P2506
Engraving pen
产品信息
一般信息
安全警示语
危险、警告、小心和注意等安全警示语的意思如下:
危险 | 危险表示一种危险的情况,如果不能避免,将会导致死亡或严重伤害。 |
警告 | 警告表示一种危险的情况,如果不能避免,可能导致死亡或严重伤害。 |
小心 | 小心与安全警告标志一起使用,表示一种危险的情况,如果不能避免,可能会导致轻微或中等程度的伤害。 |
注意 | 注意用于指示与个人伤害无关的操作。 |
质保
产品保修期将在 Atlas Copco 配送中心发货后的 12+1 个月后到期。
保修不包括部件正常的磨损和断裂。
“正常磨损和断裂部件”是指在工具常规维护期内,需要更换、进行其他调整/大修的部件(以时间、运行时数或其他形式表示)。
产品保修以工具及组件的正常使用、维护和修理为前提。
本保修不适用于在保修有效期内因维护保养不当或由 Atlas Copco 及其授权维修服务合作伙伴之外的他方进行维修保养而造成的损坏部件。
要避免工具零配件损坏或断裂,请按建议的维护周期保养工具并严格遵守说明操作。
保修类修理仅在 Atlas Copco 维修间或由获得授权的维修服务合作伙伴处理。
Atlas Copco 通过 ToolCover 合约提供延保及最佳的预防维护服务。有关详情,请联系您当地的服务代表。有关详情,请联系您当地的服务代表。
电动马达:
保修仅适用于未打开过的电动马达。
网站
有关我们的产品、配件、备件和已发布事项的信息,请访问 Atlas Copco 网站。
请访问:www.atlascopco.com.
ServAid
ServAid 是一个持续更新的门户网站,含有技术信息,例如:
法规和安全信息
技术数据
安装、操作和维修说明
备件列表
附件
尺寸图
请访问:https://servaid.atlascopco.com.
如需进一步的技术信息,请联系您当地的 Atlas Copco代表。
安全数据表 MSDS/SDS
安全数据表描述了 Atlas Copco销售的化学产品。
有关更多信息,请访问 Atlas Copco网站 www.atlascopco.com/sds。
原产地
对于原产地,请参见产品标签上的信息。
尺寸图
尺寸图可以在尺寸图存档或 ServAid 上找到。
请访问:http://webbox.atlascopco.com/webbox/dimdrw或 https://servaid.atlascopco.com。
概览
产品技术数据
产品技术数据可以在 ServAid 或 Atlas Copco网站上找到。
请访问:https://servaid.atlascopco.com或 www.atlascopco.com。
保养概述
维修建议
建议定期进行预防性维护。请参见预防性维护的详细信息。如果产品工作不正常,请勿运行并对其检查。
如果未包含预防性维护的详细信息,须遵守一般操作指南:
彻底清洗相应的零部件
更换任何故障或磨损零部件
安装
安装要求
空气质量
要获得最佳性能和最长的产品使用寿命,我们建议使用最大露点为 +10°C (50°F) 的压缩空气。我们还建议安装 Atlas Copco 制冷型空气干燥器。
使用单独的空气过滤器,可以滤掉 30 微米以上的固体颗粒和 90% 以上的液态水。尽量靠近产品安装过滤器并在任何其他空气处理装置之前安装,以防压力下降。
对于脉冲/冲击工具,确保使用专门针对这些工具调节过的润滑器。常规润滑器加的油太多,会因为马达中的油过多而降低工具性能。
在连接至工具前,确保软管和连接器清洁且无灰尘。
经过润滑和无需润滑的产品均可从润滑器提供的少量润滑油获益。
空气润滑导管
建议的空气润滑器:
Atlas Copco Optimizer(1 升)9090 0000 04
Q8 Chopin 46
壳牌气动工具润滑油 S2 A 320
安装说明
安装振动工具
