Indique à l'utilisateur s'il est possible de configurer l'évènement via la page « Configurer l'évènement ».
Power Focus XC (3.11)
Software
Présentation
Dans cette section, vous pouvez trouver les informations de base au sujet du produit et également les conventions de formatage utilisées dans les rubriques.
Description générale
Le PFXC est la source d'alimentation la plus robuste pour les boulonneuses électriques fort couple de chantier pour des applications plus exigeantes, avec des puissances de sortie élevées. Avec son design unique et son cadre en métal, elle est parfaitement conçue pour les opérations sur le terrain. Le pack est également équipé de codes QR, ce qui vous permet de vous connecter au PFXC pour consulter les résultats du serrage, les tâches (Psets) et les informations sur l'outil. Combiné avec la Revo HA, c'est la boulonneuse électrique pour couple élevé la plus puissante du marché.
Conventions
Dans un souci de compréhension pour l'utilisateur, certaines conventions de formatage sont utilisées dans ce document. Les conventions de formatage utilisées sont listées ci-dessous.
Élément | Notation | Description | Sortie |
|---|---|---|---|
Souligner l'importance | Dans l'espace de travail Programme. | Faire que certains éléments se détachent du reste, ou mettre en surbrillance. | Texte en Gras |
Éléments de l’interface graphique utilisateur (IGU) | Sélectionner le bouton Fonction. | Toute référence à des éléments de l'écran du IGU (par exemple, boutons de commande, noms d'icônes et noms de champs). | Texte en Gras |
Chemin de l’interface graphique utilisateur (IGU) > | Généralement au-dessus de l’IGU. | Aide à la navigation qui garder la trace de la localisation dans l’IGU. | Par exemple : Coffret > Programme > Modifier |
Entrées de l'utilisateur | Saisir une Description pour le programme. | Tout texte saisi par l'utilisateur. | Texte en Gras |
Noms de fichiers | Saisir un Nom de fichier pour l’exportation. | Fichiers exportés depuis, ou importés dans le système. | Texte en Gras italique |
Noms des paramètres et des variables | Saisir un Nom pour l’exportation. | Noms des paramètres et des variables (hors valeurs). | Texte en Italique |
Valeurs des paramètres et des variables | Saisir une VALEUR pour l’exportation. | Valeurs des paramètres et des variables. | Texte en GRAS MAJUSCULE |
Message système | Client.Domain.Models.ExportImportConfiguration | Tout texte provenant du système. | Texte en Mono-espace |
Liens externes | Liens vers les sites externes qui ont des informations reliés au document ou au contenu du sujet. Cela pourrait inclure :
| Texte sélectionnable vers des sites externes | |
Liens internes vers des documents |
Si disponibles, ces liens seront présentés sous le texte. | Texte sélectionnable vers du contenu interne |
Règlement général sur la protection des données (GDPR)
Ce produit offre la possibilité de traiter des informations personnellement identifiables telles que le nom d'utilisateur du système, le rôle et l'adresse IP. Le but de cette capacité de traitement est d'améliorer le contrôle de la qualité grâce à la traçabilité et à la bonne gestion des accès.
Si vous décidez de traiter des données personnelles vous devez connaître et respecter les règles de protection des données personnelles correspondantes, y compris le GDPR dans l'UE ainsi que les autres lois, directives et réglementations applicables. Atlas Copco ne peut en aucun cas être tenu responsable de quelconque utilisation faite par vous du produit.
Responsabilités et avertissements
Responsabilité
De nombreux événements dans l'environnement d'exploitation peuvent affecter le processus de serrage et nécessiteront une validation des résultats. Conformément aux normes et règlements applicables, nous vous invitons par la présente à contrôler le couple installé et le sens de rotation après tout évènement susceptible d'avoir une incidence sur le résultat du serrage. Voici des exemples non exhaustifs de ces évènements :
installation initiale du système d'outillage
modification de lot de pièces, boulon, lot de vis, outil, logiciel, configuration ou environnement
modification des branchements pneumatiques ou électriques
changement dans l'ergonomie de la ligne, le processus, les procédures de qualité ou les pratiques
changement d'opérateur
tout autre changement ayant une incidence sur le résultat du processus de serrage
Le contrôle devra :
Garantir que les conditions d'assemblage n'ont pas changé en raison d'évènements susceptibles d'avoir une incidence sur le processus.
Être effectué après l'installation initiale, la maintenance ou la réparation du matériel.
Intervenir au moins une fois par prise de poste ou à toute autre fréquence adéquate.
Avertissements
À propos du Guide d'utilisation
Le présent manuel d’utilisation décrit comment installer et configurer le Power Focus XC.
Il s'adresse à quiconque utilise ou entretient le Power Focus XC.
Historique des révisions
Référence de publication | Date de la révision | Description de la révision |
|---|---|---|
item | item | none |
3.11 | 01/2024 |
|
3.10 | 06/2023 |
|
3.9 | 01/2023 |
|
3.8 | 06/2022 |
|
3.7 | 01/2022 | NOUVEAU contenu :
Contenu MIS À JOUR :
|
3.6 | 06/2021 | Première version officielle du guide d’utilisation de Power Focus XC. |
Informations pertinentes
Conditions préalables
Toute personne souhaitant en savoir plus sur Power Focus XC pourra bénéficier de la lecture de ce guide d'utilisation.
Pour une parfaite compréhension des aspects techniques décrits dans ce guide d'utilisation, il est recommandé de posséder :
une connaissance des techniques de serrage
une certaine expérience dans l'utilisation des anciennes versions de Power Focus
Présentation du système
Structure du logiciel
Vue d'ensemble des menus
Le coffret dispose de plusieurs menus pour effectuer les opérations suivantes :
configurer les serrages et les accessoires matériels
réaliser l'entretien de l'outil
administrer le logiciel
voir les rapports.
Les menus disponibles diffèrent selon que l’on utilise l'interface graphique Web complète ou l'interface graphique mobile simplifiée.
Dans cette section
Interface graphique Web
Onglet Serrage

L’onglet Serrage dresse la liste des programmes de serrage enregistrés dans le coffret et disponibles pour un serrage individuel. Les configurations de serrage sont décrites dans l’onglet Serrage.
Onglet Séquence de lots
L’onglet Séquence de lots dresse la liste des séquences de lots enregistrées dans le coffret.
Une séquence de lots contient un ou plusieurs programmes de serrage répétitifs agencés selon différentes combinaisons. La création et la configuration des séquences de lots s'effectuent dans l’onglet Séquence de lots.
Onglet Sources

L’onglet Sources dresse la liste des options disponibles pour commander la sélection d'un programme de serrage (par exemple un programme de serrage ou une séquence de lots, via l'entrée numérique d'un autre matériel). Les configurations des scanners s'effectuent dans l’onglet Sources.
Onglet Poste de travail virtuel

L’onglet Poste de travail virtuel sert à configurer les Postes de travail virtuels.
Le Poste de travail virtuel est une abstraction logicielle d'un système de coffrets. Dans l’onglet Poste de travail virtuel, les différentes ressources, accessoires, outils et tâches sont affectés à un Poste de travail virtuel.
Onglet Coffret
L’onglet Coffret dresse la liste des composants matériels et logiciels.
Les versions logicielles enregistrées et utilisées dans le coffret apparaissent ici et peuvent faire l'objet de mises à jour. Le gestionnaire de licences permet la prise en charge de fonctionnalités supplémentaires. Il est également possible d'importer ou d'exporter les réglages d'un coffret.
Onglet Configurations

L’onglet Configurations dresse la liste des configurations d'accessoires.
Il est possible de configurer des accessoires tels que les accessoires d'outils et le sélecteur de douille. Les signaux des E/S numériques sont mappés sur des boutons, lampes, commutateurs et connecteurs.
Onglets Rapports
Dans l’onglet Rapports apparaît la liste des résultats de serrage et des évènements.
Onglet Réglages
L’onglet Réglages sert à mettre en place les réglages spécifiques du coffret tels que la langue, les événements et le réseau sans fil.
Onglet Affectation des licences
L’onglet Affectation des licences est utilisé pour affecter des licences et des fonctionnalités sous licence aux postes de travail virtuels
Onglet Aide
L’onglet Aide contient des rubriques de conseil utiles au sujet du coffret. Il est possible de télécharger des fichiers PDF en plusieurs langues via un ordinateur connecté au coffret.
Interface graphique mobile
Onglet Tâche

L’onglet Tâche dresse la liste des programmes de serrage enregistrés dans le coffret et disponibles pour un serrage individuel. Les configurations de serrage sont décrites dans l’onglet Tâche.
Onglet Coffret
L’onglet Coffret dresse la liste des composants matériels et logiciels.
Les versions logicielles enregistrées et utilisées dans le coffret apparaissent ici et peuvent faire l'objet de mises à jour. Le gestionnaire de licences permet la prise en charge de fonctionnalités supplémentaires. Il est également possible d'importer ou d'exporter les réglages d'un coffret.
Onglet Résultats

L’onglet Résultats contient la liste des résultats de serrage et des événements.
Onglet Aide
L’onglet Aide contient des rubriques de conseil utiles au sujet du coffret. Il est possible de télécharger des fichiers PDF en plusieurs langues via un ordinateur connecté au coffret.
Fonctionnement et manipulation
Le Power Focus XC est installé et configuré à l’aide d’une interface utilisateur Web, en naviguant vers l’adresse IP du coffret sur un PC connecté. Il est également possible d'accéder à l'interface du coffret par le biais d’une interface graphique mobile.
Dans cette section
Interface graphique Web
Boutons et icônes IGU
Bouton | Nom | Description |
|---|---|---|
 | Ajouter | Ajouter un élément supplémentaire. |
 | Supprimer | Supprimer un élément. |
| Ellipse | Modifier un élément |
 | Retour | Retour à la vue précédente. |
  | Défilement vers le haut Défilement vers le bas | Déplacement dans une liste trop longue pour l'écran. |
  | Agrandir Réduire | Agrandissement ou réduction d'une section contenant des paramètres. |
  | Retour (au début) (dans une liste) Retour (dans une liste) | Déplacement dans les pages précédentes d'une liste. |
  | Avance (jusqu’à la fin) (dans une liste) Avance (dans une liste) | Déplacement dans les pages suivantes d'une liste. |
 | Fermer | Commande sur laquelle il faut appuyer pour fermer la fenêtre. |
 | Remarque | Signe indiquant qu'un paramètre est mal configuré. |
 | Filtre | Bouton pour filtrer des éléments |
 | AVERTISSEMENT | Signe menant à un avertissement sur le risque de blessure. |
 | Programme de validation | Bouton pour vérifier si un programme est valable. |
 | Télécharger le manuel | Appuyer pour télécharger un manuel. |
 | Retour arrière | Accès à l'écran d'accueil. |
 | Aller au résultat | Accès à l'écran des résultats en direct. |
Interface graphique mobile
Boutons et icônes IGU
Bouton | Nom | Description |
|---|---|---|
| Ajouter | Ajouter un élément supplémentaire. |
| Supprimer | Supprimer un élément. |
 | Ellipse | Modifier un élément |
| Retour | Retour à la vue précédente. |
| Agrandir Réduire | Agrandissement ou réduction d'une section contenant des paramètres. |
| Retour (au début de la liste) Retour (une seule page) | Déplacement dans les pages précédentes d'une liste. |
| Avancer (jusqu'à la fin de la liste) Avancer (une seule page) | Déplacement dans les pages suivantes d'une liste. |
| Fermer | Fermer la fenêtre. |
| Remarque | Signe indiquant qu'un paramètre est mal configuré. |
| Télécharger le manuel | Appuyer pour télécharger un manuel. |
| Accueil | Accès à l'écran d'accueil. |
| Résultat | Accès à l'écran des résultats en direct. |
 | Connexion du protocole | Voir l’état du protocole. |
Guide de démarrage rapide
Pour fournir une meilleure vue d'ensemble du système, les instructions suivantes abordent les étapes nécessaires pour commencer à utiliser le système.
Les instructions ne couvrent pas toutes les fonctionnalités du système, mais se concentrent sur les fonctions les plus élémentaires.
Interface graphique Web
Sélectionner le type d'outil à utiliser. Les stratégies de serrage disponibles dépendent du type d'outil que vous sélectionnez.
Définir un Programme de serrage contenant tous les paramètres pertinents, par exemple l'angle cible et le couple cible. L'outil a pour objet principal d'effectuer un serrage.
Créer un Poste de travail virtuel et lui affecter un outil. Le poste de travail virtuel agit comme une interface entre le coffret et l'outil, de sorte que plusieurs outils puissent être connectés à un seul et même coffret physique. Un poste de travail virtuel est toujours nécessaire, même si un seul outil est connecté au coffret.
Affecter une tâche au Poste de travail virtuel. La tâche pourra être soit un programme de serrage, soit une entrée numérique spécifiée (provenant par exemple d'un lecteur de codes-barres). L'outil affecté au poste de travail va maintenant pouvoir effectuer la tâche.
Interface graphique mobile
Sélectionner le type d'outil à utiliser.
Créer une Tâche de serrage et définir les paramètres pertinents, par exemple le couple cible et l'angle cible. L'outil a pour objet principal d'effectuer un serrage.
La tâche créée sera affectée à un poste de travail virtuel. L'outil affecté au poste de travail va maintenant pouvoir effectuer la tâche.
Présentation des licences
Les licences des fonctionnalités des coffrets sont gérées à travers le Système de gestion des fonctionnalités (FMS). Cela permet aux clients d'ajuster les fonctionnalités d'un coffret à leurs besoins spécifiques grâce à programme de licences dynamiques.
Les licences peuvent être obtenues pour des fonctionnalités individuelles ou un groupe de fonctionnalités et peuvent être déployées sur plusieurs Postes de travail virtuels. Les licences peuvent être redéposées dans le pool après utilisation. Les licences peuvent être obtenues à travers le Portail de Licences d'Atlas Copco (ACLP). Les licences peuvent être téléchargées depuis ACLP et gérées/distribuées à travers ToolsTalk, ou peuvent être stockées sur un FMS Portable (clé USB) à insérer dans le coffret.
Remarque : la création et la gestion d'un compte client dans l'ACLP ne sont pas traitées dans cette documentation. Prendre contact avec le représentant local Atlas Copco pour de plus amples informations.
Aperçu des licences
La configuration des fonctionnalités régies par des licences peut être effectuée même en l'absence d'une licence installée. Par ex. la configuration de programmes d'assemblage et la configuration de programmes MultiStep. Assigner ces fonctionnalités à un outil ou un poste de travail virtuel est aussi possible. Exécuter la fonctionnalité sans licence valide requerra cependant l'installation de la licence appropriée.
L'application de la licence se fait en deux étapes : assignation et exécution (gâchette pressée). Si une fonctionnalité pour laquelle aucune licence n'est installée est attribuée à un poste de travail virtuel, un point d'exclamation rouge apparaît dans la vue du poste de travail virtuel dans ToolsTalk 2. L’IGU du coffret affichera également un triangle d’avertissement au niveau de la section outil ou tâche (en fonction de ce qui manque). Si une fonctionnalité pour laquelle aucune licence n'est installée est démarrée (c.-à-d. gâchette pressée), un événement sera présenté à l'utilisateur pour l'informer de la licence manquante. Il ne sera pas possible de continuer sans un licence correcte installée.
Exécuter une fonctionnalité sans licence entraînera, dans la plupart des cas, le verrouillage de l'outil.
Plusieurs fonctionnalités et fonctions du coffret requièrent une licence afin de pouvoir être assignées et utilisées par un poste de travail virtuel. Il existe trois types de licences :
Type de poste de travail virtuel
Un assortiment de fonctionnalités réunies dans un seul package. Le Type de poste de travail détermine, entre autres, quels outils peuvent être exécutés, combien de programmes et de séquences peuvent être utilisés, quelles stratégies d'assemblage sont disponibles et le type de rapport qui peut être fait. Les fonctionnalités contenues dans chaque Type de poste de travail virtuel sont des fonctionnalités qui sont souvent utilisées conjointement entre elles, ou qui ont des dépendances internes qui nécessitent la présence d'autres fonctionnalités du package. Les Types de postes de travail virtuels sont assignés entièrement à un poste de travail virtuel. Le poste de travail virtuel peut alors utiliser toutes les fonctionnalités contenues dans le Type de poste de travail virtuel. Afin d'effectuer des assemblages, un poste de travail virtuel doit recevoir une licence de type de poste de travail virtuel. Selon le type de licence, différentes options d'assemblage seront activées ou bloquées.
Fonctionnalité Poste de travail virtuel
Des fonctionnalités individuelles peuvent compléter les Types de postes de travail virtuels. Un grand nombre de fonctionnalités peuvent être achetées sous une seule licence.
Sources de licences
Les licences utilisées sur un coffret peuvent être retirées auprès de plusieurs sources différentes. Le nombre simultané de sources est limité à 10 (10 sources FMS Portable, ou une licence serveur (TT2) en plus de 9 sources FMS Portable). Si vous souhaitez ajouter des licences depuis une source lorsque la limite de sources (10) est atteinte, toutes les licences d’une source doivent être supprimées du coffret pour libérer de la place pour les licences provenant d’autres sources.
Aperçu de la source
L’onglet Aperçu de la source (Affectation des licences > Aperçu de la source) offre à l’utilisateur un aperçu des licences installées sur le coffret ainsi que la provenance de leur installation. Un maximum de 10 sources différentes peut être affiché ici, et chacune sera indiquée par FMP P (pour FMS Portable, ou dongle), ou Serveur de licences (TT2).
Cliquer sur une source de licence affichera les informations détaillées de la source de la licence de cette source. Cela liste le nom et le type de la source ainsi que le numéro et le type de licences dans chaque catégorie (Type de poste de travail virtuel, Fonctionnalité du poste de travail virtuel et Fonctionnalité du coffret).
Outils pris en charge
Les outils pris en charge par un poste de travail virtuel peuvent varier en fonction du type de poste virtuel sur le coffret.
Outils pris en charge | BatchControl | JointControl | StationControl | CriticalControl | ProcessControl |
|---|---|---|---|---|---|
BCP / BCV | X | - | - | - | - |
TensorSB | - | X | X | - | - |
TensorSL | - | - | X | X | X |
à préciser | - | - | X | X | X |
TensorST | - | - | X | X | X |
TensorSTR | - | - | X | X | X |
SRB | - | - | X | X | X |
TensorSTB | - | - | X | X | X |
STWrench | - | - | X | X | X |
TensorES | - | X | X | - | - |
TensorSR | - | - | X | X | X |
QST (broche embarquée) | - | - | X | X | X |
TBPS | - | X | X | - | - |
MWR-S (Signal de clé dynamométrique) | - | - | - | - | - |
MWR-T (Couple de clé dynamométrique) | X | X | X | X | - |
MWR- TA (Angle de couple de clé dynamométrique) | - | - | X | X | X |
Outil externe | X | X | X | X | X |
ITB-A | - | - | X | X | X |
ICB-A | - | - | X | X | X |
ITB-P | - | - | X | X | X |
Installation et mise à niveau
Dans cette section, vous trouverez les informations utiles pour l’installation initiale du produit ou pour effectuer la mise à niveau vers une autre version.
Installation de licences
Installation de licences sur le coffret
Remarque : les sources de licences sont limitées simultanément à 1 Serveur de licences (TT2) et 9 FMS Portables (dongles). Les licences sont soit installées via le serveur (ToolsTalk 2) ou via FMS Portable. Si la limite de sources de licences est atteinte, toutes les licences provenant d’une source doivent être supprimées du coffret afin de pouvoir ajouter des licences provenant d’une autre source.
Avant d'installer des licences via le serveur (ToolsTalk 2), assurez-vous que l'heure du coffret est synchronisée avec l'heure du serveur.
Installation depuis le serveur
La distribution de licences par serveur se fait à travers ToolsTalk 2. Veuillez vous reporter au manuel d’utilisation de ToolsTalk 2 pour les instructions sur l'installation de licences.
Le serveur de licences correct doit être configuré pour pouvoir installer des licences utilisant ToolsTalk 2.
Sélectionner le menu Paramètres, et sélectionner l'onglet Connexions serveur.
Dans le champ Gestionnaire de licences Atlas Copco, régler sur Marche.
Saisir l'adresse IP correcte du Serveur-hôte (habituellement la même que l'adresse IP pour ToolsTalk 2) et le Port serveur.
Sélectionner Appliquer.
Installation depuis FMS Portable (USB)
Le Système de gestion des fonctionnalités (FMS) utilise un périphérique FMS Portable spécial pour transférer des fonctionnalités depuis et vers un coffret. La clé USB à mémoire flash contient à la fois une zone de mémoire à usage général et une zone de stockage sécurisé qui n'est accessible que par le Gestionnaire de licences dans un coffret. Les fonctionnalités achetées sont téléchargées depuis Atlas Copco vers la zone à usage général. La première fois que l'on insère le FMS Portable dans un coffret doté d'un Gestionnaire de licences, le fichier est détecté et décodé et les fonctionnalités sont transférées vers la zone de stockage sécurisé qui n'est accessible qu'à partir d'un Gestionnaire de licences.
Si vous avez une clé USB avec les licences installées dessus, exécutez les étapes suivantes pour les installer sur le coffret.
Insérer la clé USB dans le port USB du coffret.
La fenêtre Gestion des licences USB s'ouvrira dans l'IGU. La colonne Pool affichera le total de licences de sur le coffret provenant de toutes les sources. La colonne Disponible sur FMS P affichera le nombre de licences disponibles sur ce dongle, tandis que la colonne Provenant de ce FMS P affichera le nombre de licences qui ont été déplacées sur ce FMS P en particulier.
Sélectionner la flèche de gauche à côté de la licence que vous souhaitez installer sur le coffret.
Le nombre dans la colonne Disponible sur FMS P diminuera de 1 et le nombre dans la colonne Provenant de ce FMS P augmentera de 1.
L'utilisateur se verra notifier par des événements sur le coffret le début et la fin du transfert de licence.
Affectation automatique des licences
Une licence de contrôle de processus est attribuée automatiquement au premier poste de travail virtuel créé. La licence est attribuée si elle est disponible sur le coffret et qu'aucune autre licence n'est attribuée au poste de travail virtuel. L'affectation automatique des licences se produit lors du démarrage du coffret.
Synchronisation des licences
Les licences existantes sont vérifiées toutes les deux heures par rapport au serveur de licences. Si aucune réponse du serveur de licences n'est obtenue dans un délai de 14 jours, les licences concernées seront révoquées. L'utilisateur sera également averti lorsque les licences seront sur le point d'expirer. Lorsqu'une licence expire dans les 7 jours, l'utilisateur reçoit un avertissement toutes les deux heures. Si les licences ne sont pas renouvelées, elles expireront et les fonctions concernées ne seront plus disponibles.
Informations pertinentes
Supprimer des licences du coffret
Une façon de supprimer les licences installées sur un FMS Portable est décrite. Pour savoir comment supprimer les licences installées sur un serveur, veuillez consulter le guide d'utilisation de ToolsTalk 2.
Supprimer des licences installées par FMS Portable
Veillez à insérer le FMS Portable dans le port USB du coffret.
[Si la fenêtre Gestion des licences USB n'est pas visible] Sélectionner le menu Affectation des licences.
Cliquer sur l'icône USB en haut à droite de la fenêtre.
La fenêtre Gestion des licences USB s'affiche.
Sélectionner la flèche de droite à côté de la licence que vous souhaitez supprimer du coffret.

