Indica al usuario si es posible configurar el evento a través de la página «Configurar evento».
Power Focus XC (3.6)
Software
Introducción
En esta sección podrá encontrar la información básica sobre el producto así como las convenciones de formato utilizadas en los temas.
En esta sección
Convenciones
Para ampliar la comprensión del usuario, se utilizan ciertas convenciones a lo largo de este documento. Las convenciones de formato utilizadas se encuentran enumeradas a continuación.
Elemento | Notación | Descripción | Salida |
|---|---|---|---|
Énfasis general | En el espacio de trabajo Programa. | Para destacar o resaltar determinados elementos del texto. | Texto en Negrita |
Elementos de la Interfaz gráfica de usuario (IGU) | Seleccione el botón Función. | Cualquier referencia a elementos en pantalla de la IGU (por ejemplo, botones de comando, nombres de icono y nombres de campo). | Texto en Negrita |
Interfaz gráfica de usuario (GUI) Ruta > | Por lo general, en la parte superior de la IGU. | La asistencia a la navegación permite realizar un seguimiento de la ubicación en la IGU. | Por ejemplo: Controlador > Programa >Editar |
Entrada de usuario | Introduzca una Descripción para el programa. | Cualquier entrada de texto del usuario. | Texto en Negrita |
Nombres de archivo | Introduzca un Nombre de archivo para la exportación. | Archivos exportados desde el sistema o importados al sistema. | Texto en Negrita cursiva |
Nombres de las variables y los parámetros | Introduzca un Nombre para la exportación. | Nombres (no valores) de las variables y los parámetros. | Texto en Cursiva |
Valores de las variables y los parámetros | Introduzca un VALOR para la exportación. | Valores de las variables y los parámetros | Texto en MAYÚSCULAS NEGRITA |
Salida del sistema | Client.Domain.Models.ExportImportConfiguration | Cualquier salida de texto del sistema. | Texto en Monoespaciado |
Enlaces externos | Enlaces a los sitios externos que contengan información relacionada con el documento o contenido del tema. Estos pueden incluir:
| Texto seleccionable a sitios externos | |
Enlaces de documentación interna |
Si está disponible, estos enlaces se presentarán debajo del texto. | Texto seleccionable a contenido interno |
Reglamento general en materia de protección de datos (GDPR)
Este producto ofrece la posibilidad de procesar información personal identificatoria como el nombre de usuario del sistema, su función y su dirección IP. El propósito de esa función de procesamiento podría ser mejorar el control de calidad a través de la trazabilidad y de una adecuada gestión de los accesos.
Si decide procesar datos personales, deberá conocer y cumplir las normas sobre protección de datos personales aplicables, incluyendo el GDPR en la UE así como cualesquiera otras leyes, directivas y reglamentos que sean de aplicación. Atlas Copco no será en ningún caso responsable del uso que usted realice del producto.
Responsabilidades y advertencias
Responsabilidad
Muchas circunstancias del entorno de trabajo pueden afectar al proceso de apriete y requerir la validación de los resultados. En cumplimiento de las normas y/o reglamentación aplicables, le solicitamos que compruebe el par instalado y la dirección de giro después de cualquier circunstancia que pueda afectar al resultado del apriete. Ejemplos de este tipo de circunstancias son, aunque sin limitarse a ellos:
Instalación inicial del sistema de mecanizado
Cambio del lote de piezas, perno, lote de tornillo, herramienta, software, configuración o entorno
Cambio de conexiones neumáticas o eléctricas
Cambio en la ergonomía, procesos, procedimientos o prácticas de control de calidad
cambio de operador
Cualquier otro cambio que influya en el resultado del proceso de apriete
La comprobación debería:
Asegurar que las condiciones de la junta no hayan cambiado debido a las circunstancias influyentes.
Realizarse después de la instalación inicial, un mantenimiento o la reparación del equipo
Realizarse al menos una vez por cada turno o con otra frecuencia adecuada
Advertencias
Sobre la Guía de usuario
Esta guía de usuario describe cómo configurar y ajustar el Power Focus XCPower Focus XC.
Está destinada a cualquier persona que utilice o revise el Power Focus XCPower Focus XC.
Historial de revisiones
Número de publicación | Fecha de revisión | Descripción de revisión |
|---|---|---|
3,6 | Primera edición oficial de la guía de configuración de Power Focus 6000. |
Requisitos previos
Todos los interesados en obtener más información sobre Power Focus XCPower Focus XC pueden leer esta guía de usuario.
Para obtener un conocimiento completo de los aspectos técnicos de esta guía de usuario, recomendamos lo siguiente:
Conocimiento de las técnicas de apriete
Experiencia de trabajo con las versiones anteriores de Power Focus
Descripción general del sistema
Estructura del software
Descripción general del menú
The controller has several menus to perform the following:
configure tightenings and hardware accessories
perform tool maintenance
administer software
view reports.
The menus available differ between the full web GUI and the simplified mobile GUI.
En esta sección
Interfaz web
Pestaña Apriete

La pestaña Apriete enumera los programas de apriete almacenados en el controlador que están disponibles para aprietes individuales. Las configuraciones de apriete se describen en la pestaña Apriete.
Pestaña Secuencia de lotes

La pestaña Secuencia de lotes enumera las secuencias de lotes almacenadas en el controlador.
Una secuencia de lotes consta de uno o más programas de apriete repetitivos en distintas combinaciones. Las secuencias de lotes se crean y configuran en la pestaña Secuencia de lotes.
Pestaña Fuentes

La pestaña Fuentes enumera las opciones para controlar la selección de un programa de apriete, como por ejemplo, un programa de apriete o una secuencia de lotes, a través de entradas digitales procedentes de equipos diferentes. La configuración de escáner se realiza en la pestaña Fuentes.
Pestaña Herramienta

La pestaña Herramienta proporciona información sobre las herramientas conectadas al controlador. Además, este menú también es para las herramientas inalámbricas conectadas al controlador. El número de referencia de la herramienta, cuando se realizó el mantenimiento y la calibración de la herramienta son algunos de los datos disponibles en la pestaña Herramienta.
Pestaña Estación virtual

La pestaña Estación virtual configura las estaciones virtuales.
La estación virtual es una abstracción en software de un sistema de controlador. En la pestaña Estación virtual se asignan los distintos recursos, accesorios, herramientas y tareas a una estación virtual.
Pestaña Controlador
La pestaña Controlador enumera los componentes de hardware y software.
Las versiones de software guardadas y utilizadas en el controlador se incluyen en la lista y se pueden actualizar. Para otras funciones se utiliza el administrador de licencias. También se pueden importar o exportar ajustes desde y al controlador.
Pestaña Configuraciones

En la pestaña Configuraciones encontrará una lista de las configuraciones de los accesorios.
Accessories like tool accessories and socket selectors can be configured. Las señales de E/S digital se asignan a botones, lámparas, interruptores y conectores.
Pestaña Informes

En la pestaña Informes están disponibles los eventos y los resultados del apriete.
Pestaña Configuración
La pestaña Configuración se usa para configurar ajustes específicos del controlador, como idioma, código PIN, red inalámbrica, bus de campo en uso, etc.
Pestaña Asignación de licencia
La pestaña Asignación de licencia se utiliza para asignar licencias y funciones de licencias a estaciones virtuales.
Pestaña Ayuda

La pestaña Ayuda contiene secciones de ayuda útiles sobre el controlador. Es posible descargar archivos PDF en varios idiomas a través de un ordenador conectado al controlador.
Mobil GUI
Task Tab

La pestaña Apriete enumera los programas de apriete almacenados en el controlador que están disponibles para aprietes individuales. Las configuraciones de apriete se describen en la pestaña Apriete.
Pestaña Controlador
La pestaña Controlador enumera los componentes de hardware y software.
Las versiones de software guardadas y utilizadas en el controlador se incluyen en la lista y se pueden actualizar. Para otras funciones se utiliza el administrador de licencias. También se pueden importar o exportar ajustes desde y al controlador.
Pestaña Resultado

En la pestaña Informes están disponibles los eventos y los resultados del apriete.
Pestaña Ayuda
La pestaña Ayuda contiene secciones de ayuda útiles sobre el controlador. Es posible descargar archivos PDF en varios idiomas a través de un ordenador conectado al controlador.
Funcionamiento y manipulación
The Power Focus XCPower Focus XC is set up and configured by using a web GUI by browsing to the controller’s IP address on a connected PC. It is also possible to access the controller interface through a mobile GUI.
En esta sección
Interfaz web
GUI Buttons and Icons
Botón | Nombre | Descripción |
|---|---|---|
 | Agregar | Añade un elemento adicional |
 | Eliminar | Eliminar artículo |
| Ellipsis | Editar elemento |
 | Volver | Vuelve a la vista anterior. |
  | Scroll up Scroll down | Moverse en una lista demasiado larga para presentarla en la pantalla. |
  | Maximize Minimizar | Maximizar o minimizar una sección con parámetros. |
  | Back (to the start) (in a list) Atrás (en una lista) | Move back in pages of a list. |
  | Forward (to the end) (in a list) Forward (in a list) | Move forward in pages of a list. |
 | Cerrar | Toque para cerrar la ventana. |
 | Aviso | Cartel que muestra que se ha configurado erróneamente un parámetro. |
 | Filtro | Tap to filter on items. |
 | ¡ADVERTENCIA! | Sign leading to a warning about the risk of injury. |
 | Sincronizando | Tap to pair a STB tool or a STwrench to the controller via WLAN or Bluetooth. |
 | Validate program | Tap to check if a program is valid. |
 | Manual de descarga | Tap to download a manual. |
 | Ir a inicio | Ir a la pantalla de Inicio. |
 | Ir a resultados | Ir a la pantalla de resultados en tiempo real. |
Mobil GUI
GUI Buttons and Icons
Botón | Nombre | Descripción |
|---|---|---|
| Agregar | Añade un elemento adicional |
| Eliminar | Eliminar artículo |
 | Ellipsis | Editar elemento |
| Volver | Vuelve a la vista anterior. |
| Maximize Minimizar | Maximizar o minimizar una sección con parámetros. |
| Back (to start of list) Back (one page) | Move back in pages of a list. |
| Forward (to end of list) Forward (one page) | Move forward in pages of a list. |
| Cerrar | Cierre la ventana. |
| Aviso | Cartel que muestra que se ha configurado erróneamente un parámetro. |
| Manual de descarga | Tap to download a manual. |
| Inicio | Ir a la pantalla de Inicio. |
| Resultado | Ir a la pantalla de resultados en tiempo real. |
 | Conexión de protocolo | See protocol status. |
Guía de referencia rápida
To provide a better overview of the system, the following instruction touches upon the steps that are required to start using the system.
The instruction does not cover all system features, but focuses on the most basic.
Interfaz web
Select the type of tool to use. The tightening strategies available, depend on the type of tool you select.
Defina un programa de apriete que contenga todos los parámetros importantes de un apriete, por ejemplo el ángulo objetivo y el par objetivo. El objetivo principal de la herramienta es realizar un apriete.
Cree una Estación virtual y asígnele una herramienta. La estación virtual actúa como una interfaz entre el controlador y la herramienta y permite conectar varias herramientas a un único controlador físico. Se requiere una estación virtual incluso cuando solo hay una herramienta conectada al controlador.
Asignación de una tarea a una estación virtual La tarea puede ser un programa de apriete, una secuencia de grupos o una entrada digital especificada (por ejemplo, un escáner de código de barras). Ahora la herramienta asignada a la estación podrá realizar la tarea.
Mobil GUI
Select the type of tool to use.
Create a tightening Task and set the relevant parameters, for example target torque and target angle. El objetivo principal de la herramienta es realizar un apriete.
The created task will be assigned to a virtual station. Ahora la herramienta asignada a la estación podrá realizar la tarea.
Introducción a las licencias
Las licencias para las funciones del controlador se gestionan a través del Functionality Management System (FMS). Esto permite a los clientes personalizar funciones del controlador según sus necesidades específicas a través de un programa de licencias dinámico.
Las licencias se pueden obtener para funciones individuales o conjuntos de funciones y se pueden desplegar en varias estaciones virtuales. Las licencias se pueden devolver al conjunto cuando ya no se necesiten. Las licencias se pueden obtener a través del Atlas Copco License Portal (ACLP). Las licencias se pueden descargar desde el ACLP y gestionar/distribuir a través de Tools Talk, o se pueden almacenar en una memoria USB insertada en el controlador.
Tenga en cuenta que este documento no contiene la creación y la administración de cuentas de clientes en el ACLP. Para obtener más información, póngase en contacto con su representante local Atlas Copco.
Resumen de las licencias
La configuración de las funciones controladas por licencias se puede realizar incluso en ausencia de una licencia instalada. Por ejemplo, la configuración de los programas de apriete y la configuración de los programas multietapa. También es posible asignar estas funciones a una herramienta o estación virtual. Sin embargo, para ejecutar la función será necesario instalar la licencia apropiada.
La aplicación de la licencia se realiza en dos etapas: asignación y tiempo de ejecución (gatillo apretado). Si se asigna una función para la cual no hay licencia instalada en una estación virtual, aparecerá un signo de exclamación en la vista de estación virtual en Tools Talk 2. El controlador GUI también mostrará un triángulo de advertencia en la herramienta o en la sección de la tarea (dependiendo del elemento que falte). Si se inicia una función para la cual no hay licencia instalada (es decir, se aprieta el gatillo), se presentará un cambio de estado al usuario informándole de la licencia que falta. No se podrá proceder sin una licencia correcta instalada.
Si ejecuta una función sin licencia, en la mayoría de los casos resultará en una herramienta bloqueada.
Muchas características y funciones en el controlador requieren una licencia poder asignarse y ser utilizadas por una estación virtual. Existen tres tipos de licencias:
Tipo de estación virtual
Una colección fija de funciones unidas en un único paquete. El tipo de estación virtual determina, entre otras cosas, las herramientas que se pueden utilizar, cuántos programas y secuencias se pueden utilizar, las estrategias de apriete disponibles y el tipo de generación de informes que se puede realizar. Las funciones contenidas en cada tipo de estación virtual son funciones que a menudo se utilizan combinadas entre ellas, o que cuentan con dependencias internas que requieren la presencia de otras funciones en el paquete. Los tipos de estación virtual se asignan en su totalidad a una estación virtual. La estación virtual ya puede utilizar todas las funciones recogidas en el tipo de estación virtual. Para poder realizar aprietes, se debe asignar una estación virtual al tipo de estación virtual. Dependiendo del tipo de licencia, se activarán o bloquearán diferentes opciones de apriete.
Función de estación virtual
Funciones individuales que pueden complementar los tipos de estación virtual. Se pueden adquirir muchas funciones como una única licencia.
Fuentes de licencia
Las licencias utilizadas en un controlador se pueden obtener de fuentes diferentes. El número de fuentes simultáneas está limitado a 10 (o 10 fuentes FMS Portable o un License Server (TT2) además de 9 fuentes FMS Portable). Si deseara añadir licencias de una fuente una vez alcanzado el límite de fuentes (10), es necesario eliminar del controlador todas las licencias de una fuente para dejar espacio a las licencias de la otra fuente.
Descripción general de la fuente
La pestaña Descripción general de la fuente (Asignación de licencia > Descripción general de la fuente) ofrece al usuario una descripción general de las licencias instaladas en el controlador, así como desde dónde se instalaron. En esta sección se puede mostrar un número máximo de 10 fuentes diferentes, y a cada una se le asignará FMS P (para FMS Portable o llave electrónica), o License Server (TT2).
Si hace clic en cualquier fuente de licencia se presentará la información detallada sobre la fuente de licencia de esa fuente. Enumera el nombre y el tipo de fuentes, así como el número y el tipo de licencias en cada categoría (Virtual Station Type, Virtual Station Feature y Controller Feature).
Herramientas compatibles
Las herramientas compatibles con una Estación virtual pueden variar, dependiendo del tipo de Estación virtual en el controlador.
Herramientas compatibles | BatchControl | JointControl | StationControl | CriticalControl | ProcessControl |
|---|---|---|---|---|---|
BCP/BCV | X | - | - | - | - |
TensorSB | - | X | X | - | - |
TensorSL | - | - | X | X | X |
TBP | - | - | X | X | X |
TensorST | - | - | X | X | X |
TensorSTR | - | - | X | X | X |
SRB | - | - | X | X | X |
TensorSTB | - | - | X | X | X |
STWrench | - | - | X | X | X |
TensorES | - | X | X | - | - |
TensorSR | - | - | X | X | X |
QST (eje fijo) | - | - | X | X | X |
TBPS | - | X | X | - | - |
MWR-S (Mechatronic Wrench Signal) | - | - | - | - | - |
MWR-T (Mechatronic Wrench Torque) | X | X | X | X | - |
MWR-TA (Mechatronic Wrench Torque Angle) | - | - | X | X | X |
Herramienta externa | X | X | X | X | X |
Instalación y actualización
En esta sección puede encontrar información para asistirle con la instalación inicial del producto o con la actualización de una versión a otra.
En esta sección
Instalación de la licencia
Instalar licencias en el controlador
Tenga en cuenta que las fuentes de licencias están limitadas a 1 License Server (TT2) y a 9 FMS Portables (llaves electrónicas) simultáneamente. Las licencias se instalan a través del servidor (ToolsTalk 2) o vía USB, no una combinación de los dos. Si se alcanza el límite de fuentes de licencia, es necesario eliminar en el controlador todas las licencias de una fuente para añadir licencias de otra fuente.
Antes de instalar las licencias a través del servidor (ToolsTalk 2), asegúrese de que la hora del controlador esté sincronizada con la hora del servidor.
Instalar desde el servidor
La distribución de licencias en servidor se realiza a través de ToolsTalk 2. Consulte la guía de usuario de ToolsTalk 2 para las instrucciones sobre cómo instalar licencias.
Para poder instalar licencias utilizando ToolsTalk 2, es necesario instalar el servidor de licencia correcta:
Haga clic en el menú Ajustes y seleccione la pestaña Conexiones de servidor.
En el campo Atlas Copco License Manager, cambie a Activado.
Inserte la dirección IP de Host de servidor correcta (normalmente la misma que la dirección IP para ToolsTalk 2).
Seleccione Aplicar.
Instalar desde FMS Portable (USB)
El Sistema de administración de funciones (FMS) utiliza un dispositivo USB especial para transferir funciones de y a un controlador. La unidad flash USB contiene una zona de memoria de fines genéricos y una zona de almacenamiento de confianza a la que solo puede acceder el Administrador de licencias del controlador. Las funciones adquiridas se descargan desde Atlas Copco a la zona de fines genéricos. La primera vez que se introduzca el dispositivo USB en un controlador con un Administrador de licencias, el archivo se detectará y descodificará y las funciones se transferirán a la zona de almacenamiento de confianza a la que solo se puede acceder desde un Administrador de licencias.
Si cuenta con una memoria USB con las licencias instaladas, realice los pasos siguientes para instalarlas en el controlador.
Inserte la memoria USB en el puerto USB del controlador.
La ventana de gestión de licencias USB aparecerá en el GUI. La columna Grupomostrará el recuento total de licencias en el controlador de todas las fuentes. La columna Disponible en FMS P muestra las licencias disponibles en esta llave electrónica, mientras que la columna De este FMS P muestra el número de licencias que se han movido a este controlador desde este FMS P particular.
Seleccione la flecha apuntando a la izquierda junto a la licencia que desee instalar en el controlador.
El número en la columna Disponible disminuirá de 1 y el número en la columna Sin utilizar aumentará de 1.
Se le presentarán al usuario cambios de estado en el controlador tanto para el inicio como para el final de la transferencia de licencia.
Automatic License Assignment
A process control license is assigned automatically to the first created virtual station. The license is assigned if it is available on the controller and no other license is assigned to the virtual station. The automatic license assignment occurs during upstart of the controller.
Sincronización de licencia
Las licencias existentes se comprueban con el servidor de licencias cada hora. Si no se obtiene respuesta del servidor de licencias en un plazo de 14 días, se revocarán las licencias afectadas. También se avisará al usuario cuando las licencias estén a punto de caducar. Cuando una licencia esté a 7 días de caducar, se le mostrará al usuario una advertencia cada dos horas. Si no se renuevan las licencias, caducarán y las funciones afectadas ya no estarán disponibles.
Información relevante
Eliminar licencias del controlador
Se describe una forma de eliminar las licencias instaladas a través de USB. Para obtener instrucciones sobre cómo eliminar las licencias instaladas en el servidor, consulte la Guía del usuario de ToolsTalk 2.
Eliminar licencias instaladas a través de USB
Asegúrese de que la memoria USB esté insertada en el puerto USB del controlador.
[Si la ventana del Gestor de licencias USB no es visible] seleccione el menú Asignación de licencia.
Seleccione el icono USB en la esquina superior derecha de la ventana.
La ventana del USB License Manager aparece.
Seleccione la flecha apuntando a la derecha junto a la licencia que desee eliminar en el controlador.

