P2506
Engraving pen
Informations produit
Informations générales
Signalétique de sécurité
Les mots Danger, Avertissement, Attention et Avis ont la signification suivante :
DANGER | DANGER indique une situation dangereuse qui, si elle n'est pas évitée, entraînera des accidents graves voire mortels. |
AVERTISSEMENT | AVERTISSEMENT indique une situation dangereuse qui, si elle n'est pas évitée, pourrait entraîner des accidents graves voire mortels. |
ATTENTION | Le mot ATTENTION accompagné du symbole d'alerte de sécurité indique une situation dangereuse qui, si elle n'est pas évitée, pourrait entraîner des accidents mineurs ou modérés. |
AVIS | AVIS sert à aborder des pratiques sans rapport avec un risque d'accident corporel. |
Garantie
La garantie du produit expirera 12+1 mois après l’expédition depuis de Centre de distribution de Atlas Copco.
L'usure normale des pièces n'est pas comprise dans la garantie.
L'usure normale est celle nécessitant un changement de pièces ou autres opérations de réglage et de révision pendant l'entretien courant de l'outil pendant la période donnée (exprimée en temps, heures de fonctionnement ou autres).
La garantie du produit repose sur une utilisation correcte, un entretien normal et des réparations appropriées de l'outil et de ses composants.
La détérioration des pièces consécutive à un entretien inadéquat ou réalisé par des parties autres que Atlas Copco ou ses partenaires d'entretien agréés pendant la période de garantie ne sera pas prise en charge.
Pour éviter la détérioration ou la destruction de certaines parties de l'outil, il convient de procéder à l'entretien de ce dernier conformément aux périodicités d'entretien recommandées et de suivre les bonnes consignes.
Les réparations dans le cadre de la garantie ne sont effectuées que dans les ateliers de Atlas Copco ou par des partenaires d'entretien agréés.
Atlas Copco propose une extension de garantie et un entretien préventif à la pointe de la technologie par le biais de ses contrats ToolCover. Pour en savoir plus, s'adresser au représentant SAV local.
Pour les moteurs électriques :
La garantie ne s'appliquera que si le moteur électrique n'a pas été ouvert.
Site web
Des informations à propos de nos Produits, Accessoires, Pièces de rechange et Documentation sont disponibles sur le site Web de Atlas Copco.
Veuillez consulter : www.atlascopco.com.
ServAid
ServAid est un portail qui est constamment mis à jour et qui contient des Information techniques, comme :
Informations réglementaires et sur la sécurité
Caractéristiques techniques
Instructions d'installation, d'utilisation et d'entretien
Nomenclatures de pièces détachées
Accessoires
Plans cotés
Veuillez consulter : https://servaid.atlascopco.com.
Pour plus d'Informations techniques, veuillez contacter votre représentant local Atlas Copco.
Fiches de données de sécurité FDS
Les Fiches de données de sécurité décrivent les produits chimiques vendus par Atlas Copco.
Veuillez consulter le site Web Atlas Copco pour plus d'informations www.atlascopco.com/sds.
Pays d'origine
Pour le Pays d'origine, veuillez vous reporter aux informations figurant sur l'étiquette du produit.
Plans cotés
Les Plans cotés sont soit disponibles dans l’Archive des plans cotés, soit sur ServAid.
Veuillez consulter : http://webbox.atlascopco.com/webbox/dimdrw ou https://servaid.atlascopco.com.
Aperçu
Caractéristiques techniques produit
Les Caractéristiques techniques produit peuvent être consultées sur ServAid ou sur le site Web d’Atlas Copco.
Veuillez consulter : https://servaid.atlascopco.com ou www.atlascopco.com.
Présentation de l'entretien
Recommandations pour l'entretien
Il est recommandé de procéder à une maintenance préventive à intervalles réguliers. Voir les informations détaillées sur la maintenance préventive. Si le produit ne fonctionne pas correctement, le mettre hors service et le contrôler.
Si aucune information détaillée à propos de la maintenance préventive n'est incluse, suivre ces directives générales :
Nettoyer les pièces appropriées avec soin
Remplacer toute pièce défectueuse ou usée
Installation
Configuration minimum d'installation
Qualité de l'air
Pour obtenir des performances optimales et une durée de vie maximale du produit, nous recommandons d'utiliser de l'air comprimé avec un point de rosée maximum de +10°C (50°F). Nous recommandons également d'installer un déshydrateur d'air à réfrigération Atlas Copco.