Les licences qui sont affectées à des postes de travail virtuels peuvent être supprimées du coffret. Cependant, le poste de travail virtuel devient par conséquent inutilisable.
Informations pertinentes
Configuration
Dans cette section, vous trouverez les informations détaillées sur la manière de créer, modifier et vérifier les paramètres produit.
Interface graphique Web
Utiliser l’onglet Serrage
Les modifications apportées aux programmes d'assemblage dans n'importe quelle section doivent être activement appliquées en cliquant sur le bouton Appliquer dans le coin inférieur droit de l'IGU. Alternativement, les modifications peuvent être annulées en cliquant sur le bouton Annuler situé au même endroit.
Lorsque vous naviguez en dehors de la section où les modifications ont été effectuées (en utilisant le bouton Précédent, Accueil ou Résultat), l'utilisateur verra apparaître un message d'avertissement dans lequel les modifications peuvent également être appliquées ou annulées. L'utilisateur ne peut pas continuer sans appliquer ou annuler les modifications.
Les fonctionnalités du coffret, comme les Stratégies de serrage à faible réaction et les fonctions couvrant tous les aspects du coffret, parmi d'autres, requièrent que les licences soient distribuées à travers le Système de gestion des fonctionnalités (FMS). Alors que la configuration des fonctionnalités est possible sans licences spécifiques, l'attribution et l'utilisation de ces fonctionnalités nécessitent l'installation de la licence correcte sur le coffret. Se référer à Licences (FMS) pour de plus amples informations sur les licences.
Il est nécessaire de régler certains paramètres dans les programmes de serrage Power Focus XC pour permettre la réalisation d'un serrage. La sélection d'une Stratégie et du Couple cible ou Angle cible est obligatoire. D'autres réglages sont facultatifs, comme le Démarrage en douceur, , l'Autotaraudage , et la Compensation du couple. Il est aussi possible de surveiller le serrage en cours en ajoutant des limites que doivent respecter le couple ou l'angle de rotation de l'écrou.
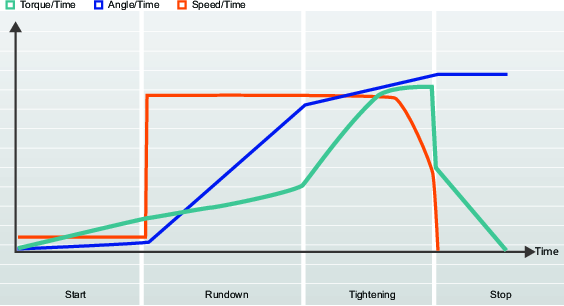
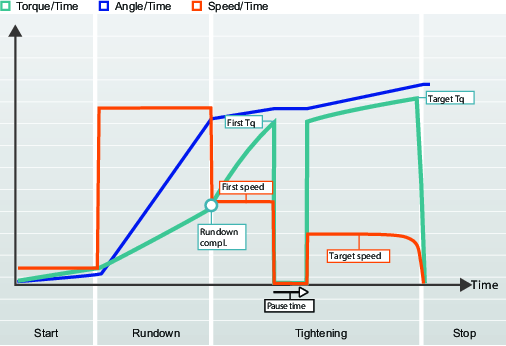
La procédure de serrage se divise en quatre étapes : le démarrage, l'approche, le serrage et l'arrêt.
Dans cette section
Programmes de serrage
En sélectionnant le programme de serrage, il est possible de choisir la méthode d'application de la force de serrage (ou précharge) sur l'assemblage. Chaque assemblage nécessite une stratégie particulière quant à la façon d'appliquer la force de serrage désirée et de limiter les effets indésirables en service.Power Focus XC peut stocker jusqu’à 1 000 programmes de serrage.
Dans l'IHM Web, un maximum de 1 000 programmes de serrage peuvent être créés.
Dans l'IHM mobile, un maximum de 500 programmes de serrage peuvent être créés.
La stratégie TurboTight permet au choix d'utiliser la programmation Manuelle ou la programmation Rapide. Voir le paragraphe TurboTight pour plus d’informations.
Les stratégies Quick step, Two step et Three step permettent de choisir l'exécution du serrage par rapport à une valeur de Couple cible ou d'Angle cible.
La stratégie de Résultat externe s'utilise quand les serrages OK sont indiqués par un signal numérique externe. Voir le paragraphe Résultat externe pour plus d’informations.
Tous les programmes de serrage nécessitent de définir au moins la valeur Couple cible ou Angle cible.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Stratégie | Programmes de serrage disponibles. TurboTight : aucun comportement de serrage supplémentaire n'est utilisé par défaut. Seules les valeurs cibles sont utilisées. Quick step : Ajoute une étape de serrage initial pour réduire la dispersion de la précharge. Two step (deux étapes) : Ajoute une pause entre la première étape de serrage et l'étape finale pour mieux contrecarrer les effets de relâchement à court terme. Three step (trois étapes) : Effectue un serrage selon une première valeur de couple définie, puis dévisse la vis pour la resserrer aussitôt au Couple cible ou Angle cible. Wrench - production: Stratégie de serrage à utiliser avec un outil STwrench. Wrench - quality: Stratégie utilisée pour le test de qualité des serrages avec un outil STwrench. Rotate (rotation) : Fait tourner la broche à la vitesse et à l'angle spécifiés. Résultat externe : présentation d'un résultat de serrage prédéterminé à la place des valeurs couple/angle mesurées. MultiStep : Stratégie de serrage constituée d'étapes configurables multiples avec des restrictions et des surveillances. | TurboTight |
Type cible | Définit le type de valeur cible de l'étape finale. Couple cible : le serrage cherche à atteindre la valeur cible spécifiée lors de l'exécution de l'étape finale. Angle cible : le serrage cherche à atteindre la valeur cible spécifiée lors de l'exécution de l'étape finale. |
|
Couple cible | Définit le couple cible du serrage de l'étape finale. |
|
Angle cible | Définit l'angle cible du serrage de l'étape finale. |
|
Target speed (vitesse cible) | Active le réglage manuel de la vitesse de l'outil pour l'étape finale ou l'utilisation de la vitesse par défaut. Auto : Utilise une valeur calculée sur la base de la Vitesse maxi. de l'outil. Manuel : Permet de spécifier manuellement la vitesse de l'outil. | Auto |
<Manual> | Vitesse de l'outil pendant le serrage ou pendant l'étape finale. |
|
Dans cette section
TurboTight
TurboTight est la stratégie de serrage par défaut. Cette option est conçue pour exécuter un serrage très rapide et ergonomique basé sur la vitesse maximale de l'outil. Cette stratégie comporte deux options :
Quick prog (programmation rapide), pour laquelle seul le paramètre Target torque (couple cible) doit être défini pour exécuter le serrage.
Manual (manuel), qui permet à l'utilisateur de configurer plusieurs paramètres de serrage.
Pour limiter le risque de secousse inattendue à la fin du serrage lorsque l'on utilise la stratégie de serrage TurboTight, veiller à activer la surveillance du temps.
Pour limiter le risque de secousse inattendue à la fin du serrage lorsque l'on utilise la stratégie de serrage TurboTight, veiller à définir la Limite Temps maxi.
La Limite Temps maxi. est activée par défaut mais il est nécessaire de configurer les valeurs relatives. Dans l’étape de serrage, définir Limite d'angle sur À partir de Approche terminée.
Définir Temps maxi. le plus faible possible, sans arrêter le serrage normal. Dans l’étape d'approche, définir Couple d'approche terminée afin qu’il soit déclenché lorsque le couple commence à augmenter.
En fonction des caractéristiques de l'assemblage, par exemple si l'assemblage est très rigide ou très élastique, une stratégie de serrage autre que TurboTight peut s'avérer nécessaire.
TurboTight n'est pas disponible pour Joint Control (contrôle d'assemblage).
Réglage fin de la stratégie TurboTight
La stratégie de serrage TurboTight indique le couple cible, et le résultat peut être inférieur ou supérieur à la cible. Le paramètre le plus important pour la stratégie de serrage TurboTight est la vitesse. Il est possible de conserver la vitesse maximale pour la plupart des serrages, mais si tous les serrages ou certains d'entre eux sont dépassés, il faut diminuer la vitesse par petits paliers. Couple d'approche terminée n'est pas utilisé pour le contrôle du serrage ; il sert uniquement à calculer les limites et les résultats.
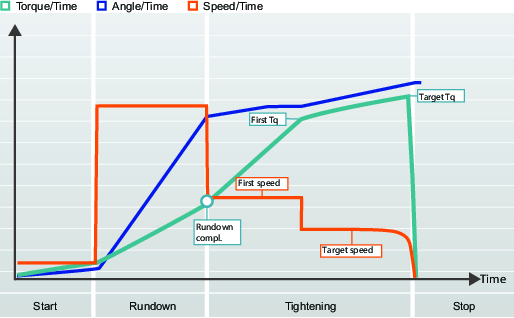
Quick Step
Quick Step est une stratégie de serrage utilisée pour réduire la dispersion de la précharge de l'assemblage en ajoutant une étape initiale avec une vitesse et un couple donnés, puis en réduisant la vitesse cible dans l'étape finale.
Paramètre | Description | Valeur par défaut |
|---|---|---|
First torque (Couple initial) | Couple cible pour la première étape. |
|
First torque (Couple initial) | Couple au cours de la première étape. | 80% du couple cible |
First speed (Vitesse initiale) | Vitesse cible pour la première étape. |
|
First speed (Vitesse initiale) | Vitesse de l'outil pendant la première étape. | 50% de la vitesse maxi. de l'outil |
Two Step
La stratégie Two step est très similaire à la stratégie Quick step, à ceci près qu'elle ajoute un petit délai entre la première étape et l'étape finale pour agir plus efficacement contre les effets du relâchement à court terme dans l'assemblage.
Paramètre | Description | Valeur par défaut |
|---|---|---|
First torque (Couple initial) | Couple au cours de la première étape. | 80% du couple cible |
First speed (Vitesse initiale) | Vitesse cible pour la première étape. |
|
Pause time (temps de pause) | Temps laissé entre première et seconde étape. | 50 ms |
Réglage fin de la stratégie Two step
Lorsque la première cible est atteinte, l'outil s'arrête immédiatement pendant un laps de temps spécifié avant de passer à l'étape finale. La valeur du couple initial et le temps de pause doivent être choisis de manière à améliorer l'ergonomie pour les outils portatifs.
Three Step
La stratégie Three Step ajoute une étape de dévissage entre la première étape et l'étape finale pour surmonter les effets du relâchement à court terme dus à l'encastrement et pour réduire la dispersion de la précharge. Cette stratégie sert parfois à conditionner l'assemblage. Ceci peut être utile par exemple pour les assemblages avec de nombreuses surfaces contiguës, avec un effet plus grand sur les pièces neuves que sur les pièces réutilisées en raison du lissage des surfaces qui va réduire l'encastrement.
Le conditionnement de l'assemblage se fait par serrage de la première étape à un couple donné, Premier couple, puis relâchement de la charge en tournant l'écrou d'un Angle de conditionnement spécifié, et enfin resserrage de l'écrou à son Couple cible ou Angle cible.
La consigne de couple peut être inférieure au couple atteint pendant la première étape après l'approche. Pour que la consigne de couple soit inférieure au premier couple, il convient de régler la consigne de couple (Paramètres de serrage > Étape de serrage > Étape finale > Consigne de couple) à une valeur inférieure au premier couple (Paramètres de serrage > Étape de serrage > Première étape > Premier couple).
Si l'on utilise l'angle comme cible dans le programme de serrage, l'Angle cible est mesuré à partir de la position correspondant à la fin de l'étape de dévissage (conditionnement).
Comportement des paramètres Mesure de couple jusqu'à et Mesure d'angle jusqu'à
La Valeur de couple maxi. et la Valeur de couple crête mesurées dans le cadre de l'évaluation du résultat pour les paramètres Mesurer le couple à et Mesurer l'angle à respectivement représentent les valeurs les plus élevées mesurées sur l'intégralité du serrage. Cela signifie que si la Consigne de couple est réglé plus bas que le Premier couple, la valeur d'évaluation du résultat sera supérieure à la valeur finale. Pour pouvoir visualiser la valeur finale du serrage, les paramètres Mesurer le couple à et Mesurer l'angle à doivent l'un et l'autre être définis sur la Valeur à la coupure.
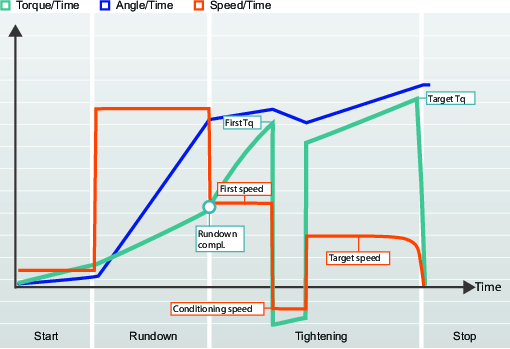
Paramètre | Description | Valeur par défaut |
|---|---|---|
First torque (Couple initial) | Couple au cours de la première étape. | 80% du couple cible |
First speed (Vitesse initiale) | Vitesse de l'outil pendant la première étape. | 50% de la vitesse maxi. de l'outil |
Conditioning speed (vitesse de conditionnement) | Vitesse de l'outil pendant l'étape de conditionnement. | 50% de la vitesse maxi. de l'outil |
Conditioning angle (angle de conditionnement) | Angle de rotation de la douille pendant l'étape de conditionnement. | 180° |
Réglage fin de la stratégie Three Step
Lorsque la première cible est atteinte et que le système passe au conditionnement, l'outil s'arrête immédiatement et recule avant de passer à l'étape finale. Il pourra s'avérer nécessaire d'ajuster ce conditionnement pour améliorer l'ergonomie pour les outils portatifs.
STwrench
L'outil STwrench est raccordé à un coffret à l'aide d'une connexion sans fil et la configuration s'effectue via l'IGU du coffret ou l'IGU Web.
La configuration de l'outil STwrench s'effectue dans le menu de serrage de la même manière que pour les autres stratégies de serrage.
La gamme STwrench dispose d'une unité de sauvegarde rapide (RBU). La RBU définit la fonction de la clé et stocke les programmes de serrage. Le coffret prend en charge actuellement uniquement les RBU du type Production.
L'Embout STwrench (douille) contient une étiquette RFID avec un numéro programmable. Cette clé utilise ce numéro pour reconnaître automatiquement l'outil et le programme pouvant être utilisé. L'étiquette RFID enregistre également les coefficients de correction de couple et d'angle.
La gamme STwrench dispose de plusieurs programmes pour le serrage de production et le contrôle qualité.
La gamme STwrench n’est compatible qu’avec les programmes pris en charge par l'outil (Wrench-production et Wrench-quality).
Pour plus d'informations sur STwrench, voir le guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01).
Dans cette section
Paramètres de l'étape de démarrage STwrench
Les paramètres présentés dans les tableaux sont disponibles si l'une des stratégies STwrench est utilisée. Il existe plusieurs combinaisons de stratégies. Certains paramètres sont disponibles uniquement pour certaines stratégies et ne seront pas visibles dans les autres stratégies.
Les règles de paramètres sont vérifiées de manière automatique. En cas de violation, l’indicateur d’erreur  s’affiche en face des paramètres incorrects. Sélectionner l’indicateur d'erreur pour afficher plus d'informations concernant l'erreur.
s’affiche en face des paramètres incorrects. Sélectionner l’indicateur d'erreur pour afficher plus d'informations concernant l'erreur.
Le basculement entre les stratégies peut être à l'origine de l'affichage de l'indicateur d'erreur. Ceci indique que la combinaison choisie est invalide et doit être corrigée.
Pour plus d'informations sur STwrench, voir le guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01).
Nom du paramètre | Condition | Description | Valeur par défaut |
|---|---|---|---|
Numéro TAG | Marche : après avoir activé le commutateur Vérification TAG (Configurations > Configuration de l'outil > Vérification TAG > Marche), un numéro TAG correct est requis pour exécuter le programme de serrage. Arrêt : Le numéro TAG n'est pas vérifié. | Arrêt | |
Numéro TAG requis | Numéro TAG = Marche | Numéro TAG requis pour ce programme de serrage. | 1 |
Détection de resserrage | Les options de paramètres sont les suivantes : Complet ou Arrêt. | Arrêt | |
Coefficient de correction de couple | Dans certains cas, des rallonges peuvent être nécessaires pour une adaptation à l'application. Dans ce cas, la mesure de la clé doit être compensée pour afficher une valeur correcte. Pour plus d'informations sur le calcul du coefficient de correction, voir le guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01). Le paramètre est enregistré dans le TAG RFID sur l'Embout. | 1,0 | |
Correction d'angle | Dans certains cas, des rallonges peuvent être nécessaires pour une adaptation à l'application. Dans ce cas, la mesure de la clé doit être compensée pour afficher une valeur correcte. Pour calculer le coefficient de correction, veuillez vous référer au guide de l’utilisateur STwrench. Le paramètre est enregistré dans le TAG RFID sur l'Embout. | 0° |
Paramètres de l'étape d'approche STwrench
Les paramètres présentés dans les tableaux sont disponibles si l'une des stratégies STwrench est utilisée. Il existe plusieurs combinaisons de stratégies. Certains paramètres sont disponibles uniquement pour certaines stratégies et ne seront pas visibles dans les autres stratégies.
Les règles de paramètres sont vérifiées de manière automatique. En cas de violation, l’indicateur d’erreur s’affiche en face des paramètres incorrects. Sélectionner l’indicateur d'erreur pour afficher plus d'informations concernant l'erreur.
Le basculement entre les stratégies peut être à l'origine de l'affichage de l'indicateur d'erreur. Ceci indique que la combinaison choisie est invalide et doit être corrigée.
Pour plus d'informations sur STwrench, voir le guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01).
D'après la documentation STwrench, le paramètre Approche terminée est défini comme le Démarrage de cycle, c'est-à-dire le moment où la phase de serrage débute.
Nom du paramètre | Description | Valeur par défaut |
|---|---|---|
Couple d'approche terminée | Définition du moment de l'approche terminée. | Dépend de la charge minimale de la tête SmartHead (habituellement 5 % du couple nominal) en Nm |
Temps de déclenchement de cliquet | 5000 ms |
Paramètres de l'étape de serrage STwrench
Les paramètres présentés dans les tableaux sont disponibles si l'une des stratégies STwrench est utilisée. Il existe plusieurs combinaisons de stratégies. Certains paramètres sont disponibles uniquement pour certaines stratégies et ne seront pas visibles dans les autres stratégies.
Les règles de paramètres sont vérifiées de manière automatique. En cas de violation, l’indicateur d’erreur s’affiche en face des paramètres incorrects. Sélectionner l’indicateur d'erreur pour afficher plus d'informations concernant l'erreur.
Le basculement entre les stratégies peut être à l'origine de l'affichage de l'indicateur d'erreur. Ceci indique que la combinaison choisie est invalide et doit être corrigée.
Pour plus d'informations sur STwrench, voir le guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01).
Nom du paramètre | Condition | Description | Valeur par défaut |
|---|---|---|---|
Cible | Sélectionner la cible à partir du menu déroulant. Couple, Angle, Couple ou Angle. | Couple | |
Couple cible |
| Définition du couple cible pour l'étape de serrage. | 0 Nm |
Angle cible | Cible = Angle | Définition de l’angle cible pour l'étape de serrage. | 360° |
Limites de couple | Cible = Couple | Sélection à l'aide d'un commutateur. Position Auto ou Manuel. |
|
Torque min (couple mini.) | Limites de couple = Manuel | Valeur de couple pour la limite inférieure | 0 Nm |
Torque max (couple maxi.) | Limites de couple = Manuel | Valeur de couple pour la limite supérieure | 0 Nm |
Angle limits (limites d'angle) | Cible = Angle | Sélection à partir d'un menu déroulant. Les options de paramètres sont les suivantes : Auto ou Manuel. Il est possible de sélectionner des valeurs d'angle maximum et minimum. | |
Angle limits (limites d'angle) | Cible = Couple | Sélection à partir d'un menu déroulant. Les options de paramètres sont les suivantes : Arrêt : Limite d'angle non surveillée. À partir de l'approche terminée : À partir de l'approche terminée : la fenêtre de surveillance est instaurée à partir du moment où le Couple d'approche terminée est atteint. Depuis le couple : La fenêtre de surveillance est instaurée à partir du moment où la valeur de couple spécifiée est atteinte. | |
Couple de surveillance d'angle final |
| Valeur de couple à partir de laquelle les limites d'angle sont surveillées. | 18,75 Nm |
Angle min (angle mini.) | Limites d'angle = Marche ou Manuellement | Limite inférieure de la valeur d'angle | 324° |
Angle max (angle maxi.) | Limites d'angle = Marche ou Manuellement | Limite supérieure de la valeur d'angle | 396° |
Limite de recherche d'angle | Limites d'angle = Manuellement | ||
Mesure du couple à |
| Sélection à partir d'un menu déroulant. Les options de paramètres sont les suivantes : Valeur de couple maxi Value at peak angle (valeur pour l'angle crête) |
|
NOK sur valeur finale inférieure à la cible |
| Sélection à l'aide d'un commutateur. Position Marche ou Arrêt. | Arrêt |
Limite de changement de vis |
| 50 Nm |
Nom du paramètre | Condition | Description | Valeur par défaut |
|---|---|---|---|
Point de compensation du couple | Compensation du couple = Marche | 0° | |
Distance de couple de traînée | Compensation du couple = Marche | 360° | |
Intervalle de couple de traînée | Compensation du couple = Marche | 180° | |
Surveillance de retard | Compensation du couple = Marche | 0° | |
Torque min (couple mini.) | Compensation du couple = Marche | Valeur de couple pour la limite inférieure | 1 Nm |
Torque max (couple maxi.) | Compensation du couple = Marche | Valeur de couple pour la limite supérieure | 20 Nm |
Valeur de compensation | Compensation du couple = Marche | Sélection à partir d'un menu déroulant. Les options de paramètres sont les suivantes : Couple moyen Peak torque (Couple de crête) |
Dévissage STwrench
Les paramètres présentés dans les tableaux sont disponibles si l'une des stratégies STwrench est utilisée. Il existe plusieurs combinaisons de stratégies. Certains paramètres sont disponibles uniquement pour certaines stratégies et ne seront pas visibles dans les autres stratégies.
Les règles de paramètres sont vérifiées de manière automatique. En cas de violation, l’indicateur d’erreur s’affiche en face des paramètres incorrects. Sélectionner l’indicateur d'erreur pour afficher plus d'informations concernant l'erreur.
Le basculement entre les stratégies peut être à l'origine de l'affichage de l'indicateur d'erreur. Ceci indique que la combinaison choisie est invalide et doit être corrigée.
Pour plus d'informations sur STwrench, voir le guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01).
Nom du paramètre | Condition | Description | Valeur par défaut |
|---|---|---|---|
Limite de dévissage | Si ce paramètre est réglé sur une valeur supérieure à 0, Power Focus vérifie si un couple négatif dépassant cette valeur est appliqué lors du serrage. Dans ce cas, l'état général du serrage est marqué comme NOK. Cette fonction est lancée lorsque la clé atteint Démarrage du cycle (avant de commencer le serrage, un dévissage est autorisé et ne donne pas de résultat). Cette fonction est utilisée pour détecter un dévissage indésirable à la fin d'un serrage (par exemple, lorsque la clé est désengagée de l'assemblage). | 0 Nm |
Paramètres de l'étape d'arrêt STwrench
Les paramètres présentés dans les tableaux sont disponibles si l'une des stratégies STwrench est utilisée. Il existe plusieurs combinaisons de stratégies. Certains paramètres sont disponibles uniquement pour certaines stratégies et ne seront pas visibles dans les autres stratégies.
Les règles de paramètres sont vérifiées de manière automatique. En cas de violation, l’indicateur d’erreur s’affiche en face des paramètres incorrects. Sélectionner l’indicateur d'erreur pour afficher plus d'informations concernant l'erreur.
Le basculement entre les stratégies peut être à l'origine de l'affichage de l'indicateur d'erreur. Ceci indique que la combinaison choisie est invalide et doit être corrigée.
Pour plus d'informations sur STwrench, voir le guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01).
Nom du paramètre | Condition | Description | Valeur par défaut |
|---|---|---|---|
Temps de cycle final | Il est appliqué lorsque le couple passe en dessous du début du cycle et atteint la troisième valeur en pourcentage fixée sur les LED de STwrench. | 100 ms |
Stratégie d’outil à impulsions
Cette stratégie peut être sélectionnée si la version du coffret prend en charge le programme de serrage. Les outils à impulsions peuvent atteindre un couple plus élevé que les outils à rotation continue.
Dans cette section
Programme de serrage par impulsions
Démarrage
Au cours de la phase de démarrage, l'outil tourne de manière continue, sans impulsion.
Nom du paramètre | Description |
|---|---|
Démarrage en douceur | Permet de définir la vitesse de l'outil, l'angle et le couple maximum pour faciliter l'entrée de la vis dans le filetage. Sélectionné par les boutons radio. Off (Arrêt) : le démarrage en douceur est arrêté. On (Marche) : le démarrage en douceur est activé. |
Régime | Définit la vitesse de l'outil pendant le démarrage en douceur. |
Durée | Définit la durée du Démarrage en douceur. |
Angle | Définit l'angle cible auquel la broche doit tourner pour que la vis puisse entrer dans le filetage. |
Torque max (couple maxi.) | Définit la limite supérieure de couple pendant le démarrage en douceur. Si le Couple maxi. est dépassé, le serrage est considéré comme NOK. |
Détection de resserrage | Précoce : Arrête immédiatement le serrage si une vis/un boulon déjà serré est détecté. Le serrage sera considéré NOK. Nécessite l’activation de Démarrage en douceur. Terminé : même en cas de détection d'une vis ou d'un boulon déjà serrés, le serrage ne se termine pas tant que toutes les étapes de serrage n'ont pas été exécutées. Le serrage sera considéré NOK. Pour permettre la détection d'un resserrage lorsque l'on n'utilise pas le démarrage en douceur, il faut sélectionner l'option Détection de resserrage terminé. L'option Détection de resserrage terminé ne va pas arrêter le serrage avant que toutes les étapes de celui-ci aient été exécutées. Le serrage sera considéré comme un resserrage si la vitesse n'atteint jamais la moitié de la vitesse d'approche. Une erreur de resserrage sera alors signalée. Off (Arrêt) : Aucune détection de resserrage n'est exécutée. La combinaison Démarrage en douceur = Arrêt et Resserrage = Précoce n'est pas autorisée. |
Positif | La compensation de l'angle réel (TrueAngle) peut détecter la rotation de l'outil et générer des compensations d'angle dans les limites définies. |
Négatif | La compensation de l'angle réel (TrueAngle) peut détecter la rotation de l'outil et générer des compensations d'angle dans les limites définies. |
Utiliser le réglage accessoire | Le réglage fin de l'accessoire est sélectionné à l'aide des boutons radio. |
Rapport d’engrenage | Vitesse de rotation de prise d'outil = Vitesse de l'outil / rapport d'engrenage |
Réglage d'efficacité | Par exemple, 0,9 signifie 10% de perte d'efficacité |
Approche
Pendant le visage libre, l'outil peut être soit en rotation continue, s'il est doté d'un moteur à vitesse constante, soit en mode Impulsions. La sélection est faite en fonction du couple prévu et des limites de couple indiquées dans la configuration.
Nom du paramètre | Description |
|---|---|
Approche à vitesse élevée | L'étape d'approche peut être réalisée à vitesse élevée afin de limiter au strict minimum le temps nécessaire tout en évitant un dépassement. Ceci s'opère en laissant l'outil tourner à une vitesse plus élevée pour une longueur de l'angle spécifique. Lorsque cet angle est atteint, l'outil passe à la vitesse inférieure spécifiée dans le paramètre Vitesse d'approche . Disponible uniquement pour les outils SRB. Longueur : par défaut 3 600°, maximum 99 999° Vitesse : La Vitesse maxi. de l'outil doit être supérieure à la Vitesse d'approche (tr/min). |
Vitesse d'approche | La vitesse d'approche peut être définie comme valeur MaxI. Ou peut être définie Manuellement. Si la vitesse d'approche est définie Manuellement ; saisir la vitesse de l'outil en tr/min. |
Limites d'angle d'approche | Off (Arrêt) : Les limites d'angle d'approche sont désactivées. Depuis la gâchette : Les limites d'angle d'approche sont mises en Marche. Le système commence à surveiller l'angle de serrage dès que la gâchette de l'outil est pressée et signale si les limites d'angle ne sont pas respectées. Depuis le couple : Les limites d'angle d'approche sont mises en Marche. Le système commence à surveiller l'angle de serrage à partir de la valeur de couple spécifiée et signale si les limites d'angle ne sont pas respectées. |
Couple de surveillance de l'angle d'approche | Valeur de couple à partir de laquelle les Limites d'angle d'approche sont définies. |
Angle min (angle mini.) | Valeur d'angle pour la limite inférieure d'angle à partir du point de démarrage. |
Angle max (angle maxi.) | Valeur d'angle pour la limite supérieure d'angle à partir du point de démarrage. |
Time min (temps mini.) | Durée minimale de l'étape. |
Time max (temps maxi.) | Durée maximale de l'étape. |
Limites d'impulsion de vissage libre | Sélectionner à partir d'un menu contextuel : Off (Arrêt) : les limites d'impulsions d'approche sont désactivées. Depuis la gâchette : les limites d'impulsions d'approche sont activées. Le système commence à surveiller les impulsions dès que l'on presse la gâchette de l'outil et signale les limites d'impulsions non respectées. Depuis le couple : les limites d'impulsions d'approche sont activées. Le système commence à surveiller les impulsions à partir de la valeur de couple spécifiée et signale les limites d'impulsions non respectées. |
Couple de surveillance d'impulsion de visage libre | Valeur de couple à partir de laquelle les Limites d'impulsions de vissage libre sont définies. La valeur doit être supérieure au Couple maximum continu. |
Impulsions minimum | Nombre minimum d'impulsions pour atteindre le Couple de fin de vissage libre. |
Impulsions maximum | Nombre maximum d'impulsions pour atteindre le Couple de fin de vissage libre. |
Couple d'approche terminée | Définit la valeur de couple pour laquelle le point d'ajustement est atteint et pour laquelle le vissage libre est terminé. Le programme procède au serrage et démarre en mode Impulsions, si ce mode n'a pas déjà été choisi pendant le vissage libre. |
Serrage
Nom du paramètre | Description |
|---|---|
Couple cible | Couple cible final pour le serrage. |
Énergie d'impulsion | Énergie d'impulsion fournie au cours de l'impulsion active exprimée en pourcent de l'énergie maximum que l'outil peut fournir avec chaque impulsion. |
Facteur d'ajustement de la force de réaction | Énergie fournie par l'outil, exprimée en pourcentage. Le Facteur d'ajustement de la force de réaction repose sur l'énergie active et se traduit par une réaction confortable. |
Facteur de corrélation de couple résiduel | Le terme Facteur de corrélation du couple résiduel est similaire à un étalonnage et s'ajuste entre le couple dynamique mesuré par l'outil électrique et le couple résiduel mesuré par un outil de contrôle. |
Limites de couple | Les limites peuvent être sélectionnées Automatiquement ou Manuellement. |
Torque min (couple mini.) | Couple minimum de l'étape. |
Torque max (couple maxi.) | Couple maximum de l'étape. |
Angle limits (limites d'angle) | Arrêt : Limites d'angle désactivées. À partir du vissage libre terminé : Limites d'angle activées. Le système commence à surveiller l'angle de serrage dès que le Vissage libre est terminé et signale si les limites d'angle ne sont pas respectées. Depuis le couple : Les Limites d'angle d'approche sont mises en Marche. Le système commence à surveiller l'angle de serrage à partir de la valeur de couple spécifiée et signale si les limites d'angle ne sont pas respectées. |
Couple de surveillance de l'angle d'approche | Valeur de couple à partir de laquelle les Limites d'angle de vissage libre sont surveillées. |
Angle min (angle mini.) | Valeur d'angle pour la limite inférieure d'angle à partir du point de démarrage. |
Angle max (angle maxi.) | Valeur d'angle pour la limite supérieure d'angle à partir du point de départ. |
Time min (temps mini.) | Durée minimale de l'étape. |
Time max (temps maxi.) | Durée maximale de l'étape. |
Limites d'impulsion | Off (Arrêt) : Pas de surveillance de limites d'impulsion. À partir de l'approche terminée : La surveillance commence quand le Couple de vissage libre terminé est atteint. Depuis le couple : La surveillance commence quand la valeur du couple spécifiée atteinte. |
Couple de surveillance d'impulsion finale | Valeur de couple à partir de laquelle les limites d'impulsion sont surveillées. |
Impulsions minimum | Nombre minimum d'impulsions pour atteindre la cible finale. |
Impulsions maximum | Nombre maximum d'impulsions pour atteindre la cible finale. |
Temps de détection de perte de couple prématurée | Un accroissement constant du couple est supposé quand on passe de l'approche au serrage. Un glissement de la douille ou une rupture de la tête de vis peuvent entraîner une diminution du couple. Ceci peut être détecté dans une fenêtre de surveillance. |
Serrage par impulsions avec des outils énergisés à entraînement direct
Le principe ci-dessous est applicable aux outils électriques à entraînement direct. Il est donc applicable aux outils Atlas Copco série SRB.
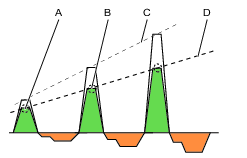
Le serrage par impulsions utilise des impulsions électriques pour alimenter le moteur et présente deux caractéristiques distinctes :
Un courant actif qui ajoute un couple positif dans la direction de serrage.
Un courant réactif qui crée une réaction douce en appliquant un couple dans le sens inverse.
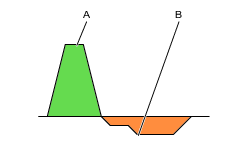
A | Impulsion active qui applique une force de serrage. |
B | Impulsion réactive pour desserrage confortable |
La figure montre le principe général de la stratégie par impulsions de courant. Les détails de la courbe sont fonction du type de l'outil et de l'algorithme de serrage.
La période de l'impulsion comporte deux phases, comme le montre l'illustration, l'une active l'autre réactive. Chaque impulsion active ajoute un couple au serrage jusqu'à ce que la cible finale soit atteinte. Chaque impulsion réactive crée une force inverse qui fournit une réaction confortable.
Les niveaux énergétiques des phases actives et réactives sont paramétrables. L'association de ces deux paramètres crée un serrage efficace accompagné d'un confort de travail pour l'opérateur.
Serrage avec utilisation du programme TensorPulse
Le principe ci-dessous est applicable aux outils électriques à entraînement direct. Il est donc applicable aux outils Atlas Copco série SRB.
À la fin de chaque période d'impulsion, le couple exercé sur la vis est accru. Après une série d'impulsions, le couple cible est atteint.
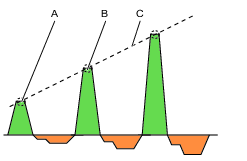
A | Énergie maximum positive dans l'impulsion N |
B | Énergie maximum positive dans l'impulsion N+1 |
C | Accroissement de l'énergie (couple) |
Les niveaux énergétiques des phases actives et réactives sont paramétrables. L'association de ces deux paramètres crée un serrage efficace accompagné d'un confort de travail pour l'opérateur. Il est possible de définir la quantité d'énergie dans les deux phases comme un pourcentage de l'énergie maximum qui peut être fournie au cours de chaque période :
Énergie d'impulsion ; quantité d'énergie appliquée par chaque impulsion active en pourcent de l'énergie maximum qui peut être appliquée au cours de la période d'une impulsion. La valeur est comprise entre 10 et 100%.
Facteur de rétention de la force de réaction ; quantité d'énergie appliquée par chaque impulsion réactive en pourcent de l'énergie maximum qui peut être appliquée au cours de la période d'une impulsion. La valeur est comprise entre 0 et 75%.
A | Énergie positive réduite dans l'impulsion N |
B | Énergie positive réduite dans l'impulsion N+1 |
C | Courbe résultante du couple en utilisant l'énergie maximum de l'impulsion. |
D | Courbe résultante du couple en utilisant l'énergie réduite de l'impulsion. |
Une petite Énergie d'impulsion (énergie réduite) exige plus d'impulsions pour atteindre le couple cible du fait que le couple croît par petites valeurs. Ces petites valeurs fournissent une plus grande précision en fin de serrage lorsque la cible est toute proche. Les faibles impulsions diminuent les mouvements de l'outil et augmentent le confort de l'opérateur.
Si le Facteur de rétention de force de réaction est correctement réglé, le confort de l'opérateur peut être atteint. Si ce facteur est trop grand, l'opérateur ressent une rotation horaire de l'outil. Si ce facteur est trop faible, l'opérateur ressent une rotation antihoraire de l'outil.
Dans la configuration idéale, l'énergie réactive ne crée aucune force de desserrage. Si la quantité d'impulsions pour atteindre la cible augmente, cela veut dire que chaque impulsion est trop élevée et qu'un petit desserrage accompagne chacune.
Les valeurs optimales d'Énergie d'impulsion et de Facteur de rétention de force de réaction doivent être telles que les performances soient maximales tandis que l'opérateur travaille confortablement.
Programme de serrage à impulsion à une seule étape
Approche
Nom du paramètre | Condition | Description | Valeur par défaut |
|---|---|---|---|
Vitesse d'approche | Sélectionné par les boutons radio. La vitesse de vissage libre peut être sélectionnée Automatiquement ou Manuellement. | Maxi. | |
Vitesse d'approche | Vitesse de vissage libre = Manuel | Définit la vitesse de l'outil lors du vissage libre. | |
Limites de temps de vissage libre | Sélectionner à partir d'un menu contextuel : Arrêt : Limites de temps de vissage libre désactivées. Depuis la gâchette : Limites de temps de vissage libre activées. Le système commence à surveiller les temps dès qu'une pression est exercée sur la détente de l'outil et signale si les limites de temps ne sont pas respectées. Depuis le couple : Limites de temps de vissage libre activées. Le système commence à surveiller les temps à partir de la valeur de couple spécifiée et signale si les limites de temps ne sont pas respectées. | Arrêt | |
Couple de surveillance de temps de vissage libre | Limites de temps de vissage libre= du couple | Valeur de couple à partir de laquelle les Limites de temps de vissage libre sont surveillées. | |
Time min (temps mini.) | Limites de temps de vissage libre = Marche | Temps minimum alloué au vissage libre. | 10 ms |
Time max (temps maxi.) | Limites de temps de vissage libre = Marche | Temps maximum alloué au vissage libre. | 5000 ms |
Limites d'impulsion de vissage libre | Sélectionner à partir d'un menu contextuel : Arrêt : Limites d’impulsion de vissage libre désactivées. Depuis la gâchette : Limites d’impulsion de vissage libre activées. Le système commence à surveiller les impulsions dès que l'on presse la gâchette de l'outil et signale les limites d'impulsions non respectées. Depuis le couple : Limites d’impulsion de vissage libre activées. Le système commence à surveiller les impulsions à partir de la valeur de couple spécifiée et signale les limites d'impulsions non respectées. | Arrêt | |
Couple de surveillance d'impulsion de visage libre | Limites des impulsions de vissage libre = du couple | Valeur de couple à partir de laquelle les Limites d'impulsions de vissage libre sont définies. | 2,5Nm |
Impulsions minimum | Limites d'impulsions de vissage libre = Marche | Nombre minimum d'impulsions pour atteindre la cible. | 2 |
Impulsions maximum | Limites d'impulsions de vissage libre = Marche | Nombre maximum d'impulsions pour atteindre la cible. | 50 |
Couple d'approche terminée |
| Définit la valeur de couple pour laquelle le point d'ajustement est atteint et pour laquelle le vissage libre est terminé. | 5Nm |
Serrage
Nom du paramètre | Condition | Description | Valeur par défaut |
|---|---|---|---|
Couple cible | Couple cible final pour le serrage. | ||
Énergie d'impulsion | Énergie d'impulsion fournie au cours de l'impulsion active exprimée en pourcent de l'énergie maximum que l'outil peut fournir avec chaque impulsion. | ||
Facteur de corrélation de couple résiduel | Le terme Facteur de corrélation du couple résiduel est similaire à un étalonnage et s'ajuste entre le couple dynamique mesuré par l'outil électrique et le couple résiduel mesuré par un outil de contrôle. | 100% | |
Limites de couple | Sélectionné par les boutons radio. Les limites peuvent être sélectionnées Automatiquement ou Manuellement. | ||
Torque min (couple mini.) | Limites de couple = Manuel | Couple minimum de l'étape. | |
Torque max (couple maxi.) | Limites de couple = Manuel | Couple maximum de l'étape. | |
Limites de temps | Sélectionner à partir d'un menu contextuel : Arrêt : Limites de temps désactivées. À partir de l'approche terminée : Limites de temps activées. Le système commence à surveiller le temps dès que le point approche terminée est atteint et signale les limites de temps non respectées. Depuis le couple : Limites de temps activées. Le système commence à surveiller les temps à partir de la valeur de couple spécifiée et signale si les limites de temps ne sont pas respectées. | Arrêt | |
Couple avec surveillance de temps | Limites de temps = du couple | Valeur de couple à partir de laquelle les Limites de temps sont surveillées. | |
Time min (temps mini.) | Limites de temps = Marche | Temps minimum alloué au serrage. | 10 ms |
Time max (temps maxi.) | Limites de temps = Marche | Temps maximum alloué serrage. | 1000 ms |
Limites d'impulsion | Sélectionner à partir d'un menu contextuel : Arrêt : Pas de surveillance de limites d'impulsion. À partir de l'approche terminée : La surveillance commence quand le Couple de vissage terminé est atteint et signale si le nombre d'impulsions est hors des limites. Depuis le couple : La surveillance commencer quand le couple spécifié est atteint et signale si le nombre d'impulsions est hors des limites. | Arrêt | |
Couple de surveillance d'impulsion finale | Limites des impulsions = du couple | Valeur de couple à partir de laquelle les limites d'impulsion sont surveillées. | |
Impulsions minimum | Limites d'impulsions = Marche | Nombre minimum d'impulsions pour atteindre la cible finale. | 2 |
Impulsions maximum | Limites d'impulsions = Marche | Nombre maximum d'impulsions pour atteindre la cible finale. | 50 |
Temps de détection de perte de couple prématurée | Un accroissement constant du couple est supposé quand on passe de l'approche au serrage. Un glissement de douille ou une rupture de vis peut entraîner une diminution du couple. Ceci peut être détecté dans une fenêtre de surveillance. | 200 ms |
Rotation
La stratégie Rotate (rotation) est principalement une stratégie conçue à des fins d'essai et de démonstration. Lorsque l'on laisse l'outil tourner librement, la douille tourne à l'angle spécifié en utilisant le couple le plus bas possible.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Target speed (vitesse cible) | Vitesse cible pour la stratégie de rotation. |
|
<Target speed> | Vitesse manuelle de l'outil pendant la stratégie de rotation. | 16,5 % de la vitesse maxi. de l'outil |
Angle cible | Angle de rotation de la broche. | 360° |
Résultat externe
Résultat externe est une stratégie utilisée quand un serrage OK est indiqué par un signal numérique externe (et non par des valeurs de couple ou d’angle mesurées au cours du serrage).
Lorsque le signal est envoyé, la vue des Résultats affichera la valeur du paramètre cible fourni dans le programme de serrage (valeur du couple de serrage spécifié, valeur de l’angle ou chaîne de texte). Ces valeurs (couple et angle) ne représentent pas les valeurs réelles mesurées, mais seulement le texte inséré.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Couple <Couple cible> | Valeur numérique correspondant à la valeur de la consigne de couple que l'on souhaite afficher | 0,00 |
Angle <Angle cible> | Valeur numérique correspondant à la valeur de consigne d'angle que l'on souhaite afficher | 360° |
Texte | Chaîne alphanumérique pour le texte affiché désiré. |
|
Dans cette section
Exécuter la Stratégie de serrage Résultat externe avec un outil connecté
À l’écran d’accueil, sélectionner l'onglet Serrage. Créer ensuite un programme de serrage avec la stratégie Résultat externe.
Retourner à l’écran d’accueil et sélectionner l'onglet Poste de travail virtuel.
Dans la fenêtre Licences, la fonctionnalité Stratégie de serrage Résultat externe avec un outil connecté requiert qu’une licence soit affectée et utilisée par un poste de travail virtuel.
Dans la fenêtre Outil, sélectionner l'outil nécessaire. Sélectionner ensuite la configuration de l’outil.
Dans la fenêtre Tâche, sélectionner le programme de serrage avec une stratégie Résultat externe.
Envoyer le signal EXTERNAL_OK au Poste de travail virtuel.
Sélectionner le bouton Aller au résultat pour afficher les résultats.
Les résultats sont envoyés depuis la configuration de l'outil pour l’outil connecté vers le Poste de travail virtuel.
Informations pertinentes
Programme de serrage et Signalement des erreurs de validation
Le programme de serrage est automatiquement validé avec les règles de paramètres et les propriétés de l'outil dès que de nouvelles valeurs sont saisies ou lorsque des modifications sont apportées. Si une erreur est détectée au cours de la validation, elle est signalée avec une description.
Dans cette section
Signalement des erreurs de validation
Si la validation renvoie une erreur, celle-ci s'affiche avec une icône placée à côté du ou des paramètres provoquant l'erreur. Lorsque l'on appuie sur l'icône, une brève description de l'erreur est fournie.
Exemple (voir l'image) :
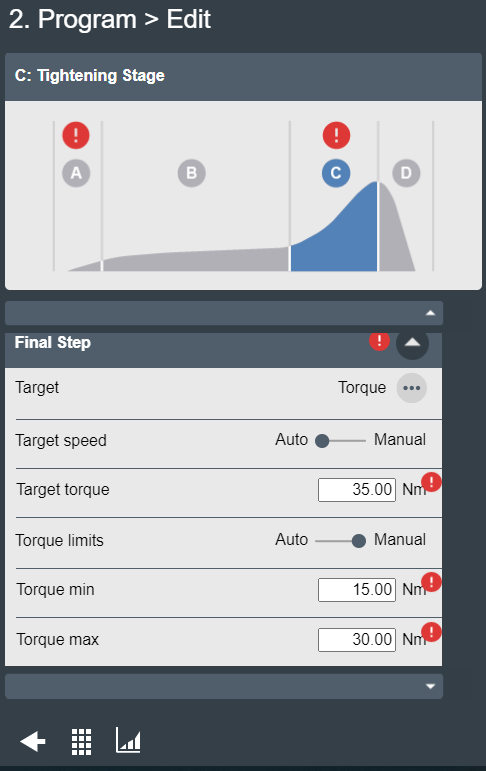
Le Couple cible est réglé à 25 Nm avec les limites de couple final suivantes : un Couple mini. de 23,75 Nm et un Couple maxi. de 24,5 Nm (cette valeur est masquée par la fenêtre contextuelle sur l'image).
Lorsque l'on appuie sur l'icône d'erreur de validation à côté du paramètre Couple maxi., une brève description de l'erreur est fournie, indiquant que le Couple cible est supérieur au Couple maxi. (Couple maxi. <= Couple cible).
Pour y remédier, ajuster la valeur du Couple maxi. de telle sorte qu'elle soit supérieure au Couple cible. L'icône de l'erreur va alors disparaître.
Validation d'un outil avec un programme de serrage
Dans le menu Serrage, choisir la bibliothèque des programmes de serrage ou la bibliothèque des programmes MultiStep. Si nécessaire, sélectionner un programme spécifique dans la liste. Noter qu'il est possible d'opérer une validation aussi bien pour toute la liste des programmes que pour des programmes individuels.
Sélectionner l'icône valider le programme dans le coin supérieur droit de l’écran.
Dans la fenêtre contextuelle, choisir l'outil par rapport auquel le programme de serrage doit être validé, puis sélectionner Valider.
Si un programme de serrage n'est pas compatible avec l'outil sélectionné, ceci sera indiqué par un cercle rouge avec un point d'exclamation.
Tableau de compatibilité des outils avec le Programme de serrage
La disponibilité de stratégies de serrage dépend des licences installées sur le coffret.
Stratégies de serrage | ES | ST | STR | SR | SB+ | ETT | SL (basse tension) | QST | STB | SRB 2,0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | SRB-HA | TBP / TBP-S | STW | Outil externe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Two step | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Quick step | X | X | X | X | X | X | X | X | X | X | X | X | - | - | - |
Three step | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Turbo Tight | X | - | X | X* | - | X | - | - | - | X | X | - | - | - | - |
Rotation | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Résultat externe | X | X | X | X | X | X | X | X | X | X | X | X | X | - | X |
Tensor Pulse | - | - | - | - | - | - | - | - | - | X | X | - | - | - | - |
Impulsion - étape unique | - | - | - | - | - | - | - | - | - | - | - | - | X | - | - |
Wrench production | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
Wrench quality | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
*Disponible uniquement pour SR31
Fonctionnalités de serrage | ES | ST | STR | SR | SB+ | ETT | SL (basse tension) | QST | STB | SRB 2,0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | TBP / TBP-S | STW | Outil externe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
True Angle | - | - | X | - | - | X | - | - | - | - | - | - | - | - |
Programmes MultiStep
Les fonctionnalités du coffret, comme les Stratégies de serrage à faible réaction et les fonctions couvrant tous les aspects du coffret, parmi d'autres, requièrent que les licences soient distribuées à travers le Système de gestion des fonctionnalités (FMS). Alors que la configuration des fonctionnalités est possible sans licences spécifiques, l'attribution et l'utilisation de ces fonctionnalités nécessitent l'installation de la licence correcte sur le coffret. Se référer à Licences (FMS) pour de plus amples informations sur les licences.
Un serrage MultiStep est un serrage réalisé en plusieurs étapes. Le nombre et le type d'étapes varient en fonction du serrage à réaliser. Un programme de serrage MultiStep est hautement configurable, y compris au niveau de la fonction de surveillance et des restrictions.
Dans cette section
IGU de MultiStep
Les programmes de serrage MultiStep ne peuvent être modifiés que dans l'interface graphique Web.
L’interface des programmes MultiStep peut être divisée en trois zones principales.
En haut, vous trouverez un menu déroulant contenant les propriétés du programme de serrage MultiStep. Vous y trouverez des propriétés générales à remplir, telles que le nom du programme, le dispositif de surveillance globale du programme et la validation.
À droite, vous trouverez trois onglets contenant les étapes, les dispositifs de surveillance et les restrictions pouvant être utilisés pour créer le programme MultiStep. Pour utiliser l'un ou l’autre de ces éléments, cliquez sur l'onglet approprié puis faites glisser l'élément de la liste vers la zone de serrage. Selon sa fonction, déposez l'article entre le début et la fin du programme (pour les étapes) ou sur une étape particulière (pour les dispositifs de surveillance et les restrictions).
La zone principale de l’interface est composée de la zone de serrage. Il s’agit de la zone comprenant toutes les étapes du programme de serrage. Utilisez la molette de la souris pour faire un zoom avant ou arrière sur la zone de serrage.
Dans le coin inférieur gauche de l'écran, il y a un bouton Copier le programme de serrage et un bouton Supprimer le programme de serrage.
Étapes de serrage
La disponibilité des étapes de serrage, des dispositifs de surveillance et des restrictions dépend de la licence installée sur le coffret.
Paramètres généraux
Les paramètres des étapes suivants sont communs à un grand nombre de types d'étapes. Les paramètres sont définis dans la fenêtre des propriétés d’étapes qui s’affichent lorsqu’une étape est sélectionnée dans le programme de serrage.
Paramètre | Description |
|---|---|
Nom | Nom de l’étape. |
Sens de rotation | Chaque étape de serrage peut aller vers l'avant, pour faire un serrage, ou vers l'arrière, pour desserrer légèrement la vis. Les flèches indiquent cette direction. De nombreuses étapes de serrage ont une direction vers l’avant qui ne peut pas être modifiée, comme par exemple Serrer à un angle donné ou Serrer à un couple donné. Les étapes telles que Desserrer à un angle donné ou Desserrer à un couple donné ont automatiquement une direction vers l’arrière. Le paramètre sens arrière n’est pas permis pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert. Le sens de serrage du programme de serrage doit être le même que le sens de serrage de l'outil à renvoi d'axe ouvert pour qu'un serrage puisse être exécuté. Il est possible d'affecter un programme de dévissage à un programme de serrage pour un outil à extrémité ouverte, mais si le commutateur de direction est réglé pour exécuter le programme de dévissage, l'outil sera verrouillé. |
Catégorie d'étape | Pour chaque étape, il est possible de choisir une catégorie d’étape. En sélectionnant la catégorie d’étape, les serrages NOK s'afficheront dans la vue de résultats d'événements et s'accompagneront de statuts détaillés et d’informations correspondant à l’erreur multistep en question. En l’absence de toute sélection, le statut détaillé sera configuré sur « erreur Multistep non catégorisée ». Les statuts détaillés peuvent être personnalisés. |
Fenêtre d'angle | Un assemblage est jugé Dur si la vis est serrée à son couple maximum et pivote de 30 degrés (ou moins) après avoir été bien serré. Un assemblage Élastique pivote de 720 degrés ou plus après avoir été serré à son point d’ajustement. Le paramètre de dureté définit la Fenêtre d'angle pour le calcul de la pente. Plus l’assemblage est rigide, plus la fenêtre d'angle est réduite. |
Montée en régime / Accélération (Disponible uniquement dans ToolsTalk 2) | Pour la plupart des étapes, il est possible de spécifier comment accélérer jusqu'au régime cible. Il existe trois réglages différents : dur, souple et manuel. L’accélération définie sera utilisée au démarrage de toute étape. Même si l'outil fonctionne déjà à un régime donné au début de l’étape, la montée en régime sera quand même utilisée pour accélérer jusqu’au régime cible de l’étape. Cela sera le cas même si le régime au début de l'étape est supérieur ou inférieur au régime cible |
Montée en régime - modes Dur et Souple |
|
Montée en régime - Mode manuel |
|
Utilisation des changements de régime | De 1 à 5 déclenchements d'angle ou déclenchements de couple peuvent être définis pendant une étape, lorsque le régime changera. Au sein d’une même étape, tous les déclencheurs de changement de vitesse sont basés sur la même propriété, c’est à dire soit le couple, soit l’angle. Ils ne peuvent pas être mélangés au sein d’une même étape. Les Couples de déclenchement et les Angles de déclenchement doivent être inférieurs à l’étape cible, en fonction du type d’étape et du type de déclenchement. Le déclenchement de couple et le régime de couple valident également le couple maxi et le régime maxi de l’outil. Un indicateur d’avertissement ou d’erreur se manifeste chaque fois que les paramètre de changement de vitesse dépassent les valeurs maximales de l’outil ou les valeurs maximales de l’étape. Les Couples de déclenchement et les Angles de déclenchement doivent être inférieurs à l’étape cible, en fonction du type d’étape et du type de déclenchement. Le déclenchement de couple et le régime de couple valident également le couple maxi et le régime maxi de l’outil. Un indicateur d’avertissement ou d’erreur se manifeste chaque fois que les paramètre de changement de vitesse dépassent les valeurs maximales de l’outil ou les valeurs maximales de l’étape. Il est possible de forcer les étapes vers l’outil lorsqu’un programme de serrage comporte un avertissement, mais pas quand un programme de serrage comporte un indicateur d’erreur (défaut). Les changements de régime seront ajoutés dans le champ Configuration. Pour ajouter un changement de régime : Dans la boîte de dialogue d’une étape qui peut avoir des changements de régime, sélectionner Ajouter un changement de régime. Ensuite, sélectionner une plage d'angle ou une plage de couple.
|
Type de frein | Le comportement de freinage d'un programme de serrage Multistep peut être contrôlé à deux endroits possibles du programme : dans une étape précédant l'inversion du sens de serrage, et/ou au moment de la dernière étape du programme de serrage. À d'autres emplacements du programme de serrage, les paramètres de freinage ne sont pas disponibles dans les réglages généraux de l'étape. Le freinage peut être réglé sur Ergo stop ou Inertie. Inertie arrêtera complètement l'outil, alors que Ergo stop permettra un ralentissement plus ergonomique du serrage. L’Inertie ne comporte pas de paramètres supplémentaires. Paramètres Ergo stop :
|
Les étapes de serrage suivantes ne sont pas prises en charge pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert :
A - Serrer jusqu'à l’angle / Desserrer jusqu'à l’angle
TrR - Desserrer pour déclencher le désembectage
T - Serrer au couple / Desserrer au couple
E - Engager
SR - Désembectage de la douille
DT - Serrer à DynaTork
TPT - TensorPulse Serrer au couple / Desserrer au couple
IT - Impulsion Serrer au couple / Desserrer au couple
Paramètres des courbes
Lorsque la configuration des courbes est activée au niveau du programme, la résolution des courbes peut être configurée au niveau des étapes. Le paramètre pour Paramètre des courbes définit la manière dont l’échantillonnage doit être effectué sur chaque étape spécifique.
Paramètre | Description |
|---|---|
Paramètre des courbes |
|
Durée de l’échantillon | Choisir la durée de l’échantillon dans le menu déroulant (0,25 - 1 000 ms) |
Angle de l’échantillon | Choisir l’angle de l’échantillon dans le menu déroulant (0,25 - 20 degrés) |
Avec cet enregistrement de courbe, les taux d'échantillonnage ne seront pas les mêmes dans toutes les étapes, mais le taux d'échantillonnage dépend de la configuration dans chaque étape. Cela signifie que la courbe est divisée en une courbe pour chaque étape.
Le nombre maximum d’échantillons dans une courbe est de 4096.
Si un serrage produit plus de 4096 valeurs, un sous-échantillonnage aura lieu. Pour ce faire, on retire un échantillon de courbe sur deux de l'ensemble du serrage et on poursuit l'enregistrement avec la moitié de la résolution. Ce processus sera répété chaque fois que la limite de 4096 échantillons sera atteinte.
Si plus de 2048 au total ont été enregistrés, ce processus aboutira à une courbe entre 2048 et 4096 échantillons.
Si la limite de 4096 échantillons est atteinte, les durées d'échantillonnage des courbes configurées ne seront plus respectées. Au lieu de cela, les temps d'échantillonnage seront doublés ou quadruplés, etc., en fonction du nombre de fois où le sous-échantillonnage a eu lieu. Comme toutes les étapes sont sous-échantillonnées, la relation entre les étapes reste cependant la même. Si une étape a été configurée avec un temps d'échantillonnage double par rapport à une autre étape, ce sera toujours le cas dans la courbe finale, quel que soit le nombre de fois où un sous-échantillonnage a eu lieu.
Si plus de 4096 échantillons sont enregistrés, les durées d'échantillonnage des courbes configurées ne seront plus respectées. Au lieu de cela, les temps d'échantillonnage seront doublés ou quadruplés, etc., en fonction du nombre de fois où le sous-échantillonnage a eu lieu. Comme toutes les étapes sont sous-échantillonnées, la relation entre les étapes reste cependant la même. Si une étape a été configurée avec un temps d'échantillonnage double par rapport à une autre étape, ce sera toujours le cas dans la courbe finale, quel que soit le nombre de fois où un sous-échantillonnage a eu lieu.
Canal des courbes | Remarque |
|---|---|
Couple | Disponible pour tous les outils équipés d'un capteur de couple |
Angle | Disponible pour tous les outils |
Second couple | Disponible uniquement pour les outils avec deux capteurs de couple |
Second angle | Disponible uniquement pour les outils avec deux capteurs d’angle |
Actuel | Disponible pour tous les outils |
Pente | Disponible si certaines étapes/restrictions/dispositifs de surveillance produisent des valeurs de pente |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 serrage synchronisé / Power Focus 8 serrage synchronisé | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A – Serrer jusqu'à l’angle / Desserrer jusqu'à l’angle
Outils |
|---|
ES STR SL ST SR QST STB IXB |
A – Serrer à l'angle
Cette étape fait fonctionner l'outil jusqu’à ce que l’angle cible soit atteint. L’angle cible est mesuré à partir du début du programme.
A – Dévisser à un angle donné
Cette étape fait fonctionner l'outil au régime choisi en sens inverse jusqu’à ce que l’angle cible soit atteint. L’angle cible est mesuré à partir du début du programme.
Cette étape n’est pas prise en charge pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert.
Paramètres
Paramètre | Description |
|---|---|
Angle cible | La cible d’angle. Doit être > 0 |
Vitesse | Par défaut : 60 tr/min. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Angle cible |
Microvidéo
C - Embrayage
Outils |
|---|
BCV BCP |
Cette étape exécutera l'outil avec la Vitesse programmée en direction avant jusqu'à ce que l'embrayage soit relâché. Lorsque l'outil à signalé le relâchement de l'Embrayage et que l'étape se terminera avec l'état OK.
Un programme de serrage utilisant l'étape Embrayage ne peut pas avoir d'autres étapes affectées.
Cette étape est valide uniquement pour les outils avec embrayage BCV-RE et BCP-RE.
Paramètre | Description |
|---|---|
Contrôle de la vitesse | Une vitesse ou deux vitesses |
Vitesse finale | Règle la vitesse finale du programme [tr/min] |
Montée en régime | Commutateur où la montée en régime peut être choisie [Dure, Douce] |
Resserrage | Détection de resserrage réglée sur Marche ou Arrêt |
Angle de resserrage | Règle l’angle de resserrage [*] |
CL - Embrayage Dévissage
Outils |
|---|
BCV BCP |
Cette étape exécutera l'outil avec la vitesse programmée en direction arrière jusqu'à ce que la gâchette de l'outil soit relâchée.
Un programme de dévissage utilisant l'étape Embrayage ne peut pas avoir d'autres étapes affectées.
Cette étape est valide uniquement pour les outils avec embrayage BCV-RE et BCP-RE.
Paramètre | Description |
|---|---|
Final | Règle la vitesse du programme [t/min] |
DI - Exécuter jusqu’à l’entrée numérique
Outils |
|---|
ES STR SL ST SR QST |
Cette étape exécute l’outil, dans le sens défini par le paramètre Sens, jusqu’à ce que l’entrée spécifiée par Sortie numérique augmente ou diminue en fonction de la valeur de Condition d'arrêt.
Paramètre | Description |
|---|---|
Direction | Avant ou arrière |
Entrée numérique | Il est possible de sélectionner l'une des entrées numériques locales suivantes sur le coffret :
|
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Condition d'arrêt |
|
Régime (tr/min) | Par défaut : 60 tr/min. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Disponible si Type de montée en régime est Manuel. Par défaut : 500 tr/min. |
Microvidéo
DT – Serrer à DynaTork
Outils |
|---|
ES STR SL ST SR QST STB |
Cette étape n’est pas prise en charge pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert.
Cette étape fait fonctionner l'outil au régime n en sens avant jusqu’à ce que le Couple cible soit atteint. L’outil maintient ensuite la constante actuelle au pourcentage DynaTork du Couple cible sur toute la durée DynaTork.
Pour éviter une surchauffe de l’outil, il est fortement recommandé de ne jamais faire fonctionner DynaTork à plus de 40 % du couple maximal de l’outil.
Paramètre | Description |
|---|---|
Couple cible | La cible de couple. Doit être > 0 |
Temps DynaTork | La durée pendant laquelle DynaTork sera activé. |
Pourcentage DynaTork | Le pourcentage de la Cible de couple. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Régime (tr/min) | Par défaut : 60 tr/min. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple cible |
B | Niveau de couple conservé durant Temps DynaTork |
C | Pourcentage de T |
D | Pourcentage de T |
E | Niveau de couple conservé durant Temps DynaTork |
F | Temps DynaTork |
Microvidéo
E - Engager
Outils |
|---|
ES STR SL ST SR QST IXB |
Cette étape n’est pas prise en charge pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert.
Cette étape fait fonctionner l’outil dans les deux sens jusqu’à ce que la douille s’engage sur la vis. L’étape se poursuit jusqu’à obtention du Couple cible ou de l’Angle cible, dans la mesure où Continuer si non engagé est réglé sur Oui. Si l’angle cible est atteint dans n’importe quel sens, le sens est inversé. Pour limiter le nombre de recherches effectuées, renseigner le champ Tentatives d’engagement maxi. Si le Couple cible est atteint dans n’importe quel sens, l’étape prend fin avec le statut OK.
Microvidéo
Ext - Résultat externe
Outils |
|---|
ES STR SL ST SR QST STB IXB BCP BCV Outil externe |
Résultat externe est une stratégie utilisée quand un serrage OK est indiqué par un signal numérique externe (et non par des valeurs de couple ou d’angle mesurées au cours du serrage). Ce signal externe peut être fourni par tout moyen capable de fournir un signal numérique dans le coffret (par exemple via le bus E/S).
Lorsque le signal est envoyé, la vue des résultats (données enregistrées) affichera la valeur du paramètre cible fourni dans le programme de serrage (valeur du couple de serrage spécifié, valeur de l’angle ou chaîne de texte). Ces valeurs (couple et angle) ne représentent pas les valeurs réelles mesurées, mais seulement le texte inséré.
Paramètre | Description |
|---|---|
Couple <Couple cible> | Valeur numérique pour la valeur de couple cible affichée. Par exemple, un signal pourrait provenir d’une clé à cliquet et afficher <Couple cible>. |
Angle <Angle cible> | La valeur numérique pour la valeur désirée de l’angle cible affichée. Par exemple, un signal pourrait provenir d’une clé à cliquet et afficher <Angle cible>. |
Texte | Chaîne alphanumérique pour le texte affiché désiré. Par exemple : « L'huile a été changée ». |
Clés dynamométriques MWR
Outils |
|---|
MWR |
Clé dynamométrique est une étape spécialisée qui peut être uniquement utilisée conjointement avec la clé dynamométrique (MWR).
Cette étape ne peut pas être utilisée conjointement aux autres étapes. Aucune restriction ne peut être utilisée avec cette étape. Par défaut, cette étape compte trois éléments de surveillance : Couple de crête, angle de crête et Clic.
Paramètre | Description |
|---|---|
Limite de dévissage | Valeur numérique du couple négatif (c'est-à-dire du couple dans le sens du desserrage) à partir de laquelle le résultat du serrage est marqué NOK (faux sens de serrage (desserrage)) ; en Nm. |
Taille d'outil | Valeur numérique de la longueur spécifique de l'embout installé sur le MWR-TA ; en mm. |
Courbure de l'outil | Valeur numérique de l'embout installé sur le MWR-TA ; en °/Nm. |
Fenêtre d'angle de resserrage | Valeur numérique de l'angle pour déterminer si la vis a déjà été serrée si le couple est atteint ; en °. |
Taux angulaire max | Valeur numérique de la vitesse maximale à laquelle la vis peut être serrée ; en °/s. |
RD – Approche
Outils |
|---|
ES STR SL ST SR QST IXB |
La phase d'approche est la partie du serrage qui consiste à introduire la vis dans le filetage juste avant que la tête de la vis ne touche la surface sous-jacente et que le point d'ajustement soit atteint. Le couple requis pendant la phase d'approche n'engendre aucune force de serrage.
Cette étape fait fonctionner l'outil au régime en direction avant, et en fonction du Type d'approche, Couple ou de l’Ajustement, le comportement de l'étape sera le suivant :
Type d'approche : À un couple donné : L’étape s’arrête lorsque le couple cible spécifié est atteint.
Type d'approche : À un ajustement donné : Le calcul de la pente d'ajustement démarre au niveau du déclenchement de couple (Tt) spécifié. Si aucun déclenchement de couple n’est défini, le calcul de pente démarre au début de l’étape.
Le calcul de la pente s’effectue entre deux points d’angle séparés de Ad degrés et elle est calculée ainsi : (Tn – Tn-1) / (An – An-1) et dès que deux pentes consécutives sont plus grandes que la TSLOPE, le point d’ajustement est trouvé.
Paramètre | Description |
|---|---|
Type d'approche | Au couple donné ou À l’ajustement donné. |
Couple cible | Par défaut : « non défini ». Doit être > 0 |
Vitesse | Par défaut : 60 tr/min. Doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Couple de déclenchement | Si le Type d'approche est À l’ajustement donné, le champ Couple de déclenchement s’affiche. Par défaut : « non défini ». Doit être > 0 |
Angle delta | Si le Type d'approche est À l’ajustement donné, le champ Angle delta s’affiche. Par défaut : « 0 » Doit être > 0 |
Rapport de couple | Si le Type d'approche est À l’ajustement donné, le champ Rapport du couple s’affiche. Par défaut : « 0 » Doit être > 0 |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Point d’ajustement |
B | Delta angle |
C | Pente du couple |
D | Cible de couple |
E | Couple de déclenchement |
SR - Désembectage de la douille
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette étape n’est pas prise en charge pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert.
Cette étape fait fonctionner l'outil au régime n en sens inverse jusqu’à ce que l’angle cible soit atteint. L’angle cible est mesuré à partir du début du programme.
Cette étape peut seulement être utilisée comme étape finale du chemin de serrage d’un programme de serrage Multistep. Cependant, il est possible d’ajouter un point de synchronisation après cette étape.
Paramètre | Description |
|---|---|
Angle cible | La cible d’angle. Par défaut : 3 degrés , doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Vitesse | Par défaut : 60 tr/min. |
SZP - Définir la position zéro
Outils |
|---|
ES STR SL ST SR QST |
L'étape Définir la position zéro envoie le signal Définir la position zéro à l'outil. La position est répétée une fois tous les 360 degrés.
Avec les étapes Dévisser à la Position Zéro ou Serrer à la Position Zéro, il est possible de replacer l'outil à la position zéro.
Cette étape n'a pas de paramètres.
La position zéro est une position spécifique mémorisée soit par une étape « Définir la position zéro », soit par le signal « Définir la position zéro ». La position est répétée une fois tous les 360 degrés.
T - Serrer au couple / Desserrer au couple
Outils |
|---|
ES STR SL ST SR QST STB IXB |
T– Serrer à un couple donné
Cette étape fait fonctionner l’outil avec le régime programmé en sens avant jusqu’à ce que le couple cible soit atteint.
Paramètre | Description |
|---|---|
Couple cible | La cible de couple. Doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0 |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Microvidéo
T – Dévisser à un couple donné
Cette étape n’est pas prise en charge pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert.
Cette étape fait fonctionner l'outil au régime choisi en sens inverse. Pour que l’étape soit activée, le couple doit d'abord dépasser 110 % du Couple cible. Le Couple cible doit être réglé sur une valeur positive. Après avoir atteint le couple cible, l’étape est exécutée jusqu’à ce que le couple chute en-dessous du couple cible.
Paramètre | Description |
|---|---|
Couple cible | La cible de couple. Doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0 |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple cible |
T&A – Serrer au couple et à l’angle
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette étape de serrage fait fonctionner l’outil avec le régime donné en sens avant jusqu’à ce que le couple cible et l’angle cible soient atteints.
La mesure du couple commence au démarrage de l’étape.
Si le déclencheur de couple n'est PAS défini, la mesure de l'angle commence au début de l'étape.
Si le déclencheur de couple est défini, la mesure de l'angle commence lorsque le déclenchement du couple est atteint.
L'étape se termine lorsque :
Couple mesuré >= Couple cible (Ts)
ET
(Angle mesuré - Angle mesuré au déclenchement du couple) >= Angle cible (As).
Paramètre | Description |
|---|---|
Couple cible (Ts) | Valeur par défaut : 0. |
Angle cible (As) | Valeur par défaut : 0. |
Déclenchement du couple (Tt) | Valeur par défaut : NON défini. Doit être > 0 et < Couple cible (Ts). |
Vitesse (n) | Par défaut : 60 tr/min. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple cible |
B | Angle cible |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple cible |
B | Couple de déclenchement |
C | Angle cible |
T|A – Serrer au couple ou à l’angle
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette étape de serrage fait fonctionner l’outil avec le régime donné en sens avant jusqu’à ce que le couple cible ou l’angle cible soit atteint.
La mesure du couple commence au démarrage de l’étape.
Si le déclencheur de couple n'est PAS défini, la mesure de l'angle commence au début de l'étape.
Si le déclencheur de couple est défini, la mesure de l'angle commence lorsque le déclenchement du couple est atteint.
L'étape se termine lorsque :
Couple mesuré >= Couple cible (Ts)
OU
(Angle mesuré - Angle mesuré au déclenchement du couple) >= Angle cible (As).
Paramètre | Description |
|---|---|
Couple cible (Ts) | Valeur par défaut : 0. |
Angle cible (As) | Valeur par défaut : 0. |
Déclenchement du couple (Tt) | Valeur par défaut : NON défini. Doit être > 0 et < Couple cible (Ts). |
Vitesse (n) | Par défaut : 60 tr/min. |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple cible |
B | Angle cible |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple cible |
B | Couple de déclenchement |
C | Angle cible |
T+A – Serrer au couple plus à l’angle
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette étape fait fonctionner l'outil jusqu’à ce que le couple cible soit atteint. À partir de là, elle exécute un angle cible supplémentaire.
Paramètre | Description |
|---|---|
Couple cible | La cible de couple. Doit être > 0 |
Angle cible | La cible d’angle. Doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Vitesse | Par défaut : 60 tr/min. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple cible |
B | Angle cible |
TC - Étalonnage du couple
Outils |
|---|
QST |
Cette étape n'est compatible que pour les outils à double transducteur.
L’étape Étalonnage du couple fait fonctionner l’outil avec le régime spécifié en sens avant jusqu’à ce que le couple cible soit atteint.
Paramètre | Description |
|---|---|
Couple cible | Doit être > 0 |
Vitesse | Doit être > 0 Par défaut : 60 tr/min. |
Capteur | Principal ou Secondaire. Par défaut : Principal. Régler sur Secondaire afin d’étalonner le capteur avant. |
Freinage évolutif (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
ThCT – Filetage au couple
Outils |
|---|
ES STR SL ST SR QST STB IXB |
La fonction Filetage au couple permet d'effectuer le serrage lorsque le couple d'approche requis est supérieur au couple Approche terminée, par exemple lors du serrage de fines couches de métal à l'aide de vis autofileteuses (ou autotaraudeuses). L’outil tourne vers l’avant jusqu'à ce que l'Angle de filetage (Aw) soit atteint. La fenêtre d’angle de filetage est mesurée à partir de l’instant où le couple dépasse le couple de déclenchement de filetage (Ttc) pour la première fois. À partir du moment où l’angle de filetage est atteint, l’étape se poursuit jusqu'à ce que le couple cible (Tt) soit atteint.
Paramètre | Description |
|---|---|
Couple cible | Doit être > 0 |
Fenêtre d'angle de filetage | Par défaut : 0. Doit être > 0 |
Couple de déclenchement | La mesure d'angle démarre avec ce déclenchement. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple cible |
B | Couple de déclenchement |
C | Fenêtre d'angle de filetage |
TPT - TensorPulse Serrer au couple / Desserrer au couple
Outils |
|---|
STR IXB |
Avant d’utiliser l’étape de serrage/desserrage TensorPulse, le type de licence suivant doit obligatoirement être installé sur le coffret :
Stratégies à faible réaction
TensorPulse est uniquement valable pour les outils suivants : ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10, ITB-P.
Cette étape n’est pas prise en charge pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert ou fermé.
TensorPulse Serrer au couple
Cette étape génère des impulsions de serrage en sens avant jusqu’à ce que le couple cible soit atteint.
TensorPulse Desserrer au couple
Cette étape génère des impulsions de serrage en sens arrière jusqu’à ce que le couple soit inférieur au couple cible.
En cas d’exécution de l’étape de serrage/desserrage TensorPulse, utiliser la douille / l’adaptateur PulseDrive nécessaire.
Si l’étape de serrage/desserrage TensorPulse est exécutée sans la douille / l’adaptateur PulseDrive, tous les serrages sont NOK. L’erreur d'étape « douille/adaptateur PulseDrive non détecté(e) » s’affiche en cas d’absence de douille/adaptateur PulseDrive.
Paramètre | Description |
|---|---|
Cible de couple - Ts | Cible de couple doit être comprise entre 0 et le couple maximum de l’outil. |
Énergie d'impulsion - Pe | Énergie d'impulsion sert à contrôler la quantité d’énergie / de courant de chaque impulsion. Énergie d'impulsion doit être comprise entre 10 % et 100 %. |
Facteur d'ajustement de la force de réaction | Le facteur d'ajustement de la force de réaction est utilisé pour ajuster la force de réaction lors de l’exécution de l’étape TensorPulse. Il s'agit de la force qui déplace l'outil dans la direction opposée après chaque impulsion. Le facteur d'ajustement de la force de réaction doit être compris en 0 et 100 %. |
Dans la courbe, l'inversion de l'angle signifie que l'outil tourne dans le sens inverse pour permettre les impulsions, mais la tête du boulon ne tourne pas nécessairement dans le sens inverse à cause de la douille / de l’adaptateur PulseDrive.
TrR - Desserrer pour déclencher le désembectage
Outils |
|---|
ES STR SL ST SR STB IXB |
Cette étape n’est pas prise en charge pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert.
Cette étape s’exécute en sens inverse jusqu'à ce que la gâchette de l'outil soit relâchée (dévisser). Elle ne peut être utilisée que comme dernière étape dans un programme.
Pour les outils STB, cette étape ne s’applique qu’aux programmes de dévissage.
Paramètre | Description |
|---|---|
Vitesse | Valeur numérique pour la vitesse de rotation ; en tr/min. |
Type de montée en régime | Liste des options où la montée en régime peut être choisie [Dure, Douce, Manuelle] |
TTTR - Serrer jusqu'au relâchement de la gâchette
Outils |
|---|
ES STR SL ST SR STB IXB |
Cette étape s’exécute jusqu'à ce que la gâchette de l'outil soit relâchée (serrer). Elle ne peut être utilisée que comme dernière étape dans un programme de serrage.
Paramètre | Description |
|---|---|
Vitesse | Valeur numérique pour la vitesse de rotation ; en tr/min. |
Type de montée en régime | Liste des options où la montée en régime peut être choisie [Dure, Douce, Manuelle] |
W – Attendre
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Lors de cette étape, l'outil attend jusqu’à ce que la condition Type d’attente soit remplie. L’outil n’est pas en rotation pendant la durée d’attente, mais la Condition de maintien peut être spécifiée.
Paramètre | Description |
|---|---|
Type d’attente |
|
Durée d'attente | Nombre de secondes pendant lesquelles l’outil restera à l’arrêt - valide uniquement lorsque Durée est sélectionné pour Type d’attente. |
Condition d’attente |
|
WP - Wrench Production
Outils |
|---|
STwrench |
Stratégie utilisée pour le test de qualité du serrage effectué avec la STwrench
Paramètre | Description |
|---|---|
Stratégie d'asservissement | Le type d’étape Wrench Production peut être configuré avec les stratégies d'asservissement suivantes.
|
En fonction de la stratégie d'asservissement choisie, une combinaison de certains des paramètres énumérés ci-dessous s’affichera.
Paramètres | Description |
|---|---|
Couple cible | Définition du couple cible pour l'étape de serrage. |
Mesure du couple à | Spécifie l’endroit où le couple sera mesuré. Choisir entre Couple de crête ou Angle de crête.
|
Limite de recherche d'angle | Il s'agit d'un décalage qui est utilisé pour définir la valeur du résultat du couple pour un serrage. Mesurer le couple à doit être défini sur Angle de crête pour que ce paramètre soit disponible. |
Durée de déclenchement de cliquet | Valeur numérique pour durée de déclenchement de cliquet qui est par défaut de 5000 ms. Cela permet à l'opérateur de relâcher le couple pendant un certain temps et de le recharger pendant l'opération de serrage. Si la Durée de déclenchement de cliquet est dépassé, le résultat du serrage est marqué comme NOK avec le motif « Expiration du délai de serrage ». |
Durée de cycle final | Valeur numérique en ms pour indiquer la durée de cycle final. Appliqué lorsque le couple est inférieur à l’approche terminée |
Coefficient de correction de couple | Ce paramètre est utilisé pour corriger la mesure du couple lorsque l'on utilise une rallonge ou un multiplicateur de couple sur la clé. La valeur par défaut est 1. |
Correction d'angle | Ce paramètre est utilisé pour corriger la mesure de l’angle lorsque l'on utilise une rallonge ou un multiplicateur de couple sur la clé. La valeur par défaut est 0. |
Angle cible | Définition de l’angle cible pour l'étape de serrage. |
Détection de resserrage | Marche ou Arrêt. Détection de resserrage peut être utilisé pour déterminer lorsqu’un serrage est un resserrage en fonction du paramètre de limite d'angle. Limite d'angle pour resserrage est activé Sens du resserrage est défini sur Marche. |
Coefficient de pente linéaire | Le coefficient de pente linéaire caractérise la rigidité de l'assemblage dans la partie linéaire de la courbe, en tant que pente couple/angle dans l'unité de mesure Nm/Deg. |
Valeur de compensation | Choisir entre Couple moyen ou Couple de crête. La Valeur de compensation spécifie comment le couple de traînée sera calculé. Couple moyen - Le couple de traînée se basera sur une moyenne calculée en utilisant les éléments suivants :
Couple de crête - Le couple de traînée se basera sur la valeur de crête mesurée avant que l’ajustement ne soit détecté. |
Surveillance de retard | Le calcul du couple de traînée ne démarrera pas avant que cette fenêtre ne soit passée, en partant du démarrage du serrage. |
Intervalle de couple de traînée | Définit le nombre de degrés pour lequel la fenêtre du couple de traînée doit être calculée, en partant du point de distance de couple de traînée. |
Distance de couple de traînée | Définit le nombre de degrés avant l’ajustement pour que le système ne démarre la fenêtre du couple de traînée. |
Couple de grippage mini | Limite minimum du couple de grippage |
Couple de grippage maxi | Limite maximum du couple de grippage |
Microvidéo
WQ - Wrench Quality
Outils |
|---|
STwrench |
Stratégie utilisée pour le test de qualité du serrage effectué avec la STwrench
Paramètre | Description |
|---|---|
Stratégie d'asservissement | La stratégie Wrench Quality peut être configurée avec les stratégies d'asservissement suivantes.
|
En fonction de la stratégie d'asservissement choisie, une combinaison de certains des paramètres énumérés ci-dessous s’affichera.
Paramètres | Description |
|---|---|
Durée de déclenchement de cliquet | Valeur numérique pour durée de déclenchement de cliquet qui est par défaut de 5000 ms. Cela permet à l'opérateur de relâcher le couple pendant un certain temps et de le recharger pendant l'opération de serrage. Si la Durée de déclenchement de cliquet est dépassé, le résultat du serrage est marqué comme NOK avec le motif « Expiration du délai de serrage ». |
Coefficient de correction de couple | Ce paramètre est utilisé pour corriger la mesure du couple lorsque l'on utilise une rallonge ou un multiplicateur de couple sur la clé. La valeur par défaut est 1. |
Correction d'angle | Ce paramètre est utilisé pour corriger la mesure de l’angle lorsque l'on utilise une rallonge ou un multiplicateur de couple sur la clé. La valeur par défaut est 0. |
Angle cible | Définition de l’angle cible pour l'étape de serrage. |
Détection de resserrage | Marche ou Arrêt. Détection de resserrage peut être utilisé pour déterminer lorsqu’un serrage est un resserrage en fonction du paramètre de limite d'angle. Limite d'angle pour resserrage est activé Sens du resserrage est défini sur Marche. |
Coefficient de pente linéaire | Le coefficient de pente linéaire caractérise la rigidité de l'assemblage dans la partie linéaire de la courbe, en tant que pente couple/angle dans l'unité de mesure Nm/Deg. |
Y – Serrer à la limite d’élasticité
Outils |
|---|
ES STR SL ST SR QST IXB |
Cette stratégie fait fonctionner l’outil avec la vitesse en sens avant jusqu’à ce que la limite d’élasticité soit détectée. Pour trouver la limite élastique, on surveille la pente du couple dès que le couple dépasse le niveau du Couple de déclenchement, calculé à partir des mesures de couple et de distance de l’angle. Le paramètre de distance d'angle est réglé en fonction de la dureté spécifiée de l’assemblage.
Régler la Fenêtre d'angle de pente (pour les assemblages rigides, les assemblages élastiques ou la fenêtre d'angle). Si l’option Manuel est sélectionnée, la fenêtre d'angle doit être configurée. Un assemblage est jugé Rigide si la vis est serrée à son couple maximum et pivote de 30 degrés (ou moins) après avoir été serré à son point d’ajustement. Un assemblage Élastique pivote de 720 degrés ou plus après avoir été serré à son point d’ajustement. Le paramètre de dureté définit la Fenêtre d'angle pour le calcul de la pente. Plus l’assemblage est rigide, plus la fenêtre d'angle est réduite.
Paramètre | Description |
|---|---|
Fenêtre d'angle de pente | Spécifie la Fenêtre d'angle :
|
Fenêtre d'angle | Disponible lorsque la Pente de la fenêtre d'angle est réglée sur Manuel. Doit être > 0 et <= 100. |
Couple de déclenchement | La mesure d'angle démarre avec ce déclenchement. Doit être >= 0 et < Couple maxi. de l'outil. |
Amortissement | Fréquence à laquelle la pente est calculée. Doit être > 0 et < 100 et < Fenêtre d'angle. |
Pourcentage de limite d'élasticité | Doit être >= 20 % |
Vitesse | Par défaut : 60 tr/min. Doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Type de filtre de couple | Le type de filtre :
|
Fréquence de coupure | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Faible réussite :
|
Nombre d'échantillons | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Moyenne changeante :
|
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Gradient crête |
B | Limite d’élasticité |
C | Point de coupure |
D | Distance de l’angle |
E | Couple de déclenchement |
YM2 – Serrer à la limite élastique : Méthode 2
Outils |
|---|
QST |
Cette étape fait fonctionner l’outil avec le régime spécifié en sens avant jusqu’à ce que la limite d’élasticité soit détectée.
Recherchez les départs de point de limite élastique lorsque le couple a atteint Tt. La moyenne du couple est calculée sur Af degrés. Cette procédure est répétée N rs fois.
Une pente de référence est calculée par régression linéaire sur N rs points. Après cela, de nouvelles valeurs de moyenne sont calculées continuellement sur A f degrés.
La pente est calculée par régression linéaire par rapport sur les derniers N s points moyens. La limite élastique est atteinte lorsque la pente est inférieure au Py % de la pente de référence.
Paramètre | Description |
|---|---|
Couple cible | Doit être > 0 |
Filtrer angle | Par défaut : 1. Doit être > 0 |
Nombre d'échantillons | Par défaut : 6. Doit être >= 4. |
Nombre d'échantillons, référence | Par défaut : 6. Doit être >= 4. |
Pourcentage de limite d'élasticité | Par défaut : 90 %. Doit être > 20 %. |
Vitesse | Par défaut : 60 tr/min. Doit être > 0 |
Type de montée en régime | Dure, douce ou manuelle. Par défaut : Dure. Si vous sélectionnez Manuelle, le champ Montée en régime s’ouvre. |
Montée en régime | Si le type de montée en régime est sur Manuelle, ce champ s’ouvre. Par défaut : 500 tr/min. |
Frein (Valide uniquement pour Power Focus 6000 Serrage synchronisé, Power Focus 8 Serrage synchronisé et Flex). | S’il est sur Marche, l’outil sera arrêté lorsque la cible est atteinte. S’il est sur Arrêt, le programme ira directement à la prochaine étape sans arrêter l’outil. |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple de déclenchement |
B | Nombre d'échantillons, réf |
C | Pente réelle |
D | Nombre d'échantillons |
E | Pente de référence |
F | Filtrer angle |
ZP - Dévisser à la position zéro
Outils |
|---|
ES STR SL ST SR QST |
Cette étape fait fonctionner l'outil au régime choisi (N) en sens inverse jusqu’à atteindre la position zéro. Si l'angle total à tourner pour atteindre la position zéro est inférieur à l'angle minimum (Am) degré, la rotation se poursuivra pour un tour supplémentaire, soit 360 degrés.
La position zéro est une position spécifique mémorisée soit par une étape « Définir la position zéro », soit par le signal « Définir la position zéro ». La position est répétée une fois tous les 360 degrés.
Paramètres
Paramètre | Description |
|---|---|
Angle minimum | Angle minimum (Am) [°] |
Vitesse | Vitesse de rotation (N) [tr/min]. Valeur par défaut 60 tr/min. |
ZP - Serrer à la position zéro
Outils |
|---|
ES STR SL ST SR QST |
Cette étape fait fonctionner l'outil au régime choisi en marche avant jusqu’à atteindre la position zéro. Si l'angle total à tourner pour atteindre la position zéro est inférieur à l'angle minimum (Am) degré, la rotation se poursuivra pour un tour supplémentaire, soit 360 degrés.
La position zéro est une position spécifique mémorisée soit par une étape « Définir la position zéro », soit par le signal « Définir la position zéro ». La position est répétée une fois tous les 360 degrés.
Paramètres
Paramètre | Description |
|---|---|
Angle minimum | Angle minimum (Am) [°] |
Vitesse | Vitesse de rotation (N) [tr/min]. Valeur par défaut 60 tr/min |
Dispositifs de surveillance des étapes
La disponibilité des étapes de serrage, des dispositifs de surveillance et des restrictions dépend de la licence installée sur le coffret.
Les dispositifs de surveillance des étapes sont utilisés pour vérifier que le serrage a été atteint conformément aux spécifications, telles que les limites d’angle et le couple, par exemple. Chaque étape comporte des surveillances obligatoires et optionnelles. Les surveillances obligatoires sont incluses automatiquement lorsqu'une nouvelle étape est glissée et déposée dans le programme MultiStep. Les dispositifs de surveillance facultatifs sont flexibles et peuvent être placés selon les besoins du programme MultiStep. Chaque étape peut avoir jusqu’à huit dispositifs de surveillance.
Les dispositifs de surveillance suivants sont automatiquement ajoutés à toutes les étapes ajoutées au programme de serrage MultiStep.
Dispositif de surveillance d’une étape | Étapes applicables |
|---|---|
Angle | Tout |
Couple de crête | Tout |
Power Focus 6000 / Power Focus 8 | Power Focus 6000 serrage synchronisé / Power Focus 8 serrage synchronisé | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A - Angle
Outils |
|---|
ES STR SL ST SR QST STB IXB MWR-TA |
Ce dispositif de surveillance d’une étape mesure l’angle maximum atteint au cours de la surveillance et vérifie qu’il se trouve entre la Limite haute et la Limite basse.
La mesure d’angle commence au début de la surveillance ou, si spécifié, au moment où le couple dépasse le Couple de déclenchement pour la première fois au cours de la surveillance.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Condition d'arrêt | Il indique où se termine la mesure de l'angle :
| Coupure |
Couple de déclenchement | La mesure d'angle démarre avec ce déclenchement. Limite minimum : doit être >= 0 Limite maximum : doit être < Couple maxi. de l'outil | Non défini |
Limite basse | Angle le plus faible acceptable. Limite minimum : doit être >= 0 Limite maximum : doit être < 9 999 999 et < Limite haute | Non défini |
Limite haute | Angle le plus haut acceptable. Limite minimum : Doit être > 0 et > Limite basse Limite maximum : doit être < 9 999 999 | Non défini |
Valeurs des résultats
Angle mesuré : l'angle mesuré par le dispositif de surveillance.
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Point de coupure | D | Limite haute d'angle |
B | Déclenchement couple | E | Angle mesuré |
C | Limite basse d'angle | F | Étape |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Couple de crête | E | Limite haute d'angle |
B | Point de coupure | F | Angle mesuré |
C | Déclenchement couple | G | Étape |
D | Limite basse d'angle |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Point de coupure | D | Limite haute d'angle |
B | Déclenchement couple | E | Angle mesuré |
C | Limite basse d'angle | F | Étape |
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Point de coupure | D | Angle mesuré |
B | Limite basse d'angle | E | Étape n-1 |
C | Limite haute d'angle | F | Étape n |
C - Courant
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Ce dispositif de surveillance mesure le courant réel à n'importe quel moment après que le couple ait dépassé le couple de déclenchement. Le résultat sera la première valeur crête ou basse, qui a fait que le dispositif de surveillance est NOK. En cas de OK, le résultat sera la dernière valeur de courant mesurée. Si le couple de déclenchement n'est jamais atteint pendant la surveillance, cela se terminera par l'état NOK et aucune valeur de mesure.
Paramètre | Description |
|---|---|
Couple de déclenchement | Doit être >= 0 et < Couple maxi. de l'outil. |
Limite basse | Courant le plus faible acceptable. |
Limite haute | Courant le plus haut acceptable. |
Cl - Clic
Outils |
|---|
MWR-T MWR-TA |
Ce dispositif de surveillance d’étape n’est pas disponible pour les outils IxB.
Dispositif de surveillance pour activer les résultats de couple de clic et angle de clic. Ce dispositif de surveillance ne comporte pas de paramètres et peut uniquement être utilisé avec l'étape MWR.
LD - Détection de dévissage
Outils |
|---|
STwrench |
Ce dispositif de surveillance d’étape est uniquement disponible pour les outils STwrench.
Ce dispositif de surveillance peut être utilisé pour vérifier le couple et la direction afin de voir si un dévissage est tenté lors de l'utilisation de la stratégie d'étape Wrench Production pour une clé STwrench. Si le couple appliqué est supérieur à la valeur fixée pour la Limite de dévissage dans le sens opposé à la direction du filetage configurée du programme, le résultat doit être indiqué comme NOK.
MT - Couple moyen
Outils |
|---|
ES STR SL ST SR QST IXB |
Ce dispositif de surveillance mesure le couple moyen pendant la surveillance et vérifie que les valeurs calculées ne sortent pas des limites.
Paramètre | Description |
|---|---|
Type | Spécifie la condition de démarrage :
|
Couple de déclenchement | Disponible lorsque Type est réglé sur Couple de déclenchement, Angle de déclenchement ou Fenêtre d'angle. Doit être >= 0 et < Couple maxi. de l'outil. |
Angle de déclenchement | Disponible lorsque Type est réglé sur Angle de déclenchement ou Fenêtre d'angle. Doit être > 0 |
Fenêtre d'angle | Disponible lorsque Type est réglé sur Fenêtre d'angle. Doit être > 0
|
Intervalle de durée | Disponible lorsque Type est réglé sur Intervalle de durée. Doit être > 0 |
Limite basse | Couple le plus faible acceptable. |
Limite haute | Couple le plus haut acceptable. |
PC - Nombre d'impulsions (Pulse Count)
Outils |
|---|
STR |
Ce dispositif de surveillance d’étape est uniquement disponible pour les outils suivants .
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
Avant d'utiliser le dispositif de surveillance d'étape Pulse Count, la licence Stratégies à faible réaction doit être installée sur le coffret.
Ce dispositif de surveillance mesure le nombre d'impulsions et confirme s'il se situe entre la limite basse du nombre d'impulsions et la limite haute du nombre d'impulsions.
Si le niveau de déclenchement du couple est réglé, le contrôle commence dès que le couple mesuré est supérieur au niveau de déclenchement du couple.
En cas de serrage avec le dispositif de surveillance d'étape Pulse Count, utilisez la douille / l’adaptateur PulseDrive nécessaire.
Si l’étape de serrage est exécutée sans la douille / l’adaptateur PulseDrive, tous les serrages sont NOK. L’erreur d'étape « douille/adaptateur PulseDrive non détecté(e) » s’affiche en cas d’absence de douille/adaptateur PulseDrive.
Paramètre | Description |
|---|---|
Limite haute Pulse Count - n+ | Les limites Pulse Count sont utilisées pour déterminer si le nombre d'impulsions mesuré est OK ou NOK.
La limite haute du nombre d'impulsions doit être comprise entre 1 et 9999999. Elle doit être supérieure ou égale à la limite basse du nombre d'impulsions. |
Limite basse Pulse Count - n- | Les limites Pulse Count sont utilisées pour déterminer si le nombre d'impulsions mesuré est OK ou NOK.
La limite basse du nombre d'impulsions doit être comprise entre 1 et 9999999. Elle doit être inférieure ou égale à la limite haute du nombre d'impulsions. |
Déclenchement du couple (Torque Trigger) - Tt | Torque Trigger doit être compris entre 0 et le couple maximum de l’outil. |
PrT - Couple d'autofreinage
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Le dispositif de surveillance calcule la valeur de couple mesurée dans la Longueur de fenêtre et vérifie qu’elle se trouve entre les limites de couple. La fenêtre d'angle débute aux degrés de l'angle définis dans Angle de départ en sens inverse à partir du point de coupure. Ceci couvre alors les degrés d'angle définis dans Longueur de la fenêtre d'angle en sens inverse. Si le champ Angle de départ est vide, la fenêtre d'angle commence au point de coupure. La valeur d'autofreinage calculée est la valeur de couple moyenne ou de crête (en fonction du paramètre réglé par l’utilisateur) au cours de la Longueur de la fenêtre. Les valeurs calculées sont sauvegardées en sous forme de données présentant les résultats d’Autofreinage mesuré. Si la Compensation de couple est réglée sur Marche, le couple d'autofreinage mesuré sera soustrait de toutes les valeurs de résultat du couple dans les étapes suivantes. Toute valeur de compensation de l’autofreinage calculée au préalable ne sera plus soustraite des valeurs de résultat du couple. Si Compensation de couple est réglé sur Arrêt, aucune soustraction ne sera effectuée dans des étapes consécutives.
Si l’angle total de l’étape est inférieur à l’Angle de départ plus la Longueur de fenêtre, alors le dispositif de surveillance indique NOK.
L’autofreinage peut être mesuré comme une moyenne des valeurs mesurées, ou au couple de crête. Pour choisir entre ces deux modes, régler le paramètre Utiliser la valeur sur Couple moyen (pour les valeurs moyennes), ou Couple crête (pour la valeur de crête).
Paramètre | Description |
|---|---|
Compensation du couple | Marche ou Arrêt. |
Angle de départ | Doit être > 0 |
Longueur de fenêtre | Doit être >= 0 |
Limite basse | Doit être > 0 |
Limite haute | Doit être >= 0 |
Utiliser la valeur | Couple moyen (pour les valeurs moyennes), ou Couple de crête (pour la valeur crête). |
PT - Couple de crête
Outils |
|---|
ES STR SL ST SR QST STB IXB MWR-TA MWR-T |
Ce dispositif de surveillance d’une étape mesure le couple maximum atteint au cours de la surveillance, y compris tout dépassement, et vérifie qu’il se trouve entre la Limite haute et la Limite basse.
Paramètre | Description |
|---|---|
Limite basse | Couple le plus faible acceptable. |
Limite haute | Couple le plus haut acceptable. |
PTCA - Angle post-filetage
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Ce dispositif de surveillance d’une étape mesure l’angle maximum atteint au cours de la surveillance et vérifie qu’il se trouve entre la Limite haute et la Limite basse.
Le niveau de Couple de déclenchement est ignoré jusqu'à ce que la fin de la fenêtre d'angle de filetage soit atteinte. Après cela, la mesure de l’angle démarre dès que le couple mesuré dépasse le couple de déclenchement.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Condition d'arrêt | Il indique où se termine la mesure de l'angle :
| Coupure |
Couple de déclenchement | La mesure d'angle démarre avec ce déclenchement. Limite minimum : doit être >= 0 Limite maximum : doit être < Couple maxi. de l'outil | 0 |
Limite basse | Angle le plus faible acceptable. Limite minimum : doit être >= 0 Limite maximum : doit être < 9 999 999 et < Limite haute | Non défini |
Limite haute | Angle le plus haut acceptable. Limite minimum : Doit être > 0 et > Limite basse Limite maximum : doit être < 9 999 999 | Non défini |
Couple de déclenchement de filetage | Limite minimum : doit être >= 0 Limite maximum : doit être < Couple maxi. de l'outil | Non défini |
Fenêtre d'angle de filetage | Limite minimum : doit être >= 0 Limite maximum : doit être < 9 999 999 | 0 |
Valeurs des résultats
Angle mesuré : l'angle mesuré par le dispositif de surveillance.
Pointez et cliquez sur l'image pour voir plus d'informations :
A | Point de coupure | E | Limite basse d'angle |
B | Déclenchement couple | F | Limite haute d'angle |
C | Couple de déclenchement de filetage | G | Angle mesuré |
D | Fenêtre d'angle de filetage |
PTCPT - Couple de crête post-filetage
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Mesure le couple maximum atteint pendant la surveillance, y compris tout dépassement, et vérifie qu'il se situe entre les limites de couple. Toutes les valeurs de couple sont ignorées jusqu'à ce que la fin de la fenêtre d'angle de filetage soit atteinte.
Paramètre | Description |
|---|---|
Couple de déclenchement de filetage | Doit être >= 0 |
Fenêtre d'angle de filetage | Doit être > 0 |
Limite basse | Doit être >= 0 |
Limite haute | Doit être > 0 Doit être > Limite basse |
PVTH - Couple moyen de traînée haut
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Le dispositif de surveillance vérifie que toutes les valeurs de couple comprises dans la Longueur de fenêtre d'angle se trouvent en-dessous de la Limite haute.
La fenêtre d'angle débute aux degrés de l'angle définis dans Angle de départ en sens inverse à partir du point de coupure. Ceci couvre alors les degrés d'angle définis dans Longueur de la fenêtre d'angle en sens inverse. Si le champ Angle de départ est vide, la fenêtre d'angle commence au point de coupure. Les valeurs de couple utilisées pour la surveillance sont basées sur la valeur moyenne du couple, calculée sur un Nombre d'échantillons. Si l’angle total de l’étape est inférieur à l’angle de départ plus la longueur de la fenêtre d'angle, le dispositif de surveillance indique NOK.
Paramètre | Description |
|---|---|
Angle de départ | Doit être >= 0 |
Longueur de fenêtre | Doit être > 0 |
Nombre d'échantillons | Valeur minimum = 1 |
Limite haute | Couple le plus haut acceptable. |
PVTL - Couple moyen de traînée bas
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Identique au dispositif de surveillance Couple moyen de traînée haut sauf que ce dispositif de surveillance vérifie que toutes les valeurs de couple de la Longueur de fenêtre d'angle sont supérieures à la Limite basse.
Paramètre | Description |
|---|---|
Angle de départ | Doit être >= 0 |
Longueur de fenêtre | Doit être > 0 |
Nombre d'échantillons | Valeur minimum = 1 |
Limite basse | Couple le plus faible acceptable. |
SOC - Couple de coupure
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Le point de coupure est le point où l'étape atteint sa cible. Le courant est mesuré au point de coupure et contrôlé pour vérifier qu’il se trouve bien entre la Limite haute et la Limite basse.
Paramètre | Description |
|---|---|
Limite basse | Courant le plus faible acceptable. |
Limite haute | Courant le plus haut acceptable. |
SOT - Couple de coupure
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Le point de coupure est le point où l'étape atteint sa cible. Le couple est mesuré au point de coupure et contrôlé pour vérifier qu’il se trouve bien entre la Limite haute et la Limite basse.
Paramètre | Description |
|---|---|
Limite basse | Couple le plus faible acceptable. |
Limite haute | Couple le plus haut acceptable. |
SSD - Détection de frottements saccadés
Outils |
|---|
ES STR SL ST SR QST IXB |
Cette étape de dispositif de surveillance détecte et signale les effets de frottements saccadés au cours d’une étape. La détection s'effectue en comptant le nombre de fois où le couple tombe sous le Niveau du déclenchement. Si le nombre de fois est supérieur au Nombre maximum d'oscillations alors l'erreur de grippage est signalée Le moniteur fonctionne dans deux modes différents, Dynamique ou Fixe. La différence entre les deux modes vient de la méthode de calcul du niveau de déclenchement.
Couple dynamique : Le Niveau de déclenchement est calculé de manière dynamique sous forme de Pourcentage du couple de crête du couple maximal actuel, lequel a été atteint jusqu'à présent au cours de la surveillance. La surveillance démarre dès que le couple dépasse le Couple de déclenchement.
Couple fixe : Le Niveau de déclenchement est le Couple de déclenchement fixe spécifié par l'utilisateur. Avec ce mode, le pourcentage n’est pas requis.
Si le couple n'atteint jamais le Couple de déclenchement, le dispositif de surveillance ne démarre pas, ce qui entraîne la présence d’un statut NOK.
Paramètre | Description |
|---|---|
Type | Spécifie quel type détection de grippage sera effectué lors du dispositif de surveillance de détection de grippage. Par défaut : Couple dynamique. |
Pourcentage de couple de crête | Par défaut : 80 %, il doit être >= 10 et < 100. |
Couple de déclenchement | Par défaut : 5, il doit être >= 0 et < Couple maxi. de l'outil. |
Nombre maximum d'oscillations | Par défaut : 5, il doit être >= 3 et < 20. |
TAW - Couple dans la fenêtre d'angle
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Ce dispositif de surveillance vérifie que toutes les valeurs de couple dans la fenêtre d'angle sont comprises dans les limites de couple.
Paramètre | Description |
|---|---|
Couple de déclenchement | Doit être >= 0 |
Angle de départ | Doit être > 0 |
Longueur de fenêtre | Doit être <= 0 |
Limite basse | Doit être >= 0 |
Limite haute | Doit être > 0 Doit être > Limite basse |
NOK si la fenêtre est dépassée | Si réglé sur Oui, l’état de ce dispositif de surveillance est NOK si la fin de la fenêtre d'angle n’est pas atteinte. |
TC - Étalonnage du couple
Outils |
|---|
QST |
Ce dispositif de surveillance d'étape n'est disponible que pour les appareils équipés de doubles capteurs.
Le dispositif de surveillance Étalonnage du couple contrôle que le couple maximum atteint est compris dans les limites de couple.
Paramètre | Description |
|---|---|
Type de capteur | Principal ou Secondaire Régler sur Secondaire pour le capteur avant de l’outil. |
Limite basse | Doit être >= 0 |
Limite haute | Doit être > 0 Doit être > Limite basse |
TG - Pente du couple
Outils |
|---|
ES STR SL ST SR QST IXB |
Ce dispositif de surveillance vérifie que la pente ne dépasse pas la limite.
Paramètre | Description |
|---|---|
Fenêtre d'angle de pente | Définit la Fenêtre d'angle :
|
Fenêtre d'angle | Disponible lorsque la Pente de la fenêtre d'angle est réglée sur Manuel. Doit être > 0 et <= 100. |
Vérification du point final | Si réglé sur Oui, seule la pente mesurée au point de coupure de l’étape est vérifiée et ne dépasse pas les limites. |
Couple de déclenchement | La mesure d'angle démarre avec ce déclenchement. Doit être > 0 et < Couple maxi. de l'outil. |
Amortissement | Fréquence à laquelle la pente est calculée. Doit être > 0 et < 100 et < Fenêtre d'angle. |
Limite basse | Pente de couple la plus faible acceptable. Doit être >= -100. |
Limite haute | Pente de couple la plus haute acceptable. Doit être > -100 et > Limite basse. |
Type de filtre de couple | Le type de filtre :
|
Fréquence de coupure | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Faible réussite :
|
Nombre d'échantillons | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Moyenne changeante :
|
Décalage de l'angle | Disponible lorsque Vérification du point final est réglé sur Non. Spécifie les degrés qui lancent le calcul de la pente après que le couple de déclenchement soit dépassé pour la première fois. |
Ti - Temps
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Mesure la durée écoulée pendant la surveillance et vérifie que celle-ci se situe entre les limites de temps. La mesure de temps commence au début de la surveillance et, si le couple de déclenchement est spécifié, au moment où le couple dépasse le Couple de déclenchement pour la première fois au cours de la surveillance.
Paramètre | Description |
|---|---|
Couple de déclenchement | Doit être >= 0 et < Couple maxi. de l'outil. |
Limite basse | Doit être >= 0 |
Limite haute | Doit être > 0 Doit être > Limite basse |
TRD - Taux de couple et écart
Outils |
|---|
ES STR SL ST SR QST IXB |
Ce dispositif de surveillance d'étape mesure et contrôle le taux de couple, c’est à dire le rapport entre le couple et l’angle. Le dispositif vérifie ensuite que le taux de couple calculé se trouve dans les limites de taux de couple définies par la Limite haute et la Limite basse.
Paramètre | Description |
|---|---|
Couple de déclenchement | Couple du point de départ de l'angle. |
Angle de point de départ | Lorsque Angle de point de départ a été mesuré depuis Couple de déclenchement, la mesure du couple démarre. |
Angle de point final | Point de l’angle auquel s'arrête la mesure du couple |
Couple de point final | Couple d'arrêt de la mesure du couple |
Limite basse | Couple le plus faible acceptable. |
Limite haute | Couple le plus haut acceptable. |
Limite | Doit être > 0 |
YA - Angle à partir de la limite élastique
Outils |
|---|
ES STR SL ST SR QST IXB |
Ce dispositif de surveillance mesure l’angle de crête atteint depuis le point de limite d’élasticité et contrôle que l’angle de crête est compris dans la limite.
Paramètre | Description |
|---|---|
Fenêtre d'angle de pente | Définit la Fenêtre d'angle :
|
Fenêtre d'angle | Disponible lorsque la Pente de la fenêtre d'angle est réglée sur Manuel. Doit être > 0 et <= 100. |
Pourcentage de limite d'élasticité | Doit être >= 20 % |
Couple de déclenchement | La mesure d'angle démarre avec ce déclenchement. Doit être > 0 et < Couple maxi. de l'outil. |
Amortissement | Fréquence à laquelle la pente est calculée. Doit être > 0 et < 100 et < Fenêtre d'angle. |
Limite basse | Angle le plus faible acceptable. Doit être >= 0 |
Limite haute | Angle le plus haut acceptable. Doit être > 0 |
Type de filtre de couple | Le type de filtre :
|
Fréquence de coupure | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Faible réussite :
|
Nombre d'échantillons | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Moyenne changeante :
|
Restrictions d'étapes
La disponibilité des étapes de serrage, des dispositifs de surveillance et des restrictions dépend de la licence installée sur le coffret.
Pour veiller à ce que le serrage s'arrête si quelque chose d'inattendu se produit, il est possible d'ajouter des restrictions d'étape au programme de serrage MultiStep. Par exemple, ces restrictions peuvent tester qu’un couple maximum prescrit n’est pas atteint ou que l’étape du serrage Multistep ne prend pas plus longtemps que prévu. Chaque étape est dotée de ses propres restrictions obligatoires et optionnelles. Les restrictions obligatoires sont incluses automatiquement lorsqu'une nouvelle étape est glissée et déposée dans le programme Multistep. Toutes les étapes peuvent contenir jusqu’à quatre restrictions.
Pour le serrage synchronisé dans Power Focus 6000 et Power Focus 8, il est possible d'utiliser des points de synchronisation dans le programme de serrage. Lorsque toute condition fixée pour une restriction est remplie, l'outil sera immédiatement arrêté et le programme passera au point de synchronisation suivant (valable uniquement lors de l’utilisation du serrage synchronisé dans Power Focus 6000, Power Focus 8 et Flex), ou à la fin du programme. Pour les coffrets sans serrage synchronisé l'outil s'arrête immédiatement et le programme passe directement à la fin du programme.
Pour Flex uniquement :
Pour chaque restriction, sélectionner Réparable = Oui pour permettre une nouvelle tentative lorsque le serrage s’arrête.
Les restrictions suivantes sont automatiquement ajoutées à toutes les étapes ajoutées au programme de serrage MultiStep.
Restriction d'étape | Étapes applicables |
|---|---|
Temps maximum | Tout sauf Résultat externe et MWR |
Couple maximum |
|
Angle maximum |
|
Power Focus 6000 / Power Focus 8 | Power Focus 6000 serrage synchronisé / Power Focus 8 serrage synchronisé | Flex | IxB |
|---|---|---|---|
ST | ST | QST | IxB |
STR | STR | ||
SL | QST | ||
QST | |||
STB | |||
IxB | |||
Power Focus Connect |
A - Angle maximum
Outils |
|---|
ES STR SL ST SR QST STB IXB |
La restriction mesure l’angle. Si l'angle mesuré atteint la Limite maximale, l'outil s’arrête immédiatement. L'angle est mesuré à partir du début de la restriction ou, s’il est spécifié, à partir du point où le couple dépasse le Couple de déclenchement pour la première fois au cours de la restriction.
Paramètre | Description |
|---|---|
Couple de déclenchement | S’il est spécifié, il s'agit du couple à partir duquel l’angle est mesuré. |
Limite maximum | Si cette limite est atteinte, l'outil s'arrête immédiatement. |
C - Courant
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette restriction d'étape n'est pas prise en charge pour Power Focus XC.
Cette restriction vérifie le courant réel où le couple passe le déclenchement du couple. Si le courant actuel dépasse les limites, l'outil s'arrêtera immédiatement et le programme de serrage passera directement au prochain point de synchronisation ou à la fin du programme. Le résultat sera la première valeur crête ou basse, qui a fait que le dispositif de surveillance est NOK. En cas de OK, le résultat sera la dernière valeur de courant mesurée. Si le couple de déclenchement n'est jamais atteint pendant la restriction, cela se terminera par l'état OK.
Paramètre | Description |
|---|---|
Couple de déclenchement | Doit être >= 0 et < Couple maxi. de l'outil. |
Limite basse | Courant le plus faible acceptable. |
Limite haute | Courant le plus haut acceptable. |
CTh - Filetage faussé
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette restriction vérifie l'angle à partir du point où le couple dépasse le Couple de départ (T1) et jusqu’au point où le couple dépasse le Couple de fin (T2). Si l'angle mesuré à partir du Couple de départ (T1) est supérieur à la Limite d'angle maximum(Amax), l'outil s'arrête immédiatement.
Lorsque le couple dépasse le Couple de fin (T2), l'angle mesuré est vérifié par rapport à la Limite d'angle minimale (Amin). Si l'angle mesuré est inférieur à cette limite, l'outil s’arrête immédiatement.
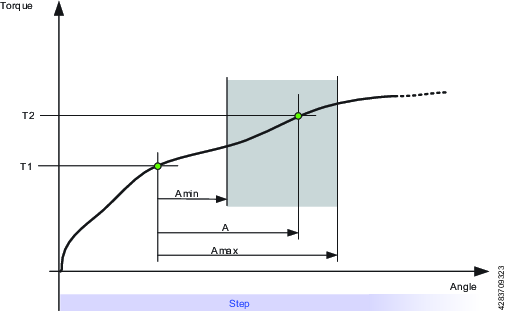
Paramètre | Description | Dans l’illustration |
|---|---|---|
Couple de départ | Doit être <= 0. | T1 |
Couple de fin | Doit être <= 0. | T2 |
Limite minimale | La limite d'angle basse. | Amin |
Limite maximum | La limite d'angle haute. | Amax |
PCH - Nombre d'impulsions haut (Pulse Count High)
Outils |
|---|
STR IXB |
Cette restriction est uniquement disponible pour les outils suivants .
ETV-STR61-100-13
ETV-STR61-70-13
ETV-STR61-50-10
ITB-P
Avant d'utiliser la restriction Pulse Count, la licence Stratégies à faible réaction doit être installée sur le coffret.
Cette restriction fixe une limite au nombre d'impulsions, et veille à ce que celles-ci soient inférieures à la limite haute du nombre d'impulsions spécifié.
Si le nombre d'impulsions mesuré est supérieur à la limite haute du nombre d'impulsions, l'outil s'arrête immédiatement et le programme passe au prochain point de synchronisation, ou à la fin du programme.
Si le niveau de déclenchement du couple est réglé, le contrôle commence dès que le couple mesuré est supérieur au niveau de déclenchement du couple.
En cas de serrage avec le dispositif de surveillance d'étape Pulse Count High, utilisez la douille / l’adaptateur PulseDrive nécessaire.
Si l’étape de serrage est exécutée sans la douille / l’adaptateur PulseDrive, tous les serrages sont NOK. L’erreur d'étape « douille/adaptateur PulseDrive non détecté(e) » s’affiche en cas d’absence de douille/adaptateur PulseDrive.
Paramètre | Description |
|---|---|
Limite haute Pulse Count - n+ | La limite haute du nombre d'impulsions doit être comprise entre 1 et 9999999. |
Déclenchement du couple (Torque Trigger) - Tt | Torque Trigger doit être compris entre 0 et le couple maximum de l’outil. |
Rh - Resserrage
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette restriction surveille le couple. Si le couple mesuré dépasse le Couple de détection, l'outil s'arrête immédiatement et le programme passe directement au prochain point de synchronisation (pour Power Focus 6000 Serrage synchronisé et Power Focus 8 Serrage synchronisé), ou à la fin du programme.
Il est uniquement possible d’ajouter l’étape restriction Resserrage à la première étape d’un programme de serrage MultiStep. Une fois la restriction Resserrage ajoutée à la première étape, il ne sera plus possible de déplacer l’étape vers un autre emplacement dans le programme de serrage. La restriction Resserrage doit être supprimée de la première étape afin de pouvoir la déplacer vers un autre emplacement dans le programme de serrage.
Paramètre | Description |
|---|---|
Couple de détection | Si le couple mesuré dépasse le Couple de détection, l'outil s'arrête immédiatement et le programme passe directement au prochain point de synchronisation (pour Power Focus 6000 Serrage synchronisé et Power Focus 8 Serrage synchronisé), ou à la fin du programme. Doit être supérieure à zéro. |
Fenêtre d'angle | La fenêtre d'angle est mesurée à partir du début de l’étape. Si aucune Fenêtre d'angle n’est définie, la restriction est active durant toute l’étape. |
RT - Couple d’annulation
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette restriction surveille le couple. Si le couple mesuré est plus bas que la condition de la restriction, l'outil s'arrête immédiatement et le programme passe directement au prochain point de synchronisation (pour Power Focus 6000 Serrage synchronisé et Power Focus 8 Serrage synchronisé), ou à la fin du programme.
Processus d’asservissement au couple
La condition de restriction est le couple mesuré. Pour que cette restriction soit active le couple doit d'abord dépasser 110 % de la Limite de couple d'annulation.Processus d’asservissement à l’angle
Cette restriction vérifie le couple maximum atteint lors de la restriction. Pour que cette restriction soit active le couple doit d'abord dépasser le Couple de déclenchement.
Paramètre | Description |
|---|---|
Limite de couple d'annulation | Par défaut : 10 Nm. Doit être > 0 |
Paramètre | Description |
|---|---|
Couple déclencheur | Doit être > 0 |
Pourcentage de couple de crête | Par défaut : 95. Doit être >= 50. |
Durée du couple d'annulation | Par défaut : 20. Doit être >= 5 et <= 500. |
Angle du couple d'annulation | Doit être > 0 |
Les outils câblés ont la possibilité de sélectionner le couple d’annulation pour l’angle. Cette restriction est contrôlée par deux paramètres : Pourcentage de couple de crête et Durée du couple d'annulation. Le pourcentage définit la dépréciation par rapport au dernier couple de crête, et la Durée du couple d'annulation définit la durée (entre 5 et 500 ms) de cet écart. Ce n’est que lorsque les deux conditions (égales ou inférieures au pourcentage indiqué pour la durée définie) sont remplies, que le programme sera interrompu et passera à la fin.
T - Couple maximum
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette restriction surveille le couple. Si le couple mesuré dépasse la Limite maximale, l'outil s’arrête immédiatement.
Paramètre | Description |
|---|---|
Limite maximum | Si l'angle mesuré atteint cette limite spécifiée, l'outil s’arrête immédiatement. |
TAW - Couple dans la fenêtre d'angle
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Le dispositif de surveillance vérifie que le couple mesuré dans la Longueur de la fenêtre d'angle se trouve entre les Limites de couple. Si le couple mesuré se trouve en dehors des limites, l'outil s'arrête immédiatement et le programme passe directement à la fin. La Longueur de la fenêtre d’angle commence à l’Angle de départ à partir du point où le couple a dépassé le Couple de déclenchement pour la première fois. Si le Couple de déclenchement n’est pas configuré, alors l’Angle de départ commence au début de la restriction.
Si la fin de la longueur de la fenêtre d'angle n’est pas atteinte, l’état de la restriction est NOK.
Paramètre | Description |
|---|---|
Couple de déclenchement | Doit être >= 0 |
Angle de départ | Doit être >= 0 |
Longueur de fenêtre | Doit être > 0 |
Limite minimale | Doit être >= 0 |
Limite maximum | Doit être <= Limite minimum |
TCD - Couple et écart actuel
Outils |
|---|
ES STR SL ST SR QST IXB |
Cette restriction vérifie que toutes les mesures actuelles transformées au couple correspondant sont au plus à l'Écart maximal du couple réel mesuré avec le capteur de couple. La restriction commence lorsque le couple atteint le Couple de déclenchement pour la première fois au cours de l’étape et reste activée jusqu’à ce que l'étape atteigne sa cible.
Si Couple de déclenchement n’est jamais atteint, le dispositif de surveillance indique OK.
Paramètre | Description |
|---|---|
Couple de déclenchement | Doit être >= 0 |
Écart maximum | Par défaut : 1, doit être > 0 |
TG - Pente du couple
Outils |
|---|
ES STR SL ST SR QST IXB |
Cette restriction vérifie la pente. Si celle-ci se trouve en dehors des limites l'outil s'arrête immédiatement et le programme passe directement à la fin du programme.
Paramètre | Description |
|---|---|
Fenêtre d'angle de pente | Définit la Fenêtre d'angle :
|
Fenêtre d'angle | Disponible lorsque la Pente de la fenêtre d'angle est réglée sur Manuel. Doit être > 0 et <= 100. |
Couple de déclenchement | Doit être > 0 et < Couple maxi. de l'outil. |
Amortissement | Fréquence à laquelle la pente est calculée. Doit être > 0 et < 100 et < Fenêtre d'angle. |
Limite minimale | Doit être >= -100. |
Limite maximum | Doit être > -100 et > Limite basse. |
Type de filtre de couple | Le type de filtre :
|
Fréquence de coupure | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Faible réussite :
|
Nombre d'échantillons | Doit être spécifiée lorsque le Type de filtre de couple est défini sur Moyenne changeante :
|
Ti - Temps maximum
Outils |
|---|
ES STR SL ST SR QST STB IXB |
Cette restriction surveille le temps. Si la Limite maximum est atteinte, l'outil s’arrête immédiatement.
Paramètre | Description |
|---|---|
Limite maximum | Si cette limite est atteinte, l'outil s'arrête immédiatement. |
Rapports de résultats
Les rapports de résultats permettent d'extraire des valeurs spécifiques du producteur sélectionné à partir du résultat. Les rapports de résultats font partie d'une étape mais doivent être liés au dispositif de surveillance / restriction à partir desquels ils lisent les valeurs. Seuls les dispositifs de surveillance ou les restrictions situés dans la même étape que le rapport de résultats peuvent être sélectionnés. Un rapport de résultats est ajouté à une étape par glisser-déposer (de la même manière que les dispositifs de surveillance ou les restrictions). Chaque rapport de résultats est responsable du signalement d'une valeur de résultat spécifique, par exemple, Angle d'approche, Couple final, Couple d’autofreinage.
Il est possible de lier un rapport de résultats à :
des dispositifs de surveillance de programmes
des dispositifs de surveillance des étapes
des restrictions d'étapes
Chaque rapport de résultats définit un type de valeur finale :
Angle final
Couple final
Couple de traînée
Couple d’autotaraudage
Actuel
Angle d'approche
Nombre d'impulsions
Paramètres généraux
Paramètre | Description |
|---|---|
Producteur | Spécifie le dispositif de surveillance/restriction qui produit la valeur. |
Valeur | Spécifie la valeur à afficher du producteur sélectionné. |
Limites :
Il est uniquement possible d'ajouter un rapporteur de résultats sur un dispositif de surveillance / restriction appartenant à une étape du chemin principal ou à un dispositif de surveillance / restriction de programme.
Il peut y avoir plusieurs rapports sur une même étape s'ils sont de type différent.
Il peut y avoir un rapport de résultats de type angle final sur chaque étape et programme de surveillance de l'angle, par exemple.
Pour les dispositifs de surveillance / restriction qui ont plus d'une valeur de résultat, il est possible d'ajouter plus d'un rapport de résultats si les rapports de résultats sont de types différents.
Il ne peut y avoir plusieurs rapports de résultats du même type sur une étape ou sur un dispositif de surveillance / restriction de programme.
Il n'y a qu'un seul résultat rapporté pour chaque type de valeur finale possible.
Règles :
Le numéro interne d'un élément de résultat doit être le même que celui du rapport de résultats correspondant.
Le numéro interne d'un résultat de dispositif de surveillance / restriction doit être le même que celui du dispositif de surveillance / restriction dans la configuration.
Les résultats des étapes doivent être ordonnés selon l'ordre d'exécution. La première étape exécutée doit être la première.
Valeurs possibles signalées par un rapport de résultats si elles sont présentes dans le dispositif de surveillance/restriction/étape :
La valeur mesurée des dispositifs de surveillance/restrictions (virgule flottante ou nombre entier)
Les limites hautes et basses des dispositifs de surveillance/restrictions
État
Couple de déclenchement et angle de déclenchement
Angle cible et couple cible (provenant de l’étape)
Valeurs possible de l’état :
Faible
OK
Haut
Autre
Non défini
Les valeurs cibles n'appartiennent à aucun dispositif de surveillance d'étape, donc les valeurs cibles sont tirées de l'étape à laquelle le dispositif de surveillance appartient.
Ajouter un programme MultiStep
À l’écran d’accueil, sélectionner l'onglet Serrage. Puis, sur la gauche, sélectionner Bibliothèque de programmes MultiStep.
Sélectionner l'icône Plus dans le coin supérieur droit de l’IGU. Ensuite, sélectionner le type de programme nécessaire (Serrage ou Dévissage).
Tirer-déposer les étapes de serrage, les surveillances et les restrictions dans la zone de serrage.
Les étapes ne peuvent être placées qu'entre les points de démarrage et de fin du programme, tandis que les dispositifs de surveillance ou de restriction ne peuvent être placés que sur les étapes.
Fonction
Description
Points de début et de fin