Las licencias asignadas a estaciones virtuales no se pueden eliminar desde el controlador. Sin embargo, como resultado no se podrá utilizar la estación virtual.
Información relevante
Configuración
En esta sección podrá encontrar información detallada sobre cómo crear, modificar y comprobar los ajustes de producto.
En esta sección
Interfaz web
Trabajar con la pestaña Apriete
Los cambios realizados en programas de apriete en cualquier sección se deben aplicar de forma activa haciendo clic en el botón Aplicar en la esquina inferior derecha del GUI. De manera alternativa, se pueden deshacer los cambios haciendo clic en el botón Deshacer en el mismo lugar.
Cuando navegue fuera de la sección donde se han realizado cambios (utilizando el botón Volver, Inicio o Resultado), se le presentará al usuario una ventana emergente de advertencia donde los cambios se pueden aplicar o deshacer. El usuario no puede proceder sin aplicar o deshacer los cambios.
Las funciones de controlador, como las estrategias de apriete de baja reacción y las funciones para todos los controladores entre otras, requieren distribuir licencias a través del Functionality Management System (FMS). Aunque la configuración de las funciones es posible sin licencias específicas, la asignación y uso de esas funciones requerirán instalar la licencia adecuada en el controlador. Consulte Licencias (FMS) para más información detallada sobre las licencias.
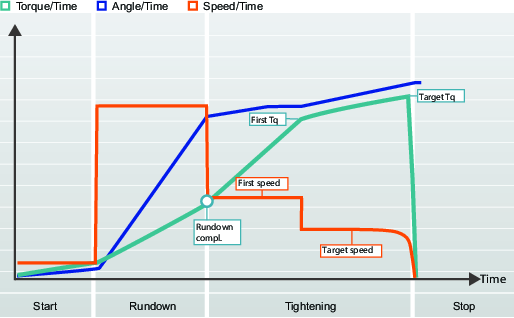
Los programas de apriete del Power Focus XCPower Focus XC necesitan que se configuren los parámetros para realizar el apriete. Es obligatorio seleccionar una Estrategia y bien el Par de apriete o Ángulo objetivo. Otros ajustes son opcionales, como Arranque suave, Autorroscante, y Compensación de par. También es posible supervisar el apriete según progresa añadiendo límites dentro de los cuales se tiene que mantener el par o el ángulo en el que la tuerca gira.
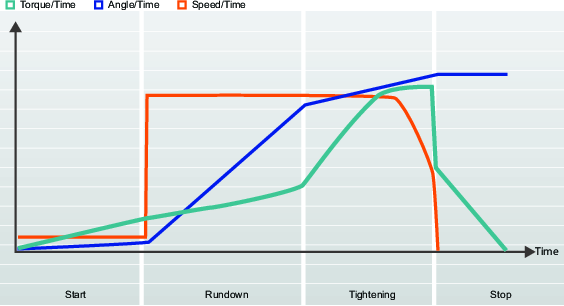
El procedimiento de apriete está dividido en cuatro etapas: arranque, aproximación, apriete y parada.
En esta sección
Programas de apriete
Mediante la selección del programa de apriete es posible elegir el método para aplicar fuerza de sujeción (o precarga) a la junta. Las distintas juntas requieren estrategias diferentes de cómo aplicar la fuerza de amarre deseada y minimizar los efectos indeseados durante el apriete.
In the Web HMI, a maximum of 1,000 tightening programs can be created.
In the Mobile HMI, a maximum of 500 tightening programs can be created.
La estrategia TurboTight permite la opción de utilizar la programación manual o la programación rápida. Para obtener más información, consulte el párrafo TurboTight.
Las estrategias Etapa rápida, Dos etapas y Tres etapas permiten elegir el apriete utilizando un par objetivo o un valor de ángulo objetivo.
La estrategia de Resultado externo se utiliza cuando una señal digital externa indica los aprietes OK. Para obtener más información, consulte el párrafo Resultado externo.
Todos los programas de apriete requieren que configure, como mínimo, el par objetivo o valor del ángulo objetivo.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Estrategia | Programas de apriete disponibles. TurboTight: no se utilizará comportamiento de apriete adicional de forma predeterminada. Solo se emplean valores objetivo. Etapa rápida Añade una fase inicial de apriete para reducir la dispersión de la precarga. Dos etapas: Añade una pausa entre la primera etapa de apriete y la etapa final de apriete para contrarrestar aún más los efectos de la relajación a corto plazo. Tres etapas: Aprieta hasta un valor de primer par determinado y, a continuación afloja el tornillo e inmediatamente vuelve a reapretarlo hasta el par objetivo o ángulo objetivo. Llave - Producción: Estrategia de apriete que hay que usar con una Llave ST. Llave - Calidad: Estrategia empleada para la comprobación de calidad de los aprietes con una Llave ST. Rotar: Gira el eje a la velocidad y con el ángulo especificado. Resultado externo: presenta un resultado de apriete predeterminado en lugar del par/ángulo medido. Multietapa: Estrategia de apriete compuesta por múltiples etapas configurables, con restricciones y monitores. | TurboTight |
Tipo de objetivo | Define el tipo del valor del objetivo de la fase final. Par objetivo: El apriete se aproxima al valor objetivo especificado cuando se realiza la fase final. Ángulo objetivo: El apriete se aproxima al valor objetivo especificado cuando se realiza la fase final. |
|
Par objetivo | Define el par objetivo del apriete de la etapa final. |
|
Ángulo objetivo | Define el ángulo objetivo del apriete de la etapa final. |
|
Velocidad objetivo | Activa la configuración de la velocidad de la herramienta para la etapa final de forma manual o utilizando la velocidad predeterminada. Auto: Utiliza un valor que se calcula basándose en la velocidad máxima de la herramienta. Manual: Especificar manualmente la velocidad de la herramienta. | Auto |
<Manual> | Velocidad de la herramienta durante el apriete o durante la última etapa. |
|
En esta sección
TurboTight
TurboTight es una estrategia de apriete predeterminado y está diseñada para realizar un apriete muy rápido y ergonómico basado en la velocidad máxima de la herramienta (velocidad máx. de la herramienta). Esta estrategia tiene dos opciones:
Prog. rápida que solo requiere la configuración del par objetivo para realizar el apriete.
Manual, que permite al usuario configurar varios parámetros de apriete.
Para minimizar el riesgo de una sobretensión imprevista al final del apriete cuando se utiliza la estrategia de apriete TurboTight, no olvide activar el seguimiento del tiempo.
Para minimizar el riesgo de una sobretensión imprevista al final del apriete cuando se utiliza la estrategia de apriete TurboTight, asegúrese de configurar el límite máximo de tiempo.
El límite máximo de tiempo está activado por defecto, pero es necesario configurar los valores relacionados. En la etapa de apriete, el límite de ángulo se configura a Desde aproximación completada.
Ajuste el Tiempo máx. lo más bajo posible sin detener el apriete normal. En la Etapa de aproximación, ajuste el par de aproximación completa para que se active cuando el par empiece a aumentar.
Dependiendo de las propiedades de la junta, por ejemplo, si la junta es muy rígida o muy elástica, será necesaria una estrategia de apriete distinta a TurboTight.
TurboTight no está disponible para Control de junta.
Ajuste de la estrategia TurboTight
La estrategia de apriete TurboTight apunta al par objetivo y el resultado puede estar por debajo o por encima del objetivo. El parámetro más importante para la estrategia de apriete TurboTight es la velocidad. Es posible mantener la velocidad máxima para la mayoría de los aprietes, pero si todos/algunos de los aprietes se sobrepasan, disminuya la velocidad en pequeños pasos. El Par de aproximación completa no se usa para controlar el apriete; se usa únicamente para calcular los límites y los resultados.
Etapa rápida
La etapa rápida es una estrategia de apriete utilizada para reducir la dispersión de la precarga de la junta añadiendo una etapa inicial con un par y una velocidad determinados y reduciendo la velocidad objetivo en la etapa final.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Primer par | Par objetivo para la primera etapa. |
|
Primer par | Par durante la primera etapa. | 80% del par objetivo |
Primera velocidad | Velocidad objetivo para la primera etapa. |
|
Primera velocidad | Velocidad de la herramienta durante la primera etapa. | 50% del par máx. de la herramienta |
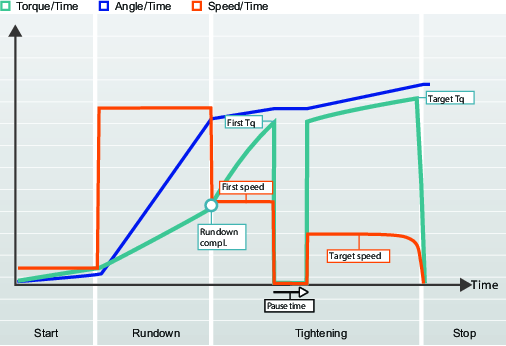
Dos etapas
La estrategia de dos etapas es muy similar a la estrategia de etapa rápida, con la diferencia de que añade un poco de retraso entre la primera etapa y la etapa final para contrarrestar algo más los efectos de la relajación a corto plazo sobre la junta.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Primer par | Par durante la primera etapa. | 80% del par objetivo |
Primera velocidad | Velocidad objetivo para la primera etapa. |
|
Tiempo de pausa | Tiempo transcurrido entre la primera y la segunda etapa. | 50 ms |
Ajuste de la estrategia Dos etapas
Cuando se alcanza el primer objetivo, la herramienta realiza una parada inmediata durante un tiempo específico antes de continuar con la etapa final. El primer valor de par y el tiempo de pausa deben escogerse para mejorar la ergonomía de las herramientas manuales.
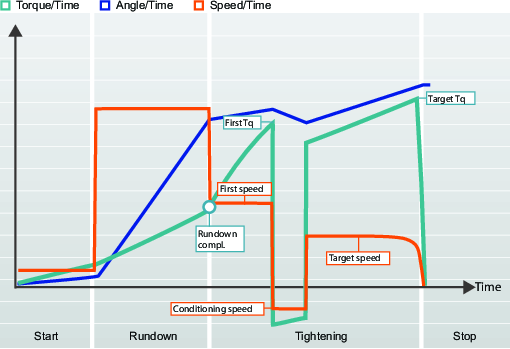
Tres etapas
La estrategia de tres etapas añade una etapa de afloje entre la primera etapa y la etapa final, para superar los efectos de la relajación a corto plazo debida al empotramiento y reducir la dispersión de la precarga. A veces se utiliza para acondicionar la junta. Esto puede ser útil en, por ejemplo, juntas con muchas superficies adyacentes y tendrá un efecto mayor sobre piezas nuevas que sobre piezas reutilizadas debido a que el alisamiento de las superficies reduce el empotramiento.
El acondicionamiento de la junta se realiza apretando la primera fase hasta un par determinado, primer par, y liberando a continuación la carga girando la tuerca a un ángulo de acondicionamiento especificado y volviendo a apretar la tuerca hasta su par objetivo o ángulo objetivo.
El par objetivo puede ser inferior al par alcanzado durante la primera etapa después de la aproximación. Para que el par objetivo sea más bajo que el primer par, fije el par objetivo (Parámetros de apriete > Etapa de apriete > Etapa final > Par objetivo) en un valor inferior que el Primer par (Parámetros de apriete > Etapa de apriete > Primera etapa > Primer par).
Si se usa el Ángulo como objetivo del programa de apriete, el Ángulo objetivo se mide a partir de la posición del extremo del par de aflojado (acondicionamiento).
Comportamiento de Medir par en y Medir ángulo en
El Valor máximo de par y el Valor en par pico medidos en la Evaluación de resultados de Medir par en y Medir ángulo, respectivamente, representan los valores más elevados medidos durante todo el apriete. Esto significa que si el Par objetivo se fija por debajo del Primer par, el Valor de evaluación de resultados será superior al valor final. Para ver el valor final del apriete, los valores Medir par en y Medir ángulo en deberían configurarse en el Valor en la interrupción.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Primer par | Par durante la primera etapa. | 80% del par objetivo |
Primera velocidad | Velocidad de la herramienta durante la primera etapa. | 50% del par máx. de la herramienta |
Velocidad de acondicionamiento | Velocidad de la herramienta durante la etapa de acondicionamiento. | 50% del par máx. de la herramienta |
Ángulo de acondicionamiento | Ángulo para girar la boca durante la etapa de acondicionamiento. | 180° |
Ajuste de la estrategia Tres etapas
Cuando se alcanza el primer objetivo y se entra en la etapa de acondicionamiento, la herramienta realiza una parada inmediata y marcha atrás antes de continuar con la etapa final. Esta etapa de acondicionamiento podría necesitar ajustarse para mejorar la ergonomía de las herramientas manuales.
STwrench
La llave ST está conectada a un controlador con una conexión inalámbrica y se configura a través de la interfaz de usuario del controlador GUI o de la web GUI.
La llave ST se configura en el menú de apriete, igual que otras estrategias de apriete.
La STwrench tiene una unidad de reserva rápida (RBU). La RBU define la función de la llave y almacena los programas de apriete. El controlador actualmente solo es compatible con RBU del tipo Producción.
La Herramienta de ajuste final (boca) de STwrench contiene una etiqueta de RFID con un número programable. Esta llave usa este número para reconocer automáticamente la herramienta y el programa que se puede usar. La etiqueta RFID también guarda los coeficientes de corrección del ángulo y el par.
La llave ST tiene varios programas, tanto para el apriete de producción como para el control de calidad.
La llave ST solo puede admitir programas de apriete compatibles con la herramienta (Producción de llave o Calidad de llave).
Para más información sobre la STwrench, consulte la Guía de usuario de STwrench (material impreso número 9836 4134 01).
En esta sección
Parámetros de etapa de arranque de STwrench
Los parámetros que aparecen en las tablas están disponibles cuando se utiliza una de las estrategias de la llave ST. Hay distintas combinaciones de estrategias. Algunos de los parámetros solo están disponibles para determinadas estrategias y pueden no ser visibles en otras estrategias.
Las normas de los parámetros se comprueban automáticamente. Si se produce una violación, el indicador de error  se muestra junto a los parámetros incorrectos. Seleccione el indicador de error para ver más información sobre el error.
se muestra junto a los parámetros incorrectos. Seleccione el indicador de error para ver más información sobre el error.
Alternar entre estrategias puede resultar en el indicador de error que se muestra. Esto indica que la combinación elegida no es válida y que hay que corregirla.
Para más información sobre la STwrench, consulte la Guía de usuario de STwrench (material impreso número 9836 4134 01).
Nombre del parámetro | Condición | Descripción | Valor predeterminado |
|---|---|---|---|
Número de etiqueta | Activado: tras activar el conmutador Comprobación de ETIQUETA (Configuraciones > Configuración de herramienta > Comprobación de ETIQUETA > Activado), se requiere un número de ETIQUETA correcto para ejecutar el programa de apriete. Desactivado: el número de etiqueta no se comprueba. | Apagado | |
Número de etiqueta necesario | Número de etiqueta = On | El número de etiqueta necesario para este programa de apriete. | 1 |
Detección de reapriete | Las opciones de parámetros son: Completo u Off . | Apagado | |
Coeficiente de corrección de par | En algunos casos, es posible que se necesiten extensiones para adecuarse a la aplicación. En este caso la medición de la llave debe compensarse para mostrar un valor correcto. Para más información sobre cómo calcular el coeficiente de corrección, consulte la Guía de usuario de STwrench (material impreso número 9836 4134 01). El parámetro se guarda en la etiqueta RFID en la Herramienta terminal. | 1,0 | |
Corrección de ángulo | En algunos casos, es posible que se necesiten extensiones para adecuarse a la aplicación. En este caso la medición de la llave debe compensarse para mostrar un valor correcto. Para calcular el coeficiente de corrección, consulte la guía del usuario de la STwrench. El parámetro se guarda en la etiqueta RFID en la Herramienta terminal. | 0° |
Parámetros de la etapa de aproximación de STwrench
Los parámetros que aparecen en las tablas están disponibles cuando se utiliza una de las estrategias de la llave ST. Hay distintas combinaciones de estrategias. Algunos de los parámetros solo están disponibles para determinadas estrategias y pueden no ser visibles en otras estrategias.
Las normas de los parámetros se comprueban automáticamente. Si se produce una violación, el indicador de error se muestra junto a los parámetros incorrectos. Seleccione el indicador de error para ver más información sobre el error.
Alternar entre estrategias puede resultar en el indicador de error que se muestra. Esto indica que la combinación elegida no es válida y que hay que corregirla.
Para más información sobre la STwrench, consulte la Guía de usuario de STwrench (material impreso número 9836 4134 01).
La Aproximación completada se define en la documentación de la llave ST como Inicio de ciclo, que es donde empieza la etapa de apriete.
Nombre del parámetro | Descripción | Valor predeterminado |
|---|---|---|
Par completo de aproximación | Definición del punto de Aproximación completada | Depende de la carga mínima de SmartHead (normalmente un 5 % del par nominal) en Nm |
Tiempo de trinquete | 5000 ms |
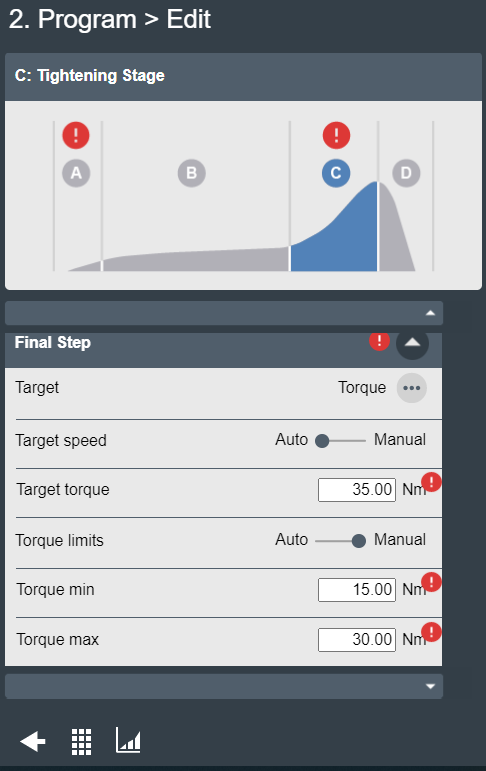
Parámetros de la etapa de apriete de STwrench
Los parámetros que aparecen en las tablas están disponibles cuando se utiliza una de las estrategias de la llave ST. Hay distintas combinaciones de estrategias. Algunos de los parámetros solo están disponibles para determinadas estrategias y pueden no ser visibles en otras estrategias.
Las normas de los parámetros se comprueban automáticamente. Si se produce una violación, el indicador de error se muestra junto a los parámetros incorrectos. Seleccione el indicador de error para ver más información sobre el error.
Alternar entre estrategias puede resultar en el indicador de error que se muestra. Esto indica que la combinación elegida no es válida y que hay que corregirla.
Para más información sobre la STwrench, consulte la Guía de usuario de STwrench (material impreso número 9836 4134 01).
Nombre del parámetro | Condición | Descripción | Valor predeterminado |
|---|---|---|---|
Objetivo | Seleccione el objetivo en el menú desplegable. Par, Ángulo, Par o ángulo. | Par de apriete | |
Par objetivo |
| Define el par objetivo para la etapa de apriete. | 0 Nm |
Ángulo objetivo | Objetivo = Ángulo | Define el ángulo objetivo para la etapa de apriete. | 360° |
Límites de par | Objetivo = Par | Selección realizada con un conmutador. Posición Automática o Manual. |
|
Par mín. | Límites de par = Manual | Valor de par para el límite inferior | 0 Nm |
Par máx. | Límites de par = Manual | Valor de par para el límite superior | 0 Nm |
Límites de ángulo | Objetivo = Ángulo | Seleccionado en el menú desplegable. Las opciones de parámetros son: Automático o Manual. Los valores de ángulo para máx. y mín. pueden estar definidos o se pueden seleccionar | |
Límites de ángulo | Objetivo = Par | Seleccionado en el menú desplegable. Las opciones de parámetros son: Off: Sin control del límite del ángulo. Desde aproximación completada: La ventana de monitorización se ajusta desde que se alcanza el Par de aproximación finalizada. Desde el par: La ventana de monitorización se ajusta desde que se alcanza el valor del par especificado. | |
Par de monitorización del ángulo final |
| Valor de par desde el que se monitorizan los límites del ángulo. | 18,75 Nm |
Ángulo mín. | Límites de ángulo = activados o manualmente | Límite inferior del valor de ángulo | 324° |
Ángulo máx. | Límites de ángulo = activados o manualmente | Límite superior del valor de ángulo | 396° |
Límite de búsqueda de ángulo | Límites de ángulo = manualmente | ||
Medir par a |
| Seleccionado en el menú desplegable. Las opciones de parámetros son: Valor máximo de par Valor en ángulo máximo |
|
NOK al final inferior al objetivo |
| Selección realizada con un conmutador. Posición On u Off. | Apagado |
Cambiar el límite de perno |
| 50 Nm |
Nombre del parámetro | Condición | Descripción | Valor predeterminado |
|---|---|---|---|
Punto de compensación de par | Compensación de par = On | 0° | |
Distancia PCT | Compensación de par = On | 360° | |
Intervalo PVT | Compensación de par = On | 180° | |
Monitorización de retardo | Compensación de par = On | 0° | |
Par mín. | Compensación de par = On | Valor de par para el límite inferior | 1 Nm |
Par máx. | Compensación de par = On | Valor de par para el límite superior | 20 Nm |
Valor de compensación | Compensación de par = On | Seleccionado en el menú desplegable. Las opciones de parámetros son: Par medio Par pico |
Afloje de STwrench
Los parámetros que aparecen en las tablas están disponibles cuando se utiliza una de las estrategias de la llave ST. Hay distintas combinaciones de estrategias. Algunos de los parámetros solo están disponibles para determinadas estrategias y pueden no ser visibles en otras estrategias.
Las normas de los parámetros se comprueban automáticamente. Si se produce una violación, el indicador de error se muestra junto a los parámetros incorrectos. Seleccione el indicador de error para ver más información sobre el error.
Alternar entre estrategias puede resultar en el indicador de error que se muestra. Esto indica que la combinación elegida no es válida y que hay que corregirla.
Para más información sobre la STwrench, consulte la Guía de usuario de STwrench (material impreso número 9836 4134 01).
Nombre del parámetro | Condición | Descripción | Valor predeterminado |
|---|---|---|---|
Límite de aflojado | Si se configura este parámetro en un valor superior a 0, Power Focus comprueba si se aplica un par negativo que supere este valor durante el apriete. En ese caso, el estado general del apriete queda marcado como NOK. Esta función se inicia cuando la llave alcanza el inicio de ciclo (antes de iniciar el apriete, se permite un afloje y no produce resultados). Esta función se utiliza para detectar aflojes no deseados al final de un apriete (por ejemplo, cuando la llave se libera de la junta). | 0 Nm |
Parámetros de la etapa de parada de STwrench
Los parámetros que aparecen en las tablas están disponibles cuando se utiliza una de las estrategias de la llave ST. Hay distintas combinaciones de estrategias. Algunos de los parámetros solo están disponibles para determinadas estrategias y pueden no ser visibles en otras estrategias.
Las normas de los parámetros se comprueban automáticamente. Si se produce una violación, el indicador de error se muestra junto a los parámetros incorrectos. Seleccione el indicador de error para ver más información sobre el error.
Alternar entre estrategias puede resultar en el indicador de error que se muestra. Esto indica que la combinación elegida no es válida y que hay que corregirla.
Para más información sobre la STwrench, consulte la Guía de usuario de STwrench (material impreso número 9836 4134 01).
Nombre del parámetro | Condición | Descripción | Valor predeterminado |
|---|---|---|---|
Tiempo de final de ciclo | Se aplica cuando el par cae por debajo del inicio de ciclo y alcanza el tercer valor de porcentaje definido en los LED de STwrench. | 100 ms |
Estrategias de herramienta de impulso
La estrategia se puede seleccionar cuando la versión del software del controlador es compatible con el programa de apriete. Las herramientas de impulsos pueden alcanzar un par superior al de las herramientas de rotación normales.
En esta sección
Programa de apriete por impulsos
Inicio
Durante la etapa de arranque, la herramienta gira en un modo de ralentí, sin impulsos.
Nombre del parámetro | Descripción |
|---|---|
Arranque suave | Permite configurar la velocidad, el ángulo y el par máximo de la herramienta para facilitar la entrada del perno en la rosca. Seleccionado con botones de radio. Off: El arranque suave está desactivado. On: El arranque suave está activado. |
Velocidad | Define la velocidad durante el arranque suave. |
Tiempo | Define la duración del Arranque suave. |
Ángulo | Define el ángulo objetivo de giro del eje para que el perno entre en la rosca. |
Par máx. | Define el límite superior de par durante el arranque suave. Si se supera el Par máx, el apriete se considera NOK. |
Detección de reapriete | Inmediato: Finaliza el apriete inmediatamente cuando se detecta un tornillo/perno ya apretado. El apriete se considerará NOK (no correcto). Requiere que se haya activado la opción de Arranque suave. Completo: Incluso si se detecta un tornillo/perno ya apretado, el apriete no termina hasta que se ejecutan todas las etapas de apriete. El apriete se considerará NOK (no correcto). Para realizar una detección de reapriete cuando el Arranque suave no está activo, debe utilizar la opción Detección de reapriete completo. La Detección de reapriete completo no finaliza el apriete hasta que se hayan ejecutado todas las etapas del apriete. El apriete se considerará un reapriete si la velocidad no puede alcanzar la mitad de la velocidad de aproximación, se indica entonces un error de reapriete. Off: No se realiza la detección de reapriete. Combinación de Arranque suave = Off y Reapriete = no se permite Temprano. |
Positivo | La compensación TrueAngle puede detectar la rotación de la herramienta y realizar compensaciones de ángulo dentro de los límites fijados. |
Negativo | La compensación TrueAngle puede detectar la rotación de la herramienta y realizar compensaciones de ángulo dentro de los límites fijados. |
Usar ajuste de fijación | El ajuste de accesorios se selecciona con botones de radio. |
Relación de engranaje | Velocidad de rotación de bocas = Velocidad de la herramienta/relación de engranajes. |
Ajuste de eficacia | Por ejemplo, 0,9 significa una pérdida de eficacia del 10 %. |
Aproximación
Durante la aproximación, la herramienta puede usar un modo de ralentí, con velocidad constante del motor o modo de impulsos. La selección se realiza en función del par encontrado y los límites de par fijados en la configuración.
Nombre del parámetro | Descripción |
|---|---|
Aproximación a alta velocidad | La etapa de aproximación puede ejecutarse a alta velocidad para minimizar el tiempo, sin sobretensión. Esto se logra permitiendo que la herramienta funcione a una velocidad superior durante una determinada longitud de ángulo. Cuando se alcanza el ángulo, la velocidad cambiará a la velocidad inferior especificada en el parámetro Velocidad de aproximación. Sólo disponible en herramientas SRB. Longitud: Predeterminada 3600°, máx 99999° Velocidad: la velocidad máx. de la herramienta debe ser superior a la velocidad de aproximación (rpm). |
Velocidad de aproximación | La velocidad de aproximación puede ajustarse en Máx o en Manual. Si la velocidad de aproximación se regula en Manual; introduzca la velocidad de la herramienta en rpm. |
Límites del ángulo de aproximación | Off: Límites del ángulo de aproximación desactivados. Desde el gatillo: Los Límites del par de aproximación están On. El sistema arranca para controlar el ángulo de apriete en cuanto se pulsa el gatillo de la herramienta e informa si se han infringido los límites de ángulo. Desde el par: Los Límites del par de aproximación están On. El sistema arranca para controlar el ángulo de apriete desde el valor de par especificado e informa si se han infringido los límites de ángulo. |
Par de monitorización del ángulo de aproximación | El valor de par desde el que se establecen los Límites del ángulo de aproximación. |
Ángulo mín. | Valor del ángulo para el límite de ángulo inferior desde el punto de arranque. |
Ángulo máx. | Valor de ángulo para el límite de ángulo superior desde el punto de arranque. |
Tiempo mínimo | Tiempo mínimo para la etapa. |
Tiempo máximo | Tiempo máximo para la etapa. |
Límites impulsos aproximación | Seleccionado en un menú de acceso rápido: Off: los límites del impulso de aproximación se desactivan. Desde el gatillo: los límites del impulso de aproximación se activan. El sistema empieza a monitorizar los impulsos en cuanto se pulsa el gatillo de la herramienta e informa si se han infringido los límites de impulsos. Desde el par: los límites del impulso de aproximación se activan. El sistema empieza a monitorizar los impulsos desde el valor de par especificado e informa si se han infringido los límites de impulsos. |
Par de monitorización de impulso de aproximación | Valor de par desde el que se inicia la monitorización de los límites de impulsos de aproximación. El valor debe ser superior al valor de Par máx. continuo. |
Impulsos mín. | Número mínimo de impulsos para alcanzar el valor de par completo de aproximación. |
Impulsos máx. | Número máximo de impulsos para alcanzar el valor de par completo de aproximación. |
Par completo de aproximación | Define el valor de par para cuando se ha alcanzado el asentamiento y completado la aproximación. El programa realiza la aproximación y arranca el modo de impulsos, si no lo ha hecho durante la aproximación. |
Apriete
Nombre del parámetro | Descripción |
|---|---|
Par objetivo | Par objetivo final para el apriete. |
Energía de impulso | La Energía de impulso que se suministra en el impulso de acción expresado en un porcentaje de la energía máxima que puede suministrar la herramienta en cada impulso. |
Factor de ajuste de fuerza de reacción | La energía que suministra la herramienta expresada en un valor de porcentaje. El factor de ajuste de fuerza de reacción se basa en la energía y los resultados de la acción de una reacción cómoda. |
Factor de correlación de par residual | El término Factor de correlación de par residual es similar a una calibración y realiza un ajuste entre el par dinámico, medido en la herramienta eléctrica, y el par residual, medido con una herramienta de control. |
Límites de par | Los límites se pueden seleccionar Automáticamente o Manualmente. |
Par mín. | Par mínimo para la etapa. |
Par máx. | Par máximo para la etapa. |
Límites de ángulo | Off: los límites de ángulo se desactivan. Desde aproximación completa: Los límites de ángulo se activan. El sistema empieza a monitorizar el ángulo de apriete en cuanto se alcanza la Aproximación completa e informa si se han infringido los límites de ángulo. Desde el par: Los Límites del par de aproximación están On. El sistema arranca para controlar el ángulo de apriete desde el valor de par especificado e informa si se han infringido los límites de ángulo. |
Par de monitorización del ángulo de aproximación | Valor de par desde el que se inicia la monitorización de los límites del ángulo de aproximación. |
Ángulo mín. | Valor del ángulo para el límite de ángulo inferior desde el punto de arranque. |
Ángulo máx. | Valor de ángulo para el límite de ángulo superior desde el punto de arranque. |
Tiempo mínimo | Tiempo mínimo para la etapa. |
Tiempo máximo | Tiempo máximo para la etapa. |
Límites de impulsos | Off: Sin monitorización de límite de impulsos. Desde aproximación completada: La monitorización comienza cuando se alcanza el Par de aproximación completo. Desde el par: La monitorización comienza cuando se alcanza el valor de par especificado. |
Par con monitorización de impulsos final | Valor de par desde el que se monitorizan los límites de impulsos. |
Impulsos mín. | Mínimo número de impulsos para alcanzar el objetivo final. |
Impulsos máx. | Máximo número de impulsos para alcanzar el objetivo final. |
Tiempo de detección prematura de pérdida de par | Se asume un aumento constante del par cuando se pasa de la aproximación al apriete. Si la boca se desliza o se rompe la cabeza de un tornillo, el par puede disminuir. Esto se puede detectar en una ventana de monitorización. |
Apriete por impulsos con herramientas eléctricas de accionamiento directo
El siguiente principio se aplica a las herramientas eléctricas de accionamiento directo. Se aplica a la serie de herramientas Atlas Copco SRB.
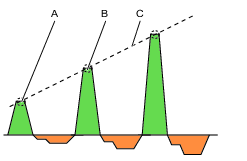
El apriete por impulsos utiliza una técnica de enviar impulsos de corriente eléctrica en el motor y tiene dos características diferenciadoras:
Una corriente de acción que añade un par positivo en la dirección del apriete.
Una corriente de reacción que crea una reacción de confort aplicando un par inverso.
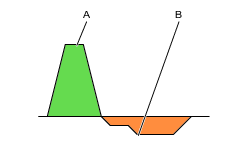
A | Pulso de acción para aplicar fuerza de apriete. |
B | Pulso de reacción para mayor comodidad |
La figura muestra el principio general de una estrategia de apriete mediante impulsos de corriente. La curva que se trace depende del tipo de herramienta y el algoritmo de apriete.
El periodo de impulsos consiste en dos fases, como muestra la figura, con una corriente de acción y una corriente de reacción. Cada impulso de acción añade par al apriete hasta que se alcanza el par final. Cada impulso de reacción crea una fuerza contraria que aporta una reacción cómoda.
El nivel de energía de la fase de acción y la fase de reacción son parámetros configurables. La combinación de estos dos parámetros crea un apriete eficaz, asegurando a la vez la comodidad del operador.
Apriete con el programa TensorPulse
El siguiente principio se aplica a las herramientas eléctricas de accionamiento directo. Se aplica a la serie de herramientas Atlas Copco SRB.
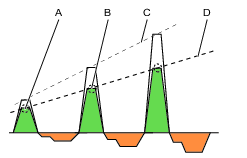
Después de cada periodo de impulsos se aumenta el par resultante en el tornillo. Tras una serie de impulsos, se alcanza el objetivo de par final.
A | Energía máxima positiva en impulso N |
B | Energía máxima positiva en impulso N+1 |
C | Aumento en energía (par) |
El nivel de energía en la fase de acción y la fase de reacción son parámetros configurables. La combinación de estos dos parámetros crea un apriete eficaz, asegurando a la vez la comodidad del operador. Es posible fijar la cantidad de energía en las dos fases como un porcentaje de energía máxima que se puede suministrar en cada periodo:
Energía de impulsos: la cantidad de energía que se aplica a cada impulso positivo como un porcentaje de la energía máxima que se puede aplicar en el periodo de impulsos. El valor se sitúa entre 10 y 100 %.
Factor de retención de fuerza de reacción: la cantidad de energía que se aplica a cada impulso de reacción como un porcentaje de la energía máxima que se puede aplicar en el periodo de impulsos. El valor se sitúa entre 0 y 75 %.
A | Energía positiva reducida en impulso N |
B | Energía positiva reducida en impulso N+1 |
C | Curva resultante para acumulación de par con energía máxima de impulsos. |
D | Curva resultante para acumulación de par con energía de impulsos reducida. |
Una pequeña Energía de impulsos (energía reducida) requiere más impulsos para alcanzar el par objetivo a medida que se aumenta el par en etapas más pequeñas. Unas etapas más pequeñas aportan una mayor precisión para finalizar el apriete cuando se alcanza el objetivo. Los impulsos más pequeños reducen el movimiento de la herramienta y mejoran el confort del operador.
Un Factor de retención de la fuerza de reacción dará lugar al confort deseado del operador. Si el factor es demasiado elevado, el operador siente una rotación de la herramienta en el sentido de las agujas del reloj. Si el factor es demasiado bajo, el operador siente una rotación de la herramienta en el sentido contrario a las agujas del reloj.
En una configuración ideal, la energía de reacción no crea ninguna fuerza de aflojado. Si la cantidad de impulsos para alcanzar el valor objetivo aumenta, el valor fijado es demasiado alto y se produce un ligero aflojado en cada impulso.
Los valores óptimos de la Energía de impulsos y el Factor de retención de la fuerza de reacción se debe ajustar para optimizar el rendimiento de la herramienta y el confort del operador.
Programa de apriete de impulsos en una sola etapa
Aproximación
Nombre del parámetro | Condición | Descripción | Valor predeterminado |
|---|---|---|---|
Velocidad de aproximación | Seleccionado con botones de radio. La velocidad de aproximación se puede seleccionar entre Máx. o Manual. | Máx. | |
Velocidad de aproximación | Velocidad de aproximación = Manual | Especifica la velocidad de la herramienta durante la etapa de aproximación. | |
Límites de tiempo de aproximación | Seleccionado en un menú de acceso rápido: Off: Los límites del tiempo de aproximación se desactivan. Desde el gatillo: Los límites del tiempo de aproximación se activan. El sistema empieza a monitorizar los impulsos en cuanto se pulsa el gatillo de la herramienta e informa si se han infringido los límites de tiempo. Desde el par: Los límites del tiempo de aproximación se activan. El sistema empieza a monitorizar el tiempo desde el valor de par especificado e informa si se han infringido los límites de tiempo. | Off | |
Par de monitorización del tiempo de aproximación | Límites de tiempo de aproximación = desde el par | Valor de par desde el que se inicia la monitorización de los límites del tiempo de aproximación. | |
Tiempo mínimo | Límites del tiempo de aproximación = On | Tiempo mínimo permitido para la aproximación. | 10ms |
Tiempo máximo | Límites del tiempo de aproximación = On | Tiempo máximo permitido para la aproximación. | 5000 ms |
Límites impulsos aproximación | Seleccionado en un menú de acceso rápido: Off: los límites del impulso de aproximación se desactivan. Desde el gatillo: los límites del impulso de aproximación se activan. El sistema empieza a monitorizar los impulsos en cuanto se pulsa el gatillo de la herramienta e informa si se han infringido los límites de impulsos. Desde el par: los límites del impulso de aproximación se activan. El sistema empieza a monitorizar los impulsos desde el valor de par especificado e informa si se han infringido los límites de impulsos. | Off | |
Par de monitorización de impulso de aproximación | Límites de impulsos de aproximación = desde el par | Valor de par desde el que se inicia la monitorización de los límites de impulsos de aproximación. | 2,5Nm |
Impulsos mín. | Límites de impulsos de aproximación = On | Mínimo número de impulsos para alcanzar el objetivo. | 2 |
Impulsos máx. | Límites de impulsos de aproximación = On | Máximo número de impulsos para alcanzar el objetivo. | 50 |
Par de aproximación completa |
| Define el valor de par para cuando se ha alcanzado el asentamiento y completado la aproximación. | 5Nm |
Apriete
Nombre del parámetro | Condición | Descripción | Valor predeterminado |
|---|---|---|---|
Par objetivo | Par objetivo final para el apriete. | ||
Energía de impulso | La Energía de impulso que se suministra en el impulso de acción expresado en un porcentaje de la energía máxima que puede suministrar la herramienta en cada impulso. | ||
Factor de correlación de par residual | El término Factor de correlación de par residual es similar a una calibración y realiza un ajuste entre el par dinámico, medido en la herramienta eléctrica, y el par residual, medido con una herramienta de control. | 100% | |
Límites de par | Seleccionado con botones de radio. Los límites se pueden seleccionar Automáticamente o Manualmente | ||
Par mín. | Límites de par = Manual | Par mínimo para la etapa. | |
Par máx. | Límites de par = Manual | Par máximo para la etapa. | |
Límites de tiempo | Seleccionado en un menú de acceso rápido: Off: Los límites de tiempo se desactivan. Desde aproximación completada: Los límites de tiempo se activan. El sistema empieza a monitorizar el tiempo en cuanto se alcanza la aproximación completa e informa si se han infringido los límites de tiempo. Desde el par: Los límites de tiempo se activan. El sistema empieza a monitorizar el tiempo desde el valor de par especificado e informa si se han infringido los límites de tiempo. | Off | |
Par con monitorización por tiempo | Límites de tiempo = desde el par | Valor de par desde el que se inicia la monitorización de los Límites del tiempo. | |
Tiempo mínimo | Límites de tiempo = On | Tiempo mínimo permitido para el apriete. | 10ms |
Tiempo máximo | Límites de tiempo = On | Tiempo máximo permitido para el apriete. | 1000 ms |
Límites de impulsos | Seleccionado en un menú de acceso rápido: Off: Sin monitorización de límite de impulsos. Desde aproximación completada: La monitorización comienza cuando se alcanza el Par de aproximación completa y se informa si el número de impulsos excede los límites. Desde el par: La monitorización comienza cuando se alcanza el valor de par concreto y se informa si el número de impulsos excede los límites. | Off | |
Par con monitorización de impulsos final | Límites de impulsos = desde el par | Valor de par desde el que se monitorizan los límites de impulsos. | |
Impulsos mín. | Límites de impulsos = activado | Mínimo número de impulsos para alcanzar el objetivo final. | 2 |
Impulsos máx. | Límites de impulsos = activado | Máximo número de impulsos para alcanzar el objetivo final. | 50 |
Tiempo de detección prematura de pérdida de par | Se asume un aumento constante del par cuando se pasa de la aproximación al apriete. Si la boca se desliza o se rompe la cabeza de un tornillo, el par puede disminuir. Esto se puede detectar en una ventana de monitorización. | 200 ms |
Girar husillo
La estrategia Girar es principalmente una estrategia para fines de comprobación y demostración. Cuando se deja que la herramienta gire libremente, girará la boca al ángulo especificado utilizando el menor par posible.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Velocidad objetivo | Velocidad objetivo para la estrategia Girar husillo. |
|
<Velocidad objetivo> | Velocidad de la herramienta manual durante la estrategia Girar husillo. | 16.5% del par máx. de la herramienta |
Ángulo objetivo | Ángulo para girar el husillo. | 360° |
Resultado externo
El resultado externo es una estrategia que se emplea cuando se indica un apriete correcto (OK) con una señal digital externa (y no con valores de par o ángulo medidos durante el apriete).
Cuando se envía la señal, la vista de resultados mostrará el valor del parámetro objetivo que figura en el programa de apriete (valor de par especificado, valor de ángulo o cadena de texto). Estos valores (par y ángulo) no representan los valores medidos reales, sino solo el texto introducido.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Par <Par objetivo> | Valor numérico del valor del par objetivo mostrado deseado | 0,00 |
Ángulo <Ángulo objetivo> | Valor numérico del valor del ángulo objetivo mostrado deseado | 360° |
Texto | Una cadena alfanumérica del texto mostrado deseado. |
|
En esta sección
Ejecución de la estrategia de apriete del resultado externo con una herramienta conectada
En la vista Inicio, seleccione la pestaña Apriete. A continuación, cree un programa de apriete con la estrategia de Resultado externo.
Vuelva a la vista Inicio y seleccione la pestaña Estación virtual.
En la ventana Licencias, la función estrategia de apriete del resultado externo con una herramienta conectada requiere que una estación virtual asigne y utilice una licencia.
En la ventana Herramientas, seleccione la herramienta necesaria. A continuación, seleccione la configuración de la herramienta.
En la ventana Tarea, seleccione el programa de apriete con una estrategia de Resultado externo.
Envíe la señal EXTERNAL_OK a la estación virtual.
Seleccione el botón Ir a resultados para mostrar los resultados.
Los resultados se envían desde la configuración de la herramienta para la herramienta conectada a la estación virtual.
Información relevante
Validación del programa de apriete y de la generación de informes de errores
El programa de ajuste se valida automáticamente con las normas del parámetro y las propiedades de la herramienta tan pronto como se introducen los nuevos valores o se realizan cambios. Si la validación detecta errores se comunican con una descripción de los errores.
En esta sección
Validación de la generación de informes de errores
Si la validación señala un error, éste se visualiza con un icono junto al parámetro o los parámetros que causan el error. Cuando toca el icono aparece una breve descripción del error.
Ejemplo (Ver imagen):
El Par objetivo se establece en 25 Nm con los límites de par final en Par mín. 23,75 Nm y Par máx. 24,5 Nm (Este valor está oculto tras la ventana emergente de la imagen).
Cuando se toca el icono de error de validación situado junto al parámetro Par máx., aparece una breve descripción del error que indica que el Par objetivo es mayor que el Par máx. (Par máx.<= Par objetivo).
Para solucionar el error, ajuste el valor del Par máx. de forma que sea mayor que el Par objetivo, y el icono de error desaparecerá.
Validar una herramienta con un programa de apriete
En el menú de Apriete, elija la biblioteca del programa de Apriete o la biblioteca del programa multietapa. Si es necesario, seleccione un programa específico de la lista. La validación puede realizarse tanto en la totalidad de la lista de programas como en programas individuales.
Seleccione el icono más en la esquina superior derecha de la GUI.
En la ventana emergente, elija la herramienta para validar el programa de apriete y pulse Validar.
Si un programa de apriete no es compatible con la herramienta seleccionada, se indicará mediante un círculo rojo con un símbolo de exclamación.
Tabla de compatibilidad de herramienta con programa de apriete
La disponibilidad de las estrategias de apriete depende de las licencias instaladas en el controlador.
Estrategias de apriete | ES | ST | STR | SR | SB+ | ETT | SL (baja tensión) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | SRB-HA | TBP / TBP-S | STW | Herramienta externa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Dos etapas | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Etapa rápida | X | X | X | X | X | X | X | X | X | X | X | X | - | - | - |
Tres etapas | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Apriete Turbo | X | - | X | X* | - | X | - | - | - | X | X | - | - | - | - |
Girar husillo | X | X | X | X | X | X | X | X | X | X | - | X | - | - | - |
Resultado externo | X | X | X | X | X | X | X | X | X | X | X | X | X | - | X |
Pulso de tensor | - | - | - | - | - | - | - | - | - | X | X | - | - | - | - |
Impulso: una etapa | - | - | - | - | - | - | - | - | - | - | - | - | X | - | - |
Producción de llave | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
Calidad de llave | - | - | - | - | - | - | - | - | - | - | - | - | - | X | - |
* Disponible solo para SR31.
Características de apriete | ES | ST | STR | SR | SB+ | ETT | SL (baja tensión) | QST | STB | SRB 2.0 ETP-SRB31-20 | SRB 2.1 ETP-SRB31-25 | TBP / TBP-S | STW | Herramienta externa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Ángulo real | - | - | X | - | - | X | - | - | - | - | - | - | - | - |
Programas multietapas
Las funciones de controlador, como las estrategias de apriete de baja reacción y las funciones para todos los controladores entre otras, requieren distribuir licencias a través del Functionality Management System (FMS). Aunque la configuración de las funciones es posible sin licencias específicas, la asignación y uso de esas funciones requerirán instalar la licencia adecuada en el controlador. Consulte Licencias (FMS) para más información detallada sobre las licencias.
Un apriete Multistep es un apriete realizado en varias etapas. El número de etapas y el tipo de éstas varían dependiendo del apriete que debe realizarse. Los programas de apriete multietapa son altamente configurables, incluyendo la función de monitorización y las restricciones.
En esta sección
- Interfaz multietapa de GUI
- Etapas de apriete
- Seguimientos de etapa
- Restricciones de etapa
- Generadores de Informe de resultado
- Añadir un programa multietapa
- Eliminar un programa multietapa
- Ajustes para un programa multietapa
- Crear un programa Multistep
- Tabla de compatibilidad de herramienta con programa multietapa
- Herramientas STB y Multistep
Interfaz multietapa de GUI
Multistep tightening programs can only be edited in the web GUI.
La interfaz de los programas multietapa se puede dividir en tres áreas principales.
En la parte superior hay un menú desplegable que contiene las Propiedades del programa de apriete multietapa. Aquí se pueden completar las propiedades generales, como nombre del programa, el monitor de programa general y la validación.
A la derecha hay tres pestañas con las etapas, los monitores y las restricciones que se pueden usar para construir el programa multietapa. Para usar cualquiera de estos elementos, haga clic en la pestaña correspondiente y arrastre el elemento de la lista al área de apriete. Dependiendo de su función, suelte el elemento entre el principio y el final del programa (para etapas), o encima de una etapa en concreto (para monitores y restricciones).
El área principal de la interfaz está formada por el área de apriete. Esta es el área que incluye todas las etapas en el programa de apriete. Utilice los botones de zoom para acercar y alejar el área de apriete.
At bottom left of the screen there is a Copy Tightening Program button and a Delete Tightening Program button.
Etapas de apriete
Esta sección enumera las etapas de apriete válidas para los controladores PF6000 y PF6 StepSync.
Parámetros generales
Nombre
Se puede asignar un nombre distinto a cada etapa, en caso necesario.
Dirección de giro
Cada una de las etapas de apriete puede girar marcha adelante, es decir, para apretar, o marcha atrás, es decir, para aflojar ligeramente el tornillo. Las flechas indican esta dirección. Muchas de las etapas de apriete tienen una dirección con codificación fija hacia adelante, por ejemplo Apretar hasta el ángulo o Apretar hasta el par. Las etapas como Aflojar hasta el ángulo o Aflojar hasta el par tienen la dirección establecida automáticamente en marcha atrás.
El ajuste de desapriete no está permitido para las herramientas configuradas con el accesorio delantero de engranaje (GFA) de boca abierta. La dirección de apriete del programa de apriete debe ser la misma que la dirección de apriete de la herramienta de boca abierta para que se permita ejecutar un apriete. Es posible asignar un programa de desapriete a un programa de apriete para una herramienta de boca abierta, pero si el interruptor de dirección está configurado para ejecutar el programa de desapriete, la herramienta se bloqueará.
Categoría de la etapa
Para cada etapa, existe la opción de elegir una categoría de etapa. Al seleccionar la categoría de etapa, los aprietes que no sean correctos (NOK) figurarán en una lista en la vista de resultados del evento con un estado relacionado detallado junto con la información correspondiente del error. Si no se realiza ninguna selección, el estado detallado se establecerá en «error de múltiples etapas sin categorizar». El estado detallado relacionado se puede personalizar.
Ventana de ángulo
Una junta se considera dura si el tornillo se aprieta hasta su par completo y gira 30 grados o menos después de apretarse hasta su punto de asentamiento. Una junta blanda gira 720 grados o más después de apretarse hasta su punto de asentamiento. El parámetro de dureza define la ventana del ángulo para calcular la gradiente. Cuanto más dura sea la junta, más pequeña es la ventana del ángulo.
Rampa de velocidad/aceleración (solo disponible en Tools Talk 2)
Para la mayoría de etapas se puede especificar cómo debe hacerse la aceleración hasta la velocidad objetivo. Se pueden realizar tres ajustes distintos: duro, blando y manual. La aceleración definida se empleará cuando se inicie una etapa. Independientemente de si la herramienta ya está funcionando con velocidad al principio de la etapa, la rampa se empleará para acelerar la velocidad objetivo de la etapa. Este no será el caso incluso si la velocidad al inicio de la etapa es mayor o menor que la velocidad objetivo.
Rampa de velocidad - Modo duro y blando:
Aceleración | Rampa de velocidad utilizada |
|---|---|
Dura | 2000 rpm/s (una rampa de velocidad entre 1000 y 10000 rpm/s es una aceleración dura). |
Blanda | 500 rpm/s (una rampa de velocidad entre 200 y 1000 rpm/s es una aceleración blanda). |
Rampa de velocidad - Modo manual:
Parámetro | Valor predeterminado | Límite mínimo | Límite máximo |
|---|---|---|---|
Velocidad | 60 rpm | Debe ser > 0 | Debe ser <= Velocidad máxima de la herramienta |
Aceleración | 500 rpm/s | Debe ser > 0 | Debe ser <= Aceleración máxima de la herramienta |
Usando cambios de velocidad
Puede definir 1-5 activaciones de ángulo o e par durante una etapa, donde cambiará la velocidad.
Los cambios de velocidad se pueden añadir en el campo Configuración.
En una etapa, todas las activaciones de cambio de velocidad se basan en la misma propiedad (par o ángulo). No pueden mezclarse en una etapa.
Para añadir un cambio de velocidad:
En el cuadro de diálogo de una etapa que pueda tener cambios de velocidad, seleccione Añadir cambio de velocidad. A continuación, seleccione un intervalo de ángulo y un intervalo de par.
Se abren los campos de par/ángulo de cambio de velocidad.Añada los valores en función de la siguiente tabla:
Parámetro
Descripción
Activación de ángulo/par
Debe ser > 0
Velocidad
Debe ser > 0
Tipo de rampa de velocidad
Duro o suave
Los gatillos de par y de ángulo deben ser inferiores al objetivo de la etapa, dependiendo del tipo de etapa y del tipo de gatillo.
El gatillo de par y la velocidad de par también se validan con el par máximo y la velocidad máxima de la herramienta.
Una advertencia o indicador de error se produce cuando los ajustes de cambio de velocidad exceden los valores máximos de la herramienta o de la etapa.
Controlar el comportamiento de frenado (parada ergo/inercia)
El comportamiento de frenado de un programa de apriete multietapa se puede controlar en dos lugares posibles en el programa: en una etapa anterior una inversión de la dirección del apriete, o en la etapa final del programa de apriete. En otros lugares del programa multietapa, los parámetros de frenado no estarán disponibles en los ajustes generales de la etapa. Se puede ajustar el frenado a Parada ergo o Inercia. Inercia frenará completamente la herramienta, mientras que Parada ergo permitirá una desaceleración más ergonómica del apriete.
Para ajustar el tipo de frenado, vaya a los ajustes de la etapa y cambie al menú desplegable Configuración de freno a Parada ergo o Inercia. Inercia no tiene parámetros adicionales.
Parámetros de parada ergo
Parámetro | Descripción |
|---|---|
Freno adaptador | Ajuste el freno adaptador a Activado o Desactivado |
Tiempo de rampa | Solo disponible cuando el freno adaptador está desactivado. Inserte el tiempo en ms. |
Lista de etapas individuales
Las siguientes etapas de apriete no son compatibles con las herramientas configuradas con el accesorio delantero de engranaje (GFA) de boca abierta:
A: aflojar hasta ángulo
TrR: aflojar hasta liberar el gatillo
T: aflojar hasta par
E: accionar
SR: liberar boca
DT: apretar hasta DynaTork
TP - TensorPulse
C: embrague
Esta etapa operará la herramienta con la velocidad programada en la dirección hacia adelante hasta que se libere el embrague. Cuando la herramienta ha informado de la liberación del embrague, la etapa finalizará con el estado OK.
Un programa de apriete que utilice la etapa de embrague no puede tener otra etapa asignada.
Esta etapa solo es válida para las herramientas de embrague BCV-RE y BCP-RE.
Parámetro | Descripción |
|---|---|
Control de velocidad | Una velocidad o dos velocidades |
Velocidad final | Ajusta la velocidad final del programa [rpm] |
Rampa de velocidad | Interruptor donde se puede seleccionar la rampa de velocidad [dura, suave] |
Reapriete | Detección de reapriete configurada en Activado o Apagado |
Ángulo de reapriete | Ajusta el ángulo de reapriete [º] |
CL - Afloje del embrague
Esta etapa operará la herramienta con la velocidad programada en la dirección hacia detrás hasta que se libere el gatillo de la herramienta.
Un programa de afloje que utilice la etapa de embrague no puede tener otra etapa asignada.
Esta etapa solo es válida para las herramientas de embrague BCV-RE y BCP-RE.
Parámetro | Descripción |
|---|---|
Final | Ajusta la velocidad final del programa [rpm] |
W - Esperar
En esta etapa la herramienta espera durante el tiempo especificado. La herramienta no gira mientras espera.
La herramienta espera el tiempo especificado. Si la posición en espera se establece en Activado, la herramienta mantiene la posición durante el Tiempo de espera.
SR: liberar boca
Esta etapa opera la herramienta con la velocidad n hacia atrás hasta que se alcanza el ángulo objetivo. El ángulo objetivo se mide desde el inicio de la etapa.
Solo se puede emplear esta etapa como última etapa en la ruta de apriete de un programa de apriete de múltiples etapas. Sin embargo, es posible añadir un punto de sincronización después de este paso.
Parámetro | Descripción |
|---|---|
Ángulo objetivo | El objetivo de ángulo Predeterminado: 3º , debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Velocidad | Predeterminado: 60 rpm. |
DI – Ejecutar hasta entrada digital
Esta etapa ejecuta la herramienta en la dirección definida por el parámetro Dirección, hasta que la entrada especificada por Entrada digital se vuelve alta o baja dependiendo del valor de Condición de parada.
Esta etapa no está disponible para las herramientas STB.
Parámetro | Descripción |
|---|---|
Dirección | Hacia adelante o hacia atrás |
Entrada digital | Se puede seleccionar una de las siguientes entradas digitales locales en el controlador:
|
Condición de parada |
|
Velocidad (rpm) | Predeterminado: 60 rpm. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Disponible si Tipo de rampa de velocidad es Manual. Predeterminado: 500 rpm/s. |
A – Apretar hasta ángulo
Esta etapa opera la herramienta hasta que se alcanza el ángulo objetivo. El ángulo objetivo se mide desde el inicio de la etapa.
Parámetros
Parámetro | Descripción |
|---|---|
Ángulo objetivo | El objetivo de ángulo Debe ser > 0 |
Velocidad | Predeterminado: 60 rpm. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
A – Aflojar hasta ángulo
Esta etapa opera la herramienta con la velocidad n hacia atrás hasta que se alcanza el ángulo objetivo. El ángulo objetivo se mide desde el inicio de la etapa.
Parámetros
Parámetro | Descripción |
|---|---|
Ángulo objetivo | El objetivo de ángulo Debe ser > 0 |
Velocidad | Predeterminado: 60 rpm. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
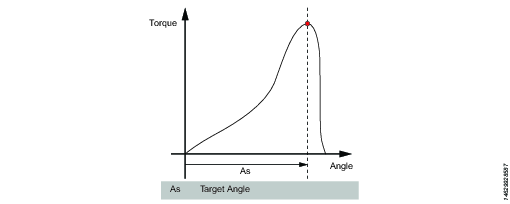
TrR – Aflojar hasta liberar el gatillo
Esta etapa se ejecuta en dirección hacia atrás hasta que se libera el gatillo de la herramienta (aflojar). Solo se puede utilizar como última etapa en un programa.
Para las herramientas STB, esta etapa solo es aplicable para programas de afloje.
Parámetro | Descripción |
|---|---|
Velocidad | Valor numérico para la velocidad de rotación, en rpm. |
Tipo de rampa de velocidad | Lista de opciones donde se puede seleccionar la rampa de velocidad [dura, suave, manual] |
TTTR – Apretar hasta liberar el gatillo
Esta etapa opera hasta que se libera el gatillo de la herramienta (apretar). Solo se puede utilizar como última etapa en un programa de apriete.
Parámetro | Descripción |
|---|---|
Velocidad | Valor numérico para la velocidad de rotación, en rpm. |
Tipo de rampa de velocidad | Lista de opciones donde se puede seleccionar la rampa de velocidad [dura, suave, manual] |
Apretar hasta límite elástico, método 2 (YM2)
Esta etapa opera la herramienta con la velocidad especificada en la dirección hacia adelante hasta que se detecta el límite elástico.
La búsqueda del límite elástico se inicia cuando se ha alcanzado el par Tt. Se calcula la media del par en Af grados. Este procedimiento se repite N rs veces.
Se calcula una pendiente de referencia con regresión lineal en los puntos N rs. Tras esto, se calculan continuamente los valores medios nuevos en A f grados.
La pendiente actual se calcula con regresión lineal sobre los últimos puntos medios N s . El límite elástico se alcanza cuando la pendiente es inferior al Py % de la pendiente de referencia.
Parámetro | Descripción |
|---|---|
Par objetivo | Debe ser > 0 |
Filtrar ángulo | Predeterminado: 1. Debe ser > 0 |
Número de muestras | Predeterminado: 6. Debe ser > = 4 |
Número de muestras, ref. | Predeterminado: 6. Debe ser > = 4 |
Porcentaje de límite elástico | Predeterminado: 90%. Debe ser >20%. |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
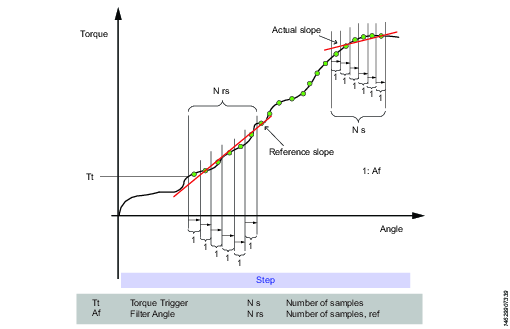
T - Apretar hasta par
Esta etapa opera la herramienta con la velocidad programada en la dirección hacia adelante hasta que se alcanza el par objetivo.
Parámetro | Descripción |
|---|---|
Par objetivo | El objetivo de par Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
T – Aflojar hasta par
Esta etapa opera la herramienta con la velocidad n hacia atrás. Para que se active la etapa, el par debe exceder primero el 110 % del par objetivo. El par objetivo debe tener un valor positivo. Después de alcanzar el par objetivo, se ejecutará el paso hasta que el par caiga por debajo del par objetivo.
Parámetro | Descripción |
|---|---|
Par objetivo | El objetivo de par Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
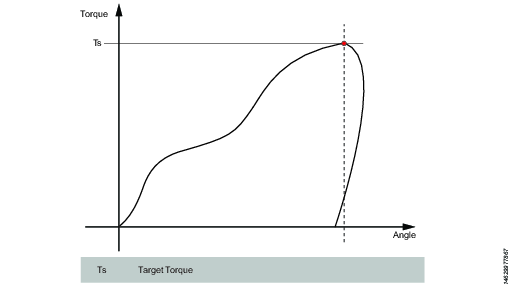
T+A – Apretar hasta par más ángulo
Esta etapa opera la herramienta hasta que se alcanza el ángulo objetivo. Desde este punto continúa operando un ángulo objetivo adicional.
Parámetro | Descripción |
|---|---|
Par objetivo | El objetivo de par Debe ser > 0 |
Ángulo objetivo | El objetivo de ángulo Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Velocidad | Predeterminado: 60 rpm. |
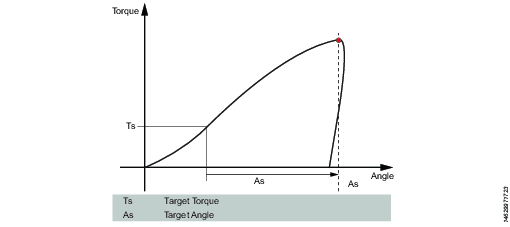
T|A – Apretar hasta par o ángulo
Esta etapa ejecuta la herramienta a la velocidad n en la dirección hacia adelante hasta que se alcanza el par objetivo o el ángulo objetivo. Las mediciones de par y ángulo empiezan al comienzo del paso.
Parámetro | Descripción |
|---|---|
Par objetivo | Debe ser > 0 |
Ángulo objetivo | Debe ser > 0 |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
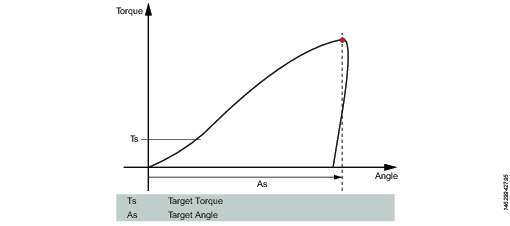
T&A – Apretar hasta par y ángulo
La herramienta funciona a la velocidad especificada en la dirección hacia adelante hasta que se alcanza tanto par objetivo como ángulo objetivo. El par objetivo y el ángulo objetivo deben ser > 0.
Parámetro | Descripción |
|---|---|
Par objetivo | Debe ser > 0 |
Ángulo objetivo | Predeterminado: 0. Debe ser > 0 |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
DT – Apretar hasta DynaTork
Esta etapa opera la herramienta con la velocidad n en la dirección hacia adelante hasta que se alcanza el Ángulo objetivo. La herramienta mantendrá entonces la constante en el Porcentaje DynaTork del Par objetivo durante el Tiempo DynaTork.
Para evitar un sobrecalentamiento de la herramienta, se recomienda encarecidamente no operar DynaTork por encima del 40 % del par máximo de la herramienta.
Parámetro | Descripción |
|---|---|
Par objetivo | El objetivo de par Debe ser > 0 |
Tiempo de DynaTork | El tiempo de DynaTork estará activo. |
Porcentaje de DynaTork | El porcentaje del Par objetivo. |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Velocidad (rpm) | Predeterminado: 60 rpm. |
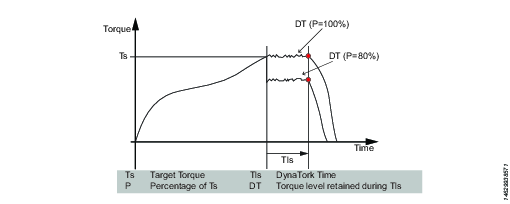
Y – Apretar hasta límite elástico
Esta etapa no está disponible para las herramientas STB.
Esta estrategia opera la herramienta con la velocidad en la dirección hacia adelante hasta que se detecta el límite elástico. El límite elástico se encuentra monitorizando la gradiente desde el punto en el que el par supera el nivel del Par del gatillo, calculado según las mediciones de distancia del par y el ángulo. El parámetro de distancia del ángulo se establece según la dureza especificada de la junta.
Establecer la Ventana del ángulo de gradiente (para una junta dura, una junta blanda o para establecer manualmente la ventana del ángulo). Si se selecciona Manual, debe establecerse la Ventana del ángulo. Una junta se considera dura si el tornillo se aprieta hasta su par completo y gira 30 grados o menos después de apretarse hasta su punto de asentamiento. Una junta blanda gira 720 grados o más después de apretarse hasta su punto de asentamiento. El parámetro de dureza define la ventana del ángulo para calcular la gradiente. Cuanto más dura sea la junta, más pequeña es la ventana del ángulo.
Parámetro | Descripción |
|---|---|
Ventana de ángulo de gradiente | Especifica Ventana de ángulo:
|
Ventana de ángulo | Disponible cuando Ventana de ángulo de gradiente se establece en Manual. Debe ser > 0 e <= 100. |
Par del gatillo | La medición del ángulo comienza en este punto de activación. Debe ser >= 0 e < Par máx. de herramienta. |
Amortiguación | Frecuencia con la que se calcula el gradiente. Debe ser > 0 e < 100 e < Ventana de ángulo. |
Porcentaje de límite elástico | Debe ser >=20 % |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Tipo de filtro de par | El tipo de filtro:
|
Frecuencia de corte | Es necesario especificarla cuando se configura Tipo de filtro de par como Pase bajo:
|
Número de muestras | Es necesario especificarla cuando se configura Tipo de filtro de par como Media móvil:
|
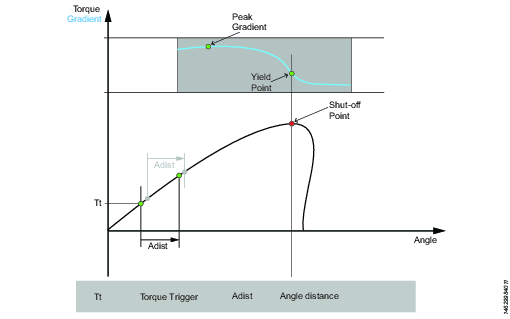
ThCT – Corte de rosca hasta par
La función Corte de rosca hasta par activa el apriete en el que el par de aproximación requerido es superior al par de Aproximación completa, por ejemplo cuando se aprietan capas finas de metal utilizando tornillos autorroscantes. La herramienta opera hacia adelante hasta que se alcanza el Ángulo de corte de rosca (Aw). La ventana del ángulo de corte de rosca se mide desde que el par supera por primera vez el Par de gatillo de corte de rosca (Ttc). Desde el punto en que se alcanza el ángulo de corte de rosca, la etapa continúa hasta que se alcanza el Par objetivo (Tt).
Parámetro | Descripción |
|---|---|
Par objetivo | Debe ser > 0 |
Ventana de ángulo de corte de rosca | Predeterminado: 0. Debe ser > 0 |
Par del gatillo | La medición del ángulo comienza en este punto de activación. |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
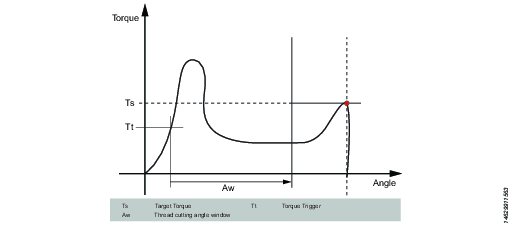
RD – Aproximación
Esta etapa no está disponible para las herramientas STB.
La etapa de aproximación forma parte del apriete desde que el tornillo entra en la rosca hasta justo antes de que la cabeza del tornillo toque la superficie subyacente y se alcance el punto de asentamiento. El par necesario durante la aproximación no contribuye a ninguna fuerza de amarre.
Esta etapa hace funcionar la herramienta con la velocidad en dirección de avance y, dependiendo del Tipo de aproximación, par o asentamiento, la conducta de la etapa es la que sigue:
Tipo de aproximación: Hasta par: La etapa se detiene cuando se encuentra el par objetivo especificado.
Tipo de aproximación: Hasta asentamiento: El cálculo de la gradiente de ajuste empieza en el nivel de gatillo de par especificado Tt. Si no se establece la activación por par, se inicia el cálculo de la gradiente al comenzar la etapa.
El cálculo de la pendiente se realiza entre dos puntos de ángulo con separación de Ad grados y se calcula de la forma siguiente: (Tn – Tn-1)/(An – An-1) y en cuanto las dos pendientes consecutivas son superiores a TSLOPE se encuentra el punto de asentamiento.
Parámetro | Descripción |
|---|---|
Tipo de aproximación | Hasta par o Hasta asentamiento. |
Par objetivo | Predeterminado: «No config.» Debe ser > 0 |
Velocidad | Predeterminado: 60 rpm. Debe ser > 0 |
Tipo de rampa de velocidad | Duro, suave o manual. Predeterminado: Duro. Si selecciona Manual, se abre el campo de la rampa de velocidad. |
Rampa de velocidad | Si el tipo de rampa de velocidad es Manual, se abre el campo. Predeterminado: 500 rpm/s. |
Par del gatillo | Si Tipo de aproximación es Hasta asentamiento, aparece el campo Par de gatillo. Predeterminado: «No config.» Debe ser > 0 |
Ángulo delta | Si Tipo de aproximación es Hasta asentamiento, aparece el campo Ángulo delta. Predeterminado: "0". Debe ser > 0 |
Tasa de par | Si Tipo de aproximación es Hasta asentamiento, aparece el campo Régimen de par. Predeterminado: "0". Debe ser > 0 |
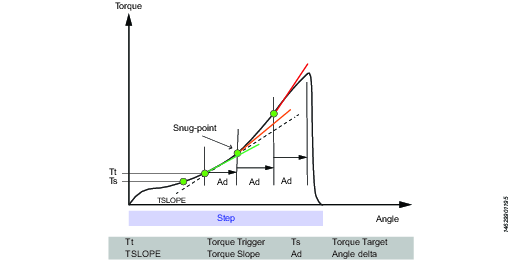
E: accionar
Esta etapa no está disponible para las herramientas STB.
Esta etapa opera la herramienta en ambas direcciones hasta que la boca envuelve el tornillo. La etapa continúa hasta que se alcanza el Par objetivo o Ángulo objetivo, siempre que se haya establecido la opción Continuar si no se acopla en Sí. Si se alcanza el ángulo objetivo en cualquiera de las direcciones, ésta se invertirá. Limitar las iteraciones de búsqueda introduciendo el Máx. de intentos de acople. Si se alcanza el par objetivo en cualquiera de las direcciones, finalizará la etapa con el estado OK.
Ext - Resultado externo
El resultado externo es una estrategia que se emplea cuando se indica un apriete correcto (OK) con una señal digital externa (y no con valores de par o ángulo medidos durante el apriete). Esta señal externa se puede facilitar a través de cualquier medio que pueda transmitir una señal digital a la herramienta.
Cuando se envía la señal, la vista de resultados (datos registrados) mostrará el valor del parámetro objetivo que figura en el programa de apriete (valor de par especificado, valor de ángulo o cadena de texto). Estos valores (par y ángulo) no representan los valores medidos reales, sino solo el texto introducido.
Parámetro | Descripción |
|---|---|
Par <Par objetivo> | Valor numérico del valor de par objetivo mostrado deseado. Una señal podría proceder por ejemplo de una llave de clic y mostrar <Par objetivo>. |
Ángulo <Ángulo objetivo> | Valor numérico del valor de ángulo objetivo mostrado deseado. Una señal podría proceder por ejemplo de una llave de clic y mostrar <Ángulo objetivo>. |
Texto | Una cadena alfanumérica del texto mostrado deseado. Por ejemplo: «Se ha cambiado el aceite». |
MWR - Llave mecatrónica
La llave mecatrónica es una etapa especializada que se puede utilizar solo combinada con la llave mecatrónica (MWR).
Esta etapa no se puede utilizar combinada con otras etapas. No se pueden utilizar restricciones con esta etapa. De forma predeterminada, la etapa cuenta con tres supervisiones: par pico, ángulo y clic.
Parámetro | Descripción |
|---|---|
Límite de afloje | Valor numérico para par negativo (es decir, par en la dirección de afloje) en cuyo punto el resultado de apriete se marca como NOK (dirección equivocada de apriete (aflojar)); en Nm. |
Tamaño de la herramienta | Valor numérico para la longitud específica de la herramienta de terminal instalada en el MWR-TA; en mm. |
Curvatura de herramienta | Valor numérico para la herramienta de terminal instalada en el MWR-TA; en º/Nm. |
Ventana de ángulo de reapriete | Valor numérico para el ángulo para determinar si el tornillo ya estaba apretado si el par se alcanza, en º. |
Velocidad angular máx. | Valor numérico para la velocidad máx. a la cual se puede apretar el tornillo, en º/s. |
WP - Producción de llave
Estrategia utilizada para la prueba de calidad del apriete realizado con la STwrench.
Parámetro | Descripción |
|---|---|
Estrategia de control | El tipo de etapa Producción de llave se puede configurar con las estrategias de control siguientes.
|
En base a la estrategia de control seleccionada, aparecerá una combinación de algunos de los parámetros abajo enumerados.
Parámetros | Descripción |
|---|---|
Par objetivo | Define el par objetivo para la etapa de apriete. |
Medir par a | Especifica donde se medirá el par. Escoja entre Par de pico o Ángulo de pico.
|
Límite de búsqueda de ángulo | Es una compensación que se utiliza para definir el valor de resultado de par para un apriete. Medir par en se debe configurar como Ángulo de pico para que este parámetro esté disponible. |
Tiempo de trinquete | Valor numérico para el tiempo de trinquete que es 5000 ms de forma predeterminada. Esto permite al operario liberar el par durante un momento y recargar durante la operación de apriete. Si se supera el Tiempo de trinquete, el resultado del apriete se marca como NOK con la razón «Tiempo límite superado de apriete». |
Tiempo de final de ciclo | Valor numérico en ms para indicar el final del tiempo de ciclo. Se aplica cuando el par cae por debajo de la aproximación completa |
Coeficiente de corrección de par | El parámetro se utiliza para corregir la lectura de par cuando se utiliza una extensión o un multiplicador de par en la llave. El valor predeterminado es 1. |
Corrección de ángulo | El parámetro se utiliza para corregir la lectura de ángulo cuando se utiliza una extensión o un multiplicador de par en la llave. El valor predeterminado es 0. |
Ángulo objetivo | Define el ángulo objetivo para la etapa de apriete. |
Detección de reapriete | Activado o Desactivado. La detección de reapriete se puede utilizar para determinar si un apriete es un reapriete en base al ajuste de límite de ángulo. Límite de ángulo para reapriete está activado si se configura Dirección de reapriete como Activado. |
Coeficiente de pendiente lineal | El coeficiente de pendiente lineal caracteriza la rigidez de la junta en la parte lineal de la curva, como pendiente de par/ángulo con la unidad de medida Nm/Grado. |
Compensar valor | Escoja entre Par medio o Par de pico. El valor de compensación especifica cómo se calculará el PVT. Par medio - El PVT se basará en una media calculada utilizando los elementos siguientes:
Par de pico - El PVT se basará en el valor de pico medido antes de detectar el asentamiento. |
Monitorización de retardo | El cálculo del PVT no se iniciará antes de que haya pasado esta ventana, empieza con el inicio de apriete. |
Intervalo PVT | Define para cuántos grados se deben calcular la ventana PVT, empezando desde el punto de distancia PVT. |
Distancia PVT | Define a cuántos grados antes del asentamiento el sistema debe iniciar la ventana PVT. |
Par mín. prevalente | Límite mínimo de par de autofrenado. |
Par máx. prevalente | Límite máximo de par de autofrenado. |
WQ - Calidad de llave
Estrategia empleada para la comprobación de calidad de los aprietes con la STwrench.
Parámetro | Descripción |
|---|---|
Estrategia de control | La estrategia Calidad de llave se puede configurar con las estrategias de control siguientes.
|
En base a la estrategia de control seleccionada, aparecerá una combinación de algunos de los parámetros abajo enumerados.
Parámetros | Descripción |
|---|---|
Tiempo de trinquete | Valor numérico para el tiempo de trinquete que es 5000 ms de forma predeterminada. Esto permite al operario liberar el par durante un momento y recargar durante la operación de apriete. Si se supera el Tiempo de trinquete, el resultado del apriete se marca como NOK con la razón «Tiempo límite superado de apriete». |
Coeficiente de corrección de par | El parámetro se utiliza para corregir la lectura de par cuando se utiliza una extensión o un multiplicador de par en la llave. El valor predeterminado es 1. |
Corrección de ángulo | El parámetro se utiliza para corregir la lectura de ángulo cuando se utiliza una extensión o un multiplicador de par en la llave. El valor predeterminado es 0. |
Ángulo objetivo | Define el ángulo objetivo para la etapa de apriete. |
Detección de reapriete | Activado o Desactivado. La detección de reapriete se puede utilizar para determinar si un apriete es un reapriete en base al ajuste de límite de ángulo. Límite de ángulo para reapriete está activado si se configura Dirección de reapriete como Activado. |
Coeficiente de pendiente lineal | El coeficiente de pendiente lineal caracteriza la rigidez de la junta en la parte lineal de la curva, como pendiente de par/ángulo con la unidad de medida Nm/Grado. |
TP - TensorPulse
Antes de utilizar la etapa de apriete TensorPulse, es obligatorio haber instalado el siguiente tipo de licencia en el controlador:
Estrategias de Baja Reacción
TensorPulse solo es válido para las herramientas siguientes: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
Esta etapa genera impulsos de apriete en la dirección hacia adelante hasta que se alcanza el objetivo de par.
Si ejecuta la etapa de apriete TensorPulse, utilice adaptador PulseDrive.
Si la etapa de apriete TensorPulse se ejecuta sin el adaptador PulseDrive, todos los aprietes son NOK. El error de etapa «Adaptador PulseDrive no detectado» aparece cuando no hay adaptador PulseDrive.
Parámetro | Descripción |
|---|---|
Objetivo de par: Ts | El intervalo de par debe ir de 0 hasta el par máximo de la herramienta. |
Energía de impulso: Pe | La energía de impulso se utiliza para controlar la cantidad de energía/corriente en cada impulso. El rango de Energía de impulso debe ir del 10 % al 100 %. |
Factor de ajuste de fuerza de reacción | El Factor de ajuste de la fuerza de reacción se utiliza para ajustar la fuerza de reacción al ejecutar la etapa TensorPulse. Es la potencia que mueve la herramienta en el sentido opuesto tras cada impulso. El rango de Factor de ajuste de la fuerza de reacción debe ir de 0 al 100 %. |
En la trayectoria, la inversión del ángulo significa que la herramienta gira hacia atrás para activar los impulsos, pero el cabezal del tornillo no gira hacia atrás necesariamente a causa del adaptador PulseDrive.
En esta sección
Ajustes de trayectoria
Cuando la configuración de trayectoria se ha habilitado en el nivel de programa, la resolución de trayectoria se puede configurar en el nivel de etapa. La configuración de Ajustes de trayectoria define cómo se debe realizar el muestreo en cada etapa específica.
Con este registro de trayectoria, las tasas de muestreo no son las mismas en todas las etapas, sino que la tasa de muestreo dependerá de la configuración en cada etapa. Esto significa que en cada etapa la trayectoria se dividirá en un trazo.
Parámetro | Descripción |
|---|---|
Ajustes de trayectoria |
|
Tiempo de muestra | Elija el tiempo de muestra de la lista desplegable (0,25 - 1000 ms). |
Ángulo de muestra | Elija el ángulo de muestra de la lista desplegable (0,25 - 20º). |
El número máximo de muestras en una trayectoria es de 4096. Si un apriete produce más de 4096 muestras, se realizará un proceso de reducción de la velocidad de muestreo. Un proceso de reducción de la velocidad de muestreo se basa en retirar cada segundo una muestra de trayectoria de todo el apriete y seguir con el registro con la mitad de la resolución. Este proceso se repite cada vez que se alcanza el límite de 4096 muestras. Dado que el proceso de reducción de la velocidad del muestreo se realiza para todas las etapas, la relación entre las etapas permanece la misma.
Canal de trayectoria | Nota |
|---|---|
Par de apriete | Disponible para todas las herramientas equipadas con un transductor de par. |
Ángulo | Disponible para todas las herramientas. |
Velocidad | Disponible para todas las herramientas. |
Par secundario | Solo disponible para herramientas con dos transductores de par. |
Ángulo secundario | Solo disponible para herramientas con dos transductores de ángulo. |
Intensidad | Disponible para todas las herramientas. |
Gradiente | Disponible si alguna etapa/restricción/monitor produce los valores de gradiente. |
Información relevante
Seguimientos de etapa
Los seguimientos de etapas se emplean para verificar que el apriete se ha realizado según las especificaciones, por ejemplo, límites de ángulo o par. Cada etapa tiene un conjunto de seguimientos obligatorios y opcionales. Los seguimientos obligatorios se incluyen al arrastrar una nueva etapa a la estrategia de múltiples etapas. Los seguimientos opcionales son flexibles y se pueden situar según se necesite en el programa de múltiples etapas. Cada etapa puede tener hasta ocho seguimientos.
Los siguientes seguimientos se añaden automáticamente a cada etapa que se añade al programa de apriete de múltiples etapas.
Monitor de etapas | Etapas aplicables |
|---|---|
Ángulo | Todos |
Par máximo | Todos |
A - Ángulo
Este monitor de etapa mide el ángulo máximo alcanzado durante la monitorización y comprueba que está entre el Límite superior y el Límite inferior. La medición del ángulo comienza al inicio de la supervisión o, si se especifica, desde el punto en el que el par sobrepasa el Par de gatillo por primera vez durante la monitorización.
Parámetro | Descripción |
|---|---|
Tipo | Hay cuatro tipos de ángulos disponibles: ángulo máximo (por defecto), ángulo en el par máximo, ángulo de desconexión y ángulo en el extremo. |
Par del gatillo | La medición del ángulo comienza en este punto de activación. |
Límite inferior | Ángulo mínimo aceptable. |
Límite superior | Ángulo máximo aceptable. |
YA – Ángulo desde límite elástico
Este monitor mide el ángulo máximo alcanzado desde el límite elástico y comprueba que el ángulo máximo está dentro del límite.
Este seguimiento de etapa no está disponible para las herramientas STB.
Parámetro | Descripción |
|---|---|
Ventana de ángulo de gradiente | Especifica Ventana de ángulo:
|
Ventana de ángulo | Disponible cuando Ventana de ángulo de gradiente se establece en Manual. Debe ser > 0 e <= 100. |
Porcentaje de límite elástico | Debe ser >=20 % |
Par del gatillo | La medición del ángulo comienza en este punto de activación. Debe ser > 0 e < Par máx. de herramienta. |
Amortiguación | Frecuencia con la que se calcula el gradiente. Debe ser > 0 e < 100 e < Ventana de ángulo. |
Límite inferior | Ángulo mínimo aceptable. Debe ser > = 0 |
Límite superior | Ángulo máximo aceptable. Debe ser > 0 |
Tipo de filtro de par | El tipo de filtro:
|
Frecuencia de corte | Es necesario especificarla cuando se configura Tipo de filtro de par como Pase bajo:
|
Número de muestras | Es necesario especificarla cuando se configura Tipo de filtro de par como Media móvil:
|
MT - Par medio
Este seguimiento mide el par medio durante el seguimiento y comprueba que el valor calculado se encuentre dentro de los límites.
Este seguimiento de etapa no está disponible para las herramientas STB.
Parámetro | Descripción |
|---|---|
Tipo | Especifica la condición de inicio:
|
Gatillo de par | Disponible cuando se configura Tipo como Par de gatillo, Gatillo de ángulo o Ventana de ángulo. Debe ser >= 0 y < Par máx. de herramienta. |
Gatillo de ángulo | Disponible cuando se configura Tipo como Gatillo de ángulo o Ventana de ángulo. Debe ser > 0 |
Ventana de ángulo | Disponible cuando se configura Tipo como Ventana de ángulo. Debe ser > 0
|
Intervalo de tiempo | Disponible cuando se configura Tipo como Intervalo de tiempo. Debe ser > 0 |
Límite inferior | Par mínimo aceptable. |
Límite superior | Par máximo aceptable. |
PT – Par máximo
Este monitor de etapa mide el par máximo alcanzado durante la monitorización, incluido cualquier sobreapriete y comprueba que está entre el Límite superior y el Límite inferior.
Parámetro | Descripción |
|---|---|
Límite inferior | Par mínimo aceptable. |
Límite superior | Par máximo aceptable. |
PTCA – Ángulo de corte de rosca posterior
Mide el ángulo alcanzado durante la monitorización y comprueba que esté dentro de los límites del ángulo especificado. El nivel del Par del gatillo se ignora hasta que se alcanza el final de la Ventana del ángulo de corte de rosca. Después de eso, la medición del ángulo se inicia en cuanto el par medido supera el par del gatillo. El parámetro Condición de detención especifica donde debe finalizar la medición del ángulo.
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser > = 0 |
Ventana de ángulo de corte de rosca | Debe ser > 0 |
Tipo de medición de ángulo | Ángulo pico Ángulo en par de pico Ángulo de desconexión Ángulo al final |
Par de activación de corte de rosca | Debe ser > = 0 |
Límite inferior | Debe ser > = 0 |
Límite superior | Debe ser > 0 Debe ser > Límite inferior |
PTCPT – Par máximo de corte de rosca posterior
Mide el par máximo alcanzado durante la monitorización, incluido cualquier sobreapriete, y comprueba que esté dentro de los límites del par. Todos los valores de par se ignoran hasta que se alcanza el final de la Ventana del ángulo de corte de rosca.
Parámetro | Descripción |
|---|---|
Par de activación de corte de rosca | Debe ser > = 0 |
Ventana de ángulo de corte de rosca | Debe ser > 0 |
Límite inferior | Debe ser > = 0 |
Límite superior | Debe ser > 0 Debe ser > Límite inferior |
PVTH – Par post view alto
El monitor comprueba que todos los valores de par en la Longitud de ventana de ángulo se encuentran por debajo del Límite superior.
La ventana de ángulo empieza con los grados de ángulo indicados en Ángulo de inicio en la dirección inversa desde el punto de apagado. A continuación se expande los grados de ángulo indicados en la longitud de ventana de ángulo en dirección inversa. Si Ángulo de inicio se deja en blanco, Ventana de ángulo se inicia en el punto de desconexión. Los valores de par empleados en el monitor se basan en el valor de par medio, calculado a partir del Número de muestras. Si el ángulo total de la etapa es inferior al Ángulo de inicio más la longitud de la ventana del ángulo, el monitor indicará que no es correcto (NOK).
Parámetro | Descripción |
|---|---|
Ángulo de inicio | Debe ser > = 0 |
Longitud de la ventana | Debe ser > 0 |
Número de muestras | Valor mínimo =1 |
Límite superior | Par máximo aceptable. |
PVTL – Par post view bajo
Igual que en el seguimiento Par post view alto pero este seguimiento comprueba que todos los valores de par de la Longitud de la ventana del ángulo están por encima del Límite inferior.
Parámetro | Descripción |
|---|---|
Ángulo de inicio | Debe ser > = 0 |
Longitud de la ventana | Debe ser > 0 |
Número de muestras | Valor mínimo =1 |
Límite inferior | Par mínimo aceptable. |
PrT - Par de autofrenado
El monitor calcula el valor de par predominante en la Longitud de la ventana y comprueba que está entre los límites de par. La ventana de ángulo empieza con los grados de ángulo indicados en Ángulo de inicio en la dirección inversa desde el punto de apagado. A continuación se expande los grados de ángulo indicados en la longitud de ventana de ángulo en dirección inversa. Si se deja en blanco el Ángulo de inicio, la ventana del ángulo se iniciará en el punto de desconexión. El valor de par prevaleciente calculado es la media o el valor de par de pico (dependiendo del parámetro configurado por el usuario) durante la Longitud de ventana. El valor calculado se guarda como datos de resultados de par predominante medido. Si se establece la Compensación de par en On, el par predominante medido se sustrae de todos los valores de resultado de par en etapas consecutivas. Los valores de compensación de par predominante calculados previamente dejarán de sustraerse de los valores del resultado del par. Si se establece la Compensación de par en No, no se realiza ninguna sustracción en las etapas consecutivas.
Si el ángulo total de la etapa es inferior al Ángulo de inicio más la Longitud de la ventana, entonces el monitor indicará NOK.
El par prevaleciente se puede medir como el promedio de los valores medidos o en el par de pico. Para escoger entre estos dos modos, configure el parámetro Usar valor como Par medio (para promedio de valores) o Par de pico (para valor pico).
Parámetro | Descripción |
|---|---|
Compensación de par | Activado o Desactivado. |
Ángulo de inicio | Debe ser > 0 |
Longitud de la ventana | Debe ser > = 0 |
Límite inferior | Debe ser > 0 |
Límite superior | Debe ser > = 0 |
Utilizar valor | Par medio (para valores promedio), o Par de pico (para valor de pico). |
PC: recuento de impulsos
Antes de utilizar la supervisión de etapa Recuento de impulsos, es obligatorio tener instalado en el controlador el siguiente tipo de licencia:
Estrategias de Baja Reacción
Recuento de impulsos es válido solo para las herramientas siguientes: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
Esta supervisión mide el número de impulsos y confirma si se encuentra entre el límite inferior del recuento de impulsos y el límite superior del recuento de impulsos.
Si se define el nivel de gatillo de par, la comprobación empieza en cuanto el par medido se encuentre por encima del nivel de gatillo de par.
Si se ejecuta una etapa de apriete con la supervisión de etapa Recuento de impulsos, utilice el adaptador PulseDrive necesario.
Si la etapa de apriete se ejecuta sin el adaptador PulseDrive, todos los aprietes serán NOK. El error de etapa «Adaptador PulseDrive no detectado» aparece cuando no hay adaptador PulseDrive.
Parámetro | Descripción |
|---|---|
Límite superior de recuento de impulsos: n+ | Los límites de recuento de impulsos se utilizan para determinar si el número de impulsos medido es OK o NOK.
El intervalo del límite superior de recuento de impulsos debe ir de 1 a 9 999 999. Sebe ser superior o igual al límite inferior de recuento de impulsos. |
Límite inferior de recuento de impulsos: n- | Los límites de recuento de impulsos se utilizan para determinar si el número de impulsos medido es OK o NOK.
El intervalo del límite inferior de recuento de impulsos debe ir de 1 a 9 999 999. Sebe ser inferior o igual al límite superior de recuento de impulsos. |
Gatillo de par: Tt | El gatillo de par debe ir de 0 hasta el par máximo de la herramienta. |
SOT – Par de desconexión
El punto de desconexión es aquel en el que la etapa alcanza su objetivo. Se mide el par en el punto de desconexión y se comprueba que esté entre el Límite superior y el Límite inferior.
Parámetro | Descripción |
|---|---|
Límite inferior | Par mínimo aceptable. |
Límite superior | Par máximo aceptable. |
SOC – Corriente de desconexión
El punto de desconexión es aquel en el que la etapa alcanza su objetivo. Se mide la corriente en el punto de desconexión y se comprueba que esté entre el Límite superior y el Límite inferior.
Parámetro | Descripción |
|---|---|
Límite inferior | Corriente mínima aceptable. |
Límite superior | Corriente máxima aceptable. |
SSD - Detección de gripado
Este monitor de etapa detecta e informa de efectos de gripado en una etapa. La detección se realiza contando el número de veces que el par cae dentro del Nivel de gatillo. Si el número de veces es superior que el Número máximo de oscilaciones, entonces se genera el informe de error de gripado. El monitor opera en dos modos distintos: Dinámico o Fijo. La diferencia entre los modos es la forma en que se calcula el nivel del gatillo.
Par dinámico: El nivel del gatillo se calcula dinámicamente como porcentaje del par máximo del par máximo actual que se ha alcanzado hasta el momento durante la monitorización. La monitorización se inicia en cuanto el par sobrepasa el par del gatillo.
Par fijo: El nivel del gatillo es el Par del gatillo fijo especificado por el usuario. En este modo no se necesita un porcentaje.
Si el par nunca alcanza el Par del gatillo, entonces el monitor no se inicia y el resultado será de no correcto (NOK).
Parámetro | Descripción |
|---|---|
Tipo | Especifica el tipo de detección de gripado que se realizará en la supervisión de detección de gripado. Predeterminado: Par dinámico: |
Porcentaje de par pico | Predeterminado: 80 %, Debe ser >=10 e < 100. |
Par del gatillo | Predeterminado: 5, Debe ser >= 0 e < Par máx. de herramienta. |
Número máximo de oscilaciones | Predeterminado: 5, Debe ser >=3 e <20. |
Ti – Tiempo
Mide el tiempo transcurrido durante la monitorización y comprueba que esté dentro de los límites de tiempo. La medición del tiempo comienza al iniciarse la monitorización y, si se especifica el par del gatillo, en el punto en el que el par pasa por primera vez el Par del gatillo durante la monitorización.
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser >= 0 e < Par máx. de herramienta. |
Límite inferior | Debe ser > = 0 |
Límite superior | Debe ser > 0 Debe ser > Límite inferior |
TG - Gradiente de par
Este seguimiento comprueba que el gradiente se encuentre dentro de los límites.
Parámetro | Descripción |
|---|---|
Ventana de ángulo de gradiente | Especifica Ventana de ángulo:
|
Ventana de ángulo | Disponible cuando Ventana de ángulo de gradiente se establece en Manual. Debe ser > 0 e <= 100. |
Comprobación de punto de finalización | Si se configura como Sí, solo se comprueba que el gradiente medido en el punto de desconexión de la etapa se encuentre dentro de los límites. |
Par del gatillo | La medición del ángulo comienza en este punto de activación. Debe ser > 0 e < Par máx. de herramienta. |
Amortiguación | Frecuencia con la que se calcula el gradiente. Debe ser > 0 e < 100 e < Ventana de ángulo. |
Límite inferior | Gradiente de par aceptable más bajo. Debe ser > = -100. |
Límite superior | Gradiente de par aceptable más alto. Debe ser > -100 y > Límite inferior. |
Tipo de filtro de par | El tipo de filtro:
|
Frecuencia de corte | Es necesario especificarla cuando se configura Tipo de filtro de par como Pase bajo:
|
Número de muestras | Es necesario especificarla cuando se configura Tipo de filtro de par como Media móvil:
|
Compensación de ángulo | Disponible cuando se configura Comprobación de punto final como No. Especifica los grados a los que debe empezar el cálculo del gradiente una vez se pasa el par de gatillo por primera vez. |
TAW – Par en ventana del ángulo
El monitor comprueba que todos los valores de par de la ventana del ángulo se encuentran dentro de los límites de par.
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser > = 0 |
Ángulo de inicio | Debe ser > 0 |
Longitud de la ventana | Debe ser <= 0 |
Límite inferior | Debe ser > = 0 |
Límite superior | Debe ser > 0 Debe ser > Límite inferior |
NOK si se pasa la ventana | Si se configura como Sí, el estado de este seguimiento es NOK si no se alcanza el final de la ventana de ángulo. |
TRD – Velocidad de par y desviación
Este monitor de etapa mide y comprueba la velocidad de par, es decir, la relación entre el par y el ángulo. La velocidad de par calculada se comprueba para verificar que esté entre el Límite superior y el Límite inferior.
Parámetro | Descripción |
|---|---|
Par del gatillo | Par en el punto de inicio del ángulo. |
Ángulo de punto de inicio | Una vez medido el ángulo de punto de inicio desde el par de activación se inicia la medición del par. |
Ángulo de punto de finalización | Punto de ángulo en el que se detiene la medición del par. |
Par de punto de finalización | Par en el que se detiene la medición del par. |
Límite inferior | Par mínimo aceptable. |
Límite superior | Par máximo aceptable. |
Límite | Debe ser > 0 |
Cl - Clic
Monitor para permitir el par de clic y los resultados de ángulo de clic. Este monitor no tiene ajustes y solo se puede utilizar combinado con la etapa MWR.
LD - Detección de afloje
Este seguimiento se puede utilizar para comprobar el par y la dirección para consultar si se intenta un afloje cuando se utiliza la estrategia de etapa Producción de llave para una STwrench. Si el par aplicado está por encima del valor definido para Límite de afloje en la dirección opuesta a la dirección de rosca configurada del programa, se informará del resultado como NOK.
Restricciones de etapa
The following sections describe the step restrictions available for the PowerFocus XC Controller.
Para asegurar que el apriete se detiene si ocurre algo imprevisto, se pueden añadir restricciones al programas de apriete de múltiples etapas. Cada etapa del programa multietapa es posible establecer hasta cuatro restricciones.
Las siguientes restricciones se añaden automáticamente a cada etapa que se añade al programa de apriete de múltiples etapas.
Restricción de etapa | Etapas aplicables |
|---|---|
Tiempo máximo de restricción de etapa | Todo excepto Resultado externo y MWR |
Par de torsión máximo de restricción de etapa |
|
Ángulo máximo de restricción de etapa |
|
CTh – Rosca cruzada
Esta restricción comprueba el ángulo desde el punto en el que el par sobrepasa el Par de arranque (T1) hasta el punto en el que el par pasa el Par final (T2). Si el ángulo medido desde el Par de inicio (T1) es superior al Límite máximo (Amax), la herramienta se detiene inmediatamente.
Cuando el par sobrepasa el Par final (T2), se comprueba el ángulo medido con el límite Límite mínimo (Amin). Si el ángulo es inferior a este límite, la herramienta se detiene inmediatamente.
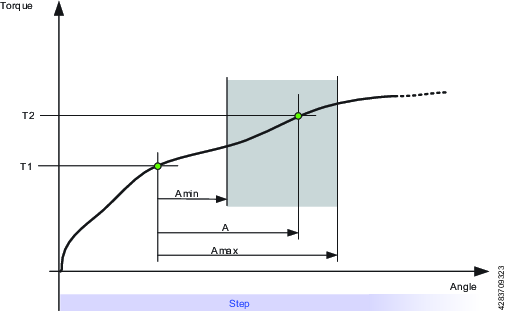
Parámetro | Descripción | En ilustración |
|---|---|---|
Par de inicio | Debe ser < = 0 | T1 |
Par de finalización | Debe ser < = 0 | T2 |
Límite mínimo | El límite de ángulo bajo. | Amin |
Límite máximo | El límite de ángulo alto. | Amax |
A – Ángulo máximo
Esta restricción mide el ángulo. Si el ángulo medido alcanza el Límite máximo, la herramienta se detiene inmediatamente. El ángulo se mide desde el inicio de la restricción o, si se especifica, desde el punto en el que el par sobrepasa el Par de activación por primera vez durante la restricción.
Parámetro | Descripción |
|---|---|
Par del gatillo | Si se especifica, este es el par desde el que se mide el ángulo. |
Límite máximo | Si se alcanza el límite máximo, la herramienta se detiene inmediatamente. |
T - Par máximo
Esta restricción comprueba el par. Si el par medido supera el Límite máximo, la herramienta se detiene inmediatamente.
Parámetro | Descripción |
|---|---|
Límite máximo | Si el par alcanza este límite especificado, la herramienta se detiene inmediatamente. |
Ti - Tiempo máximo
Esta restricción comprueba el tiempo. Si se alcanza el límite máximo, la herramienta se detiene inmediatamente.
Parámetro | Descripción |
|---|---|
Límite máximo | Si transcurre este tiempo, la herramienta se detiene inmediatamente. |
RH - Reapriete
Esta restricción comprueba el par. Si el par medido supera el Par de detección, la herramienta se detiene inmediatamente y el programa salta al final del programa. Solo es posible añadir la restricción de etapa Reapriete a la primera etapa del programa de apriete Multistep. Una vez se ha añadido la restricción Reapriete a la primera etapa, no será posible mover la etapa a cualquier otra posición dentro del programa de apriete. La restricción Reapriete se debe eliminar de la primera etapa para moverla a otra posición en el programa de apriete.
Parámetro | Descripción |
|---|---|
Par de detección | Si el par medido supera el Par de detección, la herramienta se detiene inmediatamente y el programa salta al final del programa. Debe ser mayor que cero. |
RT - Par decreciente
Esta restricción comprueba el par y si el par medido es inferior a la condición de la restricción, la herramienta se detiene inmediatamente y el programa salta al final del programa. Existen dos métodos para restricciones de par decreciente para procesos de control de par y ángulo
Parámetro | Descripción |
|---|---|
Tipo | Procesos de control de par o Procesos de control de ángulo. Procesos de control de par: Los procesos de control de par controlan el par. Si el par medido cae por debajo del Límite de par decreciente, la herramienta se detiene inmediatamente y el programa salta al final del programa. Para que se active la restricción, el par debe exceder primero el 110 % del Límite de par decreciente Procesos de control de ángulo: Esta restricción comprueba el par máximo alcanzado durante la restricción. Para que se active la restricción, el par debe superar el Par de gatillo. Si el par medido cae por debajo del par máximo durante más tiempo que el Tiempo de par decreciente, la herramienta se detiene inmediatamente y el programa salta al final del programa. Las herramientas de cable tienen la opción de escoger rescindir el par para el ángulo. Esta restricción la controlan dos parámetros: Porcentaje de par de pico y Tiempo de par decreciente. El porcentaje establece la desviación hacia abajo desde el último par pico y el Tiempo de par decreciente establece la duración (entre 5 y 500 m) de esa desviación. Solo cuando se cumplan ambas condiciones (igual o inferior al porcentaje indicado para la duración establecida), el programa se interrumpirá y saltará al final. |
Límite de par de rescisión | Predeterminado: 10 Nm Debe ser > 0 |
TG - Gradiente de par
Esta restricción comprueba la gradiente y si está fuera de los Límites, la herramienta se detiene inmediatamente y el programa salta al final del programa.
Parámetro | Descripción |
|---|---|
Ventana de ángulo de gradiente | Especifica Ventana de ángulo:
|
Ventana de ángulo | Disponible cuando Ventana de ángulo de gradiente se establece en Manual. Debe ser > 0 e <= 100. |
Par del gatillo | Debe ser > 0 e < Par máx. de herramienta. |
Amortiguación | Frecuencia con la que se calcula el gradiente. Debe ser > 0 e < 100 e < Ventana de ángulo. |
Límite mínimo | Debe ser > = -100. |
Límite máximo | Debe ser > -100 y > Límite inferior. |
Tipo de filtro de par | El tipo de filtro:
|
Frecuencia de corte | Es necesario especificarla cuando se configura Tipo de filtro de par como Pase bajo:
|
Número de muestras | Es necesario especificarla cuando se configura Tipo de filtro de par como Media móvil:
|
TAW – Par en ventana del ángulo
Esta restricción comprueba que el par medido en la Longitud de la ventana del ángulo se encuentra dentro de los límites de par. Si el par medido está fuera de los límites, la herramienta se detiene inmediatamente y el programa salta al final. La longitud de la ventana del ángulo se inicia en el Ángulo de inicio desde el punto en el que el par pasa por primera vez el Par del gatillo. Si no se ha establecido el Par del gatillo, entonces el Ángulo de inicio comienza al inicio de la restricción.
Si no se alcanza el final de la Longitud de la ventana del ángulo, el estado de la restricción será no correcta (NOK).
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser > = 0 |
Ángulo de inicio | Debe ser > = 0 |
Longitud de la ventana | Debe ser > 0 |
Límite mínimo | Debe ser > = 0 |
Límite máximo | Debe ser <= Límite inferior |
TCD - Desviación de par vs. corriente
Esta restricción verifica que todas las mediciones de corriente convertidas al par correspondiente se encuentran, como mucho, en la Desviación máxima lejos del par real medido con el transductor de par. La restricción se inicia cuando el par alcanza el Par del gatillo por primera vez durante la etapa y está activa hasta que la etapa alcanza su objetivo.
Si nunca se alcanza el Par de gatillo, el seguimiento indicará OK.
Parámetro | Descripción |
|---|---|
Par del gatillo | Debe ser > = 0 |
Desviación máxima | Predeterminado: 1, Debe ser > 0 |
PCH: recuento de impulsos alto
Antes de utilizar la restricción de etapa Recuento de impulsos alto, es obligatorio tener instalado en el controlador el siguiente tipo de licencia:
Estrategias de Baja Reacción
Recuento de impulsos alto es válido solo para las herramientas siguientes: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
Esta restricción ofrece un límite al número de impulsos y garantiza que se encuentren por debajo del límite superior de recuento de impulsos especificado.
Si el número de impulsos está por encima del límite superior de recuento de impulsos, la herramienta se detiene inmediatamente y el programa pasa al siguiente punto de sincronización o al final del programa.
Si se define el nivel de gatillo de par, la comprobación empieza en cuanto el par medido se encuentre por encima del nivel de gatillo de par.
Si se ejecuta una etapa de apriete con la restricción de etapa Recuento de impulsos alto, utilice el adaptador PulseDrive necesario.
Si la etapa de apriete se ejecuta sin el adaptador PulseDrive, todos los aprietes serán NOK. El error de etapa «Adaptador PulseDrive no detectado» aparece cuando no hay adaptador PulseDrive.
Parámetro | Descripción |
|---|---|
Límite superior de recuento de impulsos: n+ | El intervalo del límite superior de recuento de impulsos debe ir de 1 a 9 999 999. |
Gatillo de par: Tt | El gatillo de par debe ir de 0 hasta el par máximo de la herramienta. |
Generadores de Informe de resultado
Los generadores de informe de resultado permiten extraer del resultado valores específicos del productor seleccionado. Los generadores de informe de resultado pertenecen a una etapa deben estar vinculados a la monitorización/restricción de la que leen los valores. Solo se pueden seleccionar los seguimientos o las restricciones ubicadas en la misma etapa que el generador de informe de resultado. Un generador de informe de resultado se añade a una etapa utilizando arrastrar y soltar (de la misma manera que los seguimientos y las restricciones). Cada generador de informe de resultado es responsable de informar sobre un valor de resultado específico, por ejemplo, Ángulo de aproximación, Par final, Par de autofrenado.
Se puede vincular un generador de informe de resultado a:
seguimientos de programa
seguimientos de etapa
restricciones de etapa
Cada generador de informe de resultado define un tipo de valor final:
Ángulo final
Par final
Par de autofrenado
Par autorroscante
Intensidad
Ángulo de aprox.
Número de impulsos
Parámetros generales
Parámetro | Descripción |
|---|---|
Productor | Especifica el seguimiento/la restricción que produce el valor. |
Valor | Especifica el valor que desea mostrar del productor seleccionado. |
Limitaciones:
Solo se puede añadir un generadores de informe de resultado a un seguimiento/una restricción que pertenezca a una etapa en la misma ruta o a un seguimiento de programa/restricción de programa.
Pueden existir varios generadores de informes en una etapa si son de diferentes tipos.
Por ejemplo, puede existir un generador de informe de resultado de tipo ángulo final en cada etapa y ángulo de seguimiento de programa.
Para los seguimientos/las restricciones que tengan más de un valor de resultado, se puede añadir más de un generador de informe de resultado si los generadores de informe de resultado son de tipos diferentes.
No pueden haber varios generadores de informe de resultado del mismo tipo en una etapa o en un seguimiento/una restricción de programa.
Solo se informa de un resultado para cada tipo de valor final posible.
Normas:
El número interno de un elemento de resultado debe ser el mismo que para el generador de informe de resultado correspondiente.
El número interno de un resultado de seguimiento/restricción debe ser el mismo número interno del seguimiento/de la restricción en la configuración.
Los resultados de etapa se deben ordenar de acuerdo con el orden de ejecución. La primera etapa ejecutada debe ser la primera.
Valores posibles informados por un generador de informe de resultado si está presente en el seguimiento/la restricción/la etapa:
El valor medido de los seguimientos/las restricciones (coma flotante o número entero)
Los límites superior e inferior de los seguimientos/las restricciones
Estado
Gatillo de par y gatillo de ángulo
Ángulo objetivo y par objetivo (leer desde la etapa)
Valores posibles para el estado:
Bajo
OK
Alta
Otro
NotSet
Los valores objetivo no pertenecen a ningún seguimiento de etapa, por lo que los valores objetivo se obtienen de la etapa a la que pertenece el seguimiento.
Añadir un programa multietapa
En el menú Apriete, haga clic en la Biblioteca del programa multietapa.
Haga clic en el icono Más de la parte superior derecha y elija el tipo de programa adecuado en la ventana emergente (Apriete o Desapriete).
Eliminar un programa multietapa
En el menú Apriete, haga clic en la Biblioteca del programa multietapa.
En la lista, haga clic en el programa de apriete multietapa que quiera eliminar.
En el mismo programa, en la parte inferior izquierda, haga clic en Eliminar.
Haga clic en Sí en la ventana emergente para confirmar su elección.
Ajustes para un programa multietapa
Configuración general
Parámetro | Descripción |
|---|---|
Nombre | Un nombre del programa multietapa definido por el usuario. |
Dirección de la rosca | Dirección de las roscas, en sentido horario (DER) o en sentido contrario al horario (IZQ) |
Programa de desapriete | Indica si hay disponible un programa de desapriete. Elija de la lista los programas de desapriete del controlador disponibles. |
Tipo | Tipo de programa, de apriete o afloje. |
Inicio de programa | Indica el nivel de par para generar un resultado. Si se deja en blanco, el resultado se genera cada vez que se arranca la herramienta; si no el resultado solo se genera desde el nivel de par establecido. |
Par de final de programa | Presenta el valor de par que detiene un apriete multistep. |
Tiempo límite de final de programa | Presenta el valor de tiempo (en segundos) que detiene un apriete multistep. |
Compensación de ángulo real | Enciende o apaga la compensación del ángulo real (apagado por defecto). |
Ajuste de accesorios
Parámetro | Descripción |
|---|---|
Usar ajuste de fijación | Seleccione si el ajuste de accesorios debe estar activado o no. |
Relación de engranaje | El valor de la relación de engranaje debe estar entre 0,5 y 4,0. |
Ajuste de eficacia | El valor de ajuste de eficacia debe estar entre 0,5 y 1,0. |
Seguimiento de programa
Parámetro | Descripción |
|---|---|
Ángulo | Enciende o apaga la monitorización del ángulo de todo el programa. Si Activo en etapas y Par del gatillo se dejan en blanco, la monitorización del ángulo arrancará al ponerse en marcha el programa. |
Activo en etapas | Establece un rango de etapas para las que la monitorización del ángulo es válida. Si no se especifica ninguna etapa final, la monitorización del ángulo se detendrá en la última etapa del programa que no sea una etapa de Liberación de boca. |
Tipo | Tipo de monitorización del ángulo. Escoja entre:
|
Par del gatillo | Establece el valor del par del gatillo para la monitorización del ángulo. Para las herramientas STB, el par del gatillo solo se activará en la dirección de apriete al ejecutar un programa de apriete; y solo en la dirección de aflojamiento al ejecutar un programa de aflojamiento. |
Límite inferior | Establece el límite inferior (del programa) de la monitorización del ángulo |
Límite superior | Establece el límite superior (del programa) de la monitorización del ángulo |
Par de apriete | Enciende o apaga la supervisión del ángulo de todo el programa. Si Activo en etapas se deja en blanco, el seguimiento se iniciará al ponerse en marcha el programa. |
Activo en etapas | Establece un rango de etapas para las que el seguimiento del par es válido. Si no se especifica ninguna etapa final,el seguimiento del par se detendrá en la última etapa del programa que no sea una etapa de Liberación de boca. |
Tipo | Tipo de seguimiento de ángulo:
|
Límite inferior | Establece el límite inferior (del programa) del seguimiento del par. |
Límite superior | Establece el límite superior (del programa) del seguimiento del par. |
Restricciones del programa
Parámetro | Descripción |
|---|---|
Límite máximo de tiempo | Establezca la cantidad en segundos. Esta restricción comprueba el tiempo total del apriete y si excede el límite de tiempo superior, la herramienta se detiene inmediatamente. El tiempo siempre se cuenta desde el principio del programa. |
Límite de par máximo | Esta restricción comprueba el par y si excede el límite de par superior, la herramienta se detiene inmediatamente. |
Gen. de informes
Esto permite al usuario escoger los valores (de los seguimientos/restricciones) que se mostrarán como valores finales. Haga clic en Añadir para escoger un generador de informe de resultado para vincularlo a un valor de seguimiento/restricción de programa.
Parámetro | Descripción |
|---|---|
Gen. de informes | Seleccione un generador de informe. |
Productor | Seleccione el seguimiento/restricción que produce el valor. |
Valor | Seleccione el valor que desea mostrar del productor seleccionado. |
Configuración de la gráfica
La configuración de trayectoria se puede realizar a nivel de programa o para cada etapa. La configuración predeterminada se configura a nivel de programa y se puede anular en cada etapa según sea necesario.
Aquí, activar esta función permite realizar la configuración a nivel de programa.
Parámetro | Descripción |
|---|---|
Habilitado |
|
Tipo de muestra |
|
Tiempo de muestra | Elija el tiempo de muestra de la lista desplegable (0,25 - 1000 ms). |
Ángulo de muestra | Elija el ángulo de muestra de la lista desplegable (0,25 - 20º). |
Validación
Parámetro | Descripción |
|---|---|
Validar con los valores de la herramienta | Utilice On si conoce la herramienta y seleccione Par máx. y Velocidad máx. Utilice Off si no conoce la herramienta. |
Herramienta | Menú desplegable para escoger la herramienta con la que realizar la validación. |
Par máximo | Par máximo de la herramienta con el que validar. |
Velocidad máx. | Velocidad máx. de la herramienta con la que validar. |
Crear un programa Multistep
Para crear un programa Multistep, arrastre y suelte etapas, seguimientos y restricciones en la zona de apriete.
Las etapas solo se pueden colocar entre los puntos de inicio y finalización del programa, mientras que los seguimientos y las restricciones solo se pueden colocar en etapas.
Función | Descripción | |
|---|---|---|
Puntos inicial y final |  | Puntos inicial y final del programa multietapa. Todas las etapas deben colocarse entre estos dos puntos. |
Añadir una etapa |  | Arrastre una etapa de la lista y suéltela en la posición deseada entre los puntos inicial y final. |
Mover una etapa |  | Haga clic y mantenga una etapa y muévala a la posición deseada |
Mostrar las propiedades de la etapa |  | Haga clic en la etapa para mostrar las propiedades |
Cerrar las propiedades de la etapa |  | Haga clic en cualquier zona del área de apriete para cerrar el menú propiedades |
Eliminar una etapa |  | Abra las propiedades de la etapa y haga clic en el botón Eliminar en la parte inferior del menú |
Añadir una restricción/un seguimiento |  | Arrastre una restricción/un seguimiento de la lista y suéltelo/a en la etapa correspondiente. |
Mover una restricción/un seguimiento |  | Haga clic y mantenga el icono (marca de verificación para seguimiento, señal de stop para restricción), arrástrelo y suéltelo en la etapa correspondiente |
Mostrar las propiedades de restricción/seguimiento |  | Haga clic en el icono de restricción/seguimiento para mostrar el menú propiedades |
Cerrar las propiedades de restricción/seguimiento |  | Haga clic en cualquier zona del área de apriete para cerrar el menú propiedades |
Eliminar una restricción/un seguimiento |  | Abra las propiedades de restricción/seguimiento y haga clic en el botón Eliminar en la parte inferior del menú |
Error de etapa |  | Cuando se produzca un error de validación en una etapa, se marcará esa etapa. Tenga en cuenta que cuando las propiedades de la etapa estén abiertas, se marcará también el parámetro que causa el error. |
Error de seguimiento/restricción |  | Cuando se produzca un error de validación en un seguimiento o una restricción, se marcará ese seguimiento o esa restricción. Tenga en cuenta que cuando las propiedades de restricción/seguimiento estén abiertas, se marcará también el parámetro que causa el error. |
Ubicación prohibida |  | Cuando se permita una ubicación en concreto (de una etapa, un seguimiento o una restricción), no se mostrará el icono de marcador. |
Tabla de compatibilidad de herramienta con programa multietapa
La disponibilidad de las etapas, los monitores y las restricciones depende de la licencia instalada en el controlador.
La siguiente tabla muestra qué etapas, monitores y restricciones están disponibles para las distintas herramientas.
Herramientas compatibles | ES | ST | STR | IXB | SR | SL (baja tensión) | BCV-RE/BCP-RE | MWR | STB | QST | STW | Herramienta externa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
PFXC-Handheld | X | X | X | - | X | X | X | X | X | X | X | X |
Tipo de etapa | ES | ST | STR | IXB | SR | SL (baja tensión) | BCV-RE/BCP-RE | MWR | STB | QST | STW | Herramienta externa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Apretar hasta ángulo | X | X | X | X | X | X | - | - | X | X | - | - |
Apretar hasta par | X | X | X | X | X | X | - | - | X | X | - | - |
Apretar hasta liberación del gatillo | X | X | X | X | X | X | - | - | X* | - | - | - |
Apretar hasta par + ángulo | X | X | X | X | X | X | - | - | X | X | - | - |
Apretar a par Y ángulo | X | X | X | X | X | X | - | - | X | X | - | - |
Apretar hasta DynaTork | X | X | X | X | X | X | - | - | X | X | - | - |
Esperar | X | X | X | X | X | X | - | - | X | X | - | - |
Liberación de boca | X | X | X | X | X | X | - | - | X | X | - | - |
Ejecutar hasta entrada digital | X | X | X | - | X | X | - | - | - | X | - | - |
Apretar a par o ángulo | X | X | X | X | X | X | - | - | X | X | - | - |
Desapretar a ángulo | X | X | X | X | X | X | - | - | X | X | - | - |
Aflojar hasta par | X | X | X | X | X | X | - | - | X | X | - | - |
Desapretar a liberación del gatillo | X | X | X | X | X | X | - | - | X* | - | - | - |
Corte de rosca hasta par | X | X | X | X | X | X | - | - | X | X | - | - |
Punto de sincronización | - | - | - | - | - | - | - | - | - | - | - | - |
Acoplar | X | X | X | X | X | X | - | - | - | X | - | - |
Aproximación | X | X | X | X | X | X | - | - | - | X | - | - |
Apretar hasta límite elástico | X | X | X | X | X | X | - | - | - | X | - | - |
Apretar hasta límite elástico M2 | - | - | - | - | - | - | - | - | - | X | - | - |
Resultado externo | X | X | X | - | X | X | X | - | X | X | - | X |
Embrague | - | - | - | - | - | - | X | - | - | - | - | - |
Afloje de embrague | - | - | - | - | - | - | X | - | - | - | - | - |
Llave mecatrónica (MWR) | - | - | - | - | - | - | - | X | - | - | - | - |
Calibración del par de apriete | - | - | - | - | - | - | - | - | - | - | - | - |
Producción de llave | - | - | - | - | - | - | - | - | - | - | X | - |
Calidad de llave | - | - | - | - | - | - | - | - | - | - | X | - |
Monitores | ES | ST | STR | IXB | SR | SL (baja tensión) | BCV-RE/BCP-RE | MWR | STB | QST | STW | Herramienta externa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Tiempo | X | X | X | X | X | X | - | - | X | X | - | - |
Ángulo | X | X | X | X | X | X | - | X | X | X | X | - |
Par máximo | X | X | X | X | X | X | - | X | X | X | X | - |
Par de desconexión | X | X | X | X | X | X | - | - | X | X | - | - |
Desviación de tasa de par | X | X | X | X | X | X | - | - | - | X | - | - |
Ángulo posterior al corte de rosca | X | X | X | X | X | X | - | - | X | X | - | - |
Par pico posterior al corte de rosca | X | X | X | X | X | X | - | - | X | X | - | - |
Par en ventana de ángulo | X | X | X | X | X | X | - | - | X | X | - | - |
Par Post View alto | X | X | X | X | X | X | - | - | X | X | - | - |
Par Post View bajo | X | X | X | X | X | X | - | - | X | X | - | - |
Ángulo desde límite elástico | X | X | X | X | X | X | - | - | - | X | - | - |
Detección de deslice "a trompicones" | X | X | X | X | X | X | - | - | - | X | - | - |
Par de autofrenado | X | X | X | X | X | X | - | - | X | X | - | - |
Corriente de desconexión | X | X | X | X | X | X | - | - | X | X | - | - |
Impulso | - | - | - | - | - | - | - | X | - | - | - | - |
Calibración del par de apriete | - | - | - | - | - | - | - | - | - | - | - | - |
Detección de aflojamiento | - | - | - | - | - | - | - | - | - | - | X | - |
Restricciones (parada inmediata) | ES | ST | STR | IXB | SR | SL (baja tensión) | BCV-RE/BCP-RE | MWR | STB | QST | STW | Herramienta externa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Par máximo | X | X | X | X | X | X | - | - | X | X | - | - |
Ángulo máximo | X | X | X | X | X | X | - | - | X | X | - | - |
Tiempo máximo | X | X | X | X | X | X | - | - | X | X | - | - |
Desviación de rosca | X | X | X | X | X | X | - | - | X | X | - | - |
Gradiente de par | X | X | X | X | X | X | - | - | - | X | - | - |
Par de rescisión - Proceso de control de par | X | X | X | X | X | X | - | - | X | X | - | - |
Par de rescisión - Proceso de control de ángulo | X | X | X | X | X | X | - | - | - | X | - | - |
Par vs Desviación actual | X | X | X | X | X | X | - | - | - | X | - | - |
Par en ventana de ángulo | X | X | X | X | X | X | - | - | X | X | - | - |
Reapriete | X | X | X | X | X | X | - | - | X | X | - | - |
Tipo de monitorización de programa | ES | ST | STR | IXB | SR | SL (baja tensión) | BCV-RE/BCP-RE | MWR | STB | QST | STW | Herramienta externa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Ángulo de monitorización de programa | X | X | X | X | X | X | - | - | X | X | - | - |
Tipo de restricción de programa | ES | ST | STR | IXB | SR | SL (baja tensión) | BCX | MWR | STB | QST | STW | Herramienta externa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Programa Restricción par alto | X | X | X | X | X | X | - | X | X | X | X | - |
Programa Restricción tiempo alto | X | X | X | X | X | X | - | X | X | X | - | - |
* La herramienta STB solo permitirá aflojar para activar/apretar hasta el paso de liberar el gatillo en un programa multietapa de aflojamiento/apriete.
Herramientas STB y Multistep
Teniendo en cuenta la naturaleza inalámbrica de las herramientas STB, algunas funciones de múltiples etapas y comportamientos pueden ser distintos. Aparte de las limitaciones generales que aquí se indican, las descripciones de las funciones de múltiples etapas incluirán información adicional sobre las herramientas STB cuando sea necesario.
Validación de programa
Se validarán todos los programas de apriete para verificar su compatibilidad con las herramientas STB antes de descargar el programa en la herramienta. Si el programa de apriete escogido no es compatible con la herramienta, ésta se bloqueará. Cuando se produzca este error, activará el evento 5030: Complejidad de configuración excedida.
Para desbloquear la herramienta, reduzca la complejidad del programa de apriete o escoja un programa de apriete distinto.
Pasos de la configuración de etapas
Los programas de apriete del controlador necesitan que se establezcan los parámetros para ejecutar los programas. Es obligatorio seleccionar una Estrategia y bien el Par de apriete o Ángulo objetivo. También se pueden escoger otros ajustes. Es posible además controlar el apriete según se va realizando añadiendo límites entre los cuales deben permanecer el par de apriete o la rotación del ángulo.
El procedimiento de apriete está dividido en cuatro fases: arranque, aproximación, apriete y parada.
La imagen es típica de cómo se describen los aprietes. Las curvas representan cómo varían con el tiempo la velocidad, el par y el ángulo. Todas las estrategias de apriete se representan de esta manera. Los parámetros, controles y límites también se muestran en imágenes detalladas.
Una tarea se define desde el momento en que se presiona un gatillo hasta que se alcanza el objetivo de apriete o se produce un error.
La combinación de una estrategia de apriete con ajustes de parámetros específicos forma un programa de apriete.
El usuario puede crear muchos programas de apriete distintos y uno de ellos se selecciona durante el tiempo de ejecución.
En esta sección
Fase de arranque
La etapa de inicio opcional inicia el apriete, activa la búsqueda de bocas y roscas y la opción de detección de reaprietes.
En esta sección
Dirección
Dirección define la dirección de apriete del husillo hacia la derecha (CW) o hacia la izquierda (CCW). El giro del usillo se realizará siempre en esta dirección excepto cuando se afloja y durante la etapa de acondicionamiento utilizada en la estrategia Tres etapas.
|
Parámetro |
Descripción |
Valor predeterminado |
|---|---|---|
|
Dirección de la rosca |
Define la dirección de apriete del husillo. |
Derecha (en el sentido de las agujas del reloj) |
Arranque suave
Durante el Arranque suave es posible configurar la velocidad, el par máximo y el ángulo de giro para ayudar al tornillo a entrar en la rosca, e impedir que la herramienta se salga de su posición al presionar el gatillo de la herramienta.
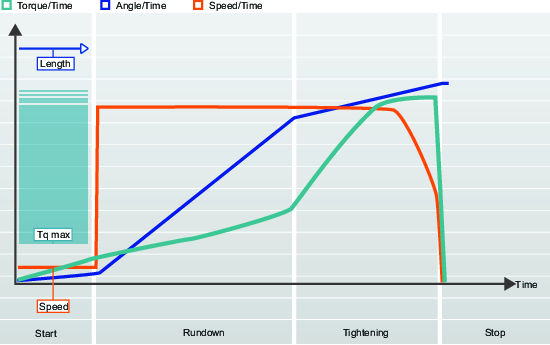
Nombre del parámetro | Descripción | Valor predeterminado |
|---|---|---|
Arranque suave | Permite configurar la velocidad, el ángulo y el par máximo de la herramienta para facilitar la entrada del tornillo en la rosca. Off: El arranque suave está desactivado. On: El arranque suave está activado. | On |
Velocidad | Define la velocidad durante el arranque suave. | 35 rpm |
Ángulo | Define el ángulo de giro del husillo para que el tornillo entre en la rosca. | 90° |
Par máx. | Define el límite superior de par durante el arranque suave. Si se excede el valor de Par máximo, el apriete se finaliza y se comunica un error. El apriete se considerará NO CORRECTO. | 1,25 Nm |
Detección de reapriete
Cuando Detección de reapriete está activo, es posible detectar si un tornillo ya ha sido apretado.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Detección de reapriete | Detecta intentos de apretar un tornillo ya apretado.
| Inmediata |
Monitorización de corriente
La monitorización de corriente ofrece una seguridad extra al monitorizar el par de apriete y es un complemento del sensor de par de la herramienta.
En el par objetivo final, se mide la corriente del rotor y se convierte en un valor de par. Si el par calculado se encuentra entre el 10 % del par medido, el apriete se considerará correcto.
Parámetro | Descripción | Predet. |
|---|---|---|
Monitorización de corriente | Interruptor con posición On - Off.
| Off |
La monitorización de corriente no se implementa para las estrategias TurboTight, Rotate, Pulsing y STWrench.
Compensación TrueAngle
Algunas herramientas están equipadas con un giroscopio y miden la rotación de la herramienta durante el apriete. Si la herramienta se rota durante el apriete, la medición del ángulo puede corromperse. Esto causa aprietes incorrectos si se hacen con las referencias de ángulo. Para variaciones dentro de unos límites especificados, el controlador puede compensar estos giros y realizar un apriete correcto.
Si la rotación de la herramienta está fuera de los límites especificados, el apriete se detiene y el estado del resultado se indica NOK. Informes de información adicionales Movimiento de herramienta excedido.
Parámetro | Descripción | Predet. |
|---|---|---|
Compensación TrueAngle | Disponible para todas las estrategias de apriete excepto Girar. Las herramientas que tienen una llave Crowfoot instalada como accesorio no son compatibles con el parámetro de compensación TrueAngle. | On |
Límites de movimiento de la herramienta - Negativos | Solo está visible si la Compensación TrueAngle está encendida. Define la rotación negativa máxima de la herramienta. Si se excede el valor, el apriete se finaliza y se comunica un error. Se expresa con un valor de ángulo numérico.
| 30 |
Límites de movimiento de la herramienta - Positivos | Solo está visible si la Compensación TrueAngle está encendida. Define la rotación positiva máxima de la herramienta. Si se excede el valor, el apriete se finaliza y se comunica un error. Se expresa con un valor de ángulo numérico.
| 30 |
Las herramientas con giroscopio no tienen capacidad para medir el movimiento de la herramienta.
Fase de aproximación
La parte del apriete desde que el tornillo entra en la rosca hasta justo antes de que la cabeza del tornillo toque la superficie subyacente y se alcance el asentamiento. El par necesario durante la aproximación no contribuye a ninguna fuerza de amarre.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Velocidad de aproximación | Define la velocidad durante la etapa de aproximación. | Velocidad máx. de la herramienta |
En esta sección
Autorroscante
La etapa autorroscante activa el apriete en el que el par de aproximación requerido es superior al par de Aproximación completa por ejemplo cuando se aprietan capas finas de metal utilizando tornillos autorroscantes. La ventana autorroscante se inicia cuando el valor del par alcanza SelftapTorqueMin/2. El par debe superar SelftapTorqueMin, pero no exceder SelftapTorqueMax, durante la ventana de ángulo.
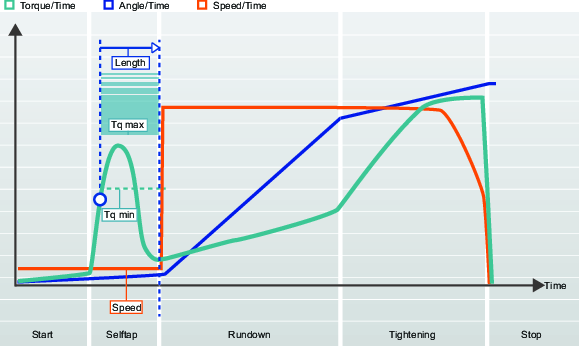
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Autorroscante | Activa la Etapa autorroscante. | Off |
Velocidad | Define la velocidad durante el autorroscante. | Velocidad de arranque suave o 5 % de la VelMáxHerr |
Longitud | Define el ángulo para girar la boca durante el autorroscante. Se mide desde el final de la fase de arranque. | 360° |
Par mín. | Valor de par para límite autorroscante inferior. | 0 Nm |
Par máx. | Valor de par para límite autorroscante superior. | Par máx. herramienta |
Límites de par de aproximación
La fricción entre la tuerca y la junta puede variar. Esto puede hacer que el par necesario para enroscar una tuerca, antes de que se produzca el contacto con la superficie de la junta, varíe también. Estos efectos podrían ser, por ejemplo, una interferencia del orificio, el par que prevalece o una lubricación variante.
La monitorización del par de aproximación puede ser útil durante la aproximación de una tuerca autoblocante que cuenta con un inserto de plástico en las roscas para ayudar al elemento de fijación resistir a la vibración. Esto puede hacer que sea necesario un par más alto, conocido como par predominante, para superar la interferencia.
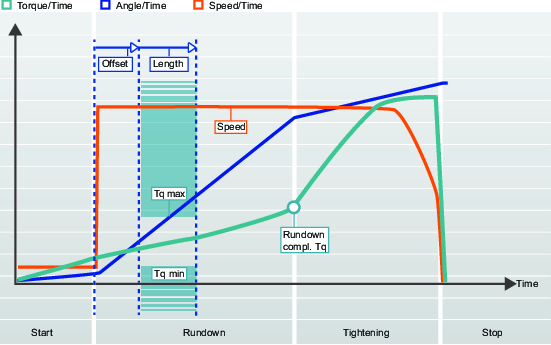
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Límites de par de aproximación | Activa o desactiva los límites de par de aproximación Off: no se han establecido límites. On: se han establecido los límites de par y el intervalo de ángulos. | Off |
Compensación | Compensación de ángulo antes de que comience el intervalo de ángulo. | 0° |
Longitud | Ángulo que define la sección límite del par de aproximación. | 360° |
Par mín. | Valor de par para límite inferior de par de aproximación. | 0 Nm |
Par máx. | Valor de par para límite superior de par de aproximación. | 19% del par objetivo |
Límites del ángulo de aproximación
Mediante la supervisión el ángulo de giro durante la aproximación, pueden detectarse errores como la falta de arandelas o la presencia de tornillos con tamaño o longitud de roscas inadecuados. Por ejemplo, las roscas demasiado largas requerirían un ángulo de giro mayor para que el tornillo alcance el asentamiento.
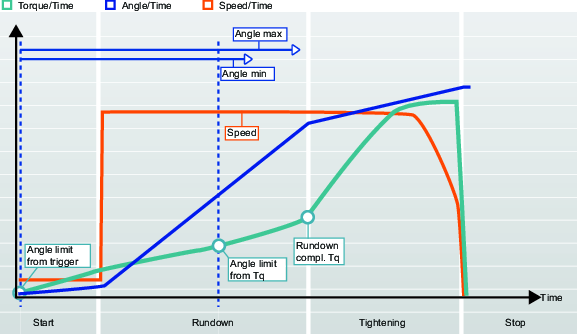
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Límites del ángulo de aproximación | Activa los límites del ángulo de aproximación Los límites del ángulo se ajustan en relación al momento en que se pulsa el gatillo de la herramienta o se alcanza el valor de par especificado. Los límites de ángulo no se comprobarán durante el autorroscante si este está activado. Off: no se han establecido límites. Desde el gatillo:El sistema arranca para controlar el ángulo de apriete en cuanto se pulsa el gatillo de la herramienta e informa si se han infringido los límites de ángulo o de tiempo. Desde el par: El sistema arranca para controlar el ángulo de apriete desde el valor especificado e informa si se han infringido los límites de ángulo o de tiempo. | Off |
<Desde par> | Valor de par desde el que se establecen los límites del ángulo de aproximación. | 10% del par objetivo |
Ángulo mín. | Valor del ángulo para el límite de ángulo inferior desde el punto de arranque. | 100° |
Ángulo máx. | Valor de ángulo para el límite de ángulo superior desde el punto de arranque. | 1000° |
Tiempo mínimo | Tiempo mínimo (en milisegundos) para la etapa. Medido desde el inicio de la etapa. | 10 ms |
Tiempo máximo | Tiempo máximo (en milisegundos) para la etapa. Medido desde el inicio de la etapa. | 5000 ms |
Par post view
Algunas juntas tienen un par pico antes de la Aprox completa. Esta función permite verificar los valores del par durante dos intervalos angulares determinados. Los arranques de intervalos se definen como un ángulo previo a la aproximación completa y el par se supervisa durante un intervalo de ángulo específico.
El par Post view es, por tanto, similar a los límites del par de aproximación excepto por el echo de que los límites máximo y mínimo pueden colocarse independientemente y su longitud puede ser distinta para controlar mejor el resultado de la etapa de aproximación.
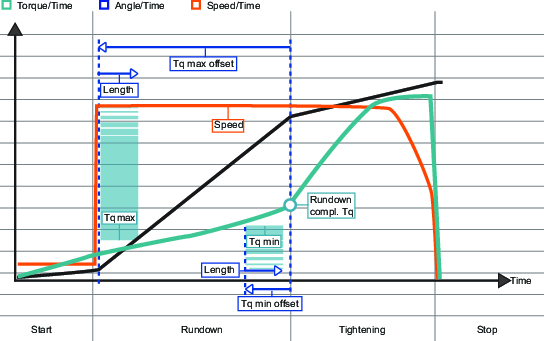
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Par Post View | Esta función permite verificar los valores del par durante dos intervalos angulares determinados. | Off |
Par mín. | Valor del par para el límite inferior de par Post view. |
|
Compensación mín. del par | Offset de ángulo antes de comenzar el intervalo mín de par Post view. | 720° |
Longitud mín. del par | Longitud del ángulo que devine la sección mín. de par Post view | 90° |
Par máx. | Valor del par para el límite superior de par Post view. |
|
Compensación máx. del par | Offset de ángulo antes de comenzar el intervalo máx. de par post view. | 360° |
Longitud máx. del par | Longitud del ángulo que devine la sección máx. de par Post view | 90° |
Aproximación finalizada
Aproximación completa se establece si el tornillo ha alcanzado el asentamiento. Finaliza la etapa de aproximación de forma que pueda iniciarse la etapa de apriete.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Aproximación finalizada | Especifica cómo controlar cuándo se ha alcanzado el asentamiento. A par: Especifica el valor de par para cuando se ha completado la etapa de aproximación. | A par |
<A par> | Define el valor de par para cuando se ha alcanzado el asentamiento y completado la etapa de aproximación. La aproximación finalizada debe ser menor que el Primer par en las estrategias de múltiples etapas o que el Par objetivo en la estrategia TurboTight. |
|
Fase de parada
La Fase de parada termina el apriete para poder liberar la boca.
Parada suave
La parada suave hace que el apriete se detenga de un modo más ergonómico.
No pare las herramientas dentro del intervalo de tiempo de 50 a 300 ms ya que se conoce que lo que hace es generar la sensación de parada incómoda.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Parada suave | Activa o desactiva la parada suave.
| Off |
Aflojar un tornillo
Al establecer los parámetros de aflojado puede controlar el comportamiento del aflojado de un programa de apriete predeterminado. Especifique la velocidad y el par de desapriete para asegurar que el tornillo se desenrosca de la forma deseada, de forma que la rosca no se rompa independientemente de la herramienta utilizada.
El afloje se considerará bien realizado al alcanzarse el par de extracción . No obstante, es probable que el tornillo no haya sido extraído totalmente en ese momento. Debe poder girarse el tornillo utilizando un par bajo y puede aumentarse la velocidad. El operario deberá continuar con el aflojamiento hasta que considere que ha finalizado.
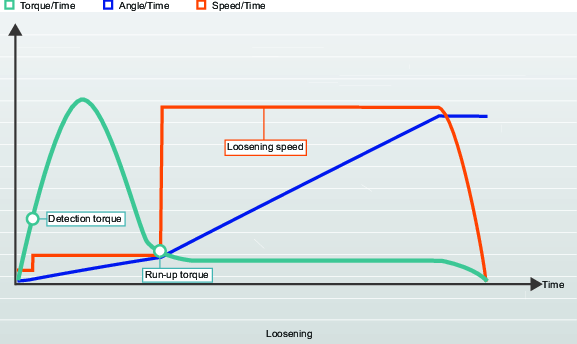
Nombre del parámetro | Descripción | Valor predeterminado |
|---|---|---|
Par de detección | El par mínimo requerido para comenzar a realizar una operación de aflojamiento y producir un resultado de aflojamiento. | 7% ParMáxHerramienta |
Par de extracción | Cuando el par es inferior al Par de extracción, el aflojamiento se considera que se ha realizado correctamente. ¡Nota! Dependiendo de las variaciones en la longitud del tornillo, el sistema no puede determinar cuándo se ha extraído el tornillo completamente. El operario debe decidir. | 3.5% ParMáxHerramienta |
Velocidad de desapriete | El desapriete se logrará cuando se alcance el par de extracción. | VelocidadMáxHerramienta |
Descripciones del parámetro de etapa
Límites de par objetivo
Al establecer los límites del par objetivo, se puede descartar un apriete si el resultado de par no estuviera comprendido dentro de los límites de par especificados. Un par demasiado alto podría provocar la deformación del tornillo tras la superación del límite elástico, e incluso la rotura. Un par insuficiente podría provocar una fuerza de sujeción insuficiente para soportar las fuerzas para las que la junta está diseñada.
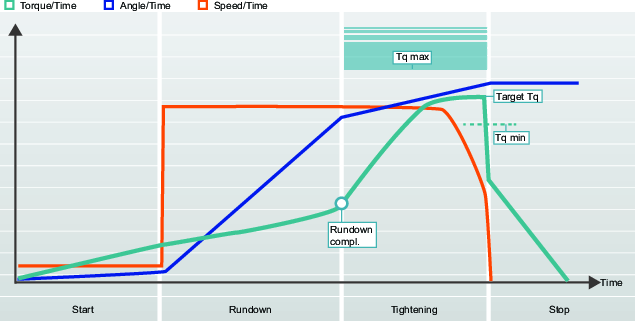
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Límites de par | El apriete será se considera NOK si el resultado del par está fuera del rango definido por el Par mín. y el Par máx. Auto: los límites de par se configuran automáticamente en los valores predeterminados especificados por el Par mín. y el Par máx. Manual: permite que los valores de límite de par puedan ajustarse manualmente. | Auto |
Par mín. | Valor de par para límite del par inferior. Puede introducirse si se selecciona Manual. | 95% del par objetivo |
Par máx. | Valor de par para límite del par superior. Puede introducirse si se selecciona Manual. | 120% del par objetivo |
El parámetro Medir par en puede tener valores diferentes. Por defecto, el par se mide en el par máximo. Los posibles valores del parámetro se enumeran en la tabla siguiente.
Nombre | Descripción |
|---|---|
Valor máximo de par | Mide el valor de par más alto durante el apriete. |
Valor en ángulo máximo | Mide el valor de par en el valor más alto del ángulo. |
Valor en la interrupción | Mide el último valor de par antes de entrar en la etapa de ruptura. |
Límites de ángulo objetivo
Con el ajuste de los límites del ángulo objetivo se puede controlar si la tuerca gira el ángulo deseado durante el apriete.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Límites de ángulo | Seleccione la sección del apriete, en grados, donde desea monitorizar el ángulo.
| Off |
<Desde par> | Valor de par desde el que se establecen los límites del ángulo. |
|
<Desde par> | Valor de par desde el que se establecen los límites del ángulo. | 75% del par objetivo |
Ángulo mín. | Valor del ángulo para el límite de ángulo inferior | 90° |
Ángulo máx. | Valor del ángulo para el límite de ángulo superior | 720° |
Tiempo mínimo | Tiempo mínimo (en milisegundos) para la etapa. Medido desde el inicio de la etapa. | 10 ms Para TurboTight: 0 ms |
Tiempo máximo | Tiempo máximo (en milisegundos) para la etapa. Medido desde el inicio de la etapa. | 1000 ms Para TurboTight: 40 ms |
Las posiciones 1-4 son válidas si el objetivo es el par. Las posiciones 5-6 son válidas si el objetivo es el ángulo.
El parámetro Medir ángulo en puede tener valores diferentes. El parámetro solo está disponible cuando la monitorización de ángulo se activa para el programa de apriete empleado. De forma predeterminada, el ángulo se mide en el Valor máximo del ángulo. Los posibles valores del parámetro se enumeran en la tabla siguiente.
Nombre | Descripción |
|---|---|
Valor en par máximo | Mide el ángulo en el valor máximo de par. |
Valor de ángulo máx | Mide el ángulo más alto durante el apriete. |
Valor en la interrupción | Mide el último valor de ángulo antes de entrar en la etapa de ruptura. |
Compensación de par
Mediante el uso de la compensación de par, la fuerza de amarre real aplicada en la junta puede determinarse mejor y reducirse la dispersión de la fuerza de amarre aplicada.
El punto de compensación de par se establece con referencia a un ángulo especificado desde la finalización de la aproximación y calculando un valor para el par empleado durante la aproximación. Esto se compensa posteriormente cuando se crea la precarga en el tornillo añadiendo el valor de par calculado en el punto de compensación del par del par objetivo.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Compensación de par | Permite ajustar el par objetivo para el par utilizado en la etapa de aproximación. Off: No se realiza compensación de par. On: Ajusta manualmente el punto de compensación de par. | Off |
Factor de correlación de par residual
El término Factor de correlación de par residual es similar a una calibración y realiza un ajuste entre el par dinámico, medido en la herramienta eléctrica, y el par residual, medido con una herramienta de control.
El Factor de correlación de par residual está disponible para todas las herramienta que funcionen con la estrategia TurboTight y la estrategia de apriete TensoPulse. También está disponible para las herramientas de impulso de batería.
Cuando se utilice un Factor de correlación de par residual diferente de 100, el Par final notificado dejará de ser el par dinámico que mide el transductor de la herramienta.
La medición del par dinámico utiliza un transductor de par interno que mide continuamente el par. Cuando se alcanza el par objetivo, la herramienta se detiene y se evalúa y emite un informe sobre el resultado. El par final medido en el transductor depende del estado de la junta, la velocidad de la herramienta, los engranajes y las bocas.
El par residual se mide una vez finalizado el apriete. Es el par necesario para continuar o reiniciar el apriete hacia un nivel superior. El par residual determina la fuerza de sujeción de la junta.
Una medición de par dinámico es muy repetitiva, pero puede variar según el tipo de herramienta y la velocidad de la herramienta. | Una llave dinamométrica portátil calibrada proporciona una gran precisión en las mediciones del par residual pero presenta grandes variaciones, debido a la relajación de las juntas, el deterioro del par, la fricción o la técnica del operario. |
El Factor de correlación de par residual es una compensación entre el par dinámico y el par residual. El factor debería determinarse mediante pruebas. El programa de apriete seleccionado se realiza varias veces y se registra el par dinámico. Los aprietes se miden también manualmente para determinar el par residual.

