werden, um festzustellen, ob bei der Schrittstrategie Drehmomentschlüssel – Produktion für einen STwrench ein Lösen versucht wird. Wenn das in entgegengesetzter Richtung zur konfigurierten Verschraubungsrichtung des Programms angelegte Drehmoment über dem als Lösen-Grenze gesetzten Wert liegt, wird das Ergebnis als NOK ausgegeben.
Stufeneinschränkungen
Die Verfügbarkeit von Verschraubungsschritten,Überwachungen und Einschränkungen hängt von der spezifischen, auf dem Controller installierten Lizenz ab.
Zur Sicherstellung, dass die Verschraubung stoppt, wenn etwas Unerwartetes eintritt, können dem mehrstufigen Verschraubungsprogramm Schrittenschränkungen hinzugefügt werden. Diese Einschränkungen könnten beispielsweise prüfen, dass kein maximales Drehmoment erreicht wird oder dass kein Teil der mehrstufigen Verschraubung zu lange dauert. Jede Stufe enthält seine eigenen obligatorischen und fakultativen Einschränkungen. Die obligatorischen Einschränkungen sind verfügbar, wenn eine neue Stufe in das mehrstufige Programm gezogen wird. Für alle Stufen können jeweils bis zu vier Einschränkungen gelten.
Bei synchronisierten Verschraubungen an der Power Focus 6000 und Power Focus 8 können im Verschraubungsprogramm Synchronisierungspunkte verwendet werden. Wenn eine für eine Einschränkung festgelegte Bedingung erfüllt ist, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt (nur gültig für synchronisierte Verschraubungen an der Power Focus 6000, Power Focus 8 und Flex) oder zum Programmende. Bei Steuerungen ohne synchronisierte Verschraubung wird das Werkzeug sofort gestoppt und das Programm springt zum Ende.
Nur für Flex:
Wählen Sie für jede Einschränkung Reparabel = Ja aus, um einen Neuversuch zu erlauben, wenn die Verschraubung stoppt.
Die folgenden Einschränkungen werden automatisch jeder Stufe hinzugefügt, die dem mehrstufigen Verschraubungsprogramm hinzugefügt wird.
Stufeneinschränkung | Geltende Stufen |
|---|---|
Höchstzeit | Alle außer Externes Ergebnis und MWR |
Maximales Drehmoment |
|
Höchstwinkel |
|
Power Focus 6000 / Power Focus 8 | Power Focus 6000 mit synchronisierter Verschraubung / Power Focus 8 mit synchronisierter Verschraubung | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect | |||
XB |
CTh - Gewindeausriss
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft den Winkel ab dem Punkt, an dem das Drehmoment das Startdrehmoment (T1) überschreitet, bis zu dem Punkt, an dem das Drehmoment das Enddrehmoment (T2) überschreitet. Wenn der ab dem Startdrehmoment (T1) gemessene Winkel größer als der obere Grenzwert (Amax) ist, wird das Werkzeug sofort gestoppt.
Wenn das Drehmoment das Enddrehmoment (T2) überschreitet, wird der gemessene Winkel mit dem unteren Grenzwert (Amin) verglichen. Wenn der Winkel kleiner als dieser Grenzwert ist, stoppt das Werkzeug sofort.
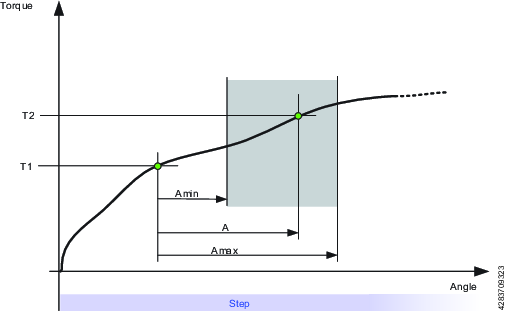
Parameter | Beschreibung | In Abbildung |
|---|---|---|
Startdrehmoment | Muss <= 0 sein. | T1 |
Enddrehmoment | Muss <= 0 sein. | T2 |
Minimaler Grenzwert | Der untere Winkelgrenzwert | Amin |
Maximaler Grenzwert | Der obere Winkelgrenzwert | Amax |
C - Strom
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Schritteinschränkung wird von Power Focus XC nicht unterstützt.
Die Einschränkung prüft den Ist-Strom, bei dem das Drehmoment den Drehmomentauslöser überschreitet. Wenn der Ist-Strom die Grenzwerte überschreitet, wird das Werkzeug sofort gestoppt und das Verschraubungsprogramm springt zum nächsten Synchronisierungspunkt oder zum Programmende. Das Ergebnis ist der erste Spitzen- oder Niedrigwert, der bei der Überwachung zum NOK geführt hat. Im Fall von OK wird der zuletzt gemessene Stromwert angezeigt. Wenn der Drehmomentauslöser während der Einschränkung zu keiner Zeit erreicht wird, endet diese mit dem OK-Status.
Parameter | Beschreibung |
|---|---|
Drehmomentauslöser | Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Unterer Grenzwert | Niedrigster akzeptable Stromwert. |
Oberer Grenzwert | Höchster akzeptable Stromwert. |
A - Maximaler Winkel
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung misst den Winkel. Wenn der gemessene Winkel den maximalen Grenzwert erreicht, stoppt das Werkzeug sofort. Der Winkel wird ab Beginn der Einschränkung oder, falls angegeben, ab dem Punkt gemessen, an dem das Drehmoment das Startdrehmoment zum ersten Mal während der Einschränkung überschreitet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Bei Angabe ist dies das Startmoment, ab dem die Winkelmessung beginnt. |
Maximaler Grenzwert | Wenn dieser Grenzwert erreicht ist, stoppt das Werkzeug sofort. |
T – Maximales Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft das Drehmoment. Wenn das gemessene Drehmoment den maximalen Grenzwert überschreitet, stoppt das Werkzeug sofort.
Parameter | Beschreibung |
|---|---|
Maximaler Grenzwert | Wenn das Drehmoment den festgelegten Grenzwert erreicht, stoppt das Werkzeug sofort. |
Ti - Höchstzeit
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft die Zeit. Wenn der maximale Grenzwert erreicht ist, wird das Werkzeug sofort angehalten.
Parameter | Beschreibung |
|---|---|
Maximaler Grenzwert | Wenn diese Zeit abgelaufen ist, stoppt das Werkzeug sofort. |
Rh - Rehit
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft das Drehmoment. Wenn das gemessene Drehmoment das Erkennungsdrehmoment übersteigt, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt (für Power Focus 6000 Synchronisierte Verschraubung und Power Focus 8 Synchronisierte Verschraubung) oder zum Programmende.
Die Stufe Rehit kann nur zur ersten Stufe eines mehrstufigen Verschraubungsprogramms hinzugefügt werden. Sobald die Rehit-Einschränkung zur ersten Stufe hinzugefügt wurde, kann die Stufe zu keiner anderen Position innerhalb des Verschraubungsprogramms verschoben werden. Die Rehit-Einschränkung muss aus der ersten Stufe gelöscht werden, um diese an eine andere Position innerhalb des Verschraubungsprogramms verschieben zu können.
Parameter | Beschreibung |
|---|---|
Erkennungsmoment | Wenn das gemessene Drehmoment das Erkennungsdrehmoment übersteigt, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt (für Power Focus 6000 Synchronisierte Verschraubung und Power Focus 8 Synchronisierte Verschraubung) oder zum Programmende. Muss größer als Null sein. |
Winkelfenster | Das Winkelfenster wird ab dem Start der Stufe gemessen. Ist kein Winkelfenster festgelegt, so bleibt die Einschränkung für die gesamte Stufe aktiv. |
RT – Rückgängiges Drehmoment
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung überprüft das Drehmoment. Wenn das gemessene Drehmoment unter die Bedingung der Einschränkung fällt, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt (für Power Focus 6000 Synchronisierte Verschraubung und Power Focus 8 Synchronisierte Verschraubung) oder zum Programmende.
Drehmomentsteuerungsverfahren
Die einschränkende Bedingung ist das gemessene Drehmoment. Damit die Einschränkung aktiv ist, muss das Drehmoment zunächst 110 % des Grenzwertes für rückgängiges Drehmoment überschreiten.Winkelsteuerungverfahren
Diese Einschränkung prüft, ob das maximale Drehmoment während der Einschränkung erreicht wird. Damit die Einschränkung aktiv ist, muss das Drehmoment zunächst das Startdrehmoment überschreiten.
Parameter | Beschreibung |
|---|---|
Grenzwert rückgängiges Drehmoment | Standardeinstellung: 10 Nm. Muss > 0 sein. |
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss > 0 sein. |
Prozent Spitzendrehmoment | Standardeinstellung: 95. Muss >= 50 sein. |
Zeit für rückgängiges Drehmoment | Standardeinstellung: 20. Muss >= 5 und <= 500 sein. |
Rückgängiger Drehmomentwinkel | Muss > 0 sein. |
Kabelwerkzeuge haben die Option, eine Drehmomentaufhebung für den Winkel zu wählen. Diese Einschränkung wird von zwei Parametern gesteuert: Prozentsatz Spitzendrehmoment und Zeit für rückgängiges Drehmoment. Der Prozentsatz legt die Abweichung vom letzten Spitzendrehmoment nach unten fest, und die Zeit für rückgängiges Drehmoment legt die Dauer (zwischen 5 und 500 ms) dieser Abweichung fest. Nur wenn beide Bedingungen (gleich oder kleiner als der angegebene Prozentsatz für die eingestellte Dauer) erfüllt sind, wird das Programm unterbrochen und springt zum Ende.
TG – Drehmomentgradient
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Einschränkung prüft den Gradienten. Wenn dieser außerhalb der Grenzwerte liegt, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Startdrehmoment | Muss > 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Minimaler Grenzwert | Muss >= -100 sein. |
Maximaler Grenzwert | Muss > -100 und > Untergrenze sein. |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
TAW – Drehmoment im Winkelfenster
Werkzeuge |
|---|
ES STR SL ST SR QST STB IXB |
Diese Einschränkung prüft, ob das gemessene Drehmoment in der Winkelfensterlänge innerhalb der Drehmomentgrenzwerte liegt. Wenn das gemessene Drehmoment außerhalb der Grenzwerte liegt, wird das Werkzeug sofort gestoppt und das Programm springt zum Ende. Die Winkelfensterlänge beginnt am Startwinkel ab dem Punkt, wo das Drehmoment das erste Mal das Auslösedrehmoment überschritten hat. Wenn das Auslösedrehmoment nicht eingestellt ist, beginnt der Startwinkel zu Beginn der Einschränkung.
Wenn das Ende der Winkelfensterlänge nicht erreicht wird, lautet der Status der Einschränkung NIO.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Startwinkel | Muss >= 0 sein |
Fensterlänge | Muss >0 sein |
Minimaler Grenzwert | Muss >= 0 sein |
Maximaler Grenzwert | Muss <= Minimaler Grenzwert sein |
TCD – Drehmoment/Strom-Abweichung
Werkzeuge |
|---|
ES STR SL ST SR QST IXB |
Diese Einschränkung prüft, ob alle Strommessungen, die in den entsprechenden Drehmomentwert umgewandelt wurden, höchstens mit maximaler Abweichung vom tatsächlich mit dem Drehmomentgeber gemessenen Drehmoment entfernt sind. Die Einschränkung beginnt, wenn das Drehmoment das Auslösedrehmoment zum ersten Mal während der Stufe erreicht, und ist aktiv, bis die Stufe ihr Ziel erreicht.
Wird das Startdrehmoment nicht erreicht, wird die Überwachung mit IO gemeldet.
Parameter | Beschreibung |
|---|---|
Startdrehmoment | Muss >= 0 sein |
Maximale Abweichung | Standardeinstellung: 1, Muss > 0 sein |
PCH - Pulszahl hoch
Werkzeuge |
|---|
STR IXB |
Diese Einschränkung ist nur für folgende Werkzeuge verfügbar:
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
ITB-P
Vor Verwendung der Einschränkung Pulszahl muss die Lizenz Strategien mit niedrigen Reaktionskräften auf der Steuerung installiert sein.
Diese Einschränkung beschränkt die Anzahl der Impulse und stellt sicher, dass diese unter der festgelegten Obergrenze für die Pulszahl liegt.
Wenn die gemessene Anzahl der Impulse über der Obergrenze für die Pulszahl liegt, wird das Werkzeug sofort gestoppt und das Programm springt zum nächsten Synchronisierungspunkt oder zum Programmende.
Wenn die Drehmoment-Triggerschwelle festgelegt ist, beginnt die Prüfung, sobald das gemessenes Drehmoment über der Drehmoment-Triggerschwelle liegt.
Verwenden Sie bei Ausführung eines Verschraubungsschritts mit der Schritteinschränkung Pulszahl hoch den erforderlichen PulseDrive-Aufsatz/-Adapter.
Wenn der Verschraubungsschritt ohne den erforderlichen PulseDrive-Aufsatz/-Adapter ausgeführt wird, sind alle Verschraubungen NIO. Bei einem fehlenden PulseDrive-Aufsatz/-Adapter wird der Schrittfehler „PulseDrive-Aufsatz/-Adapter nicht erkannt“ angezeigt.
Parameter | Beschreibung |
|---|---|
Obergrenze Pulszahl- n+ | Die Obergrenze für die Pulszahl muss zwischen 1 und 9999999 liegen. |
Drehmomentauslöser - Tt | Der Drehmomentauslöser muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
Ergebnisberichte
Über Ergebnisberichte können bestimmte Werte eines ausgewählten Erzeugers aus dem Ergebnis extrahiert werden. Die Ergebnisberichte gehören zu einem Schritt, müssen aber an die Überwachung/Einschränkung gebunden werden, von der sie die Werte auslesen sollen. Es können nur Überwachungen oder Einschränkungen ausgewählt werden, die sich im gleichen Schritt wie der Ergebnisbericht befinden. Ein Ergebnisbericht wird einem Schritt über Drag&Drop hinzugefügt (so wie Überwachungen und Einschränkungen). Jeder Ergebnisbericht kann einen bestimmten Ergebniswert melden (z.B. Einschraubwinkel, Enddrehmoment, Sicherungsmoment).
Ergebnisberichte können gebunden werden an:
Programmüberwachungen
Stufenüberwachungen
Schritteinschränkungen
Jeder Ergebnisbericht definiert einen Endwerttyp:
Finaler Winkel
Enddrehmoment
Sicherungsmoment
Selbstschneidemoment
Aktuell
Einschraubwinkel
Anzahl Impulse
Allgemeine Parameter
Parameter | Beschreibung |
|---|---|
Erzeuger | Gibt an, welche Überwachung/Einschränkung den Wert erzeugen soll. |
Wert | Gibt an, welcher Wert vom ausgewählten Erzeuger angezeigt werden soll. |
Einschränkungen:
Ein Ergebnisbericht kann nur einer Überwachung/Einschränkung hinzugefügt werden, die zu einem Schritt im Hauptpfad oder zu einer Programmüberwachung/Programmeinschränkung gehört.
In einem Schritt können mehrere Ergebnisberichte vorhanden sein, wenn sie unterschiedlichen Typs sind.
Beispielsweise kann es einen Ergebnisbericht vom Typ Endwinkel in jedem Schritt und für Programmüberwachung Winkel geben.
Bei Überwachungen/Einschränkungen mit mehr als einem Ergebniswert können mehrere Ergebnisberichte hinzugefügt werden, wenn sie unterschiedlichen Typs sind.
In einem Schritt oder einer Programmüberwachung/Programmeinschränkung können nicht mehrere Ergebnisberichte desselben Typs vorhanden sein.
Für jeden möglichen Endwerttyp wird nur ein Ergebnis gemeldet.
Regeln:
Die interne Nummer eines Ergebniselements muss mit der des entsprechenden Ergebnisberichts übereinstimmen.
Die interne Nummer eines Überwachungs-/Einschränkungsergebnisses muss mit der internen Nummer der Überwachung/Einschränkung in der Konfiguration übereinstimmen.
Die Schrittergebnisse müssen in der Reihenfolge der Ausführung sortiert werden. Der zuerst ausgeführte Schritt muss der ersten sein.
Mögliche Werte, die von einem Ergebnisbericht gemeldet werden können (falls in Überwachung/Einschränkung/Schritt vorhanden):
Die Messwerte der Überwachung/Einschränkung (als Gleitkomma- oder Ganzzahl)
Die Ober- und Untergrenzen der Überwachung/Einschränkung
Status
Drehmomentauslöser und Winkelauslöser
Solldrehmoment und Sollwinkel (Lesen aus Schritt)
Mögliche Statuswerte:
Niedrig
i.O.
Hoch
Sonstiges
Nicht Gesetzt
Die Sollwerte gehören zu keiner Schrittüberwachung, daher werden die Sollwerte aus dem Schritt entnommen, zu dem die Überwachung gehört.
Hinzufügen eines mehrstufigen Programms
Wählen Sie im Startbildschirm die Registerkarte Verschraubung. Wählen Sie dann links Multistep-Programmbibliothek.
Wählen Sie das Plus-Symbol in der oberen rechten Ecke der Benutzeroberfläche aus. Wählen Sie dann den Programmtyp (Verschrauben oder Lösen) aus.
Ziehen Sie die Verschraubungsschritte, Überwachungen und Einschränkungen per Drag-&-Drop in den Verschraubungsbereich.
Schritte können nur zwischen Start- und Endpunkt des Programms platziert werden, während Überwachungen und Einschränkungen nur auf Schritten platziert werden können.
Funktion
Beschreibung
Start- und Endpunkte

Start- und Endpunkte des Multistep-Programms. Alle Stufen müssen zwischen diesen beiden Punkten platziert werden.
Eine Stufe hinzufügen

Ziehen Sie eine Stufe aus der Liste und legen Sie sie an der gewünschten Position zwischen den Start- und Endpunkten ab.
Eine Stufe verschieben

Klicken und halten Sie eine Stufe und bewegen Sie sie zur gewünschten Position
Anzeigen der Stufeneigenschaften

Klicken Sie auf die Stufe, damit die Eigenschaften angezeigt werden
Schließen der Stufeneigenschaften

Klicken Sie auf einen beliebigen Punkt im Verschraubungsbereich, um das Einstellungsmenü zu schließen
Einen Schritt löschen

Öffnen Sie die Stufeneigenschaften und klicken Sie am Ende des Menüs auf Löschen
Eine Beschränkung/Überwachung hinzufügen

Ziehen Sie eine Beschränkung/Überwachung aus der Liste und setzen Sie sie auf der gewünschten Stufe ab.
Eine Beschränkung/Überwachung verschieben

Klicken und halten Sie das Symbol (Haken für Überwachung, Stoppschild für Beschränkung) und ziehen Sie es per Drag and Drop auf eine geeignete Stufe
Anzeigen der Eigenschaften der Beschränkung/Überwachung

Klicken Sie auf das Symbol für Beschränkung/Überwachung, damit das Eigenschaftenmenü angezeigt wird
Schließen der Eigenschaften der Beschränkung/Überwachung

Klicken Sie auf einen beliebigen Punkt im Verschraubungsbereich, um das Einstellungsmenü zu schließen
Eine Beschränkung/Überwachung löschen

Öffnen Sie die Eigenschaften der Beschränkung/Überwachung und klicken Sie am Ende des Menüs auf Löschen
Stufenfehler

Wenn es bei einer Stufe zu einem Validierungsfehler kommt, wird diese Stufe gekennzeichnet. Beachten Sie, dass der Parameter, der den Fehler verursacht, bei geöffneten Stufeneigenschaften ebenfalls gekennzeichnet wird.
Überwachungs-/Beschränkungsfehler

Wenn es bei einer Überwachung oder Beschränkung zu einem Validierungsfehler kommt, wird diese Überwachung oder Beschränkung gekennzeichnet. Beachten Sie, dass der Parameter, der den Fehler verursacht, bei geöffneten Eigenschaften der Beschränkung/Überwachung ebenfalls gekennzeichnet wird.
Verbotene Platzierung