Points de début et de fin du programme Multistep. Toutes les étapes doivent être positionnées entre ces deux points.
Ajouter une étape

Faites glisser une étape de la liste et déposez la dans la position désirée entre les points de début et de fin.
Déplacer une étape

Cliquez sur une étape et faites-la glisser dans la position désirée
Afficher les propriétés d’une étape

Cliquez sur l'étape pour révéler les propriétés
Fermer les propriétés d’une étape

Cliquez n'importe où dans la zone de serrage pour fermer le menu propriétés
Supprimer une étape

Ouvrez les propriétés de l’étape et cliquez sur Supprimer en bas du menu
Ajouter une restriction/un dispositif de surveillance

Faites glisser une restriction/un dispositif de surveillance de la liste et déposez-le sur l’étape appropriée.
Déplacer une restriction/un dispositif de surveillance

Cliquez sur l’icône (coche pour le dispositif de surveillance, panneau stop pour la restriction) et faites un glisser-déposer sur l'étape appropriée
Afficher les propriétés des restrictions/dispositifs de surveillance

Cliquez sur l’icône restriction/dispositif de surveillance pour révéler le menu propriétés
Fermer les propriétés des restrictions/dispositifs de surveillance

Cliquez n'importe où dans la zone de serrage pour fermer le menu propriétés
Supprimer une restriction/un dispositif de surveillance

Ouvrez les propriétés de la restriction/du dispositif de surveillance et cliquez sur Supprimer en bas du menu
Erreur d'étape

Lorsqu’une erreur de validation se produit au cours d’une étape, cette étape est marquée. Veuillez noter que lors de l'ouverture des propriétés d’une étape, le paramètre à l'origine de l’erreur est également marqué.
Erreur de dispositif de surveillance/restriction

Lorsqu’une erreur de validation se produit dans un dispositif de surveillance ou une restriction, le dispositif de surveillance ou la restriction est marqué. Veuillez noter que lors de l'ouverture des propriétés d’une restriction/d’un dispositif de surveillance, le paramètre à l'origine de l’erreur est également marqué.
Position interdite

Lorsqu’une position particulière (d’une étape, d’un dispositif de surveillance ou d’une restriction) n’est pas autorisée, l’icône de position ne s'affiche pas.
Supprimer un programme MultiStep
Dans le menu Tightening (Serrage), cliquez sur la Bibliothèque de programmes MultiStep.
Dans la liste, cliquez sur le programme de serrage MultiStep que vous souhaitez supprimer.
Dans le programme en lui-même, en bas à gauche, cliquez sur Supprimer.
Cliquez sur Oui dans la fenêtre contextuelle pour confirmer votre choix.
Paramètres d'un programme MultiStep
Réglages généraux
Paramètre | Description |
|---|---|
Nom | Nom de programme Multistep défini par l'utilisateur. |
Sens du filetage | Direction des filetages, horaire (CW) ou anti-horaire (CCW). |
Programme de dévissage | Indiquer si un programme de desserrage est disponible. Faites votre choix dans la liste de programmes de desserrage disponibles dans le coffret. |
Type | Type de programme, serrage ou desserrage. |
Démarrage du programme | Donne le niveau de couple pour générer un résultat. Si laissé vide, le résultat est généré chaque fois que l’outil est démarré ; sinon, le résultat n’est généré qu’à partir du niveau de couple défini. |
Couple de fin du programme | Donne la valeur du couple qui arrête un serrage Multistep. |
Temporisation de fin de programme | Donne la valeur de temps (en secondes) qui arrête un serrage Multistep. |
Compensation d'angle vrai | Active ou désactive la compensation d'angle vrai (désactivée par défaut). |
NOK sur gâchette perdue | Le commutateur NOK sur gâchette perdue contrôle s'il est autorisé ou non de relâcher la gâchette de l'outil avant que la condition cible n'ait été atteinte lors de la dernière étape.
|
Réglage accessoire
Paramètre | Description |
|---|---|
Utiliser le réglage accessoire | Sélectionner d’activer ou de désactiver le réglage accessoire. |
Rapport de réduction | La valeur de rapport d’engrenage doit être comprise entre 0,5 et 100,0 |
Réglage d'efficacité | La valeur de réglage d'efficacité doit être comprise entre 0,5 et 1,0 |
Dispositif de surveillance du programme
Paramètre | Description |
|---|---|
Activé | Activer ou désactiver la surveillance des angles pour l’ensemble du programme. Si Actif dans les étapes et Couple de déclenchement sont vides, la surveillance de l’angle commencera au démarrage du programme. |
Actif dans les étapes | Règle une plage d'étapes pour laquelle ce dispositif de surveillance est valide pour :
|
Type | Type de surveillance d’angle. Choisir entre :
|
Couple de déclenchement | Règle la valeur du couple de déclenchement pour la surveillance des angles. Pour les outils STB, le couple de déclenchement ne sera activé que dans le sens de serrage lors de l’exécution d’un programme de serrage ; et seulement dans le sens du desserrage lors de l’exécution d’un programme de desserrage. |
Limite basse | Règle la limite inférieure de surveillance des angles (programme). |
Limite haute | Règle la limite supérieure de surveillance des angles (programme). |
Paramètre | Description |
|---|---|
Activé | Activer ou désactiver la surveillance du couple pour l’ensemble du programme. Si Actif dans les étapes est vide, la surveillance du couple commencera au démarrage du programme. |
Actif dans les étapes | Règle une plage d'étapes pour laquelle ce dispositif de surveillance est valide pour :
|
Type | Type de surveillance d’angle :
|
Limite basse | Règle la limite inférieure de surveillance du couple (programme). |
Limite haute | Règle la limite supérieure de surveillance du couple (programme). |
Paramètre | Description |
|---|---|
Activé | Activer ou désactiver la surveillance de durée pour l’ensemble du programme. Ce dispositif de surveillance contrôle que la durée est comprise dans les limites définies. |
Actif dans les étapes | Règle une plage d'étapes pour laquelle ce dispositif de surveillance est valide pour :
|
Couple de déclenchement | Règle la valeur du couple de déclenchement à laquelle ce dispositif de surveillance devra démarrer. |
Limite basse | Règle la limite inférieure de surveillance de la durée (programme). |
Limite haute | Règle la limite supérieure de surveillance de la durée (programme). |
Restrictions du programme
Paramètre | Description |
|---|---|
Limite de temps maximum | Régler la durée en secondes. Cette restriction vérifie la durée totale de serrage. Si celle-ci dépasse la limite supérieure de temps, l'outil s'arrête immédiatement. Le temps est mesuré à partir du début du programme. |
Limite de couple maximum | Cette restriction vérifie le couple. Si le couple mesuré dépasse la limite supérieure de couple, l'outil s'arrête immédiatement. |
Paramètre | Description |
|---|---|
Activé | Activer ou désactiver la restriction d’angle pour l’ensemble du programme. Cette restriction contrôle que l’angle est compris dans les angle limites définies. |
Actif dans les étapes | Règle une plage d'étapes pour laquelle cette restriction est valide pour :
|
Couple de déclenchement | Règle la valeur du couple de déclenchement à laquelle cette restriction devra démarrer. |
Limite haute | Règle la limite supérieure de restriction de l’angle (programme). |
Paramètre | Description |
|---|---|
Activé | Activer ou désactiver la restriction de durée pour l’ensemble du programme. Cette restriction contrôle que la durée est comprise dans les limites définies. |
Actif dans les étapes | Règle une plage d'étapes pour laquelle cette restriction est valide pour :
|
Couple de déclenchement | Règle la valeur du couple de déclenchement à laquelle cette restriction devra démarrer. |
Limite haute | Règle la limite supérieure de restriction de durée (programme). |
Rapports
Cela permet à l'utilisateur de choisir les valeurs (des dispositifs de surveillance/restrictions) qui doivent être affichées comme valeurs finales. Cliquer sur Ajouter pour choisir un rapport de résultats à lier à une valeur de surveillance/restriction du programme.
Paramètre | Description |
|---|---|
Rapport | Sélectionner un rapport de résultats. |
Producteur | Sélectionner quelle surveillance/restriction produit la valeur. |
Valeur | Sélectionner la valeur à afficher du producteur sélectionné. |
Facteur de corrélation de couple résiduel
Le réglage n'est valable que pour les étapes de serrage à faible réaction. Les étapes suivantes sont compatibles :
TensorPulse Serrer au couple (TPT)
TensorPulse Desserrer au couple (TPT)
Impulsion Serrer au couple (IT)
Impulsion Desserrer au couple (IT)
Paramètre | Description |
|---|---|
Activé | Sélectionnez si le facteur de corrélation du couple résiduel doit être sur Marche ou sur Arrêt. |
Facteur de corrélation de couple résiduel | La valeur doit être comprise entre 50 et 150. |
Configuration des courbes
La configuration des courbes peut se faire au niveau du programme ou pour chaque étape. La configuration par défaut est définie au niveau du programme et peut être modifiée à chaque étape selon les besoins.
Ici, l'activation de cette fonction permet d'effectuer la configuration au niveau du programme.
Paramètre | Description |
|---|---|
Activé |
|
Type d’échantillon |
|
Durée de l’échantillon | Choisir la durée de l’échantillon dans le menu déroulant (0,25 - 1 000 ms) |
Angle de l’échantillon | Choisir l’angle de l’échantillon dans le menu déroulant (0,25 - 20 degrés) |
Validation
Paramètre | Description |
|---|---|
Valider par rapport aux valeurs de l’outil | Utiliser Marche si l'outil est connu et régler le Couple maxi. et la Vitesse maxi.. Utiliser Arrêt si l’outil est inconnu. |
Outil | Faire défiler pour sélectionner l’outil rapport auquel la validation est effectuée. |
Couple maxi. | Couple maximum de l'outil par rapport auquel la validation est effectuée. |
Vitesse maxi. | Vitesse maximum de l'outil par rapport auquel la validation est effectuée. |
Outils STB et MultiStep
En raison de la nature mobile des outils STB, certaines fonctions et conduites MultiStep peuvent être différentes. Outre les limitations générales énumérées ici, les descriptions des fonctions MultiStep apporteront des informations supplémentaires sur les outils STB si nécessaire.
Validation du Programme
Tous les programmes de serrage seront validés pour la compatibilité avec les outils STB avant que le programme ne soit téléchargé sur l’outil. Si le programme de serrage choisi n’est pas compatible avec l’outil, ce dernier sera verrouillé. Lorsque cette erreur se produit, l’événement 5030, « Complexité de la configuration dépassée » se déclenche.
Pour déverrouiller l’outil, réduisez la complexité du programme de serrage ou choisissez un programme de serrage différent.
Phases de configuration d'étape
Pour exécuter les programmes de serrage des coffrets, il est nécessaire de régler certains paramètres. La sélection d'une Stratégie et du Couple cible ou Angle cible est obligatoire. Les autres réglages sont facultatifs. Il est aussi possible de surveiller le serrage en cours en ajoutant des limites que doivent respecter le couple ou l'angle de rotation.
La procédure de serrage se divise en quatre phases : le démarrage, l'approche, le serrage et l'arrêt.
La figure est une représentation type de la façon dont les serrages sont décrits. Les courbes représentent la variation de la vitesse, du couple et de l'angle dans le temps. Toutes les stratégies de serrage sont représentées de cette manière. Les paramètres, les surveillances et les limites sont également présentés en détail dans les figures.
Une tâche de serrage est définie entre l'instant où l'on presse la gâchette et l'instant où la cible de serrage est atteinte ou le moment où une erreur se produit.
La combinaison d'une stratégie de serrage et de réglages de paramètres spécifiques constitue un programme de serrage.
L'utilisateur peut créer différents programmes de serrage et l'un d'eux est sélectionné lors de l'exécution.
Dans cette section
Phase de démarrage
L'étape de démarrage facultative amorce le serrage, permet de trouver la douille et le filetage et en option de détecter les resserrages.
Dans cette section
Direction
Direction (sens) définit le sens de serrage de la broche : sens des aiguilles d'une montre (CW) ou sens inverse (CCW). La rotation de la broche se fera toujours dans ce sens, hormis pour le dévissage et pendant l'étape de conditionnement utilisée dans la stratégie Three step (trois étapes).
|
Paramètre |
Description |
Valeur par défaut |
|---|---|---|
|
Sens du filetage |
Définit le sens du serrage de la broche. |
Sens horaire |
Démarrage en douceur
Pendant la phase Soft start (démarrage en douceur), il est possible de fixer la vitesse, le couple maximum et l'angle de rotation pour aider la vis à entrer dans le filetage et pour prévenir une secousse et un déplacement de l'outil lors de l'appui sur la gâchette.
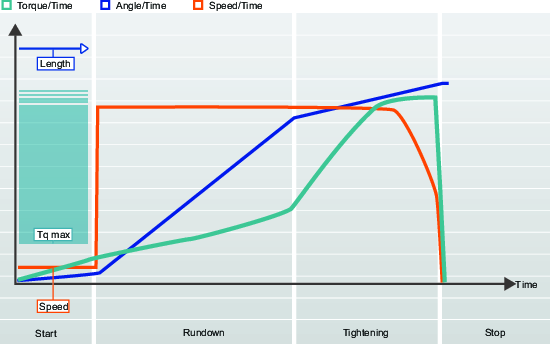
Nom du paramètre | Description | Valeur par défaut |
|---|---|---|
Démarrage en douceur | Permet de définir la vitesse de l'outil, l'angle et le couple maximum pour faciliter l'entrée de la vis dans le filetage. Arrêt : le démarrage en douceur est arrêté. Marche : le démarrage en douceur est activé. | Marche |
Vitesse | Définit la vitesse de l'outil pendant le démarrage en douceur. | 35 tr/min |
Angle | Définit l'angle de rotation de la broche nécessaire pour que la vis puisse entrer dans le filetage. | 90° |
Torque max (couple maxi.) | Définit la limite supérieure de couple pendant le démarrage en douceur. Si Torque max (couple maxi.) est dépassé, le serrage est abandonné et un message d'erreur s'affiche. Le serrage sera considéré comme incorrect. | 1,25 Nm |
Détection de resserrage
Lorsque la fonction Détection de resserrage est activée, il est possible de détecter une vis qui a déjà été serrée.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Détection de resserrage | Détecte les tentatives de serrage d'une vis déjà serrée.
| Précoce |
Surveillance du courant
La surveillance du courant procure une sécurité supplémentaire pour la surveillance du couple de serrage et complète le capteur de couple dans l'outil.
Au couple final ciblé, le courant du rotor est mesuré et converti en valeur de couple. Si le couple calculé est compris dans les 10 % du couple mesuré, le serrage est considéré comme OK.
Paramètre | Description | Par défaut |
|---|---|---|
Surveillance du courant | Commutateur avec position Marche - Arrêt
| Arrêt |
La surveillance du courant n’est pas intégrée aux stratégies Turbo Tight, Rotate, Pulsing et STwrench.
Compensation TrueAngle
Certains outils sont équipés d'un gyro qui mesure la rotation de l'outil pendant le serrage. Si l'outil est mis en rotation pendant le serrage, la mesure de l'angle peut être corrompue. Ceci induit alors un défaut de serrage si le serrage est réalisé par rapport à des références d'angle. Pour garder les variations dans les limites spécifiées, le coffret peut compenser ces rotations et réaliser un serrage correct.
Si la rotation de l'outil est à l'extérieur des limites spécifiées, le serrage est abandonné et l'état du résultat NOK est signalé. L'information complémentaire Mouvement de l’outil dépassé est signalée.
Paramètre | Description | Par défaut |
|---|---|---|
Compensation TrueAngle | Disponible pour toutes les stratégies de serrage sauf Rotate. Les outils qui ont un crowfoot installé comme accessoire ne prennent pas en charge le paramètre Compensation TrueAngle. | Marche |
Limites de déplacement d'outil - Négatif | Visible uniquement si Compensation TrueAngle est activé. Définit la rotation négative maximale de l'outil. Si la valeur est dépassée, le serrage s'interrompt et une erreur est signalée. Le paramètre est exprimé en valeur numérique d'angle.
| 30 |
Limites de déplacement d'outil - Positif | Visible uniquement si Compensation TrueAngle est activé. Définit la rotation positive maximale de l'outil. Si la valeur est dépassée, le serrage s'interrompt et une erreur est signalée. Le paramètre est exprimé en valeur numérique d'angle.
| 30 |
Seuls les outils avec gyro ont la capacité de mesurer le mouvement de l'outil.
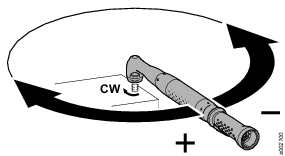
Phase d'approche
Partie du serrage qui consiste à introduire la vis dans le filetage juste avant que la tête de la vis ne touche la surface sous-jacente et que le point d'ajustement soit atteint. Le couple requis pendant la phase d'approche n'engendre aucune force de serrage.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Vitesse d'approche | Définition de la vitesse de l'outil pendant l'étape d'approche. | Vitesse maxi. de l'outil |
Dans cette section
Autotaraudage
L'étape Selftap (autotaraudage) permet d'effectuer le serrage lorsque le couple d'approche requis est supérieur au couple Approche terminée, par exemple lors du serrage de faibles épaisseurs de métal à l'aide de vis autofileteuses (ou autotaraudeuses). La fenêtre d'autotaraudage commence à l'endroit où la valeur de couple atteint SelftapTorqueMin/2 (couple d'autotaraudage mini./2). Le couple doit dépasser SelftapTorqueMin (couple d'autotaraudage mini.) mais ne doit pas franchir SelftapTorqueMax (couple d'autotaraudage maxi.) dans la fenêtre d'angle.
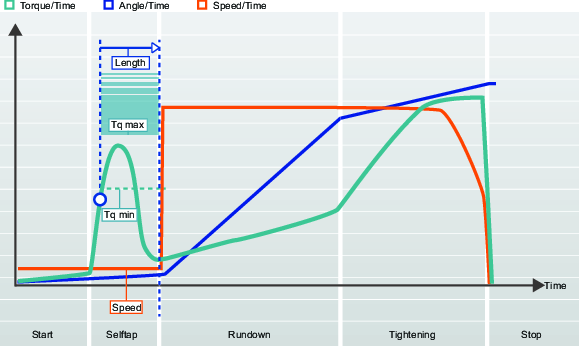
Paramètre | Description | Valeur par défaut |
|---|---|---|
Autotaraudage | Active l'étape d'autotaraudage. | Off (Arrêt) |
Régime | Définit la vitesse pendant l'autotaraudage. | Vitesse de démarrage en douceur ou 5 % de ToolMaxSpeed (vitesse maxi. de l'outil) |
Longueur | Définition de l'angle de rotation de la douille pendant l'autotaraudage. Mesuré à partir de la fin de la phase de démarrage. | 360° |
Torque min (couple mini.) | Valeur de couple pour la limite inférieure d'autotaraudage. | 0 Nm |
Torque max (couple maxi.) | Valeur de couple pour la limite supérieure d'autotaraudage. | Couple maxi. de l'outil |
Limites de couple d'approche
Le frottement entre l'écrou et l'assemblage peut varier. De ce fait, le couple requis pour faire descendre un écrou le long d'un filetage avant que le point d'ajustement avec la surface de l'assemblage ne soit atteint peut également varier. Cela peut avoir pour effet, par exemple une interférence avec le trou, un couple de traînée ou une lubrification variable.
La surveillance du couple d'approche peut être utile pour l'approche d'un écrou-frein doté d'un insert en plastique dans les filets pour permettre à la fixation de résister aux vibrations. Cela demande un couple plus élevé, connu sous le nom de couple de traînée, pour surmonter l'interférence.
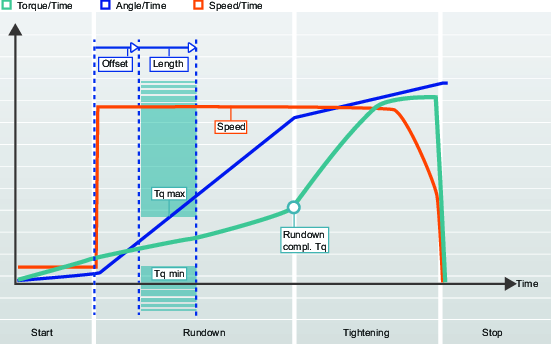
Paramètre | Description | Valeur par défaut |
|---|---|---|
Limites de couple d'approche | Active ou désactive les limites de couple d'approche. Arrêt : Aucune limite n'est définie. Marche : Les limites de couple et l'intervalle d'angle sont définis. | Arrêt |
Décalage | Décalage de l'angle avant le début de l'intervalle d'angle. | 0° |
Longueur | Angle définissant la section de limite de couple d'approche. | 360° |
Torque min (couple mini.) | Valeur de couple pour la limite inférieure de couple d'approche. | 0 Nm |
Torque max (couple maxi.) | Valeur de couple pour la limite supérieure de couple d'approche. | 19 % du couple cible |
Limites d'angle d'approche
En surveillant l'angle de rotation pendant l'approche, il est possible de détecter les erreurs telles que des rondelles manquantes ou des vis présentant une taille de filetage ou une longueur incorrecte. Par exemple des filets trop longs nécessiteront un angle de rotation plus important de la vis pour atteindre le point d'ajustement.
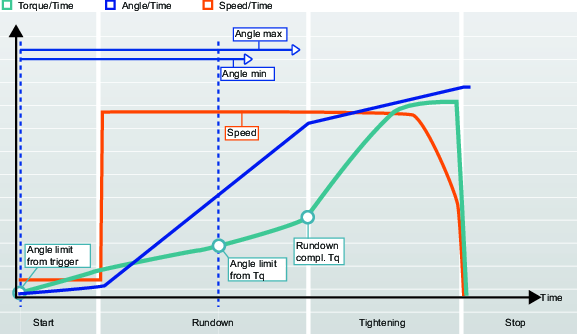
Paramètre | Description | Valeur par défaut |
|---|---|---|
Limites d'angle d'approche | Active les limites d'angle d'approche. Les limites d'angle sont définies par rapport au moment où l'on presse la gâchette de l'outil ou par rapport au moment où une valeur de couple spécifiée est atteinte. Les limites d'angle ne seront pas vérifiées pendant l'autotaraudage si cette option est activée. Arrêt : Aucune limite n'est définie. From trigger (depuis la gâchette) : le système commence à surveiller l'angle de serrage dès que la gâchette de l'outil est pressée et signale si les limites d'angle ou de temps ne sont pas respectées. Depuis le couple : le système commence à surveiller l'angle de serrage à partir de la <From torque> valeur de couple spécifiée et signale si les limites d'angle ou de temps ne sont pas respectées. | Arrêt |
<From torque> | Valeur de couple à partir de laquelle les limites d'angle d'approche sont définies. | 10 % du couple cible |
Angle min (angle mini.) | Valeur d'angle pour la limite inférieure d'angle à partir du point de démarrage. | 100° |
Angle max (angle maxi.) | Valeur d'angle pour la limite supérieure d'angle à partir du point de démarrage. | 1000° |
Time min (temps mini.) | Temps minimum (en millisecondes) de l'étape. Valeur mesurée à partir du début de l'étape. | 10 ms |
Time max (temps maxi.) | Temps maximum (en millisecondes) de l'étape. Valeur mesurée à partir du début de l'étape. | 5000 ms |
Couple de traînée
Certains assemblages ont une crête de couple avant l'approche terminée. Le couple de traînée permet de surveiller les valeurs de couple pendant deux intervalles angulaires précis. Les départs d'intervalle sont définis comme un angle avant l'approche terminée et le couple est ensuite surveillé pendant un intervalle angulaire spécifié.
Le couple antérieur est donc similaire aux limites de couple d'approche à ceci près que les limites maximale et minimale peuvent être positionnées indépendamment l'une de l'autre et peuvent varier en longueur pour un meilleur contrôle du résultat de l'étape d'approche.
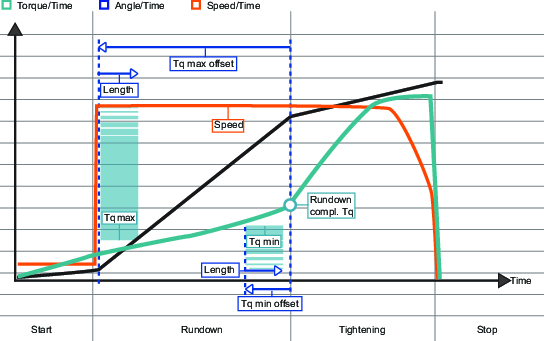
Paramètre | Description | Valeur par défaut |
|---|---|---|
Couple de traînée | Le couple de traînée permet de surveiller les valeurs de couple pendant deux intervalles angulaires précis. | Arrêt |
Torque min (couple mini.) | Valeur de couple pour la limite inférieure de couple de traînée. |
|
Décalage de couple mini. | Décalage d'angle avant que l'intervalle minimum du couple de traînée ne commence. | 720° |
Longueur de couple mini. | Longueur de l'angle définissant la section minimale du couple de traînée. | 90° |
Torque max (couple maxi.) | Valeur de couple pour la limite supérieure de couple de traînée. |
|
Décalage de couple maxi. | Décalage d'angle avant que l'intervalle maximum du couple de traînée ne commence. | 360° |
Longueur de couple maxi. | Longueur de l'angle définissant la section maximale du couple de traînée. | 90° |
Approche terminée
Le paramètre Approche terminée définit si la vis a atteint le point d'ajustement. Cette option met fin à l'étape d'approche de façon à ce que l'étape de serrage puisse commencer.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Approche terminée | Spécifie comment contrôler le moment où le point d'ajustement est atteint. Au couple : spécification de la valeur de couple pour laquelle l'étape d'approche est terminée. | Au couple |
<At torque> | Définition de la valeur de couple pour laquelle le point d'ajustement est atteint et pour laquelle l'étape d'approche est terminée. La valeur du paramètre Approche terminée doit être inférieure au Premier couple dans les stratégies à étapes multiples ou à la Consigne couple dans la stratégie TurboTight. |
|
Étape Arrêt
L’étape arrêt termine le serrage de façon à ce que la douille puisse être libérée.
Arrêt en douceur
L'arrêt en douceur permet d’arrêter le serrage de façon plus ergonomique.
Ne pas arrêter les outils dans le laps de temps compris entre 50 et 300 ms puisque l'on sait que l'arrêt est alors perçu comme inconfortable.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Arrêt en douceur | Active ou désactive l'arrêt en douceur.
| Off (Arrêt) |
Desserrage d'une vis
En définissant les paramètres de desserrage, il est possible de contrôler le comportement du desserrage pour un programme de serrage spécifique. Spécifier la vitesse de dévissage et le couple pour faire en sorte que la vis soit dévissée de la manière désirée afin que ses filets ne foirent pas quel que soit l'outil utilisé.
Un dévissage est considéré comme correct lorsque le Couple de desserrage est atteint. Cependant, la vis ne sera alors probablement pas entièrement débloquée. Il doit ensuite être possible de tourner la vis en utilisant un couple réduit et la vitesse peut être augmentée. L'opérateur devra poursuivre le desserrage jusqu'à ce que l'opération soit considérée comme terminée.
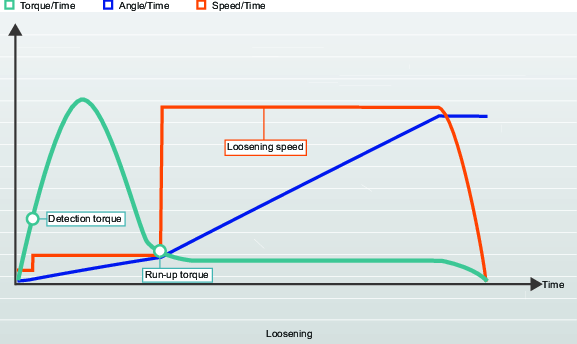
Nom du paramètre | Description | Valeur par défaut |
|---|---|---|
Couple de détection | Couple minimum nécessaire pour commencer à effectuer une opération de vissage et produire un résultat de dévissage. | 7 % de ToolMaxTorque (couple maxi. outil) |
Couple de desserrage | Lorsque le couple chute au-dessous de la valeur du Couple de desserrage, le desserrage est considéré comme correct. Remarque : Selon les variations dans la longueur des vis, le système ne peut pas déterminer le moment où la vis est entièrement dégagée. C’est à l’opérateur d’en décider. | 3,5% de ToolMaxTorque (couple maxi. outil) |
Loosening speed (vitesse de dévissage) | La vitesse de dévissage est atteinte lorsque la valeur Run-up torque (couple d'accélération) est atteinte. | ToolMaxSpeed (vitesse maxi. outil) |
Descriptions des paramètres des phases
Limites de couple cible
En définissant les limites de couple cible, il est possible d'éliminer un serrage si le résultat en termes de couple n'est pas conforme aux limites de couple spécifiées. Un couple trop haut peut entraîner la déformation de la vis sous l'effet du dépassement de la limite élastique, voire une cassure ou le foirage des filets. Un couple insuffisant peut se traduire par une force de serrage insuffisante pour supporter les forces pour lesquels l'assemblage est conçu.
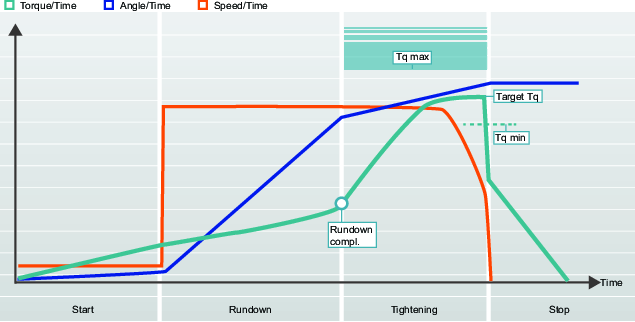
Paramètre | Description | Valeur par défaut |
|---|---|---|
Limites de couple | Le serrage est considéré comme incorrect si le résultat en termes de couple est en dehors de la plage définie par Torque min (couple mini.) et Torque max (couple maxi). Auto : Les limites de couple sont automatiquement définies aux valeurs par défaut spécifiées pour Torque min (couple mini.) et Torque max (couple maxi). Manuel : Permet de définir manuellement les valeurs limites de couple. | Auto |
Torque min (couple mini.) | Valeur de couple pour la limite inférieure de couple. Ce paramètre peut être saisi si l'option Manual (manuel) a été sélectionnée. | 95% du couple cible |
Torque max (couple maxi.) | Valeur de couple pour la limite supérieure de couple. Ce paramètre peut être saisi si l'option Manual (manuel) a été sélectionnée. | 120% du couple cible |
Le paramètre Measure torque at (mesurer le couple à) peut avoir différentes valeurs. Par défaut, le couple est mesuré à la crête de couple. Les valeurs possibles du paramètre sont énumérées dans le tableau ci-dessous.
Nom | Description |
|---|---|
Valeur de couple maxi | Mesure de la valeur de couple la plus élevée pendant le serrage. |
Value at peak angle (valeur pour l'angle crête) | Mesure de la valeur de couple pour la valeur d'angle la plus élevée. |
Value at shutoff (valeur à l'arrêt) | Mesure de la dernière valeur de couple avant le passage à l'étape de pause. |
Limites d'angle cible
Lorsque des limites d'angle cible sont définies, il est possible de contrôler si la rotation de l'écrou correspond à l'angle désiré pendant le serrage.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Angle limits (limites d'angle) | Permet de choisir la section du serrage, en degrés, dans laquelle l'angle doit être surveillé.
| Arrêt |
<From torque> | Valeur de couple à partir de laquelle les limites d'angle sont définies. |
|
<From torque> | Valeur de couple à partir de laquelle les limites d'angle sont définies. | 75 % du couple cible |
Angle min (angle mini.) | Valeur d'angle pour la limite inférieure d'angle | 90° |
Angle max (angle maxi.) | Valeur d'angle pour la limite supérieure d'angle | 720° |
Time min (temps mini.) | Temps minimum (en millisecondes) de l'étape. Valeur mesurée à partir du début de l'étape. | 10 ms Pour TurboTight (serrage turbo) : 0 ms |
Time max (temps maxi.) | Temps maximum (en millisecondes) de l'étape. Valeur mesurée à partir du début de l'étape. | 1000 ms Pour TurboTight (serrage turbo) : 40 ms |
Les positions 1 à 4 sont valides si la cible est le couple. Les positions 5 à 6 sont valides si la cible est l'angle.
Le paramètre Mesure d'angle jusqu'à peut avoir différentes valeurs. Le paramètre n'est disponible que lorsque la surveillance de l'angle est activée pour le programme de serrage utilisé. Par défaut, l'angle est mesuré à la Valeur d'angle maxi. Les valeurs possibles du paramètre sont énumérées dans le tableau ci-dessous.
Nom | Description |
|---|---|
Valeur au couple de crête | Mesure de l'angle à la valeur de couple la plus élevée. |
Valeur d'angle maxi. | Mesure de l'angle le plus élevé pendant le serrage. |
Value at shutoff (valeur à l'arrêt) | Mesure de la dernière valeur d'angle avant le passage à l'étape de pause. |
Compensation du couple
En utilisant la compensation du couple, il est possible de mieux déterminer la force de serrage réelle appliquée à l'assemblage et de réduire la dispersion de la force de serrage appliquée.
La consigne de compensation du couple se définit en se référant en arrière d'un angle spécifié à partir de l'approche terminée et en calculant une valeur pour le couple utilisé pendant l'approche. Le résultat est alors compensé lors de la création de la précharge dans la vis en ajoutant au couple cible la valeur de couple calculée dans la consigne de compensation du couple.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Compensation du couple | Permet de définir l'utilisation de la consigne de couple pour le couple utilisé pendant l'étape d'approche. Arrêt : Aucune compensation n'est réalisée. Marche : Règle manuellement la consigne de compensation du couple. | Off (Arrêt) |
Facteur de corrélation de couple résiduel
Le terme Facteur de corrélation du couple résiduel est similaire à un étalonnage et s'ajuste entre le couple dynamique mesuré par l'outil électrique et le couple résiduel mesuré par un outil de contrôle.
Le Facteur de corrélation du couple résiduel est disponible pour tous les outils exécutant la stratégie TurboTight et la stratégie de serrage TensoPulse. Il est aussi disponible pour les outils à impulsions sur batterie qui sont compatibles avec le coffret.
En cas d'utilisation d'un Facteur de corrélation de couple résiduelqui diffère de 100, le Couple final rapporté n'est plus le couple dynamique mesuré par le transducteur de l'outil.
La mesure du couple dynamique fait appel à un transducteur de couple interne qui mesure constamment le couple. Lorsque le couple cible est atteint, l'outil s'arrête et le résultat est évalué et communiqué. Le couple final mesuré dans le transducteur est affecté par l'état de l'assemblage, la vitesse de l'outil, les engrenages et les douilles.
Le couple résiduel est mesuré lorsque le serrage est terminé. Il s'agit du couple nécessaire pour continuer ou redémarrer le serrage à un niveau plus élevé. Le couple résiduel détermine la force de serrage qui règne dans l'assemblage.
Une mesure de couple dynamique est hautement répétitive mais peut varier entre le type de l'outil et la vitesse de l'outil. | Une clé dynamométrique portative étalonnée fournit une mesure de haute précision du couple résiduel mais comporte des variations élevées causées par le relâchement de l'assemblage, l'affaiblissement du couple, le frottement ou la technique de l'opérateur. |
Le Facteur de corrélation du couple résiduel est une compensation entre le couple dynamique et le couple résiduel. Le facteur doit être déterminé en effectuant des tests. Le programme de serrage sélectionné est effectué à quelques reprises et le couple dynamique est enregistré. Les serrages sont également mesurés manuellement pour déterminer le couple résiduel.

