磨尖触针
为了获得最佳效果,请使用安装在车床中的刀架砂轮机上的金刚石砂轮。先用编号为 37C4006V 的 Norton 砂轮或同等产品进行抛光,然后用编号为 A935K500 的金刚砂纸或同等产品抛光到 10-15 微米的光洁度。如果没有此类设施,可在台式砂轮机上使用 19A 60L8V Norton 砂轮磨尖触针。
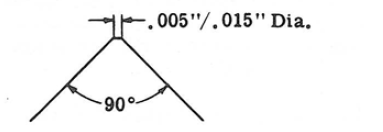
磨削至 90° 夹角,尖部直径为 0.005“ 至 0.015” 。
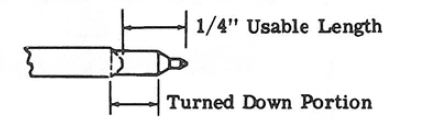
可将触针磨至触针座末端的翻折部分被磨掉为止。
这将提供大约 1/4 英寸的触针可用长度,如下图所示。
为了获得最佳效果,请使用安装在车床中的刀架砂轮机上的金刚石砂轮。先用编号为 37C4006V 的 Norton 砂轮或同等产品进行抛光,然后用编号为 A935K500 的金刚砂纸或同等产品抛光到 10-15 微米的光洁度。如果没有此类设施,可在台式砂轮机上使用 19A 60L8V Norton 砂轮磨尖触针。
磨削至 90° 夹角,尖部直径为 0.005“ 至 0.015” 。
可将触针磨至触针座末端的翻折部分被磨掉为止。
这将提供大约 1/4 英寸的触针可用长度,如下图所示。









