Wenn eine bestimmte Platzierung (einer Stufe, Überwachung oder Beschränkung) nicht zulässig ist, wird das Platzhaltersymbol nicht angezeigt.
Löschen eines mehrstufigen Programms
Rufen Sie in der Startansicht die Registerkarte Verschraubung auf und wählen Sie auf der linken Seite Multistep-Programmbibliothek aus.
Wählen Sie aus der Liste das Multistep-Verschraubungsprogramm aus, das gelöscht werden soll.
Wählen Sie am Ender der Parameter des ausgewählten Programms Löschen aus. Eine Warnmeldung wird angezeigt
Wählen Sie im Dialogfenster Ja, um Ihre Auswahl zu bestätigen.
Einstellungen für ein Multistep-Programm
Allgemeine Einstellungen
Parameter | Beschreibung |
|---|---|
Bezeichnung | Ein benutzerdefinierter Name für das mehrstufige Programm |
Drehrichtung | Drehrichtung der Gewinde, entweder im oder gegen den Uhrzeigersinn. |
Löseprogramm | Gibt an, ob ein Löseprogramm verfügbar ist. Wählen Sie aus der Liste der im Controller verfügbaren Löseprogramme aus. |
Typ | Typ des Programm, entweder Anziehen oder Lösen. |
Programmstart | Gibt das Drehmoment für die Generierung eines Ergebnisses an. Bleibt das Feld leer, wird das Ergebnis jedes Mal generiert, wenn das Werkzeug gestartet wird. Andernfalls wird das Ergebnis nur vom eingestellten Drehmomentpegel generiert. |
Max Drehmoment programmieren | Gibt den Drehmomentwert an, der ein mehrstufiges Verschraubungsprogramm stoppt. |
Programmendeszeit abgelaufen | Gibt den Zeitwert (in Sekunden) an, der eine mehrstufige Verschraubung stoppt. |
Wahrer Winkelausgleich | Schaltet den True-Angle-Ausgleich ein oder aus (standardmäßig aus). |
NIO bei Startknopf losgelassen | Der Schalter NIO bei Startknopf losgelassen ist eine Verschraubungsprogrammeinstellung, bei der bestimmt wird, ob der Startknopf am Werkzeug vor Erreichen des vorgesehenen Zustands in der letzten Stufe losgelassenen werden darf.
|
Befestigungs-Tuning
Parameter | Beschreibung |
|---|---|
Befestigungs-Tuning verwenden | Auswählen, ob Befestigungs-Tuning ein- oder ausgeschaltet sein soll. |
Getriebeübersetzung | Der Wert für die Getriebeübersetzung muss zwischen 0,5 und 100,0 liegen. |
Effizienz-Tuning | Der Wert für das Effizienz-Tuning muss zwischen 0,5 und 1,0 liegen. |
Umgekehrte Anzugsrichtung | Einstellung, die eine Umkehrung der Anzugsrichtung ermöglicht.
|
Programmüberwachung
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Winkelüberwachung für das gesamte Programm Ein oder Aus. Wenn Aktiv in Stufen und Startdrehmoment leer gelassen werden, startet die Winkelüberwachung beim Programmstart. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Überwachung gültig ist:
|
Typ | Typ der Winkelüberwachung. Wählen Sie zwischen:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments für die Winkelüberwachung fest. Bei STB-Werkzeugen wird Startdrehmoment nur in der Verschraubungsrichtung aktiviert, wenn ein Verschraubungsprogramm ausgeführt wird; und nur in Löserichtung beim Ausführen eines Löseprogramms. |
Unterer Grenzwert | Legt den unteren Grenzwert für die Winkelüberwachung (Programm) fest. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Winkelüberwachung (Programm) fest. |
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Drehmomentüberwachung für das gesamte Programm Ein oder Aus. Wenn Aktiv in Stufen frei bleibt, beginnt die Drehmomentüberwachung beim Programmstart. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Überwachung gültig ist:
|
Typ | Typ der Drehmomentüberwachung:
|
Unterer Grenzwert | Legt den unteren Grenzwert für die Drehmomentüberwachung (Programm) fest. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Drehmomentüberwachung (Programm) fest. |
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Zeitüberwachung für das gesamte Programm Ein oder Aus. Diese Überwachung prüft, ob die Zeit innerhalb der festgelegten Grenzwerte liegt. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Überwachung gültig ist:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments fest, bei dem diese Überwachung starten soll. |
Unterer Grenzwert | Legt den unteren Grenzwert für die Zeitüberwachung (Programm) fest. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Zeitüberwachung (Programm) fest. |
Programmeinschränkungen
Parameter | Beschreibung |
|---|---|
Maximale Zeitspanne | Wert in Sekunden. Diese Einschränkung prüft die Gesamtdauer der Verschraubung. Wird der Wert Zeit hoch überschritten, wird das Werkzeug sofort gestoppt. Die Zeit wird ab dem Start des Programms gemessen. |
Oberer Drehmomentgrenzwert | Diese Einschränkung prüft das Drehmoment. Überschreitet das gemessene Drehmoment den Wert Drehmoment hoch, wird das Werkzeug sofort gestoppt. |
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Winkelbeschränkung für das gesamte Programm Ein oder Aus. Diese Einschränkung prüft, ob der Winkel innerhalb der festgelegten Winkelgrenzwerte liegt. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Einschränkung gültig ist:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments fest, bei dem diese Einschränkung starten soll. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Winkelbeschränkung (Programm) fest. |
Parameter | Beschreibung |
|---|---|
Aktiviert | Schaltet die Zeiteinschränkung für das gesamte Programm Ein oder Aus. Diese Einschränkung prüft, ob die Zeit innerhalb der festgelegten Zeitgrenzwerte liegt. |
Aktiv in Stufen | Legt einen Bereich von Schritten fest, in dem diese Einschränkung gültig ist:
|
Startdrehmoment | Legt den Wert des Auslösedrehmoments fest, bei dem diese Einschränkung starten soll. |
Oberer Grenzwert | Legt den oberen Grenzwert für die Zeiteinschränkung (Programm) fest. |
Berichte
Hier können Sie auswählen, welche Werte (aus der Überwachung / Einschränkung) als Endwerte angezeigt werden sollen. Wählen Sie Hinzufügen, um einen Ergebnisbericht auszuwählen, der mit einem Programmüberwachungs- / Einschränkungswert verknüpft werden soll.
Parameter | Beschreibung |
|---|---|
Reporter | Wählen Sie einen Ergebnisbericht aus. |
Erzeuger | Wählen Sie aus, welche Überwachung / Einschränkung den Wert erzeugen soll. |
Wert | Wählen Sie aus, welcher Wert vom ausgewählten Erzeuger angezeigt werden soll. |
Korrelationsfaktor Restmoment
Diese Einstellung gilt nur für Verschraubungsstufen mit niedriger Reaktionskraft. Die folgenden Stufen werden unterstützt:
TensorPulse-Verschrauben bis Drehmoment (TPT)
TensorPulse-Lösen bis Drehmoment (TPT)
Impuls-Verschrauben bis Drehmoment (IT)
Impuls-Lösen bis Drehmoment (IT)
Parameter | Beschreibung |
|---|---|
Aktiviert | Auswählen, ob der Korrelationsfaktor Restmoment Ein oder Aus sein soll. |
Korrelationsfaktor Restmoment | Der Wert kann zwischen 50 und 150 liegen. |
Kurvenkonfiguration
Die Kurvenkonfiguration kann auf Programmebene oder für jeden Schritt erfolgen. Die Standardkonfiguration wird auf Programmebene festgelegt und kann bei Bedarf in jedem Schritt außer Kraft gesetzt werden.
Hier ermöglicht das Aktivieren dieser Funktion die Konfiguration auf Programmebene.
Parameter | Beschreibung |
|---|---|
Aktiviert |
|
Sampling-Typ |
|
Sampling-Zeit | Wählen Sie die Sampling-Zeit aus der Dropdown-Liste aus (0,25 - 1000 ms) |
Sampling-Winkel | Wählen Sie den Sampling-Winkel aus der Dropdown-Liste aus (0,25 - 20 Grad) |
Validierung
Parameter | Beschreibung |
|---|---|
Abgleich mit den Werkzeugwerten | Verwenden Sie Ein, wenn das Werkzeug bekannt ist, und stellen Sie Max. Drehmoment und Max. Drehzahl ein. Verwenden Sie Aus, wenn das Werkzeug unbekannt ist. |
Werkzeug | Dropdownmenü zur Auswahl des Werkzeugs für den Abgleich. |
Max. Drehmoment | Das maximale Drehmoment des abzugleichenden Werkzeugs |
Max. Drehzahl | Die maximale Drehzahl des abzugleichenden Werkzeugs |
Relevante Informationen
Arbeiten mit der Registerkarte Stapelprogrammsequenz
Gruppensequenzen werden zur Ausführung einer spezifizierten Anzahl von Verschraubungen in einer spezifischen Reihenfolge verwendet.
Die Verschraubungsreihenfolge kann entweder einem festen Schema folgen oder frei dem Bediener überlassen werden. In jedem Fall können die Buchsen oder Signale zur Kommunikation zwischen dem Werkzeug und dem Bediener verwendet werden.
Es wird eine Gruppe eingerichtet, um eine bestimmte Anzahl an aufeinanderfolgenden Verschraubungen mit demselben Verschraubungsprogramm durchzuführen. Gruppen müssen über ein spezifiziertes Verschraubungsprogramm und eine spezifizierte Gruppengröße verfügen, um ausgeführt werden zu können.
Eine Stapelprogrammsequenz ist ein geordneter Satz von Stapelprogrammen, wenn der Vorgang eine Kombination aus Stapelprogrammen und Verschraubungsprogrammen erfordert.
Eine Chargensequenz kann aus bis zu 99 Chargen bestehen, die über eine Chargengröße von bis zu 250 Anziehvorgängen verfügen. Die Chargen in einer Chargensequenz werden in der aufgeführten Reihenfolge durchgeführt. Es kann auch ein Buchsenwahlschalter verwendet werden, um die Reihenfolge der Chargen zu bestimmen.
Eine Stapelprogrammsequenz ist abgeschlossen (und das Werkzeug kann arretiert werden), wenn eine der folgenden Bedingungen zutrifft:
Alle Schraubvorgänge wurden entweder mit einem Ergebnis IO oder NIO abgeschlossen.
Das Signal Timer für Sequenzabbruch beendet die Aufgabe. Nicht ausgeführte Verschraubungen werden mit dem Ergebnis NIO gemeldet.
In diesem Abschnitt
Gruppensequenz-Einstellungen
Im Menü Gruppensequenz werden Einzelheiten einer einzelnen Gruppensequenz mit folgenden Konfigurationselementen angezeigt:
Name: Name und Indexnummer der Sequenz.
Einstellungen: Parameter zur Steuerung des Ablaufs und der Reihenfolge der Verschraubungen.
Gruppenkonfiguration: Funktion zum Erstellen der Gruppensequenz aus einzelnen Verschraubungsprogrammen. Ein Stapelprogramm besteht aus einem einzelnen Verschraubungsprogramm, das mehrmals wiederholt wird.
Parameter | Beschreibung |
|---|---|
Bezeichnung | Der Name der Stapelprogrammsequenz besteht aus einer Indexnummer kombiniert mit optionalen Zeichen. Die Indexposition kann nicht geändert werden. Eine neue Konfiguration erhält die kleinstmögliche, verfügbare Indexnummer. Die Indexnummer ist wichtig, wenn Quellen und Indexnummern als Teil der Aufgabenauswahl verwendet werden. |
Parameter | Beschreibung | Default Value (Standardeinstellung) |
|---|---|---|
Werkzeugverriegelung bei abgeschl. Gruppensequenz | Eine Gruppensequenz ist abgeschlossen, wenn der Gruppensequenzzähler der Gruppensequenzgröße entspricht. Am: Das Werkzeug wird verriegelt, und ein Verschraubungsprogramm oder eine Gruppensequenz muss ausgewählt werden, um mit den Verschraubungen fortzufahren. Aus: Nach Abschluss kann die Gruppensequenz wiederholt werden. | Ein |
Freie Reihenfolge | Nein: Die konfigurierten Gruppen werden in der aufgeführten Reihenfolge ausgeführt, sofern sie zur Ausführung von Verschraubungen konfiguriert wurden. Bei einer Stecknuss-Spezifizierung fordert das System die jeweilige Stecknuss an, wenn die Gruppe ausgeführt werden soll. Ja: Die konfigurierten Gruppen können in einer beliebigen Reihenfolge ausgeführt werden. Der Bediener muss im System angeben, welche Charge mithilfe eines Stecknussselektors ausgewählt werden muss. Eine Gruppe wird als abgeschlossen betrachtet, wenn alle Verbindungen abgeschlossen wurden. | Nein |
Zähler erhöhen bei NIO | Damit wird ermöglicht, dass der Gruppenzählungswert erhöht wird, obwohl die Verschraubung als NIO gemeldet wird. Damit die Funktion Max. aufeinanderfolgende NIO (für die maximale Anzahl von Verschraubungen einer einzelnen Schraube) verwendet werden kann, muss Erhöhung bei NIO auf Nein eingestellt werden. Wenn dieser Parameter auf Ja eingestellt wird, kann die Sequenz mit der nächsten Verschraubung fortgesetzt werden. | Nein |
Max. aufeinanderfolgende NIO | Bei der Einstellung Max. aufeinanderfolgende NIO-Verschraubungen handelt es sich um eine festgelegte maximal zulässige Anzahl von aufeinanderfolgenden NIO-Verschraubungen in einer Gruppe. Bei Erreichen des Werts für Max. aufeinanderfolgende NIO wird Zu viele NIO-Verschraubungen (4020) angezeigt. | 0 |
Abnahme bei Lockerung OK | Verringert den Zähler innerhalb der gerade aktiven Charge. Eine abgeschlossene Gruppe kann nicht verringert werden. Nie: Die Einstellung ist aus. Der Zähler wird nicht verringert, wenn Lösen in der aktiven Gruppe vorgenommen wird. Immer: verringert den Zähler beim Lösen in den aktiven Gruppen, wenn das letzte Schraubergebnis IO war. Wenn das letzte Schraubergebnis IO ist: verringert den Zähler beim Lösen in einer aktiven Gruppe, ungeachtet vorheriger Schraubergebnisse. | Nie |
Timer für Sequenzabbruch | Am: Die ausgewählte Gruppensequenz kann innerhalb eines spezifizierten Zeitlimits abgebrochen werden. Aus: Die ausgewählte Stapelprogrammsequenz kann nicht abgebrochen werden. | Aus |
Zeitabbruch | Zeit in Sekunden. | 10 s |
Parameter | Beschreibung |
|---|---|
Verschraubungsprogramm | Das für die Gruppe zu verwendende Verschraubungsprogramm |
Gruppengröße | Anzahl der von der Gruppe ausgeführten Verschraubungen. Eine Gruppe kann maximal 99 Verschraubungen umfassen. Bei der Gruppengröße 0 kann die Gruppe eine unbegrenzte Anzahl von Verschraubungen umfassen. |
Bezeichner-Nummer | Bei Verwendung eines Aufsatz-Selektors wird diese Steckposition zur Aktivierung der Gruppe verwendet. |
Hinzufügen eines neuen Stapelprogramms zu einer Stapelprogrammsequenz
Wechseln Sie im Hauptmenü zu Gruppensequenz. Im Arbeitsbereich wird eine Liste von Stapelprogrammsequenzen angezeigt:
Wählen Sie das Plus-Symbol in der oberen rechten Ecke aus.
Vergeben Sie einen Namen für das die Gruppensequenz.
Wählen Sie in den Einstellungen die entsprechenden Parameter aus.
Wählen Sie Gruppenkonfiguration > Bearbeiten aus.
Wählen Sie ein Verschraubungsprogramm für die Gruppe aus.
Geben Sie die Gruppengröße an, also die Anzahl der Verschraubungen, aus denen die Gruppe bestehen soll.
Geben Sie eine optionale Identifikator-Zahl ein.
Der neuen Gruppensequenz wird die erste freie Position in der Sequenzliste zugewiesen. Wenn keine freien Plätze verfügbar sind, wird sie am Ende der Liste angefügt und erhält die kleinstmögliche verfügbare Indexnummer. Es ist nicht möglich, die Indexnummer zu ändern, um die Verschraubungsreihenfolge des Stapelprogramms zu ändern.
Stapelprogramm aus einer Stapelprogramm-Sequenz löschen
Wechseln Sie im Hauptmenü zu Gruppensequenz. Im Arbeitsbereich wird eine Liste von Stapelprogrammsequenzen angezeigt:
Wählen Sie die zu löschende Gruppensequenz aus.
Wählen Sie im unteren Arbeitsbereich die Schaltfläche Löschen aus.
Wenn ein Stapelprogramm aus der Stapelprogrammsequenz gelöscht wird, wird die Indexsequenz komprimiert und aktualisiert, sodass keine Lücken entstehen. Die Indexnummer der gelöschten Stapelprogrammsequenz wird automatisch der nächsten Sequenz zugewiesen, die erstellt wird.
Arbeiten mit der Registerkarte Quellen
Externe Signale, die als Aufgaben für Verschraubungen verwendet werden, werden im Menü Quellen konfiguriert. Die Quellen sind Zubehörteile oder Ähnliches, die an eine virtuelle Station angeschlossen sind. Es existieren zwei verschiedene Quellenaufgaben:
Quellenaufgabe Anziehen: wird verwendet, um ein einzelnes Verschraubungsprogramm auszuwählen.
Quellenaufgabe Charge: wird verwendet, um eine Stapelprogrammsequenz, also eine Reihe von Verschraubungsprogrammen auszuwählen.
In diesem Abschnitt
Quelle Verschraubung
Bei quellenbasierten Verschraubungen wird ein spezifisches Verschraubungsprogramm mit einer Kennnummer verbunden. Wenn die Kennnummer an das Werkzeug gesendet wird (entweder über ein externes digitales Signal oder bei Verwendung eines Stecknuss-Selektors durch Anheben der entsprechenden Stecknuss im Selektor), wird das verbundene Programm so lange wiederholt ausgeführt, bis ein anderes Signal gesendet (oder die Stecknuss aufgenommen) wird. Es findet keine Gruppenzählung statt.
Um separate Listen mit der virtuellen Station zu verknüpfen, muss der virtuellen Station eine Quellenaufgabe zugewiesen werden. Wechseln Sie im Startmenü zu Integrierte Werkzeugsteuerung > Virtuelle Station und wählen Sie Aufgabe > Aufgabe ändern aus.
Relevante Informationen
In diesem Abschnitt
Eine quellenbasierte Verschraubung konfigurieren
Öffnen Sie Quellen im Hauptmenü und wählen Sie im linken Fenster Verschraubung aus.
Wählen Sie das Plus-Symbol oben rechts aus.
Weisen Sie der quellenbasierten Verschraubung einen Namen zu und wählen Sie den korrekten Selektor-Modus (Steuerung oder Bestätigung – je nachdem, was erforderlich ist) aus.
Die maximal aufeinanderfolgenden NIOs können für jede quellenbasierte Verschraubung oder für jedes einzelne Programm, das in der Quellenanziehung enthalten ist, eingestellt werden. Setzen Sie den Parameter Max. aufeinanderfolgende NIO pro Programm auf Ja oder Nein, wie jeweils erforderlich.
Um die Anzahl der maximal aufeinanderfolgenden NIO pro Quellanziehen einzustellen, legen Sie Max. aufeinanderfolgende NIO pro Programm auf Nein fest. Geben Sie den Wert im Feld Max. aufeinanderfolgende NIO ein.
Um die Anzahl der maximal aufeinanderfolgenden NIO pro Programm einzustellen, legen Sie Max. aufeinanderfolgende NIO pro Programm auf Ja fest. Stellen Sie für jedes Programm im Abschnitt Konfiguration Barcode-Selektor den Wert in der Spalte Max NIO ein.
Standardmäßig steht bei der Erstellung einer neuen quellenbasierten Verschraubung nur eine bearbeitbare Kennnummer zur Verfügung. Wählen Sie unten auf dem Bildschirm das Plus-Symbol aus, um weitere hinzuzufügen.
Weisen Sie jedem Element eine Kennnummer zu.
Bei der Verwendung eines Stecknuss-Selektors werden die Kennnummern den Positionen im Stecknuss-Selektor entsprechen, d. h. Kennnummer 1 entspricht der Stecknuss-Nummer 1 im Stecknuss-Selektor.
Wählen Sie ein Verschraubungsprogramm zur Verbindung mit den einzelnen Kennnummern aus, indem Sie eine Zeile auswählen und Ihre Auswahl aus der Liste mit Verschraubungsprogrammen treffen.
Quellen-Verschraubungs-Eigenschaften
Parameter | Beschreibung |
|---|---|
Bezeichnung | Der Name, der für die Quellenverschraubung vergeben wurde. |
Selektormodus | Kontrollieren: Ein Verschraubungsprogramm wird über eine externe Quelle ausgewählt, indem eine Kennnummer angefordert wird. Die Kennnummer ist mit einer entsprechenden Stecknuss im Stecknuss-Selektor verbunden, und die Verschraubungsprogrammauswahl erfolgt durch Herausheben der Stecknuss. Bestätigen: Der Stecknuss-Selektor kann nicht als Steuerquelle verwendet werden. In diesem Modus sind Kennnummern sowohl mit einem Verschraubungsprogramm als auch mit einer spezifischen Stecknuss verbunden (in einer zusätzlichen Spalte in der Liste angegeben). Bei der (über ein externes Signal erfolgenden) Anforderung einer Kennnummer wird die entsprechende Stecknuss im Stecknuss-Selektor angefordert, und das Verschraubungsprogramm wird beim Herausheben der Stecknuss aktiviert (andere Stecknüsse sind deaktiviert). Wenn keine Stecknuss spezifiziert (d. h. in der Stecknuss-Spalte 0 eingestellt) ist, wird das Verschraubungsprogramm direkt aktiviert und der Stecknuss-Status ignoriert. |
Maximal aufeinanderfolgende NIO pro Programm | Ein: Der Gruppenzähler steigt auch, wenn ein Verschraubungsvorgang fehlschlägt. Aus: Einstellwert für maximal aufeinanderfolgende NIO-Verschraubungen. Die Charge wird nur fortgesetzt, auch wenn eine erfolgreiche Verschraubung durchgeführt wurde. |
Max. aufeinanderfolgende NIO | Legen Sie hier die Anzahl der zulässigen aufeinanderfolgenden NIO-Ergebnisse fest. Wenn der Wert auf 0 gesetzt ist, wird keine Prüfung auf NIO-Verschraubungen durchgeführt. Beim Erreichen der maximal aufeinanderfolgenden NIO wird das Werkzeug gesperrt und die Abarbeitung der Charge wird angehalten. |
Batch control (Gruppensteuerung) | Wählen Sie hier, wie das Quellanziehen ausgeführt werden soll. Folgende Optionen sind verfügbar:
Ist die Gruppensteuerung Intern oder Extern, kann die Quellverschraubung konfiguriert werden als:
Extern: Konfigurieren Sie, wie oft ein Quellanziehen mit Open Protocol oder einem externen Protokoll ausgeführt werden soll. Jede Konfigurationsänderung löscht das Quellanziehen, um aus einem sauberen und bekannten Zustand neu zu starten (der Chargenzähler in der Charge wird auf 0 zurückgesetzt). Laufende Verschraubungen können beendet werden, bevor die Änderungen wirksam werden. |
Verbindungs-IDs nutzen | Die Quellverschraubung kann so konfiguriert werden, dass jedem Ergebnis eine Verbindungs-ID beigefügt wird, was die Nachverfolgbarkeit in einer Datenanalyse-Software wie ToolsNet verbessert. Ist Verbindungs-IDs nutzen aktiviert, können Sie eine Verbindungs-ID für jedes Programm im Abschnitt Kennselektorkonfiguration konfigurieren.
|
Quellencharge
Eine Quellencharge konfigurieren
Öffnen Sie Quellen im Hauptmenü und wählen Sie im linken Fenster Gruppensequenz aus.
Wählen Sie das Plus-Symbol oben rechts aus.
Vergeben Sie einen Namen für die Quellencharge.
Stellen Sie Bei neuem Bezeichner abbrechen auf Ja ein, wenn der vorherige Scanvorgang beim Scannen einer neuen Bezeichner-Zeichenfolge abgebrochen werden soll.
Wählen Sie die Bezeichner-Methode aus (Zeichenfolge für Text oder Nummer für numerische Werte).
Wenn die Bezeichner-Methode auf Zeichenfolge eingestellt ist, fahren Sie mit den folgenden Schritten fort:
Setzen Sie Freie Reihenfolge auf Ein, wenn die Zeichenketten in beliebiger Reihenfolge gescannt werden sollen.
Identifikations-Zeichenketten können aus bis zu vier verschiedenen Zeichenketten bestehen. Wenn die freie Reihenfolge auf Nein gesetzt ist, müssen die Zeichenketten in einer bestimmten Reihenfolge gescannt werden, damit das System die Zeichenkette erkennt.
Fügen Sie bei Bedarf eine Identifikator-Zeichenfolge hinzu, indem Sie im Abschnitt Identifikator-Zeichenfolge-Konfiguration das Plus-Symbol auswählen.
Wählen Sie Namens-Kennzeichnung für die Identifikator-Zeichenfolge aus, die geändert werden soll. Im Dialogfeld können die folgenden Eigenschaften je Zeichenfolge angegeben werden:
Name - Name der Zeichenkette
Länge - Länge der Zeichenkette. Weitere Informationen zur Verknüpfung von Zeichenfolgen finden Sie unter Bezeichner-Zeichenfolgen kombinieren.
Signifikante Stellen - die relevanten Positionen in der Zeichenfolge. Weitere Informationen über wesentliche Positionen finden Sie unter Wesentliche Lese-Positionen in der Barcode-Zeichenfolge.
Gespeicherte Positionen - Welche Positionen vom System protokolliert werden sollen Weitere Informationen über gespeicherte Positionen finden Sie unter Gespeicherte Positionen.
Die ID-Nummer (1-4) im Zeichenfolge-Eigenschaftenfenster kann nicht geändert werden, sondern kann nur zum Navigieren zwischen den verschiedenen Zeichenfolgen verwendet werden.
Ein Fehler kann auftreten, wenn Freie Reihenfolge auf Ein gestellt ist und die Längen der verschiedenen Zeichenfolgen dupliziert werden. Die gescannte Sequenz aktiviert dann kein Verschraubungsprogramm. Um diesen Fehler zu beheben, setzen Sie Freie Reihenfolge auf Ein oder passen Sie die Länge der Zeichenfolge an.
Wählen Sie Bearbeiten im unteren Bereich des Felds Identifikator-Textkonfiguration aus.
Geben Sie im Fenster Bearbeiten an, welche Zeichenfolgen (in der Spalte Zeichenfolge enthält) mit welcher Gruppensequenz (in der Spalte Aktiviert) verbunden werden sollen. Wählen Sie das Plus-Symbol unten aus, um weitere Zeichenfolgen hinzuzufügen.
Platzhalter können verwendet werden, wenn Sie "Zeichenfolge enthält" eingeben. Die Platzhalter können an jeder Position in der Zeichenfolge verwendet werden. Bei einem mehrdeutigen Matching-Ergebnis wird keine Gruppensequenz aktiviert.
Der Platzhalter ist ein . (Zeitraum)
Relevante Informationen
Signifikante Stellen
Signifikante Stellen dienen dazu festzulegen, welche Zeichen in der Barcode-Zeichenfolge gelesen werden sollen, wenn die Zeichenfolge zur Übereinstimmung mit Ihrer voreingestellten Zeichenfolge zusammengesetzt wird. Die Anzahl an wichtigen Positionen muss mit der Anzahl an Zeichen in den vordefinierten Strings übereinstimmen.
In diesem Abschnitt
Wesentliche Lese-Positionen in der Barcode-Zeichenfolge
Die Positionen im Barcodestring sind einer Zahl zwischen 1 und 1024 zugeordnet. Die erste Position des Strings ist 1 und die letzte ist 1024.
Die signifikanten Stellen müssen unter Einhaltung der in der Tabelle unten aufgeführten Regeln spezifiziert werden.
Beschreibung | Signifikante Stellen | Gültige Konfiguration | Mit der voreingestellten Zeichenfolge zu übereinstimmende Barcode-Zeichenfolge |
|---|---|---|---|
Signifikante Stellen in der Reihenfolge | 1,2,3,7,8 | OK | ABCGH |
Signifikante Stellen in optionaler Reihenfolge | 7,1,2,3,8 | OK | GABCH |
Zahlenbereich | 1-3,7-8 | OK | ABCGH |
Kombination von Bezeichner-Zeichenfolgen
Der Identifikator-Text, der für die Zuordnung verwendet wird, ist eine Kombination aus bis zu vier Zeichenfolgen eines Fabrikmanagementsystems oder es handelt sich um bis zu vier Scanner-Eingänge, die in einer Zeichenfolge kombiniert werden müssen.
Mit den Schaltflächen Plus und Minus legen Sie fest, wie viele Zeichenfolgen kombiniert werden. Folgende Parameter sind verfügbar:
Parameter | Beschreibung |
|---|---|
Bezeichnung | Für die Zeichenfolge muss ein Name vergeben werden. |
Länge | Die Länge der einzugebenden Zeichenfolge muss bekannt sein. Dies ist wichtig, um den korrekten Identifikator-Text zu kombinieren. |
Signifikante Stellen | Die kommagetrennten Positionen oder Bereiche (durch Bindestrich getrennt) in der kombinierten Zeichenfolge, die zur Zuordnung verwendet werden. |
Gespeicherte Positionen | Die kommagetrennten Positionen oder Bereich in den Zeichenfolgen, die im Ergebnis gespeichert werden. |
Die Start- und End-Parameter in den einzelnen Zeilen definieren die jeweiligen Zeichenfolgen-Positionen im kombinierten Text-Identifikator, der im nächsten Schritt des Zuordnungsverfahren verwendet wird.
Im ersten Teil des Aufgaben-Auswahlverfahrens bei Verwendung eines Identifikator-Textes als Eingang wird festgelegt, welche Positionen der Zeichenfolge aktiviert werden sollen:
Definieren Sie durch Eingabe der signifikanten Stellen, welche Positionen im Identifikator-Text zur Zuordnung verwendet werden. Die Positionen müssen mit einem Komma getrennt werden.
Gespeicherte Positionen
Bei Gespeicherten Positionen handelt es sich um ein Feld, in dem der Benutzer angeben kann, welche Teile der einzelnen in den quellenbasierten Gruppen verwendeten Zeichenfolgen gespeichert werden und wie diese im Protokoll dargestellt werden. Geben Sie in diesem Feld die Positionen in der Zeichenfolge an, die gespeichert werden sollen. Positionen können nur Teile der gesamten Zeichenfolge darstellen. Wenn das Feld leer gelassen wird, wird die komplette (verknüpfte) Zeichenfolge gespeichert. In der nachstehenden Tabelle werden einige Beispiele für gespeicherte Positionskombinationen aufgeführt.
Gespeicherte Positionswerte sind durch Komma getrennt (keine Leerstellen), und Bereiche werden mithilfe eines Bindestrichs angegeben.
Bezeichner-Zeichenfolge | Positionen |
|---|---|
Zeichenfolge 1: 1234567 | 1-7 |
Zeichenfolge 2: abcdef | 8-13 |
Zeichenfolge 3: GHIJKL | 14-19 |
Zeichenfolge 4: 890 | 20-22 |
Gespeicherte Positionen | Gespeicherte Ergebnisse |
|---|---|
(leer) | 1234567abcdefGHIJKL890 |
1-3,9,11,15,20-22 | 123bdH890 |
8-12,1-7,19,20-21 wird automatisch geändert in: 1-12,19-21 | 1234567abcdeL89 |
Arbeiten mit der Registerkarte Konfigurationen
Die Konfiguration des Werkzeugs und seines Zubehörs wird im Menü Konfigurationen vorgenommen.
In diesem Abschnitt
- Werkzeugkonfiguration
- Konfiguration eines Aufsatz-Selektors
- Konfiguration einer E/A-Erweiterung oder eines E/A-Hubs
- Konfiguration einer Lichtsäule
- Konfiguration eines Bedienfelds
- Allgemeine virtuelle Station
- Konfiguration der Einstellungen für die Live-Ergebnisdarstellung
- Konfiguration der Speicherung von Enddrehmoment und Kurve
Werkzeugkonfiguration
Der folgende Abschnitt beschreibt, wie die verschiedenen Werkzeugfunktionen, wie etwa LEDs und Tasten, konfiguriert werden können.
In diesem Abschnitt
Funktionstaste
Die Funktionstaste am Werkzeug kann zur Steuerung von bis zu sechs verfügbaren Eingangssignalen konfiguriert werden. Die drei möglichen Zustände der Taste werden mit den zwei möglichen Zuständen des Richtungsschalters kombiniert.
Die Funktionstaste ist für ICB-Werkzeuge nicht verfügbar.
Konfiguration der Funktionstaste:
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Werkzeugkonfigurationen > Bearbeiten aus.
Wählen Sie 1. Funktionstaste > Bearbeiten.
Legen Sie die jeweils erforderlichen Parameter fest:
Zustände der Funktionstaste
Zustand des Richtungsschalters
Gedrückt gehalten
Im Uhrzeigersinn
Einmal betätigen
Im Uhrzeigersinn
Zweimal betätigen
Im Uhrzeigersinn
Gedrückt gehalten
Gegen UZS
Einmal betätigen
Gegen UZS
Zweimal betätigen
Gegen UZS
Jede der sechs Eingangssignal-Kombination kann einem der folgenden Elemente zugeordnet werden:
Artikel
Sequenz abbrechen
Ereignisse bestätigen
Werkzeugscanner aktivieren
Zählung um eins runter
Zählung um eins erhöhen
Verschraubungsprogramm umgehen
Master-Entriegelung
Stapelprogramm zurücksetzen
Stapelprogrammsequenz zurücksetzen
Zu viele NIO zurückgesetzt
Nächste Bezeichner-Nummer auswählen
Vorherige Bezeichner-Nummer auswählen
Werkzeug nach Abschluss entriegeln
Werkzeug bei Deaktivieren entriegeln
Legen Sie die Parameter zum Erkennungsintervall fest:
Parameter
Beschreibung
Default Value (Standardeinstellung)
Betätigungserkennungs-Intervall
Bei einmal betätigen: Die maximale Dauer der Betätigung (in Millisekunden) zwischen Betätigung der Taste und Loslassen der Taste.
300 ms
Intervall nächste Betätigung
Bei zweimaligem Drücken: Die maximale Dauer (in Millisekunden) zwischen dem Loslassen der Taste nach dem ersten Drücken bis zum erneuten Drücken der Taste.
300 ms
Werkzeug-LEDs
Die Werkzeug-LED haben folgende Funktionen:
Die Front-LED beleuchtet den Arbeitsbereich und kann bei unterstützten Werkzeugen zur Anzeige des Ergebnisstatus verwendet werden.
Die blaue LED ist Teil der Werkzeug-LEDs oder bei unterstützten Werkzeugen Teil der EHMI oder RHMI. Es kann ein Ausgangssignal mit der blauen LED verbunden werden.
Die Status-LEDs umfassen an bestimmten Pistolenschraubern einen roten, einen gelben und einen grünen Ring oder einen segmentierten mehrfarbigen Ring. Es können Ausgangssignale mit den Status-LEDs verbunden werden.
Eine Ergebnisanzeige konfiguriert, wie die Werkzeug-LEDs eingeschaltet werden, um den Verschraubungsergebnisstatus anzuzeigen, sowie die Dauer dieser Anzeige an unterstützten Werkzeugen.
Ein Ausgangssignal kann vom Typ Ereignis oder Zustand sein.
Ein Zustandssignal ist aktiv, so lange das Ausgangssignal aktiv ist.
Ein Ereignissignal ist während der konfigurierten Zeitspanne aktiv.
Blaue LED
Die blaue LED kann mit einem Ereignis- oder Zustands-Ausgangssignal konfiguriert werden. Der Signalstatus wird durch ein Dauerlicht angezeigt.
Konfiguration der blauen LED
Wählen Sie ein Signal aus, das mit der blauen LED verbunden werden soll.
Optional: Legen Sie die Dauer eines Ereignissignals fest.
Die blaue LED wird bei bestimmten Werkzeugtypen durch eine blaue Anzeige an der EHMI oder RHMI ersetzt oder ergänzt.
Ergebnisanzeige
Die Ergebnisanzeige konfiguriert, wie die Werkzeug-LEDs eingeschaltet werden, um den Verschraubungsergebnisstatus anzuzeigen, sowie die Dauer dieser Anzeige.
Die Konfiguration wirkt sich auf die Front-LED und die Ergebnisanzeige mithilfe der Status-LEDs an unterstützten Werkzeugen aus. Dies schließt das Muster und die Dauer mit ein. Wenn das Muster auf Aus gesetzt ist, wird die Ergebnisanzeige nicht verwendet, selbst wenn Front-LED in der Ansicht Werkzeugkonfiguration auf Ein gesetzt ist.
Die Front-LED muss in der Ansicht Werkzeugkonfiguration auf Ein gesetzt werden, um die LED-Ergebnisanzeige an unterstützten Werkzeugen zu verwenden.
Die Front-LED unterstützt Rot und Grün. Bei Mustern, welche die Farbe Gelb verwenden, wird an der Front-LED kein Gelb angezeigt.
Signal | Beschreibung |
|---|---|
Aus | Nach der Verschraubung werden unabhängig vom Ergebnis keine LEDs aktiviert. |
Grün | Das grüne Licht schaltet sich immer ein, wenn ein Verschraubungsvorgang IO ist. |
Rot:hoch:gelb:niedrig | Wenn eine Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung), weist eine rote LED darauf hin, dass der Endwert zu hoch ist und eine gelbe LED, dass der Wert zu niedrig ist. Rot und Gelb können gleichzeitig leuchten (z.B. bei zu hohem Drehmoment und zu kleinem Winkel). |
Rot:hoch(Priorität):gelb:niedrig | Wenn eine Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung), weist eine rote LED darauf hin, dass der Endwert zu hoch ist und eine gelbe LED, dass der Wert zu niedrig ist. Rot und Gelb können nicht gleichzeitig leuchten. Nur rot leuchtet bei gleichzeitig hohen und niedrigen Werten auf. |
Rot:NIO:gelb:niedrig | Eine rote LED weist darauf hin, dass die Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung). Eine zusätzliche gelbe LED zeigt an, wenn der Wert zu niedrig ist. |
Rot:NIO | Eine rote LED weist darauf hin, dass die Verschraubung nicht korrekt abgeschlossen wurde (NIO-Verschraubung). Es werden keine weiteren LEDs eingeschaltet. |
Status-LEDs
Die Status-LEDs bestehen aus LEDs in drei Farben: Rot, Gelb und Grün. Jede Leuchte kann konstant leuchten oder blinken. So sind insgesamt sechs verschiedene Signale möglich, die mit den Status-LEDs verbunden werden können.
Konfiguration der Status-LEDs
Wählen Sie für jede Farbe und Funktion, dauerhaft leuchtend oder blinkend, ein Ausgangssignal aus dem Kontextmenü aus.
Optional: Legen Sie die Dauer eines Ereignissignals fest.
Status-LED-Signale und Ergebnisanzeigen können nicht gleichzeitig am Werkzeug angezeigt werden. Es gelten folgende Bedingungen:
Eine LED wird nur dann durch ein konfiguriertes Signal eingeschaltet, wenn gerade keine Verschraubung ausgeführt wird und wenn das Steuerausgangssignal aktiviert ist.
Eine LED wird ausgeschaltet, wenn die nächste Verschraubung gestartet wird, selbst wenn die konfigurierte Dauer bei einem Ereignissignal nicht erreicht wurde oder wenn das steuernde Ausgangssignal bei einem Zustandssignal nicht deaktiviert wurde.
Eine Ergebnisanzeige an den Status-LEDs wird deaktiviert, wenn eine Aktualisierung, aktiviert oder deaktiviert, an einem konfigurierten Signal vorgenommen wird.
Dauer
Die Dauer bestimmt, wie lange die Ergebnisanzeige nach Loslassen des Startknopfs aufleuchtet.
Parameter | Beschreibung |
|---|---|
Bis zur nächsten Verschraubung | Die blaue LED, die Status-LEDs und die Ergebnisanzeige bleiben eingeschaltet, bis die nächste Verschraubung gestartet wird. |
Zeit | Die blaue LED bleibt nach der Aktivierung für die konfigurierte Dauer eingeschaltet. Die Status-LEDs bleiben nach der Aktivierung für die konfigurierte Dauer oder bis zum Start der nächsten Verschraubung eingeschaltet. Die Ergebnisanzeige bleibt nach Loslassen des Startknopfs für die konfigurierte Dauer oder bis zum Start der nächsten Verschraubung eingeschaltet. |
Richtungsschalter
Der Richtungsschalter am Werkzeug kann so konfiguriert werden, dass ein Eingangssignal ausgelöst wird, wenn schnell von im Uhrzeigersinn (CW) auf gegen den Uhrzeigersinn (CCW) und zurück oder umgekehrt geschaltet wird.
Konfiguration des Richtungsschalters
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Werkzeugkonfigurationen > Bearbeiten aus.
Wählen Sie 3. Richtungsschalter > Bearbeiten
Wählen Sie den Eingang und anschließend einen Eintrag aus der Liste aus.
Summer
Für den Summer können verschiedene Töne eingestellt werden. Jeder dieser Töne kann einem Ausgangssignal zugeordnet werden, sodass für den Bediener eine Audioschnittstelle zur Verfügung steht.
Für die Konfiguration des Summers wird ein Ton mit einem Signal aus einer Liste von verfügbaren Signalen zugeordnet. Ein Signal mit einem Ton kann zwischen 1 und 10 priorisiert werden, wobei 1 die höchste Priorität und 10 die niedrigste ist. Standardmäßig haben ein Signal und ein Ton die Priorität 5.
Bis zu 20 unterschiedliche Signale lassen sich einem Ton zuordnen und jeder Ton kann ein eigenes Kennprofil mit Parametern besitzen, die in der folgenden Tabelle beschrieben werden. Bei zwei gleichzeitigen Signalen überschreibt das Signal mit der höchsten Priorität das andere Signal.
Ein Summersignal ist bis zum Abbruch aktiv und wird nicht durch ein Signal mit höherer Priorität unterbrochen.
Konfiguration des Summers
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Werkzeugkonfigurationen > Bearbeiten aus.
Wählen Sie 4. Summer > Bearbeiten
Wählen Sie das Plus-Symbol aus, um der Tabelle eine neue Tonkonfiguration hinzuzufügen.
Legen Sie die jeweils erforderlichen Parameter fest:
Parameter
Beschreibung
Priorität
Für die akustischen Signale stehen 10 verschiedene Prioritätsstufen zur Verfügung. 1 ist dabei die höchste Priorität. Die standardmäßige Prioritätsstufe ist 5.
Frequenz (0 Hz, 400 Hz - 4000 Hz)
Genaue Frequenz in Hz.
Ein-Zeit
Dauer (in ms), während der der Summer einen Ton ausgibt.
Aus-Zeit
Dauer (in ms), während der der Summer nicht ertönt.
Wiederholungen
Gibt an, wie oft der Summer die Ein/Aus-Sequenz wiederholt.
Lautstärke
Lautstärke des Summers in Prozent der maximalen Lautstärke.
Vibrationsgerät
Mit einem Vibrationsgerät ausgestattete Werkzeuge können so konfiguriert werden, dass sie Schwingungen für verschiedene Signale ausgeben.
Für die Konfiguration des Vibrationsgeräts wird einem aus einer Liste gewählten Signal ein Vibrationsmuster zugeordnet. Ein Vibrationssignal kann über eine Priorität zwischen 1 und 10 verfügen, wobei 1 die höchste Priorität und 10 die niedrigste ist. Standardmäßig haben Signal und Vibration die Priorität 5.
Ein Vibrationssignal wird bis zum Ablauf ausgeführt, sofern es nicht durch ein Signal mit höherer Priorität unterbrochen wird.
Konfiguration des Vibrationsgeräts
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Werkzeugkonfigurationen > Bearbeiten aus.
Wählen Sie 5. Vibrationsgerät > Bearbeiten.
Wählen Sie das Plus-Symbol aus, um der Tabelle eine neue Konfiguration hinzuzufügen.
Wählen Sie Keine aus, um ein Signal auszuwählen.
Legen Sie die jeweils erforderlichen Parameter fest:
Parameter
Beschreibung
Priorität
Für die Vibrationen stehen 10 verschiedene Prioritätsstufen zur Verfügung. 1 ist dabei die höchste Priorität. Die standardmäßige Prioritätsstufe ist 5.
Ein-Zeit
Dauer (in ms), während der das Werkzeug Vibrationen ausgibt.
Aus-Zeit
Dauer (in ms), während der das Vibrationsgerät nicht aktiv ist.
Wiederholungen
Gibt an, wie oft das Vibrationsgerät die Ein/Aus-Sequenz wiederholt.
Allgemeine Einstellungen
Artikel | Beschreibung |
|---|---|
Inaktivitätszeitlimit | An: Um Batterieleistung zu sparen, kann das Werkzeug nach einer bestimmten Inaktivitätsdauer automatisch ausgeschaltet werden. Aus: Das Werkzeug wird nicht aufgrund von Inaktivität ausgeschaltet. |
Inaktivitätszeitlimit | Zeit in Minuten. Geben Sie einen Wert zwischen 1 und 1.440 Minuten ein. |
Vorne positionierte LED | An: Die weiße Front-LED leuchtet auf, wenn der Startknopf gedrückt wird. An unterstützten Werkzeugen schaltet sich die vordere LED-Ergebnisanzeige (grünes und rotes Licht) ein, wenn der Startknopf losgelassen wird, um ein Ergebnis anzuzeigen. Siehe Werkzeug-LEDs zur Konfiguration der Ergebnisanzeige. Aus: Die Front-LED leuchtet nicht auf, wenn der Startknopf gedrückt oder losgelassen wird. |