Le Facteur de corrélation du couple résiduel peut être calculé en divisant le couple résiduel par le couple dynamique. Le Facteur de corrélation du couple résiduel est donné en pourcentage et est par défaut égal à 100 %. Cela implique que la valeur de couple dynamique rapportée n'a pas été modifiée.
Paramètres | Fonction |
|---|---|
Couple cible | Couple cible de l'outil défini pour le serrage à l'aide de la stratégie TurboTight. |
Couple dynamique final | Couple final rapporté comme résultat du serrage effectué. |
Couple dynamique | Couple dynamique mesuré par un transducteur de référence. |
Couple résiduel | Couple résiduel souhaité qui assure la force de serrage désirée. |
Facteur de corrélation de couple résiduel | Facteur de compensation entre le couple résiduel et le couple dynamique |
Un exemple de l'utilisation du réglage fin du couple :
La stratégie TurboTight est sélectionnée. L'assemblage doit être serré à 12 Nm pour atteindre la force de serrage désirée. La configuration suivante est établie :
Exemples de réglages | Valeur | Fonction |
|---|---|---|
Couple cible | 12 Nm | Couple cible souhaité programmé dans le coffret |
Facteur de corrélation de couple résiduel | 100 | Facteur de compensation entre le couple résiduel et le couple dynamique |
Un certain nombre de serrages est effectué. Après chaque serrage, l'assemblage est vérifié à l'aide d'une clé dynamométrique étalonnée. La moyenne est calculée et le résultat suivant est obtenu :
Paramètres initiaux et résultats | Valeur | Fonction |
|---|---|---|
Couple cible | 12 Nm | Couple cible programmé dans le coffret. |
Final torque (Couple final) | 12 Nm | Couple final rapporté comme résultat du serrage effectué. |
Couple dynamique | 12 Nm | Couple mesuré non compensé à partir du transducteur de l'outil. |
Couple résiduel | 10 Nm | Couple résiduel mesuré avec une clé dynamométrique étalonnée ou autre outil de contrôle. |
Facteur de corrélation de couple résiduel | 100 % | Facteur de compensation entre le couple résiduel et le couple dynamique |
Le contrôle montre que le couple résiduel est trop bas pour produire la force de serrage désirée. Le Facteur de corrélation du couple résiduel est calculé à 0,83, ce qui équivaut à 83 %. Un ajustement du facteur de réglage est effectué et le résultat suivant est obtenu.
Paramètres finaux et résultats | Valeur | Fonction |
|---|---|---|
Couple cible | 12 Nm | Couple cible programmé dans le coffret. |
Final torque (Couple final) | 12 Nm | Couple final rapporté comme résultat du serrage effectué. |
Couple dynamique | 14,5 Nm | Couple mesuré non compensé à partir du transducteur de l'outil. |
Couple résiduel | 12 Nm | Couple résiduel souhaité qui assure la force de serrage désirée. |
Facteur de corrélation de couple résiduel | 83 % | Facteur de compensation entre le couple résiduel et le couple dynamique. |
Cela montre que nous devons serrer un peu plus dur que la cible pour compenser les différences et atteindre le couple souhaité dans l'assemblage.
Il est important que la corrélation soit effectuée avec le même type d'outil et la même configuration des paramètres que ceux utilisés en production.
Gâchette perdue
Dans la fenêtre Évaluation du résultat de la phase de serrage du programme, le commutateur NOK sur gâchette perdue détermine s'il est permis ou non de relâcher la gâchette de l'outil avant que la condition cible n'ait été atteinte. Le réglage peut prendre la position Marche ou Arrêt. Voici une description des deux états.
Réglage du commutateur | Description |
|---|---|
Marche | Relâcher la gâchette avant d'avoir atteint la condition cible entraînera un serrage NOK. |
Off (Arrêt) | Relâcher la gâchette avant d'avoir atteint la condition cible entraînera un serrage OK tant que toutes les autres conditions sont remplies. |
Le comportement par défaut est qu'un relâchement prématuré de la gâchette n'est pas autorisé.
Disponibilité
Le NOK sur gâchette perdue est disponible pour les stratégies de serrage suivantes : Rotate, Quick Step, Two Step, Three Step et Impulse - Étape simple.
Pour les stratégies de serrage Rotate, Quick Step, Two Step et Three Step, le paramètre Gâchette perdue est uniquement disponible lorsque la Cible du programme est définie sur Angle (pas Couple).
Configuration des programmes de serrage - Paramètres généraux
Les modifications apportées aux programmes d'assemblage dans n'importe quelle section doivent être activement appliquées en cliquant sur le bouton Appliquer dans le coin inférieur droit de l'IGU. Alternativement, les modifications peuvent être annulées en cliquant sur le bouton Annuler situé au même endroit.
Lorsque vous naviguez en dehors de la section où les modifications ont été effectuées (en utilisant le bouton Précédent, Accueil ou Résultat), l'utilisateur verra apparaître un message d'avertissement dans lequel les modifications peuvent également être appliquées ou annulées. L'utilisateur ne peut pas continuer sans appliquer ou annuler les modifications.
Les réglages généraux des programmes de serrage servent à mettre en place et à gérer les programmes de serrage en les nommant, à établir les réglages généraux des serrages comme la sélection de la stratégie de serrage ou le mode de programmation Manuel ou Rapide et à définir la valeur cible du programme de serrage.
Pour plus d'informations sur les paramètres de serrage, voir l'Étape de démarrage, l'Étape d'approche, les Stratégies de serrage et l'Étape d'arrêt.
Pour plus d’informations sur les Paramètres de dévissage, voir Dévisser une vis.
Informations pertinentes
Dans cette section
Nom
Utiliser le champ Nom pour donner un nom au programme de serrage. Ce nom sera enregistré avec les résultats de serrage et envoyé à ToolsNet (le cas échéant). Le nom peut avoir une longueur maximale de 32 caractères.
Stratégie
Stratégie définit la stratégie de serrage à utiliser avec le programme de serrage.
Pour plus d'informations sur les stratégies disponibles et les paramètres pertinents, voir « Stratégies de serrage ».
Cible
les stratégies Quick step, Two step et Three step permettent de choisir l'exécution du serrage par rapport à une valeur de Couple cible ou d'Angle cible. Lorsque la stratégie TurboTight est activée, seule l'option Couple cible est disponible.
Surveillance du temps (temps écoulé)
La surveillance du temps est disponible pour toutes les stratégies de serrage sauf Rotate (rotation). La surveillance du temps peut être activée lorsque des limites d'angle sont activées. La surveillance du temps est disponible pour l'étape d'approche et pour l'étape finale de l'étape de serrage.
Pour limiter le risque de secousse inattendue à la fin du serrage lorsque l'on utilise la stratégie de serrage TurboTight, veiller à activer la surveillance du temps.
Étant donné que la gestion des courbes demande du temps, il y a toujours une petite différence entre le temps écoulé du programme et le temps écoulé de l'étape. Ceci est particulièrement remarquable dans les programmes qui ne contiennent qu'une seule étape.
Lorsque l'on utilise un outil STB, il n'est pas possible d'utiliser la surveillance du temps si toutes les options de surveillance sont activées.
Réglage accessoire
Le Réglage accessoire offre la possibilité de compenser les accessoires frontaux de l'outil. La compensation peut être réalisée pour chaque programme de serrage.
Un opérateur ne peut pas échanger un accessoire puis sélectionner un programme de serrage défini spécifiquement pour cet accessoire.
Le Réglage accessoire est disponible pour toutes les stratégies conventionnelles sauf STwrench.
Dans les Réglages du programme de serrage, donner au paramètre Réglage fin de l'accessoire activé la valeur Oui.
Cliquer sur Paramètres de serrage > Modifier.
Cliquer sur l'étape de démarrage.
Sous Réglage fin de l'accessoire, donner au paramètre Utiliser le réglage fin de l'accessoire la valeur Oui.
Régler les paramètres nécessaires pour le Rapport d'engrenage et le Réglage d'efficacité (voir le tableau ci-après).
Réglage accessoire | Description | Par défaut |
|---|---|---|
Rapport d'engrenage d'accessoire | Le paramètre Rapport d'engrenage d'accessoire est requis pour la compensation de l'angle. Minimum : 0,5 Maximum : 100 Vitesse de rotation de prise d'outil = Vitesse de l'outil / rapport d'engrenage | 1,0 |
Réglage d'efficacité | Le rapport d'engrenage d'accessoire combiné au Réglage d'efficacité est nécessaire pour compenser le couple. Minimum : 0,5 Maximum : 1,0 Par exemple, 0,9 signifie 10% de perte d'efficacité | 1,0 |
Utiliser l'onglet Séquence de lots
Les fonctionnalités du coffret, comme les Stratégies de serrage à faible réaction et les fonctions couvrant tous les aspects du coffret, parmi d'autres, requièrent que les licences soient distribuées à travers le Système de gestion des fonctionnalités (FMS). Alors que la configuration des fonctionnalités est possible sans licences spécifiques, l'attribution et l'utilisation de ces fonctionnalités nécessitent l'installation de la licence correcte sur le coffret. Se référer à Licences (FMS) pour de plus amples informations sur les licences.
Les séquences de lots sont utilisées pour exécuter un nombre précis de serrages dans un ordre spécifique. Un nom est donné à chaque séquence de lots.
Dans cette section
Paramètres de séquence de lots
Une séquence de lots peut comporter jusqu'à 99 lots, chaque lot pouvant gérer 250 serrages. Les lots d'une séquence de lots sont effectués dans l'ordre indiqué ou à l'aide d'un sélecteur à douilles permettant de choisir le lot à exécuter.
Nom du paramètre | Description | Valeur par défaut |
|---|---|---|
Verrouillage de l'outil sur séquence de lots terminée | Une séquence de lots est terminée lorsque le compteur de la séquence de lots est égal à la taille de la séquence de lots. Marche : l'outil est verrouillé et il faut sélectionner un programme de serrage ou une séquence de lots pour continuer les serrages. Arrêt : lorsqu'elle est terminée, la séquence de lots est prête à être répétée. | Marche |
Ordre libre | Non : Les lots configurés seront exécutés dans l'ordre établi, à condition qu'ils aient été configurés pour exécuter des serrages. Si la douille a été spécifiée, le système demande la douille pour l'exécution du lot. Oui : Les lots configurés peuvent être exécutés dans n'importe quel ordre. L'opérateur doit indiquer au système le lot à exécuter en utilisant un sélecteur à douilles. Un lot est considéré comme terminé quand tous les assemblages ont été effectués. | Non |
Increment on NOK (incrément sur serrage incorrect) | Permet d'augmenter la valeur du compteur de lots même si le serrage est signalé comme incorrect. Pour que l'option Nombre maxi. de NOK consécutifs fonctionne (nombre maximum de fois où un boulon seul peut être serré), Incrément sur NOK doit être réglé sur Non. Donner à ce paramètre la valeur Oui permettra à la séquence de passer au serrage suivant. | Non |
Max consecutive NOK (nombre maxi. de serrages incorrects consécutifs) | Le nombre maximum de serrages NOK consécutifs correspond à un nombre défini maximum admis de serrages NOK consécutifs dans un lot. Si le Nombre maxi. de NOK consécutifs est atteint, l'évènementTrop de serrages incorrects (4020) est affiché. | 0 |
Decrement on loosening (Décrémentation au dévissage) | Décrémente le compteur dans le lot actuellement activé. Un lot terminé ne peut pas être décrémenté. Jamais : Le paramètre est désactivé. Le compteur n'est pas décrémenté lors du desserrage dans le lot activé. Toujours : Le compteur de lots est décrémenté lorsqu'un dévissage est effectué. Lorsque le dernier serrage était OK : Si le serrage précédent était OK, le compteur de lots est décrémenté lorsqu'un dévissage est effectué. | Jamais |
Minuteur d'abandon de séquence | Marche : la séquence de lots sélectionnée peut être abandonnée dans une limite de temps spécifiée. Arrêt : La séquence de lots sélectionnée ne peut être abandonnée. | Off (Arrêt) |
Temps d'abandon (10-600) | Nombre de secondes durant lesquelles la séquence de lots sélectionnée peut être abandonnée. | 10 |
Configuration des lots
Un lot est configuré pour exécuter un nombre spécifique de serrages consécutifs avec le même programme de serrage. Il faut spécifier un programme de serrage et une taille de lot pour pouvoir exécuter les lots.
Paramètre | Description |
|---|---|
Programme de serrage | Programme de serrage à utiliser avec le lot. |
Taille de lot | Nombre de serrages à exécuter dans le lot. Le nombre maximum de serrages dans un lot est de 250. La taille de lot 0 donnera au lot un nombre infini de serrages. |
Numéro d'identifiant | Lorsque l'on utilise un sélecteur à douilles, c'est cette position de douille qui est utilisée pour activer le lot. |
Utiliser l'onglet Sources
Les fonctionnalités du coffret, comme les Stratégies de serrage à faible réaction et les fonctions couvrant tous les aspects du coffret, parmi d'autres, requièrent que les licences soient distribuées à travers le Système de gestion des fonctionnalités (FMS). Alors que la configuration des fonctionnalités est possible sans licences spécifiques, l'attribution et l'utilisation de ces fonctionnalités nécessitent l'installation de la licence correcte sur le coffret. Se référer à Licences (FMS) pour de plus amples informations sur les licences.
Les signaux externes utilisés comme tâches pour les serrages sont configurés dans le menu Sources. Les sources sont des accessoires ou des objets similaires connectés à un poste de travail virtuel. Deux types de tâches sources sont disponibles :
Source tâche Serrage
Source tâche Lot
Le Serrage source sert à sélectionner un programme de serrage unique.
Le Lot source est utilisé pour sélectionner une séquence de lots, une série de programmes de serrage.
Pour plus d'informations sur la sélection des tâches, voir Affecter une tâche à un Poste de travail virtuel.
Dans cette section
Serrage source
Le menu Serrage présente une liste de configurations des serrages sources. Il est possible de lier des listes distinctes à un poste de travail virtuel en allant dans le Poste de travail virtuel en question, puis en sélectionnant Tâche et Choisir une tâche. Là, il est possible de choisir une source comme tâche. Les serrages sources lient un programme de serrage spécifique à un numéro d'identifiant. Lorsque le numéro d'identifiant est envoyé au coffret (soit par un signal numérique externe soit, si l'on utilise un sélecteur à douilles, en prélevant la douille correspondante dans le sélecteur), le programme lié va s'exécuter indéfiniment jusqu'à l'envoi d'un signal différent (ou jusqu'au prélèvement d'une douille). Il n'y a pas de comptage des lots.
Les listes de serrages sources peuvent être définies en mode Contrôle ou Confirmation.
Lorsque l'on opte pour le mode Contrôle, une source externe sélectionne un programme de serrage en demandant un numéro d'identifiant. Dans le cas d'un sélecteur à douilles, le numéro d'identifiant est lié à la douille correspondante dans le sélecteur et la sélection du programme de serrage s'effectue par prélèvement de la douille.
En mode Confirmation, il n'est pas possible d'utiliser le sélecteur à douilles comme source de contrôle. Dans ce mode, les numéros d'identifiant sont liés à la fois à un programme de serrage et à une douille spécifique (indiquée dans une colonne supplémentaire dans la liste). Lorsqu'un numéro d'identifiant est demandé (par un signal externe), la douille correspondante est appelée dans le sélecteur à douilles et le programme de serrage est activé lorsque l'opérateur prélève la douille (les autres douilles sont désactivées). Si aucune douille n'est spécifiée (c'est-à-dire 0 dans la colonne Douille), le programme de serrage est activé directement et le statut de la douille est ignoré.
Power Focus XC peut stocker jusqu’à 1 000 programmes de serrage sources.
Dans cette section
Création d'un serrage source
Les modifications apportées aux programmes d'assemblage dans n'importe quelle section doivent être activement appliquées en cliquant sur le bouton Appliquer dans le coin inférieur droit de l'IGU. Alternativement, les modifications peuvent être annulées en cliquant sur le bouton Annuler situé au même endroit.
Lorsque vous naviguez en dehors de la section où les modifications ont été effectuées (en utilisant le bouton Précédent, Accueil ou Résultat), l'utilisateur verra apparaître un message d'avertissement dans lequel les modifications peuvent également être appliquées ou annulées. L'utilisateur ne peut pas continuer sans appliquer ou annuler les modifications.
Aller dans le menu Sources et sélectionner Serrage dans la navigation sur la gauche.
Cliquer sur l'icône plus en haut à droite de l'espace de travail.
Donner un nom au Serrage source et sélectionner le Mode sélecteur (Contrôle ou Confirmation, selon les besoins).
Par défaut, un seul numéro d'identifiant modifiable sera disponible lors de la création d'un nouveau Serrage source. Au bas de l'écran, cliquer sur l'icône plus pour en ajouter d'autres.
Attribution d'un numéro d'identifiant à chaque élément
Si l'on utilise un sélecteur à douilles, les numéros d'identifiant correspondent aux positions du sélecteur : le numéro d'identifiant 1 correspond à la douille numéro 1 dans le sélecteur à douilles.
Choisir un programme de serrage à lier à chaque numéro d'identifiant en cliquant sur Programme et en choisissant un programme dans la liste des programmes de serrage.
Sources - nombre maxi. de NOK consécutifs
Nombre maxi. de serrages NOK consécutifs peut être réglé par Serrage source ou par programme individuel inclus dans le Serrage source.
Régler le nombre maxi. de NOK consécutifs par Serrage source
Régler Nombre maxi. de NOK consécutifs par programme sur Non
Régler la valeur dans le champ Nombre maxi. de NOK consécutifs.
Régler le nombre maxi. de NOK consécutifs par programme
Régler Nombre maxi. de NOK consécutifs par programme sur Oui
Pour chaque programme dans la section Configuration du sélecteur d'identifiants, régler la valeur dans la colonne NOK maxi.
Source Séquence de lots
La configuration de lot source se trouve sous l'option Lot dans le menu Sources.
Le coffret peut être configuré pour sélectionner une séquence de lots sur la base soit d'un numéro d'identification, soit d'une chaîne d'identification.
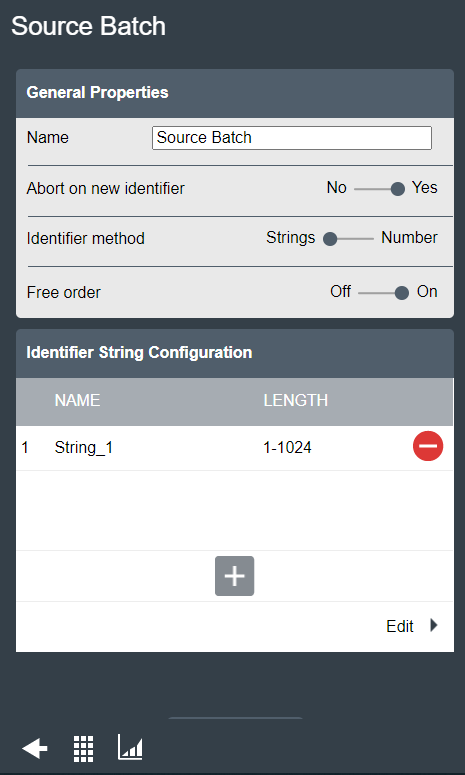
Entrée | Description |
|---|---|
Numéro d'identifiant | Le nombre doit être un entier positif qui peut provenir d'un accessoire ou d'une entité de contrôle externe. |
Chaîne d'identifiant | La chaîne doit être constituée de caractères ASCII et peut provenir d'un scanner ou d'une entité de contrôle externe. |
Dans cette section
Création d'un lot source
Aller dans le menu Sources et sélectionner Séquence de lots dans la navigation sur la gauche.
Cliquer sur l'icône plus en haut à droite de l'espace de travail.
Donner un nom au lot source.
Donner au paramètre Abandon sur nouvel identifiant la valeur Oui si la lecture d'un nouvel identifiant doit provoquer l'abandon du scan précédent.
Sélectionner la Méthode d'identifiant (Chaîne pour le texte ou Numéro pour les chaînes numériques).
Définissez Ordre libre sur Marche si les chaînes peuvent être analysées quel que soit l’ordre.
Les chaînes d’identifiants peuvent compter jusqu’à 4 chaînes différentes. Lorsque l’ordre libre est défini sur Non, les chaînes doivent être analysées dans un ordre spécifique afin que le système reconnaisse la chaîne.
Si nécessaire, ajoutez une chaîne d’identifiant en cliquant sur l’icône Plus dans la section Configuration de la chaîne d’identifiant.
Cliquez sur le libellé Nom pour la chaîne d’identifiant dont vous souhaitez modifier les propriétés (fenêtre contextuelle). Les propriétés suivantes peuvent être indiquées par chaîne :
Nom - le nom de la chaîne
Longueur - la longueur de la chaîne Voir Combinaison des chaînes d'identifiant pour en savoir plus sur la concaténation de chaînes.
Positions significatives - servent à spécifier les caractères du code-barres qui doivent être lus lors de la reconstitution de la chaîne à comparer avec les chaînes prédéfinies. Le nombre de positions significatives doit correspondre au nombre de caractères contenu dans les chaînes prédéfinies.
Positions enregistrées - indiquent les parties de chaque chaîne utilisée dans le lot source qui seront enregistrées et la façon dont elles seront représentées dans le journal. Dans ce champ, indiquer les positions de la chaîne qui doivent être enregistrées. Les positions peuvent constituer seulement des parties de la chaîne entière. Si le champ reste vide, la chaîne complète (concaténée) sera enregistrée. Le tableau ci-dessous montre quelques exemples de combinaisons de positions enregistrées.
Les valeurs des positions enregistrées sont séparées par des virgules (sans espaces) et les plages sont indiquées à l'aide d'un tiret.
Chaîne d'identifiant
Positions
Chaîne 1 : 1234567
1-7
Chaîne 2 : abcdef
8-13
Chaîne 3 : GHIJKL
14-19
Chaîne 4 : 890
20-22
Exemples de positions enregistrées Positions enregistrées
Résultats enregistrés
(vide)
1234567abcdefGHIJKL890
1-3,9,11,15,20-22
123bdH890
8-12,1-7,19,20-21 seront automatiquement modifiées en : 1-12,19-21
1234567abcdeL89
Le champ d’identification de la fenêtre des propriétés de la chaîne ne peut pas être modifié, mais peut uniquement être utilisé pour naviguer entre les différentes chaînes.
Une erreur peut survenir lorsque Ordre libre est défini sur Marche, et que les longueurs des différentes chaînes sont dupliquées. La séquence numérisée n’active alors pas un programme de serrage. Pour remédier à cette erreur, définissez Ordre libre sur Arrêt, ou ajustez les longueurs de chaîne.
Cliquer sur Modifier.
Dans la fenêtre Modifier, indiquer les chaînes (dans la colonne Contenu de la chaîne) qui doivent être liées à telle ou telle séquence de lots (dans la colonne Active). Cliquer sur l'icône plus au bas de la fenêtre pour ajouter d'autres chaînes.
Les caractères génériques peuvent être utilisés en saisissant le « contenu de la chaîne ». Le(s) caractère(s) générique(s) peuvent être utilisés à toute position dans la chaîne. Aucune séquence de lots n’est activée en cas de résultat de correspondance ambigu.
Le caractère générique est un . (période)
Informations pertinentes
Configurer des positions significatives pour la lecture d'un code-barres
Les positions dans la chaîne du code-barres sont associées à un nombre entre 1 et 1024. La première position de la chaîne est 1 et la dernière 1024.
Description | Positions significatives | Configuration valide | Chaîne de code-barres à comparer aux chaînes prédéfinies |
|---|---|---|---|
Positions significatives dans l'ordre | 1,2,3,7,8 | Ok | ABCGH |
Positions significatives dans un ordre facultatif | 7,1,2,3,8 | Ok | GABCH |
Plage de numéros | 1–3,7-8 | Ok | ABCGH |
Combiner des chaînes d'identifiant
La chaîne d'identifiant utilisée pour la recherche de correspondance est une combinaison contenant jusqu'à quatre chaînes venant d'un système de gestion de l'usine ou jusqu'à quatre entrées de scanner qui doivent être combinées en une seule et même chaîne.
Les boutons Ajouter et Supprimer gèrent la façon dont les chaînes sont combinées. Les paramètres suivants sont disponibles :
Paramètre | Description |
|---|---|
Nom | La chaîne doit recevoir un nom. |
Longueur | La longueur de la chaîne doit être connue et saisie. Cette précision est importante parce qu'elle permet de combiner l'identifiant de chaîne correct. |
Positions significatives | Positions dans la chaîne combinée, séparées par une virgule, ou plages, séparées par un tiret, utilisées pour la recherche de correspondance. |
Positions enregistrées | Les positions séparées par des virgules ou plages des chaînes qui seront enregistrées dans le résultat. |
Si plusieurs chaînes d'identifiant doivent être utilisées, procéder comme suit :
Sélectionner le bouton Ajouter pour créer une nouvelle entrée dans le tableau.
Donner un nom à la chaîne.
Saisir la longueur de la chaîne.
Répétez les étapes 1 à 3 pour chaque chaîne à ajouter. Il est possible de combiner jusqu’à quatre chaînes.
Les paramètres Début-fin de chaque ligne définissent les positions de chaîne individuelles dans la chaîne d’identifiant combinée, qui seront utilisées à l’étape suivante du processus de correspondance.
Exécution d'un processus de sélection de tâche à l'aide d’une chaîne d'identifiant en entrée :
Définir les positions de la chaîne qui doivent être activées.
Saisir les positions significatives pour définir les positions à utiliser dans la chaîne d'identifiant pour la recherche de correspondance. Les positions doivent être séparées par une virgule ou par plage.
Utiliser l'onglet Outils
Il faut qu'un outil soit connecté au contrôleur pour que le menu Outil donne des informations.
Dans cette section
Informations sur l'outil
La vue Informations sur l'outil contient les informations utilisées pour permettre au technicien d'avoir des renseignements exacts sur l'outil connecté au coffret de façon à pouvoir apporter une aide et une assistance adéquate aux opérateurs.
Informations | Description |
|---|---|
Modèle | Dénomination du modèle d'outil |
Couple maxi. | Couple maximal que l'outil peut utiliser pour un serrage. |
Vitesse mini. | Vitesse de rotation minimale de l'outil. |
Vitesse maxi. | Vitesse de rotation maximale de l'outil. |
Vitesse finale mini. | La vitesse finale de rotation minimale de l’outil (uniquement pour les outils BCP / BCV-RE). |
Vitesse finale maxi | La vitesse finale de rotation maximale de l’outil (uniquement pour les outils BCP / BCV-RE). |
Rapport d’engrenage | Rapport entre vitesse angulaire de l'engrenage d'entrée et vitesse angulaire de l'engrenage de sortie. |
Numéro de série | Le numéro de série de l'outil peut être nécessaire si la version appropriée des instructions du produit est requise, ceci afin d'obtenir les pièces détachées ou les instructions d'entretien qui conviennent. |
Version du logiciel | Version logicielle de l'outil. |
Référence du produit | Référence de commande ou référence produit de l'outil. |
Informations TAG de l'outil
Informations TAG de l'outil ne sont disponibles que si l'outil est de type STwrench.
Informations | Description |
|---|---|
Id TAG | Numéro d'identification programmable de l'étiquette RFID programmé dans l'Embout(douille). |
Coefficient de correction de couple | Dans certains cas, des rallonges peuvent être nécessaires pour une adaptation à l'application. Dans ce cas, la mesure de la clé doit être compensée pour afficher une valeur correcte. Pour calculer le coefficient de correction, se référer à la dernière version du guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01). Le paramètre est enregistré dans le TAG RFID sur l'Embout. |
Coefficient de correction d'angle | Dans certains cas, des rallonges peuvent être nécessaires pour une adaptation à l'application. Dans ce cas, la mesure de la clé doit être compensée pour afficher une valeur correcte. Pour calculer le coefficient de correction, se référer à la dernière version du guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01). Le paramètre est enregistré dans le TAG RFID sur l'Embout. |
Couple nominal | La smartHEAD de STwrench contient le capteur de couple et définit le couple nominal de la clé. Pour plus d'informations, se référer à la dernière version du guide d'utilisation de STwrench (document imprimé numéro 9836 4134 01). |
Connexion outil
La zone de connexion de l'outil indique le poste de travail virtuel auquel l'outil est connecté.
Santé de l’outil
La vue Santé contient des informations concernant la température de l’outil.
Température de l'outil
La température des outils (que ce soit pour les outils filaires ou ceux sur batterie) est surveillée en continu par le Power Focus XC. Les unités de température prises en charge sont les degrés Celsius (°C) et les degrés Fahrenheit (°F), les degrés Celsius étant l'unité par défaut. Il est possible de passer d'une unité à l'autre sans qu'un redémarrage du coffret ne soit nécessaire. Lorsque la température du moteur de l'outil ou celle des circuits électroniques de l'outil dépasse la température maximale, l'outil est verrouillé et une alerte (2014) s'affiche. L'outil est à nouveau déverrouillé lorsque sa température s'abaisse sous la limite.
La température n'est pas disponible pour le STwrench.
Surveiller la température de l'outil
Depuis l'affichage ou via l'IGU Web, les utilisateurs peuvent accéder aux données les plus récentes de température du moteur et des circuits électroniques de l'outil avec horodatage du moment où les mesures ont été effectuées.
À l’écran d’accueil, toucher l'onglet Outil.
La température des circuits électroniques de l'outil et la température du moteur de l'outil apparaissent sous Santé.
Pour les outils à impulsions, la température de l'unité d'impulsions de l'outil est également indiquée.Cliquer sur l'une ou l'autre entrée pour accéder à une liste des pics de température accompagnés de leur horodatage.
Maintenance des outils
L'outil stocke une périodicité d'entretien et compte le nombre de serrages pouvant être effectués avant qu'une maintenance ou une intervention d'entretien ne soient nécessaires.
Réglage de l’alarme de maintenance
À l’écran d’accueil, toucher l’onglet Paramètres puis sélectionner Outil
Placer l’Alarme de l'indicateur d'entretien sur la position Marche.
Retourner à l’écran d’accueil, toucher l’onglet Outil puis sélectionner l’outil pour lequel vous souhaitez régler une alarme.
Saisir une valeur dans le champ Périodicité d'entretien.
Les Périodicités d'entretien ne peuvent être définies que par multiples de 10 000. Tout nombre autre qu'un multiple de 10 000 est arrondi au multiple de 10 000 le plus proche.
Lorsque l'on travaille avec des outils à impulsions, la périodicité d'entretien est définie à la fois pour le nombre de serrages et pour le nombre d'impulsions. La première échéance atteinte aura pour effet de déclencher l'alarme.
Champ | Description |
|---|---|
Dernier entretien | Date et heure de réalisation du dernier entretien. La date du Dernier entretien est programmée à l'atelier de réparation. La date du Dernier entretien est définie sur la date et heure actuelles si l'on appuie sur le bouton Remise à zéro du compteur d'entretien. |
Total des serrages en service | Nombre total de serrages réalisé par l'outil depuis sa première utilisation. Cette valeur est disponible lors de l'entretien et restera inchangée jusqu'à la prochaine intervention d'entretien. |
Serrages restants | Nombre total de serrages restant avant que la périodicité d'entretien ne soit atteinte. |
Périodicité d'entretien | Nombre de serrages à effectuer entre deux interventions d'entretien. Peut être défini par multiples de 10 000. |
Total des impulsions en service | [Outils à impulsions uniquement] Nombre total d'impulsions réalisé par l'outil depuis sa première utilisation. Cette valeur est disponible lors de l'entretien et restera inchangée jusqu'à la prochaine intervention d'entretien. |
Impulsions restantes | [Outils à impulsions uniquement] Nombre total d'impulsions restant avant que la périodicité d'entretien ne soit atteinte. |
Périodicité d'entretien | [Outils à impulsions uniquement] Nombre d'impulsions à réaliser entre deux interventions d'entretien. Peut être défini par multiples de 10 000. |
Remise à zéro du compteur d'entretien | Réinitialisation du compteur Serrages restants et instauration de la date courante pour le Dernier entretien. |
Réinitialisation des données d'entretien | [Outils à impulsions uniquement] Réinitialisation du compteur Serrages restants ainsi que du statut de lubrification et instauration de la date courante pour le Dernier entretien. |
Étalonnage de l'outil
Étalonnage de l'outil sert à contrôler l'adéquation d'un outil à un transducteur de référence.
La valeur d'étalonnage enregistrée dans la mémoire de l'outil est utilisée pour ajuster la valeur de couple donnée par le capteur de couple de l'outil. La valeur de couple correcte est ainsi affichée sur l’interface graphique Web ou mobile. L’interface Web ou mobile affiche également la date à laquelle l'outil a été étalonné pour la dernière fois.
Champ | Description |
|---|---|
Dernier étalonnage | Date et heure de réalisation du dernier étalonnage. |
Valeur d’étalonnage | Valeur de couple par rapport à laquelle l'étalonnage doit être effectué. |
Date du prochain étalonnage | Date à laquelle le prochain étalonnage de cet outil est nécessaire. |
Dans cette section
Préparation de l'étalonnage
S'assurer que la configuration de l'outil et du coffret permet d'effectuer un serrage.
Configurer l'outil avec un transducteur de couple de référence (comme le STa6000, STpad ou banc JSB).
Consulter le guide d’utilisation du transducteur de référence de couple pour les instructions de configuration.
Choisir un Programme de serrage avec un couple cible correspondant au serrage normalement utilisé avec l'outil.
Voir Configuration d'un serrage de base pour obtenir un tutoriel de configuration et d'activation d'un programme de serrage adapté.
Étalonner l'outil
La valeur d'étalonnage utilisée pour l'outil se calcule à partir des relevés de couple du coffret et du capteur de référence de couple en utilisant l'équation ci-dessous :
Nouvelle valeur d’étalonnage = Ancienne valeur d’étalonnage x Moyenne (Valeurs de référence / Valeurs de Power Focus)
À l’écran d’accueil, toucher l’onglet Outil et sélectionner l’outil à étalonner. Aller ensuite à Étalonnage.
Noter l'ancienne valeur d'étalonnage figurant dans la boîte de texte Valeur d'étalonnage.
Effectuer au moins trois serrages et utiliser les valeurs de couple du contrôleur et du transducteur de référence (ACTA ou similaire) pour calculer les valeurs moyennes de couple.
Calculer la nouvelle valeur d'étalonnage à l'aide de l'équation Nouvelle valeur d'étalonnage.
Enregistrer la nouvelle valeur d'étalonnage dans la mémoire de l'outil en saisissant la valeur calculée dans la boîte de texte Valeur d'étalonnage et en appuyant sur Appliquer.
Une fois l'étalonnage terminé, effectuer un serrage pour vérifier que les nouvelles valeurs sont correctes.
Étalonnage QA
Sur la page d'accueil, aller sur l’onglet Outil et sélectionner Étalonnage QA sur le panneau gauche.
Modifier les paramètres de la fenêtre Étalonnage QA et sélectionner Appliquer pour mettre en œuvre les modifications.
Paramètre
Description
Activer
MARCHE : Active l'option de configuration d'outil extérieure
ARRÊT Désactive l'option de configuration d'outil extérieure.
Poste de travail virtuel
Sélectionner l'icône en forme d’ellipse pour connecter l'outil à un poste de travail virtuel.
Type de connexion
Connecter via port TCP
ou
Connecter via port COM.
Port COM
Visible lorsque la Connexion de type port COM est sélectionnée.
Affiche un menu déroulant avec les ports COM disponibles.
Port TCP
Visible lorsque la Connexion de type port TCP est sélectionnée.
Affiche le port TCP, rempli automatiquement.
Étalonner un outil via un STa6000 ou STpad
Raccordement du STa6000/STpad
Le STa6000/STpad peut être raccordé au coffret de deux façons :
Raccordement du STa6000
Raccordement | Observations |
|---|---|
Port COM | Raccorder l’adaptateur série USB Atlas Copco sur le port USB du coffret en utilisant un câble série ACTA. Raccorder le STa6000 à l’adaptateur série en utilisant un câble USB. |
Port Ethernet | Brancher le câble Ethernet entre le STa6000 et le port Ethernet usine du coffret, ou le réseau de l'usine. |
Raccorder le STpad
Raccordement | Observations |
|---|---|
Port COM | Raccorder le STpad au port COM du coffret en utilisant le câble série ACTA. |
Port Ethernet | Brancher le câble Ethernet entre le STa6000 et le port Ethernet usine du coffret, ou le réseau de l'usine. |
Exécuter l’Étalonnage QA via le Sta6000 ou STpad
S'assurer que l'outil est raccordé et affecté à un poste de travail virtuel sur le coffret.
Les programmes de serrage unique ne peuvent pas être utilisés à des fins d’étalonnage. S'assurer de sélectionner un programme en lot.
À l’écran d’accueil, toucher l'onglet Outil. Cliquer ensuite sur Étalonnage QA, et régler l’Étalonnage QA sur Marche.
Sélectionner le poste de travail virtuel auquel est raccordé l’outil à étalonner et sélectionner le type de raccord à utiliser (TCP du port COM).
Remarque : le port de communication par défaut est 4561
Raccorder le STa6000/STpad au coffret et sélectionner le bon poste de travail virtuel.
Démarrer l’étalonnage du STa6000/STpad.
Le STa6000/STpad demande des informations sur le coffret, y compris des informations sur l’outil et le programme de serrage.
Effectuer le serrage. Lorsque le dispositif d'étalonnage détecte un serrage, il demande le résultat du serrage du coffret.
Répéter les étapes ci-dessus jusqu'à ce que tous les serrages du lot aient été effectués.
Une fois terminé, le STa6000/STpad crée un rapport et calcule une nouvelle valeur d’étalonnage pour l’outil.
Sélectionner Enregistrer dans le STa6000/STpad pour envoyer la nouvelle valeur d’étalonnage au coffret qui, à son tour, l’écrit dans l’outil.
Au cours de l'étalonnage, en cas de modification du programme de serrage ou de mise à jour de la séquence/du lot, l'étalonnage sera annulé.
Il n’existe aucune limite de taille de lot utilisée à des fins d’étalonnage. Cependant, le STa6000 ne peut afficher que deux chiffres pour la taille du lot. Par conséquent, le compteur du STa6000 affichera 00 pour 100.
Une fois l'étalonnage terminé, effectuer un serrage pour vérifier que les nouvelles valeurs sont correctes.
Diagnostic outil
Dans Diagnostics, il est possible d'exécuter :
Suivi capteur
Tests de diagnostic
Suivi capteur
Pour diagnostiquer un outil, le capteur d'angle ou de couple, il est possible de lancer une session de Suivi capteur dans le menu Outil. Une session de suivi capteur a une durée de 20 minutes. Un avertissement est affiché 5 minutes avant l'expiration du délai et il est alors possible de prolonger la session ou de l'arrêter.
Le suivi capteur n'est possible que pour les outils filaires.
Il n'est possible de lancer qu'une seule session de Suivi capteur pour chaque outil et chaque coffret à la fois.
Démarrer une session de suivi capteur
Dans la fenêtre ACCUEIL, sélectionner Outil.
Sélectionner Outil filaire et Suivi capteur dans Diagnostic.
Activer Démarrer le suivi capteur.
L'angle de l'outil, le couple et la vitesse sont affichés.
Angle de l’outil | De combien l'outil a tourné depuis le début de la session de suivi capteur ou depuis la dernière réinitialisation. |
Couple | Lecture : la valeur instantanée du couple. |
Vitesse | Lecture : la valeur instantanée de la vitesse. |
Tests de diagnostic
Pour savoir si un outil fonctionne correctement, il est possible de faire un test de diagnostic de l'outil. Le type de test qui peut être effectué dépend de l'outil qui est raccordé. Trois types de tests différents peuvent être effectués :
Test de production automatique : Aucune action n'est requise de la part de l'utilisateur.
Tests manuels sans acquittement : L'utilisateur doit effectuer certaines tâches pendant le test.
Tests manuels avec acquittement : L'utilisateur doit surveiller et donner son avis sur le comportement de l'outil.
Il n'est possible de lancer qu'un seul test de diagnostic pour chaque outil et chaque coffret à la fois.
Lorsque le test de diagnostic est lancé, la session est verrouillée pour les autres clients. Une session de test de diagnostic a une temporisation de 20 minutes. Un avertissement est affiché 5 minutes avant l'expiration du délai et il est alors possible de prolonger la session ou de l'arrêter.
Test de production automatique | Tests manuels sans acquittement | Tests manuels avec acquittement |
|---|---|---|
|
|
|
Démarrer une session de test de diagnostic
Dans la fenêtre ACCUEIL, sélectionner Outil.
Sélectionner Outil filaire et Tests de diagnostic dans Diagnostics.
Activer Tests de diagnostic.
Sélectionnez le test que vous voulez exécuter.
Suivez les instructions qui s’affichent à l’écran.
Tous les tests affichent le résultat avec un voyant vert ou rouge.
Le test de diagnostic s'arrête si aucune action n'est effectuée dans les 20 secondes.
Le résultat d'un test de diagnostic s'affiche lorsque la session de test est terminée.
Si vous quittez la page du test de diagnostic, le résultat disparaîtra !
Pour exporter un résultat de test, sélectionnez le bouton Exporter.
Position zéro
Cette configuration fait qu'un système revient toujours à la position initiale de départ pour chaque serrage ou séquence. La Position zéro est définie pour chaque outil séparément, qu'il s'agisse d'un outil portatif ou d'un outil embarqué. La position zéro définit la position actuelle de l'outil. Il n'est pas possible de définir la Position zéro au cours d'un serrage ou d'une séquence en cours.
Définir une position zéro :
Sur l’écran d'accueil, sélectionner Outil.
Sélectionner Outil filaire puis Position zéro dans le menu de droite.
Sélectionner DÉFINIR La position actuelle de l'outil sera définie comme la Position zéro.
Réglage fin du moteur de l’outil
Un réglage du moteur permet d'ajuster le module de commande du moteur de l'outil pour optimiser le rendement et minimiser les pertes.
Pour les outils filaires, un réglage fin du moteur doit être réalisé pour chaque combinaison spécifique coffret-outil. Il est possible de déplacer les outils STB sur un autre coffret sans avoir à effectuer un nouveau réglage fin du moteur.
Avant de procéder au réglage fin du moteur, s'assurer que l'outil est connecté à un poste de travail virtuel et que le coffret est configuré pour effectuer un serrage.
Le réglage fin du moteur prend environ 1 minute. Au cours de ce processus, la broche tourne dans le sens horaire (CW) et dans le sens anti-horaire (CCW).
Pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert, retirer l’accessoire à renvoi d'axe ouvert de l'outil avant d'effectuer le réglage fin du moteur.
Effectuer le réglage fin du moteur
À l’écran d’accueil, sélectionner l'onglet Outil. Sélectionner ensuite l'outil pour lequel un réglage fin est nécessaire et aller à Réglage fin du moteur.
Sélectionner Effectuer puis appuyer sur la gâchette de l’outil.
Sélectionner OK pour lancer le Réglage fin du moteur.
Suivre les instructions à l'écran et continuer à presser la gâchette de l'outil jusqu'à ce que le réglage fin du moteur soit terminé.
Si le réglage fin du moteur est réussi, un évènement OK s'affiche.
Si le réglage fin du moteur a échoué, ou si la gâchette de l'outil a été relâchée avant que le réglage fin du moteur soit terminé, un évènement NOK s'affiche.
Configuration du renvoi d’axe
Paramétrez l'outil pour qu'il utilise le renvoi d'axe correct.
Aller à Outil dans le menu accueil et sélectionner Outil filaire > Configuration du renvoi d’axe.
Sélectionnez le Type de renvoi d’axe.
Si Renvoi d'axe ouvert est sélectionné, les paramètres suivants peuvent être réglés.
Avant d'utiliser un outil à renvoi d’axe ouvert, assurez-vous que la tête de l'outil et le corps de l'outil ont été correctement configurés et assemblés. Dans le cas contraire, l'outil peut fonctionner dans le mauvais sens, au risque d'endommager la butée mécanique située à l'intérieur du renvoi d'axe ouvert.
Paramètres
Description
Inverser le sens du moteur
Disponible pour les Renvois d'axe ouverts et les Renvois d'axe fermés.
Arrêt : Par défaut
Marche
Sens de serrage
CW : Par défaut
Le sens de serrage est réglé sur le sens horaire.
CCW
Le sens de serrage est réglé sur le sens anti-horaire.
Limite de positionnement
Manuel
Définissez la limite de positionnement du couple.
Auto : Par défaut
La limite de positionnement du couple est automatiquement fixée à 2 % du couple maximal, mais au moins à 2 Nm.
Sélectionnez Appliquer pour mettre en place la configuration. L'outil redémarre.
Effectuer un réglage pour renvoi d'axe ouvert
La fonction de réglage du renvoi d’axe ouvert est disponible pour les outils configurés avec un accessoire frontal à engrenage (GFA) de type renvoi d'axe ouvert. La fonction calcule le rapport d’engrenage réel de l’outil et de l’accessoire combinés, et l’enregistre dans l'outil. Le réglage prendra environ deux minutes.
Lorsque le réglage fin du renvoi d’axe ouvert est terminé, l’outil doit être étalonné avec l’accessoire de renvoi d'axe ouvert installé.
Sélectionner Effectuer puis appuyer sur la gâchette de l’outil.
Suivre les instructions à l'écran et continuer à presser la gâchette de l'outil jusqu'à ce que le réglage du renvoi d’axe ouvert soit terminé.
Si le réglage du renvoi d’axe ouvert a réussi, un évènement OK s'affiche.
Si le réglage du renvoi d’axe ouvert a échoué ou si la gâchette de l'outil a été relâchée avant que le réglage soit terminé, un évènement NOK s'affiche.
Coupler un outil sans fil avec un coffret
Le Power Focus XC ne prend en charge que le mode infrastructure pour que les outils sans fil puissent s'interfacer avec le coffret. Soit par l'accès via le port usine du coffret, soit par le point d'accès local.
Le couplage d'une clé dynamométrique à un coffret se fait différemment des autres outils sans fil et requiert un MWRKit connecté au coffret. Pour plus d'information, veuillez vous référer à la notice d'utilisation de l'outil.
Un outil d’infrastructure IRC-W est un outil qui utilise l’infrastructure sans fil de l’usine pour se connecter au coffret. Les configurations de l’outil, modes ADHOC ou Infrastructure, sont définies dans ToolsTalk Service 2.
Utiliser l’onglet Poste de travail virtuel
La configuration des postes de travail virtuels s'effectue dans le menu Poste de travail virtuel.
Un poste de travail virtuel est une abstraction logicielle d'un poste de travail physique. Il peut être mis en place pour utiliser un outil spécifique et exécuter à distance différentes tâches à l'aide de l'outil.
Dans Power Focus XC, il est possible de mettre en place 6 postes de travail virtuels pour chaque coffret. Chaque poste de travail virtuel peut être connecté à un outil et à un ou plusieurs accessoires.
En utilisant des postes de travail virtuels, l'opérateur peut exploiter des outils multiples et effectuer différentes tâches à l'aide du même coffret. Il est possible de connecter un outil à câble et plusieurs outils STB simultanément au coffret.
Lors de la configuration de différents outils, s'assurer que le signal de démarrage sélectionné dans la Source de démarrage correspond à l'outil sélectionné et vérifier que la tâche sélectionnée peut être effectuée sur cet outil.
Il est nécessaire de sélectionner une tâche dans le menu du poste de travail virtuel pour qu'un serrage quelconque puisse commencer. Il existe trois types de tâches :
Programme de serrage
Séquence de lots
Sources
La sélection peut être effectuée manuellement par l'opérateur ou par des signaux externes.
Dans cette section
- Créer un Poste de travail virtuel
- Suppression d’un poste de travail virtuel
- Affecter des licences à un Poste de travail virtuel
- Annulation de l'affectation de licences à un poste de travail virtuel
- Connecter un outil à un Poste de travail virtuel
- Configurer la fenêtre Tâche dans un Poste de travail virtuel
- Configurer la fenêtre Protocoles dans un Poste de travail virtuel
- Configurer la fenêtre Accessoires dans un Poste de travail virtuel
Créer un Poste de travail virtuel
Sur la page d'accueil, accéder à l’onglet Poste de travail virtuel et sélectionner l'icône plus dans le coin supérieur droit de l’écran.
Modifier le nom et les autres paramètres.
La liste des postes de travail virtuels créés est présentée dans l'ordre de création.
Les fonctionnalités du coffret, comme les Stratégies de serrage à faible réaction et les fonctions couvrant tous les aspects du coffret, parmi d'autres, requièrent que les licences soient distribuées à travers le Système de gestion des fonctionnalités (FMS). Alors que la configuration des fonctionnalités est possible sans licences spécifiques, l'attribution et l'utilisation de ces fonctionnalités nécessitent l'installation de la licence correcte sur le coffret. Se référer à Licences (FMS) pour de plus amples informations sur les licences.
Si aucune configuration d'outil n'est disponible lors de l'affectation d'un outil, une nouvelle configuration d'outil est automatiquement créée et affectée au poste de travail virtuel.
Dans cette configuration d'outil auto-créée, la Source de démarrage sera définie sur Gâchette seule et le tracé de courbes sera désactivé. Pour les outils STB, la demande de démarrage sera instaurée sur Marche.
Suppression d’un poste de travail virtuel
Sur la page d’accueil, accéder à l'onglet Poste de travail virtuel et sélectionner sur le panneau gauche le poste de travail virtuel à supprimer.
Sélectionner l'icône Supprimer en bas de la liste des paramètres du poste de travail virtuel.
Affecter des licences à un Poste de travail virtuel
Pour faire fonctionner les postes de travail virtuels, il est nécessaire de les affecter à une licence Type de poste de travail virtuel.
Sélectionner le menu Poste de travail virtuel et sélectionner le poste de travail virtuel auquel vous souhaitez affecter des licences.
Dans la section Licences, sélectionner la flèche dans le champ Type de poste de travail virtuel
La fenêtre Changer type de licence apparaît.
Sélectionner le Type de poste de travail virtuel que vous souhaitez affecter au poste de travail virtuel.
[Si des Fonctionnalités Poste de travail virtuel supplémentaires doivent être affectées] Sélectionner Modifier dans le champ Fonctionnalités.
La fenêtre Sélectionner les fonctionnalités s'affiche.
Cochez toutes les fonctionnalités que vous souhaitez affecter au poste de travail virtuel, puis sélectionnez OK.
Annulation de l'affectation de licences à un poste de travail virtuel
Sélectionner le menu Poste de travail virtuel, puis sélectionner le poste de travail virtuel duquel vous souhaitez annuler l'affectation de licences.
Dans la section Licences, sélectionner le nom de la licence dans le champ Type de poste de travail virtuel
La fenêtre Changer type de licence apparaît.
Sélectionner le nom du Type de poste de travail virtuel affecté dont vous souhaitez annuler l'affectation.
Changer type de licence se ferme et le champ Type de poste de travail virtuel affichera Aucun. Toutes les fonctionnalités seront supprimées également du coffret.
Lorsqu’un poste de travail virtuel est supprimé, les licences associées à ce poste de travail virtuel retourneront automatiquement dans le pool.
Connecter un outil à un Poste de travail virtuel
Il n'est possible de connecter qu'un seul outil à un poste de travail virtuel. Un seul des outils connectés à un coffret peut être un outil à câble. Les postes de travail virtuels ajoutés peuvent se connecter aux outils sans fil couplés au coffret.
Chaque poste de travail virtuel doit posséder une configuration d'outil en plus de l'outil. Les configurations d'outils sont créées dans le menu Configurations.
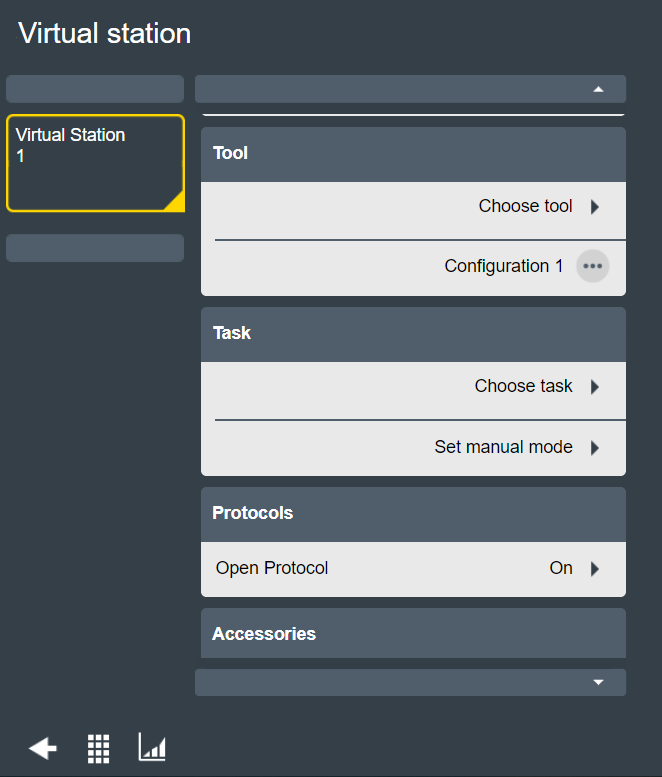
Aller dans le menu Poste de travail virtuel et appuyer sur le poste de travail virtuel auquel on souhaite connecter l'outil.
Dans la zone Outil, appuyer sur Choisir un outil pour ouvrir la liste des outils disponibles.
Si un outil est déjà choisi, appuyer sur Changer d'outil pour ouvrir la liste des outils disponibles pour un changement d'outil.
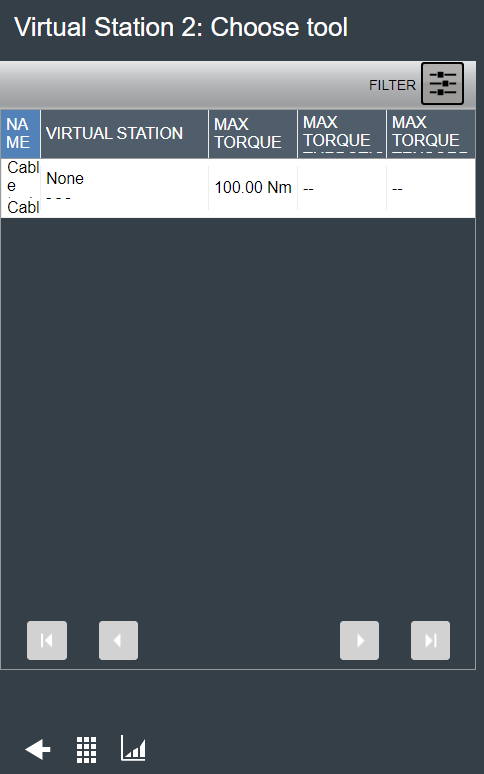
Dans la liste des outils disponibles, appuyer sur l'outil désiré pour le connecter au poste de travail virtuel.
Les outils non disponibles sont grisés. Pour connecter un tel outil, il faut d'abord le déconnecter de son poste de travail virtuel.
Une configuration d'outil est rattachée à un nouvel outil lors de la connexion de celui-ci. Si plusieurs configurations sont disponibles, une liste de configurations d'outils apparaît.
Pour remplacer la configuration de l'outil pour le poste de travail virtuel :
Cliquer sur la flèche située à côté du nom de la configuration actuelle.
Choisir une autre des configurations de la liste.
Il n'est pas possible de désélectionner une configuration mais seulement de sélectionner une autre configuration disponible.
Configurer la fenêtre Tâche dans un Poste de travail virtuel
La tâche sélectionnée peut être soit l'exécution d'un programme de serrage, soit l'exécution d'une séquence de lots, soit l'activation de la tâche à l'aide d'une source configurée dans le menu Sources.
La tâche peut être surveillée depuis le coffret et le résultat de la tâche peut être présenté avec les éventuels évènements qui peuvent s'être produits pendant l'opération.
Dans cette section
Configurer le mode manuel dans un Poste de travail virtuel
Le mode manuel pour les postes de travail virtuels est utilisé afin d’exécuter des tâches lorsque l’outil est en mode verrouillé. Dans les cas où l’outil est verrouillé pour une raison donnée (par exemple, parce que l’outil est en dehors de son empreinte TLS), il peut être nécessaire d’effectuer certaines tâches avec l’outil, telles que des travaux d’urgence. En configurant le mode manuel du poste de travail virtuel, les utilisateurs peuvent déterminer quels signaux sont envoyés lors de l’entrée en mode manuel (signaux entrants), quelle tâche peut être effectuée en mode manuel (tâche secondaire), et quels signaux sont envoyés lorsque l'on quitte le mode manuel (signaux sortants).
Comme les scénarios désirés peuvent varier d’un utilisateur à un autre (notamment en termes des signaux à envoyer à l’entrée et à la sortie et de la tâche à effectuer), le mode manuel est entièrement configurable pour chaque poste de travail virtuel.
La configuration se compose de trois éléments : les signaux d’entrée, les signaux de sortie et la tâche secondaire (Remarque : par tâche primaire, nous entendons la tâche « automatique » assignée au poste de travail virtuel dans Tâche).
Aller dans le menu Poste de travail virtuel et cliquer sur le poste de travail virtuel à configurer. Ensuite, sous l'option Tâche, cliquer sur Instaurer le mode manuel.
Sur l'écran de configuration du mode manuel, définir la tâche secondaire. Ceci détermine la tâche qui sera exécutée en mode manuel.
Si aucune tâche secondaire n'est définie, la tâche principale sera utilisée pendant le mode manuel.
Tous les types de tâches (serrage, séquence de lots, source) peuvent être configurés pour la tâche primaire comme la tâche secondaire.
Définir les signaux d'entrée à envoyer en cliquant sur l'icône plus au bas de la section Entrants. Voir les paramètres des signaux d'entrée ci-après.
Définir les signaux d'entrée à envoyer en cliquant sur l'icône plus au bas de la section Sortants. Voir les paramètres des signaux sortants ci-après.
Il existe une limite de 99 signaux pouvant être définis comme entrants et sortants.
Dans cette section
Signaux entrants et sortants
Les paramètres destinés aux signaux entrants et sortants sont les mêmes.
Il existe deux types de signaux : le type booléen et le type entier ou chaîne. Pour les signaux de type booléen, on utilise un commutateur tout-ou-rien (vrai/faux). Pour les signaux de type entier ou chaîne, on utilise un champ de texte dans lequel le signal (E/S) ou la chaîne peuvent être saisis.
Signal | Type | Valeur par défaut |
|---|---|---|
Abandonner la séquence | Booléen | Off (Arrêt) |
Acquittement événements | Booléen | Off (Arrêt) |
Activer scanner de l’outil | Booléen | Off (Arrêt) |
Effacer les résultats | Booléen | Off (Arrêt) |
Désactiver les commandes Open Protocol | Booléen | Off (Arrêt) |
Désactiver le scanner de l'outil | Booléen | Off (Arrêt) |
Taille de lot dynamique | Entier | 0 |
Identifiant externe | Entier | 0 |
Surveillance externe [1-8] | Booléen | Off (Arrêt) |
LED verte outil clignotante (protocole externe) | Booléen | Off (Arrêt) |
E/S génériques [1 à 10] | Entier | 0 |
Id pour la taille de lot dynamique | Entier | 0 |
Remise à zéro du lot | Booléen | Off (Arrêt) |
Réinitialisation de séquence de lots | Booléen | Off (Arrêt) |
Réinitialisation relais bistable | Booléen | Off (Arrêt) |
Réinitialisation serrages incorrects trop nombreux | Booléen | Off (Arrêt) |
Sélectionner l'entrée | Entier | 0 |
Instauration relais bistable | Booléen | Off (Arrêt) |
Déverrouiller l’outil à la fin | Booléen | Off (Arrêt) |
Déverrouiller l'outil sur désactivation | Booléen | Off (Arrêt) |
Configurer la fenêtre Protocoles dans un Poste de travail virtuel
Sous l'onglet Protocoles dans le menu Poste de travail virtuel, vous trouverez une liste des protocoles de communication disponibles selon la licence actuellement utilisée. L'Open Protocol est disponible pour toutes les licences.
Pour accéder aux fonctionnalités par le biais de l'Open Protocol, il est nécessaire de définir un port unique pour chaque poste de travail virtuel.
Placer le commutateur Open Protocol en position Marche.
Saisir le numéro du Port serveur.
Saisir la valeur de la Temporisation de la communication en secondes, entre 15 et 60.
Saisir la valeur de l’Index API entre 1 et 6.
L’Index API sert à mapper l'emplacement de la mémoire partagée où les commandes Open Protocol seront écrites. La valeur par défaut est 1, mais il est possible de saisir des valeurs entre 1 et 6
Choisir l'action à appliquer en cas de perte de la connexion avec le client.
Le réglage Déconnexion contrôle l'action appliquée lorsqu'une erreur de connexion se produit :
Néant - le programme de serrage continue normalement.
Verrouillage outil - l'outil se verrouille après avoir terminé normalement le serrage en cours.
Désaffecter la tâche - Le serrage est abandonné après la fin de la tâche en cours. Sauf pour les programmes de serrage simples ou les séquences de lots dans lesquelles la tâche sera supprimée à la fin de l'opération.
Toujours verrouiller l'outil - L'outil se verrouille après avoir terminé normalement le serrage en cours, indépendamment du résultat.
Utiliser compteur
Le paramètre de compteur compte tous les serrages dans une séquence et envoie ce nombre aux systèmes secondaires. Pour activer ce paramètre, définir Utiliser le compteur sur Oui.
Programme de desserrage MID2500
Ce paramètre permet de sélectionner un programme de desserrage MID2500 depuis la liste.
Toucher ou sélectionner Appliquer une fois prêt.
Configurer la fenêtre Accessoires dans un Poste de travail virtuel
Pour la connexion et la déconnexion d'accessoires QIF sur un poste de travail virtuel, voir Connexion d'accessoires QIF à un poste de travail virtuel et Connexion d'accessoires QIF à un poste de travail virtuel.
Pour le dépistage des pannes à l'aide du diagnostic des E/S d'un accessoire, voir Diagnostic des signaux numériques.
Dans cette section
Diagnostics des signaux numériques
Lors du déploiement et du dépannage d'un coffret, un outil de diagnostic est très utile. Il est disponible pour analyse sous la balise Information pour une configuration de périphérique sur le menu Poste virtuel.
Le coffret peut fonctionner en mode normal ou en mode diagnostic. En mode normal, les signaux numériques d'entrée et de sortie fonctionnent normalement et sont dirigés entre la logique interne du coffret et les accessoires ou connecteurs extérieurs.
Le mode Diagnostic comprend un mode de surveillance et un mode forcé. Dans le mode surveillance, les signaux se comporte normalement mais fournissent une surveillance temps réel de leur comportement. Dans le mode forcé, la connexion entre la logique interne du coffret et l'accessoire extérieur est ouverte et les signaux d'entrée et de sortie peuvent être forcés à prendre un état donné.
Il est possible de diagnostiquer des signaux numériques pour un périphérique à la fois.
Configuration du diagnostic
Le diagnostic d'un accessoire spécifique est accessible à travers l'option Infos dans la vue Poste de travail virtuel pour l'accessoire en question.
Accéder à la configuration du diagnostic :
Sur la page d’accueil, accéder à l'onglet Poste de travail virtuel et sélectionner un poste de travail virtuel sur le panneau gauche.
Aller dans la fenêtre Accessoires, sélectionner Info puis Diagnostic.
Activer le mode Moniteur ou le mode Forcé avec le commutateur.
Le statut des signaux d'entrée et des signaux de sortie est disponible sous les onglets correspondants.
Il n'est possible d'accéder au diagnostic que depuis un seul utilisateur ou une seule fonction à la fois. Si la fonction de diagnostic est déjà en cours d'utilisation, un message d'information s'affiche à l'écran.
Fonctionnement normal
En mode de fonctionnement normal, les signaux d'entrée extérieurs sont appliqués à la logique interne du coffret et les signaux de sortie de coffret sont appliqués à une cible extérieure sans intervention du module de diagnostic.
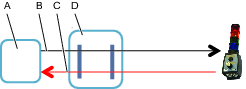
A | Dispositif interne de coffret et fonctions logiques |
B | Trajet du signal de sortie numérique |
C | Trajet du signal d'entrée numérique |
D | Mode de diagnostic |
Signaux numérique de supervision
En mode Diagnostic, tous les signaux qui sont destinés à un coffret ou en proviennent peuvent être supervisés. Une prise de signaux est reliée au module de diagnostic et les états des signaux sont affichés par l'IGU Web ou l'IGU de coffret.
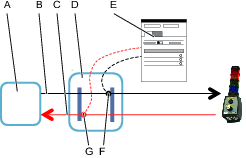
A | Dispositif interne de coffret et fonctions logiques |
B | Trajet du signal de sortie numérique |
C | Trajet du signal d'entrée numérique |
D | Mode de diagnostic |
E | User interface |
F | Prise de signaux de sortie |
G | Prise de signaux d'entrée |
Forcer les signaux numériques
En mode Diagnostic, tous les signaux qui sont destinés à un coffret ou en proviennent peuvent être forcés à prendre un état. Les lignes de signaux sont ouvertes dans le module de diagnostic. À partir de 'interface utilisateur, le signaux d'entrée et de sortie peuvent être forcés à adopter un état donné. L'interface utilisateur est soit l'IGU Web soit l'IGU de coffret.
Quand les signaux sont forcés, le coffret fonctionne normalement. Lorsque le mode Diagnostic et le mode forcé sont abandonnés, tous le signaux adoptent l'état présent de fonctionnement du coffret. Cela peut conduire à un changement d'état des sorties numériques qui peuvent provoquer des actions indésirables.