El Factor de correlación de par residual se puede calcular dividiendo un par residual entre un par dinámico. El Factor de correlación de par residual se presenta en forma de porcentaje y el valor predeterminado es 100 %. Esto significa que el valor de par dinámico no se ha modificado.
Parámetros | Función |
|---|---|
Par objetivo | El par objetivo de la herramienta fijado para el apriete con la estrategia TurboTight. |
Par dinámico final | El par final notificado como resultado del apriete realizado. |
Par dinámico | El par dinámico medido por un transductor de referencia. |
Par residual | El par residual deseado que asegura la fuerza de sujeción deseada. |
Factor de correlación de par residual | El factor de compensación entre el par residual y el par dinámico |
Un ejemplo de cómo se puede utilizar el ajuste de par.
Se ha seleccionado la estrategia TurboTight. La junta se debe apretar a 12 Nm para alcanzar la fuerza de sujeción deseada. Se realiza la siguiente configuración:
Configuración de ejemplo | Valor | Función |
|---|---|---|
Par objetivo | 12 Nm | El par objetivo deseado y programado en el controlador |
Factor de correlación de par residual | 100 | El factor de compensación entre el par residual y el par dinámico |
Se realizan varios aprietes. Después de cada apriete, se comprueba la junta con una llave de par calibrada. Se calcula la media y se determina el siguiente resultado:
Parámetros iniciales y resultados | Valor | Función |
|---|---|---|
Par objetivo | 12 Nm | El par objetivo programado en el controlador. |
Par final | 12 Nm | El par final notificado como resultado del apriete realizado. |
Par dinámico | 12 Nm | El par medido sin compensar del transductor de la herramienta. |
Par residual | 10 Nm | El par residual medido con una llave dinamométrica calibrada o con otra herramienta de prueba. |
Factor de correlación de par residual | 100 % | El factor de compensación entre el par residual y el par dinámico |
Las pruebas demuestran que el par residual es demasiado bajo para producir la fuerza de sujeción deseada. El Factor de correlación de par residual se calcula en 0,83, lo que significa el 83 %. Se afina el factor de ajuste y se obtiene el siguiente resultado.
Parámetros finales y resultados | Valor | Función |
|---|---|---|
Par objetivo | 12 Nm | El par objetivo programado en el controlador. |
Par final | 12 Nm | El par final notificado como resultado del apriete realizado. |
Par dinámico | 14,5 Nm | El par medido sin compensar del transductor de la herramienta. |
Par residual | 12 Nm | El par residual deseado que asegura la fuerza de sujeción deseada. |
Factor de correlación de par residual | 83 % | El factor de compensación entre el par residual y el par dinámico. |
Esto muestra que tenemos que apretar un poco más que el apriete especificado, para compensar las diferencias y alcanzar el par deseado para la junta.
Es importante que la correlación se realice con el mismo tipo de herramienta y configuración de parámetros que se vayan a usar en producción.
Gatillo perdido
En la ventana Evaluación de resultado de la etapa de apriete del programa, el control NOK en caso de gatillo perdido controla si se permite o no liberar el gatillo de la herramienta antes de alcanzar la condición objetivo. El ajuste se puede configurar en On u Off. A continuación encontrará una descripción de los dos estados.
Configuración del interruptor | Descripción |
|---|---|
Activado | Liberar el gatillo antes de llegar a la situación objetivo dará lugar a un apriete NOK. |
Off | Liberar el gatillo antes de alcanzar la situación objetivo dará lugar a un apriete OK, siempre que se cumpla el resto de las condiciones. |
El comportamiento predeterminado es que no se debe permitir la liberación prematura del gatillo.
Disponibilidad
El NOK en gatillo perdido está disponible en las estrategias de apriete siguientes: Girar, Etapa rápida, Dos etapas, Tres etapas e Impulso: Etapa individual.
Para las estrategias de apriete Girar, Etapa rápida, Dos etapas y Tres etapas, el ajuste Gatillo perdido solo está disponible cuando el objetivo del programa se define como ángulo (no par).
Configuración de programas de apriete - Parámetros generales
Los cambios realizados en programas de apriete en cualquier sección se deben aplicar de forma activa haciendo clic en el botón Aplicar en la esquina inferior derecha del GUI. De manera alternativa, se pueden deshacer los cambios haciendo clic en el botón Deshacer en el mismo lugar.
Cuando navegue fuera de la sección donde se han realizado cambios (utilizando el botón Volver, Inicio o Resultado), se le presentará al usuario una ventana emergente de advertencia donde los cambios se pueden aplicar o deshacer. El usuario no puede proceder sin aplicar o deshacer los cambios.
En Ajustes generales del programa de apriete pueden configurarse y administrarse los programas de apriete, mediante una asignación de nombres, para realizar ajustes de apriete generales como seleccionar la estrategia de apriete, el modo de programación rápida o manual y establecer el Valor objetivo del programa de apriete.
Para obtener más información sobre los parámetros de apriete, consulte la secciones Etapa de inicio, Etapa de aproximación, Estrategias de apriete y Etapa de parada.
Para obtener más información sobre los parámetros de desapriete, consulte Cómo aflojar un tornillo.
Información relevante
En esta sección
Nombre
Utilice el campo Nombre para nombrar el programa de apriete. Este nombre se almacenará con los resultados de apriete y se enviará a ToolsNet (si procede). El nombre puede contener un máximo de 32 caracteres.
Estrategia
Estrategia establece la estrategia de apriete que debe utilizarse con el programa de apriete.
Para obtener más información sobre las estrategias disponibles y los parámetros pertinentes, consulte «Estrategias de apriete».
Objetivo
Las estrategias Quick step, Two step, y Three step permiten elegir el apriete utilizando un par objetivo o un valor de ángulo objetivo. Cuando se activa TurboTight sólo está disponible la opción Par objetivo.
Monitorización del tiempo (tiempo transcurrido)
El seguimiento del tiempo está disponible para todas las estrategias de tensión, excepto Rotación. El seguimiento del tiempo puede activarse cuando lo hacen los límites de ángulo. El seguimiento del tiempo está disponible para la etapa de aproximación y en el último paso de la etapa de apriete.
Para minimizar el riesgo de una sobretensión imprevista al final del apriete cuando se utiliza la estrategia de apriete TurboTight, no olvide activar el seguimiento del tiempo.
Dado que el manejo de gráficos necesita tiempo, siempre hay una breve diferencia entre el tiempo transcurrido del programa y el tiempo transcurrido de la etapa. Esto es especialmente notorio en los programas que solo contienen una etapa.
No es posible utilizar el seguimiento del tiempo cuando se utiliza una herramienta STB si todas las opciones de seguimiento están activadas.
Ajuste de accesorios
El ajuste de accesorios ofrece la posibilidad de compensar accesorios fijados en la parte delantera en la herramienta. La compensación se puede realizar para cada programa de apriete.
Un operario puede cambiar un accesorio con la herramienta conectada y seleccionar un programa de apriete para ese accesorio concreto.
El ajuste de accesorios está disponible para todas las estrategias convencionales, salvo STwrench.
En Ajustes del programa de apriete, configure Ajuste de la fijación activado en Sí
Haga clic en Parámetros de apriete > Editar
Haga clic en el paso de arranque.
En Ajuste de la fijación, configure la opción Usar ajuste de fijación en Sí
Fije los parámetros necesarios para la Relación de engranajes y el Ajuste de eficacia (consulte la tabla que hay a continuación).
|
Ajuste de accesorios |
Descripción |
Predet. |
|---|---|---|
|
Relación de engranajes de la fijación |
La Relación de engranajes de la fijación es necesaria para compensar el ángulo. Mínimo: 0,5 Máximo: 3,6 Velocidad de rotación de bocas = Velocidad de la herramienta/relación de engranajes |
1,0 |
|
Ajuste de eficacia |
La relación de engranajes de la fijación combinada con el Ajuste de eficacia es necesaria para compensar el par. Mínimo: 0,5 Máximo: 1,0 Por ejemplo, 0,9 significa una pérdida de eficacia del 10 %. |
1,0 |
Trabajar con la pestaña Secuencia de lotes
Las funciones de controlador, como las estrategias de apriete de baja reacción y las funciones para todos los controladores entre otras, requieren distribuir licencias a través del Functionality Management System (FMS). Aunque la configuración de las funciones es posible sin licencias específicas, la asignación y uso de esas funciones requerirán instalar la licencia adecuada en el controlador. Consulte Licencias (FMS) para más información detallada sobre las licencias.
Las secuencias de lotes se utilizan para realizar un número específico de aprietes en un orden específico. Cada secuencia de grupos recibe un nombre.
En esta sección
Ajustes de la secuencia de lotes
Una secuencia de lotes puede constar de hasta 99 lotes con un tamaño de lote de hasta 250 aprietes. Los grupos de apriete de una secuencia de lotes se pueden llevar a cabo en orden del listado o utilizando un selector de bocas para decidir qué lote ejecutar.
Nombre del parámetro | Descripción | Valor predeterminado |
|---|---|---|
Bloquear herramienta al finalizar la secuencia de lote. | Una secuencia de lote finaliza cuando el contador de la secuencia del lote sea igual al tamaño de la secuencia. On: la herramienta se bloquea y se debe seleccionar un programa de apriete o secuencia de grupos para continuar realizando aprietes. Off: Tras finalizar, la secuencia de lotes está preparada para repetirse. | Activado |
Orden libre | No: Los lotes configurados se ejecutaran en el orden listado, siempre y cuando se hayan configurado para realizar aprietes. Si la boca se ha especificado, el sistema solicitará la boca cuando se ejecute el lote. Sí: Los lotes configurados se pueden ejecutar en cualquier orden: El operario debe indicar al sistema qué lote se ejecutará utilizando un selector de bocas. Un lote se considera completo cuando todas las juntas se han completado. | No |
Incremento en NOK | Es posible aumentar el valor del contador de lotes aunque el apriete se considere NOK. Para que NOK consecutivos máximos funcione (el número máximo de veces que se puede apretar un solo perno), hay que configurar Incremento en NOK en No. Si este parámetro se configura en Sí, permitirá que la secuencia vaya al siguiente apriete. | No |
Máx. de NOK consecutivos | El número de aprietes consecutivos (NOK) máximos es un número definido máximo de aprietes incorrectos NOK permitidos en un lote. Si el número de NOK consecutivos máximos se alcanza, se visualiza el mensaje Demasiados aprietes NOK (4020). | 0 |
Reducción en afloje | Reduce el contador dentro del lote activo actual. El lote completado no se puede reducir. Nunca: el ajuste está desactivado. El contador no se reduce cuando se realiza el afloje en el lote activo. Siempre: El contador de lote disminuye cuando se realiza un apriete. Cuando el último apriete ha sido OK: Si el anterior es correcto, el contador de lote disminuye cuando se realiza un apriete. | Nunca |
Temporizador cancelación de secuencia | On: La secuencia de lotes seleccionada puede cancelarse durante un periodo de tiempo determinado Off: No se puede cancelar la secuencia de lotes seleccionada. | Off |
Tiempo de cancelación (10-600) | El número de segundos durante los que puede cancelarse la secuencia de lotes seleccionada. | 10 |
Configuración de lote
Un grupo de apriete se configura para realizar un número específico de aprietes consecutivos con el mismo programa de apriete. Los grupos de apriete deben tener un programa y un tamaño de lote especificados para proceder a la ejecución.
Parámetro | Descripción |
|---|---|
Programa de apriete | El programa de apriete que se utilizará con el grupo. |
Tamaño de lote | Número de aprietes que realizará el lote. El número máx. de aprietes en un lote es 250. El tamaño 0 del lote proporcionará al lote un número infinito de aprietes. |
Número identificador | Al utilizar un selector de bocas, esta es la posición de la boca que se utiliza para activar el lote. |
Trabajar con la pestaña Fuentes
Las señales externas que se usan como tareas para los aprietes se configuran en el menú Fuentes. Las fuentes son accesorios o similares, conectados a una estación virtual. Hay dos tipos de tareas de fuente disponibles:
Tarea de Apriete de fuente
Tarea de Lote de fuente
Apriete de fuente, se utiliza para seleccionar un programa de apriete único.
Lote de fuentes, se emplea para seleccionar una secuencia de lotes, una serie de programas de apriete.
Para obtener información sobre la selección de tareas, consulte Asignar una tarea a una estación virtual.
En esta sección
Fuente de apriete
El menú de apriete muestra una lista de las configuraciones de fuentes de apriete. Pueden vincularse listas separadas a una estación virtual accediendo a la estación virtual en cuestión y seleccionando Escoger en las propiedades de tarea. Allí puede elegirse una fuente como tarea. Las fuentes de apriete vinculan un programa de apriete específico a un número de identificador. Cuando el número de identificador se envía al controlador (bien mediante una señal digital externa o bien, en caso de que se utilice un selector de bocas, elevando la boca correspondiente en el selector) el programa vinculado se ejecutará una y otra vez hasta que se emita una señal diferente (o se seleccione la boca). No hay recuento de lotes.
Las listas de fuentes de apriete pueden establecerse en modo de control y en modo de confirmación.
Cuando se establece en control, una fuente externa selecciona un programa de apriete solicitando un número de identificador. En el caso de los selectores de boca, el número de identificador se vincula a una boca del selector y, mediante la elevación de la misma se selecciona el programa de apriete.
En modo de confirmación, el selector de boca no puede utilizarse como fuente de control. En este modo, los números de identificación se vinculan tanto al programa de apriete como a la boca específica (indicado en una columna adicional de la lista). Cuando se solicita un número de identificación (mediante una señal externa), la boca correspondiente se activa en el selector de bocas y el programa de apriete se activa cuando el operario eleva la boca (el resto de las bocas están desactivadas). Si no se especifica ninguna boca (es decir, está ajusta a 0 en la columna de bocas), el programa de apriete se activa directamente y se ignora el estado de la boca.
Power Focus XCPower Focus XC can store up to 1,000 source tightening programs.
En esta sección
Creación de una fuente de apriete
Los cambios realizados en programas de apriete en cualquier sección se deben aplicar de forma activa haciendo clic en el botón Aplicar en la esquina inferior derecha del GUI. De manera alternativa, se pueden deshacer los cambios haciendo clic en el botón Deshacer en el mismo lugar.
Cuando navegue fuera de la sección donde se han realizado cambios (utilizando el botón Volver, Inicio o Resultado), se le presentará al usuario una ventana emergente de advertencia donde los cambios se pueden aplicar o deshacer. El usuario no puede proceder sin aplicar o deshacer los cambios.
Vaya al menú Fuentes y seleccione Apriete en el lado izquierdo.
Pulse el icono más situado en la esquina superior derecha del espacio de trabajo.
Ponga nombre a la fuente de apriete y seleccione el Modo de selector (Control o Confirmar, dependiendo de lo que necesite).
Por defecto, cuando se crea una nueva fuente de apriete solo hay disponible un número de identificador editable. En la parte inferior de la pantalla, pulse el icono más para añadir más.
Asigne a cada elemento un número de identificación.
Si se utiliza un selector de bocas, los número de identificador se corresponderán a las posiciones del selector de bocas, es decir, el número de identificador 1 se corresponde con la boca número 1 del selector de bocas.
Elija un programa de apriete al que vincular cada identificador haciendo clic en Programa y eligiendo en la lista de programas de apriete.
NOK consecutivos máximos
El máx. de NOK consecutivos se puede configurar por Apriete fuente o por programa individual incluido en el Apriete fuente.
Configurar el máx. de NOK consecutivos por Apriete fuente
Configure Máx. de NOK consecutivos por programa como No.
Configure el valor en el campo Máx. de NOK consecutivos.
Configurar el máx. de NOK consecutivos por programa
Configure Máx. de NOK consecutivos por programa como Sí.
Para cada programa en la sección Configuración del selector de identificador, establezca el valor en la columna Máx. NOK.
Secuencia de lote de fuente
La configuración Lote de fuentes se encuentra en la opción Lote del menú Fuentes.
El controlador se puede configurar para seleccionar una secuencia de lotes, basada en un número de identificador o una cadena de identificadores.