Dauer nach Auslösen des Drückers | Legt fest, wie lange die weiße Front-LED nach dem Loslassen des Werkzeugstartknopfs leuchtet (in Sekunden). Die Konfiguration wirkt sich nicht auf die Dauer der Ergebnisanzeige aus (grünes oder rotes Licht). Siehe Werkzeug-LEDs zur Konfiguration der Dauer der Ergebnisanzeige. |
Auswahl des Verschraubungsprogramms | An: Der LED-Ring bietet eine Visualisierung des aktuell ausgewählten Verschraubungsprogramms in einer Sequenz. Aus: Funktion deaktiviert. |
Anzeigetasten aktivieren | An: Alle RHMI-Tasten sind aktiviert. Standardeinstellung. Aus: Alle RHMI-Tasten werden deaktiviert, mit Ausnahme der Ergebnis- und Ereignisansicht. |
Startbedingung
Die Art des Werkzeugstarts kann über die Einstellung Startquelle konfiguriert werden. Die Standardeinstellung ist Nur Startschalter.
Artikel | Beschreibung |
|---|---|
Nur Startknopf | Drücken Sie den Startknopf am Werkzeug, um den Verschraubungsvorgang zu starten. |
Sicherheitsauslöser | Zwei Auslöser (Drücker- und Schubstarter) werden innerhalb von 500 ms aktiviert, um die Verschraubung zu starten. |
Zubehörbus
Über den Zubehörbus kann Werkzeugzubehör mit dem Werkzeug verbunden werden.
Zubehörtyp | Beschreibung |
|---|---|
TLS-Tag | Tag für das Werkzeugortungssystem, das zur Bereitstellung von Ausgangssignalen an den Bediener verwendet wird. |
EEHMI | Ein kleines Display und Tasten, die je nach Konfiguration zur Auswahl von Aufgaben oder Programmen verwendet werden. |
Scanner | Barcode-Scanner. |
TLS-Tag
Das Tag Tool Location System (TLS) ist ein Werkzeugzubehör. Das TLS-Tag wird am Werkzeug installiert und an den Werkzeugzubehörbus angeschlossen. Es stellt ein Bestandteil des Ubisense-Ortungssystems dar und wird unabhängig vom Werkzeug gehandhabt. Außer zur Ortung kann das TLS-Tag auch dazu verwendet werden, dem Bediener Informationen bereitzustellen. Ausgewählte Ausgangssignale können verschiedene LED-Kombinationen erzeugen.
Bis zu 10 verschiedene Ausgangssignale können einer Lichtpriorität zugeordnet werden.
Bei zwei gleichzeitigen Signalen hat das Signal mit der höheren Priorität Vorrang. Wenn zwei Signale mit derselben Priorität vorliegen, wird die LED durch das Signal ausgelöst, das zuerst ankommt.
Parameter | Beschreibung |
|---|---|
Signal | Wählen Sie aus dem Kontextmenü ein Signal zur Auslösung der LED aus. Wählen Sie für ein Signal des Typs Ereignis die Dauer des Signals aus. |
Farbe | Wählen Sie eine Farbe für die LED aus. |
Priorität | Für die akustischen Signale stehen 10 verschiedene Prioritätsstufen zur Verfügung. 1 ist dabei die höchste Priorität. Die standardmäßige Prioritätsstufe ist 5. |
Ein Ausgangssignal kann vom Typ Ereignis oder vom Typ Zustand sein.
Ein Zustandssignal ist aktiv, so lange der jeweilige Zustand aktiv ist.
Ein Ereignissignal ist während einer programmierbaren Zeitdauer aktiv.
EEHMI
Bei der EHMI handelt es sich um Werkzeugzubehör. Sie wird am Werkzeug installiert und mit dem Werkzeugzubehör-Bus verbunden. Sie umfasst eine grafische Anzeige und drei Auswahltasten. Das Display ist ein Modul der Web-Benutzeroberfläche der IxB-Software und ermöglicht die Auswahl von Verschraubungsprogrammen und Gruppensequenzen sowie die Anzeige von Verschraubungsergebnissen.
In der EHMI-Konfiguration kann festgelegt werden, ob die Funktionstasten aktiviert oder deaktiviert sind.
Parameter | Beschreibung |
|---|---|
Auswahltaste aktivieren | An: Die Auswahltasten verfügen über den vollen Funktionsumfang zur Konfiguration von Einstellungen innerhalb der sichtbaren Menüs. Aus: Die Auswahltasten können nur zur Bestätigung eines erforderlichen Dialogs in der EHMI verwendet werden. |
Scanner
Der Scanner ist ein Werkzeugzubehör. Er wird am Werkzeug installiert und ist mit dem Werkzeugzubehörbus verbunden.
In der Scannerkonfiguration kann festgelegt werden, ob der Durchlaufmodus des Scanners aktiviert oder deaktiviert sein soll.
Mehrere Messwertgeber
Abhängig vom Werkzeugtyp und der Anzahl an Messwertgebern ist es möglich, festzulegen, wie die Drehmomentgeber bei einer Verschraubung verwendet werden. Die Messwertgeber können so konfiguriert werden, dass sie entweder steuern oder überwachen.
Parameter | Beschreibung |
|---|---|
Steuerungs-Drehmomentgeber | Legen Sie den Drehmomentwandler fest, der für die Verschraubung verwendet werden soll. Verfügbare Einstellungen:
|
Wählen Sie Details, um ein Untermenü mit weiteren Einstellungen zu öffnen.
Parameter | Beschreibung |
|---|---|
Überwachungs-Drehmomentwerte melden | Ist dies festgelegt, wird ein finaler Drehmomentwert sowohl vom steuernden als auch vom überwachenden Messwertgeber gemeldet, einschließlich einer Bewertung des Status für beide (i.O./Hoch/Niedrig). |
Redundanzfehler beim Melden des Drehmoments | Ein Redundanzfehler wird erwartet, wenn das finale am steuernden Messwertgeber gemessene Drehmoment vom am überwachenden Messwertgeber gemessenen Wert abweicht. |
Werkzeug sperren bei Redundanzfehler | Werkzeug sperren, wenn ein Redundanzfehler erkannt wird. |
Parameter | Beschreibung |
|---|---|
Duales Drehmoment erforderlich | Ist dies festgelegt, muss das angeschlossene Werkzeug über Dual-Drehmomentgeber (nicht deaktiviert) verfügen, um eine Verschraubung durchzuführen. |
Überwachendes Drehmoment in Kurve | Ist dies festgelegt, sind die Werte vom überwachenden Drehmomentgeber in der Kurve enthalten. |
Parameter | Beschreibung |
|---|---|
Doppelte Drehmomentbeschränkung aktivieren | Wenn die doppelte Beschränkung des Drehmomentwandlers aktiv ist. |
Maximale Drehmomentdifferenz | Der Grenzwert für die doppelte Drehmomentdifferenzbeschränkung. |
Offenmaul-Konfiguration
Die Funktion Offenmaul-Konfiguration ist für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration verfügbar. Mit dieser Funktion wird konfiguriert, wie die GFA nach einer Verschraubung in die geöffnete Position zurückkehrt.
Vergewissern Sie sich vor der Verwendung eines Offenmaul-Werkzeugs, dass Werkzeugkopf und Werkzeugkörper korrekt montiert und konfiguriert wurden. Andernfalls kann sich das Werkzeug in die falsche Richtung bewegen und der mechanische Anschlag am Offenmaulkopf beschädigt werden.
Einstellungen | Beschreibung |
|---|---|
Automatische Positionierung |
|
Positionierungsstrategie |
Die Strategien Basierend auf Umkehrdrehmoment und Schnellstart vorwärts werden für Offenmaul-Werkzeuge mit schwenkbarem Gegenhalter empfohlen. |
Positioniergeschwindigkeit | Die Positioniergeschwindigkeit bestimmt, wie schnell das Werkzeug in die geöffnete Position zurückkehrt und wird als Prozentsatz (%) der Maximalgeschwindigkeit des Offenmaul-Werkzeugs ausgedrückt. Die Positioniergeschwindigkeit kann zwischen 5 und 100 % liegen. Der Standardwert ist 38 %. |
Konfiguration eines Aufsatz-Selektors
Der Aufsatz-Selektor ist ein Stecknussmagazin mit LEDs, das dem Bediener bei der Auswahl des korrekten Aufsatzes für die Verschraubung, beispielsweise für eine Gruppensequenz, hilft. Wenn mehr als ein Verschraubungsprogramm verwendet wird, ist die Verwendung eines Selektors hilfreich. Beim Ansteuern einer Stecknuss wird das entsprechende Verschraubungsprogramm ausgewählt.
Es können mehrere Aufsatz-Selektor mit der virtuellen Station verbunden werden.
Um den Aufsatz-Selektor mit der virtuellen Station zu verbinden, öffnen Sie Integrierte Werkzeugsteuerung > Virtuelle Station > Zubehör und wählen Sie Zubehör wählen aus.
Informationen zur Einrichtung des Aufsatz-Selektors finden Sie in den Produktanweisungen für den Aufsatz-Selektor.
Konfiguration eines Aufsatz-Selektors
Öffnen Sie Konfigurationen im Hauptmenü und wählen Sie im linken Fenster Aufsatz-Selektor aus.
Vergeben Sie einen Namen für die Konfiguration.
Wählen Sie Bearbeiten aus.
Wählen Sie Hinzufügen oder Entfernen für die korrekte Anzahl von Aufsatz-Steckplätzen aus. Wählen Sie alle Steckplätze aus, die aktiv sein sollen (blau gekennzeichnet).
Legen Sie Steuerung auf Extern fest, wenn die Aufsatzauswahl von einem externen System gesteuert werden soll.
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=cmU9pYL-kL4
Relevante Informationen
Konfiguration einer E/A-Erweiterung oder eines E/A-Hubs
Informationen zur Einrichtung einer E/A-Erweiterung finden Sie in den Produktanweisungen zur E/A-Erweiterung.
Informationen zur Einrichtung eines E/A-Hubs finden Sie in dem Benutzerhandbuch der E/A-Hub-Software.
Konfiguration der E/A-Signale
Öffnen Sie Konfigurationen im Hauptmenü und wählen Sie im linken Fenster E/A-Erweiterung aus. Wählen Sie Bearbeiten aus.
Es werden zwei Listen angezeigt, eine für Eingänge und eine für Ausgänge.
Um für einen Eingang einen Kanal festzulegen, wählen Sie den gewünschten Kanal in der Liste Eingänge aus. Wählen Sie in der angezeigten Liste den Signaltyp aus.
Um für einen Ausgang einen Kanal festzulegen, wählen Sie den gewünschten Kanal in der Liste Ausgänge aus. Wählen Sie in der angezeigten Liste den Signaltyp aus.
Der E/A-Hub verfügt über 8 Kanäle, dagegen verfügt die E/A-Erweiterung über 16 Kanäle. Stellen Sie bei der Konfiguration eines E/A-Hubs sicher, dass kein Kanal gleichzeitig einem Eingangs- sowie Ausgangssignal zugewiesen ist. Einer der entsprechenden Eingangs- und Ausgangskanäle muss auf Keiner gesetzt werden. Wählen Sie Keiner im angezeigten Dialogfeld. Schließen Sie die angezeigte Liste, ohne etwas auszuwählen.
Konfiguration einer Lichtsäule
Die Lichtsäule kann so konfiguriert werden, dass sie die E/A-Signale des Werkzeugs anzeigt.
Die Lichtsäule kann wie folgt personalisiert werden:
Eine Säule aus vier Lichtern. Ein Zusatzlicht kann dieser Säule hinzugefügt werden. Sie können auch die Reihenfolge und die Farbe der Lichter personalisieren.
Zwei Stellungen, A und B, können mit Kontrollleuchten oder Schaltern personalisiert werden.
Ein Summer befindet sich an der Seite der Box und hat eine festgelegte Frequenz von 3000 Hz. Der Summer kann so konfiguriert werden, dass er bei einem beliebigen Signal des Werkzeugs aktiviert wird.
Zwei externe Ausgänge, zwei externe Eingänge und ein Anschluss für Netzstrom.
Informationen zur Einrichtung der Lichtsäule finden Sie in den Produktanweisungen für den CAN-Konverter.
Konfiguration einer Lichtsäule
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Lichtsäule aus. Wählen Sie Bearbeiten aus.
Wählen Sie für die einzelnen Lichtsäulen-Positionen die Lampenfarbe, den Signaltyp und die Dauer aus.
Wählen Sie für die Positionen A-B die Art der Lampe, die Taste oder den Schalter sowie den Signaltyp aus.
Konfigurieren Sie gegebenenfalls den Summer und die externen digitalen Eingänge und Ausgänge.
Konfiguration eines Bedienfelds
Das Bedienfeld bietet eine konfigurierbare digitale Kommunikationsschnittstelle zwischen dem Bediener und dem Werkzeug. Der Kommunikation dienen Leuchten, Tasten, Summer und Schalter. Lesen Sie die Dokumentation des Bedienfeldes zur Adressenkonfiguration und Spezifikation der Anschlüsse.
Informationen zur Einrichtung des Bedienfelds finden Sie in den Produktanweisungen für den CAN-Konverter.
Konfiguration eines Bedienfelds
Wechseln Sie im Hauptmenü zu Konfigurationen und wählen Sie Bedienfeld aus. Wählen Sie Bearbeiten aus.
Legen Sie für die einzelnen Bedienfeldpositionen den definierten Lampentyp, die Taste oder den Schalter fest. Abhängig von der Auswahl werden eine oder mehrere Einstellungen angezeigt.
Allgemeine virtuelle Station
Öffnen Sie Konfigurationen im Hauptmenü und wählen Sie im linken Fenster Allgemeine virtuelle Station aus.
Geben Sie der Konfiguration einen Namen und wählen Sie Bearbeiten aus.
Stellen Sie im Feld Ergebnisfilter für Berichte den Schalter für die Parameter, die Sie in den Ergebnissen mit einschließen möchten, auf Ein. Standardmäßig sind alle Parameter auf Ein gestellt.
Die folgenden Parameter können im Feld Ergebnisfilter für Berichte eingestellt werden:
Lösen
Zählung um eins erhöhen
Zählung um eins runter
Stapelprogramm zurücksetzen
Verschraubungsprogramm umgehen
Sequenz abbrechen
Nicht gestartete Sequenz abbrechen
Stapelprogrammsequenz zurücksetzen
Konfigurieren Sie in den Verschraubungseinstellungen, wann das Lösen deaktiviert werden soll und wann die Verschraubung nach einer Verschraubung deaktiviert werden soll.
Parameter
Beschreibung
Werkzeug beim Lösen entriegeln
Aus, Bei IO, Immer
Lösen deaktivieren
Aus, Bei IO-Verschraubung, Bei NIO-Verschraubung, Immer
Verschraubung deaktivieren
Aus, Bei IO-Verschraubung, Bei NIO-Verschraubung, Nach jeder Verschraubung
Konfiguration der Einstellungen für die Live-Ergebnisdarstellung
Im Fenster Einstellungen für die Live-Ergebnisdarstellung kann der Benutzer auswählen, ob das Enddrehmoment mit oder ohne den PrT-Kompensationswert und ob der PrT-Kompensationswert in den Live-Ergebnissen angezeigt werden soll.
Fenster Konfiguration der Einstellungen für die Live-Ergebnisdarstellung
Wählen Sie im Startbildschirm die Registerkarte Konfigurationen. Wählen Sie dann links Allgemeine virtuelle Station.
Wählen Sie bei der entsprechenden Konfiguration die Option Bearbeiten aus.
Es wird das Fenster Konfiguration bearbeiten angezeigt.Stellen Sie im Fenster Einstellungen für die Live-Ergebnisdarstellung je nach gewünschten Ergebnissen die entsprechenden Schalter auf EIN oder AUS.
Wenn der Schalter PrT-Kompensationswert anzeigen auf EIN gestellt ist, dann wird im Fenster Live-Ergebnisse der Wert PrT-Kompensation angezeigt.
Wenn der Schalter Enddrehmoment mit PrT-Kompensation anzeigen auf EIN gestellt ist, dann wird im Fenster Live-Ergebnisse das Enddrehmoment mit der PrT-Kompensation angezeigt.
Das Einstellen der Schalter im Fenster Einstellungen für die Live-Ergebnisdarstellung auf entweder EIN oder AUS hat keine Auswirkung, außer:
Das Mehrschrittprogramm verfügt über einen Verschraubungsschritt mit Schrittüberwachung für das Vorherrschende Drehmoment, bei der der Schalter Kompensation auf EIN gesetzt ist.
Einstellungen für die Live-Ergebnisdarstellung
Nachfolgend sind die verschiedenen Konfigurationsoptionen im Fenster Einstellungen für die Live-Ergebnisdarstellung aufgeführt.
PrT-Kompensationswert anzeigen: Ein Enddrehmoment mit PrT-Kompensation anzeigen: Ein | PrT-Kompensationswert anzeigen: Ein Enddrehmoment mit PrT-Kompensation anzeigen: AUS | PrT-Kompensationswert anzeigen: AUS Enddrehmoment mit PrT-Kompensation anzeigen: Ein | PrT-Kompensationswert anzeigen: AUS Enddrehmoment mit PrT-Kompensation anzeigen: AUS |
|---|---|---|---|
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen: | Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen: | Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen: | Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen: |
In diesem Abschnitt
- Enddrehmoment mit PrT-Kompensation anzeigen: EIN / PrT-Kompensationswert anzeigen: Ein
- Enddrehmoment mit PrT-Kompensation anzeigen: AUS / PrT-Kompensationswert anzeigen: Ein
- Enddrehmoment mit PrT-Kompensation anzeigen: AUS / PrT-Kompensationswert anzeigen: AUS
- Enddrehmoment mit PrT-Kompensation anzeigen: EIN / PrT-Kompensationswert anzeigen: AUS
Enddrehmoment mit PrT-Kompensation anzeigen: EIN / PrT-Kompensationswert anzeigen: Ein
Enddrehmoment mit PrT-Kompensation anzeigen: Ein
Im Live-Ergebnis-Fenster wird das Enddrehmoment mit dem PrT-Kompensationswert angezeigt.
Wenn die EHMI und der ST-Selektor aktiviert und konfiguriert sind, zeigen sie das Enddrehmoment mit dem PrT-Kompensationswert an.
PrT-Kompensationswert bei Live-Ergebnis anzeigen: Ein
Im Live-Ergebnis-Fenster wird der Prt-Kompensationswert mit dem entsprechenden Kompensationssymbol ( ) angezeigt.
) angezeigt.
Wenn es mehrere Kompensationswerte gibt, dann wird der auf den letzten verfügbaren Schritt angewendete Kompensationswert angezeigt.
Die Konfiguration der Schalter Enddrehmoment mit PrT-Kompensation anzeigen und PrT-Kompensationswert anzeigen hat keine Auswirkung auf:
Die an ToolsNet und ToolsTalk übermittelten Enddrehmomentwerte: Die Enddrehmomentwerte mit PrT-Kompensation werden immer an ToolsNet und ToolsTalk übermittelt.
Den in den Verlaufsergebnissen angezeigten Enddrehmomentwert.
Die Kurven basierend auf Live- und Verlaufsergebnissen.
Die Werte in Open-Protocol-Meldungen.
Die Signale.
Die Protokolladapter.
Enddrehmoment mit PrT-Kompensation anzeigen: AUS / PrT-Kompensationswert anzeigen: Ein
Enddrehmoment mit PrT-Kompensation anzeigen: AUS
Im Live-Ergebnis-Fenster wird das Enddrehmoment ohne den PrT-Kompensationswert angezeigt. Da das Enddrehmoment nicht den PrT-Kompensationswert beinhaltet, wird es kursiv dargestellt.
PrT-Kompensationswert anzeigen: Ein
Im Live-Ergebnis-Fenster wird der Prt-Kompensationswert mit dem entsprechenden Kompensationssymbol () angezeigt.
Wenn es mehrere Kompensationswerte gibt, dann wird der auf den letzten verfügbaren Schritt angewendete Kompensationswert angezeigt.
Die Konfiguration der Schalter Enddrehmoment mit PrT-Kompensation anzeigen und PrT-Kompensationswert anzeigen hat keine Auswirkung auf:
Die an ToolsNet und ToolsTalk übermittelten Enddrehmomentwerte: Die Enddrehmomentwerte mit PrT-Kompensation werden immer an ToolsNet und ToolsTalk übermittelt.
Den in den Verlaufsergebnissen angezeigten Enddrehmomentwert.
Die Kurven basierend auf Live- und Verlaufsergebnissen.
Die Werte in Open-Protocol-Meldungen.
Die Signale.
Die Protokolladapter.
Enddrehmoment mit PrT-Kompensation anzeigen: AUS / PrT-Kompensationswert anzeigen: AUS
Enddrehmoment mit PrT-Kompensation anzeigen: AUS
Im Live-Ergebnis-Fenster wird das Enddrehmoment ohne den PrT-Kompensationswert angezeigt. Da das Enddrehmoment nicht den PrT-Kompensationswert beinhaltet, wird es kursiv dargestellt.
PrT-Kompensationswert anzeigen: AUS
Im Live-Ergebnis-Fenster wird nicht der Prt-Kompensationswert und das entsprechende Kompensationssymbol () angezeigt.
Die Konfiguration der Schalter Enddrehmoment mit PrT-Kompensation anzeigen und PrT-Kompensationswert anzeigen hat keine Auswirkung auf:
Die an ToolsNet und ToolsTalk übermittelten Enddrehmomentwerte: Die Enddrehmomentwerte mit PrT-Kompensation werden immer an ToolsNet und ToolsTalk übermittelt.
Den in den Verlaufsergebnissen angezeigten Enddrehmomentwert.
Die Kurven basierend auf Live- und Verlaufsergebnissen.
Die Werte in Open-Protocol-Meldungen.
Die Signale.
Die Protokolladapter.
Enddrehmoment mit PrT-Kompensation anzeigen: EIN / PrT-Kompensationswert anzeigen: AUS
Enddrehmoment mit PrT-Kompensation anzeigen: Ein
Im Live-Ergebnis-Fenster wird das Enddrehmoment mit dem PrT-Kompensationswert angezeigt.
Wenn die EHMI und der ST-Selektor aktiviert und konfiguriert sind, zeigen sie das Enddrehmoment mit dem PrT-Kompensationswert an.
PrT-Kompensationswert anzeigen: AUS
Im Live-Ergebnis-Fenster wird nicht der Prt-Kompensationswert und das entsprechende Kompensationssymbol () angezeigt.
Die Konfiguration der Schalter Enddrehmoment mit PrT-Kompensation anzeigen und PrT-Kompensationswert anzeigen hat keine Auswirkung auf:
Die an ToolsNet und ToolsTalk übermittelten Enddrehmomentwerte: Die Enddrehmomentwerte mit PrT-Kompensation werden immer an ToolsNet und ToolsTalk übermittelt.
Den in den Verlaufsergebnissen angezeigten Enddrehmomentwert.
Die Kurven basierend auf Live- und Verlaufsergebnissen.
Die Werte in Open-Protocol-Meldungen.
Die Signale.
Die Protokolladapter.
Konfiguration der Speicherung von Enddrehmoment und Kurve
Der Schalter Mit PrT-Kompensation speichern ist standardmäßig auf EIN gestellt, was bedeutet, dass das Enddrehmoment und die Kurve mit dem PrT-Kompensationswert gespeichert werden.
Enddrehmoment mit PrT-Kompensation anzeigen in den Einstellungen für die Live-Ergebnisdarstellung legt fest, was im Live-Ergebnis angezeigt wird.
Veränderung der Einstellung Mit PrT-Kompensation speichern
Wählen Sie auf dem Startbildschirm Konfigurationen aus.
Scrollen Sie nach unten und wählen Sie im linken Fenster Allgemeine virtuelle Station aus.
Wählen Sie im Fenster Konfiguration eine Konfiguration und anschließend Bearbeiten aus. Es wird das Fenster Konfiguration bearbeiten angezeigt.
Scrollen Sie nach unten zu Speicherung von Enddrehmoment und Kurve und stellen Sie den Schalter Mit PrT-Kompensation speichern auf die gewünschte Position ein.
Arbeiten mit der Registerkarte Integrierte Werkzeugsteuerung
Virtuelle Station
Eine virtuelle Station ist eine softwareseitige Nachbildung eines Controllers. Das IxB-Werkzeug verfügt über eine integrierte Steuerung mit einer verbundenen virtuellen Station. Der virtuellen Station können verschiedene Konfigurationen je nach Bedarf zugewiesen werden. Es können Aufgaben ausgewählt, Zubehörkonfigurationen zugewiesen und Parameter für das Kommunikationsprotokoll festgelegt werden.
Eine ausgewählte Aufgabe kann entweder ein Verschraubungsprogramm oder eine Gruppensequenz ausführen oder eine Aufgabe durch Verwendung einer im Menü Quellen konfigurierten Quelle freigeben. Die Aufgabe lässt sich überwachen, und das Ergebnis der Aufgabe kann zusammen mit jeglichen Ereignissen, die möglicherweise während des Verfahrens auftraten, angezeigt werden.
In diesem Abschnitt
Ändern der Lizenzart
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus.
Wählen Sie Virtueller Stationstyp im Feld Lizenz aus.
Wählen Sie eine neue Art aus der Liste aus.
Wählen Sie gegebenenfalls Funktionen > Bearbeiten aus, um Lizenzen für einzelne Funktionen hinzuzufügen.
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=HanD0wI-w9k
Zuweisen einer Aufgabe zu einer virtuellen Station
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus. Wählen Sie Aufgabe wählen oder Aufgabe ändern im Menü Aufgabe aus.
Wählen Sie eine der folgenden Registerkarten aus:
Verschraubungsprogramm: Zeigt eine Liste der Verschraubungsprogramme an, die im Werkzeug vorhanden sind.
Stapelprogramm: Zeigt eine Liste der Gruppensequenzen an, die im Werkzeug vorhanden sind.
Quellen: Zeigt eine Liste der Quellaufgaben an, die im Werkzeug vorhanden sind.
Wählen Sie eine Aufgabe aus der Liste aus.
Der Name der Aufgabe wird im Feld Aufgabe aktualisiert.
Die Auswahl von Aufgaben mithilfe von Quellen, Kennnummern/Identifikator-Text wird ausführlich im Abschnitt Quellen erläutert.
Relevante Informationen
Konfiguration des manuellen Modus in der virtuellen Station
Der manuelle Modus der virtuellen Station dient zur Ausführung von Aufgaben, während das Werkzeug verriegelt ist. Wenn das Werkzeug aus einem bestimmten Grund verriegelt ist (z. B. weil das Werkzeug außerhalb seines TLS-Bereichs liegt), könnte es dennoch notwendig sein, bestimmte Aufgaben mit dem Werkzeug zu erledigen, z. B. Notfallarbeiten. Durch das Konfigurieren des manuellen Modus für die virtuelle Station können Benutzer bestimmen, welche Signale beim Wechsel in den manuellen Modus gesendet werden (Eingangssignale), welche Aufgabe im manuellen Modus ausgeführt wird (sekundäre Aufgabe) und welche Signale beim Verlassen des manuellen Modus (Ausgangssignale) gesendet werden.
Da die gewünschten Szenarien je nach Benutzer variieren können (d. h. welche Signale beim Eingang und Ausgang gesendet werden sollen und welche Aufgabe durchzuführen ist), ist der manuelle Modus für jede virtuelle Station vollständig konfigurierbar.
Die Konfiguration besteht aus drei Elementen: Eingangssignale, Ausgangssignale und die sekundäre Aufgabe. (Beachten Sie, dass mit der primären Aufgabe die (automatische) Aufgabe gemeint ist, die der virtuellen Station unter Aufgabe zugewiesen wird.)
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus. Wählen Sie Manuellen Modus einstellen im Feld Aufgabe aus.
Wählen Sie Aufgabe wählen oder Aufgabe ändern im Feld Sekundäre Aufgabe aus. Hierdurch wird festgelegt, welche Aufgabe im manuellen Modus ausgeführt werden soll.
Wenn keine sekundäre Aufgabe festgelegt wird, wird während des manuellen Modus die primäre Aufgabe verwendet.
Für die sekundäre Aufgabe können alle Aufgabentypen (Verschraubung, Stapelprogrammsequenz, Signalquelle) wie für die primäre Aufgabe eingestellt werden.
Stellen Sie die zu sendenden Übergangssignale ein, indem Sie das Plus-Symbol unten im Bereich Übergang auswählen.
Stellen Sie die zu sendenden Verlassen-Signale ein, indem Sie das Plus-Symbol unten im Bereich Verlassen auswählen. Angaben zu den Parametern für Verlassen-Signale siehe unten.
Es können maximal 99 Übergangs- und Verlassen-Signale eingestellt werden.
In diesem Abschnitt
Übergangs- und Verlassen-Signale
Die Parameter für ein- und ausgehende Signale sind die gleichen.
Es gibt zwei Signalarten: Boolesch und Ganzzahl/Zeichenfolge Für Boolesche Signale wird ein Ein/Aus-(True/False-)Schalter verwendet. Für Ganzzahl-/Zeichenfolgensignale wird ein Textfeld verwendet, in dem das (E/A-)Signal oder die Zeichenfolge angegeben werden kann.
Signal | Typ | Standardwert |
|---|---|---|
Sequenz abbrechen | Boolesche Instanz | Aus |
Ereignisse bestätigen | Boolesche Instanz | Aus |
Werkzeugscanner aktivieren | Boolesche Instanz | Aus |
Ergebnisse löschen | Boolesche Instanz | Aus |
Befehle Open-Protokoll deaktivieren | Boolesche Instanz | Aus |
Extern überwacht [1-8] | Boolesche Instanz | Aus |
Grüne Werkzeug-LED programmieren (externes Protokoll) | Boolesche Instanz | Aus |
Löschen aller Barcodes | Boolesche Instanz | Aus |
Stapelprogramm zurücksetzen | Boolesche Instanz | Aus |
Stapelprogrammsequenz zurücksetzen | Boolesche Instanz | Aus |
Bistabiles Relais zurücksetzen | Boolesche Instanz | Aus |
Letzten Barcode löschen | Boolesche Instanz | Aus |
Zu viele NIO zurückgesetzt | Boolesche Instanz | Aus |
Bistabiles Relais setzen | Boolesche Instanz | Aus |
Werkzeug nach Abschluss entriegeln | Boolesche Instanz | Aus |
Werkzeug bei Deaktivieren entriegeln | Boolesche Instanz | Aus |
Open Protocol
Unter Protokolle im Menü Virtuelle Station finden Sie abhängig von der aktuell gültigen Lizenz eine Liste der verfügbaren Kommunikationsprotokolle. Open Protocol ist für alle Lizenzen verfügbar.
Um über Open Protocol auf die Funktionen zugreifen zu können, muss ein einzigartiger Port für die virtuelle Station definiert werden.
Definition des Ports für Open Protocol:
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus.
Setzen Sie den Schalter Open Protocol auf Ein.
Geben Sie die Server-Port-Nummer ein.
Geben Sie für das Kommunikations-Timeout einen Wert in Sekunden zwischen 15 und 60 ein.
Geben Sie den SPS-Index-Wert ein.
Der SPS-Index legt fest, an welche Stelle im gemeinsam genutzten Speicher die Open Protocol-Befehle geschrieben werden sollen. Der Standardwert ist 1, es sind aber Werte zwischen 1 und 6 möglich.
Die durchzuführende Maßnahme bei einem Kommunikationsausfall zum Client wählen.
Die Einstellung „Trennen“ steuert die durchzuführende Maßnahme bei einem Verbindungsfehler.
Keine - Das Verschraubungsprogramm wird normal fortgesetzt.
Werkzeug sperren aktiv hoch - Das Werkzeug wird nach normalem Abschluss der aktuellen Verschraubung gesperrt.
Aufgabenauswahl aufheben – Die Verschraubung wird nach Abschluss der momentan ausgeführten Aufgabe abgebrochen. Eine Ausnahme sind reine Verschraubungsprogramme oder Gruppensequenzen, bei denen die Aufgabe nach Abschluss entfernt wird.
Werkzeug immer sperren - Das Werkzeug wird nach Abschluss der aktuellen Verschraubung gesperrt, ungeachtet des Ergebnisses.
Setzen Sie Legacy-Zähler verwenden je nach Bedarf auf Ja oder Nein.
Wird der Zähler auf Ja eingestellt, zählt der Legacy-Zähler alle Verschraubungen in einer Sequenz und gibt die Anzahl an nachgeschaltete Systeme aus.
Setzen Sie MID0015 Ausgewählte Kennnummer wiedergeben je nach Bedarf auf Ja oder Nein.
Wenn dieser Zähler auf Ja gesetzt wird, antwortet der Controller in MID0015 PSET_SELECTED mit dem Wert der ausgewählten Kennnummer. Anderenfalls wird die ID des aktuellen Verschraubungsprogramms gesendet.
Wählen Sie MID2500-Löseprogramm und anschließend ein MID2500-Löseprogramm aus der Liste aus.
Wählen Sie Übernehmen.
ILM Protokoll
Das ILM Protocol ermöglicht die Kommunikation zwischen einem ILM-System und der Steuerung.
Weitere Informationen finden Sie im ILM Protocol-Benutzerhandbuch.
Zubehör wählen
Hinzufügen von Zubehör zur virtuellen Station
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus.
Wählen Sie Zubehör wählen im Feld Zubehör aus.
Wählen Sie das zu verbindende Zubehör: Aufsatz-Selektor, Lichtsäule, Bedienfeld, Scanner, E/A-Erweiterung oder E/A-Hub.
Wählen Sie in der Spalte Konfiguration (links) die für das Zubehör zu verwendende Konfiguration aus.
Wählen Sie in der Spalte Verbundenes Zubehör (rechts) das Zubehör aus, das verwendet werden soll.
Zubehör von der virtuellen Station entfernen
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station im linken Fenster aus.
Wählen Sie Zubehör wählen im Feld Zubehör aus.
Wählen Sie in der Liste Zugewiesenes Zubehör das Minus-Symbol neben dem Zubehör aus, das entfernt werden soll.
Werkzeug
Anzeige der Werkzeuginformationen
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug im linken Fenster aus.
Erweitern Sie das Feld Werkzeuginformationen, um die folgenden Informationen anzuzeigen:
Informationen
Beschreibung
Modell
Werkzeugmodell-Bezeichnung.
Max. Drehzahl
Die maximale Ausgabedrehzahl des Werkzeugs (U/min).
Getriebeübersetzung
Das Verhältnis der Winkelgeschwindigkeit des Antriebsritzels zur Winkelgeschwindigkeit des Abtriebsritzels.
Seriennummer
Die Seriennummer des Werkzeugs kann für die Auswahl der richtigen Ersatzteilliste oder Serviceanleitungen benötigt werden.
Max. Drehmoment
Das maximale Drehmoment, das das Werkzeug zum Anziehen verwenden kann.
Produktnummer
Die Produktnummer des Werkzeugs.
Produktionsdatum
Das Herstellungsdatum des Werkzeugs.
Informationen zur vorderen Anbaugruppe
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug aus. Informationen zum Typ der vorderen Anbaugruppe können unter Informationen zur vorderen Anbaugruppe angezeigt werden.
Vor der Verwendung eines GFA-Vorsatzes – ob als Offenmaul oder in geschlossener Ausführung – muss sichergestellt werden, dass Werkzeugkopf und Werkzeugkorpus ordnungsgemäß montiert und konfiguriert sind. Andernfalls kann es zu Schäden am im Kopf befindlichen mechanischen Anschlag kommen. Dies gilt insbesondere für den Offenmaul-Typ, wenn das Werkzeug in der falschen Richtung betrieben wird.
Zur Konfiguration der vorderen Anbaugruppe ist eine Service-Lizenz erforderlich.
Informationen | Beschreibung |
|---|---|
Umgekehrte Anzugsrichtung | Anzeige der Anzugsrichtung. Ja: Rückwärts Nein: Rechtslauf (Standard) |
Verschraubungsrichtung | UZS: Vorgegeben Verschraubungsrichtung wird auf im Uhrzeigersinn festgelegt. Gegen UZS Verschraubungsrichtung wird auf gegen den Uhrzeigersinn festgelegt. |
Positionierungsgrenze | Manuell Legt die Drehmoment-Positionierungsgrenze fest. Auto: Vorgegeben Die Drehmoment-Positionierungsgrenze wird automatisch auf 2 % des maximalen Drehmoments, jedoch mindestens 2 Nm eingestellt. |
Offenmaul-Tuning ausführen
Die Offenmaul-Tuning-Funktion ist für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration verfügbar. Die Funktion berechnet die tatsächliche Getriebeübersetzung der Kombination aus Werkzeug und Verlängerung und speichert diese im Werkzeug. Das Tuning nimmt etwa zwei Minuten in Anspruch.
Wenn das Offenmaul-Tuning abgeschlossen ist, muss das Werkzeug mit installierter Offenmaul-Verlängerung kalibriert werden.
Wählen Sie Ausführen aus und betätigen Sie anschließend den Startknopf am Werkzeug.
Folgen Sie den auf dem Bildschirm eingeblendeten Anweisungen und halten Sie den Startknopf am Werkzeug weiter gedrückt, bis das Offenmaul-Tuning abgeschlossen wurde.
Bei erfolgreich abgeschlossenem Offenmaul-Tuning wird ein IO-Ereignis angezeigt.
Bei nicht erfolgreich abgeschlossenem Offenmaul-Tuning oder wenn der Startknopf am Werkzeug vor dem Abschluss des Offenmaul-Tunings losgelassen wurde, wird ein NIO-Ereignis angezeigt.
Integrität
Die Ansicht Integrität enthält Angaben zur Werkzeugtemperatur.
Die Werkzeugtemperatur wird kontinuierlich überwacht. Bei den unterstützten Temperatureinheiten handelt es sich um Grad Celsius (°C) und Grad Fahrenheit (°F), wobei °C die Standardeinheit ist. Wenn die Temperatur einer kritischen Komponente die Höchsttemperatur überschreitet, wird das Werkzeug gesperrt und eine Warnung (2014) eingeblendet. Die erneute Freigabe des Werkzeugs erfolgt, sobald die Temperatur der kritischen Komponente wieder unter die Temperaturgrenze fällt.
Überwachung der Werkzeugtemperatur
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug im linken Fenster aus. Die Temperaturen der verschiedenen Komponenten sind unter Integrität aufgelistet.
Wählen Sie die Ansicht Spitzentemperatur aus, um in Bezug auf die ausgewählte Komponente eine Liste der höchsten Temperaturspitzen aufzurufen.
Wählen Sie die Ansicht Echtzeittemperatur aus, um die Temperatur der ausgewählten Komponente konstant zu überwachen.
Echtzeittemperatur
Es besteht die Möglichkeit, die Echtzeittemperatur einer Komponente konstant zu überwachen. Die Echtzeittemperaturansicht beinhaltet Temperaturstatusanzeigen (Normal oder Überhitzt), die Live-Temperatur und eine grafische Darstellung zum Verlauf der Temperaturentwicklung, wie er sich während der Dauer der Überwachung gezeigt hat. Als Bezugswert werden in der grafischen Darstellung zudem der Überhitzungsgrenzwert und der Hysteresegrenzwert angezeigt. Ist eine Komponente überhitzt, kehrt sie erst dann in den Normalzustand zurück, wenn die Temperatur unter den Hysteresegrenzwert fällt.
Die Verlaufsdatenpunkte können angeklickt werden, um eine detaillierte Ansicht des einzelnen Datenpunktes aufzurufen. Das Diagramm speichert einige Verlaufsdaten in dem Fenster, das beim Öffnen eines Diagramms geladen wird. Zudem besteht die Möglichkeit, mehrere Diagramme zur gleichen Zeit zu öffnen, indem man mehrere Fenster öffnet.
Spitzentemperatur
Das Werkzeug verfolgt die Temperatur der einzelnen Komponenten nach. Wenn eine Komponente überhitzt, wird ihre Spitzentemperatur im Werkzeug gespeichert. Die zehn höchsten täglichen Spitzentemperaturen der einzelnen Komponenten können mit Zeitstempel in der Webschnittstelle aufgerufen werden. Zusätzlich wird angezeigt, wie oft eine Komponente überhitzt hat und wie ihre aktuelle Temperatur ist. Beim Exportieren von Steuerungsdaten wird eine CSV-Datei mit allen gespeicherten Spitzentemperaturen des Werkzeugs erstellt. Diese Datei ist nicht passwortgeschützt.
Mit einer Service-Lizenz können die Verlaufsdaten zur Spitzentemperatur in der Ansicht Wartung des Werkzeugs zurückgesetzt werden. Durch das Zurücksetzen der Daten werden alle gespeicherten Spitzenwerte und Zählerstände für Überhitzungswarnungen gelöscht. Die Daten werden nicht auf der Speicherkarte, sondern im Werkzeugspeicher gespeichert. Durch den Wechsel oder das Entfernen der Speicherkarte werden die Temperaturspitzendaten weder verschoben noch verändert. Die Temperaturspitzendaten sollten nach jeder Wartung des Werkzeugs zurückgesetzt werden.
Service
Das Werkzeug speichert eine Wartungsintervallzahl und zählt, wie viele Verschraubungen ausgeführt werden können, bevor eine Werkzeugwartung oder -instandsetzung erforderlich ist.
Ein Wartungsintervall einstellen
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug im linken Fenster aus.
Erweitern Sie das Feld Wartung. Folgende Informationen werden eingeblendet:
Parameter
Beschreibung
Letzter Service
Datum und Uhrzeit der zuletzt durchgeführten Wartung. Das Datum der letzten Wartung wird von der Reparaturwerkstatt eingestellt. Das Letzte Wartungsdatum ist auf das aktuelle Datum und den aktuellen Zeitpunkt des Drückens der Taste Wartungszähler zurücksetzen eingestellt.
Gesamtanzahl an Anziehvorgängen bei der Wartung
Gesamtanzahl der Verschraubungen, die seit der letzten Wartung durch das Werkzeug ausgeführt wurden. Dieser Wert ist bei der Wartung verfügbar und bleibt bis zur nächsten Wartung gleich.
Restliche Verschraubungen
Gesamtzahl der übrigen Verschraubungen bis zum Erreichen des Wartungsintervalls.
Gesamtzahl der Verschraubungen
Gesamtanzahl aller Verschraubungen, zu denen es während der Betriebsdauer des Werkzeugs gekommen ist.
Anzahl an Wartungsvorgängen
Anzahl der Wartungsvorgänge, die am Werkzeug durchgeführt wurden.
Verschraubungswartungsanzeige
Prozentsatz an verkürzten Wartungsintervallen.
Wartungsintervall
Die Anzahl der Verschraubungen, die vor der nächsten Wartung durchgeführt werden sollen. Es kann als Vielfaches von 10.000 eingestellt werden.
Summe der Impulse bei Wartung
[nur Impulsschrauber] Die Gesamtzahl von Impulsen, die vom Werkzeug seit seiner ersten Verwendung durchgeführt wurden. Dieser Wert ist bei der Wartung verfügbar und bleibt bis zur nächsten Wartung gleich.
Verbleibende Impulse
[Nur Impulswerkzeuge] Gesamtzahl der übrigen Impulse bis zum Erreichen des Wartungsintervalls.
Gesamtzahl der Impulse
[nur bei Impulswerkzeugen] Anzahl der Impulse, die während der gesamten Betriebsdauer ausgeführt wurden.
Wartungsintervall
[nur Impulsschrauber] Anzahl der Impulse, die vor der nächsten Wartung durchgeführt werden sollen. Es kann als Vielfaches von 10.000 eingestellt werden.
Wartungsdaten zurücksetzen
Setzt den Zähler für die Verbleibenden Anziehvorgänge zurück und stellt das Letzte Wartungsdatum auf das aktuelle Datum ein.
Legen Sie im Feld Wartungsintervall einen Wert fest.
Die Anzahl der Wartungsintervalle kann nur als Vielfaches von 10.000 eingestellt werden. Andere Zahlen werden auf das nächste Vielfache von 10.000 abgerundet.
Um den Wartungsalarm zu aktivieren, wechseln Sie zu Einstellungen > Alarme > Wartung und setzen Sie die Wartungsalarm-Anzeige auf Ein.
Werkzeugkalibrierung
Mit der Werkzeugkalibrierung kann gesteuert werden, wie gut ein Werkzeug sich auf einen Referenzgeber bezieht.
Der im Werkzeugspeicher abgelegte Kalibrierwert wird dazu verwendet, den vom Drehmomentgeber des Werkzeugs bereitgestellten Drehmomentwert so einzustellen, dass der korrekte Drehmomentwert in der Benutzeroberfläche angezeigt wird. Die Oberfläche zeigt das Datum an, an dem das Werkzeug zuletzt kalibriert wurde.
Vorbereitung der Kalibrierung
Stellen Sie sicher, dass das Werkzeug zur Ausführung von Verschraubungen eingestellt ist. Richten Sie das Werkzeug mit einem Drehmoment-Referenzgeber aus, wie beispielsweise STa6000, STpad oder Joint Simulator Bench (JSB). Einrichtungsanweisungen können Sie der Bedienungsanleitung für den jeweiligen Drehmoment-Referenzgeber entnehmen.
Wählen Sie ein Verschraubungsprogramm mit einem Sollmoment aus, das normalerweise bei einer mit Ihrem Werkzeug ausgeführten Verschraubung verwendet wird.
Der für das Werkzeug zu verwendende Kalibrierwert wird über die vom Werkzeug und dem Drehmoment-Referenzgeber erhaltenen Drehmomentwerte unter Verwendung der unten angegebenen Gleichung berechnet.
Neuer Kalibrierwert = Alter Kalibrierwert × Mittelwert (Referenzwerte / Power Focus-Werte)
Kalibrierung des Werkzeugs
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Virtuelle Station > Werkzeug > Kalibrierung aus.
Notieren Sie sich den alten Kalibrierwert im Kalibrierwert: Haupt-Textfeld.
Ein Werkzeug mit mehreren Messwertgebern zeigt zwei Kalibrierwerte an, Drehmoment und Drehmoment 2. Der Kalibrierwert Drehmoment 2 wird für den vorderen Momentgeber verwendet.
Wenn der Kalibrierwert um mehr als 10 % angepasst wird, wird ein Bestätigungsfenster angezeigt, da die Änderung die Genauigkeit und Leistung des Systems signifikant beeinflussen kann.
Führen Sie mindestens drei Verschraubungen aus und verwenden Sie die vom Werkzeug und dem Referenzgeber (ACTA oder Ähnliches) abgelesenen Drehmomentwerte, um die mittleren Drehmomentwerte zu ermitteln.
Berechnen Sie den neuen Kalibrierwert mithilfe der Gleichung Neuer Kalibrierwert.