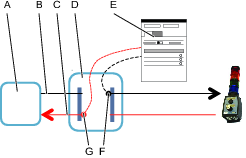
A | Dispositif interne de coffret et fonctions logiques |
B | Trajet du signal de sortie numérique |
C | Trajet du signal d'entrée numérique |
D | Mode de diagnostic |
E | User interface |
F | Point d'insertion de signal de sortie forcé |
G | Point d'insertion de signal d'entrée forcé |
Utiliser l'onglet Configuration
Configuration de l'outil
Sur la vue d'accueil, accéder à l'onglet Configurations et sélectionner Configuration de l'outil sur le volet de gauche pour configurer les fonctions accessoires disponibles sur l'outil.
Différentes fonctions sont disponibles selon le type d'outil.
Configurer les fonctions de l’accessoire disponible sur l’outil
Dans la fenêtre Configuration, sélectionner Filtrer par type d’outil. Puis sélectionner l’outil pertinent.
Dans la fenêtre Configuration, sélectionner Modifier pour configurer les fonctions concernées.
Une configuration affectée à un poste de travail virtuel ne peut pas être supprimée.
Si disponible, configurer le bouton de fonction, la bague de LED, le commutateur de sens, l'avertisseur sonore et le vibreur en sélectionnant l'icône d’ellipse sur les champs correspondants.
Chaque champ affiche un numéro qui correspond au numéro de la fonction spécifique (par exemple, 1 correspond au bouton de fonction, 2 à la bague de LED, 3 au commutateur de sens, 4 à l'avertisseur sonore, et 5 au vibreur).Le cas échéant, configurer les Paramètres généraux, la Condition de démarrage et le Bus d'accessoires sur la fenêtre correspondante en fonction des besoins du client.
Dans cette section
Configuration du bouton de fonction
Utiliser le bouton de fonction de l'outil pour contrôler jusqu'à six des signaux d'entrée disponibles. Les trois états possibles du bouton sont combinés avec les deux états possibles du commutateur de sens.
États du bouton de fonction | États du commutateur de sens |
|---|---|
Appui simple | Sens horaire |
Appui simple | Sens anti-horaire |
Appui double | Sens horaire |
Appui double | Sens anti-horaire |
Appui | Sens horaire |
Appui | Sens anti-horaire |
Deux paramètres configurables contrôlent le temps d'appui.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Intervalle de détection d'appui | Pour l'appui simple : le temps d'appui maximum (en millisecondes) entre l'appui sur le bouton et le bouton relâché. | 300 ms |
Intervalle entre appuis | Pour l'appui double : temps maximum (en millisecondes) entre le bouton relâché après le premier appui et un nouvel appui sur le bouton. | 300 ms |
Configuration des LED d'outil
Les LED d'outil présentent les caractéristiques suivantes :
La LED frontale éclaire la zone de travail et peut être utilisée pour indiquer l'état des résultats pour les outils pris en charge.
La LED bleue fait partie des LED de l'outil ou de l'EHMI ou RHMI pour les outils compatibles. Un signal de sortie peut être connecté à la LED bleue.
Les LED d'état se composent d'un anneau rouge, d'un anneau jaune et d'un anneau vert ou d'un anneau multicolore segmenté sur certains outils à poignée pistolet. Des signaux de sortie peuvent être connectés aux LED d'état.
Un voyant de résultat configure la façon dont les LED de l'outil s'allument pour indiquer l'état des résultats de serrage et la durée de cette indication dans les outils compatibles.
Un signal de sortie peut être du type Événement ou du type État.
Un signal d'état est actif aussi longtemps que le signal de sortie est actif.
Un signal d'événement est actif pendant la durée configurée.
LED bleue
La LED bleue peut être configurée avec un signal de sortie d'événement ou d'état. L'état du signal est affiché par un voyant fixe.
Pour configurer la LED bleue
Sélectionnez un signal à connecter à l'aide de la LED bleue.
Facultatif : définissez la durée d'un signal d'événement.
La LED bleue est remplacée ou complétée par un voyant bleu sur l'EHMI ou le RHMI pour des types d'outils spécifiques.
Indicateur de résultat
Le voyant de résultat configure la façon dont les LED de l'outil s'allument pour indiquer l'état des résultats de serrage et la durée de cette indication.
La configuration affecte le voyant frontal et le voyant de résultat de la LED d'état sur les outils compatibles. Cela inclut le modèle et la durée. Si le modèle est réglé sur Arrêt, le voyant de résultat ne sera pas utilisé, même si la LED frontale est réglée sur Marche dans la vue Configuration de l'outil.
La LED frontale doit être réglée sur Marche dans la vue Configuration de l'outil pour utiliser le voyant de résultat de la LED frontale sur les outils compatibles.
La LED frontale prend en charge les couleurs verte et rouge. Les modèles qui utilisent la couleur jaune ne s'afficheront pas en jaune sur la LED frontale.
Signal | Description |
|---|---|
Arrêt | Aucune LED n'est activée après un serrage, quelque soit le résultat. |
Vert | Le voyant vert s'allume toujours lorsqu'une opération de serrage est correcte. |
Rouge:haut:jaune:bas | Si le serrage n'a pas été réalisé convenablement (NOK), une LED rouge indique que la valeur finale est trop élevée ou une LED jaune que la valeur est trop basse. Le rouge et le jaune peuvent être allumés simultanément (par exemple en cas de couple trop élevé et d’angle trop faible). |
Rouge:haut(prio):jaune:bas | Si le serrage n'a pas été réalisé convenablement (NOK), une LED rouge indique que la valeur finale est trop élevée ou une LED jaune que la valeur est trop basse. Le rouge et le jaune ne peuvent pas être allumés simultanément. Seul le rouge est allumé en cas de valeurs hautes et basses simultanées. |
Rouge:NOK:jaune:bas | Une LED rouge indique que le serrage n'a pas été réalisé convenablement (NOK). Une LED jaune supplémentaire peut indiquer que la valeur est trop basse. |
Rouge:NOK | Une LED rouge indique que le serrage n'a pas été réalisé convenablement (NOK). Aucune LED supplémentaire n’apparaît. |
LED d'état
Les LED d'état sont des LED de trois couleurs : rouge, jaune et vert. Chaque voyant peut s’allumer en continu ou clignoter. Au total, donc, six signaux peuvent être connecté aux LED d'état.
Pour configurer les LED d’état
Pour chaque couleur et fonction, fixe ou clignotante, sélectionnez un signal de sortie dans le menu contextuel.
Facultatif : définissez la durée d'un signal d'événement.
Les signaux des LED d'état et les voyants de résultat ne peuvent pas être affichés simultanément sur l'outil. Les conditions suivantes s'appliquent :
Une LED ne peut être allumée par un signal configuré que si aucun serrage n'est en cours et que si le signal de sortie du coffret est activé.
Une LED est éteinte lorsque le prochain serrage commence, même si la durée configurée n'a pas été atteinte pour un signal de type évènement ou si le signal de sortie de contrôle n'a pas été désactivé pour un signal de type état.
Un voyant de résultat sur les LED d'état sera désactivé si une mise à jour, activée ou désactivée, est effectuée sur un signal configuré.
Durée
La durée détermine pendant combien de temps le voyant de résultat restera allumé après le relâchement de la gâchette.
Paramètre | Description |
|---|---|
Vers le serrage suivant | La LED bleue, les LED d'état et le voyant de résultat restent allumés jusqu'au démarrage du serrage suivant. |
Durée | La LED bleue reste allumée pendant la durée configurée, après l'activation. Les LED d'état restent allumées pendant la durée configurée après l'activation ou jusqu'au début du serrage suivant. Le voyant de résultat reste allumé pendant la durée configurée après que la gâchette soit relâchée ou jusqu'au début du serrage suivant. |
Configuration du commutateur de sens
Le commutateur de sens de l'outil peut être configuré pour déclencher des signaux d'entrée lorsqu’il bascule rapidement (avec une durée de 500 ms à partir du sens horaire (CW) vers le sens anti-horaire (CCW) et vice versa.
Configuration de l’alarme sonore
L'alarme sonore se configure en affectant un son à un signal sélectionné à partir de la liste des signaux disponibles.
Le son se compose d'un ensemble de paramètres décrits dans le tableau. Un signal accompagné d'un son peut recevoir une priorité de 1 à 10, le chiffre 1 correspondant à la priorité la plus élevée et 10 à la plus basse. Par défaut, un signal et un son ont la priorité 5. Jusqu’à 20 sons peuvent être attribués aux signaux.
Paramètre | Description |
|---|---|
Priorité | Définit la priorité de l'avertisseur sonore. |
Fréquence | Fréquence exacte en Hz. |
Temps de marche | Temps (en ms) pendant lequel le bruiteur émet un son. |
Temps d'arrêt | Temps (en ms) pendant lequel l'alarme est silencieuse. |
Répétition | Nombre de fois que l'alarme répète la séquence marche/arrêt. |
Volume | Volume de l'alarme, en pourcentage du volume maximum. |
Réglages généraux
Les réglages généraux de l'outil peuvent être instaurés dans la section Réglages généraux.
Les fonctions de configuration de trace, de vérification TAG et de sélection TAG sont décrites plus en détail dans leurs sections correspondantes.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Temporisation d'inactivité | Détermine si l'outil doit s'arrêter après une période d'inactivité. | Marche |
<Temporisation d'inactivité> | Si la temporisation d'inactivité est réglée sur Marche, elle fixe le nombre de minutes avant l'arrêt. | 120 min |
LED frontale | Définit le comportement de la LED frontale (au-dessus de la gâchette de l’outil). Disponible uniquement pour les outils sans fil. | Marche |
Durée après relâchement de la gâchette | Définit la durée pendant laquelle la LED frontale reste allumée après le relâchement de la gâchette de l’outil (en secondes). Pour les outils filaires, la LED frontale reste allumée pendant 10 secondes après avoir appuyé sur la gâchette. | 0 sec |
Courbe | Active la représentation graphique du serrage. Pour les programmes MultiStep, la courbe débute toujours à partir du moment ou La gâchette est actionnée. Pour les outils sans fil, sélectionner Gâchette pressée ou Approche terminée pour créer la courbe. | Off (Arrêt) |
Vérification TAG | Active la vérification TAG sur l’outil. L'outil se verrouille si le TAG fourni avec le programme n'est pas égal à celui inséré dans la smartHEAD de STwrench. Vérification TAG n'est disponible que pour STwrench ou lorsqu'aucun outil n'est sélectionné lors de la validation de la configuration de l'outil. | Off (Arrêt) |
Sélection TAG | Elle est utilisée pour sélectionner un Programme de serrage/lot ou une Séquence de lots en utilisant Séquence de lots/Serrage source/Lot source. Sélection TAG n'est disponible que pour STwrench ou lorsqu'aucun outil n'est sélectionné lors de la validation de la configuration de l'outil. | Off (Arrêt) |
Verrouillage de l'outil si mémoire pleine | Permet de verrouiller l'outil lorsque la mémoire du coffret est pleine. | Marche |
Dans cette section
Configuration des courbes
Les courbes procurent aux utilisateurs une représentation graphique du serrage. Les courbes peuvent commencer soit au moment où l'on presse la gâchette, soit à partir du moment où l'approche est terminée.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Courbe | Activation de la visualisation du résultat sous forme graphique. Arrêt : aucune courbe n'est tracée. Trigger pressed (gâchette pressée) : la courbe est tracée à partir du moment où la gâchette de l'outil est actionnée. Rundown complete (approche terminée) : la courbe est tracée à partir du moment où le point Rundown complete (approche terminée) est atteint. | Arrêt |
Le nombre maximal de points de courbe est 2000 (200 pour les outils STB). Si le nombre maximal de points de courbe est dépassé, tous les autres résultats seront effacés (réduisant ainsi de moitié le taux d’échantillonnage). Le tracé de la courbe se poursuit tant que le serrage est actif, et chaque fois que le nombre maximal de points de courbe est atteint, la moitié des points seront effacés pour permettre au tracé de continuer. Le tracé s’arrêtera lorsque la dernière étape du serrage sera terminée.
Vérification TAG
La fonctionnalité Vérification TAG permet la vérification TAG sur l’outil. Lorsque la vérification TAG est activée à la fois sur le Power Focus XC et STwrench, l'outil se verrouille si le TAG fourni avec le programme n'est pas égal à celui inséré dans la smartHEAD de STwrench.
Le numéro TAG est spécifié différemment, en fonction de la tâche à accomplir.
En cas de Stratégies de serrage génériques, le numéro TAG est spécifié dans le Programme de serrage.
En cas de Stratégie de serrage MultiStep, le numéro TAG dépend de la sélection dans le menu Sources/Séquence de lots.
En cas d’exécution de Serrage source (Sources > Serrage > Serrage source > Mode sélecteur - Confirmer), le numéro TAG est spécifié dans la case Douille.
En cas d’exécution de Séquence de lots (Séquence de lots > Bibliothèque de séquences > Séquence > Configuration des lots - Modifier), le numéro TAG est le numéro d'identifiant.
En cas d’exécution de Lot source (Sources > Séquence de lots > Lot source), le numéro TAG est spécifié dans la Séquence de lots comme dans le paragraphe ci-dessus.
En cas de Séquence de lots et de Lot source, régler Ordre libre, dans la Séquence de lots, sur Non.
Vérification TAG est uniquement disponible pour STwrench.
Options de vérification TAG | Description |
|---|---|
Off (Arrêt) | L’outil ne se verrouille pas, indépendamment du TAG inséré. |
Marche | L'outil est verrouillé comme le numéro TAG n’est pas égal au numéro TAG spécifié dans la configuration de la stratégie de serrage. |
Sélection TAG
La fonctionnalité Sélection TAG est utilisée pour sélectionner un Programme de serrage/lot ou Séquence de lots qui a un numéro TAG configuré qui correspond au numéro TAG du TAG inséré dans la smartHEAD de STwrench.
Sélection TAG est uniquement disponible pour STwrench.
Options de sélection TAG | Description |
|---|---|
Arrêt | Le STwrench n’indique pas au coffret de sélectionner Programme de serrage/lot ou Séquence de lots. |
Marche | Sélectionner le Programme de serrage/lot ou Séquence de lots en fonction du numéro TAG configuré dans Séquence de lots/Serrage source/Lot source. |
Configuration de la condition de démarrage
La configuration des conditions de démarrage d'un outil, tels que la demande de démarrage et la source de démarrage, s'effectue ici. Les fonctions sont décrites aux paragraphes correspondants.
Dans cette section
Demande de démarrage
La demande de démarrage active l'exigence de la présence d'une connexion persistante entre l'outil et le coffret pour un outil STB. Ceci est destiné à faire en sorte que l'outil soit toujours à jour concernant les paramètres des programmes de serrage ou des lots et concernant les autres réglages du coffret lors de la réalisation des serrages.
Lorsque la demande de démarrage est réglée sur Marche, l'outil se verrouille en cas de perte de connexion avec le coffret. Ainsi, en cas de perte de connexion au cours d'un processus de serrage ou une séquence de lots, l'outil termine le serrage en cours et s'arrête. L'outil se verrouille jusqu'à ce que la connexion se rétablisse.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Demande de démarrage | Verrouiller l'outil lorsque la connexion avec le coffret est perdue. Marche : l'outil est verrouillé et ne peut effectuer de serrage si la connexion avec le coffret est perdue. Arrêt : l'outil peut continuer à effectuer des serrages même si la connexion avec le coffret est perdue. | Marche |
Source de démarrage
Utiliser la source de démarrage de l'outil pour définir la façon de démarrer l'outil. La valeur par défaut est Gâchette seule.
Source de démarrage est uniquement disponible pour un certain type d'outils.
Source de démarrage | Description |
|---|---|
Gâchette uniquement | Appuyer sur la gâchette de l'outil pour démarrer le serrage. |
Gâchette OU pression | Appuyer sur la gâchette d'outil ou presser l'outil contre l'assemblage pour démarrer le serrage. |
Gâchette ET pression | Appuyer sur la gâchette d'outil et presser l'outil contre l'assemblage pour démarrer le serrage. |
Pression uniquement | Presser l'outil contre l'assemblage pour démarrer le serrage. |
Gâchette de sécurité | Deux gâchettes (comme avec l'option gâchette et poussée) activées dans les 500 ms l'une de l'autre pour démarrer le serrage. |
Configuration du bus d'accessoires
Les accessoires d'outils sont connectés à l'outil via le bus des accessoires. les accessoires d'outils sont configurés séparément pour chaque configuration d'outil sur le coffret.
Type | Description |
|---|---|
Sélecteur ST | Petit afficheur et boutons utilisés pour sélectionner des tâches ou des programmes en fonction de la configuration. |
Balise TLS | Balise du système de localisation des outils utilisée pour fournir une signalisation de sortie pour l'opérateur. |
EHMI | Petit afficheur et boutons utilisés pour sélectionner des tâches ou des programmes en fonction de la configuration. |
Scanner | Un dispositif permettant de lire une chaîne de codes-barres ou un code QR contenant des informations. |
Dans cette section
Sélecteur ST
Le Sélecteur ST est un accessoire d’outil. Il est installé sur l'outil et connecté au bus d'accessoires d'outil. Il possède un afficheur, deux boutons d'entrée et des DEL de sorties.
Écran
L'affichage présente une information à la fois et comporte quatre pages différentes qui peuvent être configurées pour afficher différents éléments prédéfinis sur chaque page.
Paramètre | Description |
|---|---|
Page 1 | Sélectionner dans la liste le message à afficher :
|
Page 2 | |
Page 3 | |
Page 4 |
Temps de commutation
Paramètre | Description |
|---|---|
Temps de commutation | Sélectionner la durée d'affichage d'un message, avant l’affichage du message suivant. |
Boutons
Les deux boutons peuvent être configurés pour agir en fonction de l'information affichée et peuvent être utilisés pour accéder aux différents éléments de la liste.
Paramètre | Description |
|---|---|
Bouton gauche | Sélectionner une action à partir du menu contextuel. |
Bouton droit | Sélectionner une action à partir du menu contextuel. |
LED d'état
Les LED d'état peuvent être activées ou désactivées.
Paramètre | Description |
|---|---|
LED afficher résultat | Sélectionner le bouton radio Marche ou Arrêt. |
LED afficher supplément | Sélectionner le bouton radio Marche ou Arrêt. |
Les LED de résultat sont rouges, vertes ou jaunes et donnent les mêmes informations que les LED principales de l'outil.
Les LED complémentaires peuvent indiquer Lot OK et Séquence de lots OK. Ces deux LED sont éteintes au moment du serrage suivant.
TLS Tag
La balise Tool Location System (TLS) est un accessoire d'outil. La balise TLS est installée sur l'outil et connectée au bus d'accessoires d'outil. La balise TLS fait partie du système de positionnement Ubisense et elle est gérée indépendamment du coffret. Outre le positionnement, la balise TLS peut être utilisée pour fournir des informations à l'opérateur. Les signaux de sortie choisis peuvent produire différentes combinaisons de DEL éclairées.
Il est possible d'établir une correspondance entre 10 signaux de sortie différents et une priorité lumineuse.
|
Paramètre |
Description |
|---|---|
|
Signal |
À partir d'un menu contextuel, sélectionner le signal qui déclenche l'allumage de la DEL. Dans le cas d'un signal de type Événement, sélectionner la durée du signal. |
|
Couleur |
Sélectionner la couleur de la DEL. |
|
Priorité |
10 niveaux de priorité sont disponibles pour les sons, le niveau un (1) étant le niveau de priorité le plus élevé. Le niveau de priorité par défaut est le niveau cinq (5). |
En présence de deux signaux simultanés, c'est celui de plus haute priorité qui prévaut. Si deux signaux de même priorité peuvent déclencher une DEL, le premier arrivant prévaut.
Un signal de sortie peut être de type Événement ou de type État.
Un signal d'état est actif aussi longtemps que l'état est actif.
Un signal d'évènement est actif pendant une durée configurable.
EHMI
L’EHMI est un accessoire d’outil. Il est installé sur l'outil et connecté au bus d'accessoires d'outils. Il possède un afficheur graphique, trois boutons de fonction et un scanner en option. L'afficheur est un sous-ensemble de l'IGU du coffret donnant la possibilité de sélectionner des programmes de serrage ou des séquences de lots et de visualiser les résultats issus des serrages. L'interaction avec le coffret s'effectue via les boutons de fonction.
Dans la configuration de l'EHMI, il est possible de décider de l'état (Marche, Arrêt) des boutons de fonction.
Paramètre | Description |
|---|---|
Activer les boutons de fonction | Marche = les boutons sont pleinement fonctionnels et permettent de configurer les réglages dans les menus visibles. Arrêt = les boutons de fonction ne peuvent être utilisés que pour acquitter un dialogue nécessaire sur l'EHMI. |
Scanner
Le Scanner est un accessoire d’outil. Il est installé sur l’outil et connecté au bus d’accessoire de l’outil.
Un scanner sert à lire une chaîne de code-barres ou un code QR contenant les informations utilisées pour choisir la séquence de lots appropriée.
Paramètre | Description | Valeur par défaut |
|---|---|---|
Mode passage | Marche : Active le passage. Arrêt : Désactive le passage. | Off (Arrêt) |
Configuration du renvoi d'axe ouvert
Avant d'utiliser un outil à renvoi d’axe ouvert, assurez-vous que la tête de l'outil et le corps de l'outil ont été correctement configurés et assemblés. Dans le cas contraire, l'outil peut fonctionner dans le mauvais sens, au risque d'endommager la butée mécanique située à l'intérieur de la clé ouverte.
Après avoir effectué un serrage avec un outil à renvoi d'axe ouvert, il est possible de laisser l'outil à renvoi d'axe ouvert revenir en position ouverte grâce à la configuration du renvoi d'axe ouvert.
Configurer les stratégies et les paramètres du renvoi d'axe ouvert via l'IHM (interface homme-machine).
La configuration du renvoi d'axe ouvert s’applique uniquement aux outils filaires, outils IXB et outils STB.
La configuration du renvoi d'axe ouvert ne s’applique pas à Flex ni au serrage synchronisé.
Configuration du renvoi d’axe ouvert
Paramètres | Description |
|---|---|
Positionnement automatique | Après avoir effectué un serrage avec un outil à renvoi d'axe ouvert, il est possible de laisser l'outil à renvoi d'axe ouvert revenir en position ouverte automatiquement. Une touche bascule le Positionnement automatique sur Marche ou Arrêt :
Positionnement automatique s’applique uniquement aux programmes de serrage Multistep. Positionnement automatique s’applique uniquement aux outils filaires et outils IXB. |
Stratégie de positionnement | Sélectionner la Stratégie de positionnement pour permettre à l'outil à renvoi d'axe ouvert de revenir en position ouverte après le serrage.
Nous recommandons d’utiliser les stratégies Basé sur le couple en marche arrière et Démarrage rapide en marche avant pour les outils à renvoi d'axe ouvert avec une partie avant pivotante. Les stratégies Basé sur le couple en marche arrière et Démarrage rapide en marche avant sont applicables uniquement aux outils filaires et outils IXB. |
Vitesse de positionnement | Vitesse de positionnement définit la vitesse à laquelle l’outil devrait revenir en position ouverte. L'opérateur peut saisir une valeur de Vitesse de positionnement allant de 5 % à 100 %. |
Signaux numériques
Signaux d'entrée
Les signaux d'entrée sont des commandes du système qui sont effectuées par exemple à l'aide de boutons ou de commutateurs sur un accessoire, qu'il s'agisse d'un accessoire d'outil ou d'un accessoire QIF, ou en connectant le signal à une fiche d'entrée E/S.
Le signal d'entrée Verrouillage outil ne doit pas être configuré pour plus d'un accessoire pour chaque poste de travail virtuel.
Signaux de sortie
Les signaux de sortie sont les états ou évènements du système. Ils peuvent être liés soit à un accessoire d'outil, soit à un accessoire QIF.
Configuration des sélecteurs
Configuration de sélecteur à douilles
Le sélecteur à douilles est un plateau de douilles muni de LED qui peut servir à guider l'utilisateur par exemple dans une séquence de lots. Si l'on utilise plusieurs programmes de serrage, il est pratique d'utiliser un sélecteur. Lorsqu'une douille est prélevée, le programme de serrage correspondant est sélectionné. Il est possible de connecter plusieurs sélecteurs à douilles à chaque poste de travail virtuel.
On trouvera des renseignements concernant les sélecteurs à douilles connectés en appuyant sur Serrage puis sur Sélecteur à douilles dans le menu Sources.
Dans cette section
Configurer un sélecteur de douilles
Sur la page d'accueil, aller sur l’onglet Configurations et sélectionner Sélecteur de douilles sur le panneau gauche. Sélectionner l'icône plus dans le coin supérieur droit de l’écran pour créer une nouvelle configuration.
Donner un nom à la configuration.
Sélectionner Modifier.
Sélectionner Ajouter ou Supprimer pour définir le nombre voulu d’emplacements de douilles, puis sélectionner tous les emplacements qui doivent être actifs (indiqués en bleu).
Régler Contrôle sur Externe si la sélection de douilles doit être contrôlée par un système externe.
Connecter un sélecteur à douilles à un Poste de travail virtuel
Dans le menu Poste de travail virtuel, aller au poste de travail virtuel à utiliser, puis aller dans Accessoires et appuyer sur Choisir des accessoires.
Sous Accessoires, cliquer sur Choisir des accessoires, puis naviguer jusqu'à l'onglet Sélecteur à douilles.
Dans la colonne Configuration (à gauche), sélectionner la configuration que l'on veut utiliser avec le sélecteur à douilles (voir Configuration des sélecteurs à douilles (Configuration du sélecteur à douilles)).
Dans la colonne Accessoires connectés (à droite), sélectionner le sélecteur à douilles que vous souhaitez utiliser.
Configurer un Selector 6 via un câble Ethernet ou sans fil
Vue d'ensemble du Selector 6
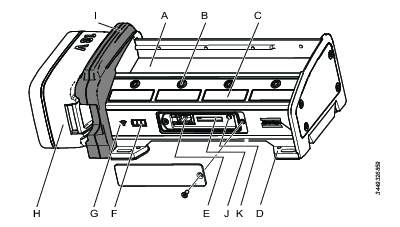
A | Support pour douille ou embout |
B | Voyant LED de position |
C | Zone pouvant recevoir un autocollant |
D | Trous de fixation dans chaque coin |
E | Port de service |
F | LED d'état de la batterie (disponible uniquement sur les versions sans fil) |
G | LED d'état de la connexion WLAN (disponible sur certains sélecteurs) |
H | Batterie (disponible uniquement sur les versions sans fil) |
I | Module de mobilité (disponible uniquement sur les versions sans fil) |
Vue d'ensemble des connexions du Selector 6
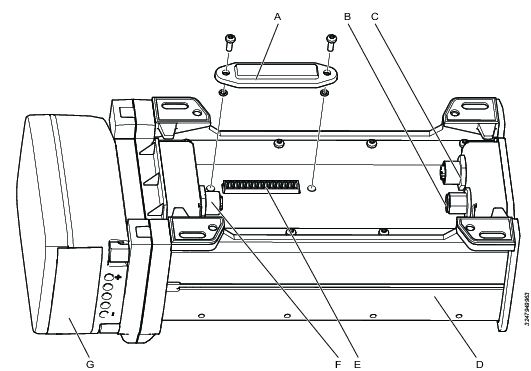
A | Cache-connecteur |
B | Entrée d'alimentation CC externe ; connecteur Kycon (DIN CC) |
C | Entrée Ethernet, connexion amont ; connecteur femelle codé D M12 |
D | Arrière du sélecteur |
E | Connecteur d'entrée et de sortie numérique |
F | Sortie Ethernet, connexion aval ; connecteur femelle codé D M12 |
G | Batterie |
Vue d'ensemble du port de service du Selector 6
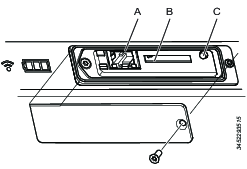
A | Port de service RJ45 |
B | Fente pour RBU |
C | Bouton de fonction |
Configuration générale
Sur le coffret, aller dans Réglages > Réseau et sous portEthernet usine vérifier l'adresse IP (nécessaire uniquement pour la configuration via une connexion sans fil).
Ouvrir le couvercle du port de service sur le sélecteur. Le couvercle est fixé par une vis Allen de 2 mm.
Connecter un câble Ethernet entre un PC et le connecteur RJ-45 de l'interface de service.
S'assurer que le sélecteur est alimenté soit par la connexion PoE, soit par une alimentation externe, soit par la batterie.
Ouvrir une fenêtre de navigateur Web sur le PC.
Taper l'adresse Web 169.251.1.1 et appuyer sur la touche Entrée. Le serveur Web du sélecteur répond et affiche l'interface Web du sélecteur.
Sélectionner Paramètres
 dans la navigation sur la gauche (l'option est sélectionnée par défaut). L'espace de travail Réglages affiche les menus de configuration et se divise en cinq réglages différents : réglages de base, port de service, entrée Ethernet, WLAN et Power Focus XC.
dans la navigation sur la gauche (l'option est sélectionnée par défaut). L'espace de travail Réglages affiche les menus de configuration et se divise en cinq réglages différents : réglages de base, port de service, entrée Ethernet, WLAN et Power Focus XC.Dans la section Entrée Ethernet, activer ou désactiver le Mode externe pour la source souhaitée pour le contrôle des LED.
Les étapes suivantes de la configuration dépendent de la façon dont le sélecteur à douilles sera connecté au coffret (câble Ethernet directement relié au coffret (par défaut), câble Ethernet relié au réseau de l'usine ou liaison sans fil avec le réseau de l'usine). Voir les instructions ci-dessous pour l'installation correspondante.
Installation du sélecteur à douilles - liaison Ethernet filaire vers le coffret (par défaut)
Les ports Ethernet (RJ45) utilisés pour connecter des appareils et pour relier les coffrets en guirlande ne sont disponibles que sur les modèles de Power Focus XC les plus récents. Pour connecter le Selector 6 via un câble Ethernet à un modèle de coffret plus ancien, il convient d'utiliser un câble adaptateur pour relier le câble Ethernet au port COM du coffret.
Dans la section Entrée Ethernet, sélectionner Power Focus XC (par défaut) dans la liste déroulante Connecté à.
Cliquer sur le bouton Enregistrer en haut à droite de l'espace de travail.
Retirer le câble Ethernet du port de service.
Fermer le port de service avec le couvercle et fixer ce dernier avec la clé Allen.
Le sélecteur de douilles apparaît dans la liste des accessoires connectés (Poste de travail virtuel > Accessoires > Choisir des accessoires > Sélecteur de douilles)
Configurer le sélecteur - liaison filaire vers le réseau de l'usine
Dans la section Entrée Ethernet, sélectionner Réseau usine dans la liste déroulante Connecté à.
Activer ou désactiver le DHCP pour la configuration d'adresse IP dynamique ou statique. Si une adresse IP statique est nécessaire, dans le champ d'adresse IP, saisir l'adresse IP du sélecteur à douilles.
Dans la section Power Focus XC, saisir l’adresse IP du coffret (voir plus haut) auquel le sélecteur va être connecté.
Cliquer sur le bouton Enregistrer en haut à droite de l'espace de travail.
Retirer le câble Ethernet du port de service.
Fermer le port de service avec le couvercle et fixer ce dernier avec la clé Allen.
Le sélecteur de douilles apparaît dans la liste des accessoires connectés (Poste de travail virtuel > Accessoires > Choisir des accessoires > Sélecteur de douilles)
Installation du sélecteur à douilles - liaison sans fil vers le réseau de l'usine
Dans la section Entrée Ethernet, sélectionner Réseau usine dans la liste déroulante Connecté à.
Dans la section WLAN, renseigner les paramètres suivants :
Activer : régler le bouton radio sur OUI
SSID : saisir le nom SSID du sélecteur à douilles.
Mot de passe : saisir le mot de passe du réseau sans fil auquel l'appareil doit être connecté.
Type de chiffrement : choisir le type de chiffrement correct pour le réseau sans fil (WPA-PSK, WPA2-PSK, EAP-TLS).
Dans la section Power Focus XC, saisir l’adresse IP du coffret (voir plus haut) auquel le sélecteur va être connecté.
Cliquer sur le bouton Enregistrer en haut à droite de l'espace de travail.
Retirer le câble Ethernet du port de service.
Fermer le port de service avec le couvercle et fixer ce dernier avec la clé Allen.
Le sélecteur de douilles apparaît dans la liste des accessoires connectés (Poste de travail virtuel > Accessoires > Choisir des accessoires > Sélecteur de douilles)
Poste de travail virtuel général
Dans le poste de travail virtuel général, il est possible d'enregistrer différents paramètres de reporting de résultats et de serrage spécifiques. Différents filtres peuvent être créés pour éliminer certains résultats. Réglages des serrages sert à définir des caractéristiques comme le comportement de déverrouillage de l'outil. Ces configurations peuvent ensuite être assignées aux postes de travail virtuels.
Ajout et modification d'une configuration
Dans le menu Configurations, sélectionnez l'onglet Poste de travail virtuel général, puis sélectionnez l’icône plus dans le coin supérieur droit.
Attribuer un nom à la nouvelle configuration et sélectionner Modifier.
Dans la fenêtre Résultat du filtre pour reporting, placer le commutateur en position Marche pour les paramètres que vous souhaitez inclure dans les résultats. Par défaut, tous les paramètres sont activés.
Activer un filtre de résultat empêche le résultat correspondant d’être envoyé, mais le résultat reste affiché sur le coffret
Les paramètres suivants peuvent être réglés dans la section Résultat du filtre pour reporting :
Desserrage
Incrémentation du lot
Décrémentation du lot
Remise à zéro du lot
Omission de programme de serrage
Abandonner la séquence
Abandonner une séquence non commencée
Réinitialisation de séquence de lots
Dans la fenêtre Réglages des serrages, définir une valeur pour un des paramètres listés. Par défaut, tous les paramètres sont Désactivés.
Les paramètres suivants peuvent être réglés dans la section Paramètres de serrage :
Déverrouiller l’outil sur desserrage - s’assure que l’outil est verrouillé après un serrage NOK.
Désactiver le desserrage - s’assure qu’un opérateur ne dévisse pas un boulon que son processus ne permet pas de dévisser.
Désactiver serrage - s’assure qu’un opérateur ne serre pas un boulon que son processus ne permet pas de serrer.
Réglage | Description |
|---|---|
Arrêt | Un outil désactivé reste désactivé quel que soit l'état de desserrage. |
Sur OK | Un outil désactivé sera déverrouillé après un desserrage OK. |
Toujours | Un outil désactivé sera déverrouillé dès qu'un desserrage aura été effectué, quel que soit l'état de desserrage. |
Désactiver les réglages de desserrage
Pour vous assurer qu'un boulon ne peut pas être desserré par erreur, utilisez la fonction pour désactiver le desserrage. Il existe quatre réglages pour désactiver le desserrage :
Réglage | Description |
|---|---|
Arrêt | Le desserrage est toujours activé. Il est toujours possible de desserrer un boulon. |
Sur serrage OK | Le desserrage est désactivé après un serrage OK. Il n'est pas possible de desserrer un boulon correctement serré. |
Sur serrage NOK | Le desserrage est désactivé après un serrage NOK. Il n'est pas possible de desserrer un boulon qui n'est pas correctement serré. |
Toujours | Le desserrage est toujours désactivé. Il n'est pas possible de desserrer un boulon. |
Ces réglages sont valables pendant l'exécution d'une tâche. Le desserrage s'active et se désactive en fonction du réglage et de l'état du dernier serrage. Pour une nouvelle tâche, l'état de départ du desserrage est défini comme suit :
Réglage | Description |
|---|---|
Arrêt | Desserrage activé. Il est possible de desserrer un boulon. |
Sur serrage OK | Desserrage désactivé. Il n'est pas possible de desserrer un boulon. |
Sur serrage NOK | Desserrage désactivé. Il n'est pas possible de desserrer un boulon. |
Après chaque serrage | Desserrage désactivé. Il n'est pas possible de desserrer un boulon. |
L'état de démarrage s'applique chaque fois qu'une nouvelle tâche est affectée à un poste virtuel ou qu'une tâche recommence. L'état de démarrage peut varier en fonction du type de tâche, décrit comme suit.
Réglage | État de démarrage de la nouvelle tâche |
|---|---|
Arrêt | Desserrage activé. Il est possible de desserrer un boulon. |
Sur serrage OK | Desserrage désactivé. Il n'est pas possible de desserrer un boulon. |
Sur serrage NOK | Desserrage désactivé. Il n'est pas possible de desserrer un boulon. |
Toujours | Desserrage désactivé. Il n'est pas possible de desserrer un boulon. |
L'état de démarrage s'applique chaque fois qu'une nouvelle tâche est affectée à un poste virtuel ou qu'une tâche recommence. L'état de démarrage peut varier en fonction du type de tâche, décrit comme suit.
Programme de serrage et mode Sync
L'activation et la désactivation du desserrage suivent le réglage de la désactivation du desserrage et sont réglées sur l'état du dernier serrage.
Séquence de lots
Au cours d'une séquence de lots, l'activation ou la désactivation du desserrage suit le réglage de désactivation du desserrage et est réglée sur l'état du dernier serrage. Il en va de même lorsqu'un lot passe au suivant au sein d'une séquence de lots. Si une séquence de lots recommence, le desserrage est activé ou désactivé en fonction de l'état de démarrage d'une nouvelle tâche.
Lot source
L'activation et la désactivation du desserrage suivent la même procédure que celle décrite dans la séquence de lots. Si un lot source en cours redémarre ou si un nouveau lot est sélectionné, le desserrage est activé ou désactivé en fonction de l'état de démarrage de la nouvelle tâche.
Serrage à la source (pas de contrôle des lots)
Au cours d'un lot, l'activation et la désactivation sont définies en fonction de l'état du dernier serrage. Si un autre programme est sélectionné, l'activation et la désactivation sont réglées en fonction de l'état de démarrage de la nouvelle tâche. En cas de changement de programme, d'outil ou de douille, l'activation et la désactivation sont réglées en fonction de l'état de démarrage de la nouvelle tâche.
Serrage multibroches
L'activation et la désactivation du desserrage suivent toujours l'état du dernier serrage. Ceci s'applique également à un nouveau mode de synchronisation.
Désactiver les réglages de serrage
Pour veiller à ce qu'un opérateur ne serre pas un boulon par erreur, il existe une fonction appelée « Désactiver le serrage ». Il existe quatre réglages pour désactiver le serrage :
Réglage | Description |
|---|---|
Arrêt | Le serrage est toujours activé. Il est toujours possible de serrer un boulon. |
Sur serrage OK | Le serrage est désactivé après un serrage correct. Il n'est pas possible de serrer un boulon correctement serré. |
Sur serrage NOK | Le serrage est désactivé après un serrage NOK. Il n'est pas possible de serrer un boulon non correctement serré. |
Toujours | Le serrage est toujours désactivé. Il n'est pas possible de serrer un boulon. |
Ces réglages sont valables pendant l'exécution d'une tâche. Le serrage s'active et se désactive en fonction du réglage et de l'état du dernier serrage. Pour une nouvelle tâche, l'état de départ du serrage est défini comme suit :
Réglage | État de démarrage de la nouvelle tâche |
|---|---|
Arrêt | Serrage activé |
Sur serrage OK | Serrage activé |
Sur serrage NOK | Serrage activé |
Toujours | Serrage désactivé |
L'état de démarrage s'applique chaque fois qu'une nouvelle tâche est affectée à un poste virtuel ou que la tâche recommence. L'état de démarrage peut différer selon le type de tâche, comme décrit dans le paragraphe Désactiver les paramètres de desserrage.
Cela permet à un outil désactivé de se déverrouiller après le desserrage
Dans la configuration du poste de travail virtuel assignée au poste de travail virtuel sur lequel est connecté l’outil, régler Déverrouiller l’outil sur desserrage sur sur OK ou Toujours.
Afin d’activer le paramètre ci-dessus, les conditions suivantes doivent être remplies :
Le paramètre Désactiver le desserrage ne peut pas être réglé sur Arrêt ou Toujours.
La paramètre Désactiver le desserrage ne peut pas être défini sur la même valeur que Désactiver le desserrage.
Le programme de serrage utilisé doit avoir le desserrage activé.
Si l'outil est verrouillé en termes de serrage ou de desserrage par désactivation, il peut être déverrouillé par un des signaux d'entrée suivants :
Il n'est pas possible de déverrouiller un outil désactivé à l'aide des signaux d'entrée si l'option Verrouiller l'outil au desserrage est réglée sur Toujours.
Affectation d'une configuration à un poste de travail virtuel
Chaque poste de travail virtuel peut avoir sa propre configuration et des postes de travail virtuels multiples peuvent partager la même configuration. Une configuration doit être affectée à un poste de travail virtuel pour devenir active.
Aller dans le menu Poste de travail virtuel et sélectionner le Poste de travail virtuel auquel vous souhaitez affecter la configuration.
Sous Général, la première configuration est sélectionnée par défaut. Sélectionnez le nom de la configuration.
Dans la fenêtre contextuelle, sélectionnez une configuration dans la liste. La fenêtre contextuelle se ferme dès qu'une sélection est effectuée.
Dans cette section
Configurer les paramètres de présentation des résultats en direct
La fenêtre des Paramètres de présentation des résultats en direct permet à un utilisateur d’afficher le couple final sans inclure la valeur de compensation PrT, et la valeur de compensation PrT sur les résultats en direct.
Configurer la fenêtre des Paramètres de présentation des résultats en direct
Sur la page d'accueil, aller sur l’onglet Configurations et sélectionner Poste de travail virtuel général sur le panneau gauche.
Dans la fenêtre Configuration avec laquelle vous souhaitez travailler, sélectionner Modifier.
L’écran Modification de la configuration s’affiche.Dans la fenêtre Paramètres de présentation des résultats en direct, régler les différents commutateurs sur MARCHE ou ARRÊT en fonction des résultats souhaités.
Si le commutateur Afficher la valeur de compensation PrT est réglé sur MARCHE, la fenêtre Résultats en direct affiche la valeur Compensation PrT .
Si le commutateur Afficher le couple final avec la compensation PrT est réglé sur MARCHE, la fenêtre Résultats en direct affiche le couple final avec la Compensation PrT incluse.
Le fait de régler les commutateurs de la fenêtre Paramètres de présentation des résultats en direct sur MARCHE ou ARRÊT n'a aucun impact à moins que le programme MultiStep n’ait une étape de serrage comprenant un moniteur d'étape de couple prédominant et que le commutateur de compensation ne soit réglé sur MARCHE.
Paramètres de présentation des résultats en direct
Voici les différentes options de configuration dans la fenêtre Paramètres de présentation des résultats en direct.
Afficher Valeur Compensation PrT : MARCHE Afficher Couple final avec Compensation PrT : MARCHE | Afficher Valeur Compensation PrT : MARCHE Afficher Couple final avec Compensation PrT : ARRÊT | Afficher Valeur Compensation PrT : ARRÊT Afficher Couple final avec Compensation PrT : MARCHE | Afficher Valeur Compensation PrT : ARRÊT Afficher Couple final avec Compensation PrT : ARRÊT |
|---|---|---|---|
Pointez et cliquez sur l'image pour voir plus d'informations : | Pointez et cliquez sur l'image pour voir plus d'informations : | Pointez et cliquez sur l'image pour voir plus d'informations : | Pointez et cliquez sur l'image pour voir plus d'informations : |
Dans cette section
- Afficher Couple final avec Compensation PrT : MARCHE / Afficher Valeur Compensation PrT : MARCHE
- Afficher Couple final avec Compensation PrT : ARRÊT / Afficher Valeur Compensation PrT : MARCHE
- Afficher Couple final avec Compensation PrT : ARRÊT / Afficher Valeur Compensation PrT : ARRÊT
- Afficher Couple final avec Compensation PrT : MARCHE / Afficher Valeur Compensation PrT : ARRÊT
Afficher Couple final avec Compensation PrT : MARCHE / Afficher Valeur Compensation PrT : MARCHE
Afficher Couple final avec Compensation PrT : MARCHE
La fenêtre Résultats en direct affiche le Couple final avec la valeur de compensation PrT incluse.
Si le EHMI et Sélecteur ST sont activés et configurés, ils affichent le Couple final avec la valeur de compensation PrT incluse.
Afficher Valeur de Compensation PrT sur Résultats en direct : MARCHE
La fenêtre Résultats en direct affiche la valeur de compensation PrT avec l’icône de compensation correspondante ( ).
).
S’il existe plusieurs valeurs de compensation, la valeur de compensation appliquée à la dernière étape disponible s’affiche.
Configurer les commutateurs Afficher Couple final avec Compensation PrT et Afficher Valeur de Compensation PrT n’a aucun impact sur :
Les valeurs de couple final envoyées à ToolsNet et à ToolsTalk : les valeurs de couple final avec compensation PrT sont toujours envoyées à ToolsNet et à ToolsTalk.
La valeur du couple final affichée avec l’historique des résultats.
Les courbes basées sur les résultats en direct et de l’historique.
Les valeurs dans les messages Open Protocol.
Les signaux.
Les adaptateurs de protocole.
Afficher Couple final avec Compensation PrT : ARRÊT / Afficher Valeur Compensation PrT : MARCHE
Afficher Couple final avec Compensation PrT : ARRÊT
La fenêtre Résultats en direct affiche le Couple final sans inclure la valeur de compensation PrT. Étant donné que le Couple final n’inclut pas la valeur de compensation PrT, il s’affiche en italique.
Afficher Valeur Compensation PrT : MARCHE
La fenêtre Résultats en direct affiche la valeur de compensation PrT avec l’icône de compensation correspondante ().
S’il existe plusieurs valeurs de compensation, la valeur de compensation appliquée à la dernière étape disponible s’affiche.
Configurer les commutateurs Afficher Couple final avec Compensation PrT et Afficher Valeur de Compensation PrT n’a aucun impact sur :
Les valeurs de couple final envoyées à ToolsNet et à ToolsTalk : les valeurs de couple final avec compensation PrT sont toujours envoyées à ToolsNet et à ToolsTalk.
La valeur du couple final affichée avec l’historique des résultats.
Les courbes basées sur les résultats en direct et de l’historique.
Les valeurs dans les messages Open Protocol.
Les signaux.
Les adaptateurs de protocole.
Afficher Couple final avec Compensation PrT : ARRÊT / Afficher Valeur Compensation PrT : ARRÊT
Afficher Couple final avec Compensation PrT : ARRÊT
La fenêtre Résultats en direct affiche le Couple final sans inclure la valeur de compensation PrT. Étant donné que le Couple final n’inclut pas la valeur de compensation PrT, il s’affiche en italique.
Afficher Valeur Compensation PrT : ARRÊT
La fenêtre Résultats en direct n’affiche pas la valeur de compensation PrT ni l’icône de compensation correspondante ().
Configurer les commutateurs Afficher Couple final avec Compensation PrT et Afficher Valeur de Compensation PrT n’a aucun impact sur :
Les valeurs de couple final envoyées à ToolsNet et à ToolsTalk : les valeurs de couple final avec compensation PrT sont toujours envoyées à ToolsNet et à ToolsTalk.
La valeur du couple final affichée avec l’historique des résultats.
Les courbes basées sur les résultats en direct et de l’historique.
Les valeurs dans les messages Open Protocol.
Les signaux.
Les adaptateurs de protocole.
Afficher Couple final avec Compensation PrT : MARCHE / Afficher Valeur Compensation PrT : ARRÊT
Afficher Couple final avec Compensation PrT : MARCHE
La fenêtre Résultats en direct affiche le Couple final avec la valeur de compensation PrT incluse.
Si le EHMI et Sélecteur ST sont activés et configurés, ils affichent le Couple final avec la valeur de compensation PrT incluse.
Afficher Valeur Compensation PrT : ARRÊT
La fenêtre Résultats en direct n’affiche pas la valeur de compensation PrT ni l’icône de compensation correspondante ().
Configurer les commutateurs Afficher Couple final avec Compensation PrT et Afficher Valeur de Compensation PrT n’a aucun impact sur :
Les valeurs de couple final envoyées à ToolsNet et à ToolsTalk : les valeurs de couple final avec compensation PrT sont toujours envoyées à ToolsNet et à ToolsTalk.
La valeur du couple final affichée avec l’historique des résultats.
Les courbes basées sur les résultats en direct et de l’historique.
Les valeurs dans les messages Open Protocol.
Les signaux.
Les adaptateurs de protocole.
Configurer le stockage du Couple final et Courbe
Le commutateur Stocker avec compensation PrT est par défaut réglé sur MARCHE, ce qui signifie que le couple final et la courbe sont stockés avec la valeur de compensation PrT.
Afficher Couple final avec Compensation PrT dans les Paramètres de présentation des résultats en direct détermine ce qui est affiché dans Résultats en direct.
Modifier le réglage Stocker avec compensation PrT
À l’écran d'accueil, sélectionnez Configurations.
Faites défiler vers le bas et sélectionnez Poste de travail virtuel général dans le volet de gauche.
Dans la fenêtre Configuration, sélectionnez une Configuration, puis Modifier. La fenêtre Modification de la configuration s’affiche.
Faites défiler vers le bas jusqu'à Stockage du Couple final et Courbe, placez le commutateur Stockage avec compensation PrT dans la position souhaitée.
Configuration du Scanner
Dans ce menu, des configurations de scanner peuvent être ajoutées. Des scanners peuvent être configurés pour soit avoir les chaînes scannées gérées par le coffret, ou les faire passer par un système externe. Lorsque la chaîne scannée est passée, le coffret ne sélectionne pas de tâche suivant la chaîne mais il passe la chaîne à un dispositif externe via un signal de sortie.
Ajouter un scanner et activer le passage
Aller à Configurations > Scanner, puis sélectionner le signe Plus en haut à droite.
Donner un nom à la configuration de scanner.
Pour activer un passage, cliquer sur Modifier, et définir le Mode de passage sur Marche.
Dans cette section
Configuration du scanner
Un scanner sert à lire une chaîne de code-barres ou un code QR contenant les informations utilisées pour choisir la séquence de lots appropriée.
La configuration du scanner s'effectue dans l'onglet Sources.
Le scanner va lire les caractères spécifiés et les réunir dans une chaîne de texte. Cette chaîne de texte est ensuite comparée aux chaînes prédéfinies spécifiées dans le coffret. S'il y a correspondance, la séquence de lots liée à la chaîne prédéfinie est sélectionnée.
Les codes-barres d'une longueur maxi. de 1024 caractères peuvent être lus. Ces codes peuvent contenir les caractères des positions 32 à 126 de la table ASCII. Si le code-barres contient une chaîne de plus de 1024 caractères, la partie restante de la chaîne, à partir de la position 1025, est ignorée.
Dans cette section
Configuration du Scanner
Le scanner proprement dit doit être configuré à l'aide d'un clavier US et il doit émettre un caractère de retour chariot pour marquer la fin de la chaîne de code-barres.
Scanners valides
Pour obtenir une liste des scanners dont l'utilisation avec le coffret Power Focus XC a été vérifiée, s'adresser au représentant commercial local d'Atlas Copco.
Utiliser l'onglet Coffret
Les tâches d'administration du système pour le coffret Power Focus XC sont gérées dans le menu Coffret. Le menu est accessible via l'IGU du coffret, l'IGU Web ou l'IGU de ToolsTalk 2.
Dans cette section
module d'application intelligent (Intelligent Application Module)
Le module d'application intelligent (IAM) est un stockage non volatil implanté dans le coffret. Ce module de stockage contient tous les programmes du coffret, ses configurations et ses résultats. Certains modules peuvent également inclure des éléments de fonction chargés en complément.
Pour obtenir une liste complète des modules IAM disponibles et de leurs capacités, consulter un représentant commercial Atlas Copco.
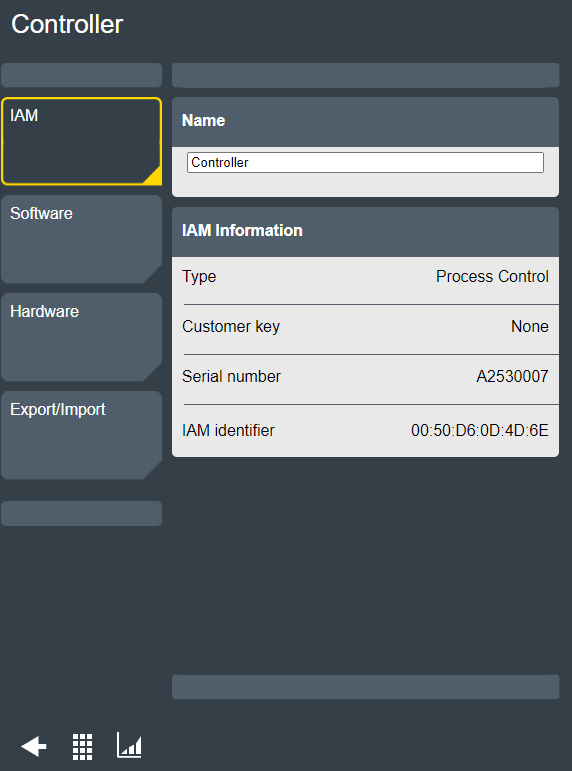
Logiciel
Le numéro de version des deux versions logicielles disponibles dans le coffret Power Focus XC se trouve sous l'onglet Logiciel.
L'installation d'une seconde version du logiciel du coffret est utile pour mettre à niveau plusieurs coffrets. Quand la production est prête à passer au logiciel mis à niveau, l'activation de la nouvelle version peut se faire localement sur l'IGU du coffret, à partir d'un ordinateur à distance avec l'IGU Web ou avec ToolsTalk.
Un nouveau logiciel peut être installé soit en connectant une clé USB à mémoire flash contenant le logiciel sur le port USB du coffret, soit en utilisant l'IGU Web.
L'option de mise à jour du logiciel n'est visible que lorsque l'on accède à l'IGU du coffret depuis un PC. Lorsque l'on insère un périphérique de stockage de masse contenant une version logicielle valide dans le port USB, une invitation à mettre à jour le logiciel apparaît.
Le fichier de mise à jour logicielle ne doit pas être décompressé et doit être enregistré dans un dossier nommé PFImages dans le répertoire racine de la clé USB à mémoire flash.
Une défaillance inattendue lors de la mise à niveau d'un logiciel peut entraîner la perte de données.
Avant de mettre à niveau les versions du logiciel, il est recommandé de faire une sauvegarde de la configuration du coffret en exportant « Toutes les informations du coffret ».
Dans cette section
Mettre à jour le logiciel du coffret via USB
Connecter la clé USB au coffret : l'assistant d'installation démarre automatiquement.
Si plusieurs versions logicielles sont disponibles sur la clé USB à mémoire flash, une liste des différents fichiers de mise à niveau logicielle s'affiche.
Sélectionner le fichier de mise à niveau logicielle à installer et suivre les instructions pour terminer l'installation.
La clé USB à mémoire flash doit disposer d'une partition et doit être formatée pour Linux. Les formats possibles sont par exemple FAT ou NTFS.
Ne pas retirer l’appareil USB ou déconnecter l’IAM jusqu'à ce que la mise à niveau soit terminée.
Mettre à jour le logiciel du coffret via l'IGU Web
Sur l'onglet Coffret, sélectionner Logiciel, puis Activation du logiciel. Puis cliquer sur Parcourir.
Sélectionner le fichier .zip contenant le logiciel et suivre les instructions pour terminer l'installation.
Matériel
L'onglet Matériel contient des informations sur le coffret, telles que la désignation du modèle et le numéro de série, des informations de santé, l'étalonnage de l'écran tactile et des informations sur les diverses cartes électroniques du coffret.
Dans cette section
Santé
La vue Santé contient des informations sur l'état de la pile et la température du coffret.
État de la batterie
Coffret > Matériel > Santé
La pile du Power Focus XC sert d'alimentation de secours pour certains éléments du système comme l'horloge interne. L'état de la pile est mis à jour une fois par jour, ainsi qu'au redémarrage du coffret. Lorsque la pile est presque entièrement déchargée, un avertissement (3011) s'affiche. La pile doit être remplacée dès que possible lorsque l'avertissement apparaît.
Température du coffret
Coffret > Matériel > Santé
La température du coffret est surveillée en continu par le Power Focus XC. Les unités de température prises en charge sont les degrés Celsius (°C) et les degrés Fahrenheit (°F), les degrés Celsius étant l'unité par défaut. Il est possible de passer d'une unité à l'autre sans qu'un redémarrage du coffret ne soit nécessaire. Lorsque la température du coffret dépasse la température maximale, l'étage de commande est désactivé et une alerte (3010) s'affiche. L'étage de commande est à nouveau activé lorsque la température du coffret s'abaisse sous la limite.
Depuis l'affichage ou via l'IGU Web, les utilisateurs peuvent accéder aux données les plus récentes de température du coffret avec horodatage du moment où les mesures ont été effectuées.
Exportation/Importation
L’onglet Exportation/Importation assiste l’utilisateur pour effectuer une des opérations suivantes : Exportation, Importation et Sauvegarde automatisée.
La fenêtre Exportation assiste l’utilisateur pour exporter les configurations, réglages, résultats et événements des coffrets. De plus, il est possible d'exporter les journaux des outils, qui peuvent être partagés avec le personnel d’assistance d’Atlas Copco pour résoudre les problèmes liés aux outils.
La fenêtre Importation assiste l’utilisateur pour importer les configurations et les réglages des coffrets.
Il n'est possible d'avoir qu'une seule Exportation ou Importation active à la fois. Toute tentative de lancer une nouvelle Exportation/Importation alors qu'une Exportation/Importation est en cours est rejetée.
La fenêtre Sauvegarde automatisée assiste l’utilisateur pour générer automatiquement un fichier de sauvegarde.
Il est possible d'exporter des données en utilisant :
Interface graphique Web
ToolsTalk 2
Interface graphique mobile (exporter vers un appareil)
Lecteur flash USB, sur l'interface graphique mobile
La clé USB à mémoire flash doit être formatée avec une partition pour Linux : les formats possibles sont par exemple FAT ou NTFS.
Il est possible d'importer des données en utilisant :
Interface graphique Web
ToolsTalk 2
Lors du processus d’Exportation/Importation, une barre de progression informe l’utilisateur qu’une exportation/Importation est en cours. Le temps nécessaire pour effectuer une exportation/importation dépend du nombre de résultats, d'événements et de journaux.
Exportation/Importation entre coffrets
Les coffrets peuvent avoir divers types d'IAM qui peuvent avoir des capacités différentes.
Un coffret peut exporter toutes les configurations applicables pour le type actuel de module IAM.
Un coffret ne peut pas importer un fichier exporté à partir d'un type différent de module IAM. Ceci vaut également lorsque l'on utilise ToolsTalk 2.
Dans cette section
Exporter « Toutes les informations du coffret »
Il est possible d'exporter la configuration, les réglages, les résultats et les événements du coffret pour un traitement ultérieur. Une partie de l’exportation se fait à la fois depuis l’outil filaire ainsi que depuis les outils sans fil connectés.
Toutes les données incluses dans l’exportation sont enregistrées dans un fichier « PFExport_<nom IAM>_<horaire (valeur horaire la plus faible affichée en secondes)>.tar.gz », qui inclut les fichiers et dossiers suivants :
"PFExport_<dateheure>_Results.csv" – Tous les résultats disponibles
Les résultats sont exportés dans un fichier texte au format CSV. Le dernier résultat exécuté est le premier dans le fichier CSV.
Il est possible d'exporter les informations de résultats suivantes pour les serrages et les desserrages :
Informations sur les résultats | Power Focus XC - Programmes de serrage | Power Focus XC- Programmes MultiStep |
|---|---|---|
Numéro d'identité | - | - |
Type de serrage | X | X |
Nom du poste de travail virtuel | X | X |
VIN (Chaîne d'identifiant) | X | X |
Date et heure | X | X |
Identifiant d’outil unique | X | X |
Nom de la séquence de lots | X | X |
Compteur de séquences de lots | X | X |
Comptage des lots | X | X |
Nom de la vis | - | - |
État total | - | - |
Infos état total | - | - |
État | X | X |
Infos d’état | X | X |
Nom du mode | - | - |
Nom du programme de serrage/MultiStep | X | X |
Erreur d'arrêt | - | X |
Erreurs | - | X |
Étape échouée | - | X |
Canal | - | - |
Couple cible (Nm) | X | X |
Final Torque (Nm) | X | X |
Angle cible (deg) | X | X |
Départ angle final (Nm) | X | X |
Angle final (deg) | X | X |
Angle d'approche (deg) | X | - |
Facteur de corrélation de couple résiduel | X | X |
Temps écoulé (s) | - | X |
Limite basse d'angle (deg) | X | X |
Limite basse d'angle (deg) | X | X |
Limite basse de couple (Nm) | X | X |
Limite haute de couple (Nm) | X | X |
Nombre d'impulsions | X | - |
Courant à l'arrêt (A) | X | X |
Compensation TrueAngle (deg) | X | X |
Temps avant approche terminée (ms) | X | - |
Temps avant couple final (ms) | X | - |
Texte cible | X | X |
Données d’étape | - | X |
Couple d’autotaraudage | X | X |
Couple de traînée | X | X |
Déclenchement d'angle d'approche | X | X |
Le délimiteur de champ et le format des nombres dépendent des paramètres de langue :
Langue | Date/heure | Délimiteur de champ | Format des nombres |
|---|---|---|---|
Anglais (en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
Tchèque (cs) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Allemand (de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Espagnol (es_ES) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Français (fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Coréen (ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
Italien (it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Japonais (ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
Portugais (pt_BR) | Dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Russe (ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Suédois (sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
Chinois (zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
« PFExport_<dateheure>_Events.csv »- Tous les événements disponibles
Les informations suivantes sur l'événement sont exportées dans un fichier texte au format CSV :
Gravité
Date
Durée
Code
Description
Poste de travail virtuel qui a déclenché l’événement (uniquement exporté pour PFXC-Handheld)
« /réglages » - Paramètres et configurations (utilisés par Importation)
« jsonConfigurations.zip » - Les programmes Multistep de serrage et de desserrage sont exportés comme fichiers .json (à utiliser avec MID2500)
« atlas_sys_d.zip » - Fichiers de connexion provenant de l’application Drive
« atlas_sys_i.zip » - Fichiers de connexion provenant de l’application IT
« atlas_protocol_log.zip » – Fichiers de connexion provenant d’adaptateurs de protocoles externes
« ExportInfo.txt » - Document texte contenant des informations sur l'AIM et le coffret
« atlas_plc.zip » - Configuration API
« licenseInformation.zip » – Informations sur les licences et Culpabilité des systèmes
Comment exporter « Toutes les informations du coffret »
À l’écran d’accueil, sélectionner l'onglet Coffret. Ensuite, à gauche, sélectionner l’onglet Exportation/Importation.
Dans la fenêtre Exporter, ouvrir le menu déroulant et sélectionner Toutes les informations du coffret.
Dans la fenêtre Exporter, sélectionner Exporter.
À la fin du processus d'exportation, une fenêtre contextuelle d'exportation confirme que l'exportation est effectuée.
Un fichier PF/IXBExport_<nom IAM>_<horaire>.tar.gz est automatiquement téléchargé.
Exporter « Paramètres et configurations »
Il est possible d'exporter uniquement les configurations et les réglages du coffret.
Les données exportées sont stockées dans un fichier compressé identifié par le nom IAM et la date et l'heure d'exportation.
Les données du fichier comprennent toutes les configurations et tous les paramètres du coffret, de sorte que le fichier d'exportation peut être importé et configurer un autre coffret avec la même version ou une version plus récente.