Entrada | Descripción |
|---|---|
Número identificador | El número debe ser un número entero positivo que puede originarse en un accesorio o una entidad de control externa. |
Cadena de identificadores | La cadena debe contener caracteres ASCII y puede provenir de un escáner o una entidad de control externa. |
En esta sección
Creación de lote fuente
Vaya al menú Fuentes y seleccione Secuencia de lotes en el lado izquierdo.
Pulse el icono más situado en la esquina superior derecha del espacio de trabajo.
Ponga un nombre a la secuencia de lotes
Configure Cancelar en nuevo identificador en Sí si el escaneado de una nueva cadena de identificador debe cancelar el escaneado previo.
Seleccione el Método identificador (Cadena de texto o número para cadenas numéricas)
Establezca Orden libre en Activado si las cadenas pudieran escanearse en cualquier orden.
Las cadenas de identificadores pueden formarse con hasta 4 cadenas distintas. Cuando Orden libre se establece en No, hay que escanear las cadenas en un orden concreto para que el sistema reconozca la cadena.
En caso necesario, añada una cadena de identificadores haciendo clic en el icono Más en la sección Configuración de cadena de identificadores.
Haga clic en la etiqueta Nombre de la cadena de identificadores en la que quiera cambiar las propiedades (ventana emergente). Se pueden modificar las siguientes propiedades por cadena:
Nombre: el nombre de la cadena.
Longitud: la longitud de la cadena. Consulte Combinar cadenas de identificador para obtener más información sobre la concatenación de cadenas.
Las posiciones significativas se utilizan para especificar qué caracteres de la cadena del código de barras deben leerse cuando se compara la cadena con la cadena predefinida. El número de posiciones significativas debe concordar con el número de caracteres de las cadenas predefinidas.
Las posiciones guardadas indican qué partes de cada cadena utilizada en el lote fuente se guardarán y cómo se representarán en el registro. En este campo, indique las posiciones de la cadena de necesitan guardarse. Las posiciones pueden constituir solo partes de toda la cadena. Si el campo de deja vacío, se guardará toda la cadena (concatenada). La siguiente tabla muestra algunos ejemplos de combinaciones de posiciones guardadas.
Los valores de las posiciones guardadas se separan mediante comas (sin espacios) y los rangos se indican utilizando un guion.
Cadena de identificadores
Posiciones
Cadena 1: 1234567
1-7
Cadena 2: abcdef
8-13
Cadena 3: GHIJKL
14-19
Cadena 4: 890
20-22
Ejemplos de posiciones guardadas Posiciones guardadas
Resultados guardados
(vacío)
1234567abcdefGHIJKL890
1-3,9,11,15,20-22
123bdH890
8-12,1-7,19,20-21 se cambiará automáticamente a: 1-12,19,-21
1234567abcdeL89
El campo de identificación en la ventana de propiedades de la cadena no se puede modificar y solo se puede utilizar para navegar entre las distintas cadenas.
Puede producirse un error si Orden libre se establece en Activado y se duplican las longitudes de las distintas cadenas. La secuencia escaneada entonces no activará un programa de apriete. Para solucionar este error, ponga Orden libre en Desactivado o ajuste las longitudes de la cadena.
Haga clic en Editar.
En la ventana Editar, indique qué cadenas (de la columna Cadena contiene) deben vincularse a qué secuencia de lotes (en la columna Activa). Haga clic en el icono más de la parte inferior para añadir más cadenas.
Se pueden usar comodines al escribir «contenido de la cadena». Los comodines pueden utilizarse en cualquier posición de la cadena. No se activa ninguna secuencia de lotes en caso de que se produzca una coincidencia ambigua.
Un carácter comodín es un . (punto)
Información relevante
Configuración de la posiciones significativas para la lectura de la cadena del código de barras.
Las posiciones en la cadena del código de barras se asocian con un número entre 1 y 1024. La primera posición en la cadena es 1 y la última es 1024.
Descripción | Posiciones relevantes | Configuración válida | La cadena del código de barras debe coincidir con la cadena predefinida |
|---|---|---|---|
Posiciones significativas en orden | 1,2,3,7,8 | OK | ABCGH |
Posiciones significativas en orden opcional | 7,1,2,3,8 | OK | GABCH |
Rango de números | 1-3,7,-8 | OK | ABCGH |
Combinar cadenas de identificadores
La cadena de identificadores que se utiliza para cuadrar es una combinación de hasta cuatro cadenas de un sistema de gestión de fábrica o hasta cuatro entradas de escáner que se deben combinar en una cadena.
Los botones de comandos Añadir y Eliminar gestionan cómo se combinan muchas cadenas. Los siguientes parámetros están disponibles:
Parámetro | Descripción |
|---|---|
Nombre | La cadena debe recibir un nombre. |
Longitud | Debe conocerse la longitud de la cadena y debe introducirse. Esto es importante para poder combinar el identificador de cadena correcto. |
Posiciones relevantes | Las posiciones separadas por comas o rangos (separados por guiones) en la cadena combinada que se emplean para la correspondencia. |
Posiciones guardadas | Las posiciones separadas por comas o rangos en las cadenas que se guardarán en el resultado. |
Si se va a utilizar más de una cadena de identificadores, realizar las siguientes etapas:
Presione el botón de comando Añadir para crear una nueva entrada en la tabla.
Asigne un nombre a la cadena.
Introduzca la longitud de la cadena.
Repita los pasos 1-3 para cada cadena que se vaya a añadir. Se pueden combinar hasta cuatro cadenas.
Los parámetros Inicio-fin de cada fila definen las posiciones de cada cadena individualmente dentro del identificador de cadena que se usa en el siguiente paso del proceso de cuadre.
Performing a task selection process using an identifier string as an input:
Define which positions in the string are to be activated.
Introduzca las posiciones importantes para definir cuáles dentro de la cadena de identificadores se utilizará para cuadrar. Las posiciones deben estar separadas por comas.
Trabajar con la pestaña Herramientas
Para que el menú Herramienta muestre información, debe haber una herramienta conectada al controlador.
En esta sección
Información sobre la herramienta
La vista Información sobre la herramienta contiene información utilizada para suministrar a los miembros del personal de servicio información precisa sobre la herramienta conectada al controlador, lo que les permite ofrecer la ayuda y asistencia adecuadas o para que los operarios vean qué herramienta está conectada al controlador.
Información | Descripción |
|---|---|
Modelo | Denominación del modelo de la herramienta. |
Par máximo | El par máximo que la herramienta puede utilizar para un apriete. |
Velocidad mín. | La velocidad de giro mínima de la herramienta. |
Velocidad máx. | La velocidad de giro máxima de la herramienta. |
Velocidad final mín. | La velocidad de giro final mínima de la herramienta (solo para herramientas BCP/BCV-RE). |
Velocidad final máx. | La velocidad de giro final mínima de la herramienta (solo para herramientas BCP/BCV-RE). |
Relación de engranaje | La relación de la velocidad angular del engranaje de entrada con la velocidad angular del engranaje de salida. |
Número de serie | El número de serie de la herramienta puede ser necesario cuando se necesita la versión del producto para solicitar las piezas de repuesto correctas o seguir las instrucciones de mantenimiento correctas. |
Versión del software | Versión del software de la herramienta. |
Número del producto | El número de referencia o de producto de la herramienta. |
Información de la etiqueta de la herramienta
Esta información de la herramienta solo está disponible si el tipo de herramienta es una llave ST.
Información | Descripción |
|---|---|
Id de TAG | El número de identificación de etiquetas RFID programable programado en la Herramienta terminal (boca). |
Coeficiente de corrección de par | En algunos casos, es posible que se necesiten extensiones para adecuarse a la aplicación. En este caso la medición de la llave debe compensarse para mostrar un valor correcto. Para calcular el coeficiente de corrección, consulte la última versión de la Guía de usuario de la llave ST (material impreso número 9836 4134 01). El parámetro se guarda en la etiqueta RFID en la Herramienta terminal. |
Coeficiente de corrección de ángulo | En algunos casos, es posible que se necesiten extensiones para adecuarse a la aplicación. En este caso la medición de la llave debe compensarse para mostrar un valor correcto. Para calcular el coeficiente de corrección, consulte la última versión de la Guía de usuario de la llave ST (material impreso número 9836 4134 01). El parámetro se guarda en la etiqueta RFID en la Herramienta terminal. |
Par nominal | El smartHEAD de la llave ST contiene el transductor de par y define el par nominal de la llave. Para obtener más información, consulte la última versión de la Guía de usuario de la llave ST (material impreso número 9836 4134 01). |
Conexión de herramienta
La zona de conexión de la herramienta muestra a qué estación virtual está conectada.
Salud de herramienta
La vista Estado contiene información sobre la temperatura de la herramienta.
Temperatura de la herramienta
Las temperaturas de la herramienta (para las herramientas con cable y con batería) están permanentemente supervisadas desde el Power Focus XCPower Focus XC. Las unidades admitidas de temperatura son: grados Celsius (°C) y grados Fahrenheit (°F). Grados Celsius es la unidad predeterminada. Es posible cambiar de una unidad a otra sin necesidad de reiniciar el controlador. Cuando la temperatura del motor de la herramienta o del sistema electrónico de la herramienta supere la temperatura máxima, la herramienta se bloqueará y aparecerá una alerta (2014). La herramienta se desbloquea cuando la temperatura de la herramienta cae por debajo del límite de temperatura.
La temperatura de la herramienta no está disponible para la llave ST.
Monitorización de la temperatura de herramienta
Desde la pantalla o a través de la GUI web, los usuarios pueden acceder al último sistema electrónico de la herramienta y las temperaturas del motor de la herramienta medidas, junto con la marca horaria del momento en que se hizo la medición.
En la vista Inicio, haga clic en la pestaña Herramientas.
Tanto la temperatura del sistema electrónico de la herramienta como la del motor de la herramienta se indican debajo de Estado.
En el caso de las herramientas de impulsos también aparece la temperatura de la unidad de impulsos de la herramienta.Haga clic en cualquier entrada para acceder a una lista de temperaturas pico y sus marcas horarias.
Mantenimiento de herramienta
La herramienta almacena un número de intervalo de servicio y cuenta el número de aprietes que pueden realizarse antes de que deba realizarse su mantenimiento o revisión.
Configuración de la alarma de mantenimiento
En la vista Inicio, haga clic en la pestaña Configuración y luego seleccione Herramientas.
Coloque la Alarma del indicador de servicio en On.
Vuelva a la vista Inicio, haga clic en la pestaña Herramientas y a continuación seleccione la herramienta para la que desea configurar la alarma.
Introduzca un valor en el cuadro de intervalo de servicio.
Los intervalos de servicio solo puede establecerse en múltiplos de 10 000. Cualquier número que no sea múltiplo de 10 000 se redondeará al múltiplo de 10 000 más cercano.
Cuando se trabaja con herramientas de impulsos, se establecen los intervalos de servicio tanto para número de aprietes como para número de impulsos. Cuando se alcance uno de los intervalos se activará la alarma.
Campo | Descripción |
|---|---|
Último servicio | Fecha y hora de la última revisión. La fecha de la última revisión se establece en el taller de reparaciones. La fecha de la última revisión se establece con la fecha y la hora actual cuando se pulsa el botón Reiniciar el contador de servicio. |
Aprietes totales en el momento de servicio | El número total de aprietes realizados por la herramienta desde que se utilizó por primera vez. Este valor está disponible en la revisión y se mantendrá hasta la revisión siguiente. |
Aprietes restantes | El número total de aprietes restantes hasta que se alcance el intervalo de servicio. |
Intervalo de servicio | El número de aprietes que se realizarán entre dos eventos de servicio. Se puede establecer en múltiplos de 10 000. |
Impulsos totales en el momento de servicio | [solo herramientas de impulsos] El número total de impulsos realizados por la herramienta desde que se utilizó por primera vez. Este valor está disponible en la revisión y se mantendrá hasta la revisión siguiente. |
Impulsos restantes | [solo herramientas de impulsos] El número total de impulsos restantes hasta que se alcance el intervalo de servicio. |
Intervalo de servicio | [solo herramientas de impulsos] El número de impulsos que se realizarán entre dos eventos de servicio. Se puede establecer en múltiplos de 10 000. |
Poner a cero contador de servicio | Reinicia el contador de Aprietes restantes y establece la fecha actual como Fecha de última revisión. |
Restablecer datos de servicio | [solo herramientas de impulsos] Reiniciar el contador de Aprietes restantes así como el estado del aceite y establece la fecha actual como Fecha de último servicio. |
Calibración de herramienta
La calibración de la herramienta se utiliza para controlar la idoneidad con la que una herramienta se corresponde con un transductor de referencia.
El valor de calibración almacenado en la memoria de la herramienta se utiliza para ajustar el valor de par suministrado por el transductor de par de la herramienta, para que el valor de par correcto se muestre en la interfaz de usuario. La interfaz muestra la fecha en la que la herramienta se calibró por última vez.
Campo | Descripción |
|---|---|
Última calibración | Fecha y hora en la que se realizó la última calibración. |
Valor de calibración | Valor de par de referencia para la calibración. |
Próxima fecha de calibración | Fecha en la que será necesario realizar la siguiente calibración de la herramienta. |
En esta sección
Preparar la calibración
Compruebe que la herramienta y el controlador están configurados para efectuar aprietes.
Configure la herramienta con un transductor de referencia de par, como el STa6000, STpad o el banco de pruebas JSB.
Consulte la guía de usuario del transductor de referencia de par para su configuración.
Seleccione un programa de apriete con un par objetivo que se corresponda con un apriete normalmente utilizado con su herramienta.
Consulte la sección Configuración básica de apriete para ver un tutorial sobre la configuración y la activación de un programa de apriete adecuado.
Calibración de la herramienta
El valor de calibración de la herramienta se calcula a partir de las lecturas de par realizadas por el controlador y el transductor de referencia de par a través de la ecuación que se muestra a continuación:
Valor de calibración nuevo = valor de calibración antiguo x media (valores de referencia/valores Power Focus
En la vista Inicio, haga clic en la pestaña Herramientas y seleccione la herramienta que se va a calibrar. A continuación, vaya a Calibración.
Anote el valor de calibración antiguo que encontrará en el cuadro de texto Valor de calibración.
Efectúe como mínimo tres aprietes y utilice las lecturas de los valores de par del controlador y el transductor de referencia (STanalyser o similar) para calcular el valor del par medio.
Calcule el valor de calibración nuevo utilizando la ecuación Valor de calibración nuevo.
Guarde el valor de la nueva calibración en la memoria de la herramienta introduciendo el valor calculado en el cuadro de texto Valor de calibración y toque Aplicar.
Una vez realizada la calibración, realice un apriete para comprobar que los valores nuevos son correctos.
Calibración QA
On the home view, go to the Tool tab and select QA Calibration on the left pane.
Modify the parameters on the QA Calibration window and select Apply to implement the changes.
Parámetro
Descripción
Activar
ON: activa la opción de configuración de herramienta externa
OFF: desactiva la opción de configuración de herramienta externa.
Estación virtual
Select the ellipsis icon to connect the tool to a virtual station.
Tipo de conexión
Conecte mediante el puerto TCP
o
Conecte mediante el puerto COM.
Puerto COM
Visible cuando se selecciona el tipo de conexión puerto COM.
Muestra una lista desplegable con los puertos COM disponibles.
Puerto TCP
Visible cuando se selecciona el tipo de conexión puerto TCP.
Muestra el puerto TCP, ya completado.
Calibrar una herramienta con un STa6000 o STpad
Conectar el STa6000/STpad
El STa6000/STpad se puede conectar al controlador de dos formas:
Conexión del STa6000
Conexión | Nota |
|---|---|
Puerto COM | Conecte el adaptador de serie USB de Atlas Copco al puerto USB del controlador usando el cable serie ACTA. Conecte el STa6000 al adaptador serie usando cable USB. |
Puerto Ethernet | Conecte el cable Ethernet entre el STa6000 y el puerto Ethernet de fábrica del controlador o la red de la fábrica. |
Conectar el STpad
Conexión | Nota |
|---|---|
Puerto COM | Conecte el STpad al puerto COM del controlador usando el cable serie ACTA. |
Puerto Ethernet | Conecte el cable Ethernet entre el STa6000 y el puerto Ethernet de fábrica del controlador o la red de la fábrica. |
Realizar la Calibración QA mediante STa6000 o STpad
Asegúrese de que la herramienta está conectada y asignada a una estación virtual en el controlador.
No se pueden usar programas de apriete individuales con fines de calibración. Asegúrese de seleccionar un programa de lotes.
En la vista Inicio, haga clic en la pestaña Herramientas. A continuación, haga clic en Calibración QA y cambie la calibración QA a Activado.
Seleccione la estación virtual a la que está conectada la herramienta a calibrar y seleccione el tipo de conexión a utilizar (TCP del puerto COM).
Tenga en cuenta que el puerto predeterminado para la comunicación es 4561
Conecte el STa6000/STpad al controlador y seleccione la estación virtual correcta.
Inicie la calibración desde el STa6000/STpad.
El STa6000/STpad solicita información del controlador, incluida información de la herramienta y el programa de apriete.
Ejecute el apriete. Cuando el dispositivo de calibración detecta un apriete, solicita el resultado de apriete del controlador.
Repita el paso anterior hasta que se hayan ejecutado todos los aprietes del lote.
Una vez completado, el STa6000/STpad crea un informe y calculará un nuevo valor de calibración para la herramienta.
Seleccione Almacenar en el STa6000/STpad para enviar el nuevo valor de calibración al controlador, que a su vez lo escribirá en la herramienta.
Durante la calibración, si se cambia el programa de apriete o se actualiza la secuencia/lote, finaliza la calibración.
No existe límite en el tamaño de lote usado con fines de calibración. Sin embargo, el STa6000 solo puede mostrar dos dígitos como tamaño de lote. Por lo tanto, el contador en el STa6000 presenta 00 para 100.
Una vez realizada la calibración, realice un apriete para comprobar que los valores nuevos son correctos.
Ajuste del motor de la herramienta
El ajuste del motor configura la unidad de control del motor de la herramienta para optimizar el rendimiento y minimizar las pérdidas.
En el caso de las herramientas con cable, se deberá realizar un ajuste del motor en cada combinación específica de controlador y herramienta. Las herramientas STB pueden trasladarse a otro controlador sin necesidad de realizar un nuevo ajuste del motor.
Antes de realizar el ajuste del motor, asegúrese de que la herramienta está conectada a una estación virtual y de que el controlador está configurado para realizar aprietes.
El ajuste del motor dura aproximadamente 1 minuto y gira el eje en sentido horario (DER) y en sentido contrario al horario (IZQ) antes de finalizar.
Para herramientas configuradas con Accesorio delantero de engranaje (GFA, por sus siglas en inglés) con boca abierta, retire la extensión de boca abierta de la herramienta antes de realizar el ajuste de motor.
Realizar el ajuste del motor
En la vista Inicio, seleccione la pestaña Herramienta. A continuación, seleccione la herramienta cuyo motor va a ajustar y vaya a Ajuste de motor.
Seleccione Realizar y pulse el gatillo en la herramienta.
Seleccione OK para iniciar el Ajuste del motor.
Siga las instrucciones en pantalla y siga presionando el gatillo de la herramienta hasta que haya ajustado el motor.
Si el ajuste del motor es correcto, aparece el evento OK.
Si el ajuste del motor no es correcto o el gatillo de la herramienta se soltó antes de que finalizase el ajuste del motor aparece el evento NOK.
Ajuste de boca abierta
La función de ajuste de boca abierta está disponible para las herramientas de boca abierta configuradas con el accesorio delantero de engranaje (GFA).
La función calcula la verdadera relación de transmisión tanto de la herramienta como de la extensión combinada y la guarda en la herramienta.
Necesitará alrededor de 2 minutos para realizar el ajuste.
Cuando se haya completado el ajuste de boca abierta, se debe calibrar la herramienta con la extensión de boca abierta instalada.
Realizar el ajuste de boca abierta
En la vista Inicio, seleccione la pestaña Herramienta. A continuación, seleccione la herramienta que desee ajustar y vaya a Ajuste de boca abierta.
Seleccione Realizar y pulse el gatillo en la herramienta.
Siga las instrucciones en pantalla y siga presionando el gatillo de la herramienta hasta que haya completado el ajuste de boca abierta.
Si el ajuste de boca abierta es correcto, aparece el evento OK.
Si el ajuste de boca abierta no es correcto o el gatillo de la herramienta se soltó antes de que finalizase el ajuste aparece el evento NOK.
WLAN y Bluetooth para herramientas inalámbricas
El controlador Power Focus XCPower Focus XC dispone de módulos de radio LAN y Bluetooth inalámbricos incorporados que permiten la conexión al controlador de herramientas inalámbricas utilizando un proceso de sincronización. Cuando se establece la sincronización, la herramienta se conectará al controlador automáticamente tan pronto como se encuentre al alcance del controlador. Una herramienta sincronizada con un controlador solo podrá conectarse a ese controlador aun cuando haya otro controlador configurado para utilizar el mismo canal de radio.
El módulo de radio WLAN del controlador puede conectarse a tres herramientas al mismo tiempo, mientras que el módulo Bluetooth permite seis conexiones simultáneas.
En esta sección
Modo de sincronización para la herramienta STB y la llave ST
Coloque la herramienta STB en modo de sincronización.
Desconecte la batería (cargada) de la herramienta.
Presione el gatillo de la herramienta mientras vuelve a colocar la batería.
Cuando los LED de la herramienta se apaguen, suelte el gatillo de la batería.
Cuando los LED de la herramienta se vuelvan a encender, pulse el gatillo de la batería.
Cuando los LED de la herramienta se apaguen de nuevo, suelte el gatillo de la batería. Ambos LED comienzan a parpadear (después de, aproximadamente, 10 segundos).
La herramienta ha entrado en modo de sincronización. Los leds siguen parpadeando cuando la herramienta está en modo de sincronización.
No comience el procedimiento de sincronización de Power Focus hasta que los dos LED de la herramienta estén parpadeando. Inicie la sincronización en 30 segundos o finalizará el tiempo de espera de la herramienta.
Cuando la herramienta se haya colocado en modo de sincronización, pulse el tipo de conexión para iniciar el proceso de sincronización.
Coloque la herramienta ST en modo de sincronización.
Encender STwrench.
Durante el ajuste de la célula y el giroscopio pulse, en este orden, los botones ARRIBA, DERECHA y CÓDIGO DE BARRAS del teclado de la llave ST.
Al finalizar el ajuste a cero, la llave entra en modo de sincronización.
Cuando la herramienta se haya colocado en modo de sincronización, pulse el tipo de conexión para iniciar el proceso de sincronización.
Requisitos del Bluetooth
Para usar el Bluetooth con el Power Focus XCPower Focus XC, deben cumplirse los siguientes requisitos:
Power Focus XCPower Focus XC Software 3.5 o superior
Una herramienta inalámbrica equipada con un módulo Bluetooth
Software de arranque de la herramienta versión 9.1.6 o superior
Aplicación del software de la herramienta versión 3.6.1 o superior
Restricciones de las herramientas inalámbricas
Cuando se ocupen todas las ranuras de la WLAN (3) o del Bluetooth (6), las herramientas inalámbricas adicionales sincronizadas con el controlador sustituirán a las herramientas sincronizadas ya existentes. Existen varias reglas que regulan esta sustitución.
En el caso de la WLAN, una de las herramientas anteriormente sincronizadas se sustituirá de forma aleatoria.
En el caso del Bluetooth, se sustituirán primero las herramientas desconectadas, seguidas por las herramientas conectadas. Las herramientas vinculadas a la Estación virtual nunca se sustituyen. Cuando sincronice una herramienta adicional equipada con Bluetooth con un controlador que ya tenga seis herramientas inalámbricas con Bluetooth vinculadas a Estaciones virtuales, asegúrese de quitar una de las herramientas sincronizadas con una de las Estaciones virtuales antes de sincronizar la herramienta adicional. La herramienta que se haya desconectado de la Estación virtual se sustituirá por la nueva herramienta.
Emparejar una herramienta inalámbrica con un controlador
El emparejamiento de una llave mecatrónica con un controlador se realiza de manera diferente a la del resto de herramientas inalámbricas y requiere conectar un MWRKit al controlador. Consulte las instrucciones de producto de la herramienta para más información detallada.
Antes de comenzar el proceso de emparejamiento:
Asegúrese de que la WLAN o el Bluetooth estén activados (dependiendo de la herramienta inalámbrica que quiera emparejar).
Asegúrese de que existen ranuras disponibles para emparejar (3 para la WLAN y 6 para el Bluetooth).
Compruebe el canal de radio que se va a usar.
Compruebe cómo poner la herramienta en modo de emparejamiento. Consulte la guía de usuario de STB (9836 3043 01) para obtener instrucciones sobre cómo hacerlo o siga las instrucciones siguientes.
Si es posible, asegúrese de que el espacio entre la herramienta y el controlador esté despejado.
Asegúrese de que no se estén emparejando otras herramientas con el controlador al mismo tiempo.
Active la WLAN interna accediendo a Ajustes > WLAN. Deslizar el botón Activado a On
Si el interruptor WLAN Activado se coloca en Off no es posible emparejar una herramienta con el controlador. Las herramientas que ya están conectadas a la WLAN interna se desconectan cuando el botón Activado se coloca en la posición Off.
Establezca el canal de radio que desee utilizar con la herramienta inalámbrica: En la vista Inicio, pulse la pestaña Ajustes y haga clic en WLAN.
En el área del canal de la radio, toque la lista de canales y elija el canal.
Si se cambia el canal se desconectarán permanentemente todas las herramientas inalámbricas emparejadas con el controlador.
Vuelva a la vista Inicio y pulse en la pestaña Herramienta. A continuación, haga clic en el icono de emparejamiento en la esquina superior derecha.