Geben Sie gegebenenfalls ein neues Datum im Feld Nächstes Kalibrierdatum ein.
Speichern Sie den neuen Kalibrierwert im Werkzeugspeicher, indem Sie den berechneten Wert im Kalibrierwert: Drehmoment oder Kalibrierwert: Textfeld Drehmoment 2. Bestätigen wählen.
Nach Abschluss der Kalibrierung, führen Sie eine Verschraubung durch, um die neuen Werte auf Richtigkeit zu prüfen.
Um den Kalibrieralarm zu aktivieren, wechseln Sie zu Einstellungen > Alarme > Kalibrierung und setzen Sie den Kalibrieralarm auf Ein.
Kalibrierungsbeständigkeit
Nach einem Software-Update kann aufgrund von Veränderungen der Software eine Neukalibrierung des aktualisierten Werkzeugs nötig sein. Wenn die Funktion für die Kalibrierungsbeständigkeit aktiv ist, löst das Werkzeug das Ereignis Nummer 2045 (Ungültiger Kalibrierwert) aus und verhindert, dass Verschraubungen durchgeführt werden. Nach der Neukalibrierung des Werkzeugs wird es entriegelt und es können wieder Verschraubungen ausgeführt werden.
Um die Funktion zu aktivieren, muss das Werkzeug mit einer Software kalibriert werden, die über die Funktion für Kalibrierungsbeständigkeit verfügt (Version 3.13 oder höher). Wenn ein zukünftiges Software-Update Kalibrierwerte enthält, die nicht mit der Kalibrierung übereinstimmen, wird das Werkzeug wie zuvor beschrieben gesperrt.
Bei einem direkten Upgrade auf eine Software, die eine Neukalibrierung erfordert, ohne dass die Funktion aktiviert wird, wird weder das Werkzeug gesperrt noch das Ereignis ausgelöst.
Kalibrieren eines Werkzeugs mit einem STa6000 oder STpad
Durchführung einer QA-Kalibrierung über ein STa6000 oder STpad
Wechseln Sie zum Menü Integrierte Werkzeugsteuerung und wählen Sie Werkzeug > QA > Kalibrierung aus.
Setzen Sie QA-Kalibrierung auf Ein.
Wählen Sie die zu verwendende Verbindungsart aus (TCP oder COM) und geben Sie die Portnummer ein.
Der Standardport zur Kommunikation lautet 4561.
Starten Sie die Kalibrierung vom STa6000/STpad aus. Das STa6000/STpad fordert Werkzeuginformationen und Verschraubungsprogramm an.
Einzelne Spannprogramme können nicht zur Kalibrierung verwendet werden. Stellen Sie sicher, dass ein Batch-Programm ausgewählt ist.
Führen Sie das Festziehen aus. Wenn das Kalibriergerät eine Verschraubung erkennt, fordert es das Verschraubungsergebnis vom Werkzeug an.
Wiederholen Sie den oben genannten Schritt bis alle Verschraubvorgänge der Charge ausgeführt wurden.
Nach Fertigstellung erstellt das STa6000/STpad einen Bericht und berechnet einen neuen Kalibrierwert für das Werkzeug.
Wählen Sie Speichern im STa6000 aus, um den neuen Kalibrierwert an das Werkzeug zu senden.
Wird während der Kalibrierung das Verschraubungsprogramm geändert oder die Sequenz/Gruppe aktualisiert, wird die Kalibrierung abgebrochen.
Die für die Kalibrierung verwendete Losgröße ist unbegrenzt. Der STa6000 kann jedoch nur zwei Ziffern als Losgröße anzeigen. Der Zähler auf dem Sta6000 zeigt daher 00 für 100 an.
Nach Abschluss der Kalibrierung, führen Sie eine Verschraubung durch, um die neuen Werte auf Richtigkeit zu prüfen.
Motortuning
Durch ein Motortuning wird das Motorsteuergerät des Werkzeugs justiert, um eine Leistungsoptimierung und Verlustminimierung zu erzielen.
Das Motortuning dauert ca. zwei Minuten, wobei die Spindel vor dem Abschluss sowohl im (CC) als auch gegen den Uhrzeigersinn (CCW) gedreht wird.
Für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration:
Entfernen Sie die offene Verlängerung vom Werkzeug, bevor Sie das Motortuning durchführen.
Motortuning durchführen
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug > Motortuning aus.
Wählen Sie Ausführen aus und betätigen Sie anschließend den Startknopf am Werkzeug.
Folgen Sie den auf dem Bildschirm eingeblendeten Anweisungen und drücken Sie weiterhin den Startknopf am Werkzeug, bis das Motortuning abgeschlossen wurde.
Bei erfolgreich abgeschlossenem Motortuning wird ein IO-Ereignis angezeigt.
Bei nicht erfolgreich abgeschlossenem Motortuning, oder wenn der am Werkzeug befindliche Startknopf vor dem Abschluss des Motortunings gedrückt wurde, wird ein NIO-Ereignis angezeigt.
Anzeige von Informationen zum Messwertgeber
Ein Werkzeug kann abhängig vom Werkzeugtyp über mehrere Drehmoment- und Winkelmesswertgeber verfügen. Ein Bild zeigt die Position der Messwertgeber.
Wählen Sie Details für weitere Informationen zu den Drehmoment- und Winkelmesswertgebern. Abhängig vom Messwertgebertyp können die folgenden Informationen verfügbar sein.
Informationen | Beschreibung |
|---|---|
Aktiviert | Zeigt einen aktivierten Geber an. |
Getriebeübersetzung | Die Getriebeübersetzung zwischen Geber und ausgehender Welle des Werkzeugs. |
Aufziehen | Der Aufziehausgleichsfaktor für den Winkelgeber. |
Informationen | Beschreibung |
|---|---|
Aktiviert | Zeigt einen aktivierten Geber an. |
Seriennummer | Seriennummer des Gebers als Strang. |
Artikelnummer | Artikelnummer des Gebers als Strang. |
Kalibrierwert | Eichwert für den Geber in Nm. |
Anzeige von Informationen zum Messwertgeber
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Werkzeug im linken Fenster aus.
Erweitern Sie das Feld Informationen zum Messwertgeber, um die Kalibrierwerte für den Primären und, falls zutreffend, den Sekundären Momentgeber anzuzeigen.
Werkzeugdiagnose
Diagnosetests
Um herauszufinden, ob ein Werkzeug korrekt funktioniert, kann ein Diagnosetest für das Werkzeug durchgeführt werden. Die Art des Tests, welcher ausgeführt werden kann, hängt vom verbundenen Werkzeug ab. Es können drei unterschiedliche Testarten durchgeführt werden:
Automatischer Diagnosetest: Es ist keine Aktion seitens des Bedieners erforderlich.
Manuelle Tests ohne Bestätigung: Der Bediener muss während des Tests einige Aufgaben ausführen.
Manuelle Tests mit Bestätigung: Der Bediener muss das Werkzeugverhalten überwachen und Feedback zu diesem geben.
Für jedes Werkzeug und jede Steuerung kann jeweils nur ein Diagnosetest zur selben Zeit gestartet werden.
Wenn der Diagnosetest gestartet wird, wird die Sitzung für andere Clients gesperrt. Für Diagnosetests gilt ein Timeout von 20 Minuten. Fünf Minuten vor dem Timeout wird eine Warnung angezeigt, woraufhin die Sitzung verlängert oder beendet werden kann.
Automatischer Diagnosetest | Manueller Test ohne Bestätigung | Manueller Test mit Bestätigung |
|---|---|---|
|
|
|
Start einer Diagnosetestsitzung
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie im linken Fenster Werkzeug aus.
Wählen Sie unter Diagnose Diagnosetests aus.
Aktivieren Sie Diagnosetests.
Wählen Sie den Test aus, der ausgeführt werden soll.
Folgen Sie den Anweisungen auf dem Bildschirm.
Bei allen Tests werden Ergebnisse mit grüner oder roter Kennzeichnung angezeigt.
Wenn innerhalb von 5 Sekunden keine Aktion ausgeführt wird, kommt es zum Timeout des Diagnosetests.
Das Ergebnis des Diagnosetests wird bei Abschluss der Testsitzung angezeigt.
Wenn Sie die Seite Diagnosetest verlassen, verschwindet das Ergebnis!
Bei einigen Tests wird ein detaillierter Bericht angezeigt, bei anderen lediglich Fehler.
Wählen Sie zum Export eines Testergebnisses die Schaltfläche Exportieren aus.
In diesem Abschnitt
5G-Diagnostik
Siehe Kapitel 5G-Diagnose im 5G Connect-Benutzerhandbuch.
IAM
Das Intelligente Applikations-Modul (IAM) ist ein als SD-Karte gestalteter nichtflüchtiger Speicher, der im Werkzeug sitzt. Das Speichermodul enthält alle Werkzeugprogramme, Konfigurationen und Ergebnisse. Das IAM kann von einem Werkzeug in ein anderes umgesetzt werden, sodass beispielsweise bei einem Ausfall schnell auf ein Ersatzwerkzeug gewechselt werden kann.
Weisen Sie dem Werkzeug einen Namen zu
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie IAM aus.
Weisen Sie dem Werkzeug einen Namen zu.
Softwareversionen
Es können zwei Softwareversionen gleichzeitig auf dem Werkzeug installiert werden. Die Installation einer zweiten Softwareversion kann bei der Ausführung von Upgrades an mehreren Werkzeugen nützlich sein. Wenn die Produktion bereit für den Wechsel zur aktualisierten Software ist, erfolgt die Aktivierung der neuen Softwareversion über die Benutzeroberfläche der IxB-Software oder über ToolsTalk 2.
Bei einer Änderung der Softwareversion werden die Werkzeugkonfigurationen sowie die Verschraubungsprogramme nicht übertragen.
In diesem Abschnitt
Software-Aktivierung
Das Werkzeug kann zwei installierte Softwareversionen speichern. Über die Funktion Software-Aktivierung ist es möglich, die zu verwendende Softwareversion auszuwählen.
Stellen Sie sicher, dass der Akku während des gesamten Prozesses mit dem Werkzeug verbunden bleibt.
Aktivierung einer Softwareversion
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie Software im linken Fenster aus.
Wählen Sie im Fenster Software-Aktualisierung den Punkt Gespeichert aus.
Das Werkzeug wird automatisch neu gestartet, damit die Aktivierung wirksam wird.
Aktualisierung der Softwareversion
Stellen Sie sicher, dass der Akku während des gesamten Prozesses mit dem Werkzeug verbunden bleibt.
Falls das installierte Softwarepaket nicht mit der Werkzeug-Hardware kompatibel ist, wird das Software-Update abgebrochen. Es wird eine Warnmeldung angezeigt, welche angibt, welche Teile der Hardware den Abbruch verursacht haben.
Informationen zur aktuellen Werkzeug-Hardware finden Sie unter Integrierte Werkzeugsteuerung > Hardware.
Wechseln Sie zum Menü Integrierte Werkzeugsteuerung und wählen Sie Software im linken Fenster aus.
Wechseln Sie zum Feld Softwareupdate und wählen Sie DURCHSUCHEN aus.
Suchen Sie nach der zip-Datei mit der entsprechenden Software und wählen Sie diese aus. Folgenden Sie den Anweisungen, um die Installation abzuschließen.
Wenn der Start der Steuergeräteanwendung wiederholt fehlschlägt, startet das Steuergerät im Rettungsmodus. Im Rettungsmodus kann eine neue Firmware installiert werden. Das Rettungs-Image wird mit der Softwareaktualisierung geliefert und kann aktualisiert werden, wenn ein neueres Rettungs-Image zur Verfügung steht.
Schalten Sie das System nicht aus, während das Rettungs-Image aktualisiert wird. Das System wird neu hochfahren, wenn die Aktualisierung gestartet wird.
Tutorials zu den Produktgrundlagen
https://www.youtube.com/watch?v=-Vq6uKaKfcA
Relevante Informationen
Hardware
Hardwareinformationen des Werkzeugs anzeigen
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung. Wählen Sie im linken Fenster Hardware aus.
Wählen Sie eines der folgenden Hardware-Module aus:
Hauptplatine
Antriebsmodul
BHMI
EHMI-Platine
EHMI-Modul
RHMI-Platine
RMHI-Modul
Vordere Messwertgeberplatine
Vorderes Messwertgebermodul
Die folgenden Informationen werden für jedes Hardware-Modul angezeigt:
Seriennummer
Artikelnummer
Hardware-Revision
Produktname
Produktionsdatum
Exportieren und Importieren von Konfigurationen
Die Export- und Importfunktionen werden zum Export von Ereignissen und Verschraubungsergebnissen zur Analyse in externen Programmen sowie zur Übertragung von Verschraubungsprogrammen, Gruppen und Werkzeugkonfigurationen zwischen Werkzeugen verwendet.
Die Exportfunktion dient zum:
Export von Anziehergebnissen und Aktionen für die weitere Verarbeitung.
Export von Protokolldateien zur Fehlerbehebungsunterstützung für einen Servicetechniker von Atlas Copco.
Export von Werkzeugkonfigurationen, die zum Kopieren von Einstellungen auf ein anderes Werkzeug verwendet werden können.
Eine Konfiguration exportieren
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung. Wählen Sie im linken Fenster Export/Import aus.
Wählen Sie aus, was vom Werkzeug exportiert werden soll: Alle Informationen oder Einstellungen und Konfigurationen.
Bei der Auswahl von Einstellungen und Konfigurationen wird keine Datei mit Ergebnissen oder Ereignissen in das Archiv exportiert. Mit dieser Einstellung nimmt der Export weniger Zeit in Anspruch.
Wählen Sie EXPORT. Es wird eine Aufforderung zur Auswahl des Speicher- oder Abrufpfads der exportierten Datei angezeigt.
Eine Konfiguration importieren
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung. Wählen Sie im linken Fenster Export/Import aus.
Wählen Sie IMPORT. Bei Verwendung der Importfunktion werden alle Einstellungen für Verschraubungsprogramm, Stapelprogramm, Zubehör und Werkzeug mit den Einstellungen in der Importdatei ersetzt. Einstellungen für Netzwerk, PIN sowie Ergebnisse und Ereignisse werden jedoch nicht importiert.
Wählen Sie im Dialogfeld FORTFAHREN aus, um mit dem Import zu beginnen.
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=MDmNjeEkp-g
In diesem Abschnitt
Exportierte Informationen und Dateiformat
Die exportierte Datei ist ein komprimiertes Dateiarchiv, das die folgenden Dateien enthält:
Alle Informationen
IXBExport_<Tool iam name>_<datetime>_Results.csv
IXBExport_<Tool iam name>_<datetime>_Events.csv
IXBExport_<Tool iam name>_<datetime>_ToolPeakTemperatures.csv
ExportInfo.txt
settings/settings.bin
atlas_tool_i.zip
atlas_sys_i.zip
atlas_subsystems_info.zip
atlas_plc.zip
jsonConfigurations.zip
systemInfo.json
Einstellungen und Konfigurationen
ExportInfo.txt
settings/settings.bin
jsonConfigurations.zip
Datei | Beschreibung |
|---|---|
IXBExport__<Tool iam name>_<datetime>_Events.csv | Eine CSV-Datei mit folgenden Informationen:
|
IXBExport_<Tool iam name>_<datetime>_ToolPeakTemperatures.csv | Eine CSV-Datei mit folgenden Informationen:
|
IXBExport__<Tool iam name>_<datetime>_Results.csv | Eine CSV-Datei mit folgenden Informationen:
|
ExportInfo.txt | Angaben zur Werkzeugeinrichtung und der Werkzeugsoftware. |
settings/settings.bin | Eine Binärdatei, die alle Verschraubungsprogramme, Gruppeneinstellungen, Zubehörkonfigurationen und Werkzeugeinstellungen enthält, wie beispielsweise: Sprache, Drehmomenteinheiten, Datum und Uhrzeit und Erscheinungsbild der Ergebnisansicht. |
atlas_tool_i.zip | Werkzeugprotokolle (zur Fehlerbehebung) |
atlas_sys_i.zip | Protokolldateien von IT-Anwendung |
atlas_subsystems_info.zip | Informationen zur Subsystem-Software |
atlas_plc.zip | SPS-Konfiguration |
jsonConfigurations.zip | Mehrstufige Verschraubungs- und Löseprogramme |
systemInfo.json | Hardware-Übersicht mit Informationen zu:
|
atlas_battery_log.zip | Akkuprotokolle für die Fehlersuche. |
Je nach Spracheinstellung in der IxB-Software verwendet die exportierte .csv-Datei verschiedene Zeichen zur Trennung der Felder. Je nach Spracheinstellung auf dem Computer können beim Öffnen der exportierten .csv-Datei Formatierungsprobleme auftreten. Um Schwierigkeiten zu vermeiden, sollte die vom Werkzeug verwendete Sprache immer der Sprache des Computers entsprechen.
In der nachfolgenden Tabelle finden Sie Details zur Sprachformatierung der IxB-Software:
Sprache | Datum/Uhrzeit | Feld-Trennsymbol | Zahlenformat |
|---|---|---|---|
Englisch (en_US) | MM/TT/JJJJ hh:minmin:ss | , | 123,456 |
Tschechisch (cs_CZ) | TT.MM.JJJJ hh:minmin:ss | ; | 123.456 |
Deutsch (de_DE) | TT.MM.JJJJ hh:minmin:ss | ; | 123.456 |
Spanisch (es_ES) | TT/MM//JJJJ hh:minmin:ss | ; | 123.456 |
Französisch (fr_FR) | TT/MM/JJJJ hh:minmin:ss | ; | 123.456 |
Koreanisch (ko_KR) | JJJJ-MM-TT hh:minmin:ss | , | 123,456 |
Italienisch (it_IT) | TT/MM/JJJJ hh:minmin:ss | ; | 123.456 |
Japanisch (ja_JP) | JJJJ/MM/TT hh:minmin:ss | , | 123,456 |
Portugiesisch (pt_BR) | TT/MM/JJJJ hh:minmin:ss | ; | 123.456 |
Russisch (ru_RU) | TT.MM.JJJJ hh:minmin:ss | ; | 123.456 |
Schwedisch (sv_SE) | JJJJ-MM-TT hh:minmin:ss | ; | 123.456 |
Chinesisch (zh_CN) | JJJJ/MM/TT hh:minmin:ss | , | 123,456 |
Automatisches Backup
Das Fenster Automatisches Backup erlaubt die Aktivierung oder Deaktivierung des sFTP-Exports.
Standardmäßig ist der Schalter sFTP-Export aktivieren auf AUS gestellt.
Wird der Schalter sFTP-Export aktivieren auf EIN gestellt, so wird 10 Minuten nach der letzten Konfigurationsänderung eine Exportdatei erstellt.
Ist der Schalter sFTP-Export aktivieren beim Systemstart auf EIN gestellt, so wird automatisch innerhalb von 2-3 Minuten eine Exportdatei erstellt. Die Exportdatei wird innerhalb von 2-3 Minuten erstellt, um Veränderungen zu berücksichtigen, die möglicherweise vor dem Herunterfahren des Systems durchgeführt wurden.
Die alte Backup-Datei wird gelöscht, bevor die neue Backup-Datei zur Verfügung steht.
Die Daten in der exportierten Datei enthalten alle Konfigurationen und Einstellungen der Steuerung.
sFTP-Benutzer finden die exportierte Datei im folgenden Ordner des Systems: /Export/<export file name>.
Es wird ein sFTP benötigt, welches das System unterstützt.
Für den Abruf der Datei benötigen sFTP-Benutzer kein Passwort.
Der Benutzername für sFTP-Benutzer lautet wie folgt:
Benutzername | autoexport |
Export von „Systemprotokollen und -informationen“
Mit diesem Export kann ein Servicetechniker die Systemprotokolle und -informationen zur Unterstützung bei der Fehlersuche mit den Servicetechnikern von Atlas Copco teilen.
Der Export von Systemprotokollen und -informationen schließt keine Protokolle von angeschlossenen Werkzeugen mit ein.
Falls Sie die Protokolle von diesen angeschlossenen Werkzeugen exportieren müssen, wählen Sie die entsprechende Exportmethode aus.
Alle im Export der Systemprotokolle und -informationen enthaltenen Daten werden in einer Datei mit dem Namen PF/IXBExport_<IAM-Name>_<DatumUhrzeit>.tar.gz gespeichert, welche die folgenden Dateien und Verzeichnisse umfasst:
atlas_sys_d.zip – Protokolldateien von Antriebsanwendung
atlas_sys_i.zip – Protokolldateien von IT-Anwendungen
atlas_protocol_log.zip – Protokolldateien von externen Protokoll-Adaptern
ExportInfo.txt – Textdokument mit Informationen zum IAM und zur Steuerung
licenseInformation.zip – Lizenzinformationen und Systemfunktionalitäten
atlas_systeminformation.zip – Informationen zum aktuellen Systemzustand und zur Einrichtung für die F&E-Abteilung von Atlas Copco
atlas_workflow_log.zip – Protokolldateien für den Workflow von externen Protokoll-Adaptern
vsInfo.json – Hardware-Überblick mit Informationen zu virtuellen Stationen sowie verbundenen Werkzeugen und Zubehör.
hwInfo.json – Hardware-Details mit Informationen zu Steuerungskomponenten und verbundenen kabellosen Werkzeugen.
Exportieren von „Systemprotokollen und -informationen“
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie im linken Fenster Export/Import aus.
Öffnen Sie im Fenster Export das Dropdown-Menü und wählen Sie Systemprotokolle und -informationen aus.
Wählen Sie im Export-Fenster Export aus.
Am Ende des Exportvorgangs bestätigt ein Popup-Fenster, dass der Export abgeschlossen ist.
Es wird automatisch eine Datei PF/IXBExport_<IAM Name>_<DatumZeit>.tar.gz heruntergeladen.
Anschluss an eine Power Focus-Steuerung (IxB Connect)
Für Anwendungen, bei denen eine physische Steuerung erforderlich ist, kann das IxB-Werkzeug mit einer Power Focus 6000 oder einer Power Focus 8 verbunden werden.
Anwendungen, bei denen dies erforderlich ist, können beispielsweise sein:
beim Einsatz eines Feldbusses
beim Einsatz von kabelgebundenem Stationszubehör (Stapelleuchte, Bedienkonsole, usw.)
beim Einsatz von E/A
wenn eine Steuerung als physischer Hub und Puffer benötigt wird
Vergewissern Sie sich, dass sowohl die Steuerung als auch das IxB-Werkzeug mit derselben Software-Version arbeiten, bevor Sie versuchen, beide zu koppeln. Andernfalls wird sowohl auf der Steuerung als auch auf dem Werkzeug die folgende Fehlermeldung angezeigt: „Falsche Werkzeugsoftware-Version“
Wechseln Sie im Hauptmenü zu Integrierte Werkzeugsteuerung und wählen Sie im linken Fenster Integrierte Steuerung aus.
Setzen Sie Integrierte Steuerung auf Aus, um das IxB-Werkzeug mit der externen Steuerung zu verbinden. Warten Sie, bis das Werkzeug neu gestartet hat.
Nach dem Neustart werden die im Werkzeug gespeicherten Konfigurationen, wie etwa Verschraubungsprogramme, gelöscht.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie Netzwerk > Drahtlos-Client > Bearbeiten aus. Verbinden Sie das Werkzeug mit einem drahtlosen Netzwerk.
Bei diesem Schritt muss das Werkzeug ein zweites Mal neu gestartet werden.
Wählen Sie in den Einstellungen IxB Connect aus und geben Sie die IP-Adresse der Steuerung ein. Wählen Sie Übernehmen aus und warten Sie, bis das Werkzeug neu gestartet hat.
Das IxB-Werkzeug erscheint nun im Menü Werkzeug der externen Steuerung.
Wählen Sie im Menü Virtuelle Station der externen Steuerung Werkzeug > Werkzeug wechseln aus, um das IxB-Werkzeug auszuwählen. Informationen zu weiteren Konfigurationsmöglichkeiten an der externen Steuerung finden Sie im Power Focus 6000 Benutzerhandbuch oder im Power Focus 8 Benutzerhandbuch.
Arbeiten mit der Registerkarte Einstellungen
Netzwerkkonfigurationen
Das Werkzeug kann für drahtlosen Zugriff über einen Webbrowser in einem lokalen Netzwerk (LAN) mittels des IPv4-Protokolls konfiguriert werden.
Optional kann das Werkzeug als Client oder als Zugangspunkt für andere Geräte verwendet werden.
Die folgenden Netzwerkschnittstellen sind standardmäßig aktiviert:
Bezeichnung | Beschreibung |
|---|---|
Dienstanschluss | Schnittstelle für Wartungspersonal |
Auf den Standard-Netzwerkschnittstellen stehen die folgenden Dienste zur Verfügung:
SSH
Webserverschnittstelle zur Systemkonfiguration
DHCP
Abruf von Systemexportdateien
Abruf von Protokolladapterprotokollen
Produktinterne Schnittstellen
Zubehörschnittstelle
Vorbereitung
Nehmen Sie die Abdeckung am USB-Anschluss des Werkzeugs ab.
Schließen Sie das Werkzeug an den USB-Anschluss des PCs an.
Öffnen Sie einen Webbrowser und geben Sie die Adresse der Benutzeroberfläche der IxB-Software ein: 169.254.1.1.
In diesem Abschnitt
Konfiguration von Kanälen
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Netzwerk aus.
Wählen Sie im Feld Kanäle die Frequenz (2,4 GHz oder 5 GHz) und anschließend Bearbeiten aus.
Unsere Werkzeuge unterstützen die Kanalauswahl sowohl für 2,4-GHz- als auch 5-GHz-Frequenzen mit Kanalbreiten von jeweils 22 MHz und 20 MHz.
Bei Verwendung des Drahtlos-AP-Modus kann nur der 2,4-GHz-Kanal ausgewählt werden.
Aktivieren oder deaktivieren Sie Kanäle.
Die folgenden Kanäle werden für 2,4 GHz unterstützt: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 und 11.
Die folgenden Kanäle werden für 5 GHz unterstützt: 36, 40, 44, 48, 52, 56, 60, 64, 100, 104, 108, 112, 116, 120, 124, 128, 132, 136, 140, 149, 153, 157, 161 und 165.
Die Roaming-Leistung kann sich verringern, wenn viele Kanäle aktiviert sind.
Konfiguration eines Drahtlos-Client
Der Drahtlos-Client-Modus und der Drahtlos-AP-Modus können nicht gleichzeitig aktiv sein.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Netzwerk aus.
Öffnen Sie Drahtloser Client und wählen Sie Bearbeiten aus.
Bearbeiten Sie die Einstellungen unter Allgemein.
Setzen Sie Aktiviert auf Ein.
Setzen Sie DHCP je nach Konfiguration auf Ein oder Aus.
Wenn DHCP auf Aus gesetzt ist, legen Sie die IP-Adresse, die Subnetzmaske und das Gateway fest. Bitten Sie Ihren örtlichen Systemadministrator um die korrekten Einstellungen.
Geben Sie einen Netzwerknamen (SSID) ein.
Bearbeiten Sie die Einstellungen unter Sicherheit.
Wählen Sie Modus und anschließend einen Sicherheitsmodus aus der Liste aus.
Bearbeiten Sie gegebenenfalls die Einstellungen unter Sicherheit. Die verfügbaren Einstellungen hängen vom ausgewählten Modus ab.
Sicherheitseinstellungen Einstellung
Beschreibung
Modus
Deaktiviert
WPA2 Personal
WPA2 Unternehmen
EAP-Methode
PEAP
LEAP
TLS
TTLS
FAST
Sicherheitsschlüssel
Legt das alphanumerische Passwort fest. Der Sicherheitsschlüssel muss mindestens 8 Zeichen und darf höchstens 63 Zeichen lang sein.
Identität
Legt die Identität des Werkzeugs fest.
Benutzername
Legt den Benutzernamen fest.
Passwort
Legt das Passwort fest.
CA-cert
Wählen Sie das CA-Zertifikat über die Schaltfläche Durchsuchen aus. Dieser kann entweder im PEM-Format oder binär (DER) vorliegen.
Client-cert
Wählen Sie das Client-Zertifikat über die Schaltfläche Durchsuchen aus. Dieser kann entweder im PEM-Format oder binär (DER) vorliegen.
Privater Schlüssel
Wählen Sie den privaten Schlüssel über die Schaltfläche Durchsuchen aus. Dieser kann entweder im PEM-Format oder binär (DER) vorliegen.
Passwort privater Schlüssel
Legt das für den privaten Schlüssel verwendete Passwort fest.
Fast PAC
Legt die geschützten Zugangsdaten (PAC) fest.
MSCHAPv2
Setzt MSCHAPv2 auf Ein oder Aus.
Bearbeiten Sie gegebenenfalls die Option Optionale Einstellungen.
Optionale Einstellungen Einstellung
Beschreibung
Hostname
Legt einen Hostnamen für das Werkzeug fest.
Warnung bei Signalstärke unter (dBm)
Legt die Signalstärke fest, bei der eine Warnung ausgegeben wird. Wenn die Signalstärke unter diesen Grenzwert fällt, wird das Ereignis 3095 Stärke des WLAN-Signals niedrig ausgelöst.
Das Ereignis Stärke des WLAN-Signals niedrig ist standardmäßig deaktiviert, kann jedoch in der Ereigniskonfiguration aktiviert werden.
Roaming-Grenzwert (dBm)
Legen Sie den Roaming-Grenzwert fest, ab dem das Werkzeug häufiger Scans durchführt und Roaming nutzt.
Mindestens: -90
Standardeinstellung: -70
Maximal: -45
Aktives Scanintervall (s)
Bestimmt die Zeit in Sekunden zwischen den Scans, wenn die Signalstärke unter dem Roaming-Grenzwert (dBm) liegt. Das Werkzeug wird häufiger nach einem Zugangspunkt suchen.
Passives Scanintervall (s)
Bestimmt die Zeit in Sekunden zwischen den Scans, wenn die Signalstärke über dem Roaming-Grenzwert (dBm) liegt.
Mit verstecktem WLAN-Netzwerk verbinden
Wenn das Netzwerk (SSID) verborgen ist, setzen Sie diesen Wert auf Ein.
Bestätigen wählen.
Wenn das Werkzeug im Modus Integrierte Steuerung verwendet wird, leuchtet die blaue Verbindungs-LED des Werkzeugs dauerhaft, sobald das Werkzeug eine Drahtlosverbindung zum Netzwerk hergestellt hat.
Wenn das Werkzeug im Modus IxB Connect verwendet wird, leuchtet die blaue Verbindungs-LED des Werkzeugs dauerhaft, sobald das Werkzeug eine Verbindung zu einer virtuellen Station hergestellt hat.
Um drahtlos auf die Benutzeroberfläche zuzugreifen, geben Sie die IP-Adresse in einen Webbrowser ein.
Tutorials zu den Produktgrundlagen
https://www.youtube.com/watch?v=IAhVDKSyFgY
Konfiguration des Werkzeugs als Drahtloser Zugangspunkt
Der Drahtlos-Client-Modus und der Drahtlos-AP-Modus können nicht gleichzeitig aktiv sein.
Wenn zuvor mehrere Kanäle unter Drahtlos-Client-Modus konfiguriert wurden, dann wird durch Aktivieren von Drahtlos-AP-Modus die Kanalliste aktualisiert, sodass diese nur den aktuellen/standardmäßigen Kanal für den Drahtlos-AP-Modus enthält.
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Netzwerk aus.
Wählen Sie im Feld Drahtloser AP Bearbeiten aus.
Setzen Sie Aktiviert auf Ein.
Geben Sie die erforderlichen Informationen ein, die vom lokalen Systemadministrator bereitgestellt werden.
IP-Adresse
Subnetzmaske
Gateway
Setzen Sie für die Vergabe von IP-Adressen DHCP-Server auf Ein und geben Sie den IP-Bereichsanfang und das IP-Bereichsende ein.
Geben Sie einen Netzwerknamen (SSID) ein.
Wählen Sie im Feld Sicherheit Modus aus und wählen Sie einen Sicherheitsmodus aus der Liste. Wenn WPA2 Privat ausgewählt wird, geben Sie einen Sicherheitsschlüssel mit einer Mindestlänge von 10 Zeichen ein.
Bestätigen wählen.
Tutorials zu den Produktgrundlagen
https://www.youtube.com/watch?v=ZvNtiSB2BGU
Konfiguration von HTTPS
HTTPS kann verwendet werden, um Ende-zu-Ende-Traffic zwischen einem Browser und Steuerungen zu verschlüsseln. Die Verwendung von HTTPS erfordert ein Zertifikat, dem von einem Webbrowser vertraut wird. Die Steuerungs-Software generiert beim ersten Hochfahren eine selbstsignierte Zertifikats-Autorität, die wiederum verwendet wird, um das erste Zertifikat, das für HTTPS verwendet wird, zu generieren. Die selbstsignierte Zertifikats-Autorität an der Steuerung kann durch eine ersetzt werden, die von einer externen Zertifikats-Autorität signiert ist, um eine Vertrauenskette zu schaffen.
Standardmäßig leitet HTTP im Browser auf HTTPS weiter. Dies kann in den Steuerungseinstellungen unter HTTPS mit dem Umschalter HTTP auf HTTPS weiterleiten konfiguriert werden.
In diesem Abschnitt
HTTPS einrichten
Um HTTPS in der Steuerung zu konfigurieren, befolgen Sie die folgenden Schritte:
Greifen Sie auf das Web-Interface der Steuerung zu. Eine Warnmeldung erscheint aufgrund des selbstsignierten Zertifikats im Browser. Wählen Sie Erweitert und akzeptieren Sie das Risiko zum Fortfahren.
Navigieren Sie zu Einstellungen den wählen Sie den Reiter HTTPS.
Wählen Sie in den HTTPS-Einstellungen CA CSR erstellen.
Wählen Sie im Popup-Fenster Erstellen, um eine Anfrage zum Signieren des Zertifikats zu erstellen und wählen Sie dann Schließen, wenn das Herunterladen abgeschlossen ist.
Signieren Sie die Anfrage zum Signieren des Zertifikats und laden Sie das entstehende CA-Zertifikat an die Steuerung hoch.
Wählen Sie Server-Zertifikat generieren aus, geben Sie die Subject Alternative Names (SAN) im angegebenen Format ein und klicken Sie auf Generieren.
Nachdem das Generieren abgeschlossen ist, wird ein Popup-Fenster angezeigt und die Sitzung startet automatisch erneut.
Zertifikate
Auf der Registerkarte Zertifikate können Sie die von Ihrer Zertifizierungsstelle (CA) oder einer externen CA unterzeichneten Transport Layer Security (TLS)-Zertifikate verwalten, um eine Vertrauenskette zu erstellen.
Die Steuerung nutzt das TLS-Zertifikat für HTTPS, um sicher mit ToolsNet/ToolsTalk kommunizieren zu können, wenn die Verschlüsselung aktiviert ist. Wenn der ToolsNet/ToolsTalk-Server eine Client-Validierung verlangt, richten Sie das Zertifikat auf der Steuerungsseite ein und konfigurieren Sie ToolsNet/ToolsTalk so, dass dem Zertifikat der Steuerung vertraut wird.
Importieren eines Zertifikats
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Zertifikate aus.
Wählen Sie das Plus-Symbol in der oberen rechten Ecke der Benutzeroberfläche aus.
Wählen Sie Datei auswählen aus.
Suchen Sie nach der Zertifikatsdatei und wählen Sie sie aus.
Relevante Informationen
Serververbindungen
Das Werkzeug kann zur Kommunikation mit Servern eingerichtet werden, welche die folgenden Atlas Copco-Softwareprodukte ausführen:
ToolsTalk − zur Konfiguration einer oder mehrerer Steuerungen sowie von IxB-Werkzeugen
ToolsNet − für Ergebnisberichte
Atlas Copco-Lizenzmanager
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=jdW-LgTa0RQ
In diesem Abschnitt
Konfiguration der ToolsTalk-Verbindung
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Serververbindungen aus.
Legen Sie im Feld ToolsTalk die folgenden Parameter fest:
Feld
Beschreibung
Ein/Aus
Aktivierung/Deaktivierung des Datenaustauschs mit dem ToolsTalk Server
Server-Port
ToolsTalk Server-Port
Server-Host
ToolsTalk-Server-IP-Adresse
Verschlüsselung
Nutzen Sie die TLS-Verschlüsselung zur Kommunikation mit ToolsTalk
Bestätigen wählen.
Um den ToolsTalk-Verbindungsstatus anzuzeigen, öffnen Sie Berichte > Ergebnisse und wählen Sie die Schaltfläche  . Wählen Sie im angezeigten Dialogfeld die Registerkarte Serververbindungen.
. Wählen Sie im angezeigten Dialogfeld die Registerkarte Serververbindungen.
Weitere Informationen zur Konfiguration von ToolsTalk finden Sie im ToolsTalk 2-Benutzerhandbuch.
Relevante Informationen
Konfiguration der ToolsNet-Verbindung
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Serververbindungen aus.
Legen Sie im Feld ToolsNet die folgenden Parameter fest:
Feld
Beschreibung
Ein/Aus
Aktivierung/Deaktivierung des Datenaustauschs mit dem ToolsNet Server
Server-Port
ToolsNet Server-Port
Server-Host
ToolsNet-Server-IP-Adresse
Verschlüsselung
Nutzen Sie die TLS-Verschlüsselung für die Kommunikation mit ToolsNet
Bestätigen wählen.
Um den ToolsNet-Verbindungsstatus anzuzeigen, öffnen Sie Berichte > Ergebnisse und wählen Sie die Schaltfläche . Wählen Sie im angezeigten Dialogfeld die Registerkarte Serververbindungen.
Weitere Informationen zur Konfiguration von ToolsNet finden Sie im ToolsNet 8-Benutzerhandbuch.
Relevante Informationen
Konfiguration der Lizenzmanager-Verbindung
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Serververbindungen aus.
Legen Sie im Feld Atlas Copco-Lizenzmanager die folgenden Parameter fest:
Feld
Beschreibung
Ein/Aus
Aktivierung/Deaktivierung der Kommunikation mit dem Atlas Copco-Lizenzmanager-Server
Server-Port
Serverport des Atlas Copco Lizenzmanagers
Server-Host
Server-IP-Adresse des Atlas Copco Lizenzmanagers
Wählen Sie APPLY.
Konfigurieren der Remote-Protokollierungsverbindung
Um eine Steuerung mit einem Remote-Protokollierungsserver zu verbinden, müssen Sie die Remote-Protokollierungseinstellungen in der Steuerung konfigurieren und aktivieren.
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Serververbindungen aus.
Konfigurieren Sie im Fenster Remote-Protokollierung die folgenden Parameter:
Feld | Beschreibung |
|---|---|
Ein/Aus | Aktivierung/Deaktivierung des Datenaustauschs mit dem Remote-Protokollierungsserver |
TCP/UDP | Auswahl des TCP- oder UDP-Protokolls |
Server-Host | IP-Adresse des Remote-Protokollierungsservers |
Server-Port | Port des Remote-Protokollierungsservers |
Konfiguration von Protokollebenen
Die auf dem Remote-Protokollierungsserver gespeicherten Protokolle werden folgendermaßen konfiguriert:
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Serververbindungen aus.
Wählen Sie im Remote-Protokollierung-Fenster Konfigurieren aus.
Wählen Sie im Fenster Funktionen konfigurieren die entsprechenden Kontrollkästchen aus.
Kategorie
SysLog-Klassifizierung
Fehler
Warnung, Kritisch, Notfall, Fehler
Warnung
Warnung
Info
Informativ, Hinweis
Um die Auswahl auf die vorherige Konfiguration zurückzusetzen, wählen Sie RÜCKGÄNGIG.
Wählen Sie Übernehmen.
Präferenzen
Datum und Uhrzeit
Datum und Uhrzeit müssen eingestellt werden, damit für Ereignisse und Ergebnisse der korrekte Zeitstempel verwendet wird. Die Zeit wird von einer der drei verfügbaren Quellen eingelesen:
Manuell − Datum, Uhrzeit und Zeitzone werden manuell eingestellt.
NTP − Datum und Uhrzeit werden von einem in der Benutzeroberfläche definierten NTP (Network Time Protocol)-Server bezogen.
ToolsNet − Datum und Uhrzeit und werden vom ToolsNet-Server bezogen.
Datum und Uhrzeit festlegen
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Legen Sie im Feld Datum und Uhrzeit die folgenden Parameter fest:
Parameter
Beschreibung
Quelle
Quelle zum Abrufen der Uhrzeit.
NTP Server 1
IP-Adresse eines NTP-Servers, der Datum und Uhrzeit für das Werkzeug bereitstellt.
Server 1 Status
OK/Kein Status
NTP Server 2
IP-Adresse eines NTP-Servers, der Datum und Uhrzeit für das Werkzeug bereitstellt.
Server 2 Status
OK/Kein Status
Datum
Das Datum wird manuell eingegeben, wenn die Quelle auf „manuell“ eingestellt ist.
Zeit
Die Uhrzeit wird manuell eingegeben, wenn die Quelle auf „manuell“ eingestellt ist.
Zeitzone
Die Zeitzone – entweder der Standort oder eine Standardzeitzone wie beispielsweise UTC (koordinierte Weltzeit)
Wählen Sie APPLY.
Sprache einstellen
Die Benutzeroberfläche ist in den folgenden zwölf Sprachen verfügbar:
Englisch
Tschechisch
Deutsch
Spanisch
Französisch
Koreanisch
Italienisch
Japanisch
Portugiesisch
Russisch
Schwedisch
Chinesisch
Sprache ändern
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Wählen Sie im Feld Sprache die aktuell verwendete Sprache und wählen Sie eine Sprache aus der Liste aus.
Die Sprachänderung wird sofort wirksam.
Einstellung der Drehmomenteinheit
Drehmomentergebnisse werden in der ausgewählten Einheit sowohl nach Ausführung einer Verschraubung als auch bei der Speicherung in der Ergebnisliste angezeigt.
Einheit | Beschreibung |
|---|---|
cNm | Zentinewtonmeter |
dNm | Dezinewtonmeter |
Nm | Newtonmeter |
kNm | Kilonewtonmeter |
in·lbf | Pfundkraft-Zoll |
ft·lbf | Pfundkraft-Fuß |
in·ozf | Unzekraft-Zoll |
ft·ozf | Unzekraft-Fuß |
gf·cm | Grammkraft-Zentimeter |
kgf·cm | Kilogrammkraft-Zentimeter |
kgf·m | Kilogrammkraft-Meter |
Änderung der Drehmomenteinheit
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Wählen Sie im Feld Drehmomenteinheiten die aktuell verwendete Einheit und wählen Sie eine Einheit aus der Liste aus.
Eine Änderung der Drehmomenteinheit wird sofort umgesetzt.
Einstellung der Temperatureinheit
Änderung der Temperatureinheit
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Wählen Sie im Feld Temperatureinheiten die aktuell verwendete Einheit und wählen Sie C° oder F° aus der Liste aus.
Einrichtung des Startbildschirms
Beim Starten das Werkzeugs wird standardmäßig die Hauptbildschirm angezeigt. Als Startbildschirm kann auch der Ergebnisbildschirm ausgewählt werden. Zur Übernahme der geänderten Startbildschirm-Einstellungen muss das Werkzeug neu gestartet oder die Benutzeroberfläche aktualisiert werden.
Änderung des Startbildschirms
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Voreinstellungen aus.
Wählen Sie im Feld Startbildschirm den aktuell verwendeten Startbildschirm und anschließend Hauptbildschirm oder Ergebnisbildschirm aus der Liste aus.
Konfiguration der PIN-Einstellungen
Ein PIN-Code verhindert einen nicht autorisierten Gebrauch des Werkzeugs oder versehentliche Änderungen. Dem Werkzeug können mehrere Benutzer hinzugefügt werden, von denen jeder eine eigene PIN besitzt. Beachten Sie, dass der PIN-Code nicht mit der Werkzeugkonfiguration verknüpft ist und hauptsächlich der Protokollierung dient.
Die PIN muss eine vierstellige Nummer im Bereich von 0000–9999 sein. Wenn die PIN aktiviert ist und die konfigurierte Inaktivitätsdauer erreicht wurde, kann die Werkzeugkonfiguration nicht bearbeitet werden. Dem Werkzeug können maximal 10 Benutzer hinzugefügt werden.
Wenn Änderungen an der PIN vorgenommen werden, wird der Benutzer, der die Änderungen vorgenommen hat, protokolliert. Diese Information wird in der Spalte Geändert von angezeigt und in den Änderungsverlauf eingetragen.
Bei aktivierter PIN ist ein PIN-Code für den Zugriff auf das Werkzeug über die Web-Benutzeroberfläche erforderlich. Ohne Eingabe der korrekten PIN kann die Benutzeroberfläche gelesen, jedoch nicht bearbeitet werden.
Aktivierung der PIN
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster PIN aus. Wählen Sie Konfigurieren aus.
Setzen Sie den Schalter PIN-Code auf Ein.
Die PIN kann nur aktiviert werden, wenn mindestens ein Benutzer in der Liste freigegeben ist. Wenn kein Benutzer freigegeben ist, wird eine Warnung angezeigt.
Geben Sie das Inaktivitätszeitlimit (in Sekunden) ein, mit dem festgelegt wird, wann das Werkzeug bei Inaktivität gesperrt wird.
Der Standardwert für das Inaktivitätszeitlimit beträgt 120 Sekunden. Bitte beachten: Hierbei handelt es sich um eine globale Einstellung, die nicht für jeden Benutzer einzeln festgelegt werden kann.
Einen neuen Benutzer hinzufügen
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster PIN aus. Wählen Sie Konfigurieren aus.
Wählen Sie das Plus-Symbol oben rechts aus.
Wählen Sie das Feld Name aus, um die Eingabe zu bearbeiten.
Geben Sie im Fenster Benutzer einen Namen ein.
Für den Benutzer PIN eingeben und PIN bestätigen. Die PIN muss eine vierstellige Nummer im Bereich von 0000–9999 sein.
Zur Übernahme der Änderungen müssen die in beiden Feldern eingegebene PIN (PIN eingeben und PIN bestätigen) übereinstimmen.
Wählen Sie Berechtigungen aus. Die Liste der verfügbaren Konfigurationen wird angezeigt.
Wählen Sie das Kontrollkästchen links der gewünschten Konfiguration(en) aus, auf welche der Benutzer Zugriff erhält und an der/denen er Änderungen vornehmen kann.
Wählen Sie nach der Auswahl der gewünschten Konfiguration(en) OK aus.