Les données exportées incluent des informations sur l'IAM et le coffret, ainsi que des programmes Multistep de serrage et de dévissage préformatés à utiliser avec la solution MID2500.
Comment exporter « Paramètres et configurations »
À l’écran d’accueil, sélectionner l'onglet Coffret. Ensuite, à gauche, sélectionner l’onglet Exportation/Importation.
Dans la fenêtre Exporter, ouvrir le menu déroulant et sélectionner Paramètres et configurations.
Dans la fenêtre Exporter, sélectionner Exporter.
À la fin du processus d'exportation, une fenêtre contextuelle d'exportation confirme que l'exportation est effectuée.
Un fichier PFExport_<nom IAM>_<dateheure>.tar.gz est automatiquement téléchargé.
Exporter « Journaux des outils connectés »
L'exportation des journaux des outils permet à un technicien d’entretien de partager les données des journaux des outils avec le personnel du Service Atlas Copco afin de résoudre les problèmes liés aux outils.
Il est possible d'exporter les journaux des outils à partir des outils suivants : STB, SRB, TBP/TBP-S et QST-M.
Pour exporter les journaux des outils, l’outil doit être connecté au coffret. Il n'est pas nécessaire que l'outil soit affecté à un poste de travail virtuel.
Toutes les données incluses dans l’exportation des journaux des outils sont enregistrées dans un fichier « PFExport_<nom IAM>_<dateheure>.tar.gz », qui inclut les fichiers et dossiers suivants :
« atlas_tool_i.zip » – Tous les résultats disponibles
Un fichier individuel est créé pour chaque outil connecté. Le format des fichiers des journaux des outils est « tool-<type d'outil>-<numéro de série de l'outil>.log ».
« ExportInfo.txt » - Document texte contenant des informations sur l'AIM, le coffret et les outils connectés
Comment exporter « Journaux des outils connectés »
À l’écran d’accueil, sélectionner l'onglet Coffret. Ensuite, à gauche, sélectionner l’onglet Exportation/Importation.
Dans la fenêtre Exporter, ouvrir le menu déroulant et sélectionner Journaux des outils connectés.
Dans la fenêtre Exporter, sélectionner Exporter.
À la fin du processus d'exportation, une fenêtre contextuelle d'exportation confirme que l'exportation est effectuée.
Un fichier PFExport_<nom IAM>_<dateheure>.tar.gz est automatiquement téléchargé.
Exporter « Résultats »
Il est possible d’exporter uniquement les résultats de serrage du coffret.
Comment exporter « Résultats »
À l’écran d’accueil, sélectionner l'onglet Coffret. Ensuite, à gauche, sélectionner l’onglet Exportation/Importation.
Dans la fenêtre Exporter, ouvrir le menu déroulant et sélectionner Résultats.
Dans la fenêtre Exporter, sélectionner Exporter.
À la fin du processus d'exportation, une fenêtre contextuelle d'exportation confirme que l'exportation est effectuée.
Dans le cas de systèmes multi-broches (embarqués), le fichier exporté automatiquement téléchargé est dans un format .zip, sinon le format est .csv.
Exporter « Journaux système et Informations »
L'exportation des journaux système et des informations permet à un technicien de service de partager les journaux système et ses informations avec le technicien de service Atlas Copco.
Dépanner les problèmes du système - tels que les coffrets - est plus facile grâce à l'exportation des journaux système et des informations.
L'exportation des journaux système et des informations n'inclut pas les journaux du ou des outils raccordés.
Si vous avez besoin des journaux d'exportation du ou des outils raccordés, sélectionnez la méthode d'exportation nécessaire.
Toutes les données incluses dans l’exportation des journaux système et informations sont enregistrées dans un fichier PF/IXBExport_<IAM name>_<datetime>.tar.gz, qui inclut les fichiers et dossiers suivants :
atlas_sys_d.zip - Fichiers de connexion provenant de l’application Drive
atlas_sys_i.zip - Fichiers de connexion provenant de l’application IT
atlas_protocol_log.zip – Fichiers de connexion provenant d’adaptateurs de protocoles externes
ExportInfo.txt - Document texte contenant des informations sur l'AIM et le coffret
licenseInformation.zip – Informations sur les licences et capabilités des systèmes
atlas_systeminformation.zip – Informations à destination de Atlas Copco R&D concernant la santé actuelle du système et sa configuration
atlas_workflow_log.zip – Fichiers de connexion du flux de travail des adaptateurs de protocole extérieurs
Comment exporter « Journaux système et Informations »
À l’écran d’accueil, sélectionner l'onglet Coffret. Ensuite, à gauche, sélectionner l’onglet Exportation/Importation.
Dans la fenêtre Exporter, ouvrir le menu déroulant et sélectionner Journaux système et informations.
Dans la fenêtre Exporter, sélectionner Exporter.
À la fin du processus d'exportation, une fenêtre contextuelle d'exportation confirme que l'exportation est effectuée.
Un fichier PF/IXBExport_<nom IAM>_<horaire>.tar.gz est automatiquement téléchargé.
Informations pertinentes
Importer les configurations et paramètres des coffrets
Lorsque les utilisateurs importent la configuration et les paramètres du coffret, les configurations et paramètres existants sont remplacés par la configuration et les paramètres du coffret importés.
Les configurations suivantes ne sont pas importées ou dé sélectionnées :
Les réglages réseau du coffret ne sont pas importés
Résultats et événements ne sont pas importés
Affectation des licences n’est pas importé
Tâche affectée dans Poste de travail virtuel est désélectionné
"jsonConfigurations.zip" (Programmes Multistep de serrage et de desserrage) n’est pas importé
“licenseInformation.zip” (Informations sur les licences et capacités des systèmes) n’est pas importé
Comment importer les configurations et paramètres des coffrets
À l’écran d’accueil, sélectionner l'onglet Coffret. Ensuite, à gauche, sélectionner l’onglet Exportation/Importation.
Dans la fenêtre Importer, sélectionner Importer.
Une fenêtre contextuelle Informations confirme que tous les paramètres du programme de serrage, du lot, des accessoires et du coffret seront remplacés par les paramètres du fichier importé.
Cependant, les paramètres réseau, résultats et événements ne seront pas importés.Sélectionner Continuer.
Dans la fenêtre contextuelle Importer, sélectionner Choisir fichier. Ensuite, sélectionner le fichier à importer sur le coffret.
À la fin du processus d'importation, le coffret redémarre automatiquement.
Si le processus d'importation est interrompu avant d'avoir commencé, ou si le fichier disparaît, l'utilisateur en est informé et le coffret doit être redémarré (pour s'assurer qu'il est dans un état valide).
Si le processus d'importation est interrompu, mais que le fichier n'est pas corrompu et existe, l'importation peut être terminée.
Utiliser l’onglet Paramètres sans fil
Configuration du Réseau
Le Power Focus XC peut être configuré de manière à être accessible depuis le logiciel Atlas Copco ToolsTalk ou depuis un navigateur Web sur un réseau local (LAN). Il peut également être accessible directement depuis un PC connecté. Il utilise le protocole IPv4.
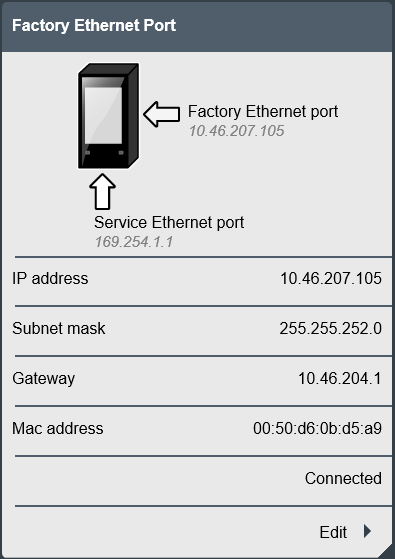
Pour accéder aux paramètres Ethernet et les modifier, sélectionner Modifier.
Seul le port Ethernet usine peut être configuré. Le port Ethernet de service possède une adresse IP dédiée, 169.254.1.1, qui ne doit pas être connectée au réseau local.
Dans cette section
Accès au coffret sur le réseau LAN
Sélectionner le menu Réseau et, dans la fenêtre Port Ethernet d'usine, cliquer sur Modifier. Ensuite, définir Activé sur On (Activé) pour modifier les paramètres Ethernet.
Connecter le câble réseau au port Ethernet usine et spécifier manuellement les informations voulues ou, si elles sont disponibles, utiliser les informations fournies par le serveur DHCP. Les informations requises sont les suivantes :
Adresse IP
Masque de sous-réseau
Passerelle
Ces informations sont fournies par l'administrateur systèmes du site.
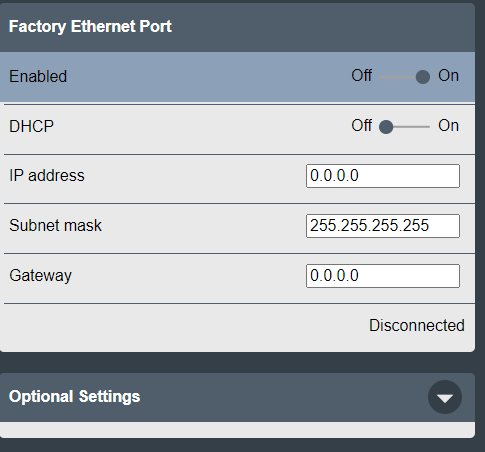
Lorsque l'on utilise l'option manuelle, des réglages facultatifs sont disponibles pour l'utilisation de serveurs DNS.
Accéder au coffret via l'IGU Web
Connecter une extrémité d'un câble Ethernet non blindé direct (RJ45) à un ordinateur et l'autre extrémité au connecteur de câble Ethernet (port de service) sur le coffret.
Ouvrir un navigateur Web sur l'ordinateur et saisir l'adresse Web indiquée sous le connecteur de câble Ethernet (port de service).
Accéder au coffret via l'IGU mobile
Sur la partie avant du coffret, scanner le code QR sur la gauche avec la caméra d'un appareil mobile.
Scanner le code QR à droite avec la caméra d'un appareil mobile.
Il est possible de modifier la configuration du SSID via l'IGU Web. Le SSID sera toujours réglé sur la valeur par défaut lorsque le coffret sera redémarré.
Configuration du Protocole
Le Power Focus XC peut être configuré à des fins de communication avec les serveurs exécutant un gestionnaire de licences Atlas Copco ainsi que les deux logiciels Atlas Copco ToolsTalk et ToolsNet. ToolsTalk sert à configurer un ou plusieurs coffrets. ToolsNet sert à gérer la restitution des résultats.
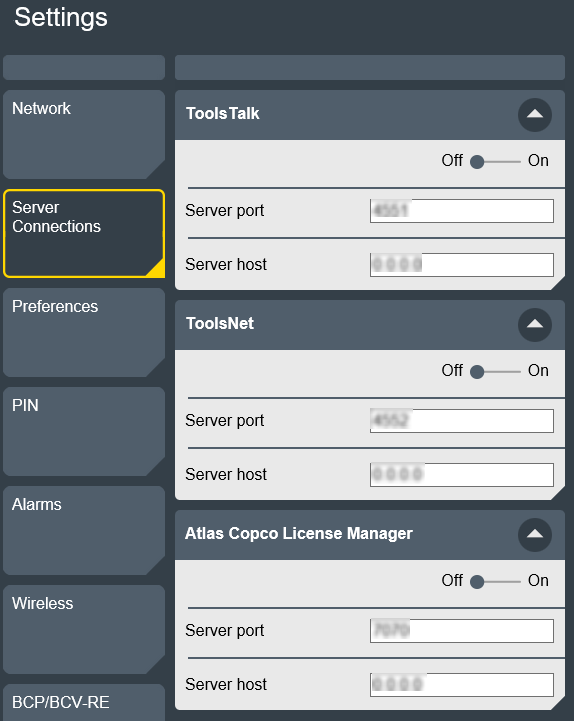
Dans cette section
Configurer la connexion de ToolsTalk
Pour connecter un coffret à ToolsTalk, configurer et activer les réglages du protocole ToolsTalk sur le coffret.
Sur la page d'accueil, aller sur l’onglet Réglages et sélectionner Connexions serveur sur le panneau gauche.
Dans la fenêtre ToolsTalk, régler les paramètres suivants :
Champ
Description
Marche/Arrêt
Activation/désactivation de la communication avec le serveur ToolsTalk
Port serveur
Port du serveur ToolsTalk
Hôte serveur
Adresse IP du serveur ToolsTalk
Sélectionner Appliquer.
Pour visualiser l’état de la connexion à ToolsTalk, sélectionner le bouton Résultat puis accéder à la vue Résultats en direct. Ensuite, sélectionner le bouton Connexion au protocole  . Dans la boîte de dialogue qui s’affiche, sélectionner l’onglet Connexions au serveur.
. Dans la boîte de dialogue qui s’affiche, sélectionner l’onglet Connexions au serveur.
Pour plus d’informations sur la manière de configurer ToolsTalk, consulter le Guide d'utilisation de ToolsTalk 2.
Configurer la connexion avec ToolsNet
Pour connecter un coffret à ToolsNet et recueillir des résultats de serrage, configurer et activer les réglages du protocole ToolsNet sur le coffret.
Sur la page d'accueil, aller sur l’onglet Réglages et sélectionner Connexions serveur sur le panneau gauche.
Dans la fenêtre ToolsNet, régler les paramètres suivants :
Champ
Description
Marche/Arrêt
Activation/désactivation de la communication avec le serveur ToolsNet
Port serveur
Port du serveur ToolsNet
Hôte serveur
Adresse IP du serveur ToolsNet
Sélectionner Appliquer.
Pour visualiser l’état de la connexion à ToolsNet, sélectionner l'icône Aller au résultat puis accéder à la vue Résultats en direct. Puis sélectionner le bouton . Dans la boîte de dialogue qui s’affiche, sélectionner l’onglet Connexions au serveur.
Pour plus d’informations sur la manière de configurer ToolsNet, consulter le Guide d'utilisation de ToolsNet 8.
Configurer un gestionnaire de licences
Le gestionnaire de licences Atlas Copco est connecté à un coffret et les réglages du protocole sont activés sur le coffret depuis l'onglet Connexions serveur dans le menu Réglages.
Champ | Description |
|---|---|
Marche/Arrêt | Activation/désactivation de la communication avec le gestionnaire de licences Atlas Copco |
Hôte serveur | Adresse IP du serveur de gestionnaire de licences Atlas Copco |
Port serveur | Port du serveur de gestionnaire de licences Atlas Copco |
Configurer la connexion à distance
Pour connecter un coffret à un serveur de connexion à distance, configurer et activer les réglages de connexion à distance sur le coffret.
Sur la page d'accueil, aller sur l’onglet Réglages et sélectionner Connexions serveur sur le panneau gauche.
Dans la fenêtre Connexion à distance, configurer les paramètres suivants :
Champ | Description |
|---|---|
Marche/Arrêt | Activation/désactivation de la communication avec le serveur de connexion à distance |
TCP/UDP | Sélectionne le protocole TCP ou UDP |
Hôte serveur | Adresse IP du serveur de connexion à distance |
Port serveur | Port du serveur de connexion à distance |
Configurer les niveaux de connexion
Pour configurer les connexions qui sont stockées sur le serveur de connexion distance :
Sur la page d'accueil, aller sur l’onglet Réglages et sélectionner Connexions serveur sur le panneau gauche.
Dans la fenêtre Connexion à distance, sélectionner Configurer.
Dans la fenêtre Configurer les installations, cocher les case applicables.
Catégorie
Classification SysLog
Erreur
Alerte, Critique, Urgence, Erreur
Avertissement
Avertissement
Info
Pour information, Remarque
Pour rétablir la configuration précédente de la sélection, sélectionne ANNULER.
Sélectionner Appliquer.
Configuration des Préférences
Les préférences contiennent les réglages généraux comme la date et l'heure, la langue, l'unité de couple et l'écran de démarrage.
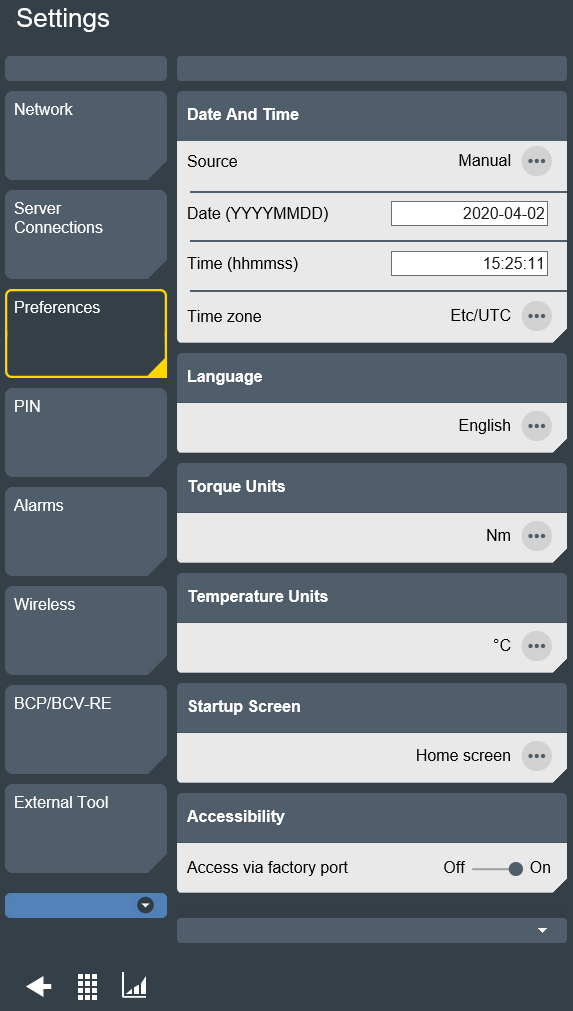
Dans cette section
Configurer la date et l’heure
Il est impératif de régler la date et l'heure pour que les événements et les résultats soient correctement horodatés et conservent l'indication du moment où ils se sont produit.
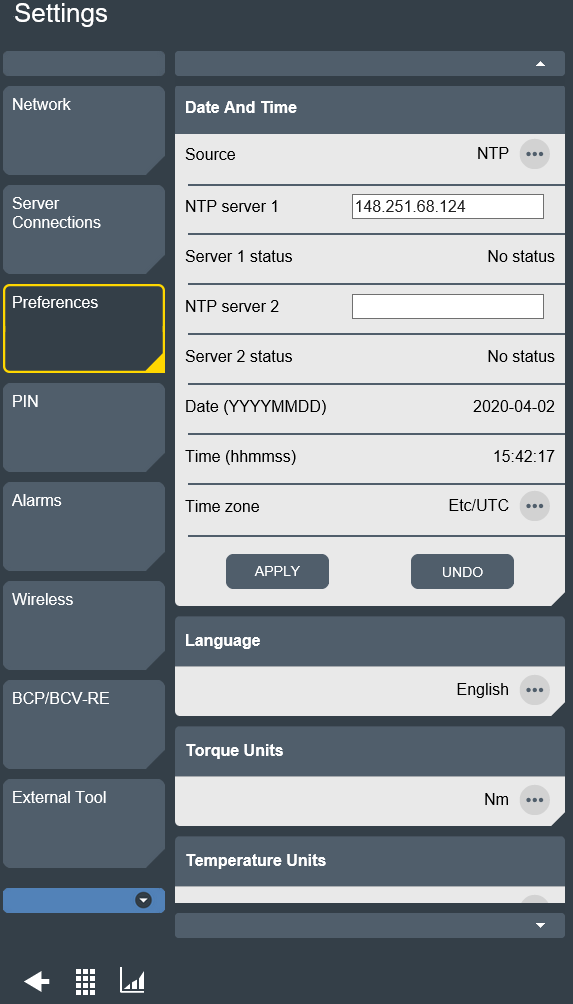
L'heure est récupérée depuis l'une des trois sources disponibles :
Manuel
NTP
ToolsNet
Lorsque la source est définie sur Manuel, la date, l'heure et le fuseau horaire sont réglés manuellement.
Lorsque la source est définie sur NTP, la date et l'heure sont récupérées à partir du serveur NTP défini dans l'IGU.
Lorsque la source est définie sur ToolsNet, la date et l'heure sont récupérées depuis le serveur ToolsNet.
Champ | Description |
|---|---|
Source | Source à partir de laquelle la date et l'heure doivent être récupérées. |
Date (AAAAMMJJ) | Date saisie manuellement si la source est définie comme étant manuelle. |
Heure (hhmmss) | Heure saisie manuellement si la source est définie comme étant manuelle. |
Fuseau horaire | Fuseau horaire correspondant soit au lieu soit à un fuseau horaire standard tel que l'ETC/UTC (temps universel coordonné). |
Serveur NTP | Adresse IP du serveur NTP fournissant la date et l'heure au coffret. |
Configurer la langue affichée sur le coffret
L'IGU du coffret est traduite en douze langues. Pour changer la langue de l'IGU :
Appuyer ou cliquer sur la flèche située à côté du nom de la langue actuellement utilisée.
Choisir une langue dans la liste.
Le changement de langue prend effet immédiatement.
Langue | Affichage dans le coffret |
|---|---|
English (anglais) | English (anglais) |
Czech (tchèque) | Čeština |
German (allemand) | Deutsch (allemand) |
Spanish (espagnol) | Español |
French (français) | Français |
Korean (coréen) | 한국어 |
Italian (italien) | Italiano |
Japanese (japonais) | 日本語 |
Portuguese (portugais) | Português |
Russian (russe) | Русский |
Swedish (suédois) | Svenska |
Chinese (chinois) | 中文 |
Configurer l’unité de couple affichée
Choisir l'unité à utiliser pour les valeurs de couple et les résultats. Les résultats de couple s'affichent dans l'unité choisie à la fois après l'exécution d'un serrage et lorsqu'ils sont enregistrés dans la liste des résultats.
Pour changer l'unité de couple utilisée dans l'IGU du coffret :
Appuyer ou cliquer sur la flèche située à côté du nom de l'unité actuellement utilisée.
Choisir une unité dans la liste.
Le changement d'unité de couple prend effet immédiatement.
Unité | Description |
|---|---|
cNm | centinewton mètre |
dNm | décinewton mètre |
Nm | newton mètre |
kNm | kilonewton mètre |
in·lbf | pouce-livre force |
ft·lbf | pied-livre force |
in·ozf | pouce once-force |
ft·ozf | pied once-force |
gf·cm | gramme-force centimètre |
kgf·cm | kilogramme-force centimètre |
kgf·m | kilogramme-force mètre |
Configurer l’unité de température affichée
Les températures dans le coffret peuvent être indiquées en degrés Celsius ou en degrés Fahrenheit.
Pour changer l'unité de température utilisée dans l'IGU du coffret :
Sur l’écran d'accueil, aller sur l’onglet Réglages, sélectionner Préférences sur le panneau gauche et accéder à la fenêtre Unités de température.
Sélectionner l’icône trois points située à côté du nom de l’unité en cours d'utilisation.
Choisir une unité dans la liste.
Le changement d'unité de température prend effet immédiatement.
Unités de température disponibles Unité
Description
°C
Degrés Celsius
°F
Degrés Fahrenheit
Configurer l'écran de démarrage
L'écran par défaut au démarrage du coffret est l'écran d'accueil. Il est possible de changer d'écran de démarrage et d'opter pour l'écran des résultats.
Un changement d'écran de démarrage dans les réglages nécessite un redémarrage du coffret ou une actualisation de l'IGU Web.
Accessibilité au port d'usine
Sur l’écran d'accueil, aller sur l’onglet Réglages, sélectionner Préférences sur le panneau gauche et accéder à la fenêtre Accessibilité.
Faire glisser le sélecteur d’Accès via le port d'usine sur Off (Désactivé) pour accéder à l'interface graphique par le biais du port d'usine.
Par défaut, le sélecteur d’Accès via le port d'usine est en position On (Activé).
Lors de tout accès au GUI par le biais du port d’usine, aucune autre modification ne peut être apportée.
Configuration des Alarmes d'outil
Des alarmes sont définies pour contrôler le moment où une maintenance ou un étalonnage doivent être effectués sur les outils connectés au coffret. Vous trouverez l'intervalle d'entretien des outils et d'autres informations concernant les outils connectés dans l'onglet Outils.
Pour accéder aux alarmes des outils, aller sur l'onglet Paramètres de la page d’accueil et sélectionner Alarmes sur le panneau gauche.
Window (Fenêtre) | Description |
|---|---|
Alarme de l'indicateur d'entretien | Activation d'une alarme lorsque la périodicité d'entretien de l'outil est atteinte. |
Verrouillage outil après alarme | Verrouiller l'outil lorsque la périodicité d'entretien est atteinte. |
Alarme d'étalonnage | Activation de l'alarme d'étalonnage de l'outil pour tous les outils connectés au coffret. |
Alarme de surveillance d'huile | Active l'alarme de surveillance de l’huile pour tous les outils connectés au coffret. Faire glisser l'option Verrouillage de l'outil après l'alarme sur On (Activé) pour verrouiller l'outil correspondant lorsque cette alarme se déclenche. |
Configurations des paramètres évènements
Il est possible de configurer les évènements disponibles dans le coffret avec une ou plusieurs des options suivantes :
Acquitté
Journalisé
Affiché
Configuration des résultats
Le menu Résultats permet à l'utilisateur de configurer le nom des étiquettes pour les résultats affichés dans la Liste des résultats.
Changement de nom du statut des résultats
Aller dans Réglages puis Résultats,et cliquer sur Statut détaillé personnalisé.
Rechercher le nom du statut que l'on veut modifier.
Saisir le nouveau nom dans le champ correspondant Nouveau nom de statut sur la droite.
Configuration de la connexion étendue
Le Power Focus XC crée automatiquement des connexions et les stocke. Ces connexions peuvent être configurées pour inclure une connexion étendue à l'aide des groupes de connexion.
Dans cette section
Configurer les groupes de connexion
Le paramètre par défaut d’un groupe de connexion est désactivé. Pour activer le paramètre d’un groupe de connexion :
Sur la page d'accueil, aller sur l’onglet Réglages et sélectionner Connexions étendues sur le panneau gauche.
Dans la fenêtre Groupes de connexion, régler le groupe sur MARCHE.
Réinitialiser les groupes de connexion
Il est possible de réinitialiser tous les groupes de connexion à leurs paramètres par défaut.
Sur la page d'accueil, aller sur l’onglet Réglages et sélectionner Connexions étendues sur le panneau gauche.
Dans la fenêtre Réinitialiser les groupes de connexion, sélectionner Réinitialisation.
Une fenêtre contextuelle apparaît pour vous demander si vous voulez réinitialiser tous les groupes de connexion. Sélectionner OUI
Groupes de connexion persistants
Les groupes de connexion se réinitialisent à leur valeur par défaut à chaque redémarrage. Pour empêcher la réinitialisation, utiliser des groupes de connexion persistants.
Sur la page d'accueil, aller sur l’onglet Réglages et sélectionner Connexions étendues sur le panneau gauche.
Dans la fenêtre Conserver la sélection après le redémarrage, régler Persistant sur MARCHE.
Réinitialisation
Remise à zéro usine du coffret
Il est possible de revenir aux réglages d'usine d'origine du coffret.
L'ensemble des réglages, évènements, configurations et données historiques sera effacé si le coffret est réinitialisé. Effectuer une réinitialisation de l'usine uniquement lorsque vous êtes totalement sûr que cela est nécessaire.
Effectuer une remise à zéro usine du coffret
À l’écran d’accueil, sélectionner l'onglet Paramètres. Puis, sur la gauche, sélectionner Réinitialisation.
Dans la fenêtre Remise à zéro usine du coffret, sélectionner Réinitialisation.
Une fenêtre contextuelle d'avertissement signale que toutes les données seront effacées. Puis sélectionner Oui.
Le coffret redémarre pour activer les nouveaux réglages.
Effacer les résultats
Il est possible de supprimer les résultats et les évènements stockés sur le coffret.
Supprimer Résultats et événements
À l’écran d’accueil, sélectionner l'onglet Paramètres. Puis, sur la gauche, sélectionner Réinitialisation.
Dans la fenêtre Effacer les résultats, sélectionner Effacer.
Une fenêtre contextuelle d'avertissement signale que tous les résultats et évènements seront effacés. Puis sélectionner Oui.
Arrêter le coffret et attendre 30 secondes avant de le redémarrer.
Interface graphique mobile
Utiliser l'onglet Tâche
Les tâches sont configurées dans le menu Tâche. Une tâche exécute un programme de serrage et peut être surveillée à partir de l'interface utilisateur mobile. Les résultats de la tâche sont présentés dans le menu Résultats.
Pour créer un programme de serrage, créer une tâche et sélectionner une stratégie, Serrer au couple ou Serrer au couple plus angle.
Il est nécessaire de régler certains paramètres dans les programmes de serrage PFXC pour permettre la réalisation d’un serrage. La saisie d'une valeur pour le Couple cible est obligatoire, ainsi que l'Angle cible si l’option Serrer au couple plus angle a été choisie. D'autres paramètres sont facultatifs, tels que le Nom du programme, le Couple de crête et l'Angle. Ces paramètres sont utilisés pour surveiller le serrage en cours en ajoutant des limites que doivent respecter le couple ou l'angle de rotation de l'écrou.
Il est possible d'exécuter deux types de programmes de serrage à partir de l'interface utilisateur mobile, Serrer au couple et Serrer au couple plus angle.
Des programmes en plusieurs étapes et d'autres types de programmes de serrage sont disponibles dans l'interface utilisateur Web et ne doivent pas être affectés au poste de travail virtuel 1, afin d'éviter tout affichage incorrect des résultats.
Dans cette section
Créer des programmes de serrage sources
Accéder à l’onglet Tâche.
Sélectionner l'icône plus dans le coin supérieur droit de l’écran.
Choisir une stratégie de serrage
Donner un nom au serrage source.
Spécifie le couple cible.
Sélectionner Appliquer pour enregistrer les modifications. Les modifications ne sont pas enregistrées automatiquement.
Sélectionner Annuler pour annuler les modifications.
Modifier des programmes de serrage source
Sur l'onglet Tâche, faire glisser le sélecteur Modifier sur On (Activé).
Sur le programme de serrage à modifier, sélectionner l'icône d'ellipse.
Effectuer les modifications souhaitées sur le programme de serrage.
Sélectionner Appliquer pour enregistrer les modifications. Les modifications ne sont pas enregistrées automatiquement.
Sélectionner Annuler pour annuler les modifications.
Supprimer des programmes de serrage sources
Sur l'onglet Tâche, faire glisser le sélecteur Modifier sur On (Activé).
Sur le programme de serrage à supprimer, sélectionner l'icône Supprimer.
Utiliser l'onglet Coffret
Les tâches d'administration du système pour le coffret Power Focus XC sont gérées dans le menu Coffret. Le menu est accessible via l'IGU Web ou l'IGU de Tools Talk 2.
Dans cette section
Exporter la configuration
La fonction d'exportation est utilisée pour exporter les résultats de serrage accessibles dans le menu Rapports pour analyse dans des programmes externes.
La fonction d'exportation sert à effectuer les opérations suivantes :
Exporter les résultats de serrage et événements en vue d'un traitement ultérieur depuis les outils filaires.
Exporter des fichiers journaux pour recevoir une aide au débogage de la part d'un technicien d'assistance Atlas Copco.
Exporter une configuration de coffret qui peut être utilisée pour copier les paramètres vérification un autre coffret.
Dans cette section
Exportation de données à partir de l'interface utilisateur mobile
Pour exporter des données à partir de l'interface mobile, procéder comme suit :
Accéder à l’onglet Coffret.
Dans le menu Export, appuyer sur l’icône Ellipse (...).
Sélectionner une option :
Toutes les informations du coffret
Paramètres et configurations
Journaux des outils connectés
Résultats
Appuyer sur Vers périphérique pour télécharger les données sélectionnées sur l'appareil mobile.
Appuyer sur Vers USB pour télécharger les données sélectionnées sur un périphérique de stockage USB correctement formaté, connecté au port USB sur la partie avant du coffret.
Toutes les informations du coffret et Paramètres et configurations n’incluent aucune information sur les outils connectés.
Paramètres et configurations n’exporte que les paramètres.L’exécution de cette fonction prend donc moins de temps.
Pour les outils STB, SRB et TBP, il n’est possible d'exporter que des journaux.
Lorsque l'option Journaux des outils connectés est sélectionnée et qu'aucun outil n'est connecté au coffret, un fichier vide est exporté.
Résultats exporte uniquement les résultats de serrage du coffret.
Fichiers exportés
Le fichier exporté est une archive compressée contenant un fichier binaire avec tous les paramètres, ainsi que deux fichiers de valeurs séparées par des caractères (csv) contenant les résultats et les événements.
Lorsque l'on choisit l'option Réglages et configurations, aucun fichier de résultats ou d'événements n'est exporté dans l'archive.
Fichier | Description |
|---|---|
PFExport__<Controller name>_<Time stamp>_Events.csv | Fichier de valeurs séparées par des points-virgules contenant les informations suivantes :
|
PFExport__<Controller name>_<Time stamp>_Results.csv | Fichier de valeurs séparées par des points-virgules contenant les informations suivantes :
|
ExportInfo.txt | Informations concernant la configuration du coffret et le logiciel du coffret. |
settings/settings.bin | Fichier binaire contenant tous les paramètres des programmes de serrage et des lots, les configurations des accessoires et les paramètres du coffret comme : langue, unités de couple, données, date et heure et présentation des résultats. |
Format des fichiers csv exportés
En fonction du paramètre de langue du coffret, le fichier .csv exporté utilise différents caractères pour espacer les champs. Voir les détails des formats par langue dans le tableau suivant.
Langue | Date/heure | Délimiteur de champ | Format des nombres |
|---|---|---|---|
Anglais (en_US) | MM/jj/aaaa hh:mm:ss | , | 123,456 |
Tchèque (cs_CZ) | jj.MM.aaaa hh:mm:ss | ; | 123 456 |
Allemand (de_DE) | jj.MM.aaaa hh:mm:ss | ; | 123 456 |
Espagnol (es_ES) | jj/MM//aaaa hh:mm:ss | ; | 123 456 |
Français (fr_FR) | jj/MM/aaaa hh:mm:ss | ; | 123 456 |
Coréen (ko_KR) | aaaa-MM-jj hh:mm:ss | , | 123,456 |
Italien (it_IT) | jj/MM/aaaa hh:mm:ss | ; | 123 456 |
Japonais (ja_JP) | aaaa/MM/jj hh:mm:ss | , | 123,456 |
Portugais (pt_BR) | jj/MM/aaaa hh:mm:ss | ; | 123 456 |
Russe (ru_RU) | jj.MM.aaaa hh:mm:ss | ; | 123 456 |
Suédois (sv_SE) | aaaa-MM-jj hh:mm:ss | ; | 123 456 |
Chinois (zh_CN) | aaaa/MM/jj hh:mm:ss | , | 123,456 |
En fonction du paramètre de langue de l’ordinateur, des problèmes de formatage peuvent survenir lors de l’ouverture du fichier .csv exporté. Pour éviter les problèmes, toujours faire correspondre la langue du coffret avec celle de l’ordinateur.
Rapports et Statistiques
Dans cette section, vous pouvez en savoir plus sur les rapports et statistiques disponibles.
Interface graphique Web
Utiliser l’onglet Rapports
Résultats
Ce chapitre décrit comment accéder aux résultats de serrage sur le coffret Power Focus XC et comment lire les informations données dans les différentes vues de résultats. Il décrit à la fois la vue des résultats en direct disponible après chaque serrage et la vue de l'historique des résultats disponible sous Résultats dans le menu Rapports.
Lorsqu'un serrage est réalisé, les résultats sont stockés sur le coffret. Les résultats peuvent également être envoyés vers un système externe tel que ToolsNet ou exportés pour analyse à l'aide de la fonction d'exportation.
Dans cette section
Résultats en direct
L’option Résultats en direct affiche les résultats des différents postes de travail virtuels sur le coffret.
Ce chapitre décrit comment accéder aux résultats de serrage sur l'interface graphique mobile du coffret Power Focus XC et comment lire les informations présentées dans les différentes vues de résultats.
Lecture des informations données dans un résultat en direct
Pointez et cliquez sur l'image pour voir plus d'informations :
1 | Nom du poste de travail virtuel |
2 | État du résultat. |
3 | Nom du programme de serrage |
4 | Message indiquant la raison du résultat NOK |
5 | Résultat du couple de serrage |
6 | Couple cible |
7 | Angle de serrage dépassé |
8 | Angle cible |
Dans cette section
Visualiser l’état du protocole
Sur l’écran d’accueil, sélectionner le bouton Accès au résultat. Dans le volet gauche, Résultats en direct est automatiquement sélectionné.
Dans le coin supérieur droit, sélectionner le bouton de Connexion au protocole
. La boîte de dialogue État du protocole s'affiche.Les onglets dans la boîte de dialogue affichent les informations suivantes :
Onglet
Description
Open Protocol
Affiche l’état de la connexion Open Protocol : OK / NOK
Connexions au serveur
Affiche le statut des connexions aux serveurs ToolsTalk et ToolsNet : OK / NOK
Pour changer le paramètre de configuration Activé / Désactivé, accéder à Réglages > Connexions serveur et sélectionner le serveur à configurer.
Statut du lanceur
Affiche le statut du lanceur des différents adaptateurs système : OK / NOK
Sélectionner Fermer.
Informations pertinentes
Résultats enregistrés
Le coffret enregistre le résultat de chaque serrage ou dévissage effectué.Power Focus XC peut enregistrer jusqu’à 10 000 résultats.
Afficher les résultats enregistrés
Sur l’écran d’accueil, sélectionner l'onglet Rapports. Résultats est automatiquement sélectionné dans le panneau gauche.
Dans la fenêtre Résultats, sélectionner Afficher tous les résultats.
La liste des résultats affiche les informations suivantes :Date : date et heure du serrage réalisé.
Poste de travail virtuel : Poste de travail virtuel utilisé pour le serrage.
Programme de serrage : La colonne Programme de serrage affiche le nom du programme de serrage Multistep, ou le nom de la Séquence de lots suivi du nom du Programme de serrage dans la Séquence de lots.
Résultat : Résultat couple/angle.
Limites : La colonne Limites affiche uniquement des valeurs lorsque l'utilisateur définit le Dispositif de surveillance ou de Restriction des étapes, ou le Dispositif de surveillance ou de Restriction du programme.
Dispositifs de surveillance des étapes, Restrictions d'étapes, Dispositifs de surveillance de programmes et Restrictions des programmes sont applicables pour Couple final et Angle final.
Détails : Détails des résultats de serrage/dévissage.
Case à cocher de courbe : En sélectionnant une case à cocher de courbe, le résultat correspondant s’affichera dans la vue des résultats Courbe sync.
Dans la colonne Limites, la valeur minimale/maximale peut être colorée en rouge.
Dans ce cas, la valeur colorée en rouge signifie que l'une des situations suivantes s'est produite :
La valeur mesurée est inférieure à la valeur minimale fixée dans le programme Multistep.
La valeur mesurée est supérieure à la valeur maximale fixée dans le Programme de serrage.
Afficher et lire les courbes de résultats
Sur l’écran d’accueil, sélectionner l'onglet Rapports. Résultats est automatiquement sélectionné dans le panneau gauche.
Dans la fenêtre Résultats, sélectionner Afficher tous les résultats.
La liste des résultats s’affiche dans la fenêtre Résultats.Sélectionner le résultat nécessaire.
La courbe du serrage s’affiche dans la fenêtre Vue Courbe des résultats.
La fenêtre Vue Courbe des résultats affiche, étape par étape, le cycle de serrage.
Lorsque le serrage est NOK, la fenêtre Vue Courbe des résultats affiche le Dispositif de surveillance d’étape ou la Restriction d'étape qui en est la cause.
Sur la courbe, le Dispositif de surveillance ou de Restriction d’étape qui a provoqué le serrage NOK au niveau de l'étape, est coloré en rouge.
Pointez et cliquez sur l'image pour voir plus d'informations :
1 | Vue Résultat - Graphique du tracé |
2 | Vue Résultat - Valeurs numériques |
3 | Vue Résultat - Moniteurs d’étape |
4 | Vue Résultat - Rapports |
Vue Résultat - Graphique du tracé
Cette section montre le serrage sous la forme d'un graphique.
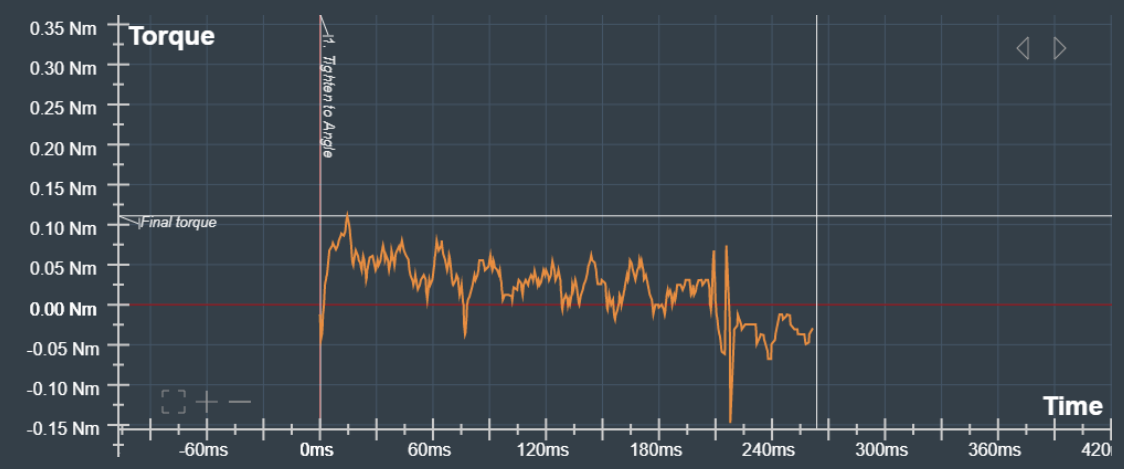
Utiliser les flèches dans le coin supérieur droit de la courbe pour voir les différentes courbes disponibles pour les résultats de serrage sélectionnés.
Les courbes suivantes sont disponibles :
Couple/Temps
Couple/Angle
Angle/Temps
Vitesse/Temps
Vitesse/Angle
Pente/Temps (lorsque le programme de serrage est paramétrable pour réaliser une courbe de pente)
Pente/Angle (lorsque le programme de serrage est paramétrable pour réaliser une courbe de pente)
Courant/Temps
Courant/Angle
Les lignes des étapes se trouvent sur la courbe.
Sur la courbe, il est possible de faire un zoom avant/arrière, de déplacer la courbe et de lire les valeurs de l'axe X et de l'axe Y pour un point précis.
Dans le coin inférieur gauche de la courbe, sélectionner (+) pour effectuer un zoom avant, l’icône moins (-) pour effectuer un zoom arrière ou l’icône carré (□) pour rétablir le niveau de zoom par défaut.
Vue des résultats - valeurs numériques
Cette section affiche le résultat sous forme de valeurs numériques. Il y a également des informations sur le programme de serrage, le poste de travail virtuel, la date et l'heure du serrage, l'état, etc. .Cette vue affichera également certains identifiants comme le VIN.
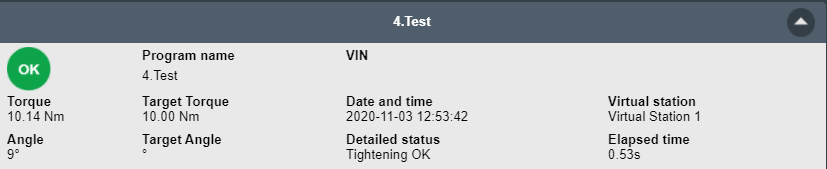
Vue Résultat - Moniteurs d’étape
Cette section présente une liste des résultats de serrage avec des informations sur les moniteurs d'étapes utilisés et d'autres informations concernant les étapes.
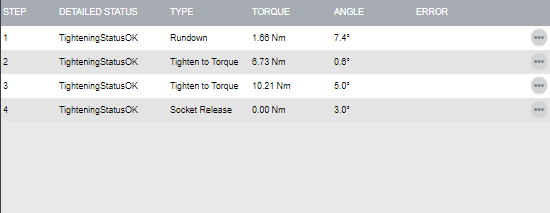
Sélectionner l’icône d’ellipse sur les différents résultats de serrage répertoriés pour obtenir de plus amples informations.
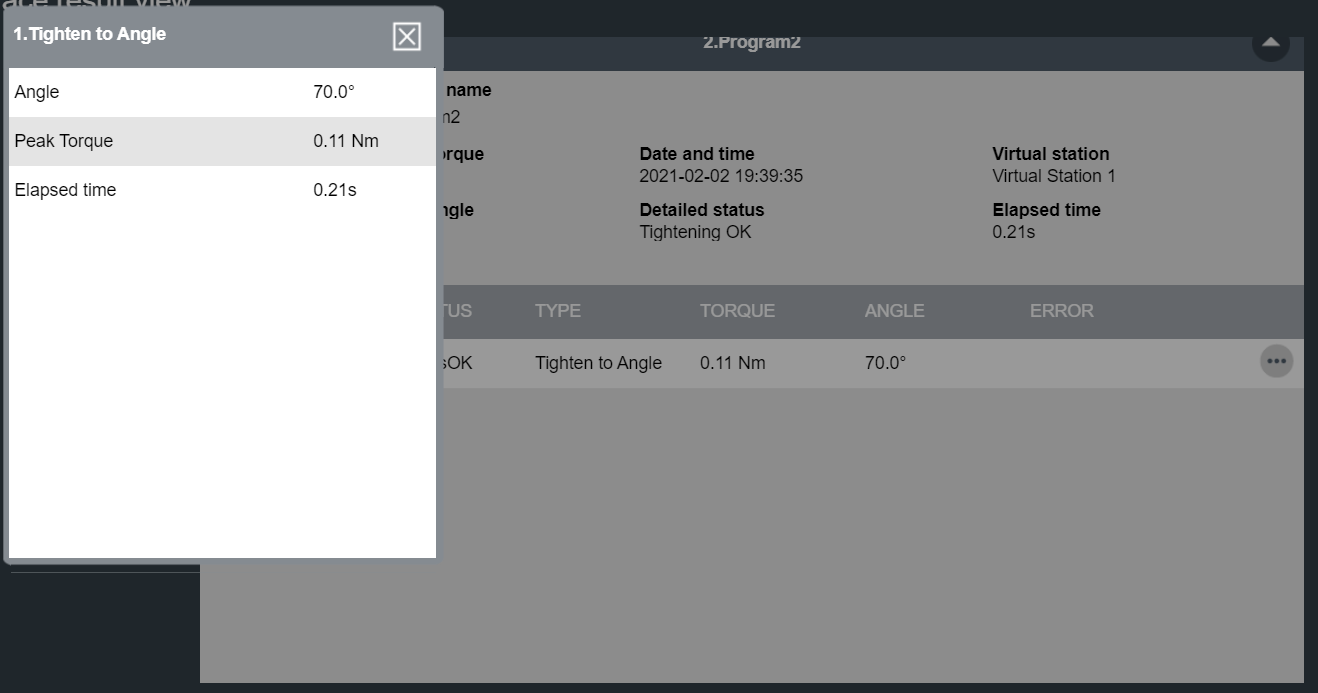
Vue Résultat - Rapports
Cette section affiche les valeurs provenant des rapports de résultats. Si un rapport de résultats est défini pour un dispositif de surveillance/restriction de programme, la valeur de ce dispositif de surveillance/restriction est rapportée. Si aucun rapport de résultats n’est défini pour un dispositif de surveillance/restriction de programme, la valeur du dernier rapport de résultat exécuté dans le chemin principal est rapportée.
Ordre d’évaluation si plusieurs rapports du même type sont définis dans un programme :
rapport de résultats sur surveillance du programme / restriction du programme.
rapport de résultats sur surveillance/restriction de la dernière étape exécutée dans le chemin principal.
Valeurs du niveau le plus élevé du résultat MultiStep défini par le rapport de résultats correspondant :
angle final défini par le rapport de résultats de l’angle final
couple final défini par le rapport de résultats du couple final
courant défini par la rapport de résultats du courant
Dans cette section
Affichage des courbes synchronisées
La synchronisation des courbes antérieures à la version logicielle 3.5 n’est pas prise en charge.
Synchroniser et comparer des courbes
À l’écran Accueil, sélectionner l'onglet Rapports. Sur la gauche, Résultats est automatiquement sélectionné.
Dans la fenêtre Résultats, sélectionner Afficher tous les résultats.
Sélectionner les courbes à comparer en marquant l’icône
 des résultats correspondants. Une icône de courbe sélectionnée devient bleue.
des résultats correspondants. Une icône de courbe sélectionnée devient bleue.10 courbes au maximum peuvent être sélectionnées.
Les résultats sans icône
ne sont pas compatibles avec la synchronisation.Sélectionner l’icône
 dans le coin supérieur droit pour ouvrir la vue de la courbe synchronisée. En sélectionnant l’icône
dans le coin supérieur droit pour ouvrir la vue de la courbe synchronisée. En sélectionnant l’icône  , toutes les courbes de résultats sélectionnées seront décochées.
, toutes les courbes de résultats sélectionnées seront décochées.Dans la Vue Courbe des résultats sync, sélectionner la Méthode de synchronisation préférée dans le menu déroulant.
Sélectionner les types de courbes avec les flèches dans le coin supérieur droit.
La Vue Courbe des résultats sync s’affiche ci-dessous :
Pointez et cliquez sur l'image pour voir plus d'informations :
1 | Sélectionner la méthode pour synchroniser les courbes et l’affichage de la méthode de synchronisation actuelle. |
2 | Basculer entre les types de courbes disponibles. Les courbes suivantes sont disponibles :
|
3 | Méthodes de zoom pour examiner plus en détail les sections des courbes. Sélectionner « + » pour effectuer un zoom avant, « - » pour effectuer un zoom arrière ou « icône carrée » pour rétablir le niveau de zoom par défaut. Il est également possible de zoomer sur une section spécifique en maintenant le bouton droit de la souris enfoncé, en déplaçant la souris sur une section, et en relâchant le bouton droit de la souris. La zone à l'intérieur du rectangle dessiné définit la zone à afficher. |
4 | Chaque résultat est représenté par un onglet, qui affiche l'heure à laquelle le serrage a été effectué. Une icône à gauche de chaque onglet reflète le résultat du serrage :
En cliquant sur l'icône, vous pouvez basculer entre les paramètres d'affichage suivants pour sa courbe :
|
5 | Modifier la courbe principale de résultats. La courbe principale de résultats est utilisée comme référence et définira les valeurs de l’axe X. Une seule courbe peut être définie comme résultat principal. La première courbe sélectionnée (onglet le plus à gauche) est utilisée comme référence par défaut. |
6 | Détails de serrage du résultat actuellement sélectionné. |
Méthodes de synchronisation
Les méthodes de synchronisation sont différentes stratégies pour synchroniser les courbes selon une valeur spécifique.
Les courbes peuvent être synchronisées, par exemple, par le couple de crête (couple le plus élevé atteint pour chaque courbe). Cela déplace toutes les courbes le long de l'axe X, jusqu'à ce que chaque courbe ait sa valeur de couple maximale exactement à la même position sur l'axe X.
Tous les résultats ultérieurs sont décalés sur l'axe X selon l'une des méthodes suivantes :
Méthode de synchronisation | Description |
|---|---|
Néant | Valeur par défaut. Les courbes sélectionnées se sont pas synchronisées. |
Crête / Couple | Toutes les courbes sont synchronisées vers la valeur de crête, c'est-à-dire décalées le long de l'axe X de sorte que les valeurs de crête se trouvent à la même position sur l'axe X que la valeur de crête du résultat principal. |
Personnalisé / Couple |
Si la méthode de synchronisation Personnalisé est sélectionnée et qu’aucune des courbes ne comprend la valeur configurée, un point d’exclamation s’affiche dans le champ de la valeur personnalisée. |
Si un résultat n'a pas de valeur de courbe correspondant à la méthode de synchronisation, il ne peut pas être synchronisé et sa courbe ne sera pas affichée. Il sera affiché avec un point d'exclamation.
Si aucune courbe ne peut être synchronisée, le message d’erreur « Synchronisation impossible » s’affiche.
Événements
Lecture des informations données dans un événement
Un événement contient des informations qui décrivent l'événement survenu ainsi que certaines informations du système pour mieux décrire ce qui s'est produit, où et quand.
Pointez et cliquez sur l'image pour voir plus d'informations :
1 | En-tête Description de la partie du système concernée par l'événement. |
2 | Nom de l'événement Court texte descriptif de l'événement. |
3 | Poste de travail virtuel Si l'événement est lié à un poste de travail virtuel sur le coffret, le nom de ce poste s'affiche. |
4 | Code Numéro unique à quatre chiffres permettant d'identifier l'événement. |
5 | Module Description de la partie du système concernée par l'événement. |
6 | Type Information, avertissement ou erreur. |
7 | Heure Date et heure de survenue de l'événement. |
Types d'événements
Les événements se divisent en trois catégories : Informations, Avertissements et Erreurs.
Power Focus XC peut stocker jusqu’à 2 000 événements.
Dans cette section
Événements d'information
Les événements Informations signalent un événement notable qui s'est produit à partir d'actions réalisées par l'utilisateur ou par le système. Les événements Informations ne nécessitent aucune action particulière de l'utilisateur.
Événements d'avertissement
Les événements Avertissements signalent des situations potentiellement sérieuses qui pourraient avoir une incidence sur les performances du système ou entraîner un accident corporel.
Événements d'erreur
Les événements d'erreur signalent des situations sérieuses, telles que la défaillance d'un service, qui nécessitent principalement que l'utilisateur change la mise en place ou la configuration du système pour permettre la poursuite de l'opération.
Configuration des événements
Tous les événements comportent des réglages par défaut qui déterminent s'ils doivent être acquittés (ACK), journalisés (LOG) ou affichés (DISP). Les événements peuvent être configurés sous Événements dans le menu Paramètres.
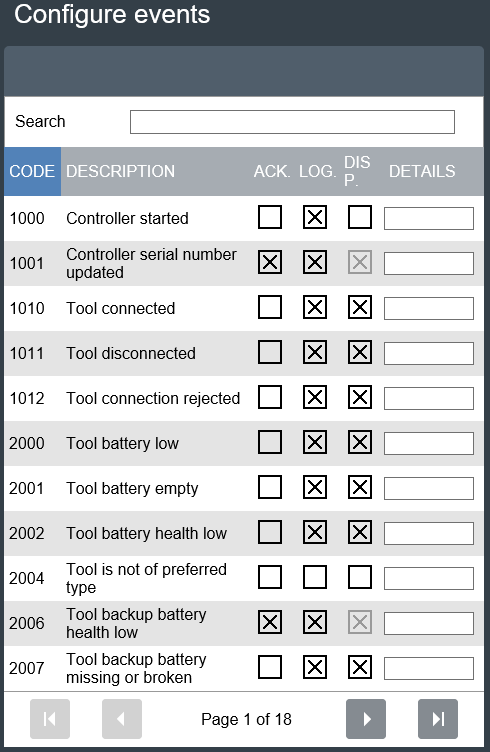
Les options grisées ne peuvent être modifiées.
Codes d’évènement
Différents types d’évènements sont utilisés pour avertir l'utilisateur de certains changements d'état ou de certaines occurrences dans le système. Chaque évènement requiert une action différente.
Certaines des procédures décrites ne peuvent être effectuées que par le personnel d'entretien d'Atlas Copco
Pour plus d'informations sur un code d'évènement spécifique, utilisez les filtres ci-dessous ou saisissez les critères de recherche du code d'évènement dans le champ de recherche.
Recherche
Log / Affichage / Acq / Conf | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | Info | Coffret démarré | Le coffret a démarré. | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Coffret et outil | ||
1001 | Avertissement | Numéro de série du coffret mis à jour | Généré au démarrage si le numéro de série du boîtier de carte IT (numéro de série du coffret) diffère de celui du boîtier de carte AUX. La carte AUX est considérée comme ne pouvant pas être remplacée sur le terrain. Le coffret redémarre lorsque le numéro de série est mis à jour. | Remplacer la carte IT ou le boîtier. | Log Conf | Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret et outil |
1010 | Info | Outil connecté | Un outil est connecté. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Coffret et outil | |
1011 | Info | Outil déconnecté | Un outil est déconnecté. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Coffret et outil | |
1012 | Info | L’outil a refusé la connexion du coffret | Cet évènement peut se produire si l'outil se trouve dans une « skip-zone ». | Vérifier si un autre coffret est connecté à l’outil. S'assurer que les paramètres de l'outil sont correctement configurés. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret et outil |
2000 | Avertissement | Batterie faible | Remplacer la batterie. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2001 | Avertissement | Batterie vide | Remplacer la batterie. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2002 | Avertissement | Santé de la batterie outil faible | Problème de santé de la batterie de l’outil détecté. | Remplacer la batterie. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2004 | Avertissement | L'outil n'est pas du type préférentiel. | L’outil a été remplacé par un outil avec un couple maximal différent. | Changer l'outil. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2006 | Avertissement | Santé de la batterie de secours outil faible | Les performances de la batterie de secours dans l’outil sont trop faibles. | La batterie de secours devrait être remplacée. | Log Écran Acq Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2007 | Avertissement | Batterie de secours outil manquante | Batterie de secours de l’outil manquante | Insérer la batterie. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2008 | Avertissement | Erreur de batterie de secours outil | Erreur de la batterie de secours de l’outil détectée | Remplacer la batterie. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2009 | Avertissement | Tension de la batterie de secours faible | La batterie de secours du coffret est presque vide. | Remplacer la batterie. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2010 | Erreur | Version logicielle de l'outil non concordante | Les versions logicielles de l’outil et du coffret ne sont pas compatibles. | Effectuer la maintenance de l'outil - mettre à jour le logiciel de l'outil. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2012 | Avertissement | Problème de communication avec l'outil | Communication entre outil et coffret interrompue. | Repositionner l'antenne. | Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Outil |
2013 | Avertissement | Mauvaise position de la bague | Position erronée du commutateur de sens d'outil. | En cas d'apparition fréquente, effectuer la maintenance de l'outil. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2014 | Avertissement | Surchauffe de l'outil | Surchauffe de l'outil. | Laisser l’outil refroidir. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2015 | Erreur | Erreur de capteur de température de l'outil | Outils SRB, TBP et IxB uniquement. | Procéder à l'entretien de l'outil. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2016 | Avertissement | Unité hydraulique de l’outil en surchauffe | Unité hydraulique de l’outil en surchauffe. L’outil n’est pas verrouillé, mais l’avertissement s’affiche à chaque démarrage de l’outil tant que la température de l’unité d’impulsions est supérieure au seuil. | Laisser l’outil refroidir. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2019 | Avertissement | Démarrage du moteur de l'outil impossible | Défaillance du moteur de l’outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2020 | Avertissement | Réglage fin du moteur de l'outil nécessaire | Réglage fin du moteur de l'outil nécessaire. | Effectuer un réglage du moteur. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2021 | Avertissement | Échec de réglage fin du moteur | Échec de réglage fin du moteur. | Effectuer le réglage fin du moteur ou procéder à l'entretien de l'outil. | Log | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2022 | Info | Réglage fin du moteur effectué | Réglage fin du moteur effectué. | Log Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil | |
2023 | Avertissement | Outil nécessitant un réglage fin pour renvoi d'axe ouvert | Outil nécessitant un réglage fin pour renvoi d'axe ouvert. | Effectuer un réglage fin pour renvoi d'axe ouvert. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2024 | Avertissement | Échec du réglage fin pour renvoi d'axe ouvert | Échec du réglage fin pour renvoi d'axe ouvert. | Essayer d'effectuer de nouveau le réglage fin pour renvoi d'axe ouvert. Si l'échec se reproduit, procéder à l'entretien de l'outil. | Log Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2025 | Info | Réglage fin pour renvoi d'axe ouvert réussi | Réglage fin pour renvoi d'axe ouvert réussi. | Log Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2026 | Avertissement | Échec de positionnement du renvoi d'axe ouvert | Échec de positionnement du renvoi d'axe ouvert. | Appuyer de nouveau sur la gâchette et attendre que le positionnement soit terminé. Si l'échec se reproduit, procéder à l'entretien de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2027 | Avertissement | Utilisation limitée pour cause de température élevée de l’outil | La limite de température a été atteinte. L’assemblage a été bloqué pour réduire le risque d’arrêt de l’outil pour cause de surchauffe. | Attendre que la température de l'outil redescende. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2030 | Erreur | Échec mémoire de l'outil : Changer l'outil | Mémoire de l'outil corrompue. | Procéder à l'entretien de l'outil. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2031 | Erreur | Mémoire de l'accessoire d'outil corrompue | Mémoire de l'accessoire d'outil corrompue. | Procéder à l'entretien de l'accessoire de l'outil. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2040 | Erreur | Défaillance du contrôle du système | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil | ||
2041 | Erreur | Erreur du transducteur de couple | Apparaît soit en cas d'erreur d'étalonnage soit si l'outil signale un défaut du capteur. | Procéder à l'entretien de l'outil. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2042 | Erreur | Erreur du capteur d'angle | Procéder à l'entretien de l'outil. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil | |
2043 | Erreur | Erreur de défaut à la terre de l'outil | Procéder à l'entretien de l'outil. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil | |
2044 | Info | Périodicité d'entretien de l'outil expirée | Indique qu'un entretien de l'outil est nécessaire. Déclenché lorsque le nombre de serrages définis a été dépassé. | Procéder à l'entretien de l'outil. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2045 | Avertissement | Données d'étalonnage de l'outil invalides | Si la validation de l'étalonnage des données échoue. | Procéder à l'entretien de l'outil. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2046 | Info | Outil : Date du prochain étalonnage dépassée | Indique qu'un étalonnage de l'outil est nécessaire. Déclenché lorsque l'alarme d'étalonnage est activée dans les paramètres et que la date actuelle dépasse la prochaine date d'étalonnage. | Procéder à l'entretien de l'outil. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2048 | Info | Valeur d’étalonnage de l’outil mise à jour par l’appareil QA | L'étalonnage de l'outil a été mis à jour lorsqu'un étalonnage a été effectué avec un appareil QA | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2050 | Erreur | Fichier de paramètres d'outil non pris en charge | Les paramètres d'outil nécessaires sont manquants. | Mettre à jour les paramètres d'outil. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2060 | Info | Comportement inattendu de la gâchette | Sert à empêcher le démarrage de l'outil si un accessoire est connecté. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil | |
2071 | Erreur | Mémoire de l'outil corrompue | Le descripteur d'outil est altéré. | Procéder à l'entretien de l'outil. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2072 | Info | Dispositif inconnu connecté | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil | ||
2073 | Avertissement | Échec de supervision de la gâchette d'outil | Défaillance du canal matériel. Non concordance entre le matériel et le logiciel de la gâchette d'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2074 | Avertissement | Défaillance de la carte d'indicateurs de l'outil | Défaillance de la carte d'indicateurs de l'outil. | Procéder à l'entretien de l'outil. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2075 | Avertissement | Défaillance de tension ventilateur outil | Défaillance de tension du ventilateur de l'outil. | Procéder à l'entretien de l'outil. | Log Écran Conf | Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2076 | Avertissement | Défaillance de tension bus d'accessoire outil | Défaillance de tension du bus d'accessoire de l'outil. | Procéder à l'entretien de l'outil. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2077 | Avertissement | Erreur de capteur gâchette d'outil | Erreur de capteur de gâchette d'outil. | Procéder à l'entretien de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2078 | Info | Programme de serrage d'outil mis à jour | Outil verrouillé en raison d'une mise à jour du programme de serrage. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2079 | Erreur | Câble d'outil non pris en charge | Le câble d'outil est altéré. La puce du câble ne répond pas ou est endommagée. | Changer de câble. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Outil |
2080 | Erreur | Défaillance de la batterie de l'outil | Tension CC trop élevée ou trop basse. Défaillance de la batterie. | Contacter le représentant d'entretien d'Atlas Copco et adresser la batterie à Atlas Copco (Ne pas la réutiliser !). | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2081 | Erreur | Limite de courant de l'outil atteinte | La valeur de limite de courant a été atteinte et l’entraînement est désactivé. | Procéder à l'entretien de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2082 | Erreur | Erreur de mesure de courant de l'outil | Erreur de mesure de courant. Le courant ne peut pas être mesuré avec un résultat fiable. | Procéder à l'entretien de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2083 | Erreur | Erreur interne de l'outil | Plusieurs erreurs matérielles internes. | Procéder à l'entretien de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2084 | Erreur | Erreur logicielle interne de l'outil | Plusieurs erreurs logicielles internes. | Procéder à l'entretien de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2085 | Erreur | Erreur de RBU de l'outil | Une erreur de RBU a été détectée par le logiciel de l'outil. | Vérifier que la RBU est correctement installée. Si l'erreur persiste, procéder à l'entretien de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2086 | Erreur | Calage de l'outil | Le moteur de l'outil cale. | Procéder à l'entretien de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2087 | Avertissement | Courant de moteur d'outil élevé | La valeur de la limite de courant du moteur de l’outil est dépassée et l’outil est verrouillé. L’outil passe en mode sécurité. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2088 | Avertissement | Courant de batterie d'outil élevé | Le courant de la batterie de l'outil est trop élevé. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2089 | Avertissement | Tension d'entraînement d'outil basse | La tension d’entraînement de l’outil est inférieure à la valeur de la limite de tension la plus basse contrôlée. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2090 | Avertissement | Tension d'entraînement d'outil élevée | La tension d’entraînement de l’outil est supérieure à la valeur de la limite de tension la plus élevée contrôlée. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2091 | Avertissement | Erreur de la carte principale d'outil | Erreur interne de la carte principale de l'outil | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2092 | Avertissement | Erreur de module de puissance d'outil | Erreur interne du module de puissance de l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil | |
2093 | Avertissement | Niveau d'huile de l'unité d'impulsions bas | Le niveau d'huile de l'outil à impulsions connecté est bas. | Procéder à l'entretien de l'outil. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2094 | Avertissement | Niveau d'huile de l'unité d'impulsions vide | Le niveau d'huile de l'outil à impulsions connecté est inférieur au niveau opérationnel requis. | Procéder à l'entretien de l'outil. | Log Écran Acq Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2095 | Avertissement | Communication de batterie d'outil perdue | L’outil a perdu la communication avec la batterie. | Assurez-vous que la batterie est correctement installée. Sinon, changez la batterie. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2096 | Erreur | Version logicielle de la batterie de l'outil non concordante | Version logicielle de la batterie de l'outil incompatible avec le logiciel de l'outil. | Mettez à jour le logiciel. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2100 | Info | STwrench smartHEAD retirée | STwrench smartHEAD a été retirée. | Reconnecter la tête smartHead et redémarrer la clé. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Outil |
2101 | Avertissement | Serrage par clé lors du blocage | Un serrage par clé a été effectué lorsque l’état de l'outil était verrouillé dans le coffret. | Attendre que l’état de l'outil dans le coffret soit déverrouillé. | Log Écran Conf | Power Focus 6000 Power Focus 8 | Outil |
2120 | Avertissement | Démarrage impossible : L’outil ne dispose pas d’un capteur de couple | Log Écran | Flex | Outil | ||
2121 | Avertissement | Les capteurs de l’outil connecté sont désactivés | Log Écran | Flex | Outil | ||
2122 | Avertissement | Démarrage impossible : L’outil ne dispose pas du capteur de couple requis | Passer à un outil avec des capteurs de couple doubles ou mettre à jour le paramètre « Double couple nécessaire » dans Configuration de l'outil. | Log Écran | Flex IxB | Outil | |
2123 | Avertissement | Démarrage impossible : L’outil ne dispose pas du capteur d’angle requis | Passer à un outil avec des capteurs de couple doubles ou mettre à jour le paramètre « Double couple nécessaire » dans Configuration de l'outil. | Log Écran | Flex | Outil | |
2124 | Erreur | Erreur du capteur de couple sur le capteur principal | Il existe une erreur sur le capteur de couple principal d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2125 | Erreur | Erreur du capteur de couple sur le capteur secondaire | Il existe une erreur sur le capteur de couple secondaire d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2126 | Erreur | Erreur d’étalonnage du capteur de couple de l’outil sur le capteur principal | Il existe une erreur sur le capteur de couple principal d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2127 | Erreur | Erreur d’étalonnage du capteur de couple de l’outil | Il existe une erreur sur le capteur de couple. | Procéder à l'entretien de l'outil. | Log Écran | Flex Serrage synchronisé | Outil |
2128 | Erreur | Capteur de couple de l'outil : Échec du test shunt sur le capteur principal | Il existe une erreur sur le capteur de couple principal d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2129 | Erreur | Capteur de couple de l'outil : Échec du Test shunt | Il existe une erreur sur le capteur de couple. | Procéder à l'entretien de l'outil. | Log Écran | Flex Serrage synchronisé | Outil |
2130 | Erreur | Capteur de couple de l'outil : Échec de la compensation de décalage du zéro sur le capteur principal | Il existe une erreur sur le capteur de couple principal d’un outil à double capteurs. | Veiller à ce que le serrage commence avec un couple nul sur l'outil. Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2131 | Erreur | Capteur de couple de l'outil : Échec de la compensation de décalage du zéro | Il existe une erreur sur le capteur de couple. | Veiller à ce que le serrage commence avec un couple nul sur l'outil. Procéder à l'entretien de l'outil. | Log Écran | Flex Serrage synchronisé | Outil |
2132 | Erreur | Erreur matérielle du capteur de couple sur le capteur principal | Il existe une erreur sur le capteur de couple principal d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2133 | Erreur | Erreur matérielle du capteur de couple de l’outil | Il existe une erreur sur le capteur de couple. | Procéder à l'entretien de l'outil. | Log Écran | Flex Serrage synchronisé | Outil |
2134 | Erreur | Erreur du capteur de couple de l’outil : Dépassement du convertisseur A/C sur le capteur principal | Il existe une erreur sur le capteur de couple principal d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2135 | Erreur | Erreur du capteur de couple de l’outil : Dépassement du convertisseur A/C | Il existe une erreur sur le capteur de couple. | Procéder à l'entretien de l'outil. | Log Écran | Flex Serrage synchronisé | Outil |
2136 | Erreur | Erreur d’étalonnage du capteur de couple de l’outil sur le capteur secondaire | Il existe une erreur sur le capteur de couple secondaire d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2137 | Erreur | Erreur du capteur de couple de l’outil : Échec du test shunt sur le capteur secondaire | Il existe une erreur sur le capteur de couple secondaire d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2138 | Erreur | Erreur du capteur de couple de l’outil : Échec de la compensation de décalage du zéro sur le capteur secondaire | Il existe une erreur sur le capteur de couple secondaire d’un outil à double capteurs. | Veiller à ce que le serrage commence avec un couple nul sur l'outil. Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2139 | Erreur | Erreur matérielle du capteur de couple de l’outil sur le capteur secondaire | Il existe une erreur sur le capteur de couple secondaire d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2140 | Erreur | Erreur du capteur de couple de l’outil : Dépassement du convertisseur A/C sur le capteur secondaire | Il existe une erreur sur le capteur de couple secondaire d’un outil à double capteurs. | Procéder à l'entretien de l'outil. | Log Écran | Flex | Outil |