建议在振动工具和快换接头之间插入至少长 300 mm (12") 的挠性软管用于通入压缩空气。
操作
人体工学指导准则
通读此一般人体工学指导准则列表时考虑您的工作台,找出在姿势、组件放置或工作环境方面可以改进的地方。
请频繁地间歇并更换作业位置。
根据需求和工作任务调整工作台区域。
通过确定需要放置零件和工具的位置调整出方便的范围,避免静态运功。
使用工作台设备,例如适合工作任务的桌椅。
避免作业位置高于肩部水平线或在装配操作期间静态持握工具。
在肩部水平线以上位置作业时,通过减轻工具重量来减少静态的肩部肌肉负担,例如使用扭矩臂、软管卷盘或重量平衡器。您也可以通过在近身位置持握工具来减轻静态的肩部肌肉负担。
经常休息。
避免肩部或腕部使用极端姿势,尤其在需要使用一定力量的操作过程中。
调整出方便的视野,使眼睛和头部的运动最少。
处理工作任务时使用适当的照明。
处理工作任务时选择适当的工具。
在嘈杂的环境中,请使用护耳设备。
使用高质量插入式工具和消耗品以最大限度减少暴露于过度振动的情况。
尽量减少在反作用力情况下的暴露。
切割时:
如果切割轮弯曲或者未正确予以引导,则切割轮可能会卡住。针对切割轮使用正确的法兰,并在操作过程中避免弯曲切割轮。
钻孔时:
当钻头打穿时,钻孔机可能会停转。如果停转扭矩高,请使用支撑手柄。安全标准 ISO11148 第 3 部分建议,对于枪柄式工具使用可吸收 10 Nm 以上反作用扭矩的设备,对于直柄式工具,使用可吸收 4 Nm 以上反作用扭矩的设备。
使用直接驱动螺丝刀或扳手时:
反作用力取决于工具的设置和连接件的特性。力量和姿势决定了操作员可以承受的反作用力大小。调整扭矩设置,以适合操作人员的力量和姿势,如果扭矩过高,则使用扭矩臂或反作用杆。
在多尘环境中,请使用除尘系统或戴口罩。
操作说明
修改触针和凿子
将气缸套筒从进气口和气缸组件上松开(右旋螺纹)。
从套筒上拆下进气口和气缸组件。注意不要损坏 O 形圈。
将触针从气缸套筒中取出。
确保两个 O 形圈装在铁砧肩部的下方。
将铁砧放入气缸套筒中(小端朝下)。摇晃套筒,直到铁砧的小头进入套筒底部的孔中。
硬化毛坯凿子
毛坯凿子是为特殊作业提供的。可将它加热并成型为任何想要的形状。
为了使凿子在成型后硬化,要将其加热至樱桃红色并在油中淬火。用砂纸打磨表面,并重新加热至浅麦色。
如果有热处理设施,可通过加热至 1550°F 硬化 5 分钟,在油中淬火,并在 425°F 下拉拔 1 小时。硬度应为 55-60 Re。
磨尖触针
为了获得最佳效果,请使用安装在车床中的刀架砂轮机上的金刚石砂轮。先用编号为 37C4006V 的 Norton 砂轮或同等产品进行抛光,然后用编号为 A935K500 的金刚砂纸或同等产品抛光到 10-15 微米的光洁度。如果没有此类设施,可在台式砂轮机上使用 19A 60L8V Norton 砂轮磨尖触针。
磨削至 90° 夹角,尖部直径为 0.005“ 至 0.015” 。
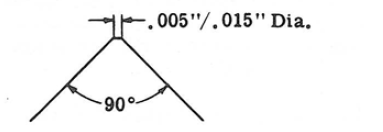
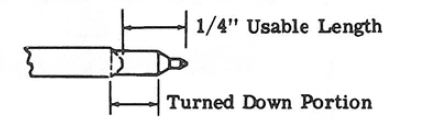
可将触针磨至触针座末端的翻折部分被磨掉为止。
这将提供大约 1/4 英寸的触针可用长度,如下图所示。
操作工具
要启动工具,将套筒阀指示器大约转动到操作范围的中点。必要时,用触针轻轻敲击砂轮台以启动活塞。启动后,调整套筒阀以适应工作速度。触针会在所需的深度处做一个标记。
顺时针旋转套筒阀可打开工具。
逆时针旋转套筒阀可关闭工具。
此工具可在硬度达 RC64 的材料上做标记。在这类硬度的材料上标记时,应确保用节流阀调节触针的冲击力,以便触针能打出清晰的标记,且不超过此范围。如果在加工非常坚硬的材料时用力驱动触针,有可能造成触针尖部过度磨损和断裂。
操作工具时,请勿压住工件让触针钻入。而应引导工具,让触针自然完成工作。工具应与工作表面的垂线保持大约 15° 的角度,以便平滑划线,并尽量减少对触针尖部一侧过度用力。