Daraufhin wird das Fenster Benutzer eingeblendet.Alle auswählen wählt alle verfügbaren Konfigurationen gleichzeitig aus.
Wählen SieAlle abwählen, um die Kontrollkästchen zu deaktivieren und die Optionen abzuwählen.Der Benutzer kann nur auf die im Fenster Berechtigungen ausgewählte(n) Konfiguration(en) zugreifen und diese verändern. Die nicht ausgewählten Konfigurationen können nur im schreibgeschützten Modus angesehen werden. Für nicht ausgewählte Konfigurationen können keine Änderungen vorgenommen werden.
Wählen Sie Übernehmen.
Markieren Sie in der Benutzerliste das Kontrollkästchen links neben dem Benutzernamen, um diesen zu aktivieren.
Wenn die PIN aktiviert ist, wird das Werkzeug automatisch nach dem konfigurierten Inaktivitätszeitlimit gesperrt.
Zur Deaktivierung einer PIN/eines Benutzer demarkieren Sie das Kontrollkästchen links neben dem Benutzernamen.
Benutzer aktivieren oder deaktivieren
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster PIN aus. Wählen Sie Konfigurieren aus.
Markieren Sie im Feld Benutzer das Kontrollkästchen links neben dem Benutzernamen, um diesen zu aktivieren.
Wenn die PIN aktiviert ist, wird das Werkzeug automatisch nach dem konfigurierten Inaktivitätszeitlimit gesperrt.
Zur Deaktivierung einer PIN/eines Benutzer demarkieren Sie das Kontrollkästchen links neben dem Benutzer.
Bitte beachten: Sie können die PINs auch aktivieren und deaktivieren, indem Sie den Benutzernamen auswählen und den Schalter Aktiviert auf Ein bzw. Aus stellen.
Benutzer löschen
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster PIN aus. Wählen Sie Konfigurieren aus.
Wählen Sie im Feld Benutzer das rote Minus-Symbol rechts neben dem Benutzernamen aus.
Anmeldung mit PIN
Wählen Sie das Schloss-Symbol in der oberen rechten Ecke aus.
Es erscheint ein Dialogfeld mit einem Schloss. Geben Sie den PIN-Code ein und wählen Sie OK aus.
Wenn die PIN aktiviert ist und der Bildschirm entsperrt wurde, erscheint ein offenes Schloss-Symbol in der oberen rechten Ecke der Benutzeroberfläche.
Die Benutzeroberfläche kann durch Auswahl des offenen Schloss-Symbols erneut manuell gesperrt werden.
Konfiguration von Alarmen
Alarme werden eingestellt, um zu kontrollieren, wann eine Wartung oder Kalibrierung des Werkzeugs durchgeführt werden muss.
Das Werkzeugwartungsintervall, Details zur Kalibrierung und weitere relevante Informationen finden Sie im Menü Integrierte Werkzeugsteuerung > Werkzeug.
Einrichtung eines Wartungsalarms
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Alarme aus.
Legen Sie im Feld Wartung die folgenden Parameter fest:
Parameter
Beschreibung
Wartungsindikator-Alarm
Ein/Aus: Aktiviert/deaktiviert einen Alarm für den Zeitpunkt, an dem das Wartungsintervall des Werkzeugs erreicht wird.
Werkzeugsperrung nach Alarm
Ein/Aus: Aktiviert/deaktiviert die Sperrung des Werkzeugs beim Erreichen des Wartungsintervalls.
Einrichten eines Kalibrieralarms:
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Alarme aus.
Setzen Sie im Feld Kalibrierung den Kalibrieralarm auf Ein/Aus, um ihn zu aktivieren/deaktivieren.
Ereigniskonfiguration
Jedes Ereignis umfasst eine Standardeinstellung, ob es bestätigt (ACK), aufgezeichnet (LOG) oder angezeigt (DISP) werden muss.
Einige Optionen können nicht verändert werden. Diese sind grau hinterlegt.
Ereigniskonfiguration
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Ereignisse aus.
Wählen Sie Ereignisse konfigurieren aus.
Suchen Sie nach dem Ereignis, das konfiguriert werden soll, indem Sie den Ereigniscode im Feld Suchen eingeben und Enter drücken.
Wählen Sie die Kontrollkästchen ACK., LOG. und DISP. wie gewünscht an oder ab.
Fügen Sie im Feld DETAILS gegebenenfalls Informationen zum Ereignis hinzu.
Konfiguration der erweiterten Protokollierung
Die IxB Software erstellt automatisch Protokolle und speichert diese. Diese Protokolle können so konfiguriert werden, dass sie eine erweiterte Protokollierung mit Protokollgruppen umfassen.
Die erweiterte Protokollierung sollte nur in Ausnahmefällen Anwendung finden. Im Normalbetrieb wird von einer Verwendung der erweiterten Protokollierung abgeraten, da sie sich erheblich auf die Leistung auswirken kann.
In diesem Abschnitt
Konfigurieren der Protokollgruppen
Die Standardeinstellung für eine Protokollgruppe ist ‚Aus‘. Die Einstellung einer Protokollgruppe wird folgendermaßen zu ‚Ein‘ geändert:
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Erweiterte Protokollierung aus.
Setzen Sie im Fenster Protokollgruppen die Gruppe auf EIN.
Zurücksetzen der Protokollgruppen
Alle Protokollgruppen können auf ihre Standardeinstellungen zurückgesetzt werden.
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Erweiterte Protokollierung aus.
Wählen Sie im Fenster Protokollgruppen zurücksetzen die Option Zurücksetzen.
Es wird ein Pop-up-Fenster angezeigt, in dem Sie gefragt werden, ob Sie alle Protokollgruppen zurücksetzen möchten. Wählen Sie YES.
Dauerhafte Protokollgruppen
Die Protokollgruppen werden bei jedem Neustart auf ihre Standardeinstellungen zurückgesetzt. Verwenden Sie dauerhafte Protokollgruppen, um das Zurücksetzen zu verhindern.
Rufen Sie in der Startansicht die Registerkarte Einstellungen auf und wählen Sie auf der linken Seite Erweiterte Protokollierung aus.
Setzen Sie im Fenster Auswahl nach Neustart beibehalten die Option Dauerhaft auf EIN.
Zurücksetzen auf Werkseinstellungen und Löschen von Ergebnissen
Das Werkzeug kann auf die ursprünglichen Werkseinstellungen zurückgesetzt werden.
Alle Einstellungen, Konfigurationen und Verlaufsdaten werden beim Zurücksetzen des Werkzeugs gelöscht. Nehmen Sie nur dann eine Zurücksetzung auf die Werkseinstellungen vor, wenn Sie vollkommen sicher sind, dass diese Maßnahme tatsächlich erforderlich ist.
Werkzeug auf Werkseinstellungen zurücksetzen
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Zurücksetzen aus.
Wählen Sie im Feld Steuerung auf Werkseinstellungen zurücksetzen die Schaltfläche Zurücksetzen.
Es erscheint ein Dialogfenster, das davor warnt, dass alle Daten gelöscht werden. Wählen Sie Ja aus.
Das Werkzeug wird neu gestartet, um die neuen Einstellungen zu aktivieren.
Ergebnisse löschen
Öffnen Sie Einstellungen im Hauptmenü und wählen Sie im linken Fenster Zurücksetzen aus.
Wählen Sie im Feld Ergebnisse löschen die Schaltfläche Löschen.
Es erscheint ein Dialogfenster, das davor warnt, dass alle Ergebnisse und Ereignisse gelöscht werden. Wählen Sie Ja aus.
Das Werkzeug wird neu gestartet, um die Daten zu löschen.
Arbeiten mit Automatisierungsregeln
Automatisierungsregeln sind eine in der Steuerung gespeicherte Liste von Regeln mit festgelegten Auslösern und Aktionen. Diese Regeln ermöglichen logische Betriebsvorgänge, deren Grundlage in der Steuerung verfügbare boolesche Signale sind.
Regeln
Jede Regel beinhaltet eine Zusammenstellung aus Auslösern und Aktionen.
Es können maximal 32 Regeln zu einem Steuergerät hinzugefügt werden.
Der aktive Zustand einer Regel kann auf Ein oder Aus eingestellt werden. Standardmäßig wird der aktive Zustand jeder hinzugefügten Regel auf Aus eingestellt.
Einstellung | Beschreibung |
|---|---|
Bezeichnung | Geben Sie eine Bezeichnung für die Regeln ein (maximal 32 ASCII-Zeichen). |
Aktiv | Aus: Ist die Regel inaktiv, löst sie keine Aktion aus und es wird auch keine Lizenzprüfung durchgeführt. Ein: Ist die Regel aktiv, reagiert sie auf Änderungen der Eingangs-/Ausgangssignale, die auf den konfigurierten Auslösern und Aktionen basieren. Die Lizenz wird für alle in der Regel abgebildeten virtuellen Stationen validiert und es erfolgt die Ausgabe einer Fehlermeldung. |
Bearbeiten der Regel | Klicken Sie auf Bearbeiten, um die Auslöser und Aktionen einer Regel zu konfigurieren. |
Löschen der Regel | Nach dem Löschen wird die Regel aus der Regelliste entfernt. Das Löschen einer Regel bewirkt nicht die Beendigung laufender Aktionen. Um eine Regel zu beenden, muss sie zunächst deaktiviert werden. |
Aktualisieren der Regel | Die Aktualisierung einer aktiven Regel bewirkt die Übernahme von Änderungen und den Neustart der Regel. |
Speichern von Regeländerungen | Um die an einer Regel vorgenommenen Änderungen zu speichern, klicken Sie auf Anwenden. |
Rückgängigmachen von Regeländerungen | Wenn Sie die an einer Regel vorgenommenen Änderungen rückgängig machen möchten, klicken Sie auf die Option „Rückgängig“. |
Ungültige Konfiguration | Eine Fehlermeldung, die erscheint, wenn für den Auslöser oder die Aktion der Regel kein gültiges Signal bzw. keine gültige virtuelle Station konfiguriert wurde. |
Erstellen einer Regel | Gehen Sie auf der Startseite der Steuerung auf „Automatisierungsregeln“ und klicken Sie dann auf „+“. Nun wird eine Regel hinzugefügt, bei der Auslöser und Aktion leer sind. Klicken Sie auf die Schaltfläche „Anwenden“, um die Regel hinzuzufügen. Die Regel wird hinzugefügt und standardmäßig deaktiviert. |
Lizenzieren der Regel | Um eine Regel für eine virtuelle Station zu lizenzieren, gehen Sie auf die virtuelle Station. Wählen Sie unter Lizenzen die Eigenschaften und die Automatisierungsregel aus und wenden Sie die Lizenz an. |
In diesem Abschnitt
Auslöser
Auslöser fungieren als Eingaben einer Regel. Zur Konfiguration eines gültigen Auslösers gehören eine virtuelle Station und ein boolesches Eingangs-/Ausgangszustandssignal oder ein Ereignissignal. Pro Regel können maximal 10 Auslöser konfiguriert werden.
Auslösende Bedingung
Wenn der aktive Zustand einer Regel auf Ein eingestellt ist, startet sie, sobald die vorgegebene auslösende Bedingung erfüllt ist. Die folgenden Bedingungen sind möglich:
WENN ALLE: Die Regel startet nur, wenn alle Auslöser der Regel ausgelöst werden.
WENN EINER: Die Regel startet, wenn einer der Auslöser der Regel ausgelöst wird.
Einstellungen | Beschreibungen |
|---|---|
Bezeichnung | Geben Sie eine Bezeichnung für den Auslöser ein (maximal 32 ASCII-Zeichen). |
Signal | Hinsichtlich des Signals für einen Auslöser steht eine Liste an booleschen E/A-Zustandssignalen und Ereignissignalen zur Verfügung. Das ausgewählte Signal wird immer mit der ausgewählten virtuellen Station verbunden. |
Virtuelle Station | Wählen Sie aus der Liste der auf der Steuerung verfügbaren virtuellen Stationen eine virtuelle Station aus. |
Je nach ausgewählter Eingangssignalart werden im Hinblick auf den Auslöser verschiedene Optionen angezeigt. | |
Ausgewähltes boolesches Eingangs-/Ausgangszustandssignal als Auslösersignal | Ein boolesches Zustandssignal weist sowohl für ein ausgelöstes als auch für ein nicht ausgelöstes Signal jeweils einen definierten Zustand auf. Um dies zu konfigurieren, gehen Sie auf Betrieb und wählen Sie in Bezug auf den Zustand des Signals Gleich oder Ungleich aus, was Wahr oder Falsch entspricht. Der Auslöser reagiert nur, wenn die Bedingung für den Signalzustand erfüllt wurde, d. h. der Wert des Signal mit Blick auf den eingestellten Zustand gleich oder ungleich ist (wahr oder falsch). Der Auslöser kann beispielsweise so konfiguriert werden, dass er nur reagiert, wenn das Werkzeug läuft. Hierfür wird das Signal Werkzeug läuft verwendet. Wählen Sie dazu aus der Liste der Signale Werkzeug läuft aus und stellen Sie den Punkt Betrieb auf Gleich und den Zustand auf Wahr ein. |
Ausgewähltes boolesches Eingangs-/Ausgangsereignissignal als Auslösersignal | Ein boolesches Ereignissignal weist beim Auslösen einen bestimmten Status auf und verbleibt anschließend in diesem Status, bis eine Rückstellung erfolgt. Wenn aus der Signalliste ein Ereignissignal ausgewählt wird, muss für das Ereigniseingangs-/-ausgangssignal eine Rückstellungsoption festgelegt werden. Die Auswahl der Rückstellungsoptionen erfolgt über Aufheben. Folgende Rückstellungsoptionen sind verfügbar: Zeit, Nächste Verschraubung und Definiertes Signal. So kann ein Auslöser beispielsweise so konfiguriert werden, dass er nur auslöst, wenn das Signal Verschraubung IO eingeht. |
Aktionen
Aktionen sind die Ausgaben einer Regel. Um die Ausgabe einer Regel zu erhalten, muss die Aktion einem Signal und einer virtuellen Station zugewiesen werden. Pro Regel können maximal 10 Aktionen konfiguriert werden. Sind mehrere Auslöser gegeben, werden beim Erreichen der auslösenden Bedingung eine oder mehrere Aktionen ausgeführt.
Einstellung | Beschreibung |
|---|---|
Bezeichnung | Geben Sie eine Bezeichnung für die Aktion ein (maximal 32 ASCII-Zeichen). |
Signal | Treffen Sie Ihre Auswahl aus der Liste der auf der Steuerung verfügbaren booleschen Eingangs-/Ausgangszustandssignale oder Ereignissignale. Anschließend wird das Signal an die in der Aktion ausgewählte virtuelle Station weitergegeben. |
Virtuelle Station | Treffen Sie Ihre Auswahl aus der Liste der verfügbaren virtuellen Stationen. |
Ausgang | Wählen Sie mit dem Umschalter den Ausgangswert Wahr aus, der ausgegeben werden soll, wenn der Auslöser ausgelöst wird. Der Standardwert ist Falsch. |
Ausgewähltes boolesches Eingangs-/Ausgangszustandssignal/Ereignissignal als Auslösersignal | Der Ausgangswert wird an das in der Aktion konfigurierte Signal weitergegeben. Eine Rückstellung der Aktion kann über Aufheben erfolgen. Mögliche Konfigurationsoptionen für die Aufhebung:Regelzustand, Zeit, Bis zur nächsten Verschraubung und Definiertes Signal. Standardmäßig ist für die Aufhebung Regelzustand konfiguriert. |
Aufheben
Die Aufhebungskonfiguration wird aktiviert, wenn für einen Auslöser ein boolesches Eingangs-/Ausgangsereignissignal ausgewählt und für eine Aktion immer aktiviert wurde.
Einstellung | Gilt für | Beschreibung |
|---|---|---|
Zeit | Startknopf Maßnahme | Der Benutzer kann die Zeit (in Sekunden) einstellen, wobei der Mindestwert größer als 0 und der Höchstwert kleiner oder gleich 60 sein muss. |
Startknopf | Der Auslöser wird nach der festgelegten Zeit aufgehoben. | |
Maßnahme | Die Aktion wird nach der festgelegten Zeit aufgehoben. | |
Bis zur nächsten Verschraubung | Startknopf Maßnahme | Der Auslöser bzw. die Aktion wird zurückgesetzt, wenn in der virtuellen Station der Regel das Signal Ergebnisse auf Null stellen - 39 ausgegeben wird. |
Startknopf | Der Auslöser wird nach erfolgtem Eingang des Signals aufgehoben. | |
Maßnahme | Die Aktion wird nach erfolgtem Eingang des Signals aufgehoben. | |
Definiertes Signal | Startknopf Maßnahme | Der Auslöser bzw. die Aktion wird zurückgesetzt, wenn ein benutzerdefiniertes Signal eingeht.
Je nachdem, welches Rückstellungssignal ausgewählt wurde, sind die folgenden Szenarien möglich:
|
Startknopf | Der Auslöser wird nach erfolgtem Eingang des Rückstellungssignals aufgehoben. | |
Maßnahme | Die Aktion wird nach erfolgtem Eingang des Rückstellungssignals aufgehoben. | |
Regelzustand | Maßnahme | Wenn die auslösende Bedingung erfüllt ist, gibt die Aktion den benutzerdefinierten Ausgangswert aus. |
Lizenzierung
Jede Regel wird für die einzelnen virtuellen Stationen lizenziert. Ist eine virtuelle Station nicht für die Automatisierungsregel lizenziert, erscheint eine Fehlermeldung, sobald die Regel aktiviert wird. Der Auslöser reagiert nicht und es erfolgt keine Ausgabe des Signals über die Aktion.
Berichte und Statistiken
In diesem Abschnitt werden die verfügbaren Berichte und Statistiken erläutert.
Arbeiten mit der Registerkarte Berichte
Anzeige von Ergebnissen
In diesem Abschnitt wird beschrieben, wie auf Verschraubungsergebnisse auf dem Werkzeug zugegriffen werden kann und wie die in den verschiedenen Ergebnisansichten bereitgestellten Informationen zu lesen sind.
Bei Ausführung einer Verschraubung wird das Ergebnis auf dem Werkzeug gespeichert. Ergebnisse können auch an ein externes System, wie beispielsweise ToolsNet, gesendet oder mittels der Export-Funktion zur Analyse exportiert werden. Weitere Informationen zur statistischen Analyse, Filterung von Ergebnissen und Verschraubungsanalyse mittels ToolsNet finden Sie im ToolsNet-Benutzerhandbuch.
Live-Ergebnisse und gespeicherte Ergebnisse
Das Dialogfeld Live-Ergebnisse zeigt die Ergebnisse des Werkzeugs in Echtzeit auf dem Bildschirm an. Verschraubungsergebnisse werden ebenfalls automatisch auf dem Werkzeug gespeichert, sobald die Verschraubung abgeschlossen ist.
Jede Aufgabe wird als ein Ergebnis angezeigt. Zu einem einzelnen Schraubvorgang können Ergebnisse in einer Tabelle mit den wichtigen Parametern oder als Verschraubungsdiagramm dargestellt werden. Bei einer Stapelprogrammsequenz werden alle einzelnen Schraubvorgänge in der Reihenfolge angezeigt, in der sie ausgeführt werden.
In diesem Abschnitt
Live-Ergebnisansicht
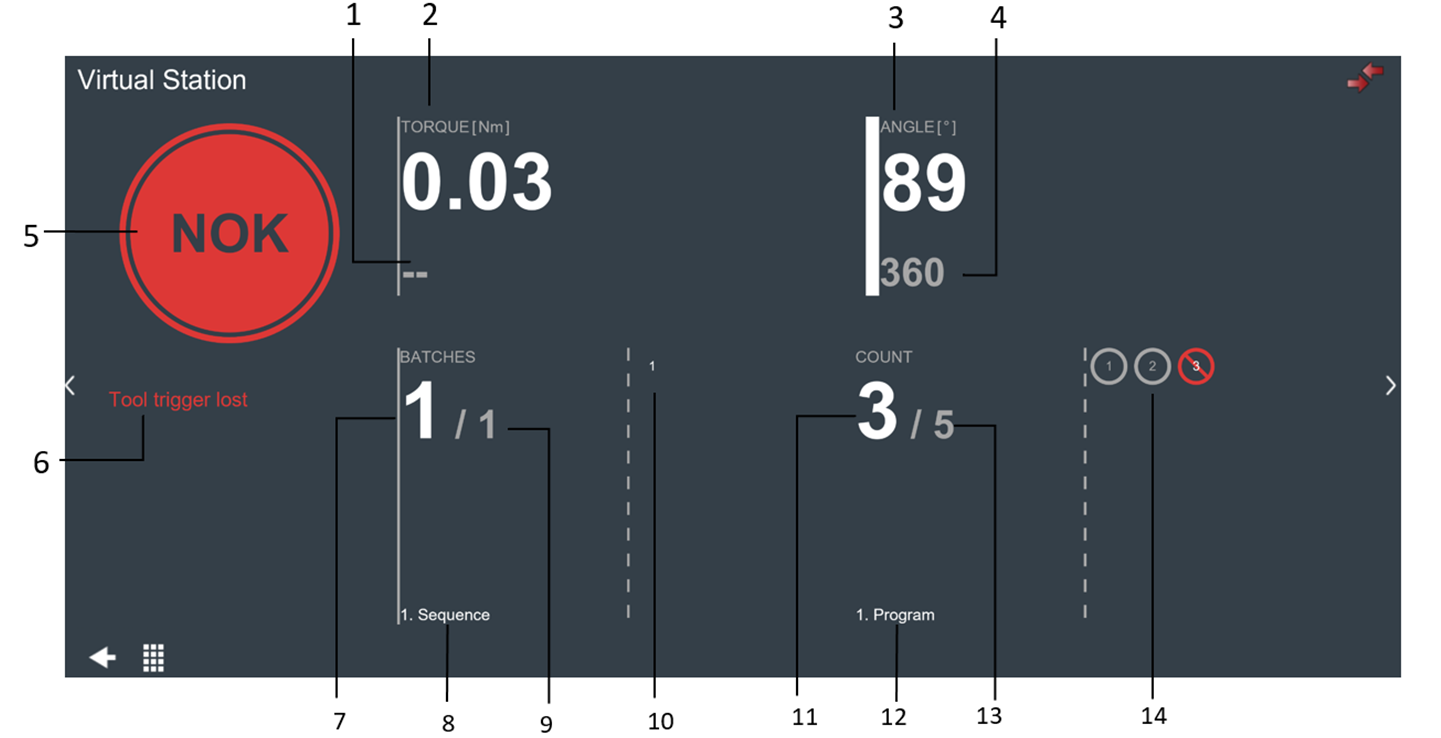
Position | Beschreibung |
|---|---|
1 | Solldrehmoment |
2 | Verschraubungsergebnis |
3 | Verschraubungsergebnis |
4 | Sollwinkel |
5 | Ergebnisstatus |
6 | Bei einer NIO-Verschraubung werden detaillierte Statusangaben zur nicht erfolgreichen Verschraubung bereitgestellt. |
7 | Anzahl der abgeschlossenen Gruppen in der Sequenz |
8 | Name der Gruppensequenz |
9 | Gesamtzahl der Gruppen in der Sequenz |
10 | Ergebnis jeder abgeschlossenen Gruppe in der Sequenz:
|
11 | Anzahl der ausgeführten Verschraubungen in der Gruppe |
12 | Name des Verschraubungsprogramms |
13 | Gesamtzahl der Verschraubungen in der Gruppe |
14 | Anzahl der ausgeführten Verschraubungen in der Gruppe:
|
Produktgrundlagen-Tutorials
https://www.youtube.com/watch?v=4QHUZd_74cI
Ansicht gespeicherter Ergebnisse
Das Werkzeug speichert das Ergebnis für jeden ausgeführten Verschraubungs- oder Lösevorgang.
Anzeige von gespeicherten Ergebnissen
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Ergebnisse aus.
Wählen Sie Alle Ergebnisse anzeigen aus. In der Ergebnisliste werden folgende Informationen angezeigt:
Datum: Datum und Uhrzeit der ausgeführten Verschraubung.
Verschraubungsprogramm: Die Spalte Verschraubungsprogramm zeigt den Namen des mehrstufigen Verschraubungsprogramms an oder den Namen der Gruppensequenz, gefolgt vom Namen des Verschraubungsprogramms innerhalb der Gruppensequenz.
Ergebnis: Drehmoment- / Winkel-Ergebnis.
Grenzwerte: Die Spalte Grenzwerte wird nur angezeigt, wenn der Benutzer Schrittüberwachungen oder Schritteinschränkungen (Stufenebene), bzw. Programmüberwachungen oder Programmeinschränkungen (Mehrstufige Programmebene) festlegt.
Stufenüberwachungen, Stufeneinschränkungen, Programmüberwachungen und Programmeinschränkungen gelten für Enddrehmoment und Endwinkel.
Details: Details zu Verschraubungs- / Löseergebnissen.
Kontrollkästchen „Verlauf“: Durch Auswahl eines Kontrollkästchens „Verlauf“ wird das entsprechende Ergebnis in der Ergebnisansicht für die Kurvensynchronisation angezeigt.
Mit einem roten Balken markierte Ergebnisse haben den Status NIO. Beschreibungen zu NIO-Ergebnissen finden Sie in der NIO-Ergebnisliste.
Wählen Sie ein Ergebnis innerhalb der Liste aus, um die Kurvenergebnisansicht zu öffnen.
Das Fenster Kurvenergebnisansicht stellt den Verlauf der Verschraubung Schritt für Schritt dar.
Ist die Verschraubung NIO, so zeigt die Kurvenergebnisansicht an, durch welche Schrittüberwachung oder Schritteinschränkung dies ausgelöst wurde.
Wählen Sie in der oberen rechten Ecke des Kurvendiagramms den nach links / rechts zeigenden Pfeil aus, um das gewünschte Kurvendiagramm anzuzeigen.
Die folgenden Kurvendiagramme sind verfügbar:
Drehmoment / Zeit
Drehmoment / Winkel
Winkel / Zeit
Geschwindigkeit / Zeit
Drehzahl / Winkel
Gradient / Zeit (wenn das Verschraubungsprogramm so konfiguriert ist, dass es eine Gradientenkurve erzeugt)
Gradient / Winkel (wenn das Verschraubungsprogramm so konfiguriert ist, dass es eine Gradientenkurve erzeugt)
Strom / Zeit
Strom / Winkel
Im Kurvendiagramm kann heran-/herausgezoomt, die Kurve bewegt und die X-Achsen- und Y-Achsen-Werte an bestimmten Punkten abgelesen werden.
Wählen Sie in der unteren linken Ecke des Kurvendiagramms „+“ zum Heranzoomen und „-“ zum Herauszoomen oder das „Rechteckige Symbol“ aus, um die Zoomstufe auf die Standardansicht zurückzusetzen.
Im unteren Teil des Fensters Kurvenergebnisansicht werden detaillierte Informationen zur Stufe angezeigt.
In diesem Abschnitt
Anzeige von synchronisierten Kurven
Das Synchronisieren von Kurven älter als Softwareversion 3.5 wird nicht unterstützt.
Synchronisieren und Vergleichen von Kurven
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Ergebnisse aus.
Wählen Sie Alle Ergebnisse anzeigen aus.
Wählen Sie die zu vergleichenden Kurven aus, indem Sie das Symbol
 der entsprechenden Ergebnisse markieren. Ein ausgewähltes Kurvensymbol wird blau.
der entsprechenden Ergebnisse markieren. Ein ausgewähltes Kurvensymbol wird blau.Es können bis zu 10 Kurven ausgewählt werden.
Bei Ergebnissen ohne das Symbol
wird die Synchronisierung nicht unterstützt.Wählen Sie das Symbol
 in der oberen rechten Ecke, um die Kurvensynchronisationsansicht zu öffnen. Bei Auswahl des Symbols
in der oberen rechten Ecke, um die Kurvensynchronisationsansicht zu öffnen. Bei Auswahl des Symbols  werden alle Ergebniskurven abgewählt.
werden alle Ergebniskurven abgewählt.Wählen Sie in der Ergebnisansicht für die Kurvensynchronisation die gewünschte Vorgehensweise zur Synchronisierung aus der Dropdown-Liste aus.
Wählen Sie mit den Pfeilen in der oberen rechten Ecke die Kurventypen aus.
Nachfolgend ist die Ergebnisansicht für die Kurvensynchronisation dargestellt:
Zeigen und klicken Sie mit der Maus auf ein Bild, um weitere Informationen anzuzeigen:
1 | Hier wird die Vorgehensweise zur Synchronisierung von Kurven ausgewählt und die aktuelle Vorgehensweise angezeigt. |
2 | Zoommethoden, um die Abschnitte der Kurven detaillierter zu betrachten. Wählen Sie „+“ zum Heranzoomen und „-“ zum Herauszoomen oder das „Rechteckige Symbol“ aus, um die Zoomstufe auf die Standardansicht zurückzusetzen. Ebenso können Sie in einen bestimmten Abschnitt zoomen; halten Sie dazu die rechte Maustaste gedrückt, ziehen Sie die Maus über einen Abschnitt, und lassen Sie die rechte Maustaste los. Der Bereich innerhalb des gezogenen Rechtecks definiert den anzuzeigenden Bereich. |
3 | Jedes Ergebnis wird durch einen Reiter repräsentiert, dieser zeigt den Zeitpunkt, zu dem die Verschraubung durchgeführt wurde. Ein Symbol links beim jeweiligen Reiter spiegelt das Ergebnis der Verschraubung wider:
Durch Klicken auf das Symbol können Sie zwischen den folgenden Anzeigeeinstellungen für dessen Kurve umschalten:
|
4 | Primäre Ergebniskurve ändern. Die primäre Ergebniskurve dient als Referenz und definiert die Werte der X-Achse. Es kann nur eine Kurve als primäre Ergebniskurve festgelegt werden. Die zuerst ausgewählte Kurve (der Reiter ganz links) wird standardmäßig als Referenz herangezogen. |
5 | Verschraubungsdetails des aktuell ausgewählten Ergebnisses. |
6 | Zwischen verfügbaren Kurventypen umschalten. Die folgenden Kurvendiagramme sind verfügbar:
|
Vorgehensweisen zur Synchronisierung
Vorgehensweisen zur Synchronisierung sind verschiedene Strategien, um Kurven anhand eines bestimmten Werts zu synchronisieren.
Kurven können beispielsweise anhand des Spitzendrehmoments (höchstes bei der jeweiligen Kurve erreichtes Drehmoment) synchronisiert werden. Dadurch werden alle Kurven entlang der X-Achse so verschoben, dass der Spitzendrehmomentwert jeder Kurve an genau der gleichen Position auf der X-Achse liegt.
Alle folgenden Ergebnisse erhalten einen Versatz entlang der X-Achse entsprechend einer der folgenden Vorgehensweisen:
Vorgehensweise zur Synchronisierung | Beschreibung |
|---|---|
Keine | Standardwert. Ausgewählte Kurven werden nicht synchronisiert. |
Spitze / Drehmoment | Alle Kurven werden anhand des Spitzenwerts synchronisiert, d. h. entlang der X-Achse verschoben, sodass die Spitzenwerte an der gleichen Position auf der X-Achse liegen wie der Spitzenwert des primären Ergebnisses. |
Benutzerdefiniert / Drehmoment |
Wenn die Vorgehensweise zur Synchronisierung Benutzerdefiniert ausgewählt ist und keine der Kurven den konfigurierten Wert enthält, wird im Feld für den benutzerdefinierten Wert ein Ausrufezeichen angezeigt. |
Wenn ein Ergebnis keinen Kurvenwert enthält, der der Vorgehensweise zur Synchronisierung entspricht, dann kann es nicht synchronisiert werden und dessen Kurve wird nicht angezeigt. Stattdessen wird ein Ausrufezeichen angezeigt.
Wenn keine der Kurven synchronisiert werden kann, wird die Fehlermeldung „Synchronisieren nicht möglich“ angezeigt.
Liste der NIO-Ergebnisse
Fehlermeldung | Beschreibung | Erforderliche Stufenkategorie | Meldung der Stufenüberwachungen | Meldung der Stufeneinschränkungen | Meldung der Programmüberwachungen | Meldung der Programmeinschränkungen |
|---|---|---|---|---|---|---|
Antriebsfehler | Interner Antriebsfehler oder Akku während der Verschraubung entfernt | |||||
Rehit | Versuch, eine bereits angezogene Schraube anzuziehen. | Rehit | ||||
Softstart-Drehmoment unter Minimum | Softstart-Drehmoment unter der Mindestgrenze. | SoftStart | Spitzendrehmoment | Drehmoment im Winkelfenster | ||
Softstart-Drehmoment über Maximum | Softstart-Drehmoment über der Höchstgrenze. | SoftStart | Spitzendrehmoment | Maximales Drehmoment | Oberer Drehmomentgrenzwert | |
Eindrehungs-Drehmoment über Maximum | Einschraubdrehmoment über der Höchstgrenze. | Eindrehen | Spitzendrehmoment | Maximales Drehmoment | Oberer Drehmomentgrenzwert | |
Eindrehungswinkel über Maximum | Einschraubwinkel über der Höchstgrenze. | Eindrehen | Winkel | Höchstwinkel | ||
Eindrehen überschreitet das maximale Zeitlimit | Einschraubzeit über der Höchstgrenze. | Eindrehen | Zeit | Höchstzeit | ||
Eindrehen unter dem minimalen Zeitlimit | Einschraubzeit unter der Mindestgrenze | Eindrehen | Zeit | |||
Eindrehungs-Drehmoment unter Minimum | Einschraubdrehmoment unter der Mindestgrenze. | Eindrehen | Spitzendrehmoment | Drehmoment im Winkelfenster | ||
Eindrehungswinkel unter Minimum | Einschraubwinkel unter der Mindestgrenze | Eindrehen | Winkel | |||
Drehmoment finaler Schritt über Maximum | Drehmoment für letzte Stufe über der Höchstgrenze. | Endwert | Spitzendrehmoment | Maximales Drehmoment | Drehmoment | Oberer Drehmomentgrenzwert |
Winkel finaler Schritt über Maximum | Winkel für letzte Stufe über der Höchstgrenze. | Endwert | Winkel | Höchstwinkel | Winkel | |
Drehmoment finaler Schritt unter Minimum | Drehmoment für letzte Stufe unter der Mindestgrenze. | Endwert | Spitzendrehmoment | Drehmoment im Winkelfenster | Drehmoment | |
Winkel finaler Schritt unter Minimum | Winkel für letzte Stufe unter der Mindestgrenze. | Endwert | Winkel | Winkel | ||
Verschraubungszeit abgelaufen | Zeitlimit für Verschraubung überschritten. | Maximale Zeitspanne | ||||
Startknopf losgelassen | Der Startknopf am Werkzeug wurde losgelassen, bevor der Sollwert erreicht wurde. | |||||
Abgleiten | Die Stecknuss rutschte von der Mutter. | Aufhebendes Drehmoment | ||||
Ansicht-Drehmoment unter Minimum | Drehmoment nach Anzeige unter der Mindestgrenze. | Drehmoment nach Anzeige niedrig | ||||
Ansicht-Drehmoment über Maximum | Drehmoment nach Anzeige über der Höchstgrenze. | Drehmoment nach Anzeige hoch | ||||
Intervall Drehmoment nach Anzeige nicht erreicht | Intervall Drehmoment nach Anzeige nicht erreicht. | Drehmoment nach Anzeige niedrig | ||||
Momentkompensationsintervall nicht erreicht | Momentkompensationsintervall-Winkel vor Einschraubende nicht erreicht | Sicherungsmoment | ||||
Stromüberwachungsfehler | Abweichung Drehmoment versus Strom über der Höchstgrenze. | Abweichung Drehmoment versus Strom | ||||
Softstart-Winkel über Maximum | Softstart-Winkel über der Höchstgrenze. | SoftStart | Winkel | Höchstwinkel | ||
Softstart-Winkel unter Minimum | Softstart-Winkel unter der Mindestgrenze | SoftStart | Winkel | |||
Winkel erster Schritt hoch | Winkel für erste Stufe über der Höchstgrenze | Erste | Winkel | Höchstwinkel | ||
Winkel erster Schritt niedrig | Winkel für erste Stufe unter der Mindestgrenze | Erste | Winkel | |||
Drehmoment erster Schritt hoch | Drehmoment für erste Stufe über der Höchstgrenze | Erste | Spitzendrehmoment | Maximales Drehmoment | Oberer Drehmomentgrenzwert | |
Drehmoment erster Schritt unter Minimum | Drehmoment für erste Stufe unter der Mindestgrenze | Erste | Spitzendrehmoment | Drehmoment im Winkelfenster | ||
Erster Schritt überschreitet das maximale Zeitlimit | Zeit für erste Stufe über der Höchstgrenze | Erste | Zeit | Höchstzeit | ||
Erster Schritt unter dem Mindest-Zeitlimit | Zeit für erste Stufe unter der Mindestgrenze | Erste | Zeit | |||
Letzter Schritt überschreitet das maximale Zeitlimit | Zeit für letzte Stufe über der Höchstgrenze | Endwert | Zeit | Höchstzeit | ||
Letzter Schritt unter dem Mindest-Zeitlimit | Zeit für letzte Stufe unter der Mindestgrenze | Endwert | Zeit | |||
Softstart überschreitet das maximale Zeitlimit | Softstart-Zeit über der Höchstgrenze | SoftStart | Zeit | Höchstzeit | ||
Strom bei Abschaltung über Höchstgrenze | Gemessener Abschaltstrom über Höchstgrenze | Abschaltstrom | ||||
Strom bei Abschaltung unter Mindestgrenze | Gemessener Abschaltstrom unter Mindestgrenze | Abschaltstrom | ||||
Schritt hat die Maximalzeit überschritten | Schritt hat die maximale Schrittzeit überschritten | Zeit | ||||
Angehalten | Extern gestoppt, bevor der Zielwert erreicht wurde |
Anzeige des Protokollstatus
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Ergebnisse aus.
Wählen Sie die Schaltfläche
in der oberen rechten Ecke Es wird das Dialogfeld Protokollstatus angezeigt.Die Reiter im Dialogfeld zeigen die folgenden Informationen:
Reiter
Beschreibung
Open Protocol
Zeigt den Status der Open-Protocol-Verbindung: IO / NIO
Serververbindungen
Zeigt den Status der Verbindungen mit den ToolsTalk- und ToolsNet-Servern: IO / NIO
Um die Konfigurationseinstellung Aktiviert / Deaktiviert zu ändern, gehen Sie zu Einstellungen > Serververbindungen und wählen Sie den zu konfigurierenden Server aus.
Startprogramm-Status
Zeigt den Startprogramm-Status der verschiedenen Systemadapter: IO / NIO
Wählen Sie Schließen.
Relevante Informationen
Ereignisse anzeigen
Aktionen werden dazu genutzt, um den Bediener über bestimmte Zustandsänderungen oder Vorkommnisse im System zu benachrichtigen. Diese werden in drei Gruppen unterteilt, Informationen, Warnungen und Fehler, und erfordern verschiedene Arten von Maßnahmen.
Jedes Ereignis umfasst eine Standardeinstellung, mit der bestimmt wird, ob es bestätigt (Ack), aufgezeichnet (Log) oder angezeigt (Disp) werden soll. Diese Einstellungen können im Menü Einstellungen unter Ereignisse konfiguriert werden.
Anzeige von gespeicherten Ereignissen
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Ereignisse aus.
Wählen Sie Alle Ereignisse anzeigen aus.
Wählen Sie ein Ereignis aus der Liste aus, um das Ereignis-Dialogfenster zu öffnen.
Relevante Informationen
In diesem Abschnitt
Das Ereignis-Dialogfenster
Das Ereignis-Dialogfenster enthält Informationen zum eingetretenen Ereignis und beschreibt was wo und wann passiert ist.
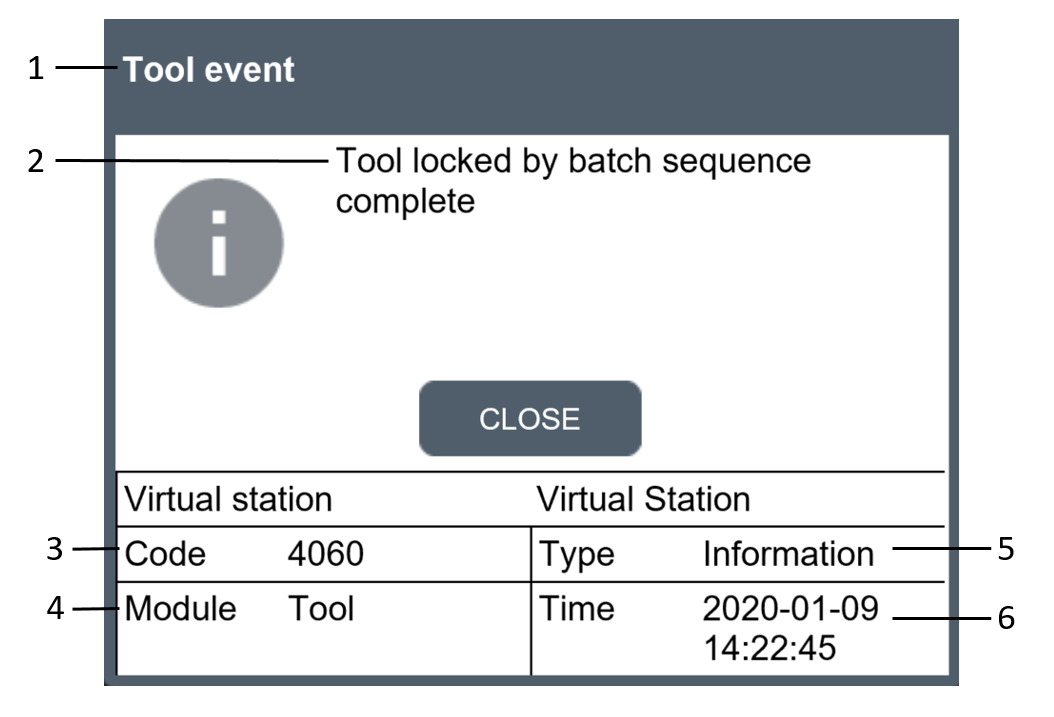
Position | Beschreibung |
|---|---|
1 | Kopfzeile – Beschreibt, in welchem Systembereich das Ereignis auftrat. |
2 | Ereignisname – Eine kurze Beschreibung des Ereignisses. |
3 | Code – Eine spezifische vierstellige Zahl, mit der das Ereignis identifiziert wird. |
4 | Modul – Beschreibt, in welchem Systembereich das Ereignis auftrat. |
5 | Typ – Information, Warnung oder Fehler. |
6 | Zeit – Datum und Uhrzeit des Ereignisses. |
Ereigniscodes
Es werden verschiedene Arten von Ereignissen genutzt, um den Bediener über bestimmte Zustandsänderungen oder Vorkommnisse im System zu benachrichtigen. Jedes Ereignis erfordert eine andere Aktion.
Es ist zu beachten, dass bestimmte Vorgänge nur von Servicemitarbeitern von Atlas Copco ausgeführt werden dürfen.
Verwenden Sie für weitere Informationen zu bestimmten Ereigniscodes die nachfolgenden Filter oder geben Sie die Suchkriterien für den Ereigniscode in das Suchfeld ein.
Suche
Protokoll / Anzeige / Bestätigung / Konfiguration | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | Info | Steuerung gestartet | Die Steuerung wird gestartet. | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Steuerung und Werkzeug | ||
1001 | Warnung | Steuerung-Seriennummer aktualisiert | Sie wird beim Hochfahren generiert, wenn die Seriennummer der IT-Platinenbox (Controller-Seriennummer) von der Seriennummer der AUX-Platinenbox abweicht. Die AUX-Platine lässt sich nicht vor Ort austauschen. Der Controller wird neu gestartet, wenn die Seriennummer aktualisiert wird. | IT-Platine oder Box austauschen. | Protokoll Konfiguration | Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung und Werkzeug |
1010 | Info | Werkzeug angeschlossen | Ein Werkzeug wird angeschlossen. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Steuerung und Werkzeug | |
1011 | Info | Werkzeug nicht angeschlossen | Ein Werkzeug wird vom Anschluss getrennt. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Steuerung und Werkzeug | |
1012 | Info | Werkzeug hat Steuerungsverbindung abgelehnt | Dieses Ereignis kann auftreten, wenn sich das Werkzeug in einer Skip-Zone befindet. | Überprüfen Sie, ob ein anderer Controller mit dem Werkzeug verbunden ist. Stellen Sie sicher, dass die Werkzeugeinstellungen korrekt eingerichtet wurden. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Steuerung und Werkzeug |
2000 | Warnung | Akkuspannung niedrig | Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug | |
2001 | Warnung | Akku leer | Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2002 | Warnung | Werkzeug-Akkuzustand niedrig | Werkzeug-Akkuhaltbarkeitsproblem wurde erkannt. | Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2004 | Warnung | Werkzeug ist keine bevorzugte Art | Das Werkzeug wurde durch ein Werkzeug mit einem anderen maximalen Werkzeugdrehmoment ersetzt. | Werkzeug wechseln. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2006 | Warnung | Zustand des Werkzeugzusatzakkus niedrig | Die Backup-Batterie im Werkzeug zeigt schlechte Leistungsdaten. | Die Backup-Batterie muss ausgetauscht werden. | Protokoll Display Bestät. Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2007 | Warnung | Werkzeugzusatzakku fehlt oder ist defekt | Der Werkzeugzusatzakku fehlt oder ist defekt | Legen Sie eine Batterie ein. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2008 | Warnung | Fehler des Werkzeugzusatzakkus | Fehler am Werkzeugzusatzakku erkannt. | Akku austauschen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2009 | Warnung | Zusatzakkuspannung niedrig | Der Reserveakku der Steuerung ist fast leer. | Akku austauschen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2010 | Fehler | Falsche Werkzeugsoftware-Version | Die Softwareversionen des Werkzeugs und der Steuerung sind nicht kompatibel. | Werkzeug warten - Werkzeugsoftware aktualisieren. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2012 | Warnung | Störung Werkzeugkommunikation | Die Kommunikation zwischen Werkzeug und Steuerung wurde unterbrochen. | Ändern Sie die Antennenposition. | Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Werkzeug |
2013 | Warnung | Ungültige Umschaltringposition | Der Richtungsschalter am Werkzeug befindet sich in einer falschen Stellung. | Bei häufigem Auftreten - Werkzeug warten. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2014 | Warnung | Werkzeug überhitzt | Werkzeug überhitzt. | Werkzeug abkühlen lassen. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl XB | Werkzeug |
2015 | Fehler | Fehler Werkzeugtemperatursensor | Nur für SRB-, TBP- und IxB-Werkzeuge. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2016 | Warnung | Impulseinheit des Werkzeugs überhitzt | Impulseinheit überhitzt. Werkzeug ist nicht gesperrt, aber die Warnung wird immer dann angezeigt, wenn das Werkzeug gestartet wird, solange die Pulseinheitstemperatur über dem Schwellenwert liegt. | Werkzeug abkühlen lassen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2019 | Warnung | Werkzeug konnte Motor nicht starten | Fehler Werkzeugmotor | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2020 | Warnung | Motortuning des Werkzeugs erforderlich | Motortuning des Werkzeugs erforderlich. | Führen Sie ein Motortuning durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl XB | Werkzeug |
2021 | Warnung | Motortuning fehlgeschlagen | Motortuning fehlgeschlagen. | Motortuning vollständig ausführen oder das Werkzeug warten. | Protokoll | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2022 | Info | Motortuning vollständig ausgeführt | Motortuning vollständig ausgeführt. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug | |
2023 | Warnung | Offenmaul-Tuning des Werkzeugs erforderlich | Offenmaul-Tuning des Werkzeugs erforderlich. | Offenmaul-Tuning ausführen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2024 | Warnung | Offenmaul-Tuning fehlgeschlagen | Offenmaul-Tuning fehlgeschlagen. | Versuchen Sie noch einmal, ein Offenmaul-Tuning auszuführen. Bei erneutem Fehler das Werkzeug warten. | Protokoll Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2025 | Info | Offenmaul-Tuning erfolgreich | Offenmaul-Tuning erfolgreich. | Protokoll Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2026 | Warnung | Offenmaul-Positionierung fehlgeschlagen | Offenmaul-Positionierung fehlgeschlagen. | Den Werkzugstartknopf erneut drücken und warten, bis die Positionierung abgeschlossen ist. Bei erneutem Fehler das Werkzeug warten. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2027 | Warnung | Nutzung aufgrund hoher Werkzeugtemperatur eingeschränkt | Der Temperaturgrenzwert wurde erreicht. Die Verschraubung wurde gesperrt, um die Gefahr eines Herunterfahrens des Werkzeugs aufgrund von Überhitzung zu verringern. | Warten Sie, bis das Werkzeug abgekühlt ist. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl XB | Werkzeug |
2030 | Fehler | Fehler des Werkzeugspeichers: Werkzeug wechseln | Werkzeugspeicher-Fehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2031 | Fehler | Werkzeugzubehörspeicher fehlerhaft | Werkzeugzubehörspeicher fehlerhaft. | Eine Werkzeugzubehörwartung durchführen. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2040 | Fehler | Systemprüfung fehlgeschlagen | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl XB | Werkzeug | ||
2041 | Fehler | Fehler des Drehmomentgebers | Wird entweder bei einem Kalibrierfehler oder wenn das Werkzeug einen Messwertgeberfehler meldet, erzeugt. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2042 | Fehler | Fehler des Winkelgebers | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug | |
2043 | Fehler | Werkzeugerdungsfehler | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug | |
2044 | Info | Werkzeugwartungsintervall abgelaufen | Gibt an, dass das Werkzeug gewartet werden muss. Wird ausgelöst, wenn die festgelegte Anzahl von Verschraubungen überschritten wurde. | Das Werkzeug warten. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2045 | Warnung | Werkzeugkalibrierdaten ungültig | Wenn die Validierung der Kalibrierdaten fehlschlägt. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl XB | Werkzeug |