2202 | Erreur | L'IHM de l'outil a subi une surintensité | Une surintensité de l'outil HMI a été détectée. | Procéder à l'entretien de l'outil. Remplacer l’IHM de l'outil. | Log Écran Acq Conf | IxB | Outil |
2203 | Erreur | Une surintensité de l'éclairage frontal de l'outil s'est produite | Une surintensité de l'éclairage frontal de l'outil a été détectée. | Procéder à l'entretien de l'outil. Remplacer l'éclairage frontal de l'outil. | Log Écran Acq Conf | IxB | Outil |
2204 | Erreur | Une surintensité du bus d'accessoires s'est produite | Une surintensité du bus d'accessoires a été détectée. | Procéder à l'entretien de l'outil. Remplacer le bus d’accessoires | Log Écran Acq Conf | IxB | Outil |
2207 | Erreur | Le vibrateur a subi une surintensité | Une surintensité du vibrateur a été détectée. | Procéder à l'entretien de l'outil. Remplacer le vibrateur. | Log Écran Acq Conf | IxB | Outil |
2208 | Avertissement | Température élevée du CPU du système | Température élevée du CPU du système. | Attendre que la température de l'outil redescende. | Log Écran Conf | IxB | Outil |
2209 | Erreur | Température critique du CPU du système | Température critique du CPU du système. | Attendre que la température de l'outil redescende. | Log Écran Conf | IxB | Outil |
2210 | Erreur | Source d'alimentation non supportée : serrage non autorisé | Batterie de trop faible voltage fixée à l'outil. | Fixer une batterie avec une tension plus élevée sur l'outil. | Log Écran Acq Conf | IxB | Outil |
2217 | Info | Exécution sur la batterie de secours | Exécution sur la batterie de secours. | Log | IxB | Outil | |
2218 | Info | Batterie raccordée | Batterie raccordée ou coffret/outil démarré. | Log | IxB | Outil | |
2219 | Info | Source d'alimentation électrique : inconnue | Source d'alimentation électrique inconnue raccordée ou coffret/outil démarré avec une source d'alimentation électrique inconnue. | Log | IxB | Outil | |
2221 | Avertissement | Batterie en surchauffe | Température de la batterie trop élevée. | Remplacer la batterie et laisser refroidir la batterie surchauffée. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 | Outil |
2222 | Avertissement | Utilisation limitée pour cause de température élevée de la batterie. | Température de la batterie trop élevée. | Remplacer la batterie et laisser refroidir la batterie surchauffée. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 | Outil |
2500 | Erreur | Nombre maximum de tirants du tendeur. | Le tirant du tendeur doit être remplacé. Le système est verrouillé pour l'utilisation. La pression ne peut qu'être libérée. | Envoyez le tendeur à un organisme de maintenance pour le remplacement du tirant. | Log Écran Acq | PFHC | Outil |
2501 | Erreur | Alarme de protection du moteur de la pompe | La protection du moteur de la pompe a arrêté le moteur. Le système doit s'arrêter. Si le système est sous pression, il faut des actions manuelles pour libérer la pression. | Mettre le système hors tension. S'il est sous pression, relâchez mécaniquement la pression et envoyez la pompe en réparation. | Log Écran Acq | PFHC | Outil |
2502 | Erreur | Alarme de niveau bas d'huile de moteur de pompe | Le niveau d'huile du moteur de la pompe est bas, ce qui a arrêté le moteur. Si le système est sous pression, il faut des actions manuelles pour libérer la pression. | Mettre le système hors tension. S'il est sous pression, relâchez mécaniquement la pression et refaites le niveau d’huile. | Log Écran Acq | PFHC | Outil |
2503 | Erreur | Alarme de température élevée de l'huile moteur de la pompe | La température de l'huile moteur de la pompe est élevée. | Mettez le système hors tension et attendez que l'huile refroidisse. | Log Écran Acq | PFHC | Outil |
2504 | Erreur | Alarme du capteur de pression du tendeur | Défaillance de l'électronique du capteur de pression du tendeur. Aucune pression ne peut être lue ni communiquée au système. | Mettre le système hors tension. S'il est sous pression, relâchez mécaniquement la pression et envoyez le tendeur en réparation. | Log Écran Acq | PFHC | Outil |
2505 | Erreur | Alarme du capteur de pression de la pompe | Défaillance de l'électronique du capteur de pression de la pompe. Aucune pression ne peut être lue ni communiquée au système. | Mettre le système hors tension. S'il est sous pression, relâchez mécaniquement la pression et envoyez la pompe en réparation. | Log Écran Acq | PFHC | Outil |
2506 | Erreur | Rotation inattendue dans le sens horaire détectée | Une rotation de l'écrou dans le sens horaire en attendant la libération de la pression après la fin du serrage. Le résultat est invalidé. | Relâchez la pression et serrez à nouveau l'écrou. | Log Écran Conf | PFHC | Outil |
2507 | Erreur | Rotation inattendue dans le sens anti-horaire détectée | Une rotation de l'écrou dans le sens anti-horaire en attendant la libération de la pression après la fin du serrage. Le résultat est invalidé. | Relâchez la pression et serrez à nouveau l'écrou. | Log Écran Conf | PFHC | Outil |
2508 | Erreur | Défaillance du capteur de pression de la pompe ou du tendeur. | Différence trop importante entre les lectures du capteur de pression dans la pompe et le tendeur. La pressurisation est arrêtée. | Problème dans l'hydraulique ou l'étalonnage des capteurs de pression. Redémarrez le système et ressayez. Si le problème persiste, contactez votre représentant commercial Atlas Copco. | Log Écran Acq | PFHC | Outil |
2509 | Erreur | Défaillance du capteur de pression du tendeur ou du flexible hydraulique. | Le capteur de pression du tendeur n'indique aucune pression mais le capteur de la pompe indique une augmentation de la pression. La pressurisation est arrêtée. | Problème dans l'hydraulique ou l'étalonnage des capteurs de pression. Redémarrez le système et ressayez. Si le problème persiste, contactez votre représentant commercial Atlas Copco. | Log Écran Acq | PFHC | Outil |
2510 | Erreur | Échec définition d'un ID personnalisé | Échec de la définition d'un ID personnalisé. | Redémarrez le système et vérifiez les appareils connectés. Si l'ID personnalisé de l'appareil est erroné, refaites le réglage. | Log Écran Acq | PFHC | Outil |
2511 | Info | ID personnalisé défini | Réussite de la définition d'un ID personnalisé. | Log Écran Acq | PFHC | Outil | |
2512 | Avertissement | Chaîne de code-barres malformée, ignorée | La chaîne scannée n'a pas pu être analysée comme un code-barres de données de tour. | Scannez un code QR de données de tour approprié ou scannez l'identifiant de section de tour. | Log Écran Acq | PFHC | Outil |
2513 | Erreur | Aucune pression de pompe détectée | Le système essaie de se pressuriser mais aucune augmentation de pression n'est enregistrée dans la pompe. La cause possible est un ordre de phase incorrect dans le connecteur triphasé. | Mettez le système hors tension et inversez les phases du connecteur d'alimentation. | Log Écran Acq | PFHC | Outil |
2514 | Avertissement | Alarme de couple excessif du tendeur | Un couple trop élevé est appliqué à la clé à cliquet. Cela entraîne dégâts sur le capteur de couple. | Relâchez le couple. | Log | PFHC | Outil |
2515 | Avertissement | Alarme de pression excessive du tendeur | La pression dans le tendeur est trop élevée. | Laissez la pression baisser, ou relâchez la pression. Vérifiez les paramètres de la pression hydraulique. | Log | PFHC | Outil |
2516 | Avertissement | Firmware de la pompe ou du tendeur inattendu | Version inattendue du firmware de la pompe ou du tendeur détectée, redémarrez le système. Si le problème persiste, il est possible de faire fonctionner le système, mais observez attentivement tout comportement inattendu. | Système de démarrage de cycle | Log Écran Acq | PFHC | Outil |
2517 | Erreur | Version du firmware de la pompe ou du tendeur incompatible, redémarrez le système. Le système ne peut pas être exécuté. | Version du firmware de la pompe ou du tendeur incompatible, redémarrez le système. Le système ne peut pas être exécuté. | Redémarrez le système, si cela ne fonctionne pas, remplacez l'unité défaillante. Vérifiez les appareils connectés pour voir lequel ne s'est pas connecté. | Log Écran Acq | PFHC | Outil |
3000 | Erreur | Erreur logicielle interne du coffret | Erreur logicielle dans le coffret. | Prendre contact avec le service après-vente. | Log Écran Acq Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé |
3001 | Erreur | Pile d'horloge du coffret déchargée | La pile interne approche de sa fin de vie. | Remplacer la batterie. | Log Écran Acq Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3010 | Avertissement | Surchauffe du système | Le coffret a surchauffé. | Refroidir. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé |
3011 | Avertissement | Surchauffe matérielle du coffret de l’entraînement | Refroidir. | Log Écran Conf | Flex | Coffret, entraînement et serrage synchronisé | |
3013 | Avertissement | Utilisation limitée pour cause de température élevée du coffret. | La limite de température a été atteinte. L’assemblage a été bloqué pour réduire le risque d’arrêt du coffret pour cause de surchauffe. | Attendre que la température du coffret redescende. | Log Écran Conf | Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3020 | Avertissement | Défaillance matérielle du coffret | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | ||
3021 | Avertissement | Problème de tension système | Tension CC trop élevée ou trop basse. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3022 | Avertissement | Problème de tension du coffret : Tension d’entrée AC trop élevée | Tension CC trop élevée ou trop basse. | Réparer la tension d'entrée. | Log Écran | Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3023 | Avertissement | Problème de tension du coffret : Tension d’entrée AC trop basse | Tension CC trop élevée ou trop basse. | Réparer la tension d'entrée. | Log Écran | Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3024 | Avertissement | Problème de tension de l’entraînement : Tension d’entrée AC trop élevée | Tension CC trop élevée ou trop basse. | Réparer la tension d'entrée. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3025 | Avertissement | Problème de tension de l’entraînement : Tension d’entrée AC trop basse | Tension CC trop élevée ou trop basse. | Réparer la tension d'entrée. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3029 | Info | Le client a perdu la connexion réseau | L'outil a perdu la connexion réseau, soit parce qu'il est sorti de la couverture du réseau, soit pour une autre raison. | Dépanner en vérifiant le seuil de roaming et réduire les numéros de canaux sélectionnés à moins de 24 pour s'assurer que le roaming est activé. | Log Écran Conf Acq | IxB | Outil |
3030 | Erreur | Adresse IP en conflit avec un autre nœud sur le réseau | L'adresse IP définie est utilisée par un autre périphérique sur le même réseau. | Changer l'adresse IP de l'un des périphériques. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Coffret, entraînement et serrage synchronisé |
3031 | Info | Câble réseau débranché | Le module porteur du port usine est perdu (câble déconnecté). | Vérifier la connexion du câble. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3032 | Info | Couplage démarré | Couplage d'outil démarré. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3033 | Info | Couplage réussi | Couplage d'outil terminé avec succès. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3034 | Info | Couplage non réussi : Aucun outil trouvé | Le coffret n'a trouvé aucun outil avec lequel se coupler lors du balayage à la recherche d'homologues radio. | Mettre l'outil en mode couplage et réessayer. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé |
3035 | Erreur | Couplage non réussi : Plusieurs outils trouvés | Le coffret a trouvé plus d'un outil lors du balayage à la recherche d'homologues radio. | Vérifier qu'un seul outil est en mode jumelage lors du lancement du mode couplage sur le coffret. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé |
3036 | Erreur | Couplage non réussi : Erreur de communication | Le coffret a rencontré une perte de connexion, une réponse inattendue ou une expiration de délai lors du processus de couplage. | Essayer d'effectuer de nouveau le couplage. Si l'échec se reproduit, procéder à l'entretien de l'outil. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé |
3037 | Info | Couplage non réussi : Le port de l'outil est occupé | Supprimer un port d'outil. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3040 | Avertissement | Arrêt d’urgence | Entraînement désactivé dû à un arrêt d'urgence. | Réinitialiser l'arrêt d'urgence. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3050 | Info | Horloge système mise à jour | L'horloge système a été mise à jour. | Log Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Coffret, entraînement et serrage synchronisé | |
3051 | Erreur | Erreur d'horloge système | Mauvaise lecture de l'heure depuis l'horloge en temps réel physique (RTC). | Changer la pile de l'horloge RTC. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Coffret, entraînement et serrage synchronisé |
3052 | Avertissement | Erreur de configuration du démarrage à distance | Non concordance entre la configuration matérielle et logicielle du démarrage à distance. | Vérifier que le commutateur matériel correspond à la source de démarrage sélectionnée. | Log Écran Conf | Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3053 | Info | Entraînement connecté | L'entraînement de serrage synchronisé a été connecté. | Log Écran | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3054 | Info | Entraînement déconnecté | L'entraînement de serrage synchronisé a été déconnecté. | Log Écran | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3055 | Avertissement | Erreur de configuration de mode | Généré lorsque le mode sélectionné est mal configuré. Par ex. configurer deux boulons avec le même numéro de boulon ou le même canal, configuration du mode incomplète. | Rechercher une erreur de configuration de mode dans ToolsTalk 2. | Log Écran | Flex Serrage synchronisé | Coffret, entraînement et serrage synchronisé |
3056 | Avertissement | Démarrage impossible : Outil ou entraînement manquant | Généré si un canal utilisé est sans entraînement ou outil. | Vérifier le menu Canal sur le HMI. Connecter l’entraînement ou l'outil manquant. | Log Écran | Flex Serrage synchronisé | Coffret, entraînement et serrage synchronisé |
3057 | Info | Démarrage impossible : Canal déjà en service | Généré si un canal nécessaire a été alloué à un autre poste de travail virtuel. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3058 | Info | Aucun mode sélectionné | Sélectionner le mode. | Log Écran | Flex Serrage synchronisé | Coffret, entraînement et serrage synchronisé | |
3059 | Avertissement | Échec de connexion au gestionnaire de licences Atlas Copco | Indique que le coffret n'a pas pu se connecter au gestionnaire de licences local pour obtenir des licences. | Vérifier le réseau local. Si l'échec se reproduit, procéder à l'entretien du coffret. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3061 | Avertissement | Démarrage impossible : Signal d'activation faible | Veiller à ce que le signal « Activer le fonctionnement » soit réglé sur élevé avant le début du serrage. | Log Écran | Flex Serrage synchronisé | Coffret, entraînement et serrage synchronisé | |
3062 | Avertissement | Démarrage impossible : Signal d'arrêt élevé | Veiller à ce que le signal « Activer le fonctionnement » soit réglé sur faible avant le début du serrage. | Log Écran | Flex Serrage synchronisé | Coffret, entraînement et serrage synchronisé | |
3063 | Avertissement | Démarrage impossible : Tous les canaux inhibés | Tous les canaux ont été inhibés, aucun serrage ne peut donc être démarré. | Régler au moins un canal sur non inhibé. | Log Écran | Flex Serrage synchronisé | Coffret, entraînement et serrage synchronisé |
3064 | Avertissement | Numéro du module porteur défaillant | Un commutateur hexagonal du FlexCarrier est réglé sur zéro. | Tourner le commutateur vers une valeur non nulle. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3065 | Avertissement | Fiche de configuration de l’arrêt d'urgence e-stop du module porteur est du mauvais type ou manquante | Un module porteur n’a pas sa fiche de configuration de l’arrêt d'urgence e-stop, ou la fiche est du mauvais type. | Insérer le type correct de fiche. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3066 | Avertissement | Entrée de tension du module porteur : Pas de CA triphasé | Vérifier que l'alimentation triphasée du module porteur se situe dans des limites acceptables et qu'elle est entièrement fonctionnelle. Vérifier que les câbles triphasés sont en bon état et correctement connectés. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3067 | Avertissement | Entrée de tension du module porteur : CA monophasé manquant | Vérifier que l'alimentation triphasée du module porteur se situe dans des limites acceptables et qu'elle est entièrement fonctionnelle. Vérifier que les câbles triphasés sont en bon état et correctement connectés. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3068 | Avertissement | Module porteur : Unité d'alimentation interne 24 Vcc casée | Réparer le module porteur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3069 | Avertissement | Port OUT tension 24 V du module porteur désactivé en raison d'une surintensité | Réinitialiser le système. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3070 | Avertissement | Module porteur, erreur matérielle du câble OUT du PF6 FlexControl | Réinitialiser le système. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3071 | Avertissement | Module porteur, erreur matérielle du câble IN du PF6 FlexControl | Réinitialiser le système. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3072 | Avertissement | Coupure d'alimentation 24 Vcc d'arrêt d'urgence en raison d'un court-circuit | Réparer le module porteur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3073 | Avertissement | Démarrage impossible : Le système est en arrêt d'urgence | Lors de l'attribution de plusieurs broches, cet évènement est invoqué par « preStartCheckFailed » en raison d'un arrêt d'urgence. | Réinitialiser l'arrêt d'urgence. | Log Écran | Flex Serrage synchronisé | Coffret, entraînement et serrage synchronisé |
3074 | Avertissement | Module porteur en surchauffe | Refroidir. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3075 | Avertissement | Température du module porteur OK | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | ||
3076 | Avertissement | Module porteur : Surcharge de l’unité d'alimentation interne 24 Vcc | Le courant provenant de la PSU interne est trop élevé. | Déconnecter d’autres modules porteurs alimentés par la PSU. Déconnecter tout équipement externe utilisant le 24 Vcc. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3077 | Avertissement | Module porteur : Surtension de l’alimentation interne 24 Vcc | La tension provenant de la PSU interne est trop élevée. | Remplacer le module porteur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3078 | Avertissement | Module porteur : Sous-tension de l’alimentation interne 24 Vcc | La tension provenant de la PSU interne est trop basse. | Remplacer le module porteur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3079 | Avertissement | Alimentation externe vers module porteur : Surtension 24 Vcc | La tension d'entrée de secours est supérieure à 27 Vcc. | Régler la tension d'entrée de secours. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3080 | Avertissement | Alimentation externe vers module porteur : Sous-tension 24 Vcc | La tension d'entrée de secours est inférieure à 19 Vcc. | Régler la tension d'entrée de secours. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3081 | Avertissement | Entrée de tension du module porteur : Surtension CA en triphasé | Tension d’entrée trop élevée. | Tension d'entrée plus faible : elle doit être de 400 Vca ou 480 Vca. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3082 | Avertissement | Entrée de tension du module porteur : Sous-tension CA en triphasé | Tension d’entrée trop basse. | Tension d'entrée plus élevée : elle doit être de 400 Vca ou 480 Vca. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé |
3083 | Erreur | Firmware du module Anybus/Profisafe incorrect | Mettre à jour le firmware du module anybus avec la dernière version. | Log Écran | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé | Coffret, entraînement et serrage synchronisé | |
3084 | Erreur | Erreur d'exécution Soft PLC | eCLR s’est terminé de manière incontrôlée. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé | Coffret, entraînement et serrage synchronisé | |
3085 | Avertissement | Module porteur : Module du ventilateur en panne | Remplacer le module du ventilateur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3086 | Avertissement | Module porteur : Module du ventilateur partiellement en panne | Remplacer le module du ventilateur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3087 | Avertissement | Module porteur : Module du ventilateur gauche en panne | Remplacer le module du ventilateur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3088 | Avertissement | Module porteur : Module du ventilateur gauche partiellement en panne | Remplacer le module du ventilateur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3089 | Avertissement | Module porteur : Module du ventilateur droit en panne | Remplacer le module du ventilateur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3090 | Avertissement | Module porteur : Module du ventilateur droit partiellement en panne | Remplacer le module du ventilateur. | Log Écran | Flex | Coffret, entraînement et serrage synchronisé | |
3096 | Avertissement | Faible puissance du signal cellulaire | La valeur RSSI de la connexion cellulaire est inférieure à la valeur seuil définie de -98 dBm. | Rapprochez l'outil des antennes cellulaires pour obtenir une meilleure connexion et éviter les pertes de données. | Conf | IxB | Coffret, entraînement et serrage synchronisé |
3097 | Avertissement | Connexion cellulaire perdue | Le système a perdu la connexion au réseau cellulaire. |
| Log Écran Conf | IxB | Coffret, entraînement et serrage synchronisé |
3100 | Avertissement | La configuration du mode n'existe pas | Sélectionner un mode de synchronisation existant avant de commencer un serrage. | Log Écran | Flex Serrage synchronisé | Coffret, entraînement et serrage synchronisé | |
3150 | Erreur | Incompatibilité logicielle avec l’IAM | IAM est incompatible avec le logiciel installé sur le coffret. | Remplacer l'IAM. | Log Écran Acq | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3160 | Erreur | Échec de l’activation du logiciel nouvellement installé | Un problème est survenu lors de l'activation. Lorsque le logiciel nouvellement installé démarre, un retour au logiciel de travail précédent se produit. Cette erreur se produit lorsque le nouveau logiciel ne démarre pas par trois fois et seulement pendant l'installation du logiciel. | Prenez une exportation et contactez Atlas Copco pour obtenir une aide supplémentaire. Noter la version du logiciel que vous essayez d'installer ainsi que la version du logiciel qui fonctionne. | Log Écran Acq | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3161 | Erreur | Démarrage sur une partition logicielle inattendue | Le coffret a démarré du côté du logiciel inactif et non du côté du logiciel attendu. | Noter les informations relatives au logiciel (sur l’écran d'accueil du coffret, sélectionner Coffret > Logiciel). Essayer de redémarrer le coffret et s'assurer qu'il fonctionne avec le bon logiciel au moment du redémarrage. Si l'erreur persiste, effectuer une exportation et contacter Atlas Copco. | Log Écran Acq | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3500 | Erreur | Erreur de gestionnaire de licences génériques | Incohérence détectée dans le système du gestionnaire de fonctionnalités utilisé. | Prendre contact avec un représentant Atlas Copco. | Log Écran Acq | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3501 | Erreur | Erreur de synchronisation du gestionnaire de licences | La synchronisation avec le serveur de licences a échoué. | Contacter un représentant du service entretien Atlas Copco. | Log Écran Acq | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3502 | Info | Synchronisation du gestionnaire de licences terminée | La synchronisation avec le serveur de licences est terminée. | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | ||
3503 | Avertissement | Gestionnaire de licences : Autre source en cours d’utilisation | La licence est utilisée par une autre source. | Vérifier l'affectation des licences | Log Écran | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3504 | Avertissement | Redémarrage du gestionnaire de licences nécessaire | Redémarrer le gestionnaire de licences. | Log Écran | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3505 | Info | Démarrage de la synchronisation de la licence USB | Le déplacement des licences à partir du dongle de licence USB a commencé. | Log | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3506 | Erreur | Erreur de la synchronisation de la licence USB | Le déplacement des licences à partir du dongle de licence USB a échoué. | Contacter un représentant du service entretien Atlas Copco. | Log | Power Focus 6000 Power Focus 8 Power Focus XC | Coffret, entraînement et serrage synchronisé |
3507 | Info | Synchronisation de la licence USB effectuée | Le déplacement des licences à partir du dongle de licence USB a été effectué. | Log | Power Focus 6000 Power Focus 8 | Coffret, entraînement et serrage synchronisé | |
3508 | Info | Une ou plusieurs de vos licences arrivent à expiration. Assurez-vous d'avoir un serveur de licences configuré | Mettre à jour les licences. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3511 | Avertissement | Une de vos licences possède une définition de licence différente | Incohérence détectée dans la licence à utiliser. | Prendre contact avec un représentant Atlas Copco. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé |
3550 | Avertissement | Licence manquante | Installer la licence correcte. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | |
3551 | Avertissement | Communication sans fil désactivée par l'octroi de licences | Annuler l'affectation de licences autonome depuis le poste de travail virtuel. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Coffret, entraînement et serrage synchronisé | |
4010 | Info | Outil verrouillé par l'entrée numérique | L'outil est verrouillé par un signal d'entrée numérique. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | |
4011 | Info | Outil verrouillé par Open Protocol | L'outil est verrouillé par Open Protocol. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | |
4012 | Info | Outil verrouillé par bus de terrain | L'outil est verrouillé par le bus de terrain. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | |
4013 | Info | Outil verrouillé par le sélecteur à douilles | L’outil est verrouillé lorsque le sélecteur à douilles est déconnecté du poste de travail virtuel. | Déverrouillé par Master Unlock. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage |
4014 | Info | Outil verrouillé par Soft PLC | Le signal Soft PLC a verrouillé l’outil. | Déverrouillé par Master Unlock. | Log Écran Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage |
4015 | Info | Desserrage désactivé | Desserrage désactivé dans le programme de serrage. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | |
4016 | Info | Serrage désactivé | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | ||
4017 | Info | Desserrage non configuré | Le desserrage n’est pas configuré dans le programme de serrage sélectionné | Sélectionner un programme de serrage différent. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage |
4020 | Info | Trop de serrages NOK | Nombre maximum de serrages NOK consécutifs dans lot dépassé | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | |
4025 | Info | Aucun programme de serrage sélectionné | Aucun programme de serrage sélectionné. | Sélectionner un programme de serrage ou une séquence de lots. | Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage |
4030 | Info | Séquence de lots abandonnée | La séquence de lots a été abandonnée. | Log Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Processus de serrage | |
4031 | Info | Temps maxi. pour achever la séquence de lots atteint | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | ||
4032 | Info | Temps maxi. pour achever le premier serrage atteint | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | ||
4035 | Info | Verrouillé par le contrôle de la ligne | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | ||
4040 | Info | Verrouillé par un identifiant alternatif | Outil verrouillé par un identifiant alternatif. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4050 | Configuration de douilles non valide | Programme de serrage affecté à plusieurs douilles. | Programme de serrage affecté à plusieurs douilles. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4060 | Info | Outil verrouillé sur lot terminé | Lors de l'exécution d'un lot avec le drapeau Outil verrouillé sur séquence de lots terminée, cet évènement est généré lorsque l'utilisateur appuie sur la gâchette. | Déverrouiller avec le signal Déverrouiller l'outil sur terminé. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage |
4070 | Info | Processus en mode manuel | Indique que le mode manuel a été activé pour un poste de travail virtuel. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4071 | Info | Processus en mode automatique | Indique que le mode automatique a été activé pour un poste de travail virtuel. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4072 | Info | Vis test | Conf | Flex Serrage synchronisé | Processus de serrage | ||
4073 | Info | Position zéro de l’outil mise à jour | Indique que la position zéro de l'outil est définie par des signaux. | Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | |
4100 | Avertissement | Identifiant non accepté : Longueur de chaîne non valide | Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | ||
4101 | Avertissement | Échec sélection de chaîne : Correspondances multiples | Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | ||
4102 | Avertissement | Échec sélection de chaîne : Aucune correspondance trouvée | Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | ||
4103 | Avertissement | Identifiant non accepté : Chaîne identique déjà reçue | Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | ||
4104 | Avertissement | Identifiant non accepté : Aucune correspondance trouvée | Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Processus de serrage | ||
4500 | Info | Résultat erreur entraînement | Erreur d’entraînement interne ou perte d’entraînement détectée. | Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4501 | Info | Résultat resserrage | Tentative de serrer une vis déjà serrée alors que la détection Rehit est activée. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4502 | Info | Résultat couple de démarrage en douceur bas | Couple de démarrage en douceur inférieur au niveau minimum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4503 | Info | Résultat couple de démarrage en douceur haut | Couple de démarrage en douceur supérieur au niveau maximum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4504 | Info | Résultat couple d'autotaraudage haut | Couple d'autotaraudage supérieur au niveau maximum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4505 | Info | Résultat couple d'autotaraudage bas | Couple d' autotaraudage inférieur à la limite minimale. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4506 | Info | Résultat couple de sécurité bas | Valeur de couple automatiquement calculée pour assurer que le capteur de couple est monté correctement. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4507 | Info | Résultat couple d'approche haut | Couple de vissage libre supérieur au niveau maximum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4508 | Info | Résultat angle d'approche haut | Angle de vissage libre supérieur au niveau maximum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4509 | Info | Résultat temps d'approche haut | Durée de vissage libre supérieure à la limite maximum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4510 | Info | Résultat temps d'approche bas | Durée de vissage libre inférieure à la limite minimum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4511 | Info | Résultat couple d'approche bas | Couple de vissage libre inférieur au niveau minimum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4512 | Info | Résultat angle d'approche bas | Angle de vissage libre inférieur au niveau minimum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4513 | Info | Résultat couple final haut | Couple d'étape finale supérieur au niveau maximum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4514 | Info | Résultat angle final haut | Angle d'étape finale supérieur au niveau maximum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4515 | Info | Résultat couple final bas | Couple d'étape finale inférieur au niveau minimum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4516 | Info | Résultat angle final bas | Angle d'étape finale inférieur au niveau minimum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4517 | Info | Résultat temporisation de serrage | Limite de temps de serrage dépassée. Pour les stratégies générales de serrage, le temps de serrage maximum est de 30 secondes. Pour un serrage MultiStep, le temps de serrage dépend de la restriction d’étape de limite de temps maximum. Le code d’erreur dépend de l’étape de serrage. | Recommencez le serrage. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage |
4518 | Info | Résultat gâchette perdue | Détente d'outil relâchée avant que le niveau cible ne soit atteint. Pour les stratégies générales de serrage, il n’est pas autorisé de relâcher la gâchette avant la fin du serrage. Pour le serrage MultiStep, l’erreur est affichée lorsque la gâchette est relâchée avant que la cible dans une étape spécifique ne soit atteinte. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4519 | Info | Perte de couple prématurée | La douille s'est échappée de l'écrou. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4520 | Info | Résultat cible atteinte avant l'étape finale | Couple cible atteint avant l'étape finale du programme de serrage. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4521 | Info | Résultat couple de traînée bas | Couple post view inférieur au niveau minimum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4522 | Info | Résultat couple de traînée haut | Couple post view supérieur au niveau maximum. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4523 | Info | Résultat intervalle de couple de traînée non atteint | Intervalle de couple post view atteint. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4524 | Info | Résultat intervalle de compensation de couple non atteint | Angle d'intervalle de compensation de couple avant fin de vissage libre non atteint. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4525 | Info | Résultat du mouvement de l'outil dépassé | Provenant d'un statut détaillé de serrage NOK. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4526 | Info | Résultat non concordance capteur surv. courant de sécurité | Erreur de surveillance actuelle. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | ||
4527 | Info | Résultat du mouvement de l'outil dépassé | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |||
4538 | Info | Résultat couple de supervision finale bas | Le couple de supervision finale n’a pas été atteint. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4543 | Info | Résultat surveillance de point d'ajustement haut | Clé seule. Contrôler la valeur de serrage détectée dépassée. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4545 | Info | Résultat pas de couple résiduel | Clé seule. Le couple résiduel était sous le seuil. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4546 | Info | Résultat survitesse | Clé seule. La clé gyroscopique n’a pas réussi à mesurer l’angle en raison de la vitesse élevée. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4547 | Info | Résultat dévissage effectif | Clé seule. La clé a détecté un desserrage inattendu. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4548 | Info | Résultat final inférieur à la cible | Couple final inférieur au couple cible défini par le programme de serrage. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4549 | Info | Limite de temps TurboTight dépassée | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | ||
4550 | Info | Résultat élevé pour les impulsions de vissage libre | Le nombre maximal d’impulsions de ralentissement est dépassé. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4551 | Info | Résultat faible pour les impulsions de vissage libre | La réduction est terminée avant que le nombre minimal d’impulsions de ralentissement soit atteint. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4552 | Info | Résultat élevé pour les impulsions finales | Nombre maximal d’impulsions est dépassé. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4553 | Info | Résultat faible pour les impulsions finales | Le serrage est terminé avant que le nombre minimal d’impulsions ne soit atteint. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4554 | Info | Courant à l'arrêt élevé | Courant à l'arrêt supérieur à la limite haute du courant. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4555 | Info | Courant à l'arrêt bas | Courant à l'arrêt inférieur à la limite basse du courant. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4556 | Info | Erreur MultiStep non catégorisée | Une erreur dans la configuration MultiStep, souvent avec la validation de l’outil. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4557 | Info | Résultat de surcharge | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | ||
4559 | Info | Résultat Arrêté | L'évènement est déclenché lorsqu'un signal d'arrêt externe ou un signal de verrouillage interrompt un serrage en cours. L'évènement est introduit pour faire la distinction entre la perte de la gâchette et un arrêt externe. | Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Processus de serrage | |
4600 | Avertissement | Abandon de données ou Conservation de données utilisé en combinaison avec Serrage par lots. Les signaux n’ont pas d’effet | Abandon de données et Conservation de données ne sont pris en charge que pour les tâches, sans contrôle des lots. Sélectionner une autre tâche si les signaux doivent être utilisés. | Flex Serrage synchronisé | Processus de serrage | ||
4601 | Info | Conservation de données activée : le résultat du serrage est envoyé une fois que le signal est faible. | Flex Serrage synchronisé | Processus de serrage | |||
4602 | Info | Abandon de données activé : le résultat du serrage est abandonné | Flex Serrage synchronisé | Processus de serrage | |||
5010 | Avertissement | Valeur de paramètre de programme de serrage invalide | Le paramètre du programme de serrage sélectionné n'est pas valide. | Vérifier la configuration du programme de serrage sélectionné pour trouver et modifier la valeur du paramètre. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Configuration du programme |
5011 | Avertissement | Impossible de préparer le stockage du programme dans l'outil | Il est impossible de lire la taille actuelle de la mémoire du programme dans l'outil STB, ou de préparer la mémoire du programme pour télécharger le programme de serrage mis à jour - ou nouvellement sélectionné - dans l'outil STB. |
| Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Configuration du programme |
5020 | Info | Gâchette principale autre que source de démarrage active | Généré si le système est configuré pour un démarrage par poussée uniquement et si l'utilisateur presse la gâchette principale. Sera généré jusqu'à ce que l'utilisateur actionne le démarrage par poussée. | Actionner le démarrage par poussée pour démarrer l'outil. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Configuration du programme |
5030 | Info | La complexité du programme de resserrage dépasse la capacité de l'outil | Le programme de serrage sélectionné est trop complexe pour l’outil STB utilisé. L’outil sera verrouillé. | Réduire la complexité du programme de serrage, ou choisir un programme différent. | Log Écran Conf | Power Focus 6000 Power Focus 8 Power Focus XC | Configuration du programme |
6010 | Info | Accessoire connecté | Accessoire connecté au coffret. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Accessoire | |
6020 | Info | Accessoire déconnecté | Accessoire déconnecté du coffret. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Accessoire | |
6021 | Avertissement | Bus de terrain hors ligne | Absence de communication avec le bus de terrain. | Log Écran Acq Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Accessoire | |
6030 | Avertissement | Collision d'adresse d'accessoire | Deux accessoires ou plus ayant la même adresse sont connectés. | Changer l'adresse de l'accessoire. | Log Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Accessoire |
6040 | Avertissement | Erreur de communication accessoire | Erreur de communication intermittente avec l'accessoire. | Vérifier les câbles et les connecteurs. | Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Accessoire |
6041 | Avertissement | Erreur de bus de terrain | Erreur de communication avec le bus de terrain. |
| Log Écran Acq Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé | Accessoire |
6042 | Avertissement | Conflit du module de bus de terrain | Le module de bus de terrain installé ne correspond pas au module configuré. | Modifier la configuration pour qu'elle corresponde au module installé, ou remplacer le module installé par le module correct. | Log Écran Acq Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé | Accessoire |
6043 | Avertissement | Débordement de la mémoire tampon de sortie du bus de terrain | La mémoire tampon de sortie utilisée pour la communication du bus de terrain est épuisée et un dépassement de la mémoire tampon s'est produit. Une ou plusieurs mises à jour du signal ont été rejetées. | Arrêter la communication du bus de terrain et les diagnostics du bus de terrain (le cas échéant) pour récupérer la mémoire tampon. Si cet évènement se produit fréquemment, vérifiez votre configuration de communication du bus de terrain, y compris le programme API : des mises à jour trop fréquentes par rapport à votre intervalle de mise à jour peuvent conduire à ce scénario. | Log Écran Acq Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé | Accessoire |
6044 | Avertissement | Erreur de correspondance avec le fournisseur de bus de terrain | Le module de bus de terrain installé n'est pas pris en charge. | Connecter un module de bus de terrain Atlas Copco pris en charge. | Log Écran Acq | Power Focus 8 | Accessoire |
6050 | Info | Sélection d'une mauvaise douille | Généré si aucune douille n'est sélectionnée ou si une douille incorrecte est sélectionnée. | Log Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Accessoire | |
6090 | Avertissement | Le lecteur de codes-barres n'a pas pu être identifié | Si aucun numéro de série unique n'est trouvé. | Configurer le lecteur de codes-barres. | Log Écran Acq Conf | Flex Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Accessoire |
7010 | Info | Texte du message à afficher | Évènement général d'affichage de messages. | Écran Acq Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC PFHC | Message | |
8200 | Info | Échec d’ouverture du port série | Le port série à utiliser n’a pas pu être ouvert. | Vérifier les connexions du port série. | Écran Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Divers |
8300 | Avertissement | La communication avec un client Open Protocol a expiré | La communication avec un client Open Protocol a expiré. Aucun message ou commande de signal de détection de la communication n'a été envoyé dans le délai prévu. |
| Log Écran Conf | Flex IxB Power Focus 6000 Power Focus 8 Serrage synchronisé Power Focus XC | Divers |
8214 | Erreur | Version du logiciel EHMI non concordante | La version du logiciel EHMI n’est pas compatible avec le coffret. | Mettre à jour la version logicielle du EHMI. | Log Écran Acq Conf | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Divers |
Conf - Liste des codes d'évènement
Disponible pour - Liste des codes d'évènement
Liste des produits pour lesquels le code d'évènement est disponible.
Groupes - Liste des codes d'évènement
Groupe auquel appartiennent les codes d'évènement.
Description des évènements
Brève description de l'évènement et des raisons pour lesquelles il se produit.
Procédure - Liste des codes d'événement
Le cas échéant, la procédure contient des instructions à suivre pour effacer l'évènement.
Journal - Liste des codes d'événement
Indique à l'utilisateur si l'évènement doit être enregistré dans le journal des évènements ou non. La valeur de cette liste est la valeur par défaut.
Affichage - Liste des codes d'événement
Indique à l'utilisateur si l'évènement doit être affiché à l'écran ou non. La valeur de cette liste est la valeur par défaut.
Acq - Liste des codes d'événement
Indique à l'utilisateur si l'évènement doit être acquitté ou non avant de poursuivre. La valeur de cette liste est la valeur par défaut.
Code d'évènement
Numéro d'évènement unique.
Type d’évènements - Liste des codes d'événement
Type d'événement : Info, Avertissement et Erreur
Nom d'évènement
Nom descriptif de l'évènement.
Liste des résultats NOK
Message d'erreur | Description | Emplacement IGU |
|---|---|---|
Erreur variateur | Erreur d’entraînement interne ou perte d’entraînement détectée. | S/O |
Resserrage | Tentative de serrage d'une vis déjà serrée. | Paramètres de serrage (Modifier) > Détection de resserrage |
Couple de démarrage en douceur supérieur au maxi. | Couple de démarrage en douceur supérieur au niveau maximum. | Paramètres de serrage (Modifier) > (Étape 1) Démarrage en douceur > Couple maxi. |
Couple d'autotaraudage supérieur au maxi. | Couple d'autotaraudage supérieur au niveau maximum. | Paramètres de serrage (Modifier) > (Étape 2) Autotaraudage > Couple maxi. |
Couple d'autotaraudage inférieur au mini. | Couple d'autotaraudage inférieur au niveau minimum. | Paramètres de serrage (Modifier) > (Étape 2) Autotaraudage > Couple mini. |
Limite de couple de sécurité basse | Valeur de couple automatiquement calculée pour assurer que le capteur de couple est monté correctement. | S/O |
Couple d'approche supérieur au maxi. | Couple de vissage libre supérieur au niveau maximum. | Paramètres de serrage (Modifier) > (Étape 2) Limites de couple d'approche > Couple maxi. |
Angle d'approche supérieur au maxi. | Angle de vissage libre supérieur au niveau maximum. | Paramètres de serrage (Modifier) > (Étape 2) Limites d'angle d'approche > Angle maxi. |
Approche dépassant la limite de temps maxi. | Durée de vissage libre supérieure à la limite maximum. | Paramètres de serrage (Modifier) > (Étape 2) Limites d'angle d'approche > Temps maxi. |
Approche inférieure à la limite de temps mini. | Durée de vissage libre inférieure à la limite minimum. | Paramètres de serrage (Modifier) > (Étape 2) Limites d'angle d'approche > Temps mini. |
Couple d'approche inférieur au mini. | Couple de vissage libre inférieur au niveau minimum. | Paramètres de serrage (Modifier) > (Étape 2) Limites de couple d'approche > Couple mini. |
Angle d'approche inférieur au mini. | Angle de vissage libre inférieur au niveau minimum. | Paramètres de serrage (Modifier) > (Étape 2) Limites d'angle d'approche > Angle mini. |
Couple d'étape finale supérieur au maxi. | Couple d'étape finale supérieur au niveau maximum. | Paramètres de serrage (Modifier) > (Étape 3) Étape finale > Limites de couple manuel > Couple maxi. |
Angle d'étape finale supérieur au maxi. | Angle d'étape finale supérieur au niveau maximum. | Paramètres de serrage (Modifier) > (Étape 3) Étape finale > Angle maxi. |
Couple d'étape finale inférieur au mini. | Couple d'étape finale inférieur au niveau minimum. | Paramètres de serrage (Modifier) > (Étape 3) Étape finale > Limites de couple manuel > Couple mini. |
Angle d'étape finale inférieur au mini. | Angle d'étape finale inférieur au niveau minimum. | Paramètres de serrage (Modifier) > (Étape 3) Étape finale > Angle maxi. |
Expiration du délai de serrage | Limite de temps de serrage dépassée. | [MultiStep] Paramètres de serrage (Modifier) > Étape dépendante [Autres programmes de serrage] : paramètre établi fixé à 30 secondes |
Gâchette relâchée | Détente d'outil relâchée avant que le niveau cible ne soit atteint. | [MultiStep] : relâcher la gâchette avant que l’étape de serrage ne soit atteinte [Autres programmes de serrage] : relâcher la gâchette avant que la phase de serrage ne soit terminée |
Décrochage | La douille s'est échappée de l'écrou. | Paramètres de serrage (Modifier) > (Étape 3) Paramètres de serrage > Temps de détection de décrochage |
Cible atteinte avant l’étape finale | Couple cible atteint avant l'étape finale du programme de serrage. | Couple cible |
Couple de traînée inférieur au mini. | Couple post view inférieur au niveau minimum. | Paramètres de serrage (Modifier) > (Étape 2) Couple de traînée > Couple mini. |
Couple de traînée supérieur au maxi. | Couple post view supérieur au niveau maximum. | Paramètres de serrage (Modifier) > (Étape 2) Couple de traînée > Couple maxi. |
Intervalle de couple de traînée non atteint | Intervalle de couple post view atteint. | Paramètres de serrage (Modifier) > (Étape 2) Couple de traînée > Longueur de couple mini. |
Intervalle de compensation de couple non atteint | Angle d'intervalle de compensation de couple avant fin de vissage libre non atteint. | Paramètres de serrage (Modifier) > (Étape 3) Compensation de couple > Point de compensation de couple |
Mouvement de l'outil dépassé | L'outil s'est déplacé au-delà des limites d'angle instaurées. | Paramètres de serrage (Modifier) > (Étape 1) Compensation TrueAngle (Marche) ; Limites de mouvement de l'outil > Positif/Négatif |
Erreur de surveillance de courant | Erreur de surveillance actuelle. | Paramètres de serrage (Modifier) > (Étape 1) Surveillance de courant (Marche) |
Étape finale dépassant la limite de temps maxi. | [TurboTight ] Paramètres de serrage (Modifier) > (Étape 3) Étape finale > Temps maxi. | |
Étape finale inférieure à la limite de temps mini. | [TurboTight ] Paramètres de serrage (Modifier) > (Étape 3) Étape finale > Temps mini. | |
Limite de temps TurboTight dépassée | Limite de temps TurboTight dépassée. | [TurboTight ] Paramètres de serrage (Modifier) > (Étape 3) Étape finale > Temps maxi. |
Moniteur de point d'ajustement haut | Clé seule. Contrôler la valeur de serrage détectée dépassée. | Paramètres de serrage (Modifier) > Phase de réduction (Étape 2) > Réduction effectuée > Réduction du couple effectuée |
Aucun couple résiduel | Clé seule. Le couple résiduel était sous le seuil. | [TurboTight] + [TensorPulse] Paramètres de serrage (Modifier) > (Étape 3) > Paramètres de serrage > Facteur de corrélation du couple résiduel |
Survitesse | Clé seule. La clé gyroscopique n’a pas réussi à mesurer l’angle en raison de la vitesse élevée. | S/O |
Arrêté | Arrêt externe avant que l'objectif ne soit atteint. | [Multistep] : Arrêt externe avant que l'objectif de l'étape de serrage n'ait été atteint |
Rapport NOK
Cette section montre les dix programmes de serrage NOK les plus élevés.
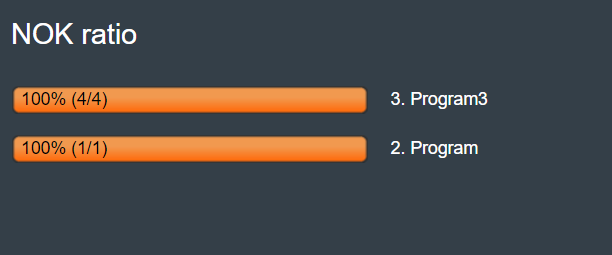
Cliquer sur Réinitialiser tout pour supprimer les données enregistrées.
SPC - Maîtrise statistique des processus
L'objectif de la fonction SPC intégrée est de fournir à l'opérateur, ou au personnel chargé du contrôle qualité, des données qui leur permettent de juger de la stabilité et de la capacité du processus d'assemblage selon les règles SPC standard.
En configurant la fonction SPC au sein du coffret, il est possible de simplifier et de travailler directement sur le coffret sans avoir besoin d'un logiciel externe. Les graphiques sont générés sur le coffret.
Comme il est possible d'utiliser les dispositifs de surveillance du programme dans le coffret comme une variable SPC, il est nécessaire de préciser que seules les variables contrôlées par le coffret affichent les performances du système du coffret. Les autres variables affichent principalement les résultats d'autres processus. Par exemple, si une valeur de couple est appliquée à un assemblage, le SPC de la valeur du couple final et les résultats associés - tels que Cp et Cpk - affichent la performance de l'outil et du coffret sur cet assemblage.
Les calculs statistiques sont basés sur d'anciennes données stockées dans le coffret.
Les calculs statistiques sont effectués au niveau d'un Poste de travail virtuel, en fonction du programme de serrage sélectionné et utilisé pour ce Poste de travail virtuel spécifique.
Dans cette section
Configurer les Paramètres SPC
À l’écran Accueil, sélectionner l'onglet Rapports. Puis, sur la gauche, sélectionner Statistiques.
Dans la fenêtre Configuration SPC, saisir les paramètres suivants pour collecter les résultats stockés dans le coffret :
Nombre de sous-groupes : saisir le nombre de sous-groupes sur lesquels le calcul des statistiques est basé.
Le nombre de résultats (Nombre de sous-groupes × Fréquence) varie entre 2 et 500.Taille du sous-groupe : saisir le nombre de tests (échantillons) nécessaires pour définir chaque point (la valeur moyenne des tests dans le sous-groupe) sur les graphiques SPC.
La taille du sous-groupe peut varier entre 2 et 25.Fréquence : saisir la périodicité de la collecte d'un nouveau sous-groupe.
La fréquence doit être égale ou supérieure à la taille du sous-groupe.Par exemple, si la fréquence est de 8 et la taille du sous-groupe est de 5, les 5 premières données (résultats) sont utilisées pour le sous-groupe. En raison de la Fréquence = 8, le sous-groupe suivant commence à considérer les données (résultats) à partir de la 8ème, et ainsi de suite en boucle.
Configurer les Variables SPC
À l’écran Accueil, sélectionner l'onglet Rapports. Puis, sur la gauche, sélectionner Statistiques.
Sélectionner l'icône Plus dans le coin supérieur droit de l’IGU.
La fenêtre Variable SPC affiche la nouvelle variable.Dans le champ Nom, saisir la nom de la variable.
Le nom de la variable correspond à l’en-tête de la fenêtre Variable SPC.Sélectionner Programme de serrage.
La fenêtre Programme de serrage apparaît et liste tous les programmes de serrage Multistep stockés dans le coffret et disponibles pour des calculs statistiques.
Sélectionner le programme de serrage Multistep de la nouvelle variable.Le Programme de serrage doit être un Programme Multistep.
Sélectionner Poste de travail virtuel.
La fenêtre Poste de travail virtuel s’affiche.
Sélectionner le Poste de travail virtuel duquel sont produits les résultats.Les statistiques sont basées sur les résultats obtenus par un Poste de travail virtuel auquel est affecté le type de licence suivant :
Contrôle intégral du processus
Sélectionner Dispositif de surveillance.
La fenêtre Dispositif de surveillance s'affiche.
Sélectionner l'un des dispositifs de surveillance des programmes suivants sur lequel le calcul du SPC est basé :Couple crête du dispositif de surveillance d’étape
Angle du dispositif de surveillance d’étape
Couple final
Angle final
Couple du dispositif de surveillance du programme
Angle du dispositif de surveillance du programme
Si l’utilisateur sélectionne Couple crête du dispositif de surveillance d’étape ou Angle du dispositif de surveillance d’étape, dans la case Numéro d’étape saisir le numéro de l’étape nécessaire du programme de serrage à partir duquel la valeur sera lue.
Si l'utilisateur utilise les rapports de résultats, il est possible d'avoir un effet sur les valeurs de surveillance suivantes : Couple final et Angle final.
Sélectionner Modifier les limites.
La fenêtre Configuration de variable s’affiche.
Pour les calculs et l'analyse des résultats, fixer les limites suivantes pour chaque valeur d'intérêt.
Dans la fenêtre Limites de tolérance, fixer les limites suivantes (utilisées pour le calcul des capacités du processus Cp et Cpk) :
Limite supérieure de tolérance (UTL) : une quantité définie par l'utilisateur qui identifie la plus haute valeur acceptable d'un attribut du produit.
Limite inférieure de tolérance (LTL) : une quantité définie par l'utilisateur qui identifie la plus faible valeur acceptable d'un attribut du produit.
Dans la fenêtre Limites de contrôle, activer ou désactiver le commutateur Calcul auto.
Si le commutateur Calcul auto est réglé sur Oui, les limites de contrôle sont calculées automatiquement.
Si le commutateur Calcul auto est réglé sur Non, fixer les limites suivantes :
Moyenne - Limite de contrôle supérieure : une mesure déterminée statistiquement qui apparaît comme une ligne horizontale pointillée au-dessus de la moyenne du processus.
Moyenne - Limite de contrôle inférieure : une valeur déterminée statistiquement qui apparaît comme une ligne horizontale pointillée en-dessous de la moyenne du processus.
Plage - Limite de contrôle supérieure : une mesure déterminée statistiquement qui apparaît comme une ligne horizontale pointillée au-dessus de la moyenne du processus.
Plage - Limite de contrôle inférieure : une valeur déterminée statistiquement qui apparaît comme une ligne horizontale pointillée en-dessous de la moyenne du processus.
Sigma - Limite de contrôle supérieure : une mesure déterminée statistiquement qui apparaît comme une ligne horizontale pointillée au-dessus de la moyenne du processus.
Sigma - Limite de contrôle inférieure : une valeur déterminée statistiquement qui apparaît comme une ligne horizontale pointillée en-dessous de la moyenne du processus.
Dans la fenêtre Capabilités, régler les paramètres suivants :
Cp : l'indice Cp indique la capabilité du processus : c'est le nombre de fois que l'écartement du processus correspond à la largeur de tolérance (Limite supérieure de tolérance - Limite inférieur de tolérance). Plus la valeur de Cp est élevée, meilleur est le processus.
Cpk : l'indice Cpk indique la capabilité du processus corrigée pour la position. Il n'est pas utile d'avoir un indice Cp élevé si le réglage du processus est très excentré par rapport au milieu de la plage de tolérance. Un indice Cpk élevé signifie donc que vous avez un bon processus avec un faible écart par rapport à la largeur de tolérance, et qu'elle est bien centrée dans cette largeur (Limite supérieure de tolérance - Limite inférieur de tolérance). Si Cpk est égal à Cp, le processus est réglé pour produire exactement au milieu de la plage de tolérance.
Calcul de statistiques
À l’écran Accueil, sélectionner l'onglet Rapports. Puis, sur la gauche, sélectionner Statistiques.
Dans la fenêtre Configuration SPC, saisir les paramètres pour collecter les résultats stockés dans le coffret (Nombre de sous-groupes, Taille du sous-groupe et Fréquence).
Sélectionner l'icône Plus dans le coin supérieur droit de l’IGU.
La fenêtre Variable SPC affiche la nouvelle variable.
Configurer la nouvelle Variable SPC.Dans la fenêtre Variable SPC, sélectionner Calculer.
Les données sont collectées à partir des résultats de l'historique stockés dans le coffret qui sont alignés avec les critères définis dans la fenêtre Configuration SPC et la fenêtre Variable SPC. Les valeurs d'intérêt sont regroupées en sous-groupes de la taille définie dans la fenêtre Configuration SPC. Les résultats de serrage collectés sur le coffret sont utilisés pour le calcul des statistiques.
Il est impossible de calculer des statistiques pour les résultats des programmes de serrage supprimés ou des postes de travail virtuels, sauf si les résultats sont encore stockés dans le coffret.
Un seul utilisateur à la fois peut calculer des statistiques.
Formules statistiques
Les données d’un sous-groupe sont calculées ainsi :
Moyenne :
Plage = R = max (Xi) - min (Xi), où i=1...n
Écart-type d’un sous-groupe :
Total global de l'écart type :
Où N= nombre total d’observations.
Lorsqu'un nombre déterminé de sous-groupes à utiliser pour les calculs a été collecté, la fonction SPC lance les calculs pour déterminer la stabilité statistique.
Les calculs sont effectués selon les étapes suivantes : (m = nombre de sous-groupes)
Calcul de la moyenne des valeurs moyennes :
Calcul de la moyenne de la plage :
Calcul de la moyenne de l’écart-type :
Calcul des capabilités de processus Cp et Cpk par rapport à Sigma :
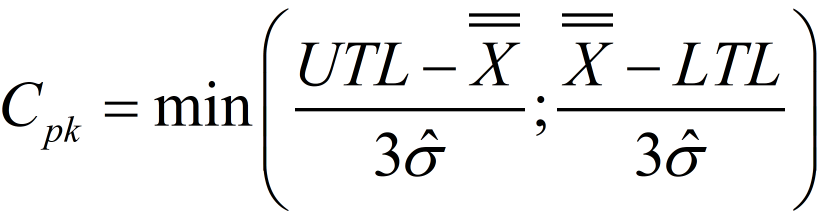
Où :
 est la moyenne arithmétique globale des valeurs caractéristiques observées.
est la moyenne arithmétique globale des valeurs caractéristiques observées.UTL représente la Limite supérieure de tolérance.
LTL représente la Limite inférieure de tolérance.
L'estimation sigma est l'écart-type carré moyen au sein des sous-groupes :
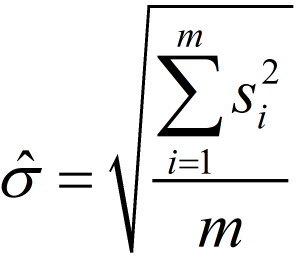
Calcul des capabilités de processus Cp et Cpk par rapport à Plage :
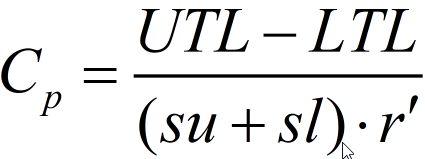
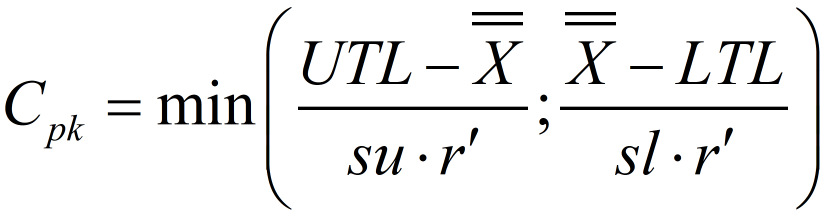
Où, pour une distribution normale su = sl = 3.
Calculs des limites de contrôle si, dans la fenêtre Configuration SPC, le commutateur Calcul auto est réglé sur Oui :
X-bar R (Moyenne)