Pase la herramienta a modo de emparejamiento. Consulte Pasar la herramienta inalámbrica a modo de emparejamiento.
En el cuadro de diálogo Emparejamiento, haga clic en Ejecutar para comenzar el proceso de emparejamiento.
El proceso de emparejamiento finalizará con cualquiera de los siguientes resultados:
Emparejamiento correcto: la herramienta se ha emparejado con el controlador utilizando el canal seleccionado.
Emparejamiento fallido: esto puede ser a causa de una de las siguientes razones:
No se han encontrado herramientas durante el proceso de emparejamiento. Asegúrese de que la herramienta se encuentre dentro del alcance y en modo de emparejamiento, después haga clic en Cerrar y vuelva a intentarlo.
Se ha encontrado más de una herramienta durante el proceso de emparejamiento. Asegúrese de que ninguna otra herramienta está en modo de emparejamiento, después haga clic en Cerrar y vuelva a intentarlo.
Emparejamiento en curso. Asegúrese de que nadie más esté realizando el proceso de emparejamiento en el controlador, después haga clic en Cerrar y vuelva a intentarlo.
Fallo de emparejamiento. Haga clic en Cerrar y vuelva a intentarlo.
Una herramienta IRC-W Infrastructure es una herramienta que utiliza la infraestructura inalámbrica de la fábrica para conectarse al controlador. Las configuraciones de herramienta, ADHOC o Modo infraestructura, se establecen en ToolsTalk Service 2. Una herramienta configurada como una herramienta IRC-W Infrastructure también puede conectarse como una herramienta conectada ADHOC, utilizando la propia red incorporada de los controladores. Pero cuando la herramienta se reinicia, volverá a una herramienta configurada IRC-W Infrastructure.
Conectar herramientas BCP/BCV-RE
El proceso para conectar herramientas BCV y BCP al controlador es ligeramente diferente al del resto de tipos de herramienta.
En la vista Inicio, haga clic en la pestaña Configuración. A continuación, seleccione las conexiones BCP/BCV-RE.
Añada una configuración de conexión BCP/BCV-RE haciendo clic en el icono Más en la parte superior derecha.
Active la configuración e indique un nombre en el campo de nombre.
Complete Puerto de servidor y Host de servidor de la herramienta que desee conectar. Puede encontrar ambos en el Loader Software de la herramienta.
La herramienta ya está conectada al controlador. Asígnela a una estación virtual para utilizarla con un programa de apriete.
Trabajar con la pestaña Estación virtual
Las estaciones virtuales se configuran en el menú Estación virtual.
Una estación virtual es una abstracción en software de una estación física que puede configurarse para utilizar una herramienta determinada y ejecutar diferentes tareas de forma remota utilizando la herramienta.
En Power Focus XCPower Focus XC, es posible disponer de hasta un número de estaciones virtuales por controlador. Cada estación virtual puede conectarse a una herramienta y a uno o más accesorios.
Mediante la utilización de estaciones virtuales, el operario puede accionar múltiples herramientas y realizar distintas tareas utilizando el mismo controlador. Es posible conectar al controlador una herramienta con cable y múltiples herramientas STB.
Cuando configure herramientas distintas, asegúrese de que la señal de inicio seleccionada en la Fuente de activación coincide con la herramienta seleccionada y de que la tarea seleccionada puede realizarse con la herramienta específica.
Antes de que se pueda realizar ningún apriete, seleccione una tarea en el menú de estaciones virtuales. Una tarea puede ser de uno de los siguientes tres tipos:
Programa de apriete
Secuencia de lotes
Fuentes
La selección se puede realizar manualmente, por el operario, o mediante señales externas.
En esta sección
- Creación de una estación virtual
- Borrando estación virtual.
- Asignar licencias a una estación virtual
- Desasignar licencias de una estación virtual
- Conexión de una herramienta a una estación virtual
- Configuración de la ventana de tarea en una estación virtual
- Configuración de la ventana de protocolos en una estación virtual
- Configuración de la ventana de accesorios en una estación virtual
Creación de una estación virtual
On the home view, go to the Virtual Station tab and select the plus icon in the upper-right corner of the screen.
Edite el nombre y los otros parámetros.
Se presenta la relación de estaciones virtuales creadas por orden de creación.
Las funciones de controlador, como las estrategias de apriete de baja reacción y las funciones para todos los controladores entre otras, requieren distribuir licencias a través del Functionality Management System (FMS). Aunque la configuración de las funciones es posible sin licencias específicas, la asignación y uso de esas funciones requerirán instalar la licencia adecuada en el controlador. Consulte Licencias (FMS) para más información detallada sobre las licencias.
Si no hay ninguna configuración de herramienta disponible cuando se asigna una herramienta, se crea automáticamente una nueva configuración de herramienta y se asigna a la estación virtual.
Estas configuraciones de herramientas creadas automáticamente tendrán la Fuente de activación configurada como Gatillo solo y la trayectoria Desactivada. En el caso de las herramientas STB, la Solicitud de inicio estará configurada como Activada.
Borrando estación virtual.
On the home view, go to the Virtual Station tab and select the virtual station to remove on the left pane.
Select the Delete icon at the bottom of the virtual station´s list of parameters.
Asignar licencias a una estación virtual
Para que las estaciones virtuales funcionen, es necesario asignarles una licencia de tipo de estación virtual.
Vaya al menú Estación virtual y seleccione la estación virtual a la que desea asignar licencias.
En la sección Licencias, seleccione la flecha en el campo Tipo de estación virtual
Aparece la ventana Cambiar tipo de licencia.
Seleccione el tipo de estación virtual que desea asignar a la estación virtual.
[Si se deben asignar Funciones de estación virtual ] Seleccione Editar en el campo Funciones.
La ventana Seleccionar funciones aparece.
Marque todas las funciones que desea asignar a la estación virtual y seleccione Aceptar.
Desasignar licencias de una estación virtual
Seleccione el menú Estación virtual y seleccione la estación virtual a la que desea desasignar licencias.
En la sección Licencias, seleccione el nombre de la licencia en el campo Tipo de estación virtual
Aparece la ventana Cambiar tipo de licencia.
Seleccione el nombre del tipo de estación virtual asignada que desea desasignar.
Cambiar tipo de licencia cierra y el campo Tipo de estación virtual indicará Ninguna. También se eliminarán todas las características del controlador.
Cuando se elimina una estación virtual, las licencias asociadas con esa estación virtual volverán automáticamente al Grupo.
Conexión de una herramienta a una estación virtual
Una estación virtual solo puede tener una herramienta conectada. Solo una de las herramientas conectadas a un controlador puede ser una herramienta con cable. Las estaciones virtuales añadidas pueden conectarse con herramientas inalámbricas sincronizadas con el controlador.
Cada estación virtual necesita tener una configuración de herramienta, además de la herramienta. Las configuraciones de la herramienta se crean en el menú Configuraciones.
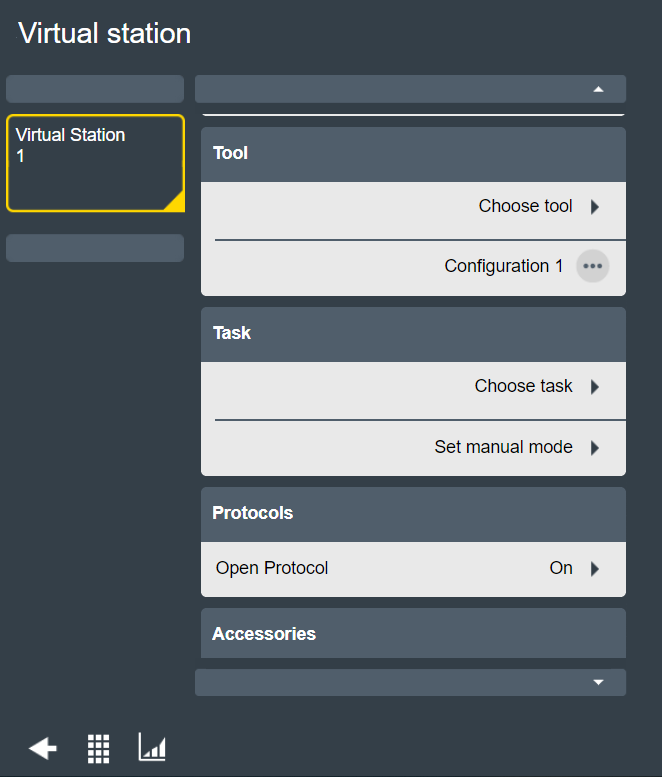
Vaya al menú Estación virtual y toque la estación virtual a la que desea conectar la herramienta.
En la zona Herramienta, toque Elegir herramienta para abrir la lista de herramientas disponibles.
Si ya se ha elegido una herramienta, toque Cambiar herramienta para abrir una lista de herramientas disponibles para seleccionar.
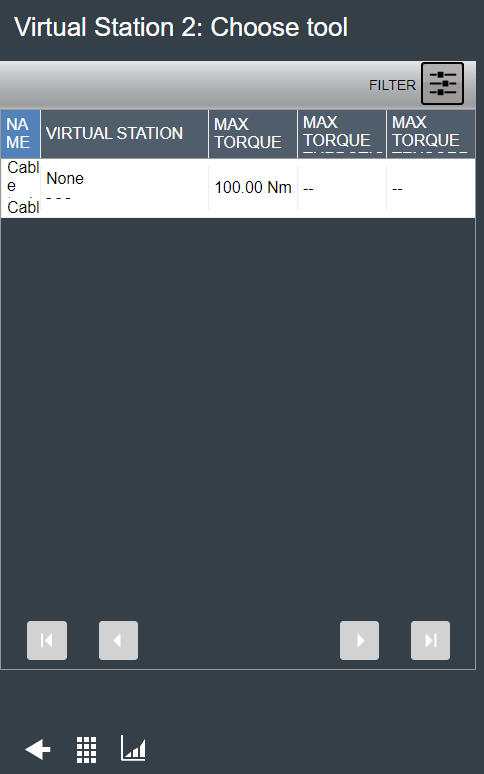
En la lista de herramientas disponibles, toque la herramienta deseada para conectarla a la estación virtual.
Las herramientas que no están disponibles aparecerán de color gris. Para conectar una herramienta de este tipo, primero deberá desconectarse de su estación virtual.
Cuando se conecta una nueva herramienta se añade una configuración de herramienta. Si hay más de una configuración disponible, se muestra una lista de configuraciones de la herramienta.
Sustitución de la configuración de la herramienta para la estación virtual:
Haga clic en la flecha situada junto al nombre de la configuración actual.
Elija otra de las configuraciones de la lista.
No es posible deseleccionar una configuración, solo seleccionar otra configuración disponible.
Configuración de la ventana de tarea en una estación virtual
La tarea seleccionada puede ejecutar un programa de apriete, ejecutar una secuencia de grupos de apriete o activar la tarea utilizando una fuente configurada en el menú Fuentes.
La tarea puede monitorizarse desde el controlador y el resultado de la misma puede presentarse junto con cualquier evento que haya ocurrido durante la operación.
En esta sección
Configurar el modo manual en una estación virtual
El modo manual para las estaciones virtuales se emplea para llevar a cabo tareas mientras la herramienta está bloqueada. Cuando la herramienta está bloqueada por un determinado motivo (por ejemplo, porque la herramienta está fuera de su huella TLS) puede seguir existiendo la necesidad de llevar a cabo determinadas tareas con la herramienta, como trabajos de emergencia. Al configurar el modo manual para la estación virtual, los usuarios pueden determinar qué señales se envían al acceder al modo manual (señales de entrada), qué tarea se puede llevar a cabo en modo manual (tarea secundaria) y qué señales se envían al salir del modo manual (señales de salida).
Dado que los escenarios deseados pueden variar de un usuario a otro (es decir, qué señales enviar tras la entrada y salida y qué tarea llevar a cabo), el modo manual se puede configurar completamente para cada estación virtual.
La configuración consta de tres elementos: señales de entrada, señales de salida y tarea secundaria (tenga en cuenta que tarea primaria se refiere a la tarea «automática» que se asigna a la estación virtual en Tarea).
Vaya al menú Estación virtual y haga clic en la estación virtual para configurarla. Después, en Tarea, pulse Fijar modo manual
En la pantalla de configuración del modo manual, fije la tarea secundaria. Esto determina qué tarea debe ejecutarse en modo manual.
Si no hay establecida ninguna tarea secundaria, se utilizará la tarea principal durante el modo manual.
Se pueden definir todos los tipos de trabajo (apriete, secuencia de lotes, fuente) para el trabajo secundario y el primario.
Establezca las señales de entrada que deben enviarse haciendo clic en el icono más situado en la parte inferior de la sección Entrada. Consulte los parámetros de las señales de entrada más abajo.
Establezca las señales de salida que deben enviarse haciendo clic en el icono más situado en la parte inferior de la sección Salida. Consulte los parámetros de las señales de salida más abajo.
El número máximo de señales de entrada y salida que pueden fijarse es de 99.
En esta sección
Señales entrantes y salientes
Los parámetros para las señales de entrada y salida son los mismos.
Existen dos tipos de señales: tipo booleano y tipo entero/cadena. Para las señales de tipo booleano se utiliza un conmutador de encendido/apagado (verdadero/falso). En el caso de las señales de tipo entero/cadena, se utiliza un campo de texto donde pueden indicarse la señal (E/S) o la cadena.
Señal | Tipo | Valor predeterminado |
|---|---|---|
Cancelar secuencia | Booleano | Off |
Confirmar eventos | Booleano | Off |
Activar escáner de herramienta | Booleano | Off |
Borrar resultados | Booleano | Off |
Desactivar comandos de protocolo abierto | Booleano | Off |
Desactivar escáner de herramienta | Booleano | Off |
Tamaño de lote dinámico | Entero | 0 |
Identificador externo | Entero | 0 |
Monitorización externa [1-8] | Booleano | Off |
Led verde de herramienta intermitente (protocolo externo) | Booleano | Off |
E/S genérica [1-10] | Entero | 0 |
ID de tamaño de lote dinámico | Entero | 0 |
Reiniciar lote | Booleano | Off |
Reiniciar secuencia de grupo de apriete | Booleano | Off |
Restablecer relé biestable | Booleano | Off |
Restablecer demasiados NOK | Booleano | Off |
Seleccionar entrada | Entero | 0 |
Ajustar relé biestable | Booleano | Off |
Desbloquear herramienta al finalizar | Booleano | Off |
Desbloquear herramienta al desactivar | Booleano | Off |
Configuración de la ventana de protocolos en una estación virtual
En la pestaña Protocolos en el menú Estación virtual, encontrará una lista de los protocolos de comunicación disponibles, dependiendo de la licencia que esté utilizando en ese momento. El protocolo abierto está disponible para todas las licencias.
Para obtener acceso a funciones a través del protocolo abierto, debe definirse un único puerto para cada estación virtual.
Coloque el conmutador de Open Protocol en Activado.
Introduzca el número de Puerto de servidor.
Introduzca el valor PLC Index entre 1 y 6.
PLC Index se utiliza para mapear dónde se deben escribir los comandos de Open Protocol en la memoria compartida. El valor por defecto es 1 pero es posible introducir valores de 1 a 6.
Elija la acción que debe realizarse cuando se pierda la conexión con el cliente.
La configuración Desconectar controla la acción que se realiza cuando se produce un error de conexión:
Ninguna - El programa de apriete continúa con normalidad.
Bloquear herramienta - La herramienta se bloquea después de terminar el apriete actual de forma normal.
Desasignar tarea - El apriete se cancela después de finalizar la tarea en curso. Excepto para los programas de apriete simples o secuencias de grupos de apriete, donde la tarea se eliminará después de finalizar.
Bloquear siempre herramienta - La herramienta se bloquea después de terminar el apriete actual independientemente del resultado.
Use contador heredado
El ajuste de contador heredado cuenta todos los aprietes en una secuencia y transmite ese número a los sistemas secundarios. Para activar este ajuste, cambie Usar contador heredado a Sí.
Programa de afloje MID2500
Este ajuste permite la selección del programa de afloje MID2500 de la lista.
Haga clic o seleccione Aplicar cuando esté listo.
Configuración de la ventana de accesorios en una estación virtual
Para conectar y desconectar accesorios QIF a una estación virtual, consulte Conexión de accesorios QIF a una estación virtual.
Para resolver problemas con la ayuda del diagnóstico de E/S de un accesorio, consulte Diagnóstico de señal digital.
En esta sección
Diagnóstico de señal digital
Durante el despliegue y la resolución de problemas de un controlador, el uso de una herramienta de diagnóstico resulta muy útil. Está disponible para el análisis en la pestaña de Info de configuración de un dispositivo o una asignación de bus de campo en el menú Estación virtual.
El controlador puede funcionar en modo normal o en modo de diagnóstico. En modo normal, la señales de entrada y salida digital funcionan normalmente y se enrutan entre la lógica interna del controlador y el accesorio externo o un conector.
El modo de diagnóstico está dividido en modo monitor y modo forzado. En modo monitor, las señales funcionan normalmente pero proporciona la monitorización en directo del comportamiento de la señal. En modo forzado, la conexión entre la lógica interna del controlador y el accesorio externo se abre y las señales de entrada y salida pueden forzarse a un estado deseado.
Es posible diagnosticar señales digitales para un dispositivo o un bus de campo cada vez.
Configuración del diagnóstico
El diagnóstico de E/S para un accesorio determinado está accesible a través de la opción Info de la vista de la Estación virtual del accesorio.
Accessing the diagnostics configuration:
On the home view, go to the Virtual Station tab and select a Virtual Station on the left pane.
Go to the Accessories window, select Info and then Diagnostics.
Active Modo monitor o Modo forzado con el interruptor.
Los estados de las señales de entrada y de salida están disponibles en sus respectivas pestañas.
Solo es posible acceder al diagnóstico desde un único usuario o función al mismo tiempo. Si el diagnóstico ya está en uso, aparecerá en la pantalla un mensaje informativo.
Operaciones normales
En el modo normal de operaciones las señales externas de entrada pasan a la lógica interna del controlador y se envían señales de salida del controlador a un objetivo externo sin que intervenga el módulo de diagnóstico.
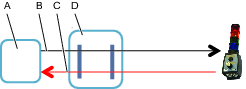
A | Funciones lógicas y mecánicas de estado interno del controlador |
B | Ruta de la señal de salida digital |
C | Ruta de la señal de entrada digital |
D | Módulo de diagnóstico |
Monitor de señal digital
En modo de diagnóstico, pueden monitorizarse todas las señales que pasan a y desde la lógica interna del controlador. Se conecta un generador de señales al módulo de diagnóstico y los estados de las señales se muestran en la GUI web o en la GUI del controlador.
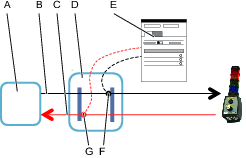
A | Funciones lógicas y mecánicas de estado interno del controlador |
B | Ruta de la señal de salida digital |
C | Ruta de la señal de entrada digital |
D | Módulo de diagnóstico |
E | Interfaz del usuario |
F | Generador de señales de salida |
G | Generador de señales de entrada |
Forzar señales digitales
En modo de diagnóstico, es posible forzar a un estado concreto todas las señales de entrada y salida de la lógica interna del controlador. Las líneas de la señal se abren en el módulo de diagnóstico. Desde la interfaz del usuario pueden forzarse las señales de entrada y de salida hasta estados constantes. La interfaz del usuario la GUI web o la GUI del controlador.
Mientras que se fuerzan las señales, el controlador funciona normalmente. Cuando se abandona el modo de diagnóstico y el modo forzado, todas las señales se establecen con el estado de funcionamiento que tenga controlador en ese momento. Esto puede causar un cambio de estado de las salidas digitales que puede provocar acciones no deseadas.
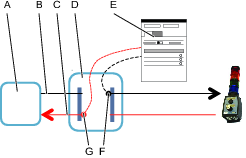
A | Funciones lógicas y mecánicas de estado interno del controlador |
B | Ruta de la señal de salida digital |
C | Ruta de la señal de entrada digital |
D | Módulo de diagnóstico |
E | Interfaz del usuario |
F | Punto de inserción de la señal de salida forzada |
G | Punto de inserción de la señal de entrada forzada |
Trabajar con la pestaña Configuraciones
Configuración de la herramienta
On the home view, go to the Configurations tab and select Tool Configuration on the left pane to configure the available accessory functions on the tool.
Hay distintas funciones disponibles, en función del tipo de herramienta.
Configuración de las funciones del accesorio en la herramienta
On the Configuration window, select Filter by tool type. A continuación, seleccione la herramienta necesaria.
On the Configuration window, select Edit to configure the relevant functions.
No es posible eliminar una configuración asignada a una estación virtual.
If available, configure the Function Button, the LED Ring, the Direction Switch, the Buzzer and the Vibrator by selecting the ellipsis icon on the corresponding fields.
Each field shows a number which corresponds to the number of the specific function (for example, 1 corresponds to Function Button, 2 to LED Ring, 3 to Direction Switch, 4 to Buzzer and 5 to Vibrator).Si es posible, configure los ajustes generales, la condición de arranque y el bus accesorio según las necesidades del cliente.
En esta sección
Configuración del botón de función
Utilice el botón de función de la herramienta para controlar hasta seis de las señales de entrada disponibles.. Las tres posibles de condiciones de estado del botón se combinan con los dos posibles estados del conmutador de dirección.
Estados del botón de función | Estados del conmutador de dirección |
|---|---|
Pulsación simple | DCHA |
Pulsación simple | IZQ |
Pulsación doble | DCHA |
Pulsación doble | IZQ |
Pulsado | DCHA |
Pulsado | IZQ |
El tiempo de pulsación se controla con dos parámetros configurables.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Intervalo de detección de pulsación | Para pulsación simple: el tiempo máximo de pulsación (en milisegundos) que transcurre entre que se presiona y se libera el botón. | 300 ms |
Siguiente intervalo de pulsación | Para pulsación doble: el tiempo máximo de pulsación (en milisegundos) que transcurre entre que se libera el botón después de la primera pulsación y el momento en el que vuelve a presionarse. | 300 ms |
Configuración de los LED de la herramienta
Los indicadores led de la herramienta están configurados para ser controlados desde una de las señales de salida disponibles.
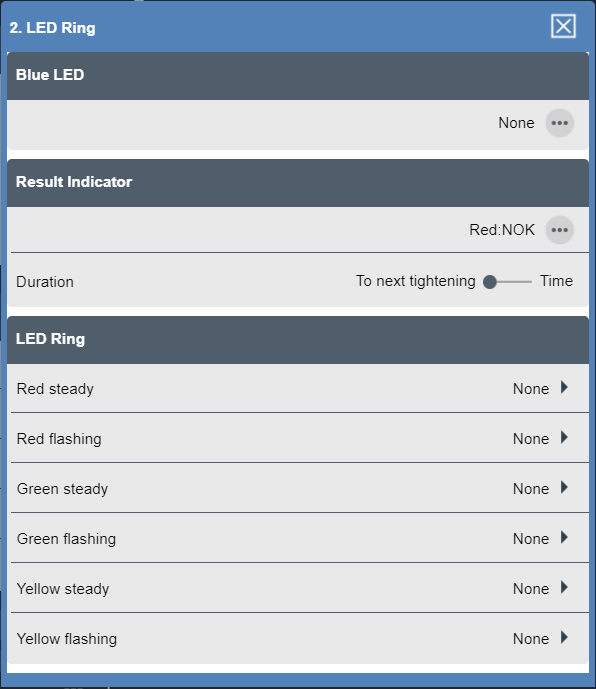
LED azul
El led azul se encenderá durante un periodo de tiempo configurable o se configurará para encenderse durante el siguiente apriete. Se enciende al producirse la señal elegida por la configuración.
Indicador de resultado
El indicador de resultado decide cómo y durante cuánto tiempo los leds se encienden por los resultados del apriete. En un menú de atajo se selecciona un patrón preconfigurado. Este patrón puede ser una combinación de resultados de apriete.
Señal | Descripción |
|---|---|
Off | No se activa ningún LED después del apriete, sea cual sea el resultado |
Verde | Si se selecciona un indicador de resultado, la señal predeterminada es una luz verde cuando el apriete termina correctamente. |
Rojo:alto:amarillo:bajo | Si el apriete no finaliza correctamente (NOK), un led rojo indica que el valor final es demasiado alto; un led amarillo indica que el valor es demasiado bajo. La roja y la amarilla pueden encenderse a la vez (por ejemplo, si el par es muy alto y el ángulo muy bajo). |
Rojo:alto(Prio):amarillo:bajo | Si el apriete no finaliza correctamente (NOK), un led rojo indica que el valor final es demasiado alto; un led amarillo indica que el valor es demasiado bajo. La roja y la amarilla no pueden encenderse a la vez. Solo se enciende la roja si se dan valores altos y bajos a la vez. |
Rojo:NOK:amarillo:bajo | Un LED rojo indica que el apriete ha terminado incorrectamente (NOK). Un LED amarillo adicional puede indicar si el valor es demasiado bajo. |
Rojo:NOK | Un LED rojo indica que el apriete ha terminado incorrectamente (NOK). No se muestran LED adicionales. |
Anillo LED
El anillo led determina cómo se comportan los leds entre los aprietes. El anillo LED está formado por tres círculos de lámparas LED. Un círculo de leds rojos, otro de leds amarillos y uno de leds verdes. Cada uno de los círculos puede tener una señal estable o parpadeante. Esto envía un total de seis señales distintas que se pueden conectar al anillo LED.
Un LED solo se enciende cuando no hay ningún apriete en marcha y la señal de salida de control está activada.
Un LED se apaga cuando se excede el tiempo máximo. Solo se aplica si el tipo de señal es un Evento.
Un LED se apaga cuando se inicia el siguiente apriete.
Un LED se apaga cuando se desactiva la señal de salida de control. Solo se aplica si el tipo de señal es un Estado.
Configuración del interruptor de dirección
El interruptor de dirección de la herramienta puede configurarse para activar determinadas señales de entrada cuando pasa rápidamente (con una duración de 500 ms) del sentido horario (DER) al sentido contrario al horario (IZQ) y vuelta, o viceversa.
Configuración del zumbador
La alarma se configura mediante la asignación de un sonido a una señal seleccionada de la lista de señales disponibles.
El sonido está compuesto por un conjunto de parámetros, tal como se describe en la tabla. Las señales con sonido pueden priorizarse entre 1 y 10, donde 1 es la máxima prioridad y 10, la mínima. Por defecto, una señal y un sonido tienen la prioridad 5. Se pueden asignar hasta 20 sonidos a las señales.
Parámetro | Descripción |
|---|---|
Prioridad | Defines the priority of the buzzer. |
Frecuencia | Frecuencia exacta en Hz. |
Tiempo encendido | Tiempo (en ms) en el que la alarma emite sonido. |
Tiempo apagado | Tiempo (en ms) en el que la alarma permanece en silencio. |
Repetición | Número de veces en el que la alarma repite la secuencia de encendido/apagado. |
Volumen | El volumen de la alarma, como porcentaje del volumen máx. |
Configuración general
La configuración general de la herramienta puede ajustarse en la sección Ajustes generales.
Trace Configuration, TAG Check and TAG Selection functions are further described in their corresponding sections.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Tiempo de espera de inactividad | Determina si la herramienta apaga la alimentación después de un determinado periodo de inactividad o no. | Activado |
<Tiempo de espera de inactividad> | Establece el número de minutos antes del apagado si el tiempo de espera de inactividad está activo. | 120 min. |
LED frontal | Establece la conducta de la LED frontal (por encima del gatillo de la herramienta) Disponible únicamente para las herramientas inalámbricas. | Activado |
Duración tras liberación del gatillo | Establece el tiempo que la LED frontal permanece encendida después de soltarse el gatillo (en segundos). Para las herramientas de cables, la LED frontal permanece encendida durante 10 segundos después de presionar el gatillo de las herramientas. | 0 segundos |
Trayectoria | Activa una representación gráfica del apriete. Para los programas de múltiples etapas, la trayectoria siempre está activada desde Gatillo pulsado. Para las herramientas inalámbricas, seleccione Gatillo pulsado o Aproximación finalizada para realizar la trayectoria. | Off |
Comprobación de etiqueta | Permite comprobar la etiqueta en la herramienta. La herramienta se bloquea si la etiqueta que viene con el programa no es igual a la que se inserta en el smartHEAD de la llave ST. La comprobación de etiqueta solo está disponible para la llave ST o cuando no se selecciona ninguna herramienta al validar la configuración de la herramienta. | Off |
Selección de etiqueta | Se utiliza para seleccionar un Programa de apriete/Lote o una Secuencia de lotes mediante el uso de Secuencia de lotes/Apriete fuente/Lote de fuente. La selección de etiqueta solo está disponible para la llave ST o cuando no se selecciona ninguna herramienta al validar la configuración de la herramienta. | Off |
Bloqueo de herramienta en memoria lleno | Enables to lock the tool when the memory of the controller is full. | Activado |
Configuración de la gráfica
Las gráficas ofrecen a los usuarios una representación gráfica del apriete. Las gráficas pueden comenzar bien cuando se pulsa el gatillo o después de la aproximación completada.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Trayectoria | Permite ver el resultado de forma gráfica. Desactivado: No se realiza ninguna trayectoria. Gatillo pulsado: La gráfica se traza desde el momento en el que se pulsa el gatillo de la herramienta. Aproximación finalizada: La gráfica se traza cuando se alcanza la Aproximación finalizada. | Off |
El número máximo de puntos de la trayectoria es 2000 (200 para herramientas STB). Si se excede el número máximo de puntos de la trayectoria, se eliminará cualquier otro resultado (reduciendo a la mitad de forma efectividad la velocidad de muestreo). La trayectoria continuará mientras el apriete esté activo y cada vez que se alcance el número máximo de puntos de la trayectoria, se eliminarán la mitad para permitir que continúe. La trayectoria finalizará cuando haya terminado la etapa final del apriete.
Comprobación de etiqueta
La función de Comprobación de etiqueta permite comprobar la etiqueta en la herramienta. Cuando se activa la comprobación de etiqueta tanto en el Power Focus 6000 como en la llave ST, la herramienta se bloquea si la etiqueta que viene con el programa no es igual a la que se inserta en el smartHEAD de la llave ST.
El número de etiqueta se especifica de forma diferente, dependiendo de la tarea.
En el caso de Estrategias de apriete genéricas, el número de etiqueta se especifica en el programa de apriete.
En el caso de Estrategia de apriete multietapa, el número de etiqueta depende de lo que se haya seleccionado en el menú de Fuentes/Secuencia de lotes.
Si se ejecuta el Apriete fuente (Fuentes> Apriete> Apriete fuente > Modo de selector- Confirmar), el número de etiqueta se especifica en la casilla de Boca.
Si se ejecuta la Secuencia de lotes (Secuencia de lotes > Biblioteca de secuencia > Secuencia > Configuración de secuencia - Editar), el número de etiqueta es el número de identificación.
Si se ejecuta el Lote de fuentes (Fuentes > Secuencia de lotes > Lote de fuentes), el número de etiqueta se especifica en la Secuencia de lotes según se indica en la sección anterior.
En el caso de Secuencia de lotes y Lote de fuentes, establezca la Orden libre - en la Secuencia de lotes - en No.
La comprobación de etiqueta solo está disponible para la llave ST.
Opciones de comprobación de etiqueta | Descripción |
|---|---|
Off | La herramienta no se bloquea, independientemente de la etiqueta insertada. |
Activado | La herramienta está bloqueada siempre y cuando el número de etiqueta no sea igual al número de etiqueta especificado en la configuración de la estrategia de apriete. |
Selección de TAG
La función de Selección de etiqueta se utiliza para seleccionar un programa de ajuste/lote o secuencia de lotes que tenga configurado un número de TAG que corresponda al número de TAG del TAG insertado en la smartHEAD de STwrench.
La selección de etiqueta solo está disponible para la llave ST.
Opciones de selección de etiqueta | Descripción |
|---|---|
Off | La llave ST no indica al controlador que seleccione el Programa de apriete/Lote o la Secuencia de lotes. |
On | Seleccione el Programa de apriete/Lote o la Secuencia de lotes según el número de etiqueta configurado en la Secuencia de lotes/Apriete fuente/Lote de fuente. |
Configuración de la condición de arranque
Aquí se configuran las condiciones de arranque de una herramienta, como fuente de activación, trayectoria y solicitud de inicio. Las funciones se describen en las respectivas secciones.
En esta sección
Solicitud de arranque
La solicitud de inicio activa el requisito de disponer de una conexión constante entre la herramienta y el controlador de una herramienta STB. Esto permite asegurarse de que la herramienta esté siempre actualizada con la configuración de los programas de apriete o los grupos de apriete, y con otros ajustes del controlador, cuando se vayan a realizar los aprietes.
Cuando se activa Solicitud de inicio, la herramienta se bloquea si pierde la conexión con el controlador. Eso significa que si la herramienta pierde la conexión en medio de un apriete o una secuencia de lotes, la herramienta finaliza el apriete actual y después se para. La herramienta se bloqueará hasta que la conexión se haya restablecido.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Solicitud de arranque | Bloquear la herramienta cuando pierde la conexión con el controlador. Activado: La herramienta se bloquea y no realiza aprietes si pierde la conexión con el controlador. Desactivado: La herramienta puede continuar realizando aprietes aunque haya perdido la conexión con el controlador. | On |
Fuente de activación
Utilice la fuente de arranque de la herramienta para establecer cómo encender la herramienta. El valor predeterminado es Gatillo solo.
La Fuente de activación solo está disponible para ciertos tipos de herramientas.
Fuente de activación | Descripción |
|---|---|
Gatillo solo | Pulse el gatillo de la herramienta para iniciar el apriete. |
Gatillo O Pulsador | Pulse el gatillo de la herramienta o presione la herramienta contra la junta para comenzar el apriete. |
Gatillo Y Pulsador | Pulse el gatillo de la herramienta y presione la herramienta contra la junta para comenzar el apriete. |
Pulsación solo | Presione la herramienta contra la junta para comenzar el apriete. |
Gatillo de seguridad | Dos gatillos (como un gatillo y una pulsación) activados con una separación no superior a 500 ms para iniciar el apriete. |
Configuración del bus accesorio
Los accesorios de la herramienta se conectan a la herramienta con el bus de accesorios. Los accesorios de la herramienta se configuran individualmente en cada configuración de la herramienta del controlador.
Tipo | Descripción |
|---|---|
Selector ST | Una pantalla pequeña y botones que se usan para seleccionar tareas o programas en función de la configuración. |
Etiqueta TLS | Etiqueta del Sistema de localización de herramienta (TLS) que se usa para ofrecer señales de salida al operador. |
EHMI | Una pantalla pequeña y botones que se usan para seleccionar tareas o programas en función de la configuración. |
Escáner | A device to read a barcode string or a QR code containing information. |
En esta sección
Selector ST
El Selector ST es un accesorio de herramienta. Se instala en la herramienta y se conecta al bus de accesorios de esta. Tiene una pantalla pequeña, dos botones de entrada y LED de salida.
Pantalla
La pantalla muestra una información en cada momento y dispone de cuatro páginas distintas que pueden configurarse para mostrar distintos elementos predefinidos en cada una de ellas.
Parámetro | Descripción |
|---|---|
Página 1 | Seleccione de la lista el mensaje que se visualizará:
|
Página 2 | |
Página 3 | |
Página 4 |
Tiempo de conmutación
Parámetro | Descripción |
|---|---|
Tiempo de conmutación | Seleccione el tiempo durante el que se va a mostrar un mensaje antes de que aparezca el siguiente. |
Botones
Los dos botones pueden configurarse para que actúen en función de la información visualizada y para recorrer los elementos enumerados.
Parámetro | Descripción |
|---|---|
Botón izquierdo | Seleccione una acción del menú de atajos. |
Botón derecho | Seleccione una acción del menú de atajos. |
LED de estado
Los LED de estado se pueden activar o desactivar.
Parámetro | Descripción |
|---|---|
Activar los LED de resultados | Seleccione el botón de radio On u Off deseado. |
Activación de otros LED | Seleccione el botón de radio On u Off deseado. |
Los leds de resultados son rojos, verdes y amarillos y muestran la misma información que los leds de la herramienta principal.
Los dos LED adicionales pueden mostrar Lote correcto y Secuencia de lotes correcta. Estos dos leds se apagan en el siguiente apriete.
Etiqueta TLS
La etiqueta del Sistema de localización de herramientas (TLS) es un accesorio de herramienta. La etiqueta TLS está instalada en la herramienta y conectada al bus de accesorios de la herramienta. La etiqueta TLS forma parte del sistema de posicionamiento Ubisense y se gestiona independientemente desde el controlador. Además del posicionamiento, la etiqueta TLS se puede usar para ofrecer información al operario. Las señales de salida seleccionadas pueden generar distintas combinaciones de luces LED.
Se pueden asignar hasta 10 señales de salida diferentes con una prioridad leve.
|
Parámetro |
Descripción |
|---|---|
|
Señal |
Seleccione una señal para activar la luz led desde un menú de atajos. Para una señal del tipo Evento, seleccione la duración de la señal. |
|
Color |
Seleccione un color para el LED. |
|
Prioridad |
Hay 10 niveles de prioridad disponibles para los sonidos, y (1) es el nivel de máxima prioridad. El nivel de prioridad predeterminado es cinco (5). |
Para dos señales simultáneas, se impondrá la señal de mayor prioridad. Cuando dos señales con la misma prioridad activan el LED, se impone la que llegue antes.
Una señal de salida puede ser de tipo Evento o de tipo Estado.
Una señal de estado está activa mientras el estado esté activo.
Una señal de evento está activa durante un tiempo configurable.
EHMI
El EHMI es un accesorio de herramienta. Se instala en la herramienta y se conecta al bus de accesorios de esta. Tiene una pantalla gráfica, tres botones de función y, opcionalmente, un escáner. La pantalla es un subconjunto de la GUI del controlador que permite seleccionar programas de apriete, secuencias de grupos de apriete y ver resultados de los aprietes. La interacción con el controlador se realiza mediante los botones de función.
En la configuración EHMI se puede decidir si los botones de función están On u Off.
Parámetro | Descripción |
|---|---|
Activar botón de función | On = Los botones tienen una funcionalidad total para configurar los ajustes dentro de los menús visibles. Off = Los botones de función solo se pueden usar para reconocer un cuadro de diálogo necesario de la EHMI. |
Escáner
El Escáner es un accesorio de herramienta. It is installed on the tool and connected to the tool accessory bus.
A scanner is used to read a barcode string or a QR code containing information to choose the appropriate batch sequence.
Parámetro | Descripción | Valor predeterminado |
|---|---|---|
Modo de paso | Activado: Enables pass through. Desactivado: Disables pass through. | Off |
Señales digitales
Señales de entrada
Las señales de entrada son comandos del sistema que se realizan utilizando, por ejemplo, botones o interruptores en un accesorio, un accesorio de herramienta o un accesorio QIF o conectándolas a una toma de entrada de E/S.
La señal de entrada Bloquear herramienta no debe estar configurada para más de un accesorio en cada estación virtual.
Señales de salida
Las señales de salida son estados o eventos del sistema. Pueden estar vinculadas a un accesorio de herramienta o a un accesorio QIF.
Configuración del selector
Configuración del selector de bocas
El selector de bocas es una placa de tomas con LED que se puede utilizar para guiar a usuario a través de una secuencia de lotes, por ejemplo. Cuando se utiliza más de un programa de apriete, resulta cómodo usar un selector. Cuando se levanta una boca, se seleccionará el programa de apriete correspondiente. Es posible conectar varios selectores de tomas a cada estación virtual.
Puede encontrar información sobre los selectores de bocas conectados tocando Apriete y después Selector de bocas en el menú Fuentes.
En esta sección
Configurar un selector de bocas
On the home view, go to the Configurations tab and select Socket selector on the left pane. Seleccione el icono Más en la esquina superior derecha de la GUI para crear una herramienta externa.
Ponga nombre a la configuración
Seleccione Editar.
Haga clic en Añadir o Borrar para el número correcto de ranuras de boca. A continuación, seleccione todas las ranuras que necesiten estar activas (indicadas en azul)
Configure Control como Externo si la selección de boca se debe controlar mediante un sistema externo.
Conexión de un selector de bocas a una estación virtual
En el menú Estación virtual, vaya a la estación virtual que desea utilizar, vaya a Accesorios y toque Elegir accesorios.
En Accesorios, seleccione Elegir accesorios y acceda a la pestaña del Selector de bocas.
En la columna Configuración (izquierda), seleccione la configuración que desea utilizar con el selector de bocas (consulte Configuración del selector de bocasConfiguración del selector de bocas)
En la columna Accesorios conectados (derecha), elija el selector de bocas que desea utilizar.
Configuración del Selector 6 a través del cable Ethernet/conexión inalámbrica
Descripción general del Selector 6
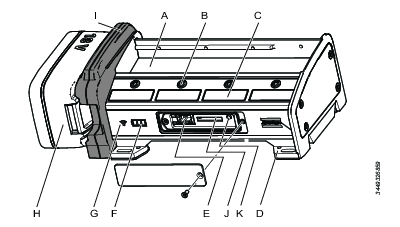
A | Soporte para bocas o broca |
B | LED indicadores de la posición |
C | Área de adhesivos |
D | Orificios de montaje en cada esquina |
E | Puerto Servicio |
F | LED de estado de la batería (solo disponible en versiones inalámbricas) |
G | LED de estado de WLAN (disponible en algunos selectores) |
H | Batería (solo disponible en versiones inalámbricas) |
I | Módulo de movilidad (solo disponible en versiones inalámbricas) |
Descripción de conexiones del Selector 6
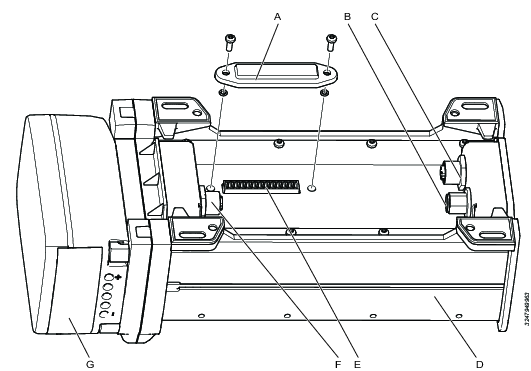
A | Cubierta del conector |
B | Entrada de CC externa; conector Kycon (CC DIN) |
C | Entrada de Ethernet, conexión upstream; conector hembra D-codificado M12 |
D | Vista trasera del selector |
E | Conector de entrada y salida digital |
F | Salida de Ethernet, conexión downstream; conector hembra D-codificado M12 |
G | Batería |
Descripción del puerto de servicio del Selector 6
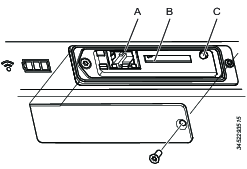
A | Puerto de servicio RJ45 |
B | Ranura RBU |
C | Botón de función |
Configuración general
En el controlador, vaya a Configuración > Red y en el puerto Ethernet de fábrica, compruebe la dirección IP (solo necesaria cuando se configura a través de una conexión inalámbrica).
Abra la tapa del puerto de servicio del selector. La tapa está fijada con un tornillo Allen de 2 mm.
Conecte un cable de red entre el PC y el conector RJ-45 de la interfaz de servicio.
Asegúrese de que el selector recibe alimentación, bien mediante un PoE, una fuente de alimentación externa o una batería.
Abra la ventana del navegador de Internet del PC.
Escriba la dirección web 169.251.1.1 y pulse la tecla Entrar. El servidor web del selector responderá y mostrará la interfaz web del selector.
Seleccione Ajustes
 en el lado izquierdo (aparece seleccionado por defecto). El espacio de trabajo Configuración muestra los menús de configuración y está dividido en cinco ajustes distintos: Ajustes básicos, puerto de servicio, Entrada de Ethernet, WLAN y el Power Focus XCPower Focus XC.
en el lado izquierdo (aparece seleccionado por defecto). El espacio de trabajo Configuración muestra los menús de configuración y está dividido en cinco ajustes distintos: Ajustes básicos, puerto de servicio, Entrada de Ethernet, WLAN y el Power Focus XCPower Focus XC.En la sección Entrada de Ethernet , seleccione Modo externo activado o desactivado para la fuente de control LED deseada.
Los siguientes pasos de la configuración dependen del tipo de conexión del selector de bocas al controlador (cable de Ethernet directamente al controlador (predeterminado), cable de Ethernet a la red de fábrica o de forma inalámbrica a la red de fábrica). Consulte las instrucciones siguientes para su configuración
Configuración del selector de bocas - Ethernet con cable al controlador (predeterminado)
Los puertos de Ethernet (RJ45) para conectar dispositivos y encadenar controladores solo están disponibles en los modelos de PF6 más modernos. Para conectar el Selector 6 utilizando el cable de Ethernet a los modelos más antiguos de controlador debe utilizarse un cable adaptador para conectar el cable de Ethernet a los controladores COM PORT.
En la sección Entrada de Ethernet, seleccione PF6000 (predeterminado) en la lista desplegable Conectado a.
Pulse el botón Guardar situado en la esquina superior derecha del espacio de trabajo.
Extraiga el cable de Ethernet del puerto de servicio.
Cierre el puerto de servicio con la tapa y fíjelo con el tornillo Allen.
El selector de bocas aparece en la lista de accesorios conectados (Estación virtual > Accesorios > Elegir accesorios > Selector de bocas)
Configuración del Selector - cableado a la red de fábrica
En la sección Entrada de Ethernet, seleccione Red de fábrica en la lista desplegable Conectado a.
Seleccione DHCP activado o desactivado para la configuración de la dirección IP dinámica o estática. Si se necesita una dirección IP estática, en el campo de dirección de IP introduzca la dirección IP del selector de bocas.
En la sección PF6000, introduzca la dirección IP del controlador (ver arriba) para el controlador al que se conectará el selector.
Pulse el botón Guardar situado en la esquina superior derecha del espacio de trabajo.
Extraiga el cable de Ethernet del puerto de servicio.
Cierre el puerto de servicio con la tapa y fíjelo con el tornillo Allen.
El selector de bocas aparece en la lista de accesorios conectados (Estación virtual > Accesorios > Elegir accesorios > Selector de bocas)
Configuración del selector de bocas - conexión inalámbrica a la red de fábrica
En la sección Entrada de Ethernet, seleccione Red de fábrica en la lista desplegable Conectado a.
En la sección WLAN, introduzca los parámetros siguientes:
Activar: ajuste el botón de radio en SÍ
SSID: introduzca el nombre de SSID del selector de bocas
Contraseña: introduzca la contraseña de la red inalámbrica a la que va a conectar
Tipo de cifrado: elija el tipo de cifrado directo para la red inalámbrica (WPA-PSK, o WPA2-PSK, EAP-TLS)
En la sección PF6000, introduzca la dirección IP del controlador (ver arriba) para el controlador al que se conectará el selector.
Pulse el botón Guardar situado en la esquina superior derecha del espacio de trabajo.
Extraiga el cable de Ethernet del puerto de servicio.
Cierre el puerto de servicio con la tapa y fíjelo con el tornillo Allen.
El selector de bocas aparece en la lista de accesorios conectados (Estación virtual > Accesorios > Elegir accesorios > Selector de bocas)
Estación virtual general
En la Estación virtual general pueden guardarse diferentes configuraciones para la generación de informes sobre resultados y ajustes de apriete específicos. Pueden crearse distintos filtros para resultados específicos. En los ajustes de apriete, puede configurar características como el comportamiento de desbloqueo de la herramienta. Estas configuraciones pueden asignarse a estaciones virtuales.
Añadir y editar una configuración
En el menú Configuraciones, haga clic en la pestaña Estación virtual general y pulse en el signo sumar en la esquina superior derecha.
Asigne un nombre a la nueva configuración y haga clic en Editar.
En el filtro de resultado de la ventana de informes, coloque el interruptor en Activado en aquellos parámetros que desee incluir en los resultados. Por defecto, todos los parámetros están configurados como Activado.
Al activar el filtro de resultado, se evita que envíe el respectivo resultado, pero el resultado sigue apareciendo en el controlador.
Puede configurar los parámetros siguientes en la sección Filtro de resultados para la generación de informes:
Afloje
Incremento de lote
Disminución de lote
Reiniciar lote
Omitir programa de apriete
Cancelar secuencia
Reiniciar secuencia de grupo de apriete
En la ventana Ajustes de apriete, configure un valor para cualquiera de los parámetros enumerados. Por defecto, todos los parámetros están configurados como Desactivado.
Puede configurar los parámetros siguientes en la sección Ajustes de apriete:
Desbloquear herramienta en caso de afloje: garantiza que la herramienta se bloquea tras un apriete NOK.
Desactivar afloje: garantiza que un operario no está aflojando un perno que sus procesos no permiten que se afloje.
Desactivar apriete: garantiza que un operario no está apretando un perno que sus procesos no permiten que se apriete.
Desbloquear herramienta en caso de afloje | Descripción |
|---|---|
Desactivado | Una herramienta desactivada permanecerá desactivada independientemente del estado del afloje. |
Si OK | Una herramienta desactivada se desbloqueará tras realizar un afloje OK. |
Siempre | Una herramienta desactivada se desbloqueará en cuanto se haya realizado un afloje, independientemente del estado del afloje |
Desactivar aflojamiento | Descripción |
|---|---|
Desactivado | La opción desactivar aflojamiento está apagada. Siempre se puede aflojar un perno. |
Si el apriete es OK | Desactivar el aflojamiento para un apriete correcto. Un operario no puede aflojar un perno que haya terminado con el apriete OK. |
Si el apriete es NOK | Desactivar el aflojamiento para un apriete NOK. Un operario no puede aflojar un perno que haya terminado con el apriete NOK. |
Siempre | La opción desactivar aflojamiento siempre está activada. Un operario nunca puede aflojar un perno. |
Desactivar apriete | Descripción |
|---|---|
Desactivado | Desactivar apriete está desactivado. Un operario siempre puede apretar un perno. |
Si el apriete es OK | Desactivar el apriete tras un apriete OK, Un operario no puede apretar otro perno si el apriete actual terminó OK. |
Si el apriete es NOK | Desactivar apriete después de un apriete NOK. Un operario no puede apretar otro perno si el apriete actual terminó NOK. |
Después de cada apriete | Desactivar apriete se desactiva después de cada apriete. Un operario no puede apretar otro perno hasta que no finalice el apriete en curso. |
Permitir que una herramienta desactivada se desbloquee tras un afloje
En la configuración de estación virtual general asignada a la estación virtual a la que está conectada la herramienta, configure el afloje Desbloquear herramienta en caso de afloje como Si OK o Siempre.
Para activar el ajuste anterior, se deben cumplir las condiciones siguientes:
El parámetro Desactivar afloje no se puede establecer en Desactivado o Siempre.
El parámetro Desactivar afloje no se puede definir como el mismo valor que Desactivar apriete.
El programa de apriete utilizado debe tener el afloje activado.
Cuando una herramienta está bloqueada para apriete o aflojamiento por desactivación, puede desbloquearse con cualquiera de las siguientes señales de entrada:
No es posible desbloquear una herramienta desactivada mediante las señales de entrada especificadas si Bloquear herramienta en caso de afloje se ha definido como Siempre.
Asignación de una configuración a una estación virtual
Cada estación virtual puede tener su propia configuración, o distintas estaciones virtuales pueden compartir la misma configuración. Para que se aplique una configuración, es necesario asignarla a una estación virtual.
Vaya al menú Estación virtual y seleccione la Estación virtual a la que desea asignarle la configuración.
En General, se seleccionará por defecto la primera configuración de la Estación virtual general. Haga clic en el nombre de la configuración.
En la ventana emergente, seleccione las configuraciones deseadas de la lista. La ventana emergente se cerrará después de realizar la selección.
En esta sección
Configurar los ajustes de presentación de resultados
La ventana Ajustes de presentación de resultados permite al usuario mostrar el par final sin el valor de compensación PrT incluido, y el valor de compensación PrT en los Resultados en tiempo real.
Configure la ventana Ajustes de presentación de resultados
On the home view, go to the Configurations tab and select General Virtual Station on the left pane.
On the Configuration window you want to work with, select Edit.
La pantalla Editar configuración aparece.En la ventana Ajustes de presentación de resultados, configure los interruptores relevantes en Activado o Desactivado dependiendo de los resultados deseados.
Si el interruptor Mostrar valor de compensación PrT en Resultado en tiempo real se configura como Activado, la ventana Resultados en tiempo real muestra el valor Compensación PrT.
Si el interruptor Mostrar par final con compensación PrT se configura como Activado, la ventana Resultados en tiempo real muestra el par final con la Compensación PrT incluida.
Setting the switches in the Results Presentations Settings window to either ON or OFF has no impact unless the multistep program has a tightening step including a Prevailing Torque step monitor with the Compensation switch set to ON.
Ajustes de presentación de resultados
A continuación encontrará las diferentes opciones de configuración en la ventana Ajustes de presentación de resultado.
Mostrar Valor de compensación PrT en Resultado en tiempo real: ON Mostrar Par final con Compensación PrT: ON | Mostrar Valor de compensación PrT en Resultado en tiempo real: ON Mostrar Par final con Compensación PrT: OFF | Mostrar Valor de compensación PrT en Resultado en tiempo real: OFF Mostrar Par final con Compensación PrT: ON | Mostrar Valor de compensación PrT en Resultado en tiempo real: OFF Mostrar Par final con Compensación PrT: OFF |
|---|---|---|---|
Haga clic sobre la imagen para ver más información: | Haga clic sobre la imagen para ver más información: | Haga clic sobre la imagen para ver más información: | Haga clic sobre la imagen para ver más información: |
En esta sección
- Mostrar Par final con Compensación PrT: Activado / Mostrar Valor de compensación PrT en Resultado en tiempo real: ON
- Mostrar Par final con Compensación PrT: Desactivado / Mostrar Valor de compensación PrT en Resultado en tiempo real: ON
- Mostrar Par final con Compensación PrT: Desactivado / Mostrar Valor de compensación PrT en Resultado en tiempo real: OFF
- Mostrar Par final con Compensación PrT: Activado / Mostrar Valor de compensación PrT en Resultado en tiempo real: OFF
Mostrar Par final con Compensación PrT: Activado / Mostrar Valor de compensación PrT en Resultado en tiempo real: ON
Mostrar Par final con Compensación PrT: ON
La ventana Resultado en tiempo real muestra el par final con el valor de compensación PrT incluido.
Si la eHMI y ST Selector están activados y configurados, muestran el par final con el valor de compensación PrT incluido.
Mostrar Valor de compensación PrT en Resultado en tiempo real: ON
La ventana Resultado en tiempo real muestra el valor de compensación PrT con el icono de compensación relacionado ( ).
).
Si existen varios valores de compensación, aparece el valor de compensación aplicado a la última etapa disponible.
Configurar lo selectores Mostrar par final con compensación PrT y Mostrar valor de compensación PrT en Resultado en tiempo real no tiene ningún efecto en:
Los valores de par final enviados a ToolsNet y ToolsTalk: los valores de par final con compensación PrT siempre se envían a ToolsNet y ToolsTalk.
El valor de par final mostrado con el historial de resultados.
Las trayectorias basadas en resultados en tiempo real y de historial.
Los valores en los mensajes Open Protocol.
Las señales.
Adaptadores de protocolo.
Mostrar Par final con Compensación PrT: Desactivado / Mostrar Valor de compensación PrT en Resultado en tiempo real: ON
Mostrar Par final con Compensación PrT: OFF
La ventana Resultado en tiempo real muestra el par final sin el valor de compensación PrT incluido. Dado que el par final no incluye el valor de compensación PrT, aparece en cursiva.
Mostrar Valor de compensación PrT en Resultado en tiempo real: ON
La ventana Resultado en tiempo real muestra el valor de compensación PrT con el icono de compensación relacionado ().
Si existen varios valores de compensación, aparece el valor de compensación aplicado a la última etapa disponible.
Configurar lo selectores Mostrar par final con compensación PrT y Mostrar valor de compensación PrT en Resultado en tiempo real no tiene ningún efecto en:
Los valores de par final enviados a ToolsNet y ToolsTalk: los valores de par final con compensación PrT siempre se envían a ToolsNet y ToolsTalk.
El valor de par final mostrado con el historial de resultados.
Las trayectorias basadas en resultados en tiempo real y de historial.
Los valores en los mensajes Open Protocol.
Las señales.
Adaptadores de protocolo.
Mostrar Par final con Compensación PrT: Desactivado / Mostrar Valor de compensación PrT en Resultado en tiempo real: OFF
Mostrar Par final con Compensación PrT: OFF
La ventana Resultado en tiempo real muestra el par final sin el valor de compensación PrT incluido. Dado que el par final no incluye el valor de compensación PrT, aparece en cursiva.
Mostrar Valor de compensación PrT en Resultado en tiempo real: OFF
La ventana Resultado en tiempo real no muestra el valor de compensación PrT y el icono de compensación relacionado ().
Configurar lo selectores Mostrar par final con compensación PrT y Mostrar valor de compensación PrT en Resultado en tiempo real no tiene ningún efecto en:
Los valores de par final enviados a ToolsNet y ToolsTalk: los valores de par final con compensación PrT siempre se envían a ToolsNet y ToolsTalk.
El valor de par final mostrado con el historial de resultados.
Las trayectorias basadas en resultados en tiempo real y de historial.
Los valores en los mensajes Open Protocol.
Las señales.
Adaptadores de protocolo.
Mostrar Par final con Compensación PrT: Activado / Mostrar Valor de compensación PrT en Resultado en tiempo real: OFF
Mostrar Par final con Compensación PrT: ON
La ventana Resultado en tiempo real muestra el par final con el valor de compensación PrT incluido.
Si la eHMI y ST Selector están activados y configurados, muestran el par final con el valor de compensación PrT incluido.
Mostrar Valor de compensación PrT en Resultado en tiempo real: OFF
La ventana Resultado en tiempo real no muestra el valor de compensación PrT y el icono de compensación relacionado ().
Configurar lo selectores Mostrar par final con compensación PrT y Mostrar valor de compensación PrT en Resultado en tiempo real no tiene ningún efecto en:
Los valores de par final enviados a ToolsNet y ToolsTalk: los valores de par final con compensación PrT siempre se envían a ToolsNet y ToolsTalk.
El valor de par final mostrado con el historial de resultados.
Las trayectorias basadas en resultados en tiempo real y de historial.
Los valores en los mensajes Open Protocol.
Las señales.
Adaptadores de protocolo.
Configuración de escáner
En este menú se pueden añadir configuraciones de escáner. Los escáneres se pueden configurar para que los elementos escaneados los maneje el controlador o para que pasen a un sistema externo. Cuando la cadena escaneada lo atraviesa, el controlador no selecciona una tarea en base a la cadena, sino que pasa la cadena a un dispositivo externo mediante una señal de salida.
Añadir un escáner y permitir el paso
Acceda a Configuraciones > Escáner y haga clic en el signo Más en la esquina superior derecha.
Ponga nombre a la configuración de escáner.
Para permitir el paso, haga clic en Editar y cambie el Modo Paso a Activado.
En esta sección
Configuración de escáner
Se utiliza un escáner para leer los códigos de barras o los códigos QR que contienen información para seleccionar la secuencia de lote adecuada.
El escáner se configura en la pestaña Fuentes.
El escáner lee los caracteres especificados y los une en una cadena de texto. Esta cadena de texto se compara con las cadenas predefinidas especificadas en el controlador y si concuerdan con la secuencia de lote relacionada con la cadena predefinida se seleccionará.
Las cadenas de los códigos de barras pueden leer hasta 1024 caracteres y contienen caracteres de las posiciones 32-126 de la tabla ASCII. Si el código de barras contiene una cadena con más de 1024 caracteres, la parte sobrante de la cadena, desde la posición 1025 en adelante, se descarta.
En esta sección
Configurar el escáner
El escáner debe configurarse utilizando un teclado de EE.UU. y el escáner emitirá un carácter de retorno de carro para terminar la cadena del código de barras.
Escáneres válidos
Para obtener una lista de los escáneres verificados para su uso con el controlador Power Focus 6000, póngase en contacto con su representante de ventas local de Atlas Copco.
Trabajar con la pestaña Controlador
Las tareas de administración del sistema del controlador Power Focus 6000 se gestionan desde el menú Power Focus XCPower Focus XCControlador. Al menú se accede desde la GUI del controlador, la GUI web o la GUI de Tools Talk 2.
Módulo de aplicación inteligente (IAM)
El Módulo de aplicación inteligente (IAM) es un almacenamiento no volátil localizado en el controlador. El módulo de almacenamiento contiene todos los programas, configuraciones y resultados del controlador. Algunos módulos pueden incluir también elementos de funciones cargados adicionales.
Para ver una lista completa de los IAM disponibles y sus funciones, consulte a un representante de Atlas Copco.