使用凿子时,必须像使用錾锤一样将工具顶在工件上。在较软的材料上使用该工具时应全开节流阀,并通过改变节流阀设置来调节作业速度。这样,操作员就可以完全控制工具。操作员对工具施加的力度大小会直接影响凿击。在开始或停止工作时施加较轻的力,可使工具得到良好的控制。
维修
维护说明
维修建议
建议定期进行预防性维护。请参见预防性维护的详细信息。如果产品工作不正常,请勿运行并对其检查。
如果未包含预防性维护的详细信息,须遵守一般操作指南:
彻底清洗相应的零部件
更换任何故障或磨损零部件
维护

不要拆下安全相关的部件。当这些部件损坏时必须整体更换。
确保遵守维修说明和建议的维修间隔。
如果工具每天都使用,请每三个月拆下并检查工具一次。
更换任何损坏、磨损或功能不正常的部件。
必须由合格人员使用原装备件进行维护和修理工作。如果需要关于技术维修的建议或者需要备件,请联系 Atlas Copco 代表。
务须确保工具断开与能源的连接,以免意外运行。
请遵守当地的国家环境法规,安全处理和弃置所有组件。
为了将停机时间保持在最低限度,请使用合适的维修套件。
润滑说明
润滑
使用空气管路润滑器,将空气润滑导管中建议的润滑器之一调整为每分钟两滴。
拆装说明
拆卸工具
拆卸工具时,使用一个 3/32” 冲头拆下滚销。
将工具牢牢地支撑在适当的表面上,小心地将销敲出,避免损坏气缸或进气口。切勿弄丢滚销。拆卸套筒阀时,将套筒上的标记对准进气口上的 OFF,以避免切到 O 形圈。
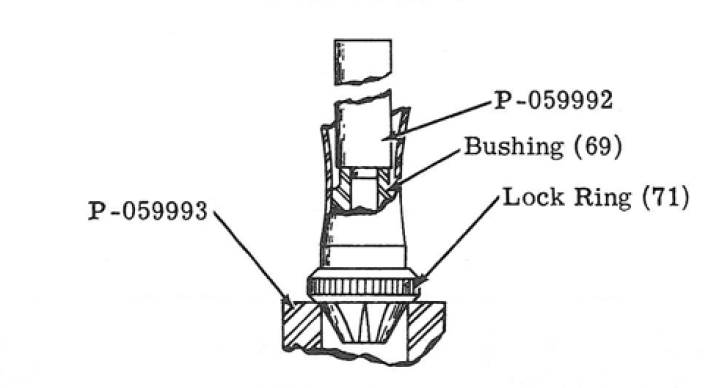
要拆下 P-059993 支架孔上的附件衬套支撑锁环,请使用 P-059992 冲子从套筒内部将衬套从气缸套筒中压出。
组装工具
组装带套筒阀 (14") 的进气口时,先用高品质橡胶润滑剂稍微润滑 O 形圈,然后将其放置在进气口中的沉头通气孔中。润滑两个 O 形圈,然后将其组装到通气孔两侧的凹槽中。为避免切到通气孔中的 O 形圈,请将阀门上的指示标记对准进气口上的 OFF,然后小心地将阀门滑到进气口上。将挡圈放在进气口的凹槽中,润滑第三个 O 形圈,然后将其安装在挡圈凹槽与进气口螺纹之间的肩部旁的凹槽中。确保该 O 形圈组装在细脊与肩部之间,以防止 O 形圈被压入进气口螺纹中。
在气缸中安装新活塞时,可能需要重叠活塞,以确保紧密自然地贴合在气缸中。活塞中的 12-24 号 UNC 内螺纹允许在此操作过程中进行处理。组装前,使用优级精细研磨膏,彻底清洁零件并使用推荐的气动工具油进行润滑。
组装活塞和气缸后,润滑并将 O 形圈安装在进气口上,然后小心地将气缸滑到进气口上。注意不要损坏 O 形圈。对准气缸和进气口中的横向孔,然后小心地安装滚销,使其穿过零件。牢固支撑零件,避免在驱动滚销时损坏零件。
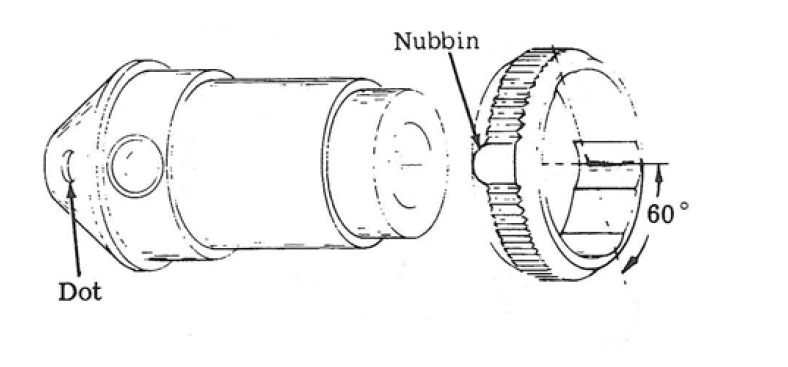
将 O 型圈和 1/8’’ 钢球装入附件衬套中,使用润滑剂将其安装到位。润滑并将 5/32” 钢球组装到较大的开口中。参照下面的图示,将锁环上光滑处的凸起对准附件衬套上的小圆点。凸起应位于锁环朝向衬套的一侧。将环滑到衬套上。将衬套上的点与气缸套筒上的六角的任意一角对齐,然后将衬套压入套筒内,直至衬套肩部。
疑难解答
故障排除
由于活塞和气缸之间的间隙很近,气源中的异物可能导致活塞粘连。为避免此问题,请拆下气缸套筒,将滚销从气缸和进气口中敲出,然后从气缸中拆下活塞。彻底清洁所有零件,吹干并使用推荐的气动工具油进行润滑。检查活塞的间隙和自由运动情况,然后重新组装工具。
若要拆下套筒阀,请先拆下挡圈和进气口螺纹之间的 O 形圈,拆下挡圈,将套筒阀置于 OFF 位置,然后将阀从进气口上拔下。检查 O 形圈,如有磨损需进行更换,重新润滑并重新组装。请勿过度润滑沉头通气孔中的 O 形圈,否则可能会阻碍气流。