X-bar R (Plage)
X-bar S (Moyenne)
X-bar S (Sigma)
A2, A3, D3, D4, B3, et B4 sont des constantes (pour plus d’informations, consulter le paragraphe « Constantes du Calcul SPC »).
Constantes du Calcul SPC
Taille du sous-groupe | Diviseurs pour estimation de l'écart-type. | Facteurs pour les limites de contrôle | |||||
|---|---|---|---|---|---|---|---|
Xbar R | Xbar S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1,128 | 1,880 | - | 3,267 | 2,659 | - | 3,267 |
3 | 1,693 | 1,023 | - | 2,574 | 1,954 | - | 2,568 |
4 | 2,059 | 0,729 | - | 2,282 | 1,628 | - | 2,266 |
5 | 2,326 | 0,577 | - | 2,114 | 1,427 | - | 2,089 |
6 | 2,534 | 0,483 | - | 2,004 | 1.287 | 0,030 | 1,970 |
7 | 2,704 | 0,419 | 0,076 | 1,924 | 1,182 | 0,118 | 1,882 |
8 | 2,847 | 0,373 | 0,136 | 1,864 | 1,099 | 0,185 | 1,815 |
9 | 2,970 | 0,337 | 0,184 | 1,816 | 1,032 | 0,239 | 1,761 |
10 | 3,078 | 0,308 | 0,223 | 1,777 | 0,975 | 0,284 | 1,716 |
11 | 3,173 | 0,285 | 0,256 | 1,744 | 0,927 | 0,321 | 1,679 |
12 | 3,258 | 0,266 | 0,283 | 1,717 | 0,886 | 0,354 | 1,646 |
13 | 3,336 | 0,249 | 0,307 | 1,693 | 0,850 | 0,382 | 1,618 |
14 | 3,407 | 0,235 | 0,328 | 1,672 | 0,817 | 0,406 | 1,594 |
15 | 3,472 | 0,223 | 0,347 | 1,653 | 0,789 | 0,428 | 1,572 |
16 | 3,532 | 0,212 | 0,363 | 1,637 | 0,763 | 0,448 | 1,552 |
17 | 3,588 | 0,203 | 0,378 | 1,622 | 0,739 | 0,466 | 1,534 |
18 | 3,640 | 0,194 | 0,391 | 1,608 | 0,718 | 0,482 | 1,518 |
19 | 3,689 | 0,187 | 0,403 | 1,597 | 0,698 | 0,497 | 1,503 |
20 | 3,735 | 0,180 | 0,415 | 1,585 | 0,680 | 0,510 | 1,490 |
21 | 3,778 | 0,173 | 0,425 | 1,575 | 0,663 | 0,523 | 1,477 |
22 | 3,819 | 0,167 | 0,434 | 1,566 | 0,647 | 0,534 | 1,466 |
23 | 3,858 | 0,162 | 0,443 | 1,557 | 0,633 | 0,545 | 1,455 |
24 | 3,895 | 0,157 | 0,451 | 1,548 | 0,619 | 0,555 | 1,445 |
25 | 3,931 | 0,153 | 0,459 | 1,541 | 0,606 | 0,565 | 1,435 |
Informations pertinentes
Consulter les résultats statistiques
À l’écran Accueil, sélectionner l'onglet Rapports. Puis, sur la gauche, sélectionner Statistiques.
Dans la fenêtre Configuration SPC, saisir les paramètres suivants : Nombre de sous-groupes, Taille du sous-groupe et Fréquence.
Sélectionner l'icône Plus dans le coin supérieur droit de l’IGU.
La fenêtre Variable SPC affiche la nouvelle variable.
Configurer la nouvelle Variable SPC.Dans la fenêtre Variable SPC, sélectionner Calculer.
Pour afficher les résultats statistiques, dans la fenêtre Variable SPC, sélectionner la case Vue.
La case Vue affiche la date et l’heure auxquelles les résultats des statistiques ont été effectués.
Les résultats statistiques sont affichés au moyen d'un histogramme, le graphique XBar-R et le graphique XBar-S.Lorsque tous les calculs sur les résultats filtrés sont effectués, ils sont envoyés au Web HMI et à ToolsTalk 2.
Les résultats des statistiques sont enregistrés localement dans un dossier Fichiers Internet temporaires (non enregistrés dans le coffret).Les résultats statistiques peuvent s’afficher uniquement sur le Web HMI.
Histogramme
Un histogramme est une série de rectangles, chacun proportionnel en largeur à la plage de valeurs à l'intérieur d'une classe et proportionnel en hauteur au nombre d'échantillons appartenant à la classe. Une courbe gaussienne suit la tendance des rectangles. Un histogramme révèle le degré de variation de tout processus en son sein.
L'histogramme est utile car il met en évidence et clarifie les tendances qui ne sont pas facilement discernables dans des tableaux.
Graphique XBar-R
Le graphique de contrôle XBar-R affiche à la fois la valeur moyenne (XBar) et la plage (R) d'un sous-groupe. C'est le type de graphique de contrôle le plus courant qui utilise des valeurs indistinctes ou continues. La partie XBar du graphique affiche toute modification de la valeur moyenne du processus tandis que la partie R affiche toute modification de la dispersion du processus.
Ce graphique est particulièrement utile car il affiche simultanément les changements de la valeur moyenne et la dispersion du processus, ce qui en fait une méthode très efficace pour vérifier les anomalies dans le processus.
Graphique XBar-S
Le graphique de contrôle XBar-S affiche à la fois la valeur moyenne (XBar) et l'écart-type (S) pour chaque sous-groupe.
Le graphique XBar-S est identique au graphique XBar-R, sauf que le R (intervalle) est remplacé par un S (écart-type).
Valeurs statistiques calculées
Dans le Web HMI, les valeurs statistiques calculées sont affichés dans des cases informatives en-dessous de l’histogramme, du graphique XBar-R et du graphique XBar-S.
Les valeurs calculées dépendent du graphique sur lequel elles sont lues.
Les valeurs statistiques calculées sont :
Min = valeur minimum de toutes les valeurs d’échantillon collectées
Max = valeur maximum de toutes les valeurs d’échantillon collectées
Moyenne =
Moyenne+3Sigma =
+ 3*écart-typeMoyenne+3Sigma =
- 3*écart-typeCp (dans le graphique XBar-R la valeur est basée sur la plage, et dans le graphique XBar-S la valeur est basée sur le sigma)
Cpk (dans le graphique XBar-R la valeur est basée sur la plage, et dans le graphique XBar-S la valeur est basée sur le sigma)
Ligne centrale = dans la partie Plage
 , et dans la partie Sigma
, et dans la partie Sigma 
Cible (si disponible, la valeur cible pour le dispositif de surveillance)
Écart-type = Écart-type global total = écart-type
Informations pertinentes
Interface graphique mobile
Utiliser l'onglet Résultats
Résultats en direct
L’option Résultats en direct affiche les résultats des différents postes de travail virtuels sur le coffret.
Ce chapitre décrit comment accéder aux résultats de serrage sur l'interface graphique mobile du coffret Power Focus XC et comment lire les informations présentées dans les différentes vues de résultats.
Lecture des informations données dans un résultat en direct
Pointez et cliquez sur l'image pour voir plus d'informations :
1 | Nom du poste de travail virtuel |
2 | État du résultat. |
3 | Nom du programme de serrage |
4 | Message indiquant la raison du résultat NOK |
5 | Résultat du couple de serrage |
6 | Couple cible |
7 | Angle de serrage dépassé |
8 | Angle cible |
Lorsqu'un serrage est réalisé, les résultats sont stockés sur le coffret. Les résultats peuvent également être envoyés vers un système externe tel que ToolsNet ou exportés pour analyse à l'aide de la fonction d'exportation.
Dans cette section
Visualiser l’état du protocole
Sur l’écran d’accueil, sélectionner le bouton Accès au résultat. Dans le volet gauche, Résultats en direct est automatiquement sélectionné.
Dans le coin supérieur droit, sélectionner le bouton de Connexion au protocole
. La boîte de dialogue État du protocole s'affiche.Les onglets dans la boîte de dialogue affichent les informations suivantes :
Onglet
Description
Open Protocol
Affiche l’état de la connexion Open Protocol : OK / NOK
Connexions au serveur
Affiche le statut des connexions aux serveurs ToolsTalk et ToolsNet : OK / NOK
Pour changer le paramètre de configuration Activé / Désactivé, accéder à Réglages > Connexions serveur et sélectionner le serveur à configurer.
Statut du lanceur
Affiche le statut du lanceur des différents adaptateurs système : OK / NOK
Sélectionner Fermer.
Informations pertinentes
Dépannage et entretien
Ce paragraphe propose de l’aide pour le dépannage, en cas de problèmes, et contient des informations pour aider à entretenir le produit.
Référence
Dans cette section, vous trouverez diverses informations utiles.
Termes et définitions
Terme | Synonyme | Définition | Remarque |
|---|---|---|---|
lot | serrages multiples utilisant le même programme de serrage et la même douille | ||
séquence de lots | séquence | serrages multiples utilisant une combinaison de différents programmes de serrage et différentes douilles | |
événement | signal de statut des coffrets et outils | ||
angle final | valeur d'angle mesurée réelle à la fin du cycle de serrage | ||
couple final | valeur de couple mesurée réelle à la fin du cycle de serrage | ||
IGU | interface utilisateur constituée d'éléments graphiques interactifs tels que des fenêtres, icônes et symboles sur un affichage |
| |
IHM | Interface Homme-Machine | interface utilisateur de l’outil ou du coffret | L'IHM peut être une interface Web ou une interface mobile. |
IAM | module d'application intelligent (Intelligent Application Module) | module du coffret contenant un programme, des paramètres de configuration et des résultats de serrage | |
structure de ligne | tri et regroupement de coffrets en structures, dossiers et sous-dossiers dans ToolsTalk | La structure de ligne est une méthode permettant d'améliorer la visibilité d'un grand groupe de coffrets de manière structurée. | |
Interface graphique mobile | interface utilisateur du coffret via une fenêtre de navigateur Web depuis un appareil mobile | ||
couple de traînée | fonction permettant de surveiller et de détecter les valeurs de couple maximum et minimum avant que l'approche ne soit terminée | L'un des objets du couple de traînée est l'utilisation d'un écrou autofreiné. | |
Programme de serrage | Jeu de paramètres | configuration de paramètres et valeurs permettant de commander et de surveiller une action de serrage simple et de mémoriser le résultat du serrage | |
push | transfert des données enregistrées dans ToolsTalk vers la mémoire des coffrets | ||
QIF | Quality Integrated Fastening (vissage intégré qualité) | ligne entièrement intégrée de boulonneuses, coffrets, accessoires et outils de surveillance du processus permettant de garantir une qualité et une traçabilité élevée du serrage dans les systèmes d'assemblage industriel | Le QIF a été élaboré par Atlas Copco et s'utilise préférentiellement dans le secteur de l'automobile ainsi que dans d'autres situations de montage dans lesquelles de nombreux assemblages sont critiques. Le concept de QIF comprend également la surveillance et la documentation du processus. |
accessoire QIF | accessoire pour la communication et le guidage de l'opérateur utilisé en QIF | Accessoires utilisés pour la communication entre le système et l'opérateur. Par exemple : scanner et sélecteur de douilles. La communication améliore la qualité et la traçabilité du processus d'assemblage. | |
quick step (étape rapide) | stratégie de serrage | Stratégie de serrage utilisée pour réduire la dispersion de la précharge de l'assemblage en conjuguant une étape initiale avec une vitesse et un couple donnés, puis en réduisant la vitesse dans l'étape finale. | |
détection de resserrage | détection du resserrage d'un assemblage déjà serré | ||
rotate (rotation) | stratégie de serrage faisant tourner la tête de l'outil | La stratégie Rotate est surtout utilisée à des fins d'essai ou de démonstration. | |
approche terminée | fin de l'étape d'approche, lorsque la tête de vis est en contact avec la surface et que l'étape de serrage commence | ||
étape d'approche | étape comprise entre le moment où la vis entre dans le filetage et le moment où la tête de vis touche la surface | ||
point d'ajustement | la vis ou le boulon sont approximativement serrés sur la surface avec une force équivalente à celle d'un serrage à la main | ||
sélecteur à douilles | accessoire QIF composé d'une boîte à douilles avec des voyants, utilisable pour guider l'opérateur vers la douille voulue | ||
démarrage en douceur | démarrage du serrage à vitesse réduite pendant un angle de rotation spécifié | Cette fonction facilite l'entrée du boulon dans le filetage de manière parfaitement maîtrisée et peut prévenir les mouvements indésirables des outils ergonomiques lors de l'appui sur la gâchette. | |
cible | résultat désiré d'un serrage | La cible est exprimée en couple ou en angle. | |
angle cible | valeur d'angle désirée à la fin du cycle de serrage, mesurée à partir d'un point de référence | ||
couple cible | valeur de couple désirée à la fin du cycle de serrage | ||
three step (trois étapes) | stratégie de serrage | Stratégie de serrage utilisée pour réduire la dispersion de la précharge de l'assemblage et les effets de la détente avec une étape initiale comportant une vitesse et un couple donnés suivis d'une courte étape de desserrage avant le serrage final à vitesse réduite. | |
étape de serrage | étape comprise entre le moment où la tête d'une vis atteint la surface et le moment où le serrage atteint la consigne de couple ou la consigne d'angle désirées | ||
stratégie de serrage | algorithme qui commande et surveille en continu le processus de serrage | L'utilisateur peut sélectionner une stratégie optimisée pour l'assemblage et programmer certains paramètres. | |
TurboTight | stratégie de serrage | Stratégie de serrage basée sur la vitesse maximale de l'outil pour effectuer un serrage rapide et ergonomique. La stratégie exige uniquement l'instauration d'une valeur de couple cible. | |
two step (deux étapes) | stratégie de serrage | Stratégie de serrage utilisée pour réduire la dispersion de la précharge de l'assemblage et les effets de la détente avec une étape initiale comportant une vitesse et un couple donnés, suivis d'un bref arrêt, avant le serrage final à vitesse réduite. | |
IGU Web | interface utilisateur du coffret via une fenêtre de navigateur Web depuis un ordinateur distant | ||
poste virtuel | coffret virtuel | abstraction logicielle d'un coffret physique devant se comporter comme des coffrets multiples | Un coffret ne peut être raccordé qu'à un seul outil à câble mais à plusieurs outils sans fil. Chaque outil est raccordé à son propre poste virtuel. |
type de poste virtuel | licence contenant un lot de fonctionnalités pour le coffret | Cette licence est requise pour exécuter un poste de travail virtuel. | |
fonctionnalité du poste de travail virtuel | licence pour des fonctionnalités individuelles | Peut être utilisée pour compléter des licences Type de poste de travail virtuel. | |
caractéristiques du coffret | licence pour les fonctionnalités à l'échelle du coffret | Assignées à un coffret et peuvent être utilisées par tous les postes de travail virtuels. |
Signaux d'entrée
Abandonner la séquence - 10012
Lorsqu'une demande d'abandon d'une Séquence de lots est reçue, la fonctionnalité Séquence de lots n'abandonne la séquence de lots qu'après avoir obtenu le résultat du serrage en cours.
Nom dans SoftPLC : ABORT_BATCH_SEQUENCE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Événement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Abandonner la séquence et Effacer les résultats - 10127
Lorsque le signal « Abandonner la séquence et effacer les résultats » est activé, la séquence en cours est abandonnée et les signaux liés à « Effacer les résultats » sont effacés.
Nom dans SoftPLC : ABORT_SEQ_AND_CLEAR_RES
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Acquittement évènements - 10004
Acquittement d'un évènement.
Nom dans SoftPLC : ACKNOWLEDGE_EVENT
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Événement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Activer scanner de l’outil- 10075
Active le scanner de l'outil via une source externe.
Nom dans SoftPLC : ACTIVATE_TOOL_SCANNER
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Événement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Décrémentation du lot - 10002
Décrémente le compteur de lot de façon incrémentielle d'une unité.
Nom dans SoftPLC : BATCH_DECREMENT
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Événement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Incrémentation du lot - 10001
Augmente le compteur de lot de façon incrémentielle d'une unité.
Nom dans SoftPLC : BATCH_INCREMENT
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Événement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Contourner Identifiant - 10123
Dans la chaîne Lot source, sert à contourner une chaîne d’identifiant dans une séquence de réception des chaînes.
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Contournement du programme de serrage - 10008
Passe au programme de serrage suivant dans la séquence de lots en cours.
Nom dans SoftPLC : BYPASS_PSET
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Événement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Déverrouillage maître - 10005
Déverrouillage maître est un signal d'entrée qui déverrouille les fonctions et signaux suivants.
FONCTIONS :
Désactiver le dévissage sur serrage OK
Désactiver le dévissage sur serrage NOK
Désactiver le serrage
Nombre maxi. de serrages NOK consécutifs
Outil verrouillé sur séquence terminée
SIGNAUX :
20001 - Verrouillage en attente acquittement évènement
20002 - Verrouillage serrage
20003 - Verrouillage du dévissage
20004 - Verrouillage de l'outil activé haut
20013 - Tâche Verrouillage serrage
20014 - Tâche Verrouillage dévissage
20015 - Verrouillage lot terminé
20018 - Verrouillage Open Protocol
20020 - Bus de terrain Verrouillage serrage
20021 - Bus de terrain Verrouillage dévissage
20022 - Désactiver le dévissage sur serrage OK
20023 - Verrouillage Trop de serrages NOK
20033 - Verrouillage de la gestion de poste
20034 - Verrouillé par un identifiant alternatif
Nom dans SoftPLC : MASTER_UNLOCK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Réinitialiser tous les identifiants - 10115
Dans Chaîne de lot source, sert à réinitialiser tous les identifiants de chaîne reçus en une fois depuis la séquence de réception des chaînes. Dans d’autres tâches, efface le numéro VIN.
Nom dans SoftPLC : RESET_ALL_IDENTIFIERS
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Réinitialiser le lot - 10003
Ramène la valeur du compteur de lot à 0. Aucun lot OK (nxOK). Si le lot OK est activé, il sera désactivé.
Nom dans SoftPLC : RESET_BATCH
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Réinitialiser la séquence de lots - 10053
Réinitialise la séquence de lots. Déverrouille un outil verrouillé par la commande de verrouillage d'outil à l'achèvement.
Nom dans SoftPLC : RESET_BATCH_SEQUENCE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Réinitialiser relais bistable- 10022
Réinitialiser la sortie de relais bistable.
Nom dans SoftPLC : RESET_BISTABLE_RELAY
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Réinitialiser dernier identifiant - 10114
Dans Chaîne de lot source, sert à réinitialiser la dernière chaîne reçue depuis la séquence de réception des chaînes. Dans d’autres tâches, efface le numéro VIN.
Nom dans SoftPLC : RESET_LATEST_IDENTIFIER
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Réinitialiser NOK trop nombreux - 10013
Réinitialise le lot après réception du verrouillage pour serrages incorrects trop nombreux
Nom dans SoftPLC : RESET_TOO_MANY_NOK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Sélectionner entrée - 10020
Sélectionner Programme de serrage au sein du Serrage source / Lot au sein de la séquence.
Nom dans SoftPLC : SELECT_INPUT_VALUE
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Entier | 1 | 16 |
TreatZeroAsOne | État | Entier | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Sélectionner numéro d'identifiant suivant - 10116
Il est possible d'utiliser le signal Sélectionner le numéro d’identifiant suivant lorsqu'une tâche dans le poste de travail virtuel est configurée comme :
Séquence de lots
Serrage source
Lot source
Méthode Numéro d'identifiant
Méthode Chaîne d'identifiant
Les fonctions paramétrables de Sélecteur ST Prendre le suivant et Prendre le précédent activent les signaux d’entrée Sélectionner numéro d'identifiant suivant et Sélectionner numéro d'identifiant précédent.
Séquence de lots sélectionnée en tant que Tâche de Poste de travail virtuel
Si le commutateur Ordre libre a été activé, le signal Sélectionner numéro d'identifiant suivant peut sélectionner différents lots au sein de la séquence sélectionnée.
Avant de sélectionner les lots, il est obligatoire de leur attribuer le numéro d’identifiant. Si un lot n'a pas le numéro d'identifiant attribué, le signal Sélectionner numéro d'identifiant suivant ne peut pas le sélectionner, même si le commutateur Ordre libre est activé.
Il permet de boucler les lots qui ont un numéro d'identifiant configuré.
Si le numéro d'identifiant est « Néant », il est possible de le sélectionner seulement après que tous les lots avec le numéro d'identifiant configuré soient terminés.
Il est possible d’effectuer une boucle mais 0 est omis. Lorsqu’un lot est terminé il ne peut plus être sélectionné.
Par exemple, dans le cas de lots auxquels sont attribués les numéros d'identifiant 1, 2, 4, 5 le signal est exécuté en boucle : 1,2,4,5,1,2,4... tant que les lots ne sont pas terminés.
Serrage source sélectionné en tant que Tâche de Poste de travail virtuel
Le signal sélectionne le numéro d'identifiant suivant dans la liste des programmes de serrage spécifiés dans la tâche Serrage source.
La sélection va du numéro d'identifiant actuellement sélectionné au prochain numéro plus important.
Lorsque le plus grand numéro d'identifiant est sélectionné, ce signal sélectionne 0 ; après 0, le signal sélectionne le prochain numéro d'identifiant plus grand.
Si 0 est sélectionné comme numéro d’identifiant, l'outil est verrouillé.
Si le numéro d’identifiant a été ajouté à la liste Serrage source, mais qu'aucun programme de serrage ne lui a jamais été attribué, il est ignoré lors du passage en boucle dans la liste Serrage source.
Si le programme de serrage est attribué à un numéro d’identifiant et qu'il est ensuite retiré de la liste des programmes de serrage, il est toujours possible de sélectionner ce numéro d’identifiant. Dans ce cas, l'outil est verrouillé car il n'y a pas de programme de serrage spécifique.
Lorsque le commutateur Mode sélecteur est réglé sur Confirmer, le sélecteur à douilles doit être affecté et configuré. Tous les programmes de serrage peuvent être sélectionnés, mais avant de les exécuter, la douille appropriée doit être retirée du sélecteur à douilles.
Lot source sélectionné en tant que Tâche de Poste de travail virtuel
Dans Sources > Séquence de lots > Lot source, lorsque la méthode d'identifiant est définie sur Numéro, le signal Sélection du numéro d'identifiant suivant sélectionne des séquences depuis une liste de séquences affichée dans la tâche Lot source.
Il est possible d’effectuer une boucle via 0. Le signal Sélection du numéro d'identifiant suivant ne sélectionne que les numéros d’identifiants attribués aux séquences.
Par exemple, s'il y a 4 séquences disponibles avec les numéros d’identifiants 1,2,4 et 8, le signal Sélection du numéro d'identifiant suivant indique et sélectionne 1,2,4,8,0,1,2...
Les numéros d'identifiants non définis ne sont pas sélectionnés.
Dans Sources > Séquence de lots > Lot source, lorsque la méthode d'identifiant est définie sur Chaîne, il est nécessaire de sélectionner la séquence par le biais de sources externes (comme un scanner ou Open Protocol). Le signal Sélection du numéro d'identifiant suivant est capable de sélectionner les lots au sein de la séquence sélectionnée.
Nom dans SoftPLC : SELECT_NEXT_ID_NUMBER
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Sélectionner numéro d'identifiant précédent - 10117
Il est possible d'utiliser le signal Sélectionner le numéro d’identifiant précédent lorsqu'une tâche dans le poste de travail virtuel est configurée comme :
Séquence de lots
Serrage source
Lot source
Méthode Numéro d'identifiant
Méthode Chaîne d'identifiant
Les fonctions paramétrables de Sélecteur ST Prendre le suivant et Prendre le précédent activent les signaux d’entrée Sélectionner numéro d'identifiant suivant et Sélectionner numéro d'identifiant précédent.
Séquence de lots sélectionnée en tant que Tâche de Poste de travail virtuel
Si le commutateur Ordre libre a été activé, le signal Sélectionner numéro d'identifiant précédent peut sélectionner différents lots au sein de la séquence sélectionnée.
Avant de sélectionner les lots, il est obligatoire de leur attribuer le numéro d’identifiant. Si un lot n'a pas le numéro d'identifiant attribué, le signal Sélectionner numéro d'identifiant précédent ne peut pas le sélectionner, même si le commutateur Ordre libre est activé.
Il permet de boucler les lots qui ont un numéro d'identifiant configuré.
Si le numéro d'identifiant est « Néant », il est possible de le sélectionner seulement après que tous les lots avec le numéro d'identifiant configuré soient terminés.
Il est possible d’effectuer une boucle mais 0 est omis. Lorsqu’un lot est terminé il ne peut plus être sélectionné.
Par exemple, dans le cas de lots auxquels sont attribués les numéros d'identifiant 1, 2, 4, 5 le signal est exécuté en boucle : 5,4,2,1,5,4,2... tant que les lots ne sont pas terminés.
Serrage source sélectionné en tant que Tâche de Poste de travail virtuel
Le signal sélectionne le numéro d'identifiant précédent dans la liste des programmes de serrage spécifiés dans la tâche Serrage source.
La sélection va du numéro d'identifiant actuellement sélectionné au précédent numéro plus faible.
Lorsque le plus petit numéro d'identifiant est sélectionné, ce signal sélectionne 0 ; après 0, le signal sélectionne le prochain numéro d'identifiant plus petit.
Si 0 est sélectionné comme numéro d’identifiant, l'outil est verrouillé.
Si le programme de serrage est attribué à un numéro d’identifiant et qu'il est ensuite retiré de la liste des programmes de serrage, il est toujours possible de sélectionner ce numéro d’identifiant. Dans ce cas, l'outil est verrouillé car il n'y a pas de programme de serrage spécifique.
Lorsque le commutateur Mode sélecteur est réglé sur Confirmer, le sélecteur à douilles doit être affecté et configuré. Tous les programmes de serrage peuvent être sélectionnés, mais avant de les exécuter, la douille appropriée doit être retirée du sélecteur à douilles.
Lot source sélectionné en tant que Tâche de Poste de travail virtuel
Dans Sources > Séquence de lots > Lot source, lorsque la méthode d'identifiant est définie sur Numéro, le signal Sélection du numéro d'identifiant précédent sélectionne des séquences depuis une liste de séquences affichée dans la tâche Lot source.
Il est possible d’effectuer une boucle via 0. Le signal Sélection du numéro d'identifiant précédent ne sélectionne que les numéros d’identifiants attribués aux séquences.
Par exemple, s'il y a 4 séquences disponibles avec les numéros d’identifiants 1,2,4 et 8, le signal Sélection du numéro d'identifiant précédent indique et sélectionne 8,4,2,1,0,8,4...
Les numéros d'identifiants non définis ne sont pas sélectionnés.
Dans Sources > Séquence de lots > Lot source, lorsque la méthode d'identifiant est définie sur Chaîne, il est nécessaire de sélectionner la séquence par le biais de sources externes (comme un scanner ou Open Protocol). Le signal Sélection du numéro d'identifiant précédent est capable de sélectionner les lots au sein de la séquence sélectionnée.
Nom dans SoftPLC : SELECT_PREVIOUS_ID_NUMBER
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Définir relais bistable- 10021
Définir la sortie de relais bistable
Nom dans SoftPLC : SET_BISTABLE_RELAY
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Définir la position zéro - 10135
Pour les outils portatifs, le signal d'entrée Définir la position zéro conserve la position actuelle des outils comme position initiale. Le signal est silencieusement ignoré s'il est envoyé pendant un serrage en cours.
Pour les outils fixes, le signal d'entrée Définir la position zéro conserve la position actuelle des outils comme position initiale. Le signal affecte tous les outils du système, quel que soit le poste de travail virtuel. Le signal est silencieusement ignoré par les outils fixes qui font partie d'un serrage en cours.
Nom dans SoftPLC : IN_EXTERNAL_SET_ZERO_POSITION
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Événement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Déverrouiller outil à l'achèvement - 10051
Déverrouille un outil verrouillé par « Verrouillage d'outil à l'achèvement »
Nom dans SoftPLC : UNLOCK_TOOL_ON_COMPLETE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Déverrouiller outil sur désactiver - 10059
Nom dans SoftPLC : UNLOCK_TOOL_ON_DISABLE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Signaux de sortie
Lot terminé - 30
Lot terminé est un signal de sortie qui est déclenché lorsque le lot est terminé.
L'état du résultat du lot (OK ou NOK) n'a aucun effet sur le signal Lot terminé.
Nom dans SoftPLC : BATCH_COMPLETED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Lot terminé NOK - 37
Lot terminé avec un statut NOK.
Nom dans SoftPLC : BATCH_COMPLETED_NOK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Lot terminé OK - 36
Lot terminé avec un statut OK.
Nom dans SoftPLC : BATCH_COMPLETED_OK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Décompte du lot - 31
Comptage des lots est un signal de sortie qui affiche le nombre actuel de serrages dans le lot.
Nom dans SoftPLC : BATCH_COUNT
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Lot en cours d’exécution - 32
Indique qu'un lot est en cours d'exécution dans une séquence de lots.
Nom dans SoftPLC : BATCH_RUNNING
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Séquence de lots terminée NOK - 46
Séquence de lots terminée avec un statut NOK.
Nom dans SoftPLC : BATCH_SEQUENCE_NOK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Séquence de lots terminée OK - 45
Séquence de lots terminée avec un statut OK.
Nom dans SoftPLC : BATCH_SEQUENCE_OK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Séquence de lots effectuée - 48
Indique quand une séquence est terminée, à la fois dans le cas d'une séquence de lots terminée OK et d'une séquence de lots terminée NOK.
Nom dans SoftPLC : BATCH_SEQUENCE_COMPLETED
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | Évènement | Booléen | 1 | 1 |
Inverser | Évènement | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Séquence de lots en cours d’exécution - 47
Indique si la Séquence de lots est en cours d’exécution ou non.
Nom dans SoftPLC : BATCHSEQUENCE_RUNNING
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Relais bistable - 40
Le relais bistable est un signal contrôlé par les entrées « Définir relais bistable » et « Réinitialiser relais bistable ».
Après avoir reçu l'entrée « Définir relais bistable », le signal du relais bistable est réglé sur Vrai.
Après avoir reçu l'entrée « Réinitialiser relais bistable », le signal du relais bistable est réglé sur Faux.
Si « Définir relais bistable » ou « Réinitialiser relais bistable » devient faible, le relais bistable conserve son état.
L’état du relais bistable change lorsque « Définir relais bistable » ou « Réinitialiser relais bistable » devient élevé.
Après le redémarrage du coffret, le relais bistable est réglé par défaut sur Faux.
Nom dans SoftPLC : BISTABLE_RELAY
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Alarme d'étalonnage - 138
L’alarme d'étalonnage provenant de la configuration de la maintenance des outils. Fournit un rappel pour le moment où il est temps d’étalonner l'outil.
Nom dans SoftPLC : CALIBRATION_ALARM
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Confirmer dévissage - 206
Indique si le dévissage est sélectionné et s'il est possible de commencer. C'est-à-dire qu'un mode de synchronisation du dévissage ou un programme de dévissage existe et est sélectionné.
Nom dans SoftPLC : CONFIRM_LOOSENING
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Coffret sous tension - 42
Défini sur la valeur Vrai au démarrage du module d’extension E/S
Nom dans SoftPLC : IO_ON
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Lot en cours d’exécution - 180
Lot en cours d'exécution est un signal de sortie qui indique l'indice du lot en cours d'exécution dans une séquence.
Si l'utilisateur utilise un sélecteur de douilles, « Zéro » apparaît si aucune, plusieurs ou une mauvaise douille est sélectionnée.
Si l'utilisateur utilise le mode lot et qu'un lot est en cours d'exécution, « 1 » apparaît pour les configurations du Serrage source.
Nom dans SoftPLC : CURRENT_RUNNING_BATCH_IX
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Commutateur directionnel, CCW - 13
Le commutateur directionnel de l'outil est en position de sens antihoraire.
Nom dans SoftPLC : DIRECTION_SWITCH_CCW
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Commutateur directionnel, CW - 12
Le commutateur directionnel de l'outil est en position de sens horaire.
Nom dans SoftPLC : DIRECTION_SWITCH_CW
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Évènement présent - 161
Indique si un évènement est déclenché. Il est déclenché uniquement sur les accessoires si l'événement nécessite un ACK.
Nom dans SoftPLC : EVENT_PRESENT
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Angle final - 8
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Virgule flottante | 0 | 0 |
Appareils
Bus de terrain : FAUX
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Final Torque - 5
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Virgule flottante | 1 | 1 |
Appareils
Bus de terrain : FAUX
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Angle haut - 10
Le résultat d'angle est trop haut
Nom dans SoftPLC : HIGH_ANGLE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Couple élevé - 7
Le résultat de couple est supérieur à la limite de couple maximum.
Nom dans SoftPLC : HIGH_TORQUE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Identifiant reçu - 100
Nom dans SoftPLC : IDENTIFIER_RECEIVED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Connexion au serveur de licences perdue - 134
Indique que la connexion au serveur de licences d'Atlas Copco a été perdue ou que la synchronisation a échoué. Le signal est effacé lorsque la synchronisation du gestionnaire de licences a été effectuée avec succès
Nom dans SoftPLC : LICENSE_SERVER_CONN_LOST
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Dévissage désactivé - 184
Dévissage désactivé est un signal de sortie qui est activé lorsque le dévissage est verrouillé extérieurement par l'un des signaux suivants :
20003 - Verrouillage du dévissage
20004 - Verrouillage de l'outil activé haut
20033 - Verrouillage de la gestion de poste
20018 - Verrouillage Open Protocol
20021 - Bus de terrain Verrouillage dévissage
20041 - Soft PLC Verrouillage dévissage
20061 - Verrouillage de l'outil activé faible
Nom dans SoftPLC : LOOSENING_DISABLED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Dévissage activé - 185
Dévissage activé est un signal de sortie qui est activé lorsque le dévissage n’est pas verrouillé extérieurement par l'un des signaux suivants :
20003 - Verrouillage du dévissage
20004 - Verrouillage de l'outil activé haut
20033 - Verrouillage de la gestion de poste
20018 - Verrouillage Open Protocol
20021 - Bus de terrain Verrouillage dévissage
20041 - Soft PLC Verrouillage dévissage
20061 - Verrouillage de l'outil activé faible
Nom dans SoftPLC : LOOSENING_ENABLED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Dévissage est verrouillé - 28
Le desserrage est désactivé.
Nom dans SoftPLC : LOOSENING_IS_LOCKED
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Dévissage NOK - 74
Un desserrage incorrect a eu lieu.
Nom dans SoftPLC : LOOSENING_NOK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Dévissage OK - 70
Un dévissage OK a eu lieu.
Nom dans SoftPLC : LOOSENING_OK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Angle faible - 9
Le résultat d'angle est inférieur à la limite d'angle minimum.
Nom dans SoftPLC : LOW_ANGLE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Couple faible - 6
Le résultat de couple est inférieur à la limite de couple minimum.
Nom dans SoftPLC : LOW_TORQUE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Mode manuel - 101
Indique sur tout accessoire pris en charge et configuré le statut du Poste de travail virtuel pour le mode manuel
Nom dans SoftPLC : MANUAL_MODE
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Nombre maxi. de NOK consécutifs atteint - 35
Indique que le compteur de serrages NOK maxi. cohérents est atteint.
Nom dans SoftPLC : MAX_COHERENT_NOK_REACHED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Crowfoot en position ouverte - 89
Outil Crowfoot en position ouverte.
Nom dans SoftPLC : OPEN_END_IN_OPEN_POSITION
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : FAUX
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Open Protocol déconnecté - 95
Si l'option Open Protocol est désactivée dans le Poste de travail virtuel, le signal « Open Protocol déconnecté » est réglé sur Faux.
Si l'option Open Protocol est activée dans le Poste de travail virtuel l' le signal « Open Protocol déconnecté » est réglé sur Vrai.
Lorsqu'au moins un client (plusieurs clients Open Protocol peuvent se connecter au même Poste de travail virtuel) est connecté, le signal « Open Protocol déconnecté » est réglé sur Faux.
Nom dans SoftPLC : OPEN_PROTOCOL_DISCONNECTED
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Alarme d'outil à impulsions Niveau d’huile vide - 167
La surveillance du niveau d'huile configurée dans la maintenance de l'outil, fournit un mécanisme pour rappeler aux utilisateurs quand il est temps de faire le plein d'huile sur un outil à impulsions. Le signal n'avertit pas l'utilisateur lorsque la gâchette est enfoncée.
Le signal est effacé lorsque l'outil est déconnecté ; puis, il est renvoyé par l'outil si la condition prévaut la prochaine fois que l'outil est connecté.
Nom dans SoftPLC : TOOL_OIL_LEVEL_EMPTY
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Prêt pour le démarrage - 29
Si un outil est connecté au poste de travail virtuel, qu'il n'y a pas de serrures de serrage actives, l'arrêt d'urgence n'est pas activé et un Programme de serrage valide est sélectionné, ce signal indique qu'il est possible de commencer un serrage.
Nom dans SoftPLC : READY_TO_START
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Lot restant - 33
Serrages restants dans un lot. Ne peut être vu que sur un écran.
Nom dans SoftPLC : REMAINING_BATCH
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Angle d’approche élevé - 165
Ce signal est actif si l'angle d'approche au niveau du programme est supérieur à celui qui a été défini.
Nom dans SoftPLC : RUNDOWN_ANGLE_HIGH
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Angle d’approche faible - 166
Ce signal est actif si l'angle d'approche au niveau du programme est inférieur à celui qui a été défini.
Nom dans SoftPLC : RUNDOWN_ANGLE_LOW
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Numéro d'identifiant sélectionné - 213
Le numéro d'identifiant d’un programme de serrage sélectionné, 0 si aucun numéro d'identifiant n'est sélectionné.
Nom dans SoftPLC : SELECTED_IDENTIFIER_NUMBER
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Entier | 1 | 16 |
TreatZeroAsOne | État | Entier | 1 | 16 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs. Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
ID Séquence sélectionnée - 84
Affiche l'index de la séquence de lots sélectionnée.
Nom dans SoftPLC : SELECTED_BATCH_SEQUENCE_ID
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Entier | 1 | 16 |
TreatZeroAsOne | État | Entier | 1 | 16 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Programme de serrage sélectionné - 69
L'ID réel du programme de serrage sélectionné, 0 si aucun programme de serrage n'est sélectionné.
Nom dans SoftPLC : SELECTED_PSET_ID
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Entier | 1 | 16 |
TreatZeroAsOne | État | Entier | 1 | 16 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Séquence abandonnée - 160
Signal de sortie si la séquence a été abandonnée.
Nom dans SoftPLC : SEQUENCE_ABORTED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Alarme de l'indicateur maintenance - 137
Alarme de maintenance configurée dans la maintenance de l'outil, fournit un mécanisme pour rappeler aux utilisateurs quand il est temps d’effectuer l’entretien de l'outil.
Nom dans SoftPLC : SERVICE_INDICATOR_ALARM
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Taille de la séquence - 181
Affiche la taille de la séquence en cours d'exécution. Uniquement défini lorsqu'une séquence est chargée et non réinitialisé lorsque la séquence est terminée.
Nom dans SoftPLC : SIZE_OF_RUNNING_SEQUENCE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Poste prêt - 71
Indique lorsque le Poste de travail virtuel est prêt.
Nom dans SoftPLC : STATION_READY
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Couple cible - 30100
Signal affichant le couple cible d'un serrage effectué.
Définir la catégorie d'étape de la dernière étape vers Final. Le sélecteur ST affiche Couple cible uniquement si la dernière étape comporte un couple cible .
Nom dans SoftPLC : STSELECTOR_TARGET_TORQUE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Entier | 1 | 1 |
Appareils
Bus de terrain : FAUX
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Couple cible/final - 30101
Signal affichant alternativement le couple cible/final.
Le couple cible/final se situe entre le couple cible et le couple final si un programme de serrage sélectionné est mis à jour ou si un nouveau programme de serrage est sélectionné.
Définir la catégorie d'étape de la dernière étape vers Final. Le sélecteur ST affiche Couple cible uniquement si la dernière étape comporte un couple cible .
Nom dans SoftPLC : STSELECTOR_TARGET_FINAL_TORQUE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Entier | 1 | 1 |
Appareils
Bus de terrain : FAUX
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Sens de filetage, CCW - 26
Le sens de filetage choisi dans le programme de serrage sélectionné est le sens antihoraire.
Nom dans SoftPLC : THREAD_DIRECTION_CCW
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Serrage désactivé - 182
Serrage désactivé est un signal de sortie qui est activé lorsque le serrage est désactivé extérieurement par l'un des signaux suivants :
20002 - Verrouillage serrage
20004 - Verrouillage de l'outil activé haut
20033 - Verrouillage de la gestion de poste
20018 - Verrouillage Open Protocol
20020 - Bus de terrain Verrouillage serrage
20040 - Soft PLC Verrouillage serrage
20061 - Verrouillage de l'outil activé faible
Nom dans SoftPLC : TIGHTENING_DISABLED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Serrage activé - 183
Serrage activé est un signal de sortie qui est activé lorsque le serrage n’est pas désactivé extérieurement par l'un des signaux suivants :
20002 - Verrouillage serrage
20004 - Verrouillage de l'outil activé haut
20033 - Verrouillage de la gestion de poste
20018 - Verrouillage Open Protocol
20020 - Bus de terrain Verrouillage serrage
20040 - Soft PLC Verrouillage serrage
20061 - Verrouillage de l'outil activé faible
Nom dans SoftPLC : TIGHTENING_ENABLED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Serrage est verrouillé - 27
Le serrage est désactivé, il n’est pas possible de réaliser un serrage.
Nom dans SoftPLC : TIGHTENING_IS_LOCKED
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Serrage NOK - 4
Au moins un résultat de serrage ne se trouve pas dans les limites spécifiées.
Nom dans SoftPLC : TIGHTENING_NOK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Serrage OK - 3
Le résultat du serrage se trouve dans les limites spécifiées.
Nom dans SoftPLC : TIGHTENING_OK
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Durée du serrage Élevée - 135
Indique si des serrages NOK ont eu lieu en raison d'un délai d'exécution dépassant le maximum autorisé.
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Durée du serrage Faible - 136
Indique si des serrages NOK ont eu lieu en raison d'un délai d'exécution inférieur au minimum autorisé.
Le signal Durée du serrage Faible fonctionne uniquement pour les Programmes de serrage.
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Batterie de l'outil Faible - 90
Nom dans SoftPLC : TOOL_BATTERY_LOW
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Outil connecté - 73
Indique si un outil est connecté à un Poste de travail virtuel.
Nom dans SoftPLC : TOOL_CONNECTED
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Outil désactivé - 158
Outil désactivé est un signal de sortie qui est activé lorsque l’outil est désactivé extérieurement par l'un des signaux suivants :
20002 - Verrouillage serrage
20003 - Verrouillage du dévissage
20004 - Verrouillage de l'outil activé haut
20033 - Verrouillage de la gestion de poste
20018 - Verrouillage Open Protocol
20020 - Bus de terrain Verrouillage serrage
20021 - Bus de terrain Verrouillage dévissage
20040 - Soft PLC Verrouillage serrage
20041 - Soft PLC Verrouillage dévissage
20061 - Verrouillage de l'outil activé faible
Nom dans SoftPLC : TOOL_DISABLED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Outil activé - 159
Outil activé est un signal de sortie qui est activé lorsque l’outil n’est pas désactivé extérieurement par l'un des signaux suivants :
20002 - Verrouillage serrage
20003 - Verrouillage du dévissage
20004 - Verrouillage de l'outil activé haut
20033 - Verrouillage de la gestion de poste
20018 - Verrouillage Open Protocol
20020 - Bus de terrain Verrouillage serrage
20021 - Bus de terrain Verrouillage dévissage
20040 - Soft PLC Verrouillage serrage
20041 - Soft PLC Verrouillage dévissage
20061 - Verrouillage de l'outil activé faible
Nom dans SoftPLC : TOOL_ENABLED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Fonction de l'outil Bouton enfoncé - 179
Signal de sortie suivant l'état du Bouton de fonction. Le signal est défini lorsque le Bouton de fonction est enfoncé et effacé lorsque le Bouton de fonction est relâché. Pas pour une utilisation critique dans le cas d'outils à batterie.
Nom dans SoftPLC : FUNCTION_BUTTON_PRESSED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Santé de l’outil OK - 103
Santé de l'outil OK est élevée lorsqu'il n'y a pas d'erreur d'outil, tandis que Santé de l'outil OK est faible lorsque l'une des erreurs d'outil suivantes est définie :
Surchauffe de l'outil
Réglage fin du moteur de l'outil nécessaire
Clé ouverte non réglée
Fichier de paramètres d'outil non pris en charge
Batterie outil vide
Échec de supervision de la gâchette d'outil
Câble d'outil non pris en charge
Échec mémoire de l'outil
Mémoire de l'outil corrompue
Périodicité d'entretien de l'outil expirée
Version logicielle de l'outil non concordante
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Miroir LED vert de l'outil - 98
Signal affichant l'état de la LED verte de l'outil sur un accessoire.
Le signal Miroir LED vert de l'outil est réglé sur Vrai, si la LED verte de l'outil est allumée/clignotante.
Le signal Miroir LED vert de l'outil est réglé sur Faux, si la LED verte de l'outil est éteinte.
Nom dans SoftPLC : TOOL_RESULT_LED_GREEN
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Miroir LED rouge de l'outil - 97
Signal affichant l'état de la LED rouge de l'outil sur un accessoire.
Le signal Miroir LED rouge de l'outil est réglé sur Vrai, si la LED rouge de l'outil est allumée/clignotante.
Le signal Miroir LED rouge de l'outil est réglé sur Faux, si la LED rouge de l'outil est éteinte.
Nom dans SoftPLC : TOOL_RESULT_LED_RED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Miroir LED jaune de l'outil - 99
Signal affichant l'état de la LED jaune de l'outil sur un accessoire.
Le signal Miroir LED jaune de l'outil est réglé sur Vrai, si la LED jaune de l'outil est allumée/clignotante.
Le signal Miroir LED jaune de l'outil est réglé sur Faux, si la LED jaune de l'outil est éteinte.
Nom dans SoftPLC : TOOL_RESULT_LED_YELLOW
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Dévissage outil - 22
Indique que l'outil effectue un dévissage.
Nom dans SoftPLC : TOOL_LOOSENING
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Rotation de l'outil, CCW - 25
L'outil tourne dans le sens antihoraire pour les vis présentant un filetage à gauche.
Nom dans SoftPLC : TOOL_ROTATION_CCW
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Rotation de l'outil, CW - 24
L'outil tourne dans le sens horaire pour les vis présentant un filetage à droite.
Nom dans SoftPLC : TOOL_ROTATION_CW
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Outil en cours d’exécution - 23
Indique que l'outil tourne (sens des aiguilles d'une montre [CW] ou sens inverse [CCW]).
Nom dans SoftPLC : TOOL_RUNNING
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Serrage outil - 21
Indique que l'outil effectue un serrage.
Nom dans SoftPLC : TOOL_TIGHTENING
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : FAUX
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Outils dans position zéro - 210
Le signal de sortie Outils dans position zéro est uniquement disponible pour un outil portatif.
Le signal de sortie Outils dans position zéro définit si l’outil est en position initiale, par exemple à la fin d’une étape position avant ou arrière.
Le signal n'est pas mis à jour en temps réel, donc si l'outil, pour une raison quelconque, est déplacé hors de sa position, le signal ne fonctionnera pas.
Nom dans SoftPLC : TOOLS_IN_ZERO_POSITION
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Événement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
Connexion avec ToolsNet perdue - 133
Indique si la connexion activée entre ToolsNet et le coffret a été interrompue ou fonctionne comme prévu.
Nom dans SoftPLC : TOOLSNET_CONNECTION_LOST
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Connexion avec ToolsTalk perdue - 208
Indique si la connexion activée entre ToolsTalk et le coffret a été interrompue ou fonctionne comme prévu.
Nom dans SoftPLC : TOOLSTALK_CONNECTION_LOST
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Nombre total restant dans la séquence - 205
Le nombre de serrages restants à effectuer dans une séquence de lots.
Nom dans SoftPLC : TOTAL_REMAINING_SEQ_COUNT
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 16 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Nombre total dans la séquence - 204
Le nombre de serrages effectués dans une séquence de lots.
Nom dans SoftPLC : TOTAL_SEQ_COUNTER
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 16 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Panneau de commande : FAUX
Fonctions de l’outil : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
TLS Tag : FAUX
Module d'extension E/S : FAUX
Taille totale de la séquence - 203
Le nombre total de serrages à effectuer dans une séquence de lots.
Nom dans SoftPLC : TOTAL_SEQ_SIZE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 16 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : FAUX
E/S internes : FAUX
Module d'extension E/S : FAUX
Panneau de commande : FAUX
Sélecteur ST : VRAI
Colonne lumineuse : FAUX
Fonctions de l’outil : FAUX
TLS Tag : FAUX
Gâchette enfoncée - 11
Indique que la gâchette de l'outil a été pressée.
Nom dans SoftPLC : TRIGGER_PRESSED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Signaux d'entrée/sortie
Désactiver les commandes Open Protocol - 10060
Désactive la possibilité d'envoyer des commandes par Open Protocol au Poste de travail virtuel.
Nom dans SoftPLC : DISABLE_OPEN_PRTCOL_CMDS
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Surveillance externe 1 - 10035
Surveillance externe 1 est un signal d'entrée/sortie qui n'est pas lié à une fonction spécifique du coffret et peut être utilisé pour des besoins spécifiques du client.
Nom dans SoftPLC : EXTERNAL_MONITORED_1
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Surveillance externe 2 - 10036
Surveillance externe 2 est un signal d'entrée/sortie qui n'est pas lié à une fonction spécifique du coffret et peut être utilisé pour des besoins spécifiques du client.
Nom dans SoftPLC : EXTERNAL_MONITORED_2
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Surveillance externe 3 - 10037
Surveillance externe 3 est un signal d'entrée/sortie qui n'est pas lié à une fonction spécifique du coffret et peut être utilisé pour des besoins spécifiques du client.
Nom dans SoftPLC : EXTERNAL_MONITORED_3
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Surveillance externe 4 - 10038
Surveillance externe 4 est un signal d'entrée/sortie qui n'est pas lié à une fonction spécifique du coffret et peut être utilisé pour des besoins spécifiques du client.
Nom dans SoftPLC : EXTERNAL_MONITORED_4
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Surveillance externe 5 - 10039
Surveillance externe 5 est un signal d'entrée/sortie qui n'est pas lié à une fonction spécifique du coffret et peut être utilisé pour des besoins spécifiques du client.
Nom dans SoftPLC : EXTERNAL_MONITORED_5
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Surveillance externe 6 - 10040
Surveillance externe 6 est un signal d'entrée/sortie qui n'est pas lié à une fonction spécifique du coffret et peut être utilisé pour des besoins spécifiques du client.
Nom dans SoftPLC : EXTERNAL_MONITORED_6
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Surveillance externe 7 - 10041
Surveillance externe 7 est un signal d'entrée/sortie qui n'est pas lié à une fonction spécifique du coffret et peut être utilisé pour des besoins spécifiques du client.
Nom dans SoftPLC : EXTERNAL_MONITORED_7
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Surveillance externe 8 - 10042
Surveillance externe 8 est un signal d'entrée/sortie qui n'est pas lié à une fonction spécifique du coffret et peut être utilisé pour des besoins spécifiques du client.
Nom dans SoftPLC : EXTERNAL_MONITORED_8
Convertisseur | Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|---|
Standard | État | Booléen | 1 | 1 |
Inverser | État | Booléen | 1 | 1 |
Pour éviter les signaux dupliqués, il est possible de définir des Convertisseurs de valeurs.
Les convertisseurs sont utilisés pour prendre en charge plus d'une représentation du même signal (par exemple, l'état de l'angle/couple peut être représenté par bit ou par un caractère d'état).
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
LED verte outil clignotante (protocole externe) - 10058
Nom dans SoftPLC : FLASH_TOOL_GREEN_LED
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
Évènement | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : FAUX
Module d'extension E/S : VRAI
E/S générique 1 - 50
Entrée/Sortie 1 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_1
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 2 - 51
Entrée/Sortie 2 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_2
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 3 - 52
Entrée/Sortie 3 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_3
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 4 - 53
Entrée/Sortie 4 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_4
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 5 - 54
Entrée/Sortie 5 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_5
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 6 - 55
Entrée/Sortie 6 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_6
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 7 - 56
Entrée/Sortie 7 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_7
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 8 - 57
Entrée/Sortie 8 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_8
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 9 - 58
Entrée/Sortie 9 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_9
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
E/S générique 10 - 59
Entrée/Sortie 10 utilisée pour Open Protocol.
Nom dans SoftPLC : GENERIC_IO_10
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Entier | 1 | 8 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : VRAI
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Outil dans l'espace de production - 93
Nom dans SoftPLC : TOOL_IN_PRODUCT_SPACE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Outil dans l'espace de travail - 92
Nom dans SoftPLC : TOOL_IN_WORK_SPACE
Type de signal | Type de valeur | Taille mini. [bit] | Taille maxi. [bit] |
|---|---|---|---|
État | Booléen | 1 | 1 |
Appareils
Bus de terrain : VRAI
Coffret indicateur : VRAI
E/S internes : VRAI
Panneau de commande : VRAI
Fonctions de l’outil : VRAI
Sélecteur ST : FAUX
Colonne lumineuse : VRAI
TLS Tag : VRAI
Module d'extension E/S : VRAI
Licences tierces
Liste des licences tierces
Les coffrets Power Focus intègrent des composants tiers dont les licences nous obligent à publier des copies de la langue de la licence et/ou des avis de copyright. Conformément à ces exigences, voici des copies des licences. Veuillez cliquer sur l'une des licences ci-dessous pour afficher une copie du texte de la licence.
Software | Version | Licenses |
|---|---|---|
acl | 2.2.52 | |
alsa-lib | 1.1.2 | |
alsa-state | 0.2.0 | |
alsa-tools | 1.1.0 | |
alsa-utils | 1.1.2 | |
anybus | 1.1 |
|
atftp | 0.7.1 + gitAUTOINC + be3291a18c | |
attr | 2.4.47 | |
barebox | 2018.06.0 | |
base-files | 3.0.14 | |
base-files-px2-base | 1.0 | |
base-passwd | 3.5.29 | |
bash | 4.3.30 | |
bash-completion | 2.4 | |
bluez5 | 5.41 | |
boost | 1.61.0 | |
busybox-px2base | 1.24.1 | |
bzip2 | 1.0.6 | |
ca-certificates | 20160104 | |
cppunit | 1.13.1 | |
cryptodev-linux | 1.8 | |
curl | 7.50.1 | |
db | 3.0.35 | |
dbus | 1.10.10 | |
dhcp | 4.3.4 | |
dosfstools | 4.0 | |
dt-utils | 2017.03.0 | |
e2fsprogs | 1.43 | |
ecryptfs-tools | 1.0 | |
elfutils | 0.166 | |
eudev | 3.2.2 | |
expat | 2.2.0 | |
fbset | 2.1 | |
fb-test | 1.1.0 | |
fcgi | 2.4.0 | |
finit | 3.1 | |
firmware-imx | 5.4 |
|
flac | 1.3.1 | |
flatbuffers | 1.9.0 | |
fruit | 3.4.0 + gitAUTOINC + ece0f7218c | |
fuse | 2.9.4 | |
gcc-runtime | 6.2.0 | |
gdb | 8.0.1 | |
gdbm | 1.12 | |
glib-2.0 | 2.48.2 | |
glibc | 2.24 | |
gmp | 6.1.1 | |
gnutls | 3.5.3 | |
grep | 2.25 | |
gstreamer1.0 | 1.8.3 | |
gstreamer1.0-plugins-base | 1.8.3 | |
hostpad | 2.6 | |
htop | 1.0.3 | |
icu | 57.1 | |
init-ifupdown | 1.0 | |
initscripts | 1.0 | |
iproute2 | 4.7.0 | |
iptables | 1.6.0 | |
ipwatchd | 1.2 | |
iw | 4.7 | |
json-spirit | 4.08 | |
keyutils | 1.5.9 | |
kmod | 23 + gitAUTOINC + 65a885df5f | |
kmsfbwrap-px2base | 12.0 | |
libarchive | 3.2.2 | |
libbsd | 0.8.3 |
|
libcap | 2.25 | |
libdrm | 2.4.70 | |
libestr | 0.1.10 | |
libevent | 2.0.22 | |
libfastjson | 0.99.4 | |
libffi | 3.2.1 | |
libgcc | 6.2.0 | |
libgcrypt | 1.7.3 | |
libgpg-error | 1.24 | |
libidn | 1.33 | |
libite | 2.0.2 | |
libjpeg-turbo | 1.5.0 | |
liblogging | 1.0.5 | |
libnet | 1.2-rc3 | |
libnfsidmap | 0.25 | |
libnl | 3.2.28 | |
libogg | 1.3.2 | |
libpcap | 1.8.1 | |
libpcre | 8.39 | |
libpng | 1.6.24 | |
librcf | 2.2.0.0 | |
libsamplerate0 | 0.1.8 | |
libsndfile1 | 1.0.27 | |
libtinyxml | 2.6.2 | |
libtirpc | 1.0.1 | |
libuev | 2.2.0 | |
libusb1 | 1.0.20 | |
libvorbis | 1.3.5 | |
libxml2 | 2.9.4 | |
libxslt | 1.1.29 | |
lighttpd | 1.4.51 | |
linux-atlas | 4.14 | |
linux-libc-headers | 4.14.13 | |
logrotate | 3.9.1 | |
lua | 5.1.5 | |
luabind | git | |
lzo | 2.09 | |
lzop | 1.03 | |
memlog | 2.0 | |
mesa | 12.0.1 | |
mg | 20161005 |
|
minizip | 1.2.8 | |
mmc-utils | 0.1 | |
mtd-utils | 1.5.2 | |
nano | 2.2.5 | |
ncurses | 6.0 + 20160625 | |
netbase | 5.3 | |
netcat-openbsd | 1.105 | |
nettle | 3.2 | |
nfs-utils | 2.1.1 | |
ntp | 4.2.8p8 | |
openssh | 7.6p1 | |
openssl | 1.0.2n | |
opkg | 0.3.3 | |
opkg-arch-config | 1.0 | |
opkg-utils | 0.3.2 + gitAUTOINC + 3ffece9bf1 | |
orc | 0.4.25 | |
os-release | 1.0 | |
packagegroup-atlas-qt5 | 1.0 | |
packagegroup-atlas-sxb | 1.0 | |
packagegroup-base | 1.0 | |
packagegroup-core-boot | 1.0 | |
packagegroup-core-eclipse-debug | 1.0 | |
packagegroup-core-nfs | 1.0 | |
packagegroup-core-ssh-openssh | 1.0 | |
packagegroup-px2it | 1.0 | |
parted | 3.2 | |
perl | 5.22.1 | |
pm-utils | 1.4.1 | |
poco | 1.9.0 | |
pointercal | 0.0 | |
popt | 1.16 | |
procps | 3.3.12 | |
protobuf | 2.6.1 + gitAUTOINC + bba83652e1 | |
python | 2.7.12 | |
qtbase | 5.7.1 + gitAUTOINC + a55f36211e | |
qtdeclarative | 5.7.1 + gitAUTOINC + 2a992040e2 | |
qtlocation | 5.7.1 + gitAUTOINC + de5be121d8 | |
qtsensors | 5.7.1 + gitAUTOINC + 5a57beaaa5 | |
qtwebkit | 5.7.1 + gitAUTOINC + 76e2732f01 | |
qtwebsockets | 5.7.1 + gitAUTOINC + 60cede232a | |
qtxmlpatterns | 5.7.1 + gitAUTOINC + 89dbcc4f80 | |
rauc | 0.4 | |
readline | 6.3 | |
rpcbind | 0.2.3 | |
rsync | 3.1.2 | |
rsyslog | 8.22.0 | |
run-postinsts | 1.0 | |
shadow | 4.2.1 | |
shadow-security | 4.2.1 | |
sqlite3 | 3.14.1 |
|
squashfs-tools | 5.7.1 + gitrAUTOINC + 9c1db6d13a |
|
st-load | 1.0 |
|
stm32flash | git | |
strace | 4.13 | |
sysfsutils | 2.1.0 | |
sysvinit-bootlogd | 2.88dsf | |
tcf-agent | 1.4.0 + gitAUTOINC + 2dddd5f440 | |
tcpdump | 4.7.4 | |
tcp-wrappers | 7.6 | |
tslib | 1.1 | |
tzdata | 2016i |
|
u-boot-atlas | 2017.09 | |
u-boot-fw-utils | 2017.09 | |
unzip | 6.0 | |
usbutils | 008 | |
util-linux | 2.28.1 | |
wireless-tools | 30.pre9 | |
wpa-supplicant | 2.5 | |
xerces-c | 2.7.0 | |
xz | 5.2.2 |
|
yaml-cpp | 0.6.2 | |
zip | 3.0 | |
zlib | 1.2.8 |