Software
El número de versión de las dos versiones de software disponibles para el controlador Power Focus XCPower Focus XC aparece en la pestaña Software.
La instalación de una segunda versión del software del controlador es útil para realizar actualizaciones en varios controladores. Cuando la producción está lista para cambiar al software actualizado, la activación de la versión nueva del software se puede realizar localmente en la interfaz del controlador o desde un ordenador remoto con la interfaz web o con ToolsTalk.
Se puede instalar una nueva versión del software bien conectando una memoria flash USB que contenga el software en el puerto USB del controlador, o bien utilizando la Interfaz web.
La opción de actualización del software solo está visible cuando se accede a la interfaz del controlador desde un ordenador. Cuando se conecta un dispositivo de almacenamiento en masa con una versión de software válida al puerto USB aparece una solicitud de actualización del software.
El archivo de actualización del software no debe descomprimirse y debe guardarse en una carpeta denominada PFImages ubicada en el directorio raíz de la memoria USB.
Un fallo inesperado durante la actualización el software puede resultar en una pérdida de datos.
Antes de actualizar las versiones de software, recomendamos realizar una copia de seguridad de la configuración del controlador exportando «Toda la información del controlador».
En esta sección
Actualización del software del controlador a través de USB
El asistente de instalación se iniciará automáticamente al conectar el dispositivo de memoria flash USB al controlador.
Si hay disponibles varias versiones del software en la memoria USB, se mostrará una lista de los distintos archivos de actualización del software.
Seleccione el archivo de actualización del software que desea instalar y siga las instrucciones para finalizar la instalación.
La memoria flash USB se debe formatear con una partición para trabajar con Linux. Los formatos admitidos son, por ejemplo, FAT o NTFS.
Do not remove the USB device or disconnect the IAM until the upgrade is completed.
Actualización del software del controlador a través de la GUI web
En el menú Controlador, vaya a la opción Software y seleccione Actualización de software. A continuación, haga clic en Buscar.
Busque y seleccione el archivo comprimido con el software y siga las instrucciones para finalizar la instalación.
Hardware
La pestaña Hardware contiene información del controlador, como el modelo y número de serie, Estado, Calibración de la pantalla táctil e información sobre los distintos paneles electrónicos del controlador.
En esta sección
Estado
La vista Estado contiene información sobre el estado de la batería y temperatura del controlador.
Estado de la batería
Controlador > Hardware > Estado
La batería Power Focus XCPower Focus XC que se encuentra en el panel frontal del controlador es una fuente de alimentación auxiliar para algunos elementos del sistema, como el reloj interno. El estado de la batería se actualiza una vez al día y el controlador se reinicia también diariamente. Cuando la batería está a punto de agotarse, aparece una advertencia (3011). En ese momento será necesario cambiar la batería lo antes posible.
Temperatura del controlador
Controlador > Hardware > Estado
La temperatura del controlador está permanentemente monitorizada desde el Power Focus XCPower Focus XC. Las unidades admitidas de temperatura son: grados Celsius (°C) y grados Fahrenheit (°F). Grados Celsius es la unidad predeterminada. Es posible cambiar de una unidad a otra sin necesidad de reiniciar el controlador. Cuando la temperatura del controlador supera la temperatura máxima, se desactiva la etapa de accionamiento y se muestra la alerta (3010). La etapa de accionamiento se desbloquea cuando la temperatura de la herramienta cae por debajo del límite de temperatura.
Desde la pantalla o a través de la GUI web, los usuarios pueden acceder a la última temperatura del controlador medida, junto con la marca horaria del momento en que se hizo la medición.
Exportar/Importar
La pestaña Exportar/Importar permite que el usuario realice una de las operaciones siguientes: Exportar, Importar y Copia de seguridad automatizada.
La ventana Exportar permite al usuario exportar configuraciones, ajustes, resultados y eventos de controlador. Además, puede exportar registros de herramienta, que puede compartir con el personal de servicio de Atlas Copco para solucionar problemas con la o las herramientas.
La ventana Importar permite al usuario importar configuraciones y ajustes de controlador.
Solo se puede tener una exportación o una importación activa a la vez. Se rechazará cualquier intento de iniciar una exportación/importación nueva mientras haya una pendiente.
La ventana Copia de seguridad automatizada permite al usuario generar automáticamente un archivo de copia de seguridad.
It is possible to export data by using:
Interfaz web
ToolsTalk 2
Mobile GUI (export to device)
USB flash drive, in Mobile GUI
La memoria flash USB se debe formatear con una partición para trabajar con Linux. Los formatos admitidos son, por ejemplo, FAT o NTFS.
It is possible to import data by using:
Interfaz web
ToolsTalk 2
Durante el proceso Exportar/Importar, una barra de progreso informa al usuario que se está realizando una exportación/importación. El tiempo necesario para realizar una exportación/importación depende de la cantidad de resultados, eventos y archivos de registro.
Exportar/Importar entre controladores
Los controladores pueden tener diferentes tipos de IAM que podrían tener capacidades diferentes.
Un controlador puede exportar todas las configuraciones aplicables al tipo de módulo IAM actual.
Un controlador no puede importar un archivo exportado desde un tipo de módulo IAM diferente. Esto también se aplica al usar ToolsTalk 2.
En esta sección
Exportar «Toda la información del controlador»
Puede exportar configuración, ajustes, resultados y eventos del controlador para procesamiento adicional. Parte de la exportación se realiza tanto desde la herramienta cableada como desde las herramientas con conexión inalámbrica.
Todos los datos incluidos en la exportación se almacenan en un archivo "PFExport_<Nombre IAM>_<fechahora (el valor más bajo mostrado para la hora son segundos)>.tar.gz", el cual incluye los archivos y directorios siguientes:
"PFExport_<fechahora>_Results.csv" – Todos los resultados disponibles
Los resultados se exportan en un archivo de texto con formato CSV. El último resultado realizado es el primero en el archivo CSV.
Puede exportar la siguiente información de resultado para aprietes y aflojes:
Información de resultado | Power Focus 6000: programas de apriete | Power Focus 6000: programas Multistep |
|---|---|---|
Número de identidad | - | - |
Tipo de apriete | X | X |
Nombre de la estación virtual | X | X |
VIN (cadena de identificador) | X | X |
Fecha y hora | X | X |
Identificador de herramienta único | X | X |
Nombre de secuencia de lotes | X | X |
Contador de secuencia de lotes | X | X |
Recuento de lotes | X | X |
Nombre de perno | - | - |
Estado total | - | - |
Información de estado total | - | - |
Estado | X | X |
Información de estado | X | X |
Nombre del modo | - | - |
Programa de apriete/nombre Multistep | X | X |
Error de parada | - | X |
Errores | - | X |
Fallo de etapa | - | X |
Canal | - | - |
Par objetivo (Nm) | X | X |
Par final | X | X |
Ángulo objetivo (grado) | X | X |
Ángulo final de inicio (Nm) | X | X |
Ángulo final (grado) | X | X |
Ángulo de aproximación (grado) | X | - |
Factor de correlación de par residual | X | X |
Tiempo transcurrido (s) | - | X |
Límite inferior de ángulo (grado) | X | X |
Límite superior de ángulo (grado) | X | X |
Límite inferior de par (Nm) | X | X |
Límite superior de par (Nm) | X | X |
Número de impulsos | X | - |
Corriente en la desconexión (A) | X | X |
Compensación TrueAngle (grado) | X | X |
Tiempo hasta aproximación completa (ms) | X | - |
Tiempo hasta par final (ms) | X | - |
Texto objetivo | X | X |
Datos de etapa | - | X |
Par autorroscante | X | X |
Par de autofrenado | X | X |
Gatillo del ángulo de aproximación | X | X |
El delimitador de campo y el formato del número dependen de los ajustes de idioma:
Idioma | Fecha/hora | Delimitador de campo | Formato de números |
|---|---|---|---|
Inglés (en_US) | MM/dd/yyyy hh:mm:ss | , | 123.456 |
Checo (cs) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Alemán (de_DE) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Español (es_ES) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Francés (fr_FR) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Coreano (ko_KR) | yyyy-MM-dd hh:mm:ss | , | 123.456 |
Italiano (it_IT) | dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Japonés (ja_JP) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
Portugués (pt_BR) | Dd/MM/yyyy hh:mm:ss | ; | 123,456 |
Ruso (ru_RU) | dd.MM.yyyy hh:mm:ss | ; | 123,456 |
Sueco (sv_SE) | yyyy-MM-dd hh:mm:ss | ; | 123,456 |
Chino (zh_CN) | yyyy/MM/dd hh:mm:ss | , | 123.456 |
"PFExport_<fechahora>_Events.csv" - Todos los eventos disponibles
La siguiente información de evento se exporta en un archivo de texto con formato CSV:
Gravedad
Fecha
Tiempo
Código
Descripción
La estación virtual que activó el evento (solo se exporta para PF6000-Handheld)
"/settings": ajustes y configuraciones (utilizado por Importar)
"jsonConfigurations.zip": los programas de apriete y afloje se exportan como archivos .json (se debe utilizar con MID2500)
"atlas_sys_d.zip": archivos de registro de la aplicación Drive
"atlas_sys_i.zip": archivos de registro de la aplicación IT
"atlas_protocol_log.zip": archivos de registro de adaptadores de protocolo externos
“ExportInfo.txt”: documento de texto que contiene información sobre el IAM y el controlador
"atlas_plc.zip": configuración PLC
“licenseInformation.zip”: información sobre la licencia y capacidades del sistema
Cómo exportar «Toda la información del controlador»
En la vista Inicio, seleccione la pestaña Controlador. A continuación, en la parte izquierda, seleccione la pestaña Exportar/Importar.
En la ventana Exportar, abra el menú desplegable y seleccione Toda la información del controlador.
En la ventana Exportar, seleccione Exportar.
Al final del proceso de exportación, una ventana emergente de exportación confirma que el proceso se ha completado.
Se descarga automáticamente un archivo PF/IXBExport_<Nombre IAM>_<fechahora>.tar.gz.
Exportar «Ajustes y configuraciones»
Puede exportar únicamente configuraciones y ajustes del controlador.
Los datos exportados se almacenan en un archivo comprimido identificado con el nombre IAM y la fecha y la hora de exportación.
Los datos en el archivo incluyen todas las configuraciones y ajustes del controlador, de forma que el archivo exportado se pueda importar para configurar otro controlador con una la misma versión o con otra más reciente.
Los datos exportados incluyen información sobre el IAM y el controlador, así como programas de apriete y afloje Multistep preformateados para ser utilizados con la solución MID2500.
Cómo exportar «Ajustes y configuraciones»
En la vista Inicio, seleccione la pestaña Controlador. A continuación, en la parte izquierda, seleccione la pestaña Exportar/Importar.
En la ventana Exportar, abra el menú desplegable y seleccione Ajustes y configuraciones.
En la ventana Exportar, seleccione Exportar.
Al final del proceso de exportación, una ventana emergente de exportación confirma que el proceso se ha completado.
Se descarga automáticamente un archivo PFExport_<Nombre IAM>_<fechahora>.tar.gz.
Exportar «Registros de herramientas conectadas»
La exportación de los registros de la herramienta permite a un técnico de servicio compartir los datos del registro de la herramienta con el personal de servicio Atlas Copco para solucionar problemas con la o las herramientas.
Puede exportar registros de herramienta de las herramientas siguientes: STB, SRB y TBP/TBP-S.
Para exportar los registros de herramienta, la herramienta debe estar conectada al controlador. No es necesario que la herramienta esté asignada a una estación virtual.
Todos los datos incluidos en el registro de herramienta exportado se almacenan en un archivo "PFExport_<nombre IAM>_<fechahora>.tar.gz", el cual incluye los archivos y directorios siguientes:
"atlas_tool_i.zip": todos los resultados disponibles
Se crean un archivo individual para cada herramienta conectada. El formato de archivo para los archivos de registro de herramienta es "herramienta-<tipo de herramienta>-<número de serie de la herramienta>.log"
“ExportInfo.txt”: documento de texto que contiene información sobre el IAM, el controlador y las herramientas conectadas
Cómo exportar «Registros de herramientas conectadas»
En la vista Inicio, seleccione la pestaña Controlador. A continuación, en la parte izquierda, seleccione la pestaña Exportar/Importar.
En la ventana Exportar, abra el menú desplegable y seleccione Registros de herramientas conectadas.
En la ventana Exportar, seleccione Exportar.
Al final del proceso de exportación, una ventana emergente de exportación confirma que el proceso se ha completado.
Se descarga automáticamente un archivo PFExport_<Nombre IAM>_<fechahora>.tar.gz.
Exportar «Resultados»
Solo se pueden exportar los resultados de apriete desde el controlador.
Cómo exportar «Resultados»
En la vista Inicio, seleccione la pestaña Controlador. A continuación, en la parte izquierda, seleccione la pestaña Exportar/Importar.
En la ventana Exportar, abra el menú desplegable y seleccione Resultados.
En la ventana Exportar, seleccione Exportar.
Al final del proceso de exportación, una ventana emergente de exportación confirma que el proceso se ha completado.
En caso de sistemas de eje múltiple (fijos), el archivo exportado descargado automáticamente tiene formato .zip, de lo contrario tiene formato .csv.
Importar configuraciones y ajustes de controlador
Cuando los usuarios importan configuraciones y ajustes de controlador, las configuraciones y ajustes existentes son sustituidos por las configuraciones y ajustes importados.
Las configuraciones siguientes no se importan ni se deseleccionan:
Los ajustes de red del controlador no se importan
Los resultados y eventos no se importan
La asignación de licencia no se importa
La tarea asignada en la o las estaciones virtuales se deseleccionan
"jsonConfigurations.zip" (programas de apriete y afloje Multistep) no se importa
“licenseInformation.zip” (información sobre la licencia y capacidades del sistema) no se importa
Cómo importar configuraciones y ajustes de controlador
En la vista Inicio, seleccione la pestaña Controlador. A continuación, en la parte izquierda, seleccione la pestaña Exportar/Importar.
En la ventana Importar, seleccione Importar.
Una ventana emergente Información confirma que todos los ajustes de programa de apriete, lote, accesorios y controlador serán reemplazados por los ajustes del archivo importado.
Sin embargo, los ajustes de red, PIN y resultados y eventos no serán importados.Seleccione Continuar.
En la ventana emergente Importar, seleccione Escoger archivo. A continuación, seleccione el archivo que desee importar en el controlador.
Al final del proceso de importación, el controlador se reiniciará automáticamente.
Si se interrumpe el proceso de importación antes de que empiece, o si el archivo desaparece, se informa al usuario y se debe reiniciar el controlador (para garantizar que se encuentra en un estado válido).
Si se interrumpe el proceso de importación, pero el archivo no está dañado y existe, se puede completar la importación.
Trabajar con la pestaña Ajustes
Configuración de la red
El Power Focus XCPower Focus XC se puede configurar para poder acceder a él desde el software ToolsTalk de Atlas Copco o desde un navegador web en una red de área local (LAN). También se puede acceder directamente desde un PC conectado. Utiliza el protocolo IPv4.