Utiliser un filtre à air séparé qui retient les particules solides supérieures à 30 microns et plus de 90% de l'eau liquide. Poser le filtre le plus près possible du produit et avant toute autre unité de traitement d'air pour éviter la chute de pression.
Pour les outils à impulsions/impact, utiliser des lubrificateurs réglés pour ces outils. Les lubrificateurs standard ajoutent trop d’huile, ce qui diminue la performance de l’outil, car il y aura trop d’huile dans le moteur.
S'assurer que le flexible et les raccords sont propres et exempts de toute poussière avant de les relier à l'outil.
Une petite quantité d'huile fournie par un lubrificateur sera bénéfique aussi bien aux produits lubrifiés qu'aux produits non lubrifiés.
Guide de lubrification air et huile
Lubrificateurs d'air recommandés :
Atlas Copco Optimizer (1 litre) 9090 0000 04
Q8 Chopin 46
Huile pour outils pneumatiques Shell S2 A 320
Instructions d’installation
Installation d’outils vibrants
Il est recommandé d'insérer une longueur minimale de 300 mm (12") de tuyau souple pour air comprimé entre un outil vibrant et le raccord rapide.
Fonctionnement
Directives d'ergonomie
Étudiez votre poste de travail en lisant cette liste de directives générales d’ergonomie afin de détecter des possibilités d’amélioration quant à la posture, au placement des composants ou à l’environnement de travail.
Faites des pauses fréquentes et changez fréquemment de position de travail.
Adaptez le poste de travail à vos besoins et à la tâche à réaliser.
Organisez-vous de manière à avoir un rayon d’action adapté en déterminant l’endroit où les pièces et outils doivent être positionnés, afin d’éviter les charges statiques sur les muscles.
Utilisez des équipements de poste de travail tels que des tables et des chaises adaptées à la tâche à réaliser.
Évitez les positions de travail à une hauteur plus élevée que le niveau de l’épaule ou nécessitant un maintien statique pendant les opérations d’assemblage.
Pour travailler à une hauteur plus élevée que le niveau de l’épaule, réduisez la charge statique sur les muscles en réduisant le poids de l’outil, à l’aide par exemple de bras de serrage, d’enrouleurs de tuyau souple ou de répartiteurs de charge. Il est également possible de réduire la charge statique sur les muscles en tenant l’outil près du corps.
Faites des pauses fréquemment.
Évitez les postures extrêmes du bras ou du poignet, en particulier lors des opérations nécessitant un certain effort.
Arrangez-vous pour avoir un champ de vision approprié qui nécessite un minimum de mouvements des yeux et de la tête.
Utilisez un éclairage adapté à la tâche à réaliser.
Sélectionnez l’outil adapté à la tâche à réaliser.
Dans les environnements bruyants, utilisez un équipement de protection auditive.
Utilisez des outils insérés et des consommables de grande qualité, afin de limiter au maximum l’exposition à des niveaux excessifs de vibrations.
Limitez l’exposition aux forces de réaction.
Pendant le tronçonnage :
Un disque à tronçonner peut se coincer s'il est tordu ou s'il n'est pas correctement guidé. Utilisez la bride adaptée pour le disque à tronçonner et évitez de tordre le disque à tronçonner lors de son utilisation.
Pendant le perçage :
La perceuse peut caler lorsque le foret débouche. Utilisez des poignées latérales si le couple de calage est trop élevé. La norme de sécurité ISO11148 partie 3 recommande d'utiliser un appareil pour absorber le couple de réaction au-dessus de 10 Nm pour les outils à poignée pistolet et 4 Nm pour les outils droits.
Lors de l'utilisation de visseuses ou boulonneuses à entraînement direct :
Les forces de réaction dépendent des réglages de l'outil et des caractéristiques de l'assemblage. La force et la posture déterminent la quantité de force de réaction qu'un opérateur peut tolérer. Adapter le réglage de couple à la force de l'opérateur et à sa posture et utiliser un bras ou un toc de réaction si le couple est trop élevé.