2046 | Info | Werkzeug: Nächstes Kalibrierdatum wurde überschritten | Gibt an, dass das Werkzeug kalibriert werden muss. Wird ausgelöst, wenn der Kalibrierungsalarm in den Einstellungen aktiviert ist und die gegenwärtige Zeit über dem nächstem Kalibrierdatum liegt. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2048 | Info | Wert für Werkzeugkalibrierung durch QS-Gerät aktualisiert | Eine Aktualisierung der Werkzeugkalibrierung erfolgte, als eine Kalibrierung mit einem QS-Gerät durchgeführt wurde. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2050 | Fehler | Werkzeug-Parameterdatei wird nicht unterstützt | Erforderliche Werkzeugparameter fehlen. | Werkzeugparameter aktualisieren. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2060 | Info | Unerwartetes Startknopfverhalten | Wird zur Verhinderung eines Starts des Werkzeugs bei Anschluss eines Zubehörs verwendet. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug | |
2071 | Fehler | Werkzeugspeicher fehlerhaft | Werkzeugbeschreiber ist fehlerhaft. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2072 | Info | Unbekanntes Gerät verbunden | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug | ||
2073 | Warnung | Startknopf-Überwachungsfehler | HW-Kanal-Fehler. Hardware und Software des Werkzeugstartknopfs passen nicht zusammen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2074 | Warnung | Fehler der Werkzeug-Anzeigeplatine | Fehler, Werkzeug-Anzeigeplatine. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2075 | Warnung | Werkzeuglüfter-Spannungsfehler | Werkzeuglüfter-Spannungsfehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2076 | Warnung | Busspannungsfehler des Werkzeugzubehörs | Busspannungsfehler, Werkzeugzubehör. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2077 | Warnung | Werkzeugstartknopf-Sensorfehler | Startknopf-Sensorfehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2078 | Info | Verschraubungsprogramm des Werkzeugs aktualisiert | Werkzeug aufgrund von Verschraubungsprogramm-Aktualisierung gesperrt. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2079 | Fehler | Werkzeugkabel nicht unterstützt | Werkzeugkabel ist fehlerhaft. Der im Kabel befindliche Chip reagiert nicht oder ist beschädigt. | Kabel austauschen. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Werkzeug |
2080 | Fehler | Fehler Werkzeugakku | Gleichspannung zu hoch oder zu niedrig. Akkufehler. | Wenden Sie sich an einen Atlas Copco-Kundendienstvertreter und schicken Sie den Akku an Atlas Copco zurück (verwenden Sie ihn nicht wieder!). | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug |
2081 | Fehler | Werkzeug-Stromgrenze erreicht | Der Stromgrenzwert wurde erreicht und der Antrieb ist abgeschaltet. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2082 | Fehler | Werkzeug-Strommessfehler | Strommessfehler. Bei der Strommessung kann kein zuverlässiges Ergebnis erhalten werden. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug |
2083 | Fehler | Interner Werkzeugfehler | Diverse interne Hardwarefehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug |
2084 | Fehler | Interner Werkzeug-Softwarefehler | Diverse interne Softwarefehler. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug |
2085 | Fehler | Werkzeug-RBU-Fehler | Von der Werkzeugsoftware wurde ein RBU-Fehler festgestellt. | Überprüfen Sie, dass die RBU ordnungsgemäß installiert ist. Wenn der Fehler weiterhin vorhanden ist, das Werkzeug warten. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2086 | Fehler | Werkzeugstillstand | Werkzeugmotor bleibt stehen. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug |
2087 | Warnung | Werkzeugmotor-Strom zu hoch | Der Stromgrenzwert des Werkzeugmotors wurde überschritten und das Werkzeug ist gesperrt. Das Werkzeug wechselt in den Modus Ausfallsicher. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug | |
2088 | Warnung | Werkzeugakku-Strom zu hoch | Der Strom des Werkzeugakkus ist zu hoch. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug | |
2089 | Warnung | Werkzeugantriebsspannung zu niedrig | Die Werkzeug-Antriebsspannung liegt unter dem überwachten unteren Spannungsgrenzwert. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2090 | Warnung | Werkzeugantriebsspannung zu hoch | Die Werkzeug-Antriebsspannung liegt über dem überwachten oberen Spannungsgrenzwert. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2091 | Warnung | Fehler der Werkzeug-Hauptplatine | Interner Fehler der Werkzeug-Hauptplatine. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl XB | Werkzeug | |
2092 | Warnung | Fehler des Werkzeug-Stromversorgungsmoduls | Interner Fehler des Werkzeug-Stromversorgungsmoduls. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2093 | Warnung | Ölstand der Impulseinheit niedrig | Der Ölstand des angeschlossenen Impulsschraubers ist niedrig. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2094 | Warnung | Ölstand der Impulseinheit leer | Der Ölstand des angeschlossenen Impulsschraubers liegt unter dem für den Betrieb erforderlichen Pegel. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2095 | Warnung | Kommunikation mit Werkzeugakku ausgefallen | Kommunikation zwischen Werkzeug und Akku wurde unterbrochen. | Vergewissern Sie sich, dass der Akku korrekt sitzt. Wechseln Sie andernfalls den Akku. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2096 | Fehler | Falsche Version der Werkzeugakku-Software | Software des Werkzeugakkus ist nicht mit der Werkzeugsoftware kompatibel. | Software aktualisieren. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2100 | Info | STwrench smartHEAD entfernt | STwrench smartHEAD wurde entfernt. | smartHEAD wieder anschließen und den Schlüssel neu starten. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2101 | Warnung | Schlüssel-Verschraubung wenn gesperrt | Eine Schraubenschlüssel-Verschraubung wurde durchgeführt, als der Werkzeugstatus im Controller auf gesperrt gesetzt war. | Warten Sie, bis der Werkzeugstatus im Controller entsperrt ist. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 ToolsControl | Werkzeug |
2120 | Warnung | Kann nicht gestartet werden: Werkzeug verfügt über keinen aktiven Momentgeber | Protokoll Display | Flex | Werkzeug | ||
2121 | Warnung | Geber sind für angeschlossenes Werkzeug deaktiviert | Protokoll Display | Flex | Werkzeug | ||
2122 | Warnung | Kann nicht gestartet werden: Werkzeug verfügt nicht über den erforderlichen Momentgeber | Wechseln Sie zu einem Werkzeug mit mehreren Messwertgebern oder aktualisieren Sie die Einstellungen „Duales Drehmoment erforderlich“ in der Werkzeugkonfiguration. | Protokoll Display | Flex IxB | Werkzeug | |
2123 | Warnung | Kann nicht gestartet werden: Werkzeug verfügt nicht über den erforderlichen Winkelgeber | Wechseln Sie zu einem Werkzeug mit mehreren Messwertgebern oder aktualisieren Sie die Einstellungen „Duales Drehmoment erforderlich“ in der Werkzeugkonfiguration. | Protokoll Display | Flex | Werkzeug | |
2125 | Fehler | Drehmomentgeber-Fehler an Momentgeber 2 | Bei einem Werkzeug mit mehreren Gebern liegt ein Fehler am Momentgeber 2 vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex | Werkzeug |
2127 | Fehler | Werkzeug-Momentgeber, Kalibrierungsfehler | Es liegt ein Fehler am Drehmomentgeber vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex Synchronisierte Verschraubung | Werkzeug |
2129 | Fehler | Werkzeug-Momentgeber: Shunt-Test fehlgeschlagen | Es liegt ein Fehler am Drehmomentgeber vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex Synchronisierte Verschraubung XB | Werkzeug |
2131 | Fehler | Werkzeug-Momentgeber: Nullpunktabgleich-Kompensierung fehlgeschlagen | Es liegt ein Fehler am Drehmomentgeber vor. | Stellen Sie sicher, dass die Verschraubung ohne Drehmoment am Werkzeug gestartet wird. Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex Synchronisierte Verschraubung | Werkzeug |
2133 | Fehler | Werkzeug-Momentgeber, Gerätefehler | Es liegt ein Fehler am Drehmomentgeber vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex Synchronisierte Verschraubung | Werkzeug |
2135 | Fehler | Fehler des Werkzeug-Momentgebers: Überlauf in A/D-Wandler | Es liegt ein Fehler am Drehmomentgeber vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex Synchronisierte Verschraubung | Werkzeug |
2136 | Fehler | Werkzeug-Momentgeber, Kalibrierungsfehler am Momentgeber 2 | Bei einem Werkzeug mit mehreren Gebern liegt ein Fehler am Momentgeber 2 vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex | Werkzeug |
2137 | Fehler | Fehler des Werkzeug-Momentgebers: Shunt-Test für Geber 2 fehlgeschlagen | Bei einem Werkzeug mit mehreren Gebern liegt ein Fehler am Momentgeber 2 vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex | Werkzeug |
2138 | Fehler | Fehler des Werkzeug-Momentgebers: Null-Offset-Kompensierung am Momentgeber 2 fehlgeschlagen | Bei einem Werkzeug mit mehreren Gebern liegt ein Fehler am Momentgeber 2 vor. | Stellen Sie sicher, dass die Verschraubung ohne Drehmoment am Werkzeug gestartet wird. Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex | Werkzeug |
2139 | Fehler | Werkzeug-Momentgeber, Gerätefehler im Geber 2 | Bei einem Werkzeug mit mehreren Gebern liegt ein Fehler am Momentgeber 2 vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex | Werkzeug |
2140 | Fehler | Fehler des Werkzeug-Momentgebers: Überlauf in A/D-Wandler des Gebers 2 | Bei einem Werkzeug mit mehreren Gebern liegt ein Fehler am Momentgeber 2 vor. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display | Flex | Werkzeug |
2142 | Fehler | Redundanzfehler Momentgeber | Bei einem Werkzeug mit mehreren Gebern liegt ein Fehler am Momentgeber 2 vor. | Setzen Sie den Redundanzfehler zurück | Protokoll Display | Power Focus 6000 Tools Control | Werkzeug |
2143 | Fehler | Redundanzfehler Winkelgeber | Bei einem Werkzeug mit mehreren Gebern liegt ein Fehler am Momentgeber 2 vor. | Setzen Sie den Redundanzfehler zurück | Protokoll Display | Power Focus 6000 Tools Control | Werkzeug |
2202 | Fehler | Überstrom an der Werkzeug-MMS aufgetreten | An der Werkzeug-MMS wurde ein Überstrom erkannt. | Führen Sie eine Werkzeugwartung durch. Werkzeug-MMS austauschen. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2203 | Fehler | Überstrom an der Frontleuchte aufgetreten | An der Frontleuchte wurde ein Überstrom erkannt. | Führen Sie eine Werkzeugwartung durch. Die Frontleuchte austauschen. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2204 | Fehler | Überstrom am Zubehörbus aufgetreten | Am Zubehörbus wurde ein Überstrom erkannt. | Führen Sie eine Werkzeugwartung durch. Den Zubehörbus austauschen. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2207 | Fehler | Überstrom am Vibrationsgerät aufgetreten | Am Vibrationsgerät wurde ein Überstrom erkannt. | Führen Sie eine Werkzeugwartung durch. Das Vibrationsgerät austauschen. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2208 | Warnung | Temperatur der System-CPU hoch | Temperatur der System-CPU hoch. | Warten Sie, bis das Werkzeug abgekühlt ist. | Protokoll Display Konfiguration | IxB | Werkzeug |
2209 | Fehler | Temperatur der System-CPU kritisch | Temperatur der System-CPU kritisch. | Warten Sie, bis das Werkzeug abgekühlt ist. | Protokoll Display Konfiguration | IxB XB | Werkzeug |
2210 | Fehler | Nicht unterstützte Stromquelle: Verschraubung nicht zulässig | Akku mit zu geringer Spannung am Werkzeug angebracht. | Bringen Sie einen Akku mit höherer Spannung am Werkzeug an. | Protokoll Display Bestät. Konfiguration | IxB | Werkzeug |
2217 | Info | Läuft mit Notstrombatterie | Läuft mit Notstrombatterie. | Protokoll | IxB | Werkzeug | |
2218 | Info | Akku angeschlossen | Akku angeschlossen oder Steuerung/Werkzeug gestartet. | Protokoll | IxB | Werkzeug | |
2219 | Info | Stromquelle: unbekannt | Unbekannte Stromquelle angeschlossen oder Steuerung/Werkzeug mit unbekannter Stromquelle gestartet. | Protokoll | IxB | Werkzeug | |
2220 | Fehler | Ausfall des Werkzeuglüfters | Gilt für IPB-P. | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. | IxB | Werkzeug |
2221 | Warnung | Akku überhitzt | Die Akkutemperatur ist zu hoch. | Akku wechseln oder überhitzten Akku abkühlen lassen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 ToolsControl | Werkzeug |
2222 | Warnung | Nutzung aufgrund hoher Akkutemperatur eingeschränkt | Die Akkutemperatur ist zu hoch. | Akku wechseln oder überhitzten Akku abkühlen lassen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 ToolsControl | Werkzeug |
2223 | Fehler | Front-LED nicht verfügbar | Dieser Fehler wird ausgegeben, wenn die Front-LED beim Hochfahren des Werkzeugs nicht erkannt wird. | Reparieren Sie die Frontleuchte oder die Kabelverbindung der Frontleuchte. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 | Steuerung und Werkzeug |
2224 | Fehler | Farbe der Front-LED nicht verfügbar | Dieser Fehler wird ausgegeben, wenn die Farbe der Front-LED beim Hochfahren des Werkzeugs nicht erkannt wird. | Reparieren Sie die Farbe der Frontleuchte oder die Kabelverbindung der Frontleuchte. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 | Steuerung und Werkzeug |
2225 | Fehler | RHMI-Schalter nicht verfügbar | Wenn die RHMI-Schalter beim Hochfahren des Werkzeugs nicht erkannt werden, wird ein Ereignis ausgegeben. | Reparieren Sie die RHMI-Schalter. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 | Steuerung und Werkzeug |
2226 | Fehler | LED-Ring nicht verfügbar | Wenn der LED-Ring beim Hochfahren des Werkzeugs nicht erkannt wird, wird ein Ereignis ausgegeben. | Reparieren Sie die Leuchten des hinteren Rings oder deren Anschlüsse. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 | Steuerung und Werkzeug |
2227 | Fehler | Lüfter nicht verfügbar. | Wenn der Lüfter beim Hochfahren des Werkzeugs nicht erkannt wird, wird ein Ereignis ausgegeben. | Reparieren Sie den Lüfter. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 | Steuerung und Werkzeug |
2228 | Fehler | RRE-Platine nicht verfügbar | Wenn die Werkzeugplatinenschnittstelle beim Hochfahren des Werkzeugs nicht erkannt wird, wird ein Ereignis ausgegeben. | Reparieren Sie die Werkzeugplatinenschnittstelle. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 | Steuerung und Werkzeug |
2229 | Warnung | Werkzeugzusatzakku leer | Der Werkzeugzusatzakku ist leer. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2230 | Info | Werkzeugzusatzakku voll geladen | Der Werkzeugzusatzakku ist voll geladen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2231 | Warnung | Werkzeugzusatzakku fehlt | Der Werkzeugzusatzakku fehlt. | Legen Sie eine Batterie ein. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug |
2232 | Warnung | Werkzeugzusatzakku defekt | Der Werkzeugzusatzakku ist defekt. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Werkzeug | |
2300 | Fehler | Fehler in der Hauptplatine des Werkzeugs – Spannung außerhalb des zulässigen Bereichs (Drehmoment) | Nehmen Sie einen Neustart des Werkzeugs vor. Sollte der Fehler bestehen bleiben, warten Sie das Werkzeug und achten Sie auf lockere Kabelanschlüsse. Kontrollieren Sie die Kabel auf etwaige Beschädigungen. | Protokoll Display Bestät. | IxB | Werkzeug | |
2301 | Fehler | Fehler in der Hauptplatine des Werkzeugs – Spannung außerhalb des zulässigen Bereichs (Analog) | Nehmen Sie einen Neustart des Werkzeugs vor. Sollte der Fehler bestehen bleiben, warten Sie das Werkzeug und achten Sie auf lockere Kabelanschlüsse. Kontrollieren Sie die Kabel auf etwaige Beschädigungen. | Protokoll Display Bestät. | IxB | Werkzeug | |
2302 | Fehler | Fehler in der Hauptplatine des Werkzeugs – Spannung außerhalb des zulässigen Bereichs (MCU Vdd) | Nehmen Sie einen Neustart des Werkzeugs vor. Sollte der Fehler bestehen bleiben, warten Sie das Werkzeug und achten Sie auf lockere Kabelanschlüsse. Kontrollieren Sie die Kabel auf etwaige Beschädigungen. | Protokoll Display Bestät. | IxB | Werkzeug | |
2303 | Fehler | Fehler in der Hauptplatine des Werkzeugs – Spannung außerhalb des zulässigen Bereichs (Schrittweiterschaltung) | Nehmen Sie einen Neustart des Werkzeugs vor. Sollte der Fehler bestehen bleiben, warten Sie das Werkzeug und achten Sie auf lockere Kabelanschlüsse. Kontrollieren Sie die Kabel auf etwaige Beschädigungen. | Protokoll Display Bestät. | IxB | Werkzeug | |
2304 | Fehler | Fehler in der Hauptplatine des Werkzeugs – Spannung außerhalb des zulässigen Bereichs (UPS) | Nehmen Sie einen Neustart des Werkzeugs vor. Sollte der Fehler bestehen bleiben, warten Sie das Werkzeug und achten Sie auf lockere Kabelanschlüsse. Kontrollieren Sie die Kabel auf etwaige Beschädigungen. | Protokoll Display Bestät. | IxB | Werkzeug | |
2305 | Fehler | Fehler in der Hauptplatine des Werkzeugs – Spannung außerhalb des zulässigen Bereichs (Stromversorgung des Werkzeugs) | Nehmen Sie einen Neustart des Werkzeugs vor. Sollte der Fehler bestehen bleiben, warten Sie das Werkzeug und achten Sie auf lockere Kabelanschlüsse. Kontrollieren Sie die Kabel auf etwaige Beschädigungen. | Protokoll Display Bestät. | IxB | Werkzeug | |
2306 | Fehler | Fehler in der Hauptplatine des Werkzeugs – Spannung außerhalb des zulässigen Bereichs (Vdd) | Nehmen Sie einen Neustart des Werkzeugs vor. Sollte der Fehler bestehen bleiben, warten Sie das Werkzeug und achten Sie auf lockere Kabelanschlüsse. Kontrollieren Sie die Kabel auf etwaige Beschädigungen. | Protokoll Display Bestät. | IxB | Werkzeug | |
2307 | Fehler | Fehler in der Hauptplatine des Werkzeugs – Hardwarefehler (IMU) | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. | IxB | Werkzeug | |
2331 | Fehler | Fehler am Strommodul des Werkzeugs – Spannung niedrig (Referenz) | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. | IxB | Werkzeug | |
2332 | Fehler | Fehler am Strommodul des Werkzeugs – Spannung hoch (Referenz) | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. | IxB | Werkzeug | |
2333 | Fehler | Fehler am Strommodul des Werkzeugs – Spannung niedrig (UPS) | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. | IxB | Werkzeug | |
2334 | Fehler | Fehler am Strommodul des Werkzeugs – Spannung hoch (UPS) | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. | IxB | Werkzeug | |
2335 | Fehler | Fehler am Strommodul des Werkzeugs – Spannung niedrig (Sicherungsdomain) | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. | IxB | Werkzeug | |
2336 | Fehler | Fehler am Strommodul des Werkzeugs – Spannung hoch (Sicherungsdomain) | Führen Sie eine Werkzeugwartung durch. | Protokoll Display Bestät. | IxB | Werkzeug | |
2500 | Fehler | Max. Anzahl Spanner-Zugstange | Spanner-Zugstange muss ausgetauscht werden. Das System ist für die Nutzung gesperrt. Es kann nur Druck abgelassen werden. | Senden Sie den Spanner zum Austausch der Zugstange an das Serviceunternehmen. | Protokoll Display Bestät. | PFHC | Werkzeug |
2501 | Fehler | Alarm Pumpenmotorschutz | Der Pumpenmotorschutz hat den Motor angehalten. Das System muss angehalten werden. Falls das System unter Druck steht, muss der Druck manuell abgelassen werden. | Schalten Sie das System ab. Falls dieses unter Druck steht, lassen Sie den Druck manuell ab und senden Sie die Pumpe zur Wartung ein. | Protokoll Display Bestät. | PFHC | Werkzeug |
2502 | Fehler | Alarm niedriger Ölstand Pumpenmotor | Der Ölstand des Pumpenmotors ist niedrig, daher wurde der Motor abgeschaltet. Falls das System unter Druck steht, muss der Druck manuell abgelassen werden. | Schalten Sie das System ab. Falls dieses unter Druck steht, lassen Sie den Druck manuell ab und füllen Sie Öl nach. | Protokoll Display Bestät. | PFHC | Werkzeug |
2503 | Fehler | Alarm Pumpenmotor-Öltemperatur hoch | Die Öltemperatur des Pumpenmotors ist hoch. | Schalten Sie das System ab und warten Sie, bis das Öl abgekühlt ist. | Protokoll Display Bestät. | PFHC | Werkzeug |
2504 | Fehler | Alarm Spanner-Drucksensor | Fehler der Drucksensorelektronik des Spanners. Es kann kein Druck abgelesen oder an das System gemeldet werden. | Schalten Sie das System ab. Falls dieses unter Druck steht, lassen Sie den Druck manuell ab und senden Sie den Spanner zur Wartung ein. | Protokoll Display Bestät. | PFHC | Werkzeug |
2505 | Fehler | Alarm Pumpen-Drucksensor | Fehler der Drucksensorelektronik der Pumpe. Es kann kein Druck abgelesen oder an das System gemeldet werden. | Schalten Sie das System ab. Falls dieses unter Druck steht, lassen Sie den Druck manuell ab und senden Sie die Pumpe zur Wartung ein. | Protokoll Display Bestät. | PFHC | Werkzeug |
2506 | Fehler | Unerwartete Rotation im Uhrzeigersinn erkannt | Rotation der Mutter im Uhrzeigersinn während nach einem abgeschlossenen Spannvorgang auf den Druckablass gewartet wurde. Das Ergebnis wird ungültig. | Lassen Sie den Druck ab und spannen Sie die Mutter erneut. | Protokoll Display Konfiguration | PFHC | Werkzeug |
2507 | Fehler | Unerwartete Rotation gegen den Uhrzeigersinn erkannt | Rotation der Mutter gegen den Uhrzeigersinn während nach einem abgeschlossenen Spannvorgang auf den Druckablass gewartet wurde. Das Ergebnis wird ungültig. | Lassen Sie den Druck ab und spannen Sie die Mutter erneut. | Protokoll Display Konfiguration | PFHC | Werkzeug |
2508 | Fehler | Fehler des Pumpen- oder Spanner-Drucksensors | Zu große Differenz zwischen den Messwerten des Drucksensors in der Pumpe und dem Spanner. Die Druckbeaufschlagung wird angehalten. | Problem der Hydraulik oder mit der Kalibrierung der Drucksensoren. Starten Sie das System neu und versuchen Sie es erneut. Falls das Problem weiterhin besteht, wenden Sie sich an Ihren örtlichen Vertriebsmitarbeiter von Atlas Copco. | Protokoll Display Bestät. | PFHC | Werkzeug |
2509 | Fehler | Ausfall des Spanner-Drucksensors oder des Hydraulikschlauchs | Der Drucksensor des Spanners zeigt keinen Druck an, der Pumpensensor jedoch einen Druckanstieg. Die Druckbeaufschlagung wird angehalten. | Problem der Hydraulik oder mit der Kalibrierung der Drucksensoren. Starten Sie das System neu und versuchen Sie es erneut. Falls das Problem weiterhin besteht, wenden Sie sich an Ihren örtlichen Vertriebsmitarbeiter von Atlas Copco. | Protokoll Display Bestät. | PFHC | Werkzeug |
2510 | Fehler | Festlegen der benutzerdefinierten ID fehlgeschlagen | Das Festlegen der benutzerdefinierten ID ist fehlgeschlagen. | Starten Sie das System neu und überprüfen Sie die angeschlossenen Geräte. Wenn die benutzerdefinierte ID für das Gerät falsch ist, nehmen Sie die Einstellung erneut vor. | Protokoll Display Bestät. | PFHC | Werkzeug |
2511 | Info | Benutzerdefinierte ID wurde festgelegt | Das Festlegen der benutzerdefinierten ID war erfolgreich. | Protokoll Display Bestät. | PFHC | Werkzeug | |
2512 | Warnung | Falsch formatierter Barcode-String, ignoriert | Der gescannte String konnte nicht als Turmdaten-Barcode geparst werden. | Scannen Sie einen korrekten Turmdaten-QR-Code oder eine Turmbereichs-ID. | Protokoll Display Bestät. | PFHC | Werkzeug |
2513 | Fehler | Kein Pumpendruck erkannt | Das System versucht, Druck aufzubauen, es wird jedoch kein Druckanstieg an der Pumpe erkannt. Mögliche Ursache ist eine falsche Phasenfolge am dreiphasigen Stecker. | Schalten Sie das System ab und kehren Sie die Phasen des Stromanschlusses um. | Protokoll Display Bestät. | PFHC | Werkzeug |
2514 | Warnung | Alarm Spanner-Überdrehmoment | Am Knickschlüssel liegt ein zu hohes Drehmoment an. Dies kann zu Schäden am Drehmomentwandler führen. | Senken Sie das Drehmoment. | Protokoll | PFHC | Werkzeug |
2515 | Warnung | Alarm Spanner-Überdruck | Der Druck am Spanner ist zu hoch. | Senken Sie den Druck oder lassen Sie diesen ab. Überprüfen Sie die Hydraulikdruckparameter. | Protokoll | PFHC | Werkzeug |
2516 | Warnung | Unerwartete Pumpen- oder Spanner-Firmware | Unerwartete Pumpen- oder Spanner-Firmwareversion erkannt, System neu starten. Falls das Problem weiterhin besteht, kann das System eventuell trotzdem betrieben werden, achten Sie jedoch sorgfältig auf unerwartetes Verhalten. | Netzschalter des Systems aus- und einschalten | Protokoll Display Bestät. | PFHC | Werkzeug |
2517 | Fehler | Inkompatible Pumpen- oder Spanner-Firmwareversion, System neu starten. Das System kann nicht betrieben werden. | Inkompatible Pumpen- oder Spanner-Firmwareversion, System neu starten. Das System kann nicht betrieben werden. | Starten Sie das System neu, falls dies nicht hilft, tauschen Sie das fehlerhafte Gerät aus. Überprüfen Sie die angeschlossenen Geräte, um herauszufinden, welches sich nicht verbunden hat. | Protokoll Display Bestät. | PFHC | Werkzeug |
3000 | Fehler | Interner Software-Fehler der Steuerung | Softwarefehler in der Steuerung. | Den Kundendienst kontaktieren. | Protokoll Display Bestät. Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3001 | Fehler | Steuerung Uhrakku leer | Der interne Akku nähert sich seinem Funktionsende. | Akku austauschen. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3010 | Warnung | System überhitzt | Die Steuerung ist überhitzt. | Abkühlen lassen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3011 | Warnung | Antrieb überhitzt Steuerungs-Hardware | Abkühlen lassen. | Protokoll Display Konfiguration | Flex ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung | |
3013 | Warnung | Nutzung aufgrund hoher Controller-Temperatur eingeschränkt | Der Temperaturgrenzwert wurde erreicht. Die Verschraubung wurde gesperrt, um die Gefahr eines Herunterfahrens des Controllers aufgrund von Überhitzung zu verringern. | Warten Sie, bis der Controller abgekühlt ist. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3020 | Warnung | Hardwarefehler der Steuerung | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung | ||
3021 | Warnung | Systemspannungsproblem | Gleichspannung zu hoch oder zu niedrig. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung | |
3022 | Warnung | Steuerungsspannungsproblem Wechselstromeingangsspannung zu hoch | Gleichspannung zu hoch oder zu niedrig. | Eingangsspannung korrigieren | Protokoll Display | Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3023 | Warnung | Steuerungsspannungsproblem Wechselstromeingangsspannung zu niedrig | Gleichspannung zu hoch oder zu niedrig. | Eingangsspannung korrigieren | Protokoll Display | Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3024 | Warnung | Antriebsspannungsproblem: Wechselstromeingangsspannung zu hoch | Gleichspannung zu hoch oder zu niedrig. | Eingangsspannung korrigieren | Protokoll Display | Flex ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3025 | Warnung | Antriebsspannungsproblem: Wechselstromeingangsspannung zu niedrig | Gleichspannung zu hoch oder zu niedrig. | Eingangsspannung korrigieren | Protokoll Display | Flex ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3026 | Info | Es ist bereits die maximale Anzahl an IxB-Connect-Werkzeugen verbunden. | Zeigt an, dass die maximal zulässige Anzahl der mit der Steuerung verbundenen IxB-Connect-Werkzeuge erreicht ist. | Protokoll | ToolsControl | Steuerung und Werkzeug | |
3029 | Info | Netzwerkverbindung des Clients unterbrochen | Die Netzwerkverbindung des Werkzeugs wurde unterbrochen, entweder weil die Reichweite des Netzwerks verlassen wurde oder aufgrund einer anderen Ursache. | Beheben Sie den Fehler, indem Sie den Roaming-Grenzwert überprüfen und die Anzahl der ausgewählten Kanäle auf weniger als 24 reduzieren, um sicherzustellen, dass Roaming aktiviert ist. | Protokoll Display Konfiguration Bestät. | IxB | Steuerung und Werkzeug |
3030 | Fehler | IP-Adressenkonflikt mit einem anderen Knoten im Netzwerk | Die eingestellte IP-Adresse wird von einem anderen Gerät im selben Netzwerk verwendet. | Die IP-Adresse an einem der Geräte ändern. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC | Steuerung, Antrieb und synchronisierte Verschraubung |
3031 | Info | Netzwerkkabel wurde entfernt | Der Träger der firmeneigenen Schnittstelle ist verloren gegangen (Kabel nicht angeschlossen). | Den Kabelanschluss prüfen. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3032 | Info | Pairing wurde gestartet | Werkzeugkopplung gestartet. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung | |
3033 | Info | Pairing erfolgreich | Werkzeugkopplung erfolgreich. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung | |
3034 | Info | Pairing fehlgeschlagen: Kein Werkzeug gefunden | Von der Steuerung wurde bei der Suche nach Geräten für das Funk-Pairing kein Werkzeug für das Pairing-Verfahren gefunden. | Das Werkzeug in den Pairing-Modus schalten und erneut versuchen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3035 | Fehler | Pairing fehlgeschlagen: Es wurde mehr als ein Werkzeug gefunden | Von der Steuerung wurde bei der Suche nach Geräten für das Funk-Pairing mehr als ein Werkzeug gefunden. | Wenn der Pairing-Modus an der Steuerung gestartet wird sicherstellen, dass nur ein Werkzeug sich im Pairing-Modus befindet. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3036 | Fehler | Pairing fehlgeschlagen: Kommunikationsfehler | Während des Pairing-Verfahrens trat bei der Steuerung ein Verbindungsabbruch, eine unerwartete Antwort oder eine Zeitabschaltung auf. | Versuchen Sie noch einmal, ein Pairing-Verfahren auszuführen. Bei erneutem Fehler das Werkzeug warten. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3037 | Info | Pairing fehlgeschlagen: Werkzeugplatz ist voll | Einen Werkzeugplatz freimachen. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung | |
3040 | Warnung | Not-Aus | Antrieb aufgrund eines Notstopps deaktiviert. | Not-Aus rückstellen. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3050 | Info | Systemuhr aktualisiert | Systemuhr wurde aktualisiert. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC | Steuerung, Antrieb und synchronisierte Verschraubung | |
3051 | Fehler | Systemuhr-Fehler | Von der Echtzeituhr (RTC) der Hardware wurde die falsche Zeit abgelesen. | Den RTC-Akku austauschen. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC | Steuerung, Antrieb und synchronisierte Verschraubung |
3052 | Warnung | Fernstartkonfigurationsfehler | HW und SW für die Fernstartkonfiguration passen nicht zusammen. | Sicherstellen, dass der HW-DIP-Schalter zur ausgewählten Startquelle passt. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3053 | Info | Antrieb verbunden | Laufwerk für synchronisierte Verschraubung wurde angeschlossen. | Protokoll Display | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung | |
3054 | Info | Antrieb getrennt | Antrieb von der Steuerung getrennt. | Prüfen Sie die Verkabelung und das Netzteil auf extern verbundene Antriebe oder ersetzen Sie die Steuerung. | Protokoll Display | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3055 | Warnung | Moduskonfigurationsfehler | Wird erzeugt, wenn der ausgewählte Modus falsch konfiguriert wird. Beispielsweise Konfiguration von zwei Bolzen mit der gleichen Bolzennummer oder dem gleichen Kanal, unvollständige Moduskonfiguration. | Überprüfen Sie ToolsTalk 2 auf Fehler bei der Moduskonfiguration. | Protokoll Display | Flex Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung |
3056 | Warnung | Kann nicht gestartet werden: Werkzeug oder Laufwerk fehlt | Wird erzeugt, wenn einem verwendeten Kanal ein Laufwerk oder Werkzeug fehlt. | Überprüfen Sie das Kanalmenü auf der MMS. Verbinden Sie das fehlende Laufwerk oder Werkzeug. | Protokoll Display | Flex Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung |
3057 | Info | Kann nicht gestartet werden: Der Kanal wird bereits verwendet | Erzeugt, wenn ein benötigter Kanal einer anderen virtuellen Station zugewiesen wurde. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3058 | Info | Kein Modus ausgewählt | Modus wählen. | Protokoll Display | Flex Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung | |
3059 | Warnung | Verbindung mit Lizenzmanager von Atlas Copco fehlgeschlagen | Zeigt an, dass der Controller keine Verbindung mit dem lokalen Lizenzmanager zum Erhalt von Lizenzen aufbauen konnte. | Lokales Netzwerk prüfen Wenn die Verbindung erneut fehlschlägt, warten Sie den Controller. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3060 | Fehler | Anzahl der Lizenzen für virtuelle Station überschritten. | Die Lizenz für virtuelle Station ist größer als die verfügbaren Lizenzen. | Lizenzen oder Konfiguration der virtuellen Station aktualisieren. | Protokoll Display Bestät. | ToolsControl | Steuergerät |
3061 | Warnung | Kann nicht gestartet werden: Freigabesignal ist niedrig | Stellen Sie sicher, dass das Signal „Aktion aktivieren“ aktiviert ist, bevor die Verschraubung gestartet wird. | Protokoll Display | Flex Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung | |
3062 | Warnung | Kann nicht gestartet werden: Stoppsignal ist hoch | Stellen Sie sicher, dass das Signal „Aktion aktivieren“ deaktiviert ist, bevor die Verschraubung gestartet wird. | Protokoll Display | Flex Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung | |
3063 | Warnung | Kann nicht gestartet werden: Alle Kanäle gesperrt | Alle Kanäle wurden auf gesperrt gesetzt, daher kann keine Verschraubung gestartet werden. | Mindestens ein Kanal muss auf nicht gesperrt gesetzt sein. | Protokoll Display | Flex Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung |
3064 | Warnung | Trägernummer fehlerhaft | Der Hex-Schalter eines FlexCarriers wurde auf Null gesetzt. | Setzen Sie den Schalter auf einen von Null verschiedenen Wert. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3065 | Warnung | Notaus-Konfigurationsstecker des Trägers vom falschen Typ oder fehlt | Der Notaus-Konfigurationsstecker eines Trägers fehlt oder der Stecker ist vom falschen Typ. | Setzen Sie einen Stecker des korrekten Typs ein. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3066 | Warnung | Trägerspannung Einlass Kein 3-phasiger Wechselstrom | Stellen Sie sicher, dass die dreiphasige Stromversorgung des Trägers innerhalb der zulässigen Grenzwerte liegt und vollständig funktionsfähig ist. Stellen Sie sicher, dass die Kabel der dreiphasigen Stromversorgung sich in gutem Zustand befinden und korrekt angeschlossen sind. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3067 | Warnung | Trägerspannung Einlass Eine Wechselstromphase fehlt | Stellen Sie sicher, dass die dreiphasige Stromversorgung des Trägers innerhalb der zulässigen Grenzwerte liegt und vollständig funktionsfähig ist. Stellen Sie sicher, dass die Kabel der dreiphasigen Stromversorgung sich in gutem Zustand befinden und korrekt angeschlossen sind. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3068 | Warnung | Träger: Interne 24 VDC Stromversorgungseinheit kaputt | Warten Sie den Träger. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3069 | Warnung | Träger 24-V-Ausgangsanschluss wegen Überstrom deaktiviert | Führen Sie einen System-Reset durch. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3070 | Warnung | Träger, Hardware-Fehler PF6 FlexControl-Kabel OUT | Führen Sie einen System-Reset durch. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3071 | Warnung | Träger, Hardware-Fehler PF6 FlexControl-Kabel IN | Führen Sie einen System-Reset durch. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3072 | Warnung | Not-Halt Fehler 24-VDC-Stromversorgung durch Kurzschluss | Warten Sie den Träger. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3073 | Warnung | Kann nicht gestartet werden: Notstopp für System wurde ausgelöst | Dieses Ereignis wird beim Zuweisen von mehreren Spindeln durch „preStartCheckFailed“ aufgrund eines Notaus ausgelöst. | Setzen Sie den Notaus zurück. | Protokoll Display | Flex Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung |
3074 | Warnung | Träger überhitzt | Abkühlen lassen. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3075 | Warnung | Trägertemperatur IO | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | ||
3076 | Warnung | Träger: Überlast der internen 24-VDC-Stromversorgung | Der Stromausgang vom internen Netzteil ist zu hoch. | Trennen Sie andere Träger, die vom Netzteil mit Strom versorgt werden. Trennen Sie alle externen Geräte, die 24 VDC verwenden. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3077 | Warnung | Träger: Interne 24-VDC-Stromversorgung Überspannung | Der Spannungsausgang vom internen Netzteil ist zu hoch. | Tauschen Sie den Träger aus. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3078 | Warnung | Träger: Interne 24-VDC-Stromversorgung Unterspannung | Der Spannungsausgang vom internen Netzteil ist zu niedrig. | Tauschen Sie den Träger aus. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3079 | Warnung | Externe Versorgung des Trägers: 24-VDC-Überspannung | Die Sicherungs-Eingangsspannung ist größer als 27 VDC. | Passen Sie die Sicherungs-Eingangsspannung an. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3080 | Warnung | Externe Versorgung des Trägers: 24-VDC-Unterspannung | Die Sicherungs-Eingangsspannung ist kleiner als 19 VDC. | Passen Sie die Sicherungs-Eingangsspannung an. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3081 | Warnung | Trägerspannung Einlass 3-Phasen-Wechselstrom-Überspannung | Die Eingangsspannung ist zu hoch. | Senken Sie die Eingangsspannung auf 400 VAC oder 480 VAC. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3082 | Warnung | Trägerspannung Einlass 3-Phasen-Wechselstrom-Unterspannung | Die Eingangsspannung ist zu niedrig. | Erhöhen Sie die Eingangsspannung auf 400 VAC oder 480 VAC. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung |
3083 | Fehler | Falsche Anybus/Profisafe-Modul-Firmware | Aktualisieren Sie die Firmware des Anybus-Moduls auf die neueste Version. | Protokoll Display | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung | |
3084 | Fehler | Laufzeitfehler Soft-PLC | eCLR wurde unkontrolliert beendet. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung | |
3085 | Warnung | Träger: Gebläsemodul außer Betrieb | Tauschen Sie das Lüftermodul aus. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3086 | Warnung | Träger: Gebläsemodul teilweise außer Betrieb | Tauschen Sie das Lüftermodul aus. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3087 | Warnung | Träger: Linkes Gebläsemodul außer Betrieb | Tauschen Sie das Lüftermodul aus. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3088 | Warnung | Träger: Linkes Gebläsemodul teilweise außer Betrieb | Tauschen Sie das Lüftermodul aus. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3089 | Warnung | Träger: Rechtes Gebläsemodul außer Betrieb | Tauschen Sie das Lüftermodul aus. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3090 | Warnung | Träger: Rechtes Gebläsemodul teilweise außer Betrieb | Tauschen Sie das Lüftermodul aus. | Protokoll Display | Flex | Steuerung, Antrieb und synchronisierte Verschraubung | |
3091 | Info | Sync-Mitglied Kanalkollision | Wird generiert, wenn zwei oder mehr Sync-Mitglieder für denselben Kanal konfiguriert sind. | Konfigurieren Sie das kollidierende Sync-Mitglied neu für einen einzigartigen oder anderen Kanal, der noch keinem anderen Sync-Mitglied zugewiesen ist. | Protokoll Konfiguration Display Bestät. | Power Focus 8 Synchronisierte Verschraubung ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3095 | Warnung | Stärke des WLAN-Signals niedrig | Die Signalstärke des Drahtlosnetzwerks liegt unter dem in der Einstellung „Signalstärke-Warnung unter (dBm)“ festgelegten Wert. | Konfiguration | IxB STRw | Steuerung und Werkzeug | |
3096 | Warnung | Stärke des Mobilfunksignals niedrig | Der RSSI-Wert für die Mobilfunkverbindung liegt unterhalb des festgelegten Grenzwerts von -98 dBm. | Bewegen Sie das Werkzeug für eine bessere Verbindung sowie zur Vermeidung von Datenverlusten näher an die Mobilfunkantennen heran. | Konfiguration | IxB | Steuerung, Antrieb und synchronisierte Verschraubung |