Para acceder y modificar los ajustes de Ethernet, haga clic en Editar.
Solo se puede configurar el puerto Factory Ethernet. El puerto Service Ethernet tiene una dirección IP designada, 169.254.1.1, que no debe a la red local.
En esta sección
Acceso al controlador en una LAN
Select the Network menu and on the Factory Ethernet Port window, click Edit. Then, set Enabled to On to alter the Ethernet settings.
Conecte el cable de red al puerto Factory Ethernet y, a continuación, bien especifique manualmente la información requerida o bien, si está disponible, utilice la información suministrada por el servidor DHCP. La información solicitada es:
Dirección IP
Máscara de subred
Puerta de enlace
El administrador local del sistema deberá suministrar esta información.
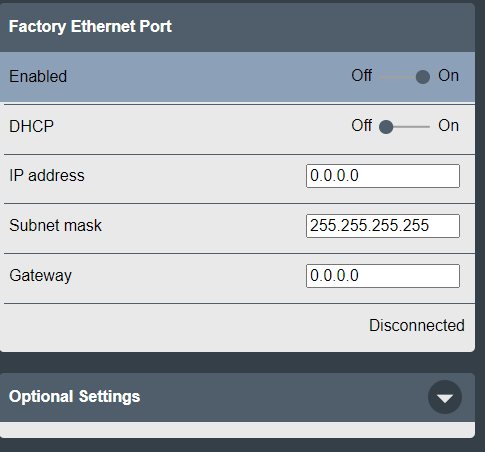
Cuando utilice la opción manual, existen ajustes opcionales disponibles para usar Servidores DNS.
Cómo acceder al controlador a través de la GUI web.
Connect one end of a straight-through unshielded Ethernet cable (RJ45) to a computer and the other end to the Ethernet cable connector (service port) on the controller.
Open a web browser on the computer and enter the web address shown under the Ethernet cable connector (service port).
Cómo acceder al controlador a través de la GUI web.
On the front part of the controller, scan the QR code on the left with the camera of a mobile device.
Scan the QR code on the right with the camera of a mobile device.
Configuración del protocolo
Es posible configurar el Power Focus XCPower Focus XC para que se comunique con servidores que tengan un administrador de licencias de Atlas Copco, así como los dos programas de Atlas Copco, ToolsTalk y ToolsNet. ToolsTalk sirve para configurar uno o varios controladores. ToolsNet se utiliza para gestionar los informes de los resultados.
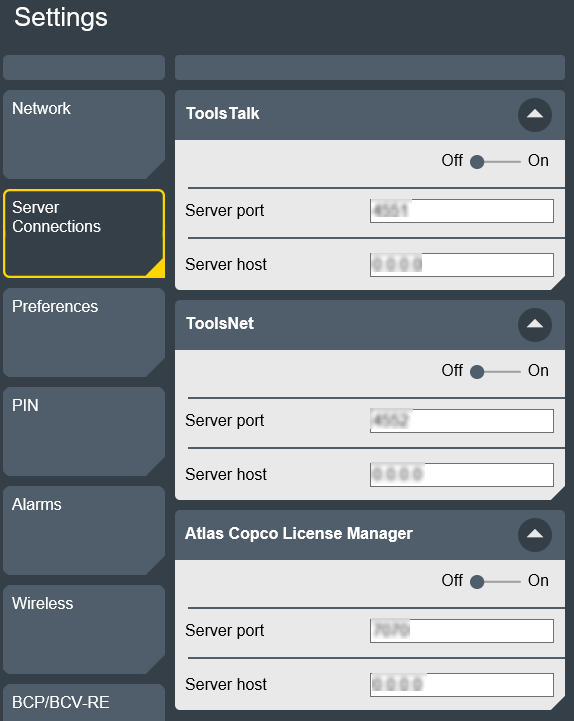
En esta sección
Configurar la conexión de ToolsTalk
Para conectar un controlador a ToolsTalk, configure y active los ajustes del protocolo ToolsTalk en el controlador.
On the home view, go to the Settings tab and select Server Connections on the left pane.
En la ventana ToolsTalk, configure los parámetros siguientes:
Campo
Descripción
Activada/Desactivada
Activa/desactiva la comunicación con el servidor ToolsTalk
Puerto del servidor
Puerto del servidor ToolsTalk
Servidor anfitrión
Dirección IP del servidor ToolsTalk
Seleccione Aplicar.
Para consultar el estado de conexión de ToolsTalk, seleccione el icono Resultados y acceda a la vista Resultados en tiempo real. Then, select the Protocol Connection button  . En la ventana de diálogo que aparece, seleccione la pestaña Conexiones de servidor.
. En la ventana de diálogo que aparece, seleccione la pestaña Conexiones de servidor.
Para más información sobre cómo configurar ToolsTalk, consulte la Guía de usuario ToolsTalk 2.
Configurar la conexión de ToolsNet
Para conectar un controlador a ToolsNet y recopilar los resultados del apriete, configure y active los ajustes del protocolo ToolsNet en el controlador.
On the home view, go to the Settings tab and select Server Connections on the left pane.
En la ventana ToolsNet, configure los parámetros siguientes:
Campo
Descripción
Activada/Desactivada
Activa/desactiva la comunicación con el servidor ToolsNet
Puerto del servidor
Puerto del servidor ToolsNet
Servidor anfitrión
Dirección IP del servidor ToolsNet
Seleccione Aplicar.
Para consultar el estado de conexión de ToolsNet, seleccione el icono Resultados y acceda a la vista Resultados en tiempo real. A continuación, seleccione el botón . En la ventana de diálogo que aparece, seleccione la pestaña Conexiones de servidor.
Para más información sobre cómo configurar ToolsNet, consulte la Guía de usuario ToolsNet 8.
Configuración de un administrador de licencias
El administrador de licencias de Atlas Copco está conectado a un controlador y los ajustes el protocolo se activan desde la pestaña Conexiones de servidor del menú Ajustes del controlador.
Campo | Descripción |
|---|---|
Activada/Desactivada | Activa/desactiva la comunicación con el administrador de licencias de Atlas Copco. |
Servidor anfitrión | Dirección IP del servidor del administrador de licencias de Atlas Copco |
Puerto del servidor | Puerto de servidor del administrador de licencias de Atlas Copco |
Configuración de las preferencias
Preferencias contiene ajustes generales, como la fecha y la hora, idioma, unidad de par y pantalla de inicio.
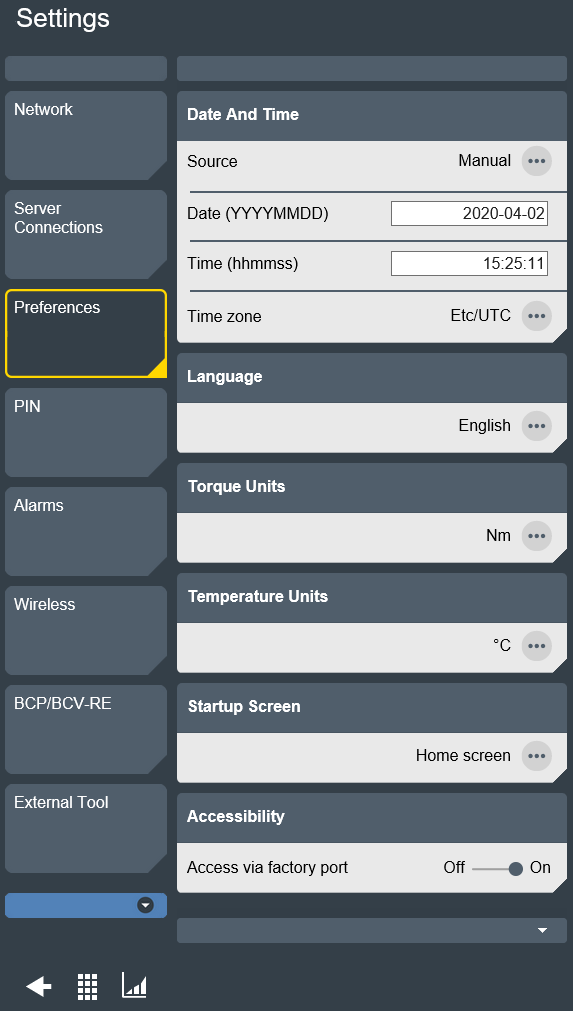
En esta sección
Configuración de la fecha y la hora
La fecha y la hora deben ajustarse para que los eventos y los resultados obtengan la marca correcta de la fecha y la hora en la que se producen.
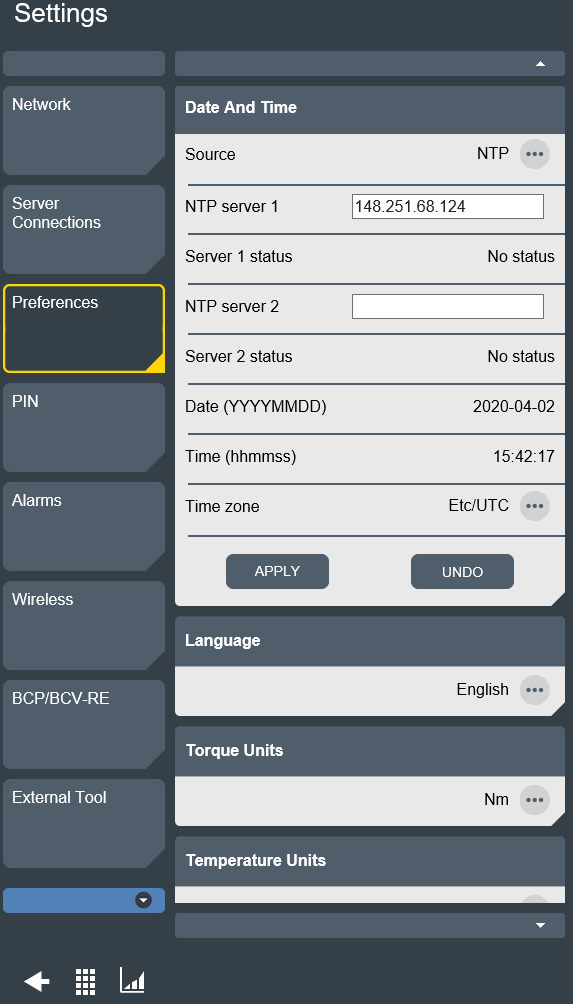
El tiempo se obtiene de una de las tres fuentes disponibles:
Manual
NTP
ToolsNet
Cuando se configura la fuente como Manual, la fecha, la hora y la zona horaria se configuran manualmente.
Cuando la fuente se configura como NTP, la fecha y la hora se obtienen de un servidor NTP que se haya definido en la interfaz de usuario.
Cuando la fuente se configure como ToolsNet, la fecha y la hora se obtienen del servidor ToolsNet.
Campo | Descripción |
|---|---|
Fuente | Origen desde donde se obtiene la hora. |
Fecha (AAAAMMDD) | Fecha introducida manualmente cuando se fija la fuente en "Manual". |
Hora (hhmmss) | Hora introducida manualmente cuando se fija la fuente en "Manual". |
Zona horaria | La zona horaria, ya sea de la ubicación o una zona horaria estándar, como UTC (horario universal coordinado). |
Servidor NTP | Dirección IP de un servidor NTP que indica la fecha y la hora del controlador. |
Configuración del idioma de visualización del controlador
La GUI del controlador está traducida a doce idiomas. Para cambiar el idioma de la GUI:
Toque o haga clic en la flecha que hay junto al nombre del idioma que está en uso actualmente.
Seleccione un idioma de la lista.
El cambio de idioma se efectúa inmediatamente.
Idioma | Visualizado en el controlador |
|---|---|
Inglés | Inglés |
Checo | Čeština |
Alemán | Deutsch |
Español | Español |
Francés | Français |
Coreano | 한국어 |
Italiano | Italiano |
Japonés | 日本語 |
Portugués | Português |
Ruso | Русский |
Sueco | Svenska |
Chino | 中文 |
Configuración de la unidad de par visualizada
Seleccione la unidad que desea utilizar para los valores de par y los resultados. Los resultados del par se muestran en la unidad elegida tanto después de realizar el apriete como cuando se almacenan en la lista de resultados.
Para cambiar la unidad de par que se usa en la GUI del controlador:
Toque o haga clic en la flecha que hay junto al nombre de la unidad que está en uso actualmente.
Seleccione una unidad de la lista.
El cambio de unidad de par se efectúa inmediatamente.
Unidad | Descripción |
|---|---|
cNm | centinewton metro |
dNm | decinewton metro |
Nm | newton metro |
kNm | kilonewton metro |
in·lbf | libra fuerza por pulgada |
ft·lbf | libra fuerza por pie |
in·ozf | onza-fuerza pulgada |
ft·ozf | onza-fuerza pie |
gf·cm | centímetro gramo-fuerza |
kgf·cm | centímetro kilogramo-fuerza |
kgf·m | metro kilogramo-fuerza |
Configuración de la unidad de par visualizada
The temperatures in the controller can be shown in Celsius degrees or in Fahrenheit degrees.
Para cambiar la unidad de par que se usa en la GUI del controlador:
On the home view, go to the Settings tab, select Preferences on the left pane and go to the Temperature Units window.
Select the ellipsis icon beside the name of the unit currently in use.
Seleccione una unidad de la lista.
El cambio de unidad de par se efectúa inmediatamente.
Unidades de par disponibles Unidad
Descripción
°C
Celsius degrees
°F)
Fahrenheit degrees
Configuración de la pantalla de arranque
La pantalla predeterminada al poner en marcha el controlador es la pantalla de inicio. Es posible cambiar la pantalla de inicio a la pantalla de resultados.
Cuando se cambie la pantalla de inicio en la configuración, será necesario reiniciar el controlador o realizar un refresco de la GUI web.
Factory Port Accesibility
On the home view, go to the Settings tab, select Preferences on the left pane and go to the Accessibility window.
Slide the Access via factory port selector to Off to access the GUI through the factory port.
The Access via factory port selector is in On position by default.
Si accede a la interfaz gráfica de usuario desde un puerto de fábrica, no se pueden hacer más cambios.
Configuración de las alarmas de la herramienta
Las alarmas pueden ajustarse para controlar cuándo debe realizarse el mantenimiento o la calibración de las herramientas conectadas al controlador. The tool service interval and other relevant information about the connected tools can be found on the Tool tab.
To access to the tool alarms, go to he Settings tab on the home view and select Alarms on the left pane.
Ventana | Descripción |
|---|---|
Alarma del indicador de servicio | Activa la alarma cuando se alcanza el intervalo de servicio de la herramienta. |
Bloquear herramienta después de alarma | Bloquea la herramienta cuando se alcanza el intervalo de mantenimiento |
Alarma de calibración | Activa la alarma de calibración de la herramienta para todas las herramientas conectadas al controlador. |
Oil supervision alarm | Activa la alarma de calibración de la herramienta para todas las herramientas conectadas al controlador. Slide the Tool lock after alarm option to On to lock the corresponding tool when this alarm goes off. |
Configuración inalámbrica
La configuración inalámbrica del controlador activa el uso de una WLAN y un Bluetooth.
En el menú Configuración, seleccione la pestaña Inalámbrica.
Dependiendo de la herramienta (las herramientas equipadas con WLAN están marcadas con IRC-W, mientras que las herramientas equipadas con Bluetooth están marcadas con IRC-B), coloque Activado en On.
Configuraciones de los ajustes de eventos
Es posible configurar los eventos disponibles en el controlador como uno o varios de los siguientes estados:
Confirmado
Registrado
Visualizado
Configuración de los resultados
El menú de Resultados permite al usuario configurar los nombres de las etiquetas de los resultados mostrados en la lista de Resultados.
Cambio de los nombres de estados de los resultados
Vaya a Configuración, después a Resultados, y haga clic en Estado detallado personalizado.
Busque el nombre del Estado que desee alterar.
Escriba el nuevo nombre en el campo correspondiente de Nuevo nombre de estado a la derecha.
Restablecer
Restablecer los valores de fábrica del controlador
Puede restablecer los ajustes originales de fábrica en el controlador.
Todos los ajustes, eventos, configuraciones y datos históricos se eliminan cuando se restablece el controlador. Realice un restablecimiento de fábrica cuando esté completamente seguro de que sea necesario.
Realizar un restablecimiento de los valores de fábrica
En la vista Inicio, seleccione la pestaña Configuración. A continuación, a la izquierda, seleccione Restablecer.
En ventana Restablecer valores de fábrica del controlador, seleccione Restablecer.
Aparece una ventana emergente advirtiendo que se eliminarán todos los datos. A continuación, seleccione Sí.
El controlador se reinicia para activar la nueva configuración.
Borrar resultados
Puede eliminar los resultados y eventos almacenados en el controlador.
Eliminar resultados y eventos
En la vista Inicio, seleccione la pestaña Configuración. A continuación, a la izquierda, seleccione Restablecer.
En la ventana Borrar resultados, seleccione el botón Borrar.
Aparece una ventana de diálogo advirtiendo que se eliminarán todos los resultados y eventos. A continuación, seleccione Sí.
Apague el controlador y espere 30 segundos antes de volver a encenderlo.
Mobil GUI
Trabajar con la pestaña Controlador
Tasks are configured in the Task menu. A task runs a tightening program and can be monitored from the Mobile GUI. The results of the task are presented in the Results menu.
To create a tightening program, create a task and select a strategy, either Tighten to Torque or Tighten to Torque plus Angle.
Los programas de apriete del <meta-ref type="dynamic" name="AC.ITBA.RPD.name">POWER FOCUS 6000</meta-ref> necesitan que se configuren los parámetros para realizar el apriete. Entering a value for Target Torque is mandatory, as well as Target Angle if Tighten to Torque plus Angle was chosen. Other settings are optional, such as Program name, Peak Torque and Angle. También es posible supervisar el apriete según progresa añadiendo límites dentro de los cuales se tiene que mantener el par o el ángulo en el que la tuerca gira.
It is possible to run two types of tightening programs from the Mobile GUI, Tighten to Torque and Tighten to Torque plus Angle.
Multistep programs and other types of tightening programs are available in the Web GUI, and should not be assigned to the Virtual Station 1, to avoid incorrectly displayed results.
En esta sección
Crear un programa de apriete
Vaya a la pestaña Eventos .
Seleccione el icono más en la esquina superior derecha de la GUI.
Programación de una estrategia de tensión
Ponga un nombre a la secuencia de lotes
Introduzca el Par objetivo.
Seleccione <translate-no-ac>SAVE</translate-no-ac> para guardar los cambios. Changes are not saved automatically.
Select Undo to discard changes.
Editar un programa de apriete
On the Task tab, slide the Edit selector to On.
On the tightening program to be edited, select the ellipsis icon.
Do the desired modifications on the tightening program.
Seleccione <translate-no-ac>SAVE</translate-no-ac> para guardar los cambios. Changes are not saved automatically.
Select Undo to discard changes.
Borrar un programa de apriete
On the Task tab, slide the Edit selector to On.
On the tightening program to be deleted, select the remove icon.
Trabajar con la pestaña Controlador
Las tareas de administración del sistema del controlador Power Focus 6000 se gestionan desde el menú Power Focus XCPower Focus XCControlador. Al menú se accede desde la GUI del controlador, la GUI web o la GUI de Tools Talk 2.
En esta sección
Exportar configuración
The export function is used to export tightening results accessible in the Reports menu for analysis in external programs.
La función de exportación se utiliza para:
Export tightening results and events for further processing from the cable tool.
Exportar los archivos de registro para obtener asistencia de un ingeniero de servicio de Atlas Copco en caso de que se produzcan errores.
Exportar la configuración del controlador que pueda usarse para copiar ajustes a otro controlador.
Exporting Data from the Mobile GUI
To export data from the mobile interface, do the following:
Vaya a la pestaña Controlador .
In the Export menu, tap the Ellipsis icon (...).
Seleccione una opción:
Toda la información del controlador
Ajustes y configuraciones
Registros de herramientas conectadas
Resultados
Tap To Device to download the selected data into the mobile device.
Tap To USB to download the selected data into a correctly formatted USB storage device connected to the USB port on the front part of the controller.
All controller information and Settings and configurations do not include information about the connected tools.
La opción Ajustes y configuraciones solo exportarán los ajustes y tarda menos tiempo.
For STB, SRB, and TBP tools, it is only possible to export logs.
Tenga en consideración que si se elige Registros de herramientas conectadas cuando no hay ninguna herramienta conectada al controlador se exportará un archivo.
Se usa para exportar solo los resultados de apriete desde el controlador.
Archivos export.
El archivo exportado es un archivo comprimido que contiene un archivo binario con todos los ajustes, además de dos archivos de valores separados por comas (csv) con resultados y eventos.
Cuando se elija Ajustes y configuraciones, no se exportará ningún archivo con resultados o eventos en el archivo.
Archivo | Descripción |
|---|---|
PFExport__<Controller name>_<Time stamp>_Events.csv | Un archivo separado por punto y coma que contiene la siguiente información:
|
PFExport__<Controller name>_<Time stamp>_Results.csv | Un archivo separado por punto y coma que contiene la siguiente información:
|
ExportInfo.txt | Información sobre la configuración del controlador y el software del mismo. |
settings/settings.bin | Un archivo binario que contiene todos los parámetros de programas y grupos de apriete, las configuraciones de los accesorios y los parámetros del controlador, como: idioma, unidades de par, datos del bus de campo, fecha y hora, y apariencia de resultados. |
Formato del archivo .csv exportado
Dependiendo del ajuste de idioma en el controlador, el archivo exportado .csv utiliza diferentes caracteres para separar los campos. Consulte la tabla siguiente para más datos sobre el formateo de idiomas.
Idioma | Fecha/hora | Delimitador de campo | Formato de números |
|---|---|---|---|
Inglés (en_US) | MM/dd/aaaa hh:mm:ss | , | 123,456 |
Checo (cs_CZ) | dd.MM.aaaa hh:mm:ss | ; | 123.456 |
Alemán (de_DE) | dd.MM.aaaa hh:mm:ss | ; | 123.456 |
Español (es_ES) | dd/MM//aaaa hh:mm:ss | ; | 123.456 |
Francés (fr_FR) | dd/MM/aaaa hh:mm:ss | ; | 123.456 |
Coreano (ko_KR) | aaaa-MM-dd hh:mm:ss | , | 123,456 |
Italiano (it_IT) | dd/MM/aaaa hh:mm:ss | ; | 123.456 |
Japonés (ja_JP) | aaaa/MM/dd hh:mm:ss | , | 123,456 |
Portugués (pt_BR) | dd/MM/aaaa hh:mm:ss | ; | 123.456 |
Ruso (ru_RU) | dd.MM.aaaa hh:mm:ss | ; | 123.456 |
Sueco (sv_SE) | aaaa-MM-dd hh:mm:ss | ; | 123.456 |
Chino (zh_CN) | aaaa/MM/dd hh:mm:ss | , | 123,456 |
Dependiendo del ajuste de idioma en el ordenador, se pueden producir problemas al abrir el archivo .csv exportado. Para evitar problemas, asegúrese de que el idioma utilizado en el controlador coincida con el utilizado en el ordenador.
Informes y estadísticas
En esta sección aprenderá sobre los informes y estadísticas disponibles.
En esta sección
Interfaz web
Trabajar con la pestaña Informes
Resultados
Esta sección describe cómo acceder a los resultados de apriete del controlador Power Focus 6000 y cómo leer la información ofrecida en las distintas vistas de resultados. Describe tanto la vista de resultados en tiempo real disponible después de cada apriete como la vista de resultados históricos disponible en Resultados en el menú Informes.
Cuando se realice un apriete, los resultados se almacenarán en el controlador. Los resultados también pueden enviarse a un sistema externo como ToolsNet o exportarse para su análisis utilizando la función de exportación.
En esta sección
Resultados en tiempo real
The Live Results tap shows results from the different virtual stations on the controller.
Esta sección describe cómo acceder a los resultados de apriete del controlador Power Focus 6000 y cómo leer la información ofrecida en las distintas vistas de resultados.
Lectura de la información ofrecida en un evento
Haga clic sobre la imagen para ver más información:
1 | Nombre de la estación virtual |
2 | Estado de resultado: |
3 | Nombre del programa de apriete |
4 | Message indicating the reason of the NOK result |
5 | Par de apriete Nm |
6 | Par objetivo |
7 | Angulo de apriete excedido |
8 | Ángulo objetivo |
En esta sección
Consultar Estado de protocolo
En la vista Inicio, seleccione la pestaña Informes. En la parte izquierda, Resultados se selecciona automáticamente.
In the upper-right corner, select the Protocol connection button
. La ventana de diálogo Estado de protocolo aparece.Las pestañas en la ventana de diálogo muestran la información siguiente:
Pestaña
Descripción
Protocolo Abierto
Muestra el estado de la conexión Open Protocol: OK/NOK
Conexiones de servidor
Muestra el estado de la conexión con los servidores ToolsTalk y ToolsNet: OK/NOK
Para cambiar el ajuste de configuración Activado/Desactivado, acceda a Ajustes > Conexiones de servidor y seleccione el servidor que desea configurar.
Estado de lanzador
Muestra el estado del lanzador de diferentes adaptadores de sistema: OK/NOK
Seleccione Cerrar.
Información relevante
Resultados almacenados
The controller stores the result for every tightening or loosening performed.Power Focus XCPower Focus XC can store up to 10,000 results.
Mostrar los resultados almacenados
En la vista Inicio, seleccione la pestaña Informes. Results is automatically selected on the left pane.
En la ventana Resultados, seleccione Consultar todos los resultados.
Aparece la lista de resultados con la información siguiente:Fecha: fecha y la hora en la que se realizó el apriete.
Estación virtual Estación virtual con la que se ha realizado el apriete.
Programa de apriete: La columna del programa de apriete muestra el nombre del programa de apriete de apriete Multistep o el nombre de la secuencia de lotes seguido por el nombre del programa de apriete con la secuencia de lotes.
Resultado: Restricción de par/ángulo.
Límites: La columna Límites muestra valores únicamente cuando el usuario configura Supervisión de etapa o Restricción de etapa, o Supervisión de programa o Restricciones de programa.
Supervisiones de etapa, Restricciones de etapa, Supervisiones de programa y Restricciones de programa son aplicables para Par final y Ángulo final.
Detalles: Detalles de los resultados de apriete/afloje.
Casilla de trayectoria: Si selecciona una casilla de trayectoria, el valor correspondiente aparecerá en la vista de resultado Trayectoria sincronizada.
En la columna Límites, el valor mínimo/máximo puede aparecer en color rojo.
En este caso, el valor en rojo significa que no se ha producido ninguna de las situaciones siguientes:
El valor medido es inferior al valor mínimo definido en el programa Multistep.
El valor medido es superior al valor máximo definido en el programa Multistep.
Mostrar y leer trayectorias de resultado
En la vista Inicio, seleccione la pestaña Informes. Results is automatically selected on the left pane.
En la ventana Resultados, seleccione Consultar todos los resultados.
Aparece la lista de resultados en la ventana Resultados.Seleccione el resultado necesario.
La trayectoria de apriete aparece en la ventana Vista de resultado de trayectoria.
La ventana Vista de resultados de trayectoria muestra, etapa a etapa, el ciclo del apriete.
Cuando el apriete es NOK, la ventana Vista de resultados de trayectoria muestra el monitor de etapa o la restricción de etapa que lo ha causado.
En el gráfico de la trayectoria, el monitor de etapa o la restricción de etapa que ha causado el apriete NOK en el nivel Etapa aparece en rojo.
Haga clic sobre la imagen para ver más información:
1 | Result view Trace Graph |
2 | Vista de resultados - Números |
3 | Result view Step Monitors |
4 | Vista de resultados - Trayectoria |
Vista de resultados - Trayectoria
This section shows the tightening in the shape of a graph.
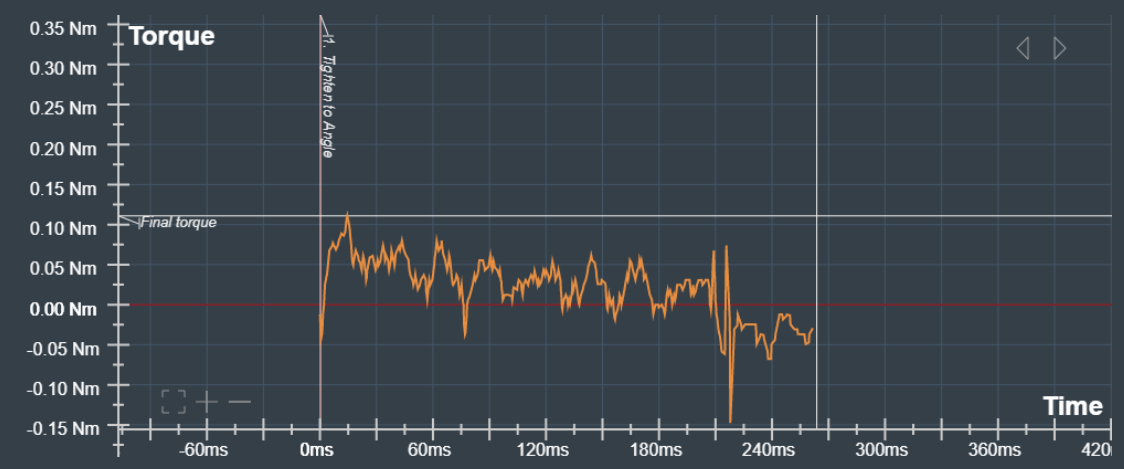
Use the arrows in the upper-right corner of the trace graph to view the different trace graphs available for the tightening result selected.
Están disponibles los siguientes gráficos de trayectoria:
Par/tiempo
Par/ángulo
Ángulo/tiempo
Velocidad/tiempo
Velocidad/ángulo
Gradiente/tiempo (cuando se configura el programa de apriete para realizar una trayectoria de gradiente)
Gradiente/ángulo (cuando se configura el programa de apriete para realizar una trayectoria de gradiente)
Corriente/tiempo
Corriente/ángulo
Las líneas de etapa se encuentran sobre el gráfico de trayectoria.
En el gráfico de trayectoria, puede ampliar/reducir, mover la trayectoria y leer los valores del eje x y el eje y en un punto específico.
En la esquina inferior izquierda del gráfico de trayectoria, seleccione «+» para ampliar, «-» para reducir, o el «icono cuadrado» para restablecer el nivel de ampliación a la vista predeterminada.
Vista de resultados - Números
This section displays the result in numbers. There is also information about the tightening program, the virtual station, the date and time of the tightening, the status, etc. .This view will also display some identifiers like the VIN.
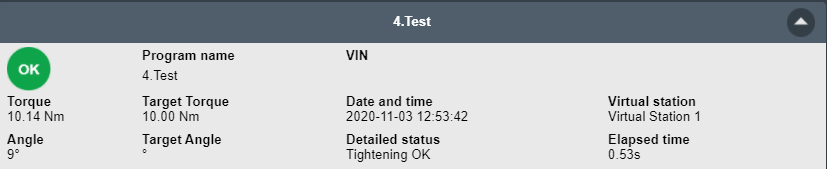
Result View - Step Monitors
This section shows a list of the tightening results with information about the step monitors used and other step information.
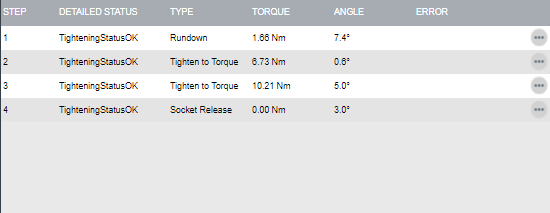
Select the ellipsis icon on the different tightening results listed to get further information.
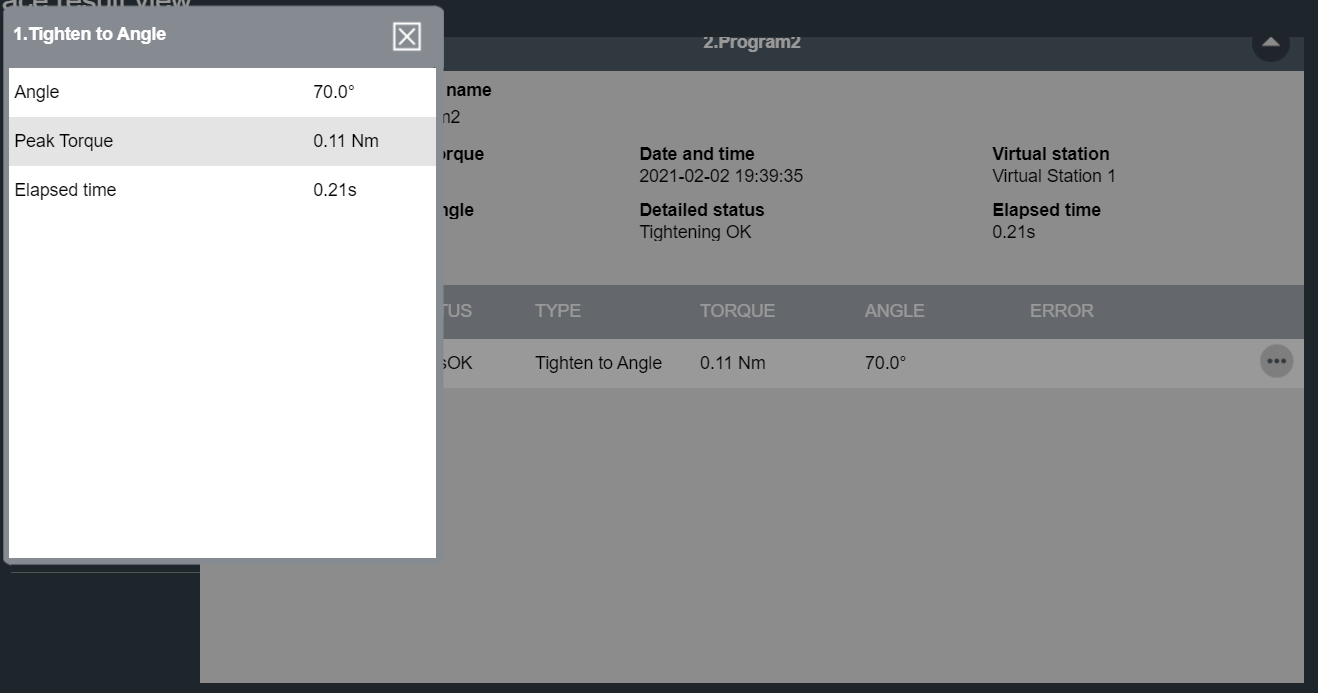
Vista de resultados - Generador de informe de resultado
La lista muestra los valores de los generadores de informe de resultado. Si existe un generador de informe de resultado definido para un seguimiento/una restricción de un programa, se informa el valor de ese seguimiento/esa restricción. Si no existe un generador de informe de resultado definido para un seguimiento/una restricción de un programa, se informa del valor de la última etapa ejecutada en la ruta principal con un generador de informe de resultado.
Orden de evaluación si hay definidos en un programa varios informadores del mismo tipo:
informador de resultado en supervisión de programa/restricción de programa.
informador de resultado en supervisión/restricción de la última etapa ejecutada en la ruta principal.
Valores en el nivel más alto del resultado multietapa definido por el informador de resultado correspondiente:
ángulo final definido por el ángulo final del informador de resultado
par final definido por el par final del informador de resultado
corriente definida por la corriente del informador de resultado
En esta sección
Ver las trayectorias sincronizadas
No es posible sincronizar trayectorias anteriores a la versión de software 3.5.
Sincronizar y comparar trayectorias
En la vista Inicio, seleccione la pestaña Informes. En la parte izquierda, Resultados se selecciona automáticamente.
En la ventana Resultados, seleccione Consultar todos los resultados.
Seleccione las trayectorias que desee comparar marcando el icono
 de los correspondientes resultados. Un icono de trayectoria seleccionada se vuelve azul.
de los correspondientes resultados. Un icono de trayectoria seleccionada se vuelve azul.Se pueden usar hasta 10 trayectorias.
Los resultados sin el icono
no son compatibles con la sincronización.Seleccione el icono
 en la esquina superior derecha para abrir la vista de trayectoria sincronizada. Cuando seleccione el icono
en la esquina superior derecha para abrir la vista de trayectoria sincronizada. Cuando seleccione el icono  , se eliminará la selección de todas las trayectorias de resultado.
, se eliminará la selección de todas las trayectorias de resultado.En la vista Vista de resultado de trayectoria sincronizada, seleccione el Método de sincronización en la lista desplegable.
Seleccione los tipos de trayectoria con las flechas en la esquina superior derecha.
La Vista de resultado de trayectoria sincronizada aparece más abajo:
Haga clic sobre la imagen para ver más información:
1 | Seleccione el método para sincronizar trayectorias y mostrar el método de sincronización actual. |
2 | Alterne entre los tipos de trayectoria disponibles. Están disponibles los siguientes gráficos de trayectoria:
|
3 | Amplíe los métodos para examinar secciones de las trayectorias con más detalle. Seleccione «+» para ampliar, «-» para reducir, o el «icono cuadrado» para restablecer el nivel de ampliación a la vista predeterminada. También es posible ampliar una sección específica manteniendo pulsado el botón derecho del ratón, desplazando el ratón sobre una sección y liberando el botón derecho del ratón. El área dentro del rectángulo dibujado define el área que se desea mostrar. |
4 | Cada resultado está representado por una pestaña, mostrando la hora en que se realizó el apriete. Un icono a la izquierda de cada pestaña refleja el resultado del apriete:
Si hace clic en el icono alterna entre los ajustes de visualización siguientes para su trayectoria:
|
5 | Cambiar trayectoria de resultado principal. La trayectoria de resultado principal se utiliza como referencia y definirá los valores para el eje X. Solo se puede definir una trayectoria como resultado principal. La primera trayectoria seleccionada (la pestaña más a la izquierda) se utiliza como referencia de forma predeterminada. |
6 | Datos de apriete del resultado actualmente seleccionado. |
Métodos de sincronización
Los métodos de sincronización son diferentes estrategias para sincronizar trayectorias mediante un valor específico.
Las trayectorias se pueden sincronizar, por ejemplo, según el par de pico (par más alto alcanzado para cada trayectoria). Esto cambia todas las trayectorias en el eje X, hasta que cada curva tiene su valor de par de pico en la misma posición exacta en el eje X.
Todos los resultados posteriores reciben una compensación en el eje X de acuerdo con uno de los métodos siguientes:
Métodos de sincronización | Descripción |
|---|---|
Ninguno | Valor predeterminado. Las trayectorias seleccionadas no están sincronizadas. |
Pico / Par | Todas las trayectorias se sincronizan hacia el valor de pico, es decir, cambian a lo largo del eje X de forma que los valores de pico se encuentren en la misma posición en el eje X que el valor de pico del resultado principal. |
Personalizado / Par |
Si se seleccione el método de sincronización Personalizado y ninguna de las trayectorias contiene el valor configurado, aparece un signo de exclamación en el campo de valor personalizado. |
Si un resultado no tiene un valor de trayectoria que coincida con el método de sincronización, no se puede sincronizar y su trayectoria no aparecerá. En su lugar aparecerá con un signo de exclamación.
Si no se puede sincronizar ninguna de las trayectorias, aparece el mensaje de error «No es posible sincronizar».
Cambios de estado
Lectura de la información ofrecida en un evento
Un evento contiene información que describe el evento ocurrido así como alguna información del sistema para ayudar a describir lo que ha sucedido, dónde y cuándo.
Haga clic sobre la imagen para ver más información:
1 | Encabezado: describe a qué parte del sistema afecta el evento. |
2 | Nombre de evento: un breve texto descriptivo del evento. |
3 | Estación virtual: si el evento está relacionado con una estación virtual del controlador, se mostrará el nombre de la estación virtual. |
4 | Código: un número de cuatro dígitos único que identifica el evento. |
5 | Módulo: describe a qué parte del sistema afecta el evento. |
6 | Tipo: información, advertencia o error. |
7 | Tiempo: fecha y hora en la que se produjo el evento. |
Tipos de evento
Los eventos se dividen en tres categorías: información, advertencia o error.
Power Focus XCPower Focus XC can store up to 2,000 events.
En esta sección
Evento informativo
Los eventos de información señalan un evento digno de atención que se ha producido a partir de las acciones realizadas por el usuario del sistema. Los eventos de información no requieren actuaciones específicas del usuario.
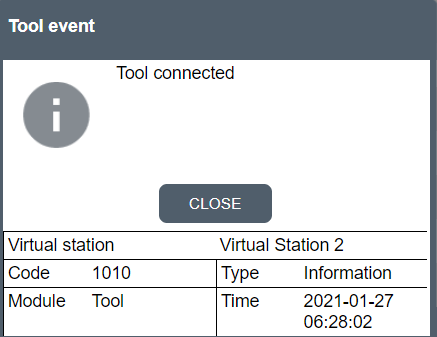
Evento de advertencia
Los eventos de advertencia señalizan un estado potencialmente serio que podría afectar al rendimiento del sistema o causar lesiones.
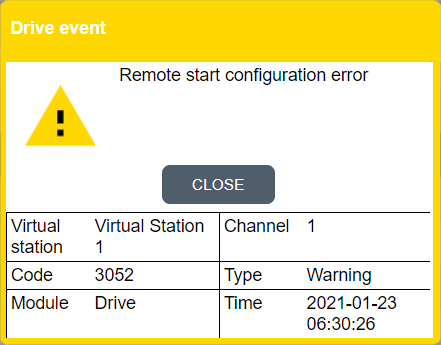
Evento de error
Los eventos de error indican una condición grave, como el error en un servicio, que casi siempre exige al usuario realizar cambios en los ajustes o la configuración para poder continuar.

