压接加工喷嘴
定义
B = 望远镜到钻头末端的距离。
d = 螺钉头的厚度。
L>S,
L = 钻头与喷嘴之间的间隙
S = 螺钉长度。

程序
执行以下步骤以加工喷嘴:
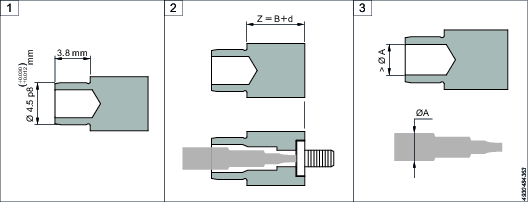
确保喷嘴尺寸正确:
3.8 毫米长。
Ø4,5 p8 HM4 Ø8,5 P9 I06
将喷嘴缩短到正确长度 (Z)。
长度 (Z) 取决于钻头 (B) 和喷嘴内部螺钉 (d) 的位置。Z = B + d。
扩大喷嘴内径。
喷嘴内径必须大于钻头外径 (ØA)。
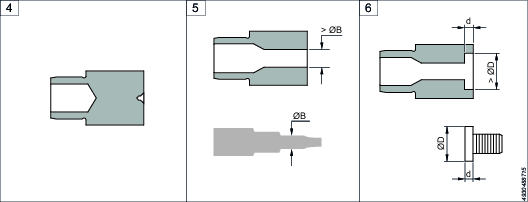
用中心钻钻一个孔。
在钻内孔之前,必须先用中心钻钻一个孔。该孔将引导钻头并保持同心度。
为钻头钻孔。最小直径为钻头直径 +0.2。钻头与喷嘴之间的间隙越大,真空力就越大。
内孔内径必须比钻头的外径 (ØB) 大 0.2 毫米。
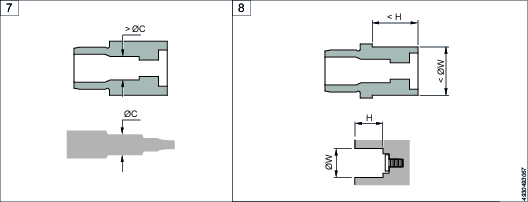
为螺钉头钻孔。
孔的深度 (d) 取决于应用。
孔的直径 (D) 必须比螺钉头的外径大 0.02 毫米。
注意!如果没有螺钉图纸,请测量最厚的螺钉子,再加上 0.05 毫米(而不是 0.02 毫米)。
如有必要,加宽孔以配合钻头刀杆。
喷嘴内径必须大于钻头外径 (ØC)。
加工喷嘴轮廓。
喷嘴高度必须大于孔的深度 (H)。
喷嘴外径必须小于孔的直径(W)。