3097 | Warnung | Mobilfunkverbindung unterbrochen | Das System hat die Verbindung zum Mobilfunknetzwerk verloren. |
| Protokoll Display Konfiguration | IxB | Steuerung, Antrieb und synchronisierte Verschraubung |
3100 | Warnung | Moduskonfiguration existiert nicht | Wählen Sie vor dem Start einer Verschraubung einen bestehenden Synchronisierungsmodus aus. | Protokoll Display | Flex Synchronisierte Verschraubung | Steuerung, Antrieb und synchronisierte Verschraubung | |
3150 | Fehler | Software nicht IAM-kompatibel | IAM ist nicht mit der auf dem Controller installierten Software kompatibel. | IAM ersetzen. | Protokoll Display Bestät. | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3160 | Fehler | Neu installierte Software konnte nicht aktiviert werden | Bei der Aktivierung ist ein Problem aufgetreten. Wenn die neu installierte Software startet, dann erfolgt ein Rückfall zur vorherigen Betriebssoftware. Dieser Fehler tritt ausschließlich während der Softwareinstallation auf, wenn die neue Software nach drei Versuchen nicht gestartet werden konnte. | Nehmen Sie einen Export vor und wenden Sie sich für weitere Unterstützung an Atlas Copco. Notieren Sie die zu installierende Softwareversion sowie die funktionierende Softwareversion. | Protokoll Display Bestät. | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3161 | Fehler | Start in unerwarteter Softwarepartition | Die Steuerung wurde bei der inaktiven Softwareseite und nicht bei der erwarteten Softwareseite gestartet. | Notieren Sie die Softwareversion (wählen Sie auf der Startseite der Steuerung „Steuerung > Software“ aus). Versuchen Sie, die Steuerung neu zu starten und vergewissern Sie sich, dass sie beim Neustart mit der richtigen Software läuft. Wenn der Fehler bestehen bleibt, nehmen Sie einen Export vor und wenden Sie sich an Atlas Copco. | Protokoll Display Bestät. | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3162 | Info | Verifizierung des Software-Upgrades fehlgeschlagen | Die Integrität und Authentizität des Softwarepakets konnten nicht verifiziert werden. | Stellen Sie sicher, dass es sich bei dem Softwarepaket, auf das das Upgrade erfolgen soll, um ein signiertes Softwarepaket handelt. Notieren Sie die Softwareversion (wählen Sie auf der Startseite der Steuerung „Steuerung > Software“ aus). Wenn der Fehler bestehen bleibt, nehmen Sie einen Export vor und wenden Sie sich an Atlas Copco. | Protokoll Display Bestät. | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3180 | Info | Verifizierung des Software-Adapterimports fehlgeschlagen | Die Integrität und Authentizität der importierten Protokolladapter konnten nicht verifiziert werden. | Vergewissern Sie sich, dass es sich bei den zu importierenden Protokolladaptern um signierte Protokolladapter handelt. Wenn der Fehler bestehen bleibt, nehmen Sie einen Export vor und wenden Sie sich an Atlas Copco. | Protokoll Display Bestät. | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Steuerung, Antrieb und synchronisierte Verschraubung |
3500 | Fehler | Generischer Lizenzmanager-Fehler | Inkonsistenzen im verwendeten Eigenschaftsverwaltungssystem erkannt. | Atlas Copco-Vertreter kontaktieren. | Protokoll Display Bestät. | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3501 | Fehler | Synchronisationsfehler Lizenzmanager | Synchronisation mit dem Lizenz-Server fehlgeschlagen. | Nehmen Sie Kontakt mit Ihrem Atlas Copco Service-Vertreter auf. | Protokoll Display Bestät. | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3502 | Info | Lizenzmanager-Synchronisierung ausgeführt | Synchronisation mit dem Lizenz-Server abgeschlossen. | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung | ||
3503 | Warnung | Lizenz-Manager: Andere Quelle wird verwendet | Die Lizenz wird von einer anderen Quelle genutzt. | Lizenzzuweisung verifizieren. | Protokoll Display | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung |
3504 | Warnung | Neustart des Lizenzmanagers notwendig | Lizenzmanager erneut starten. | Protokoll Display | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung | |
3505 | Info | USB-Lizenzsynchronisierung gestartet | Verschieben der Lizenzen vom USB-Lizenz-Dongle wurde gestartet. | Protokoll | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl PFHC | Steuerung, Antrieb und synchronisierte Verschraubung | |
3506 | Fehler | Fehler bei der USB-Lizenzsynchronisierung | Verschieben der Lizenzen vom USB-Lizenz-Dongle fehlgeschlagen. | Nehmen Sie Kontakt mit Ihrem Atlas Copco Service-Vertreter auf. | Protokoll | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl PFHC | Steuerung, Antrieb und synchronisierte Verschraubung |
3507 | Info | USB-Lizenzsynchronisierung abgeschlossen | Verschieben der Lizenzen vom USB-Lizenz-Dongle abgeschlossen. | Protokoll | Power Focus 6000 Power Focus 8 PFHC | Steuerung, Antrieb und synchronisierte Verschraubung | |
3508 | Info | Eine oder mehrere Lizenzen laufen bald ab. Bitte stellen Sie sicher, dass ein Lizenzserver konfiguriert wurde | Lizenzen aktualisieren. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung | |
3510 | Fehler | Es wird bereits ein lokaler Lizenz-Server verwendet. Geben Sie vor dem Konfigurieren eines neuen Servers alle Lizenzen an den Server zurück. | Inkonsistenzen während der Konfiguration in einer zu verwendenden Lizenz erkannt. | Lizenzen aktualisieren. | Protokoll Display Bestät. | ToolsControl | Steuergerät |
3511 | Warnung | Eine Ihrer Lizenzen besitzt eine abweichende Lizenzdefinition | Inkonsistenzen in einer zu verwendenden Lizenz erkannt. | Atlas Copco-Vertreter kontaktieren. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl PFHC | Steuerung, Antrieb und synchronisierte Verschraubung |
3512 | Fehler | Unerwarteter Lizenzierungsdienstfehler. Wenden Sie sich für weitere Unterstützung an Atlas Copco. | Atlas Copco-Vertreter kontaktieren. | Protokoll Konfiguration Display Bestät. | ToolsControl | Steuergerät | |
3550 | Warnung | Lizenz fehlt | Korrekte Lizenz installieren. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl PFHC | Steuerung, Antrieb und synchronisierte Verschraubung | |
3551 | Warnung | Drahtlose Kommunikation durch Lizenzierung deaktiviert | Zuweisung der Standalone-Lizenz zur virtuellen Station aufheben. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Steuerung, Antrieb und synchronisierte Verschraubung | |
3600 | Info | Systemneustart von Benutzer ausgelöst | Der Neustart wird als Konsequenz einer Benutzeraktion im System ausgelöst, z. B.:
| Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC | Steuerung und Werkzeug | |
3601 | Info | System unerwartet heruntergefahren | Das System ist unerwartet neu gestartet oder heruntergefahren | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Steuerung und Werkzeug | |
3610 | Info | System aufgrund von Unterbrechung der Stromversorgung heruntergefahren | Die Ein-/Ausschalttaste wurde gedrückt oder die Steuerung von der Stromquelle getrennt | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Steuerung und Werkzeug | |
3611 | Info | Zeitüberschreitung des Backup-Akku-Timers, wird heruntergefahren | Das Werkzeug lief mehr als 20 s lang über den Backup-Akku | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Steuerung und Werkzeug | |
3612 | Info | System aufgrund von Inaktivität heruntergefahren | Inaktivitätszeitlimit abgelaufen | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Steuerung und Werkzeug | |
4010 | Info | Werkzeug durch digitalen Eingang gesperrt | Das Werkzeug ist über ein Digitaleingangssignal gesperrt. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | |
4011 | Info | Werkzeug gesperrt durch Open Protocol | Das Werkzeug ist durch Open Protocol gesperrt. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | |
4012 | Info | Werkzeug durch Feldbus gesperrt | Das Werkzeug ist durch den Feldbus gesperrt. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Verschraubungsvorgang | |
4013 | Info | Werkzeug durch Stecknuss-Selektor gesperrt | Das Tool ist gesperrt, wenn der Aufsatz-Selektor von der virtuellen Station getrennt wird. | Entsperren durch Master-Freigabe. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang |
4014 | Info | Werkzeug durch Soft-PLC gesperrt | Soft-PLC-Signal hat das Werkzeug gesperrt. | Entsperren durch Master-Freigabe. | Protokoll Display Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Verschraubungsvorgang |
4015 | Info | Lösen deaktiviert | Die Lösefunktion ist im Verschraubungsprogramm deaktiviert. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl XB | Verschraubungsvorgang | |
4016 | Info | Verschraubung deaktiviert | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl XB | Verschraubungsvorgang | ||
4017 | Info | Lösen nicht konfiguriert | Die Lösefunktion ist im gewählten Verschraubungsprogramm nicht konfiguriert | Auswahl eines anderen Verschraubungsprogramms. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang |
4020 | Info | Zu viele NIO-Verschraubungen | In der Gruppe wurde der Wert für max. aufeinanderfolgende NIO-Verschraubungen überschritten | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | |
4021 | Info | Zu viele aufeinander folgende Lösevorgänge | Die maximale Anzahl an Lösevorgängen ist erreicht (gemäß Konfiguration in der allgemeinen virtuellen Station) | Zum Entsperren und Zurücksetzen muss über einen externen Eingang das Signal Sperre nach zu vielen Lösevorgängen zurücksetzen oder das Signal Masterentsperrung gegeben werden. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Sync PFXC Tools Control | Gruppe |
4025 | Info | Kein Verschraubungsprogramm ausgewählt | Kein Verschraubungsprogramm ausgewählt. | Verschraubungsprogramm oder Gruppensequenz auswählen. | Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang |
4030 | Info | Gruppensequenz abgebrochen | Die Gruppensequenz wurde abgebrochen. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Verschraubungsvorgang | |
4031 | Info | Max. Zeit bis zum Abschluss der Gruppensequenz erreicht | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4032 | Info | Max. Zeit bis zum Abschluss der ersten Verschraubung erreicht | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4035 | Info | Gesperrt durch Liniensteuerung | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4040 | Info | Durch alternativen Identifikator gesperrt | Werkzeug durch alternativen Identifikator arretiert. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4050 | Ungültige Stecknusskonfiguration | Verschraubungsprogramm mehreren Stecknüssen zugewiesen. | Verschraubungsprogramm mehreren Stecknüssen zugewiesen. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4060 | Info | Werkzeug nach abgeschlossener Charge gesperrt | Wenn Sie eine Charge mit der Kennzeichnung \"Werkzeugarretierung\" auf einer abgeschlossenen Chargensequenz laufen lassen, wird dieses Ereignis erstellt, wenn der Auslöser gedrückt wird. | Entriegeln Sie es mithilfe des Signals \"Werkzeugentriegelung\" nach Abschluss des Vorgangs. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang |
4062 | Info | Werkzeugsperre aufgrund von Ergebnissynchronisation | Die Ergebnisse aus dem Werkzeug werden mit dem Controller synchronisiert. | Warten Sie, bis die Synchronisierung abgeschlossen ist, und fahren Sie mit der Arbeit fort. | Protokoll Display Konfiguration Bestät. | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang |
4063 | Info | Werkzeugsperre aufgrund von Geberredundanzfehler | Das Werkzeug ist aufgrund eines Redundanzfehlers gesperrt. | Protokoll Display | Power Focus 6000 ToolsControl | ||
4064 | Info | Werkzeugsperre aufgrund von Automatisierungsregeln | Das Werkzeug ist aufgrund von Automatisierungsregeln gesperrt. | Keine Aktion | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | |
4070 | Info | Vorgang betritt den manuellen Modus | Gibt an, dass der manuelle Modus für eine virtuelle Station aktiviert wurde. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4071 | Info | Vorgang betritt den automatischen Modus | Gibt an, dass der automatische Modus für eine virtuelle Station gewählt wurde. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4072 | Info | Schraubenprüfung | Konfiguration | Flex Synchronisierte Verschraubung | Verschraubungsvorgang | ||
4073 | Info | Werkzeug-Nullposition aktualisiert | Zeigt an, dass die Werkzeug-Nullposition mithilfe von Signalen festgelegt wurde. | Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | |
4100 | Warnung | Bezeichner nicht akzeptiert: Ungültige Zeichenkettenlänge | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4101 | Warnung | Stringauswahl nicht erfolgreich: Mehrere Übereinstimmungen | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4102 | Warnung | Stringauswahl nicht erfolgreich: Keine Übereinstimmung gefunden | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4103 | Warnung | Bezeichner nicht akzeptiert: Identischer String bereits empfangen | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4104 | Warnung | Bezeichner nicht akzeptiert: Keine Übereinstimmung gefunden | Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4500 | Info | Ergebnis Antriebsfehler | Interner Antriebsfehler oder Antriebsverlust erkannt. | Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4501 | Info | Ergebnis Rehit | Versuch, eine schon festgezogene Schraube anzuziehen, während die Rehit-Erkennung aktiviert ist. | Die Schrittkategorie für die Startstufe muss auf „Soft Start“ eingestellt sein. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang |
4502 | Info | Ergebnis Soft-Start-Drehmoment zu niedrig | Softstart-Drehmoment unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4503 | Info | Ergebnis Soft-Start-Drehmoment zu hoch | Softstart-Drehmoment über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4504 | Info | Ergebnis Self-Tap-Drehmoment zu hoch | Self-Tap-Drehmoment über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4505 | Info | Ergebnis Self-Tap-Drehmoment zu niedrig | Self-Tap-Drehmoment unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4506 | Info | Ergebnis Sicherheitsdrehmoment zu niedrig | Automatisch berechneter Drehmomentwert zur Sicherstellung eines korrekt montierten Drehmomentsensors. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4507 | Info | Ergebnis Einschraubdrehmoment zu hoch | Einschraubdrehmoment über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4508 | Info | Ergebnis Einschraubwinkel zu hoch | Einschraubwinkel über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4509 | Info | Ergebnis Einschraubdauer zu hoch | Einschraubzeit über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4510 | Info | Ergebnis Einschraubdauer zu niedrig | Einschraubzeit unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4511 | Info | Ergebnis Einschraubdrehmoment zu niedrig | Einschraubdrehmoment unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4512 | Info | Ergebnis Einschraubwinkel zu niedrig | Einschraubwinkel unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4513 | Info | Ergebnis Istwert-Drehmoment zu hoch | Drehmoment für letzte Stufe über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4514 | Info | Ergebnis Istwert-Winkel zu hoch | Winkel für letzte Stufe über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4515 | Info | Ergebnis Istwert-Drehmoment zu niedrig | Drehmoment für letzte Stufe unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4516 | Info | Ergebnis Istwert-Winkel zu niedrig | Winkel für letzte Stufe unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4517 | Info | Ergebnis Zeitüberschreitung Verschraubung | Zeitlimit für Verschraubung überschritten. Für allgemeine Verschraubungsstrategien beträgt die maximale Verschraubungszeit 30 Sekunden. Für eine mehrstufige maximale Verschraubungszeit hängt die maximale Zeitbegrenzung von der Stufenbeschränkung ab. Der Fehlercode ist abhängig von der Verschraubungsphase. | Verschraubung wiederholen: | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang |
4518 | Info | Ergebnis Start verloren | Der Startknopf am Werkzeug wurde losgelassen, bevor der Sollwert erreicht wurde. Bei allgemeinen Verschraubungsstrategien darf der Startknopf nicht losgelassen werden, bevor die Verschraubungsphase abgeschlossen ist. Bei Multistep wird der Fehler angezeigt, wenn der Startknopf losgelassen wird, bevor der Sollwert in einer bestimmten Stufe erreicht wurde. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4519 | Info | Vorzeitiger Drehmomentverlust | Die Stecknuss rutschte von der Mutter. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4520 | Info | Ergebnis Ziel vor letztem Schritt erreicht | Das Sollmoment wurde vor der letzten Stufe des Verschraubungsprogramms erreicht. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4521 | Info | Ergebnis Post-View-Drehmoment zu niedrig | Drehmoment nach Anzeige unter der Mindestgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4522 | Info | Ergebnis Post-View-Drehmoment zu hoch | Drehmoment nach Anzeige über der Höchstgrenze. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4523 | Info | Ergebnis Post-View-Drehmoment Intervall nicht erreicht | Intervall Drehmoment nach Anzeige nicht erreicht. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4524 | Info | Ergebnis Drehmomentausgleich Intervall nicht erreicht | Momentkompensationsintervall-Winkel vor Einschraubende nicht erreicht. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4525 | Info | Ergebnis der Werkzeugbewegung überschritten | Von einem detaillierten NOK-Verschraubungsstatus. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4526 | Info | Ergebnis SafetyCurrMon-Sensor Fehlzuordnung | Stromüberwachungsfehler. | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4527 | Info | Ergebnis der Werkzeugbewegung überschritten | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |||
4538 | Info | Ergebnis Istwert-Überwachungs-Drehmoment zu niedrig | Endgültiges Überwachungsdrehmoment wurde nicht erreicht. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4543 | Info | Ergebnisüberwachung hoch | Nur Schlüssel. Entdeckten überschrittenen Festziehwert überwachen. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4545 | Info | Ergebnis Kein Rest-Drehmoment | Nur Schlüssel. Restdrehmoment lag unter der Schwelle. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4546 | Info | Ergebnis Überdrehzahl | Nur Schlüssel. Schraubschlüssel-Gyro konnte Winkel aufgrund der hohen Geschwindigkeit nicht messen. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4547 | Info | Ergebnis Effektives Lösen | Nur Schlüssel. Schlüssel hat eine unerwartete Lockerung festgestellt. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4548 | Info | Ergebnis Final Unter Soll | Enddrehmoment liegt unter dem im Verschraubungsprogramm eingestellten Sollmoment. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4549 | Info | TurboTight-Zeitlimit überschritten | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4550 | Info | Ergebnis Einschraubimpulse hoch | Maximale Anzahl von Eindrehungs-Impulsen ist überschritten. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4551 | Info | Ergebnis Einschraubimpulse niedrig | Die Eindrehung ist abgeschlossen, bevor die Mindestanzahl von Eindrehungs-Impulsen erreicht ist. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4552 | Info | Ergebnis letzte Impulse hoch | Maximale Anzahl von Impulsen überschritten. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4553 | Info | Ergebnis letzte Impulse niedrig | Die Anziehung ist abgeschlossen, bevor die Mindestanzahl von Impulsen erreicht ist. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4554 | Info | Strom bei Abschaltung zu hoch | Strom bei Abschaltung überschritt Stromgrenze Hoch. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4555 | Info | Strom bei Abschaltung zu niedrig | Gemessener Strom bei Abschaltung lag unter Stromgrenze Niedrig. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4556 | Info | Nicht kategorisierter Multistep-Fehler | Ein Fehler in der mehrstufigen Konfiguration, oft bei der Werkzeugvalidierung. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4557 | Info | Ergebnis Überlast | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | ||
4559 | Info | Ergebnis gestoppt | Das Ereignis wird ausgelöst, wenn ein externes Stoppsignal oder Verriegelungssignal eine laufende Verschraubung abbricht. Das Ereignis wird eingeführt, um zwischen Loslassen des Startknopfs und einem externem Stopp zu unterscheiden. | Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschraubungsvorgang | |
4600 | Warnung | Daten verwerfen oder Daten zurückhalten verwendet in Kombination mit Gruppenverschraubung. Die Signale haben keinen Effekt | Daten verwerfen oder Daten zurückhalten werden nur für Arbeitsaufgaben ohne Gruppensteuerung unterstützt. Wählen Sie eine andere Arbeitsaufgabe aus, wenn die Signale verwendet werden müssen. | Flex Synchronisierte Verschraubung | Verschraubungsvorgang | ||
4601 | Info | Daten zurückhalten aktiv: Verschraubungsergebnis wird gesendet, sobald das Signal niedrig ist. | Flex Synchronisierte Verschraubung | Verschraubungsvorgang | |||
4602 | Info | Daten verwerfen aktiv: Verschraubungsergebnis verworfen. | Flex Synchronisierte Verschraubung | Verschraubungsvorgang | |||
5010 | Warnung | Ungültige Parameterwerte für Verschraubungsprogramm | Die Parameter im ausgewählten Verschraubungsprogramm sind ungültig | Überprüfen Sie die Konfiguration des ausgewählten Verschraubungsprogramms, um den Wert des Parameters zu finden und zu ändern. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Programmkonfiguration |
5011 | Warnung | Programmspeicher im Werkzeug konnte nicht vorbereitet werden | Es ist nicht möglich, die aktuelle Speichergröße des Programms im Werkzeug auszulesen oder den Programmspeicher für das Herunterladen des aktualisierten - oder neu ausgewählten - Programms auf das Tool vorzubereiten. |
| Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Programmkonfiguration |
5020 | Info | Hauptstarter ist nicht die aktive Startquelle | Wird ausgelöst, wenn nur der Schubstarter konfiguriert wurde und der Benutzer den Hauptstartknopf drückt. Wird so lange ausgelöst, bis der Schubstarter gedrückt wird. | Den Schubstarter zum Starten des Werkzeugs drücken. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Programmkonfiguration |
5030 | Info | Die Komplexität des Verschraubungsprogramms überschreitet die Werkzeugkapazität | Das gewählte Verschraubungsprogramm ist für das verwendete STB-Werkzeug zu komplex. Das Werkzeug wird gesperrt. | Reduzieren Sie die Komplexität des Verschraubungsprogramms oder wählen Sie ein anderes Programm. | Protokoll Display Konfiguration | Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Programmkonfiguration |
6010 | Info | Zubehör verbunden | Zubehör an Steuerung angeschlossen. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Zubehör | |
6020 | Info | Zubehör getrennt | Zubehör von Steuerung getrennt. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Zubehör | |
6021 | Warnung | Feldbus offline | Keine Kommunikation mit dem Feldbus. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC | Zubehör | |
6030 | Warnung | Zubehör-Adressenkollision | Es sind zwei oder mehr Zubehörgeräte mit derselben Adresse angeschlossen. | Ändern Sie die Adresse am Zubehör. | Protokoll Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Zubehör |
6040 | Warnung | Zubehör-Kommunikationsfehler | Intermittierender Kommunikationsfehler mit dem Zubehör. | Kabel und Anschlüsse prüfen. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Zubehör |
6041 | Warnung | Feldbus-Fehler | Kommunikationsfehler mit dem Feldbus. |
| Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung | Zubehör |
6042 | Warnung | Abweichung bei Feldbusmodul | Das installierte Feldbusmodul passt nicht zum konfigurierten Modul. | Ändern Sie die Konfiguration, sodass diese zum installierten Modul passt, oder tauschen Sie das installierte Modul gegen das korrekte aus. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung | Zubehör |
6043 | Warnung | Überlauf des Feldbus-Ausgangspuffers | Der für die Feldbuskommunikation verwendete Ausgangspuffer ist ausgeschöpft und ein Überlauf des Puffers ist eingetreten. Eine oder mehrere Signalaktualisierungen wurden verworfen. | Halten Sie die Feldbuskommunikation und die Feldbusdiagnose (falls verwendet) an, um den Puffer wiederherzustellen. Falls dieses Ereignis regelmäßig eintritt, überprüfen Sie die Einrichtung der Feldbuskommunikation einschließlich des SPS-Programms: Zu häufige Aktualisierungen im Verhältnis zu Ihrem Aktualisierungsintervall können zu diesem Szenario führen. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung | Zubehör |
6044 | Warnung | Falsche ID des Feldbus-Providers | Das installierte Feldbusmodul wird nicht unterstützt. | Verbinden Sie ein unterstütztes Feldbusmodul von Atlas Copco. | Protokoll Display Bestät. | Power Focus 8 | Zubehör |
6050 | Info | Falsche Stecknuss ausgewählt | Wird ausgelöst, wenn keine oder die falsche Stecknuss ausgewählt wurde. | Protokoll Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Zubehör | |
6090 | Warnung | Barcode-Lesegerät konnte nicht identifiziert werden | Wenn keine spezifische Seriennummer gefunden wird. | Das Barcode-Lesegerät konfigurieren. | Protokoll Display Bestät. Konfiguration | Flex Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC | Zubehör |
6500 | Warnung | Ungültige Regelkonfiguration | Die Regelkonfiguration ist ungültig, wenn die gemappte virtuelle Station nicht existiert, eine ungültige Endkonfiguration vorliegt oder die Regel keine Auslöser oder Aktionen beinhaltet | Überprüfen Sie die Konfiguration des Werkzeugs. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | |
6501 | Warnung | Regel während des Betriebs ausgelöst | Eine in Betrieb befindliche Regel ist vom gleichen Auslöser erneut ausgelöst worden. | Deaktivieren Sie die Regel und aktivieren Sie sie erneut. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | |
6502 | Info | Aktion konnte nicht ausgeführt werden | Die Ausführung eines Ereignisses durch eine Regel schlägt fehl, wenn es der Regel nicht gelingt, eine Aktion auf einer gelöschten oder inexistenten virtuellen Station auszuführen. Das Problem tritt auf, wenn die für die Regel konfigurierte virtuelle Station entfernt wurde. | Um das Problem zu beheben, wird die korrigierte Regel deaktiviert und dann erneut aktiviert. | Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | |
6503 | Warnung | In Ausführung befindliche Regel gelöscht | Dieses Ereignis tritt auf, wenn eine aktuell in Ausführung befindliche Regel gelöscht wird. Ein Zurücksetzen der Aktion ist in einem solchen Fall nicht vorgesehen. | Keine. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | |
6504 | Warnung | In Ausführung befindliche Regel deaktiviert | Dieses Ereignis tritt auf, wenn eine aktuell in Ausführung befindliche Regel deaktiviert wird. Ein Zurücksetzen der Aktion ist in einem solchen Fall nicht vorgesehen. | Keine. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | |
6505 | Warnung | In Ausführung befindliche Regel aktualisiert | Dieses Ereignis tritt auf, wenn eine aktuell in Ausführung befindliche Regel aktualisiert wird. | Keine. | Protokoll Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | |
7010 | Info | Anzuzeigender Meldungstext | Allgemeines Ereignis für die Anzeige von Meldungen. | Display Bestät. Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC PFHC ToolsControl | Nachricht | |
8200 | Info | Fehler beim Öffnen des Seriellen Ports | Der zur Nutzung vorgesehene Serielle Port konnte nicht geöffnet werden. | Prüfen Sie die Anschlüsse des Seriellen Ports. | Display Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Verschiedenes |
8300 | Warnung | Zeitüberschreitung bei Kommunikation mit Open Protocol Client | Zeitüberschreitung bei der Kommunikation mit einem Open Protocol Client. Es wurde keine Keep-Alive-Nachricht oder kein Keep-Alive-Befehl innerhalb der erwarteten Zeit gesendet. |
| Protokoll Display Konfiguration | Flex IxB Power Focus 6000 Power Focus 8 Synchronisierte Verschraubung Power Focus XC ToolsControl | Verschiedenes |
8214 | Fehler | Falsche Version der EHMI-Software | Die EHMI-Softwareversion ist mit dem Controller nicht kompatibel. | Aktualisieren Sie die EHMI-Softwareversion. | Protokoll Display Bestät. Konfiguration | IxB Power Focus 6000 Power Focus 8 Power Focus XC ToolsControl | Verschiedenes |
Konfiguration - Ereigniscodeliste
Verfügbar für - Ereigniscodeliste
Listet Produkte auf, für die der Ereigniscode verfügbar ist.
Gruppen - Ereigniscodeliste
Gruppe, zu der die Ereigniscodes gehören.
Ereignisbeschreibung
Eine kurze Beschreibung des Ereignisses und des Grundes für dessen Eintritt.
Verfahren - Ereigniscodeliste
Gegebenenfalls werden Anweisungen zum Löschen des Ereignisses angegeben.
Protokoll - Ereigniscodeliste
Teilt dem Benutzer mit, ob das Ereignis im Ereignisprotokoll gespeichert werden soll. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung.
Anzeige - Ereigniscodeliste
Teilt dem Benutzer mit, ob das Ereignis auf dem Bildschirm angezeigt werden soll. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung.
Bestätigung - Ereigniscodeliste
Teilt dem Benutzer mit, ob das Ereignis vor dem Fortfahren bestätigt werden muss. Beim in dieser Liste angegebenen Wert handelt es sich um die Standardeinstellung.
Ereigniscode
Die spezifische Ereignisnummer
Art von Ereignissen - Ereigniscodeliste
Art des Ereignisses: Info, Warnung und Fehler.
Ereignisname
Ein beschreibender Name des Ereignisses
Anzeigen des NIO-Anteils
Den NIO-Anteil anzeigen:
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster NIO-Anteil aus.
Wählen Sie Verschraubungsprogramme mit den 10 höchsten NIO anzeigen aus.
SPC - Statistische Prozesskontrolle
Der Zweck der integrierten SPC-Funktion ist die Bereitstellung von Daten für die Bedienperson bzw. das Qualitätskontrollpersonal zur Beurteilung der Stabilität und des Leistungsvermögens des Montageprozesses entsprechend der genormten SPC-Vorschriften.
Durch das Konfigurieren der SPC-Funktion des Werkzeugs kann die Arbeit vereinfacht und direkt am Werkzeug durchgeführt werden, ohne dass eine externe Software erforderlich ist.
Da Programmüberwachungen innerhalb des Werkzeugs als SPC-Variable verwendet werden können, ist es erforderlich, festzulegen, dass nur vom Werkzeug kontrollierte Variablen die Leistung des Systems aufzeigen. Andere Variablen zeigen hauptsächlich Ergebnisse von anderen Prozessen. Wenn beispielsweise ein Drehmomentwert auf eine Verbindung angelegt wird, dann zeigen die SPC des Enddrehmomentwerts und die entsprechenden Ergebnisse, wie Cp und Cpk, die Leistung des Werkzeugs an dieser Verbindung auf.
Statistische Berechnungen basieren auf alten, im Werkzeug gespeicherten Daten.
In diesem Abschnitt
Konfiguration von SPC-Parametern
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Statistik aus.
Geben Sie im Fenster SPC-Konfiguration die folgenden Parameter ein, um im Werkzeug gespeicherte Ergebnisse zu erfassen:
Anzahl der Untergruppen: Geben Sie die Anzahl der Untergruppen ein, auf die die statistische Berechnung basiert.
Die Anzahl der Ergebnisse (Anzahl der Untergruppen × Untergruppengröße) kann von 2 bis 500 reichen.Untergruppengröße: Geben Sie die Anzahl von Prüfungen (Stichproben) ein, die erforderlich ist, um jeden Punkt (der durchschnittliche Wert der Prüfungen in der Untergruppe) im SPC-Diagramm zu definieren.
Die Untergruppengröße kann von 2 bis 25 reichen.Häufigkeit: Geben Sie ein, wie oft die Erfassung einer neuen Untergruppe gestartet werden soll.
Die Häufigkeit muss gleich oder höher als die Untergruppengröße sein.Wenn beispielsweise die Häufigkeit 8 und die Untergruppengröße 5 beträgt, dann werden die ersten 5 Daten (Ergebnisse) für die Untergruppe herangezogen. Da die Häufigkeit 8 beträgt, werden beim Start der nächsten Untergruppe die Daten (Ergebnisse) ab dem 8. Ergebnis usw. berücksichtigt.
Konfiguration von SPC-Variablen
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Statistik aus.
Wählen Sie das Plus-Symbol in der oberen rechten Ecke aus.
Das Fenster SPC-Variable zeigt die neue Variable.Geben Sie im Feld Name den Namen der Variable ein.
Der Name der Variable entspricht der Kopfzeile des Fensters SPC-Variable.Wählen Sie Verschraubungsprogramm.
Es werden das Fenster Verschraubungsprogramm und eine Liste mit allen mehrstufigen Verschraubungsprogrammen, die im Werkzeug gespeichert und für statistische Berechnungen verfügbar sind, angezeigt.
Wählen Sie das mehrstufige Verschraubungsprogramm der neuen Variable aus.Wählen Sie Virtuelle Station.
Es wird das Fenster Virtuelle Station angezeigt.
Wählen Sie die virtuelle Station, von der die Ergebnisse herangezogen werden sollen.Statistiken basieren auf Ergebnissen von einer virtuellen Station, der der folgende Lizenztyp zugewiesen ist:
Prozesskontrolle
Wählen Sie Überwachung.
Daraufhin wird das Fenster Überwachung eingeblendet.
Wählen Sie eine der folgenden Programmüberwachungen, auf der die SPC-Berechnung basieren soll:Schrittüberwachung Spitzendrehmoment
Schrittüberwachung Winkel
Enddrehmoment
Endwinkel
Programmüberwachung Drehmoment
Programmüberwachung Winkel
Wenn Schrittüberwachung Spitzendrehmoment oder Schrittüberwachung Winkel ausgewählt wird, geben Sie in das Feld Schrittanzahl die Anzahl der erforderlichen Schritte des Verschraubungsprogramms, von dem der Wert ausgelesen werden soll, ein.
Wenn der Benutzer Ergebnisberichte verwendet, kann sich dies möglicherweise auf die folgenden Überwachungswerte auswirken: Enddrehmoment und Endwinkel.
Wählen Sie Grenzwerte bearbeiten.
Es wird das Fenster Variablenkonfiguration angezeigt.
Legen Sie für Berechnungen und Analysen der Ergebnisse die folgenden Grenzwerte für jeden relevanten Wert fest.
Legen Sie im Fenster Toleranzgrenzen die folgenden Grenzwerte fest (die für die Berechnung der Prozessleistungswerte Cp und Cpk herangezogen werden):
Obere Toleranzgrenze (UTL): Eine benutzerdefinierte Größe, die den höchsten akzeptablen Wert eines Produktattributs bestimmt.
Untere Toleranzgrenze (LTL): Eine benutzerdefinierte Größe, die den niedrigsten akzeptablen Wert eines Produktattributs bestimmt.
Aktivieren oder deaktivieren Sie im Fenster Kontrollgrenzen den Schalter Automatisch berechnen.
Wird der Schalter Automatisch berechnen auf Ja gestellt, dann werden die Kontrollgrenzen automatisch berechnet.
Wird der Schalter Automatisch berechnen auf Nein gestellt, dann legen Sie die folgenden Grenzwerte fest:
Mittelwert - Obere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie über dem Prozessdurchschnitt angezeigt wird. Wird im Allgemeinen als die dreifache Standardabweichung der Prozessmessungen betrachtet.
Mittelwert - Untere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie unter dem Prozessdurchschnitt angezeigt wird. Wird im Allgemeinen als die dreifache Standardabweichung der Prozessmessungen betrachtet.
Bereich - Obere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie über dem Prozessdurchschnitt angezeigt wird. Wird im Allgemeinen als die dreifache Standardabweichung der Prozessmessungen betrachtet.
Bereich - Untere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie unter dem Prozessdurchschnitt angezeigt wird. Wird im Allgemeinen als die dreifache Standardabweichung der Prozessmessungen betrachtet.
Sigma - Obere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie über dem Prozessdurchschnitt angezeigt wird. Wird im Allgemeinen als die dreifache Standardabweichung der Prozessmessungen betrachtet.
Sigma - Untere Kontrollgrenze: Eine statistisch bestimmte Größe, die als horizontale, gestrichelte Linie unter dem Prozessdurchschnitt angezeigt wird. Wird im Allgemeinen als die dreifache Standardabweichung der Prozessmessungen betrachtet.
Legen Sie im Fenster Prozessleistungswerte die folgenden Grenzwerte fest:
Cp: Der Cp-Index gibt die Prozessfähigkeit an: Er entspricht der Anzahl der Male, die die Prozessspanne in die Toleranzbreite passt.(Obere Toleranzgrenze - Untere Toleranzgrenze). Je höher der Wert von Cp, desto besser der Prozess.
Cpk: Der Cpk-Index gibt die Prozessfähigkeit mit Positionskorrektur an. Ein hoher Cp-Index ist nutzlos, wenn die Prozesseinstellung in Bezug auf den mittleren Toleranzbereich stark abweicht. Ein hoher Cpk-Index bedeutet also, dass Sie über einen guten Prozess mit geringer Abweichung von der Toleranzbreite verfügen, und auch, dass sie innerhalb jener Breite mittig ist (Obere Toleranzgrenze - Untere Toleranzgrenze). Wenn Cpk mit Cp übereinstimmt, ist der Prozess auf eine Produktion genau in der Mitte des Toleranzbereichs eingestellt.
Berechnung von Statistiken
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Statistik aus.
Geben Sie im Fenster SPC-Konfiguration die Parameter ein, um im Werkzeug gespeicherte Ergebnisse zu erfassen: (Anzahl der Untergruppen, Untergruppengröße und Häufigkeit).
Wählen Sie das Plus-Symbol in der oberen rechten Ecke aus.
Das Fenster SPC-Variable zeigt die neue Variable.
Konfigurieren Sie die neue SPC-Variable.Wählen Sie im Fenster SPC Variable die OptionBerechnen aus.
Daten werden von den in der Steuerung gespeicherten Verlaufsergebnissen erfasst, die den im Fenster SPC-Konfiguration und SPC-Variable festgelegten Kriterien entsprechen. Die relevanten Werte werden in Untergruppen mit der im Fenster SPC-Konfiguration festgelegten Größe zusammengefasst. Die in der Steuerung erfassten Verschraubungsergebnisse werden für statistische Berechnungen herangezogen.
Es können keine Statistiken für Ergebnisse von gelöschten Verschraubungsprogrammen oder virtuellen Stationen berechnet werden, außer die Ergebnisse sind immer noch im Werkzeug gespeichert.
Es kann jeweils nur ein Nutzer Statistiken berechnen.
Statistische Formeln
Daten in Untergruppen werden folgendermaßen berechnet:
Mittelwert:
Bereich = R = max (Xi) - min (Xi), wobei i=1...n
Standardabweichung für eine Untergruppe:
Gesamt-Standardabweichung:
Wobei N = Gesamtzahl der Beobachtungen.
Nachdem die angegebene Anzahl von Untergruppen zur Berechnung erfasst ist, beginnt die SPC-Funktion mit den Berechnungen zur Ermittlung der statistischen Stabilität.
Die Berechnungen werden in folgenden Schritten durchgeführt: (m = Anzahl der Untergruppen)
Berechnung des Durchschnitts von Durchschnittswerten:
Berechnung des Durchschnitts des Bereichs:
Berechnung des Durchschnitts der Standardabweichung:
Berechnung der Prozessleistungswerte Cp und Cpk in Bezug auf Sigma:
Wobei:
 der arithmetische Gesamtdurchschnitt der beobachteten Kenngrößen ist.
der arithmetische Gesamtdurchschnitt der beobachteten Kenngrößen ist.UTL die obere Toleranzgrenze ist.
LTL die untere Toleranzgrenze ist.
Die Sigma-Schätzung ist die mittlere quadratische Standardabweichung innerhalb der Untergruppen:
Berechnung der Prozessleistungswerte Cp und Cpk in Bezug auf den Bereich:
Wobei für eine Normalverteilung su = sl = 3.
Berechnungen für Kontrollgrenzen, wenn im Fenster SPC-Konfiguration der Schalter Automatisch berechnen auf Ja gestellt ist:
X-bar R (Mittelwert)