Dans les environnements poussiéreux, utilisez un système d’extraction des poussières ou portez un masque de protection.
Mode d’emploi
Passer du stylet au burin
Dévisser le manchon du cylindre de l'entrée et de l'ensemble du cylindre (filetage à droite).
Retirer l'admission et l'assemblage du cylindre du manchon. Éviter d’endommager le joint torique.
Sortez le stylet du manchon du cylindre.
Veiller à ce que les deux joints toriques soient assemblés sous l'épaulement de l'enclume.
Déposer l'enclume dans le manchon du cylindre (petite extrémité vers le bas). Secouer le manchon jusqu'à ce que la petite extrémité de l'enclume entre dans le trou au fond du manchon.
Durcissement des burins bruts
Un burin brut est fourni pour les travaux spéciaux. Il peut être chauffé et façonné dans la forme souhaitée.
Pour durcir le burin après le façonnage, chauffer au rouge et tremper dans l'huile. Polir une surface avec de la toile émeri et la réchauffer pour obtenir une couleur paille claire.
Si des installations de traitement thermique sont disponibles, durcir par chauffage à 1550 °F pendant cinq minutes, tremper dans l'huile et étirer à 425 °F pendant une heure. La dureté doit être de 55 à 60 Re.
Affûter le stylet
Pour obtenir de meilleurs résultats, utiliser une meule diamant montée sur une meuleuse à tige dans un tour. Polir d'abord avec une pierre Norton n° 37C4006V ou équivalent puis avec du papier Carborundum n° A935K500 ou équivalent jusqu'à une micro finition de 10-15. Si ces installations ne sont pas disponibles, le stylet peut être affûté avec la meule Norton n° 19A 60L8V sur une meuleuse d'établi.
Affûter à un angle inclus de 90 ° avec un diamètre de pointe de • 005" à 015" fiat.
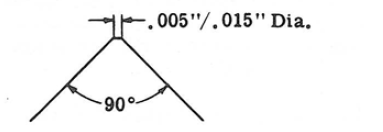
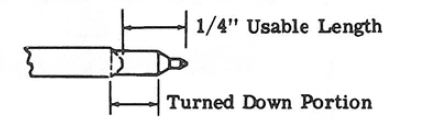
Le stylet peut être affûté jusqu'à ce que la partie rabattue à l'extrémité du porte-stylet soit meulée.
Cela donne une longueur utilisable du stylet d'environ 1/4 de pouce, comme indiqué sur le schéma ci-dessous .
Utilisation de l'outil
Pour démarrer l'outil, tourner le témoin de soupape du manchon à peu près au milieu de la plage de fonctionnement. Si nécessaire, cogner légèrement le stylet contre le banc pour faire démarrer le piston. Après le démarrage, régler la soupape du manchon à la vitesse de fonctionnement. Le stylet fera une marque à la profondeur souhaitée.
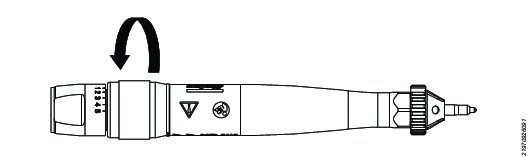
Pour mettre l'outil en marche, tourner la soupape du manchon dans le sens horaire.
Pour éteindre l'outil, tourner la soupape du manchon dans le sens anti-horaire.
Cet outil peut marquer un matériau aussi dur que le RC 64. Lors du marquage d'un matériau de cette dureté, veiller à réguler l'impact du stylet avec la soupape de réglage de manière à ce que le stylet fasse une marque visible et pas plus. Si le stylet est enfoncé davantage lorsque vous travaillez sur des matériaux très durs, il y a un risque d'usure excessive et de rupture de la pointe du stylet.
Lorsque vous utilisez l'outil, n'appuyez pas sur l'ouvrage et ne forcez pas sur le stylet. Guidez l'outil et laissez le stylet faire le travail. L'outil doit être tenu avec un angle d'environ 15° par rapport à l'axe perpendiculaire à la surface de travail afin de tracer en douceur et de minimiser la force excessive sur le côté de la pointe du stylet.
Lors de l'utilisation d'un burin, il est nécessaire d'appuyer l'outil contre l'ouvrage comme lors du travail avec un marteau burineur. Utiliser l'outil à plein régime sur des matériaux plus tendres et adapter la vitesse au travail en réglant l'accélérateur. De cette façon, l'opérateur a un contrôle total de l'outil. La quantité de force que l'opérateur exerce sur l'outil affecte directement le coup de burin. L'application d'une force plus légère lors du démarrage ou de l'arrêt du travail permet un bon contrôle de l'outil.
Maintenance
Instructions de maintenance
Recommandations pour l'entretien
Il est recommandé de procéder à une maintenance préventive à intervalles réguliers. Voir les informations détaillées sur la maintenance préventive. Si le produit ne fonctionne pas correctement, le mettre hors service et le contrôler.
Si aucune information détaillée à propos de la maintenance préventive n'est incluse, suivre ces directives générales :
Nettoyer les pièces appropriées avec soin
Remplacer toute pièce défectueuse ou usée
Entretien

Ne pas démonter les pièces liées à la sécurité. Remplacer entièrement ces pièces si elles sont endommagées.
Veiller à suivre les consignes d'entretien ainsi que la périodicité d'entretien recommandée.
Démonter et contrôler l'outil tous les trois mois si vous l'utilisez quotidiennement.
Remplacer toute pièce endommagée, usée ou ne fonctionnant pas correctement.
Les travaux de maintenance et de réparation doivent être effectués par un personnel qualifié à l'aide de pièces de rechange d'origine. Prendre contact avec votre représentant Atlas Copco.pour obtenir des conseils techniques ou pour tout besoin de pièces de rechange.
Veiller à toujours débrancher l’outil de la source d'énergie pour éviter toute mise en fonctionnement accidentelle.
Respecter les réglementations environnementales locales en vigueur pour gérer et éliminer tous les composants en toute sécurité.
Pour réduire au minimum les temps d'arrêt, utiliser un kit d'entretien adapté.
Instructions de lubrification
Lubrification
Utiliser un graisseur pour ligne d'air avec l'un des lubrifiants recommandés dans le Guide de lubrification air et huile, réglé à deux gouttes par minute.
Notice de démontage/montage
Démonter l’outil
Lors du démontage de l'outil, utiliser un chasse-goupille de 3/32" pour retirer la goupille.
Maintenir fermement l'outil sur une surface appropriée et extraire la goupille avec précaution pour éviter tout dégât sur le cylindre ou sur l'admission. Ne pas perdre la goupille. Lorsque vous retirez la soupape du manchon, alignez le repère sur le manchon avec le repère OFF sur l'admission pour éviter de couper le joint torique.
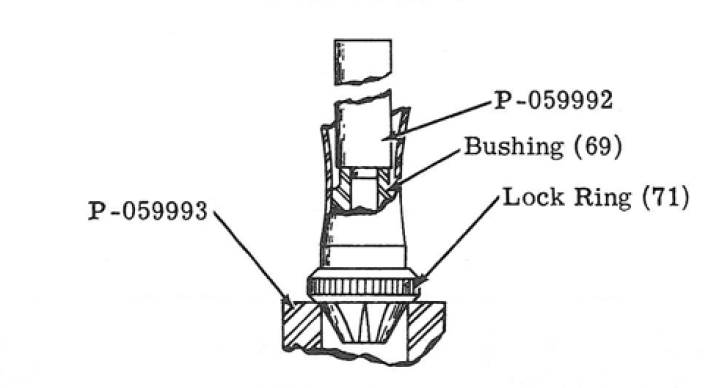
Pour retirer la bague de verrouillage du support de la douille accessoire sur l'alésage du support P-059993, pousser la douille hors du manchon du cylindre depuis l'intérieur du manchon avec un chasse-goupille P-059992.