X-bar R (Bereich)
X-bar S (Mittelwert)
X-bar S (Sigma)
A2, A3, D3, D4, B3, und B4 sind Konstanten (für weitere Informationen siehe Absatz „Konstanten für die SPC-Berechnung“).
Konstanten für die SPC-Berechnung
Stichprobengröße | Divisoren zur Bewertung der Standardabw. | Faktoren für Kontrollgrenzen | |||||
|---|---|---|---|---|---|---|---|
Xbar R | Xbar S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1,128 | 1,880 | - | 3,267 | 2,659 | - | 3,267 |
3 | 1,693 | 1,023 | - | 2,574 | 1,954 | - | 2,568 |
4 | 2,059 | 0,729 | - | 2,282 | 1,628 | - | 2,266 |
5 | 2,326 | 0,577 | - | 2,114 | 1,427 | - | 2,089 |
6 | 2,534 | 0,483 | - | 2,004 | 1,287 | 0,030 | 1,970 |
7 | 2,704 | 0,419 | 0,076 | 1,924 | 1,182 | 0,118 | 1,882 |
8 | 2,847 | 0,373 | 0,136 | 1,864 | 1,099 | 0,185 | 1,815 |
9 | 2,970 | 0,337 | 0,184 | 1,816 | 1,032 | 0,239 | 1,761 |
10 | 3,078 | 0,308 | 0,223 | 1,777 | 0,975 | 0,284 | 1,716 |
11 | 3,173 | 0,285 | 0,256 | 1,744 | 0,927 | 0,321 | 1,679 |
12 | 3,258 | 0,266 | 0,283 | 1,717 | 0,886 | 0,354 | 1,646 |
13 | 3,336 | 0,249 | 0,307 | 1,693 | 0,850 | 0,382 | 1,618 |
14 | 3,407 | 0,235 | 0,328 | 1,672 | 0,817 | 0,406 | 1,594 |
15 | 3,472 | 0,223 | 0,347 | 1,653 | 0,789 | 0,428 | 1,572 |
16 | 3,532 | 0,212 | 0,363 | 1,637 | 0,763 | 0,448 | 1,552 |
17 | 3,588 | 0,203 | 0,378 | 1,622 | 0,739 | 0,466 | 1,534 |
18 | 3,640 | 0,194 | 0,391 | 1,608 | 0,718 | 0,482 | 1,518 |
19 | 3,689 | 0,187 | 0,403 | 1,597 | 0,698 | 0,497 | 1,503 |
20 | 3,735 | 0,180 | 0,415 | 1,585 | 0,680 | 0,510 | 1,490 |
21 | 3,778 | 0,173 | 0,425 | 1,575 | 0,663 | 0,523 | 1,477 |
22 | 3,819 | 0,167 | 0,434 | 1,566 | 0,647 | 0,534 | 1,466 |
23 | 3,858 | 0,162 | 0,443 | 1,557 | 0,633 | 0,545 | 1,455 |
24 | 3,895 | 0,157 | 0,451 | 1,548 | 0,619 | 0,555 | 1,445 |
25 | 3,931 | 0,153 | 0,459 | 1,541 | 0,606 | 0,565 | 1,435 |
Anzeige von statistischen Ergebnissen
Öffnen Sie Berichte im Hauptmenü und wählen Sie im linken Fenster Statistik aus.
Geben Sie im Fenster SPC-Konfiguration die folgenden Parameter ein: Anzahl der Untergruppen, Untergruppengröße und Häufigkeit.
Wählen Sie das Plus-Symbol in der oberen rechten Ecke aus.
Das Fenster SPC-Variable zeigt die neue Variable.
Konfigurieren Sie die neue SPC-Variable.Wählen Sie im Fenster SPC Variable die OptionBerechnen aus.
Wählen Sie zum Anzeigen der statistischen Ergebnisse im Fenster SPC-Variable das Feld Ansicht aus.
Im Feld Ansicht wird der Zeitpunkt (Datum und Uhrzeit) angezeigt, zu dem die statistischen Ergebnisse erfasst wurden.
Die statistischen Ergebnisse werden mittels eines Histogramms, des Diagramms Xbar R und des Diagramms Xbar S angezeigt.Nachdem alle Berechnungen an den gefilterten Ergebnissen durchgeführt wurden, werden diese an die Benutzerschnittstelle und ToolsTalk 2 übermittelt.
Die statistischen Ergebnisse werden lokal in einem Ordner ‚Temporäre Internetdateien‘ gespeichert (und nicht im Werkzeug).
Histogramm
Ein Histogramm ist eine Reihe von Rechtecken, deren Breite proportional zum Wertebereich innerhalb einer Klasse und deren Höhe proportional zur Anzahl der Stichproben, die in die Klasse fallen, ist. Eine Gaußsche Kurve folgt dem Trend der Rechtecke. Ein Histogramm zeigt das einem Prozess innewohnende Maß an Abweichung auf.
Das Histogramm ist hilfreich, da es Trends herausstellt und verdeutlicht, die in Tabellen nicht so einfach erkennbar sind.
XBar-R-Diagramm
Das XBar-R-Kontrolldiagramm zeigt sowohl den Mittelwert (XBar) als auch den Bereich (R) einer Untergruppe. Dies ist der gängigste Kontrolldiagrammtyp mit indiskreten oder kontinuierlichen Werten. Der XBar-Teil des Diagramms zeigt Änderungen beim Mittelwert des Prozesses und der R-Teil Änderungen bei der Streuung des Prozesses auf.
Dieses Diagramm ist besonders hilfreich, da es gleichzeitig Änderungen beim Mittelwert und bei der Streuung des Prozesses aufzeigt; dadurch stellt es eine äußerst effektive Art und Weise dar, den Prozess auf Anomalien zu prüfen.
XBar-S-Diagramm
Das XBar-S-Kontrolldiagramm zeigt sowohl den Mittelwert (XBar) als auch die Standardabweichung (S).
Das XBar-S-Diagramm ist identisch mit dem XBar-R-Diagramm, außer dass das R (Bereich) durch ein S (Standardabweichung) ersetzt wird.
Berechnete statistische Werte
Die berechneten statistischen Werte werden in Informationsfeldern unterhalb des Histogramms, des Diagramms Xbar R und des Diagramms Xbar S angezeigt.
Die berechneten Werte hängen von dem Diagramm ab, von dem sie abgelesen werden.
Die berechneten statistischen Werte sind:
Min = Minimalwert für alle erfassten Stichprobenwerte
Max = Maximalwert für alle erfassten Stichprobenwerte
Mittelwert =
Mittelwert+3Sigma =
+ 3*stdDevMittelwert-3Sigma =
- 3*stdDevCp (im XBar-R-Diagramm basiert der Wert auf dem Bereich und im XBar-S-Diagramm auf Sigma)
Cpk (im XBar-R-Diagramm basiert der Wert auf dem Bereich und im XBar-S-Diagramm auf Sigma)
Mittellinie = im Bereich-Teil
 und im Sigma-Teil
und im Sigma-Teil 
Soll (falls verfügbar, der Sollwert für die Überwachung)
Standardabweichung = Gesamt-Standardabweichung = stdDev
Fehlersuche und Wartung
Dieser Abschnitt soll den Benutzer bei der Behebung eventuell auftretender Fehler unterstützen und enthält Informationen zur Wartung und Instandhaltung des Produkts.
Referenz
In diesem Abschnitt finden Sie verschiedene nützliche Informationen.
Begriffe und Definitionen
Begriff | Synonym | Definition | Hinweis |
|---|---|---|---|
Gruppe | Mehrere Verschraubungen, für die dasselbe Verschraubungsprogramm und die gleiche Stecknuss verwendet werden | ||
Gruppensequenz | Sequenz | Mehrere Verschraubungen, für die eine Kombination aus verschiedenen Verschraubungsprogrammen und Stecknüssen verwendet wird | |
Steuerungsfunktionen | Lizenz für die die gesamte Steuerung betreffenden Funktionen, wie Soft PLC und Synchronisierte Verschraubung. | Wird einer Steuerung zugewiesen und kann von allen virtuellen Stationen genutzt werden. | |
Ereignis | Steuerungs- und Werkzeugstatussignale | ||
Endwinkel | tatsächlicher gemessener Winkelwert am Ende des Verschraubungszyklus | ||
Enddrehmoment | tatsächlicher gemessener Drehmomentwert am Ende des Verschraubungszyklus | ||
GUI |
| Die Benutzerschnittstelle besteht aus interaktiven grafischen Elementen wie Fenstern, Icons und Symbolen auf einem Display |
|
HMI | Mensch-Maschine-Schnittstelle | Benutzerschnittstelle zu Werkzeug oder Steuerung | Bei der HMI kann es sich um eine webbasierte Computer-Schnittstelle oder um einen Berührungsbildschirm der Steuerung handeln. |
IAM | Intelligentes Applikationsmodul | ausbaubares Modul in der Steuerung, das das jeweilige Programm sowie Konfigurationsparameter und Schraubergebnisse enthält | |
Linienstruktur | Sortierung und Gruppierung der Steuerungen in Strukturen, Ordner oder Unterordner in ToolsTalk | Die Leitungsstruktur ist eine Methode zur Verbesserung der Sichtbarkeit einer großen Gruppe an Controllern auf strukturierte Art und Weise. | |
Drehmoment nach Anzeige | Funktion zur Überwachung und Erkennung der Maximal- und Minimalwerte für das Drehmoment vor Abschluss des Eindrehens | Die Funktion Drehmoment nach Anzeige eignet sich beispielsweise bei Verwendung einer selbstsichernden Mutter. | |
Verschraubungsprogramm | Parametersatz | Konfiguration der Parameter und Werte zur Steuerung und Überwachung eines einzelnen Verschraubungsvorgangs und zur Speicherung des Schraubergebnisses | |
Weiterleiten | Übertragung der in ToolsTalk gespeicherten Daten zum Steuerungsspeicher | ||
QIF | Montage mit integriertem Qualitätsmanagement | vollständig integrierte Montagelinie aus Schraubern, Steuerungen, Zubehör und Prozessüberwachungswerkzeugen zur Gewährleistung einer hohen Qualität und Rückverfolgbarkeit von Verschraubungen bei industriellen Montagesystemen | QIF wurde von Atlas Copco entwickelt und wird bevorzugt in der Kfz-Industrie und für andere Montagevorgänge verwendet, bei denen viele kritische Verbindungen vorliegen. Zum QIF-Konzept gehören außerdem Prozessüberwachung und -dokumentation. |
QIF-Zubehör | Zubehör zur Bedienerkommunikation und -führung bei QIF-Prozessen | Zubehörprodukte für die Kommunikation zwischen dem System und dem Bediener. Beispiele: Scanner, Bedienpult, Lichtsäule und Buchsenwahlschalter. Die Kommunikation bietet eine verbesserte Qualität und Nachverfolgbarkeit im Montagevorgang. | |
Erkennung von „Rehits“ (mehrfaches Anziehen derselben Schraube) | Erkennung einer erneuten Verschraubung einer bereits verschraubten Verbindung | ||
Drehen | Schraubstrategie, bei der der Werkzeugkopf gedreht wird. | Die Funktion Drehen wird hauptsächlich für Test- oder Demozwecke verwendet. | |
Einschraubphase beendet | Das Ende der Einschraubstufe, wenn der Schraubenkopf die Oberfläche berührt und die Anzugsstufe beginnt | ||
Einschraubstufe | Stufe, bei der die Schraube auf das Gewinde aufgesetzt wird, bis der Schraubenkopf die Oberfläche berührt | ||
Fügepunkt | die Schraube wurde ungefähr fingerfest auf die Oberfläche geschraubt | ||
Aufsatz-Selektor | QIF-Zubehör, das aus einem Stecknusskasten mit Lampen besteht und verwendet werden kann, um einen Bediener zur richtigen Stecknuss zu führen | ||
Softstart | Verschraubungsstart mit langsamer Drehzahl während Verwendung eines spezifizierten Drehwinkels | Diese Funktion dient dazu, die Schraube auf kontrollierte Weise auf das Gewinde aufzusetzen und kann eine unerwünschte Bewegung des Werkzeugs beim Drücken des Startknopfs verhindern. | |
Lichtsäule | QIF-Zubehör zur Kommunikation zwischen Bediener und Steuerung über digitale Signale wie Leuchten, Tasten, Schalter und Summer | ||
Sollwert | erwünschtes Schraubergebnis | Der Sollwert wird als Drehmoment oder Drehwinkel angegeben. | |
Sollwinkel | erwünschter Winkelwert am Ende eines Verschraubungszyklus; wird von einem Bezugspunkt aus gemessen | ||
Sollmoment | erwünschter Drehmomentwert am Ende des Verschraubungszyklus | ||
Anzugsstufe | Stufe, ab der ein Schraubenkopf die Oberfläche berührt bis zu dem Zeitpunkt, an dem die Verschraubung das gewünschte Sollmoment oder den gewünschten Sollwinkel erreicht hat | ||
Schraubstrategie | Algorithmus, mit dem der Verschraubungsvorgang fortwährend gesteuert und überwacht wird | Der Benutzer kann eine für die jeweilige Verbindung optimierte Strategie auswählen und bestimmte Parameter programmieren. | |
virtuelle Station | virtuelle Steuerung | Softwareabstraktion einer physikalischen Steuerung, die sich wie mehrere Steuerungen verhält | An einer Steuerung können nur ein kabelgebundenes Werkzeug aber mehrere kabellose Werkzeuge angeschlossen sein. Jedes Werkzeug ist an einer eigenen virtuellen Station angeschlossen. |
Virtueller Stationstyp | Lizenz beinhaltet ein Bündel Controller-Funktionen. | Diese Lizenz ist zum Betreiben einer virtuellen Station erforderlich. | |
Virtuelle Stationsfunktionen | Lizenz für individuelle Funktionen. | Kann zur Ergänzung von Lizenzen des virtuellen Stationstyps verwendet werden. |
Eingangssignale
Sequenz abbrechen - 10012
Wenn eine Anforderung zum Abbrechen einer Gruppensequenz empfangen wird, bricht die Funktion die Gruppensequenz erst ab, nachdem das Ergebnis der laufenden Verschraubung eingegangen ist.
Name in SoftPLC: ABORT_BATCH_SEQUENCE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Sequenz abbrechen und Ergebnisse löschen - 10127
Wird das Signal „Sequenz abbrechen und Ergebnisse löschen“ gesetzt, so wird die laufende Sequenz abgebrochen und Signale mit Bezug zu „Ergebnisse löschen“ aufgehoben.
Name in SoftPLC: ABORT_SEQ_AND_CLEAR_RES
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Quittierung von Ereignissen - 10004
Bestätigung eines Ereignisses.
Name in SoftPLC: ACKNOWLEDGE_EVENT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeugscanner aktivieren - 10075
Aktiviert den Werkzeugscanner durch eine externe Quelle.
Name in SoftPLC: ACTIVATE_TOOL_SCANNER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Gruppenherabsetzung - 10002
Der Gruppenzähler wird schrittweise um eins reduziert.
Name in SoftPLC: BATCH_DECREMENT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Gruppenheraufsetzung - 10001
Der Gruppenzähler wird schrittweise um eins erhöht.
Name in SoftPLC: BATCH_INCREMENT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Bezeichner umgehen - 10123
Wird in Quellengruppen-String verwendet, um einen String-Bezeichner in einer String-Eingangssequenz zu umgehen.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verschraubungsprogramm umgehen - 10008
Überspringt das nächste Verschraubungsprogramm in der aktuellen Gruppensequenz.
Name in SoftPLC: BYPASS_PSET
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Dynamische Gruppengröße - 10074
Name in SoftSPS: DYNAMIC_BATCH_SIZE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Extern OK - 10063
Name in SoftSPS: EXTERNAL_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
ID für Dynamische Gruppengröße - 10073
Name in SoftSPS: DYNAMIC_BATCH_SIZE_TPID
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 16 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Lösen sperren - 20003
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verschrauben sperren - 20002
Werkzeug für das Anziehen durch digitalen Eingang arretiert.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug sperren aktiv hoch - 20004
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug sperren aktiv niedrig - 20061
Sperrt das Werkzeug, wenn das Signal niedrig ist.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Manueller Modus - 10061
Setzt die Virtuelle Station in manuellen Modus.
Wenn das Signal TRUE (hoch) ist, ist das Signal 101 - Manueller Modus hoch.
Wenn das Signal FALSE (niedrig) ist, ist das Signal 101 - Manueller Modus niedrig.
Name in SoftSPS: SET_MANUAL_MODE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Relevante Informationen
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Master Freigabe - 10005
Master-Entriegelung ist ein Eingangssignal, dass die folgenden Funktionen und Signale entriegelt.
FUNKTIONEN:
Lösen bei IO-Verschraubung deaktivieren
Lösen bei NIO-Verschraubung deaktivieren
Verschraubung deaktivieren
Max. aufeinanderfolgende NIO
Werkzeug nach abgeschlossener Sequenz gesperrt
SIGNALE
20001 - Verriegelung bei fehlender Ereignisbestätigung
20002 - Verschraubung sperren
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20013 - WorkTask Verschraubung sperren
20014 - WorkTask Lösen sperren
20015 - Charge abgeschlossen lLock
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20021 - Feldbus Lösen sperren
20022 - Lösen bei IO-Verschraubung deaktivieren
20023 - Sperre bei zu vielen NIO-Verschraubungen
20033 - Liniensteuerung sperren
20034 - Durch alternativen Identifikator gesperrt
Name in SoftSPS: MASTER_UNLOCK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Alle Bezeichner zurücksetzen - 10115
Wird in Quellengruppen-String verwendet, um alle aus der String-Eingangssequenz empfangenen String-Bezeichner auf einmal zurückzusetzen. Löscht in anderen Arbeitsaufgaben die VIN-Nummer.
Name in SoftSPS: RESET_ALL_IDENTIFIERS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Gruppe zurücksetzen - 10003
Setzt den Gruppenzähler auf 0 zurück. Kein Batch OK (nxOK). Wenn Batch OK aktiviert ist, wird es deaktiviert.
Name in SoftSPS: RESET_BATCH
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Gruppensequenz zurücksetzen - 10053
Setzt die Gruppensequenz zurück. Entriegelt ein durch eine Werkzeugsperre arretiertes Werkzeug bei Abschluss.
Name in SoftSPS: RESET_BATCH_SEQUENCE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Bistabiles Relais zurücksetzen - 10022
Setzt den bistabilen Relaisausgang zurück.
Name in SoftSPS: RESET_BISTABLE_RELAY
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Letzten Bezeichner zurücksetzen - 10114
Wird in Quellengruppen-String verwendet, um den letzten aus der String-Eingangssequenz empfangenen String-Bezeichner zurückzusetzen. Löscht in anderen Arbeitsaufgaben die VIN-Nummer.
Name in SoftSPS: RESET_LATEST_IDENTIFIER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Sequenzstatus zurücksetzen - 10118
Setzt die Signale Gruppensequenz Fertig/OK/NOK und Sequenz abgebrochen zurück.
Name in SoftSPS: RESET_SEQUENCE_STATUS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Zu viele NOK zurücksetzen - 10013
Setzt die Gruppe nach Erhalt der Sperrmeldung Zu viele NOK-Verschraubungen zurück.
Name in SoftSPS: RESET_TOO_MANY_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang - 10020
Auswahl Verschraubungsprogramm innerhalb Quellenverschraubung/Gruppe innerhalb Sequenz.
Name in SoftSPS: SELECT_INPUT_VALUE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Auswahl Eingang Bit 0 - 10016
Name in SoftSPS: SEL_INPUT_BIT_0
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 1 - 10017
Name in SoftSPS: SEL_INPUT_BIT_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 2 - 10018
Name in SoftSPS: SEL_INPUT_BIT_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 3 - 10019
Name in SoftSPS: SEL_INPUT_BIT_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 4 - 10066
Name in SoftSPS: SEL_INPUT_BIT_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 5 - 10067
Name in SoftSPS: SEL_INPUT_BIT_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 6 - 10068
Name in SoftSPS: SEL_INPUT_BIT_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 7 - 10069
Name in SoftSPS: SEL_INPUT_BIT_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 8 - 10070
Name in SoftSPS: SEL_INPUT_BIT_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Auswahl Eingang Bit 9 - 10071
Name in SoftSPS: SEL_INPUT_BIT_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Nächste Bezeichner-Nummer auswählen - 10116
Das Signal Nächste Bezeichner-Nummer auswählen kann verwendet werden, wenn eine Aufgabe in der Virtuellen Station konfiguriert ist als:
Gruppensequenz
Quellenverschraubung
Quellengruppe
Verfahren Nummer Bezeichner
Verfahren String Bezeichner
Die unter ST Selektor konfigurierbaren Funktionen Nächsten nehmen und Vorherigen nehmen aktivieren die Eingangssignale Nächste Bezeichner-Nummer auswählen und Vorherige Bezeichner-Nummer auswählen.
Gruppensequenz als Aufgabe in der Virtuellen Station ausgewählt
Wenn der Schalter Freie Reihenfolge aktiviert wurde, kann das Signal Nächste Bezeichner-Nummer auswählen verschiedene Gruppen innerhalb der ausgewählten Sequenz auswählen.
Vor Auswahl von Gruppen muss diesen jedoch eine Bezeichner-Nummer zugewiesen werden. Eine Gruppe ohne zugewiesene Bezeichner-Nummer kann das Signal Nächste Bezeichner-Nummer auswählen nicht auswählen, selbst wenn der Schalter Freie Reihenfolge aktiviert ist.
Die Funktion ermöglicht ein Durchlaufen der Gruppen, die über eine konfigurierte Bezeichner-Nummer verfügen.
Gruppen mit Bezeichner-Nummer „Keine“ können erst ausgewählt werden, nachdem alle Gruppen mit konfigurierter Bezeichner-Nummer abgearbeitet worden sind.
Ein Durchlauf ist möglich, die 0 wird jedoch übersprungen. Wenn eine Gruppe abgeschlossen ist, kann sie nicht mehr ausgewählt werden.
Zum Beispiel läuft das Signal in Gruppen mit den zugewiesenen Bezeichner-Nummern 1,2,4,5 in einer Schleife: 1,2,4,5,1,2,4 ... solange die Gruppen die Gruppen nicht abgeschlossen sind.
Quellenverschraubung als Aufgabe in der Virtuellen Station ausgewählt
Das Signal wählt die nächste Bezeichner-Nummer aus der in der Aufgabe Quellenverschraubung angegebenen Liste mit Verschraubungsprogrammen aus.
Die Auswahl läuft von der aktuell ausgewählten Bezeichner-Nummer bis zur nächsthöheren.
Wenn die höchste Bezeichner-Nummer ausgewählt wird, wählt das Signal die 0 und nach der 0 die nächsthöhere Bezeichner-Nummer aus.
Wenn die 0 als Bezeichner-Nummer ausgewählt wird, ist das Werkzeug gesperrt.
Wenn die Bezeichner-Nummer zur Liste der Quellenverschraubungen hinzugefügt, ihr aber niemals ein Verschraubungsprogramm zugewiesen wurde, wird sie beim Durchlauf der Liste der Quellenverschraubungen übersprungen.
Wenn das Verschraubungsprogramm einer Bezeichner-Nummer zugewiesen und dann aus der Liste der Verschraubungsprogramme entfernt wird, kann diese Bezeichner-Nummer weiterhin ausgewählt werden. Allerdings ist in diesem Fall das Werkzeug gesperrt, da kein spezifisches Verschraubungsprogramm vorhanden ist.
Wenn der Schalter Selektor-Modus auf Bestätigen gesetzt wird, muss der Aufsatz-Selektor zugewiesen und konfiguriert werden. Alle Verschraubungsprogramme können ausgewählt werden, aber vor der Ausführung muss aus dem Aufsatz-Selektor ein entsprechender Aufsatz entnommen werden.
Quellengruppe als Aufgabe in der Virtuellen Station ausgewählt
Wenn das Bezeichner-Verfahren unter Quellen > Gruppensequenz > Quellengruppe auf Nummer gesetzt ist, wählt das Signal Nächste Bezeichner-Nummer auswählen Sequenzen aus einer Liste in der Aufgabe Quellengruppe aus.
Ein Durchlauf kann über die 0 hinweg laufen. Das Signal Nächste Bezeichner-Nummer auswählen wählt nur die Bezeichner-Nummern aus, die Sequenzen zugeordnet sind.
Wenn beispielsweise 4 Sequenzen mit den Bezeichner-Nummern 1,2,4 und 8 verfügbar sind, iteriert das Signal Nächste Bezeichner-Nummer auswählen und wählt 1,2,4,8,0,1,2...
Nicht definierte Bezeichner-Nummern werden nicht ausgewählt.
Wenn das Bezeichner-Verfahren unter Quellen > Gruppensequenz > Quellengruppe auf String gesetzt ist, muss die Sequenz über externe Quellen (wie Scanner oder Open Protocol) ausgewählt werden. Das Signal Nächste Bezeichner-Nummer auswählen kann die Gruppen innerhalb der ausgewählten Sequenz auswählen.
Name in SoftSPS: SELECT_NEXT_ID_NUMBER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Vorherige Bezeichner-Nummer auswählen - 10117
Das Signal Vorherige Bezeichner-Nummer auswählen kann verwendet werden, wenn eine Aufgabe in der Virtuellen Station konfiguriert ist als:
Gruppensequenz
Quellenverschraubung
Quellengruppe
Verfahren Nummer Bezeichner
Verfahren String Bezeichner
Die unter ST Selektor konfigurierbaren Funktionen Nächsten nehmen und Vorherigen nehmen aktivieren die Eingangssignale Nächste Bezeichner-Nummer auswählen und Vorherige Bezeichner-Nummer auswählen.
Gruppensequenz als Aufgabe in der Virtuellen Station ausgewählt
Wenn der Schalter Freie Reihenfolge aktiviert wurde, kann das Signal Vorherige Bezeichner-Nummer auswählen verschiedene Gruppen innerhalb der ausgewählten Sequenz auswählen.
Vor Auswahl von Gruppen muss diesen jedoch eine Bezeichner-Nummer zugewiesen werden. Eine Gruppe ohne zugewiesene Bezeichner-Nummer kann das Signal Vorherige Bezeichner-Nummer auswählen nicht auswählen, selbst wenn der Schalter Freie Reihenfolge aktiviert ist.
Die Funktion ermöglicht ein Durchlaufen der Gruppen, die über eine konfigurierte Bezeichner-Nummer verfügen.
Gruppen mit Bezeichner-Nummer „Keine“ können erst ausgewählt werden, nachdem alle Gruppen mit konfigurierter Bezeichner-Nummer abgearbeitet worden sind.
Ein Durchlauf ist möglich, die 0 wird jedoch übersprungen. Wenn eine Gruppe abgeschlossen ist, kann sie nicht mehr ausgewählt werden.
Zum Beispiel läuft das Signal in Gruppen mit den zugewiesenen Bezeichner-Nummern 1,2,4,5 in einer Schleife: 5,4,2,1,5,4,2 ... solange die Gruppen die Gruppen nicht abgeschlossen sind.
Quellenverschraubung als Aufgabe in der Virtuellen Station ausgewählt
Das Signal wählt die vorherige Bezeichner-Nummer aus der in der Aufgabe Quellenverschraubung angegebenen Liste mit Verschraubungsprogrammen aus.
Die Auswahl läuft von der aktuell ausgewählten Bezeichner-Nummer bis zur nächstniedrigeren.
Wenn die niedrigste Bezeichner-Nummer ausgewählt wird, wählt das Signal die 0 und nach der 0 die nächstniedrigere Bezeichner-Nummer aus.
Wenn die 0 als Bezeichner-Nummer ausgewählt wird, ist das Werkzeug gesperrt.
Wenn das Verschraubungsprogramm einer Bezeichner-Nummer zugewiesen und dann aus der Liste der Verschraubungsprogramme entfernt wird, kann diese Bezeichner-Nummer weiterhin ausgewählt werden. Allerdings ist in diesem Fall das Werkzeug gesperrt, da kein spezifisches Verschraubungsprogramm vorhanden ist.
Wenn der Schalter Selektor-Modus auf Bestätigen gesetzt wird, muss der Aufsatz-Selektor zugewiesen und konfiguriert werden. Alle Verschraubungsprogramme können ausgewählt werden, aber vor der Ausführung muss aus dem Aufsatz-Selektor ein entsprechender Aufsatz entnommen werden.
Quellengruppe als Aufgabe in der Virtuellen Station ausgewählt
Wenn das Bezeichner-Verfahren unter Quellen > Gruppensequenz > Quellengruppe auf Nummer gesetzt ist, wählt das Signal Vorherige Bezeichner-Nummer auswählen Sequenzen aus einer Liste in der Aufgabe Quellengruppe aus.
Ein Durchlauf kann über die 0 hinweg laufen. Das Signal Vorherige Bezeichner-Nummer auswählen wählt nur die Bezeichner-Nummern aus, die Sequenzen zugeordnet sind.
Wenn beispielsweise 4 Sequenzen mit den Bezeichner-Nummern 1,2,4 und 8 verfügbar sind, iteriert das Signal Vorherige Bezeichner-Nummer auswählen und wählt 8,4,2,1,0,8,4...
Nicht definierte Bezeichner-Nummern werden nicht ausgewählt.
Wenn das Bezeichner-Verfahren unter Quellen > Gruppensequenz > Quellengruppe auf String gesetzt ist, muss die Sequenz über externe Quellen (wie Scanner oder Open Protocol) ausgewählt werden. Das Signal Vorherige Bezeichner-Nummer auswählen kann die Gruppen innerhalb der ausgewählten Sequenz auswählen.
Name in SoftSPS: SELECT_PREVIOUS_ID_NUMBER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Bistabiles Relais setzen - 10021
Setzt den bistabilen Relaisausgang.
Name in SoftSPS: SET_BISTABLE_RELAY
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug nach Abschluss entsperren - 10051
Entsperrt ein durch „Werkzeug bei Abschluss sperren“ gesperrtes Werkzeug.
Name in SoftSPS: UNLOCK_TOOL_ON_COMPLETE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug bei Deaktivierung entsperren - 10059
Name in SoftSPS: UNLOCK_TOOL_ON_DISABLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Nullposition setzen - 10135
Bei Handwerkzeugen speichert das Eingangssignal Nullposition setzen die aktuelle Position der Werkzeuge als Nullposition. Das Signal wird stillschweigend ignoriert, wenn es während einer laufenden Verschraubung gesendet wird.
Bei stationären Werkzeugen speichert das Eingangssignal Nullposition setzen die aktuelle Position der Werkzeuge als Nullposition. Das Signal ist für alle Werkzeuge im System gültig, unabhängig von der virtuellen Station. Das Signal wird stillschweigend ignoriert, wenn stationäre Werkzeuge beim Signaleingang eine Verschraubung ausführen.
Name in SoftSPS: IN_EXTERNAL_SET_ZERO_POSITION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Zuschaltung Maschinentauglichkeitsmodus – 10152
Schaltet den Modus zum Test der Maschinentauglichkeit ein.
Name in SoftSPS: MACHINE_CAPABILITY_TEST_MODE_TOGGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Interne E/A: FALSE
Signalsäule: FALSE
Bedienpult: FALSE
Benutzerdisplay: FALSCH
Soft-Selektor: FALSCH
E/A-Erweiterung: FALSE
Werkzeug-LEDs: FALSCH
Werkzeugsummer: FALSCH
Werkzeugring: WAHR
Feldbus: FALSE
ST-Selektor: FALSE
TLS-Tag: FALSE
Manueller Modus: FALSCH
Leuchtbox: FALSE
Werkzeugvibrator: FALSCH
Automatisierungsregeln: FALSCH
Ausgangssignale
Gruppe abgeschlossen - 30
Gruppe abgeschlossen ist ein Ausgangssignal, das ausgelöst wird, wenn die Gruppe abgeschlossen wurde.
Der Gruppenergebnisstatus (IO oder NIO) hat keine Auswirkung auf das Signal Gruppe abgeschlossen.
Name in SoftSPS: BATCH_COMPLETED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppe abgeschlossen NIO - 37
Die Gruppe wurde mit dem Status NIO abgeschlossen.
Name in SoftSPS: BATCH_COMPLETED_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppe abgeschlossen IO - 36
Die Gruppe wurde mit dem Status IO abgeschlossen.
Name in SoftSPS: BATCH_COMPLETED_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppenzähler - 31
Gruppenzähler ist ein Ausgangssignal, dass die aktuelle Anzahl der Verschraubungen der Gruppe anzeigt.
Name in SoftSPS: BATCH_COUNT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Gruppe Läuft - 32
Gibt an, dass eine Gruppe in einer Gruppensequenz ausgeführt wird.
Name in SoftSPS: BATCH_RUNNING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppensequenz abgeschlossen NIO - 46
Die Gruppensequenz wurde mit dem Status NIO abgeschlossen.
Name in SoftSPS: BATCH_SEQUENCE_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppensequenz abgeschlossen IO - 45
Die Gruppensequenz wurde mit dem Status IO abgeschlossen.
Name in SoftSPS: BATCH_SEQUENCE_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppensequenz fertig - 48
Zeigt an, wann eine Gruppensequenz sowohl mit Status IO als auch mit Status NIO abgeschlossen wurde.
Name in SoftSPS: BATCH_SEQUENCE_COMPLETED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Ereignis | Boolesche Instanz | 1 | 1 |
Invertieren | Ereignis | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gruppensequenz Läuft - 47
Zeigt an, ob die Gruppensequenz ausgeführt wird oder nicht.
Name in SoftSPS: BATCHSEQUENCE_RUNNING
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Bistabiles Relais - 40
Bistabiles Relais ist ein Signal, das von den Eingängen „Bistabiles Relais setzen“ und „Bistabiles Relais zurücksetzen“ gesteuert wird.
Nach Empfang des Eingangs „Bistabiles Relais setzen“ wird das Signal Bistabiles Relais auf TRUE gesetzt.
Nach Empfang des Eingangs „Bistabiles Relais zurücksetzen“ wird das Signal Bistabiles Relais auf FALSE gesetzt.
Wenn „Bistabiles Relais setzen“ oder „Bistabiles Relais zurücksetzen“ auf niedrig geschaltet werden, bleibt Bistabiles Relais in seinem Status.
Der Status Bistabiles Relais ändert sich, wenn „Bistabiles Relais setzen“ oder „Bistabiles Relais zurücksetzen“ auf hoch geschaltet werden.
Nach einem Neustart der Steuerung wird Bistabiles Relais standardmäßig auf FALSE gesetzt.
Name in SoftSPS: BISTABLE_RELAY
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Kalibrierungsalarm - 138
Der Kalibrierungsalarm aus der Werkzeugwartungskonfiguration. Gibt eine Erinnerung aus, wenn das Werkzeug kalibriert werden muss.
Name in SoftSPS: CALIBRATION_ALARM
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Konfiguration Version - 88
Name in SoftSPS: CONFIGURATION_VERSION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Lösen bestätigen - 206
Zeigt an, ob das Lösen ausgewählt und startbereit ist. D.h., ob ein Löse-Synchronisierungsmodus oder Löseprogramm existiert und ausgewählt wurde.
Name in SoftSPS: CONFIRM_LOOSENING
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Steuerung eingeschaltet - 42
Beim Start des E/A-Austauschs Einstellung auf TRUE.
Name in SoftSPS: IO_ON
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Aktuell ausgeführte Gruppe - 180
Aktuell ausgeführte Gruppe ist ein Ausgangssignal, das den Index der aktuell in einer Sequenz ausgeführten Gruppe anzeigt.
Falls der Benutzer einen Aufsatz-Selektor nutzt, erscheint „Null“, wenn kein, mehr als einer oder ein falscher Aufsatz ausgewählt wird.
Falls der Benutzer den Gruppenmodus nutzt und eine Gruppe ausgeführt wird, erscheint für quellenbasierte Verschraubungskonfigurationen „1“.
Name in SoftSPS: CURRENT_RUNNING_BATCH_IX
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Richtungsschalter gegen UZS - 13
Der Richtungsschalter am Werkzeug ist auf Drehrichtung gegen den Uhrzeigersinn eingestellt.
Name in SoftSPS: DIRECTION_SWITCH_CCW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Richtungsschalter im UZS - 12
Der Richtungsschalter am Werkzeug ist auf Drehrichtung im Uhrzeigersinn eingestellt.
Name in SoftSPS: DIRECTION_SWITCH_CW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Ereignis aktiv - 161
Zeigt an, dass ein Ereignis ausgelöst wurde. Wird nur an Zubehörteilen ausgelöst, wenn eine Quittierung erforderlich ist.
Name in SoftSPS: EVENT_PRESENT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Hoher Winkel - 10
Das Winkelergebnis ist zu hoch.
Name in SoftSPS: HIGH_ANGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Hohes Drehmoment - 7
Das Drehmomentergebnis liegt über dem oberen Drehmomentgrenzwert.
Name in SoftSPS: HIGH_TORQUE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Bezeichner erhalten - 100
Name in SoftSPS: IDENTIFIER_RECEIVED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Letzter empfangener Bezeichner String - 187
Wird direkt gesetzt, wenn ein Bezeichner in der Arbeitsaufgabe empfangen wurde.
Wird bei Quellengruppen bei jedem Scan im Scanprozess gesetzt und daher bei jedem Scannen geändert und gesendet, auch wenn die Länge nicht übereinstimmt.
Der String wird im Rohformat gesetzt und nicht nur als „gespeicherte Positionen“ im String.
Bei anderen Arbeitsaufgaben entspricht dieses Signal dem Signal Aktiver Bezeichner String.
Name in SoftSPS: LAST_RECEIVED_ID_STRING
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verbindung zum Lizenzserver verloren - 134
Zeigt an, dass die Verbindung zum Atlas Copco-Lizenzserver unterbrochen wurde oder die Synchronisierung fehlgeschlagen ist. Das Signal wird gelöscht, wenn der Lizenzmanager erfolgreich synchronisiert werden konnte.
Name in SoftSPS: LICENSE_SERVER_CONN_LOST
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen deaktiviert - 184
Lösen deaktiviert ist ein Ausgangssignal, das aktiviert wird, wenn das Lösen durch eines der folgenden Signale extern gesperrt wird:
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20021 - Feldbus Lösen sperren
20041 - SoftSPS Lösen sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: LOOSENING_DISABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen aktiviert - 185
Lösen aktiviert ist ein Ausgangssignal, das aktiviert wird, wenn das Lösen nicht durch eines der folgenden Signale extern gesperrt wird:
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20021 - Feldbus Lösen sperren
20041 - SoftSPS Lösen sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: LOOSENING_ENABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen ist gesperrt - 28
Der Lösevorgang wird deaktiviert.
Name in SoftSPS: LOOSENING_IS_LOCKED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen NOK - 74
Es fand keine ordnungsgemäße Lockerung statt.
Name in SoftSPS: LOOSENING_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Lösen OK - 70
Es fand eine ordnungsgemäße Lockerung statt.
Name in SoftSPS: LOOSENING_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Niedriger Winkel - 9
Das Winkelergebnis ist niedriger als der minimale Winkelgrenzwert.
Name in SoftSPS: LOW_ANGLE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Niedriges Drehmoment - 6
Das Drehmomentergebnis liegt unter dem unteren Drehmomentgrenzwert.
Name in SoftSPS: LOW_TORQUE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Manueller Modus - 101
Zeigt auf jedem unterstützten und konfigurierten Zubehörteil den manuellen Modus der Virtuellen Station an.
Name in SoftSPS: MANUAL_MODE
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Max. aufeinanderfolgende NIO erreicht - 35
Zeigt an, wenn der Zähler die Max. Anzahl aufeinanderfolgender NIO erreicht.
Name in SoftSPS: MAX_COHERENT_NOK_REACHED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Offenes Ende in geöffneter Position - 89
Offenes Ende Werkzeug in geöffneter Position
Name in SoftSPS: OPEN_END_IN_OPEN_POSITION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Open Protocol getrennt - 95
Wenn Open Protocol in der Virtuellen Station auf Aus gesetzt ist, wird das Signal „Open Protocol getrennt“ auf FALSE gesetzt.
Wenn Open Protocol in der Virtuellen Station aktiviert wird, wird das Signal „Open Protocol getrennt“ auf TRUE gesetzt.
Wenn mindestens ein Client verbunden ist (mit einer Virtuellen Station können mehrere Open Protocol-Clients gleichzeitig verbunden sein), wird das Signal „Open Protocol getrennt“ auf FALSE gesetzt.
Name in SoftSPS: OPEN_PROTOCOL_DISCONNECTED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Programmende = 168
Dieses Signal gibt den Drehmomentwert für das Ende des Verschraubungszyklus an. Ein Timer - Zeitüberschreitung Programmende - startet, wenn das Drehmoment unter diesen Wert fällt. Die Verschraubung ist beendet, wenn das Drehmoment unter den Wert für Programmende-Drehmoment gefallen ist und bleibt, bis die Programmende-Zeitüberschreitung erreicht ist.
Name in SoftSPS: PROGRAM_END
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Programmstart = 132
Definiert den Startwert für einen Verschraubungszyklus.
Name in SoftSPS: PROGRAM_START
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Startbereit - 29
Wenn ein Werkzeug an die Virtuelle Station angeschlossen wird, keine Verschraubungssperren aktiv sind, kein Notaus aktiviert ist und ein gültiges Verschraubungsprogramm ausgewählt wurde, zeigt dieses Signal an, dass eine Verschraubung ausgeführt werden kann.
Name in SoftSPS: READY_TO_START
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verbleibende Gruppe - 33
Verbleibende Anziehvorgänge in einer Charge. Kann nur auf einem Display angezeigt werden.
Name in SoftSPS: REMAINING_BATCH
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Einschraubwinkel hoch - 165
Dieses Signal ist aktiv, wenn der Einschraubwinkel im Programmwert höher als der Sollwert ist.
Name in SoftSPS: RUNDOWN_ANGLE_HIGH
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Einschraubwinkel niedrig - 166
Dieses Signal ist aktiv, wenn der Einschraubwinkel im Programmwert niedriger als der Sollwert ist.
Name in SoftSPS: RUNDOWN_ANGLE_LOW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Ausgewählte Bezeichner-Nummer – 213
Die Bezeichner-Nummer eines ausgewählten Verschraubungsprogramms; 0 wenn keine Bezeichner-Nummer ausgewählt wurde.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 16 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden. Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Ausgewählte Kennnummer Bit 0 - 214
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_0
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 1 - 215
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 2 - 216
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 3 - 217
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 4 - 218
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 5 - 219
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 6 - 220
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 7 - 221
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 8 - 222
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Kennnummer Bit 9 - 223
Bitmuster zur Anzeige der ausgewählten Kennnummer.
Name in SoftPLC: SELECTED_IDENTIFIER_NUMBER_BIT_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 0 - 139
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_0
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 1 - 140
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 2 - 141
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 3 - 142
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 4 - 143
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 5 - 144
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 6 - 145
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 7 - 146
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 8 - 147
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz Bit 9 - 163
Bitmuster zur Anzeige der ausgewählten Sequenz.
Name in SoftSPS: SELECTED_SEQUENCE_BIT_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewählte Sequenz-ID - 84
Zeigt den Index der ausgewählten Gruppensequenz an.
Name in SoftSPS: SELECTED_BATCH_SEQUENCE_ID
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 16 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Ausgewähltes Verschraubungsprogramm - 69
Die ID eines ausgewählten Verschraubungsprogramms; 0 bei keiner Auswahl eines Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PSET_ID
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Integer | 1 | 16 |
Null als Eins behandeln | Status | Integer | 1 | 16 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Ausgewähltes Verschraubungsprogramm Bit 0 - 148
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_0
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 1 - 149
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 2 - 150
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 3 - 151
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 4 - 152
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 5 - 153
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 6 - 154
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 7 - 155
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 8 - 156
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ausgewähltes Verschraubungsprogramm Bit 9 - 157
Bitmuster zur Anzeige des ausgewählten Verschraubungsprogramms.
Name in SoftSPS: SELECTED_PROGRAM_BIT_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: FALSE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Sequenz abgebrochen - 160
Ausgangssignal zur Anzeige, dass eine Sequenz abgebrochen wurde.
Name in SoftSPS: SEQUENCE_ABORTED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Wartungsanzeige Alarm - 137
Der in der Werkzeugwartung konfigurierte Wartungsalarm bietet eine Erinnerungsfunktion zur Wartung des Werkzeugs.
Name in SoftSPS: SERVICE_INDICATOR_ALARM
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Größe der Sequenz - 181
Zeigt die Größe der aktuell laufenden Sequenz an. Wird nur gesetzt, wenn eine Sequenz geladen und nach Beendigung nicht zurückgesetzt wurde.
Name in SoftSPS: SIZE_OF_RUNNING_SEQUENCE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Aufsatz-Selektor getrennt sperren - 20039
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Software-Hauptversion - 86
Name in SoftSPS: SOFTWARE_MAJOR_VERSION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Software-Nebenversion - 87
Name in SoftSPS: SOFTWARE_MINOR_VERSION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Software-Release Version - 85
Version der ausgeführten Software.
Name in SoftSPS: SOFTWARE_RELEASE_VERSION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Station bereit - 71
Zeigt an, dass die Virtuelle Station bereit ist.
Name in SoftSPS: STATION_READY
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubungsrichtung gegen UZS - 26
Das ausgewählte Verschraubungsprogramm arbeitet in Verschraubungsrichtung gegen den Uhrzeigersinn.
Name in SoftSPS: THREAD_DIRECTION_CCW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung deaktiviert - 182
Verschraubung deaktiviert ist ein Ausgangssignal, das aktiviert wird, wenn die Verschraubung durch eines der folgenden Signale extern deaktiviert wird:
20002 - Verschraubung sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20040 - SoftSPS Verschraubung sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: TIGHTENING_DISABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung aktiviert - 183
Verschraubung aktiviert ist ein Ausgangssignal, das aktiviert wird, wenn die Verschraubung nicht durch eines der folgenden Signale extern deaktiviert wird:
20002 - Verschraubung sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20040 - SoftSPS Verschraubung sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: TIGHTENING_ENABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung ist gesperrt - 27
Die Verschraubung ist deaktiviert, es können keine Verschraubungen vorgenommen werden.
Name in SoftSPS: TIGHTENING_IS_LOCKED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung NOK - 4
Mindestens ein Ergebnis der Verschraubung liegt außerhalb der festgelegten Grenzwerte.
Name in SoftSPS: TIGHTENING_NOK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubung OK - 3
Das Ergebnis der Verschraubung liegt innerhalb der festgelegten Grenzwerte.
Name in SoftSPS: TIGHTENING_OK
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verschraubungszeit hoch - 135
Zeigt an, dass NIO-Verschraubungen mit einer Überschreitung der maximal zulässigen Zeit aufgetreten sind.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeugakku schwach - 90
Name in SoftSPS: TOOL_BATTERY_LOW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug angeschlossen - 73
Zeigt an, ob ein Werkzeug an eine Virtuelle Station angeschlossen ist oder nicht.
Name in SoftSPS: TOOL_CONNECTED
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug deaktiviert - 158
Werkzeug deaktiviert ist ein Ausgangssignal, das aktiviert wird, wenn das Werkzeug durch eines der folgenden Signale extern deaktiviert wird:
20002 - Verschraubung sperren
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20021 - Feldbus Lösen sperren
20040 - SoftSPS Verschraubung sperren
20041 - SoftSPS Lösen sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: TOOL_DISABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug aktiviert - 159
Werkzeug aktiviert ist ein Ausgangssignal, das aktiviert wird, wenn das Werkzeug nicht durch eines der folgenden Signale extern deaktiviert wird:
20002 - Verschraubung sperren
20003 - Lösen sperren
20004 - Werkzeug sperren Aktiv hoch
20033 - Liniensteuerung sperren
20018 - Open Protocol sperren
20020 - Feldbus Verschraubung sperren
20021 - Feldbus Lösen sperren
20040 - SoftSPS Verschraubung sperren
20041 - SoftSPS Lösen sperren
20061 - Werkzeug sperren Aktiv niedrig
Name in SoftSPS: TOOL_ENABLED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeugintegrität OK - 103
Das Signal Werkzeugintegrität OK ist hoch, wenn kein Werkzeugfehler anliegt. Das Signal ist niedrig, wenn einer der folgenden Fehler gesetzt wurde:
Werkzeug überhitzt
Motortuning des Werkzeugs erforderlich
Offenmaul nicht getunt
Werkzeug-Parameterdatei wird nicht unterstützt
Werkzeugakku leer
Startknopf-Überwachungsfehler
Werkzeugkabel nicht unterstützt
Werkzeugspeicher fehlerhaft
Werkzeugspeicher-Fehler
Werkzeugwartungsintervall abgelaufen
Falsche Werkzeugsoftware-Version
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug-LED-Spiegel grün - 98
Signal zeigt den Zustand der grünen Werkzeug-LED bei einem Zubehör.
Das Signal Werkzeug-LED-Spiegel grün wird auf ‚True‘ gesetzt, wenn die grüne Werkzeug-LED leuchtet/blinkt.
Das Signal Werkzeug-LED-Spiegel grün wird auf ‚False‘ gesetzt, wenn die grüne Werkzeug-LED aus ist.
Name in SoftSPS: TOOL_RESULT_LED_GREEN
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug-LED-Spiegel rot - 97
Signal zeigt den Zustand der roten Werkzeug-LED bei einem Zubehör.
Das Signal Werkzeug-LED-Spiegel rot wird auf ‚True‘ gesetzt, wenn die rote Werkzeug-LED leuchtet/blinkt.
Das Signal Werkzeug-LED-Spiegel rot wird auf ‚False‘ gesetzt, wenn die rote Werkzeug-LED aus ist.
Name in SoftSPS: TOOL_RESULT_LED_RED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug-LED-Spiegel gelb - 99
Signal zeigt den Zustand der gelben Werkzeug-LED bei einem Zubehör.
Das Signal Werkzeug-LED-Spiegel gelb wird auf ‚True‘ gesetzt, wenn die gelbe Werkzeug-LED leuchtet/blinkt.
Das Signal Werkzeug-LED-Spiegel gelb wird auf ‚False‘ gesetzt, wenn die gelbe Werkzeug-LED aus ist.
Name in SoftSPS: TOOL_RESULT_LED_YELLOW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug löst - 22
Zeigt an, dass das Werkzeug löst.
Name in SoftSPS: TOOL_LOOSENING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeugdrehung gegen UZS - 25
Die Werkzeugdrehrichtung ist für Schrauben mit Linksgewinde gegen den Uhrzeigersinn.
Name in SoftSPS: TOOL_ROTATION_CCW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeugdrehung im UZS - 24
Die Werkzeugdrehrichtung ist für Schrauben mit Rechtsgewinde im Uhrzeigersinn.
Name in SoftSPS: TOOL_ROTATION_CW
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug läuft - 23
Zeigt an, dass sich das Werkzeug (im Uhrzeigersinn [CW] oder gegen den Uhrzeigersinn [CCW]) dreht.
Name in SoftSPS: TOOL_RUNNING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug verschraubt - 21
Zeigt an, dass das Werkzeug eine Verschraubung ausführt.
Name in SoftSPS: TOOL_TIGHTENING
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeuge in Nullposition - 210
Das Ausgangssignal Werkzeuge in Nullposition ist nur für Handwerkzeuge verfügbar.
Das Ausgangssignal Werkzeuge in Nullposition definiert, ob sich das Werkzeug in der Ausgangsposition befindet - zum Beispiel am Ende eines Positionsschritts Vorwärts oder Rückwärts.
Das Signal wird nicht in Echtzeit aktualisiert, wenn also das Werkzeug aus irgendeinem Grund aus der Position bewegt wird, funktioniert das Signal nicht.
Name in SoftSPS: TOOLS_IN_ZERO_POSITION
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Verbindung zu ToolsNet verloren - 133
Zeigt an, ob die aktivierte Verbindung zwischen ToolsNet und der Steuerung unterbrochen wurde oder erwartungsgemäß funktioniert.
Name in SoftSPS: TOOLSNET_CONNECTION_LOST
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Verbindung zu ToolsTalk verloren - 208
Zeigt an, ob die aktivierte Verbindung zwischen ToolsTalk und der Steuerung unterbrochen wurde oder erwartungsgemäß funktioniert.
Name in SoftSPS: TOOLSTALK_CONNECTION_LOST
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Gesamtzahl der Verschraubungen - 31018
Gesamtanzahl der Verschraubungen, die von dem Werkzeug in seinem gesamten Lebenszyklus ausgeführt wurden.
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Integer | 8 | 32 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Verbleibende Summe Sequenzzähler - 205
Die Menge der verbleibenden Verschraubungen innerhalb einer Gruppensequenz, welche noch durchgeführt werden müssen.
Name in SoftSPS: TOTAL_REMAINING_SEQ_COUNT
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Summe Sequenzzähler - 204
Die Anzahl der in einer Gruppensequenz ausgeführten Verschraubungen.
Name in SoftSPS: TOTAL_SEQ_COUNTER
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Summe Sequenzgröße - 203
Die Gesamtzahl von Verschraubungen, die innerhalb einer Gruppensequenz durchgeführt werden müssen.
Name in SoftSPS: TOTAL_SEQ_SIZE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 16 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
E/A-Erweiterung: FALSE
Bedienpult: FALSE
ST-Selektor: TRUE
Signalsäule: FALSE
Werkzeugfunktionen: FALSE
TLS-Tag: FALSE
Startknopf betätigt - 11
Gibt an, dass der Startknopf am Werkzeug gedrückt wurde.
Name in SoftSPS: TRIGGER_PRESSED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Eingangs-/Ausgangssignale
Ergebnisse löschen - 39
Löscht Status der anderen Signale, die für die nächste Verschraubung eingestellt sind.
Name in SoftSPS: CLEAR_RESULTS
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Open Protocol-Befehle deaktivieren - 10060
Deaktiviert die Möglichkeit, Befehle über Open Protocol an die Virtuelle Station zu senden.
Name in SoftSPS: DISABLE_OPEN_PRTCOL_CMDS
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Externer Bezeichner - 10045
Der im Externen Bezeichner gesendete String ist als VIN-Nummer im Ergebnis enthalten. Es können bis zu 2 Bezeichner bereitgestellt werden, die vom Feldbus zur Aufgabenauswahl übergeben werden.
Name in SoftSPS: EXTERNAL_IDENTIFIER
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | String | 8 | 800 |
IdentifierU32Hnw | Status | String | 8 | 800 |
IdentifierU32 | Status | String | 8 | 800 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: FALSE
Bedienpult: FALSE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: FALSE
TLS-Tag: FALSE
E/A-Erweiterung: FALSE
Extern überwacht 1 - 10035
Extern überwacht 1 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_1
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 2 - 10036
Extern überwacht 2 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_2
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 3 - 10037
Extern überwacht 3 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_3
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 4 - 10038
Extern überwacht 4 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_4
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 5 - 10039
Extern überwacht 5 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_5
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 6 - 10040
Extern überwacht 6 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_6
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 7 - 10041
Extern überwacht 7 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_7
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Extern überwacht 8 - 10042
Extern überwacht 8 ist ein Eingangs-/Ausgangssignal, das nicht an eine spezielle Funktion in der Steuerung gebunden ist und daher frei verwendet werden kann.
Name in SoftSPS: EXTERNAL_MONITORED_8
Konverter | Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|---|
Standard | Status | Boolesche Instanz | 1 | 1 |
Invertieren | Status | Boolesche Instanz | 1 | 1 |
Zur Vermeidung von doppelten Signalen können Wertkonverter definiert werden.
Konverter werden verwendet, um mehr als eine Darstellung desselben Signals zu unterstützen (zum Beispiel kann der Winkel-/Drehmomentstatus sowohl bitweise als auch als Statuszeichen dargestellt werden).
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Grüne Werkzeug-LED blinkt (externes Protokoll) - 10058
Name in SoftSPS: FLASH_TOOL_GREEN_LED
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Generischer E/A 1 - 50
Eingang/Ausgang 1 für Open Protocol.
Name in SoftSPS: GENERIC_IO_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 10 - 59
Eingang/Ausgang 10 für Open Protocol.
Name in SoftSPS: GENERIC_IO_10
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 2 - 51
Eingang/Ausgang 2 für Open Protocol.
Name in SoftSPS: GENERIC_IO_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 3 - 52
Eingang/Ausgang 3 für Open Protocol.
Name in SoftSPS: GENERIC_IO_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 4 - 53
Eingang/Ausgang 4 für Open Protocol.
Name in SoftSPS: GENERIC_IO_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 5 - 54
Eingang/Ausgang 5 für Open Protocol.
Name in SoftSPS: GENERIC_IO_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 6 - 55
Eingang/Ausgang 6 für Open Protocol.
Name in SoftSPS: GENERIC_IO_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 7 - 56
Eingang/Ausgang 7 für Open Protocol.
Name in SoftSPS: GENERIC_IO_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 8 - 57
Eingang/Ausgang 8 für Open Protocol.
Name in SoftSPS: GENERIC_IO_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Generischer E/A 9 - 58
Eingang/Ausgang 9 für Open Protocol.
Name in SoftSPS: GENERIC_IO_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Integer | 1 | 8 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: TRUE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 1 - 169
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_1
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 10 - 178
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_10
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 2 - 170
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_2
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 3 - 171
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_3
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 4 - 172
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_4
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 5 - 173
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_5
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 6 - 174
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_6
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 7 - 175
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_7
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 8 - 176
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_8
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Ansteigende Flanke generisch 9 - 177
Generisches Eingangs-/Ausgangssignal.
Name in SoftSPS: GENERIC_RISING_EDGE_9
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Ereignis | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: FALSE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: FALSE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: FALSE
E/A-Erweiterung: TRUE
Werkzeug im Produktionsbereich - 93
Name in SoftSPS: TOOL_IN_PRODUCT_SPACE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Werkzeug im Arbeitsbereich - 92
Name in SoftSPS: TOOL_IN_WORK_SPACE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Feldbus: TRUE
Leuchtbox: TRUE
Interne E/A: TRUE
Bedienpult: TRUE
Werkzeugfunktionen: TRUE
ST-Selektor: FALSE
Signalsäule: TRUE
TLS-Tag: TRUE
E/A-Erweiterung: TRUE
Modus zum Test der Maschinentauglichkeit aktiv – 10148
Modus zum Test der Maschinentauglichkeit aktiv.
Name in SoftSPS: MACHINE_CAPABILITY_TEST_MODE_ACTIVE
Signaltyp | Werttyp | Min. Größe [Bit] | Max. Größe [Bit] |
|---|---|---|---|
Status | Boolesche Instanz | 1 | 1 |
Geräte
Interne E/A: TRUE
Signalsäule: TRUE
Bedienpult: TRUE
Benutzerdisplay: FALSCH
Soft-Selektor: FALSCH
E/A-Erweiterung: TRUE
Werkzeug-LEDs: WAHR
Werkzeugsummer: WAHR
Werkzeugring: FALSCH
Feldbus: TRUE
ST-Selektor: FALSE
TLS-Tag: FALSE
Manueller Modus: FALSCH
Leuchtbox: FALSE
Werkzeugvibrator: FALSCH
Automatisierungsregeln: WAHR
Liste von Drittanbieterlizenzen
IxB Software-Steuerungen enthalten Software-Komponenten von Drittanbietern, deren Lizenzen die Veröffentlichung von Kopien der Lizenzsprache und/oder Copyright-Hinweise erfordern. Eine Liste der enthaltenen Komponenten von Drittanbietern und relevanten Lizenztexte sind im Software-Lieferpaket enthalten.