Assembler l’outil
Lors de l'assemblage de l'admission avec la soupape du manchon (14"), commencer par lubrifier légèrement le joint torique avec un bon lubrifiant pour caoutchouc et le placer dans un orifice d'air contre-alésé dans l'admission. Lubrifier les deux joints toriques et les monter dans les rainures de chaque côté de l'orifice d'air. Pour éviter de couper les joints toriques de l'orifice d'air, aligner le témoin sur la soupape avec le OFF sur l'admission et faire glisser la soupape avec précaution sur l'admission. Placer la bague de retenue dans la rainure de l'admission, lubrifier un troisième joint torique et l'insérer dans la rainure à côté de l'épaulement entre la rainure de la bague de retenue et les filets de l'admission. Veiller à ce que ce joint torique soit monté entre la légère nervure et l'épaulement pour éviter que le joint torique ne s'enfonce dans les filets de l'admission.
Lors de l'installation d'un nouveau piston dans le cylindre, il peut s'avérer nécessaire de roder le piston pour assurer un ajustement serré et sans entrave dans le cylindre. Les filetages internes n° 12-24 UNC du piston permettent une manipulation pendant cette opération. Utiliser une pâte à roder fine de bonne qualité, nettoyer soigneusement les pièces et les lubrifier avec l'huile pour outils pneumatiques recommandée avant l'assemblage.
Après avoir assemblé le piston et le cylindre, lubrifier et installer le joint torique sur l'admission et glisser soigneusement le cylindre sur l'admission. Ne pas endommager le joint torique. Aligner les trous transversaux du cylindre et de l'admission et insérer avec précaution la goupille dans les pièces. Maintenir fermement les pièces et éviter de les endommager lors de l'enfoncement de la goupille.
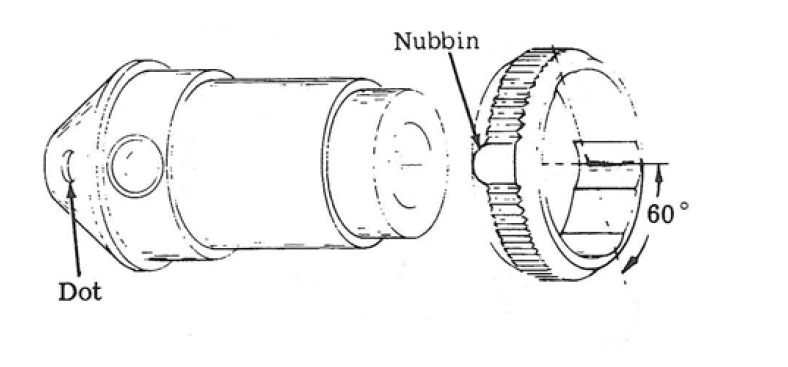
Assembler le joint torique et la bille en acier de 1/8'' dans la bague avec du lubrifiant pour les maintenir en place. Lubrifier et assembler la bille en acier de 5/32" dans la plus grande ouverture. Se reporter à l'illustration ci-dessous pour aligner l'ergot à un endroit lisse de la bague de blocage avec le point sur la bague. L'ergot doit se trouver du côté de la bague de blocage, vers la douille. Faire coulisser la bague sur la douille. Orienter le point sur la douille avec n'importe quel angle du six pans sur le manchon du cylindre et enfoncer la douille dans le manchon jusqu'à l'épaulement de la douille.
Dépannage
Dépannage
En raison du jeu étroit entre le piston et le cylindre, des matières extérieures dans l'alimentation en air peuvent provoquer le grippage du piston. Pour éviter ce problème, retirer le manchon du cylindre, chasser la goupille du cylindre et de l'admission, et retirer le piston du cylindre. Nettoyer soigneusement toutes les pièces, les souffler et les lubrifier avec l'huile pour outils pneumatiques recommandée. Vérifier le jeu et la mobilité du piston et remonter l'outil.
Pour retirer la soupape du manchon, retirer le joint torique entre la bague de blocage et les filets de l'admission, retirer la bague de blocage, mettre la soupape du manchon sur OFF et retirer la soupape de l'admission. Inspecter les joints toriques, les remplacer s'ils sont usés, les re-lubrifier et les ré-assembler. Ne pas trop lubrifier le joint torique dans l'orifice d'air contre-alésé, il y a un risque d'entraver le flux d'air.
Recyclage
Réglementation environnementales
Lorsqu'un produit est en fin de vie, il doit être convenablement recyclé. Démonter le produit et recycler les composants conformément à la législation locale.
Les batteries devront être prises en charge par votre organisme national de collecte des batteries.