Configuración de los eventos
Cada evento dispone de un ajuste predeterminado que indica si han de ser reconocidos (Ack), registrados (Log) o visualizados (Disp). Estos ajustes pueden configurarse en Eventos en el menú Configuración.
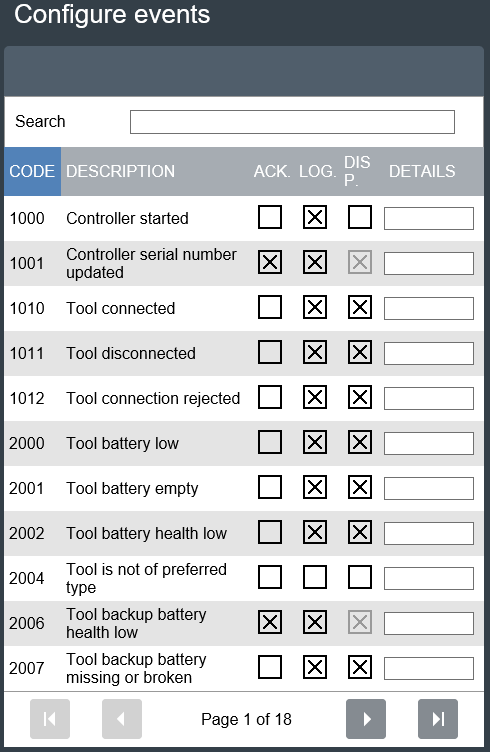
Grayed out options cannot be changed.
Códigos de evento
Los diferentes tipos de eventos se utilizan para informar al usuario sobre determinados cambios o sucesos del sistema. Cada evento requiere una acción diferente.
Algunos de los procedimientos descritos solo puede realizarlos personal de servicio Atlas Copco .
Para más información sobre un código de evento específico, utilice los filtros a continuación o introduzca los criterios de búsqueda del código de evento en la casilla de búsqueda.
Búsqueda
Registro/Pantalla/Confir./Config. | |||||||
|---|---|---|---|---|---|---|---|
none | item | none | none | none | column | list | list |
1000 | Info | Controlador iniciado | El controlador se pone en marcha. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador y herramienta | ||
1001 | Advertencia | Número de serie del controlador actualizado | Generado en el arranque si el número de serie de la caja de la placa IT (número de serie del controlador) no coincide con el número de serie de la caja de la placa AUX. La placa AUX se considera una pieza que no se puede sustituir in situ. El controlador se reinicia cuando se actualiza el número de serie. | Cambie la placa TI o la caja. | Registro Config. | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador y herramienta |
1010 | Info | Herramienta conectada | Se conecta una herramienta. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador y herramienta | |
1011 | Info | Herramienta desconectada | Se desconecta una herramienta. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador y herramienta | |
1012 | Info | La herramienta ha rechazado la conexión del controlador | Este evento se puede producir si la herramienta se encuentra en una zona silenciosa. | Compruebe si hay otro controlador conectado a la herramienta. Asegúrese de que se han configurado correctamente los ajustes de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador y herramienta |
2000 | Advertencia | Batería baja | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2001 | Advertencia | Batería vacía | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2002 | Advertencia | Nivel de carga bajo de la batería de la herramienta | Detectado problema de salud de la batería. | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2004 | Advertencia | La herramienta no es del tipo preferido | La herramienta se ha sustituido con una herramienta con un par máximo de herramienta distinto. | Cambiar herramienta. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2006 | Advertencia | Nivel de carga bajo de la batería auxiliar de la herramienta | El rendimiento de la batería auxiliar en la herramienta es demasiado bajo. | Debería sustituir la batería auxiliar. | Registro Pantalla Confir. Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2007 | Advertencia | Falta la batería auxiliar de la herramienta | Falta la batería auxiliar de la herramienta. | Insertar batería | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2008 | Advertencia | Error de batería auxiliar de la herramienta | Error de batería auxiliar de la herramienta detectado. | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2009 | Advertencia | Tensión de la batería auxiliar baja | La batería auxiliar del controlador está casi agotada. | Sustituir la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2010 | Error | Versión software herramienta no coincide | Las versiones de software de la herramienta y el controlador no son compatibles. | Revisar herramienta - actualizar software de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2012 | Advertencia | Perturbación en comunicación de herramienta | La comunicación entre la herramienta y el controlador se ha interrumpido. | Recolocar la antena. | Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2013 | Advertencia | Posición ilegal del anillo | El conmutador de dirección de la herramienta está en una posición errónea. | Si ocurre frecuentemente - revise la herramienta. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2014 | Advertencia | Herramienta sobrecalentada | Herramienta sobrecalentada. | Permitir que la herramienta se enfríe | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2015 | Error | Error en el sensor de temperatura de la herramienta | Herramientas SRB, TBP y IxB únicamente. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2016 | Advertencia | Sobrecalentamiento de la unidad de impulsos de la herramienta | Sobrecalentamiento de la unidad de impulsos. La herramienta no está bloqueada pero la advertencia se muestra al arrancar la herramienta mientras la temperatura de la unidad de impulsos esté por encima del umbral. | Permitir que la herramienta se enfríe | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2019 | Advertencia | La herramienta no ha podido poner en marcha el motor | Fallo en el motor de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2020 | Advertencia | La herramienta requiere el ajuste del motor | La herramienta requiere el ajuste del motor. | Realice el ajuste del motor. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2021 | Advertencia | Fallo de ajuste del motor | Fallo de ajuste del motor. | Realice el ajuste del motor o realice el servicio de la herramienta | Registro | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2022 | Info | Ajuste del motor finalizado | Ajuste del motor finalizado. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta | |
2023 | Advertencia | La herramienta requiere ajuste de boca abierta | La herramienta requiere ajuste de boca abierta. | Realice el ajuste de boca abierta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2024 | Advertencia | Fallo de ajuste de boca abierta | Fallo de ajuste de boca abierta. | Intente realizar el ajuste de boca abierta una vez más. Si vuelve a fallar, realice el servicio de la herramienta. | Registro Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2025 | Info | Ajuste de boca abierta correcto | Ajuste de boca abierta correcto. | Registro Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2026 | Advertencia | Fallo de posición de boca abierta | Fallo de posición de boca abierta. | Pulse de nuevo el gatillo de la herramienta y espere a que finalice el posicionamiento. Si vuelve a fallar, realice el servicio de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2027 | Advertencia | Uso limitado a causa de temperatura alta de la herramienta | Se ha alcanzado el valor límite de temperatura. Se ha interrumpido el apriete para reducir el riesgo de apagado de la herramienta por sobrecalentamiento. | Espere a que descienda la temperatura de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2030 | Error | Fallo de memoria de herramienta: Cambiar herramienta | Memoria de herramienta corrupta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2031 | Error | Memoria de accesorios de herramienta corrupta | Memoria de accesorios de herramienta corrupta. | Realice el mantenimiento del accesorio de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2040 | Error | Fallo de comprobación del sistema | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta | ||
2041 | Error | Error transductor de par | Se generará en el error de calibración o si la herramienta informa de un error de transductor. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2042 | Error | Error de transductor de ángulo | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta | |
2043 | Error | Error fallo toma de tierra de herramienta | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta | |
2044 | Info | Intervalo de mantenimiento herramienta transcurrido | Indica que es necesario revisar la herramienta. Activado cuando el número de aprietes se ha excedido. | Realice la revisión de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2045 | Advertencia | Datos de calibración de herramienta no válidos | Si la validación de los datos de calibración falla. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2046 | Info | Herramienta: La siguiente fecha de calibración ha expirado | Indica que es necesario calibrar la herramienta. Se activa cuando se acciona la alarma de calibración en la configuración y la fecha actual es posterior a la de la próxima fecha de calibración. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2048 | Info | Valor de calibración de herramienta actualizado por el dispositivo QA | La calibración de herramienta se ha actualizado al realizar una calibración con un dispositivo QA. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2050 | Error | Archivo de parámetros de herramienta no compatible | Faltan parámetros necesarios de la herramienta. | Actualice los parámetros de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2060 | Info | Comportamiento inesperado del gatillo | Se utiliza para evitar el arranque de la herramienta si el accesorio está conectado. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta | |
2071 | Error | Memoria de herramienta dañada | El descriptor de la herramienta está dañado | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2072 | Info | Dispositivo desconocido conectado | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta | ||
2073 | Advertencia | Fallo supervisión gatillo de herramienta | Fallo del canal HW. Discordancia entre hardware y software del gatillo de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2074 | Advertencia | Fallo en la placa del indicador de herramienta | Fallo en la placa del indicador de herramienta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2075 | Advertencia | Fallo de tensión en ventilador de herramienta | Fallo de tensión en ventilador de herramienta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2076 | Advertencia | Fallo de tensión en bus accesorio de herramienta | Fallo de tensión en bus accesorio de herramienta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2077 | Advertencia | Error en el sensor de gatillo de la herramienta | Error en el sensor de gatillo de la herramienta. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2078 | Info | Programa de apriete de la herramienta actualizado | Herramienta bloqueada debido a actualización de programa de apriete. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2079 | Error | Cable de la herramienta no compatible | El cable de la herramienta está dañado El chip del cable no responde o está dañado. | Cambiar el cable. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Herramienta |
2080 | Error | Fallo de la batería de la herramienta | Tensión de CC demasiado baja o demasiado alta. Fallo de la batería. | Contacte con el representante de Atlas Copco y envíe la batería a Atlas Copco (no la reutilice). | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2081 | Error | Alcanzado límite de corriente de la herramienta | Se ha alcanzado el valor límite actual y se desactiva el accionamiento. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2082 | Error | Error de medición de corriente de la herramienta | Error en la medición de la corriente. La corriente no puede medirse con un resultado fiable. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2083 | Error | Error interno de la herramienta | Varios errores de hardware interno. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2084 | Error | Error del software interno de la herramienta | Varios errores de software interno. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2085 | Error | Error RBU herramienta | El software de la herramienta ha detectado un error de RBU. | Compruebe que la RBU está conectada correctamente. Si el error sigue presente, revise la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2086 | Error | Herramienta ahogada | El motor de la herramienta se ahoga. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2087 | Advertencia | Corriente del motor de la herramienta alta | Se ha excedido el valor límite de corriente del motor de la herramienta y la herramienta se ha bloqueado. La herramienta entrará en modo a prueba de fallos. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2088 | Advertencia | Corriente de la batería de la herramienta alta | Corriente de la batería de la herramienta demasiado alta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2089 | Advertencia | Tensión del accionamiento de la herramienta baja | La tensión de accionamiento de la herramienta está por debajo del valor límite de tensión inferior monitorizado. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2090 | Advertencia | Tensión del accionamiento de la herramienta alta | La tensión de accionamiento de la herramienta está por encima del valor límite de tensión superior monitorizado. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2091 | Advertencia | Error de placa principal de la herramienta | Error interno de placa principal de la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2092 | Advertencia | Error de módulo de herramienta eléctrica | Error interno de módulo de herramienta eléctrica | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta | |
2093 | Advertencia | Nivel de aceite de la unidad de impulsos bajo | El nivel de aceite de la herramienta de impulsos conectada es bajo. | Realice el mantenimiento de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2094 | Advertencia | Nivel de aceite de la unidad de impulsos vacío | El nivel de aceite de la herramienta de impulsos conectada es inferior al nivel operativo requerido. | Realice el mantenimiento de la herramienta. | Registro Pantalla Confir. Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2095 | Advertencia | Comunicación perdida con la batería de la herramienta | La herramienta ha perdido comunicación con la batería. | Compruebe que la batería está bien insertada. Si no, cambie la batería. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2096 | Error | Error de coincidencia versión software de batería de herramientas | Software de batería de herramienta no compatible con software de herramienta. | Actualizar el software. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2100 | Info | STwrench smartHEAD eliminado | Se ha eliminado STwrench smartHEAD. | Vuelva a conectar el smartHEAD y reinicie la llave. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Herramienta |
2101 | Advertencia | Apriete de llave durante bloqueo | Se ha realizado un apriete de llave cuando la herramienta se encontraba en estado de bloqueo en el controlador. | Espere a que el estado de la herramienta en el controlador pase a desbloqueado. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 | Herramienta |
2120 | Advertencia | Imposible iniciar: La herramienta no tiene transductor de par activo | Registro Pantalla | Flex | Herramienta | ||
2121 | Advertencia | Los transductores están desactivados para la herramienta conectada | Registro Pantalla | Flex | Herramienta | ||
2122 | Advertencia | Imposible iniciar: No se ha podido encontrar en la herramienta el transductor de par requerido | Registro Pantalla | Flex IxB | Herramienta | ||
2123 | Advertencia | Imposible iniciar: No se ha podido encontrar en la herramienta el transductor de ángulo requerido | Registro Pantalla | Flex | Herramienta | ||
2124 | Error | Error de transductor de par en transductor principal | Indica que hay un error en el transductor de par principal de una herramienta con transductores dobles. | Registro Pantalla | Flex | Herramienta | |
2125 | Error | Error de transductor de par en transductor secundario | Indica que hay un error en el transductor de par secundario de una herramienta con transductores dobles. | Registro Pantalla | Flex | Herramienta | |
2126 | Error | Error de calibración del transductor de par de herramienta en transductor principal | Registro Pantalla | Flex | Herramienta | ||
2127 | Error | Error de calibración del transductor de par de herramienta | Registro Pantalla | Flex StepSync | Herramienta | ||
2128 | Error | Transductor de par de herramienta: Se ha producido un error en la prueba de desviación en el transductor principal | Registro Pantalla | Flex | Herramienta | ||
2129 | Error | Transductor de par de herramienta: Error de prueba de desviación | Registro Pantalla | Flex StepSync | Herramienta | ||
2130 | Error | Transductor de par de herramienta: Se ha producido un error en la compensación a cero en el transductor principal | Registro Pantalla | Flex | Herramienta | ||
2131 | Error | Transductor de par de herramienta: Error de compensación a cero | Registro Pantalla | Flex StepSync | Herramienta | ||
2132 | Error | Error de hardware del transductor de par de herramienta en el transductor principal | Registro Pantalla | Flex | Herramienta | ||
2133 | Error | Error de hardware del transductor de par de herramienta | Registro Pantalla | Flex StepSync | Herramienta | ||
2134 | Error | Error de transductor de par de herramienta: Exceso de flujo en convertidor A/D en el transductor principal | Registro Pantalla | Flex | Herramienta | ||
2135 | Error | Error de transductor de par de herramienta: Exceso de flujo en convertidor A/D | Registro Pantalla | Flex StepSync | Herramienta | ||
2136 | Error | Error de calibración del transductor de par de herramienta en el transductor secundario | Registro Pantalla | Flex | Herramienta | ||
2137 | Error | Error de transductor de par de herramienta: Se ha producido un error en la prueba de desviación en el transductor secundario | Registro Pantalla | Flex | Herramienta | ||
2138 | Error | Error de transductor de par de herramienta: Se ha producido un error en la compensación a cero en el transductor secundario | Registro Pantalla | Flex | Herramienta | ||
2139 | Error | Error de hardware del transductor de par de herramienta en el transductor secundario | Registro Pantalla | Flex | Herramienta | ||
2140 | Error | Error de transductor de par de herramienta: Exceso de flujo en convertidor A/D en el transductor secundario | Registro Pantalla | Flex | Herramienta | ||
3000 | Error | Error interno del software del controlador | Error de software en el controlador. | Póngase en contacto con el servicio técnico. | Registro Pantalla Confir. Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync |
3001 | Error | Batería del reloj del controlador agotada | La batería interna se aproxima al final de su vida. | Sustituir la batería. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3010 | Advertencia | Sobrecalentamiento del sistema | El controlador está sobrecalentado. | Enfriar. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync |
3011 | Advertencia | Unidad sobrecalentada de hardware de controlador | Enfriar. | Registro Pantalla Config. | Flex | Controlador, Unidad y StepSync | |
3013 | Advertencia | Uso limitado a causa de temperatura alta de la herramienta | Se ha alcanzado el valor límite de temperatura. Se ha interrumpido el apriete para reducir el riesgo de apagado de la herramienta por sobrecalentamiento. | Espere a que descienda la temperatura de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3020 | Advertencia | Fallo de hardware del controlador | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | ||
3021 | Advertencia | Problema de tensión del sistema | Tensión de CC demasiado baja o demasiado alta. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |
3022 | Advertencia | Problema de tensión del controlador: Tensión de entrada CA demasiado alta | Tensión de CC demasiado baja o demasiado alta. | Defina la tensión de entrada. | Registro Pantalla | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3023 | Advertencia | Problema de tensión del controlador: Tensión de entrada CA demasiado baja | Tensión de CC demasiado baja o demasiado alta. | Defina la tensión de entrada. | Registro Pantalla | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3024 | Advertencia | Problema de tensión de la unidad: Tensión de entrada CA demasiado alta | Tensión de CC demasiado baja o demasiado alta. | Defina la tensión de entrada. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3025 | Advertencia | Problema de tensión de la unidad: Tensión de entrada CA demasiado baja | Tensión de CC demasiado baja o demasiado alta. | Defina la tensión de entrada. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3030 | Error | Conflicto de dirección IP con otro nodo de la red | La dirección de IP establecida está siendo utilizada por otro dispositivo de la misma red. | Cambie la dirección IP de uno de los dispositivos. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3031 | Info | Cable de red desenchufado | El portador del puerto Factory se ha perdido (cable desconectado). | Compruebe la conexión del cable. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3032 | Info | Sincronización iniciada | Se ha iniciado la sincronización de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync | |
3033 | Info | Sincronización correcta | Se ha realizado la sincronización de la herramienta correctamente. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync | |
3034 | Error | Sincronización incorrecta: No se ha encontrado la herramienta | El controlador no encontró ninguna herramienta que sincronizar cuando realizó el escaneado de radio. | Coloque la herramienta en modo de sincronización y vuelva a intentarlo. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync |
3035 | Error | Sincronización incorrecta: Se ha encontrado más de una herramienta | El controlador encontró más de una herramienta cuando realizó el escaneado de radio. | Asegúrese de que sólo una herramienta se encuentra en modo de sincronización cuando inicie el modo de sincronización del controlador. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync |
3036 | Error | Sincronización incorrecta: Error de comunicación | El controlador perdió la conexión, recibió una respuesta inesperada o se acabó el tiempo de espera durante el proceso de sincronización. | Intente volver a realizar la sincronización. Si vuelve a fallar, realice el servicio de la herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync |
3037 | Info | Sincronización incorrecta: La ranura para herramientas está llena | Libere una ranura de herramienta. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync | |
3040 | Advertencia | Parada de emergencia | Unidad desactivada debido a parada de emergencia. | Reinicie la parada de emergencia | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3050 | Info | Reloj del sistema actualizado | El reloj del sistema ha sido actualizado. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |
3051 | Error | Error del reloj del sistema | Lectura incorrecta de la hora desde el hardware Real Time Clock (RTC). | Cambie la batería de RTC. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3052 | Advertencia | Error de configuración de inicio remoto | Conflicto entre la configuración de inicio remoto de HW y SW. | Compruebe que el microinterruptor de HW coincide con la fuente de inicio seleccionada. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3053 | Info | Unidad conectada | Se ha conectado el accionamiento StepSync. | Registro Pantalla | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |
3054 | Info | Unidad desconectada | Se ha desconectado el accionamiento StepSync. | Registro Pantalla | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |
3055 | Advertencia | Error de configuración de modo | Generado cuando el modo seleccionado está configurado incorrectamente. Por ejemplo, configurar dos pernos con el mismo número de perno o el mismo canal, configuración de modo incompleta. | Compruebe el error de configuración de modo en ToolsTalk 2. | Registro Pantalla | Flex StepSync | Controlador, Unidad y StepSync |
3056 | Advertencia | Imposible iniciar: No se encuentra herramienta o unidad | Generado cuando falta una unidad o herramienta en un canal en uso. | Compruebe el Menú Canal en la HMI. Conecte la unidad o la herramienta perdida. | Registro Pantalla | Flex StepSync | Controlador, Unidad y StepSync |
3057 | Info | Imposible iniciar: El canal ya está en uso | Generado cuando un canal necesario está asignado a otra estación virtual. | Registro Pantalla | Flex | Controlador, Unidad y StepSync | |
3058 | Info | Sin modo seleccionado | Seleccione modo. | Registro Pantalla | Flex StepSync | Controlador, Unidad y StepSync | |
3059 | Advertencia | Error de conexión a License Manager de Atlas Copco | Indica que el controlador no ha podido conectar con el gestor local de licencias para obtener licencias. | Compruebe la red local Si vuelve a fallar, realice el servicio del controlador. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3061 | Advertencia | Imposible iniciar: Activar señal baja | Registro Pantalla | Flex StepSync | Controlador, Unidad y StepSync | ||
3062 | Advertencia | Imposible iniciar: Detener señal alta | Registro Pantalla | Flex StepSync | Controlador, Unidad y StepSync | ||
3063 | Advertencia | Imposible iniciar: Todos los canales inhibidos | Se han inhibido todos los canales, por lo que el apriete no se puede iniciar. | Defina al menos un canal para que no quede inhibido. | Registro Pantalla | Flex StepSync | Controlador, Unidad y StepSync |
3064 | Advertencia | Número de transporte erróneo | Se ha definido un control hex. FlexCarrier como cero. | Gire el control a un valor diferente de cero. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3065 | Advertencia | Tipo equivocado de toma de configuración de la parada de emergencia del transporte o falta | Un transporte no tiene su toma de configuración de parada de emergencia o la toma es del tipo equivocado. | Inserte el tipo de toma correcto. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3066 | Advertencia | Entrada de tensión de transporte: Sin trifásico CA | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3067 | Advertencia | Entrada de tensión de transporte: Falta monofásico CA | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3068 | Advertencia | Transporte: Fallo de unidad de alimentación interna de 24 V CC | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3069 | Advertencia | Puerto de salida de tensión 24 de transporte desactivado por sobrecorriente | Restablezca el sistema. | Registro Pantalla | Flex | Controlador, Unidad y StepSync | |
3070 | Advertencia | Transporte, error de hardware en la salida de cable PF6 FlexControl | Restablezca el sistema. | Registro Pantalla | Flex | Controlador, Unidad y StepSync | |
3071 | Advertencia | Transporte, error de hardware en la entrada de cable PF6 FlexControl | Restablezca el sistema. | Registro Pantalla | Flex | Controlador, Unidad y StepSync | |
3072 | Advertencia | Parada de emergencia por fallo de tensión 24 V CC debido a un cortocircuito | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3073 | Advertencia | Imposible iniciar: El sistema ha sufrido una parada de emergencia | Cuando asigne múltiples ejes, este evento se solicita mediante «preStartCheckFailed» a causa de parada de emergencia. | Reinicie la parada de emergencia. | Registro Pantalla | Flex StepSync | Controlador, Unidad y StepSync |
3074 | Advertencia | Sobrecalentamiento del transporte | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3075 | Advertencia | Temperatura del transporte OK | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3076 | Advertencia | Transporte: Sobrecarga de unidad de alimentación interna de 24 VCC | La salida de corriente de la PSU interna es demasiado alta. | Desconecte otros transportes alimentados con la PSU. Desconecte cualquier equipo externo que utilice 24 VCC. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3077 | Advertencia | Transporte: Sobrecarga de unidad de alimentación interna de 24 VCC | La salida de tensión de la PSU interna es demasiado alta. | Sustituya el transporte. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3078 | Advertencia | Transporte: Infratensión de unidad de alimentación interna de 24 VCC | La salida de tensión de la PSU interna es demasiado baja. | Sustituya el transporte. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3079 | Advertencia | Alimentación externa a transporte: Sobrecarga 24 VCC | La tensión de entrada auxiliar es superior a 27 VCC. | Ajuste la tensión de entrada auxiliar. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3080 | Advertencia | Alimentación externa a transporte: Infratensión 24 VCC | La tensión de entrada auxiliar es inferior a 19 VCC. | Ajuste la tensión de entrada auxiliar. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3081 | Advertencia | Entrada de tensión de transporte: Sobrecarga CA trifásica | La tensión de entrada es demasiado alta. | Tensión de entrada más baja: debe ser 400 VCA o 480 VCA. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3082 | Advertencia | Entrada de tensión de transporte: Infratensión CA trifásica | La tensión de entrada es demasiado baja. | Tensión de entrada más alta: debe ser 400 VCA o 480 VCA. | Registro Pantalla | Flex | Controlador, Unidad y StepSync |
3083 | Error | Firmware de módulo Anybus/Profisafe incorrecto | Registro Pantalla | Flex Power Focus 6000 Power Focus 8 StepSync | Controlador, Unidad y StepSync | ||
3084 | Error | Error de tiempo de ejecución de Soft PLC | eCLR ha finalizado de manera incontrolada. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync | Controlador, Unidad y StepSync | |
3085 | Advertencia | Transporte: Módulo del ventilador fuera de servicio | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3086 | Advertencia | Transporte: Módulo del ventilador fuera de servicio parcialmente | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3087 | Advertencia | Transporte: Módulo del ventilador izquierdo fuera de servicio | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3088 | Advertencia | Transporte: Módulo del ventilador izquierdo fuera de servicio parcialmente | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3089 | Advertencia | Transporte: Módulo del ventilador derecho fuera de servicio | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3090 | Advertencia | Transporte: Módulo del ventilador derecho fuera de servicio parcialmente | Registro Pantalla | Flex | Controlador, Unidad y StepSync | ||
3100 | Advertencia | La configuración de modo no existe | Registro Pantalla | Flex StepSync | Controlador, Unidad y StepSync | ||
3150 | Error | Incompatibilidad IAM de software | IAM es incompatible con el software instalado en el controlador. | Sustituya el IAM | Registro Pantalla Confir. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3160 | Error | No se ha podido activar el nuevo software instalado | Se ha producido un fallo durante la activación. Cuando se inicia el nuevo software instalado, se produce una vuelta al software previo que funcionaba. Este error ocurre cuando no se puede iniciar el software nuevo en tres intentos y solo durante la instalación de software. | Realice una exportación contacte con Atlas Copco para más ayuda. Apunte la versión de software que intenta instalar, así como la versión de software que funciona. | Registro Pantalla Confir. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3161 | Error | Se ha iniciado en una partición del software no prevista | El controlador se ha iniciado en un lado del software y no en el lado previsto del software. | Apunte la información del software (en la pantalla Inicio del controlador, seleccione Controlador > Software). Intente reiniciar el controlador y asegúrese de que funciona con el software correcto cuando se reinicie. Si el error persiste, realice una exportación y contacte con Atlas Copco. | Registro Pantalla Confir. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3500 | Error | Error del administrador de licencias genéricas | Detectada inconsistencia en el sistema de gestión de características utilizado. | Póngase en contacto con su representante de Atlas Copco. | Registro Pantalla Confir. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3501 | Error | Error de sincronización del gestor de licencias | Registro Pantalla Confir. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | ||
3502 | Info | Sincronización del administrador de licencias terminada | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |||
3503 | Advertencia | License Manager: Uso de otra fuente | Otra fuente utiliza la licencia. | Compruebe la asignación de licencia | Registro Pantalla | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3504 | Advertencia | Es necesario reiniciar License Manager | Reinicie License Manager. | Registro Pantalla | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |
3505 | Info | Sincronización de licencia USB iniciada | Registro | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync | ||
3506 | Error | Error de sincronización de licencia USB | Registro | Power Focus 6000 Power Focus 8 Power Focus XC | Controlador, Unidad y StepSync | ||
3507 | Info | Sincronización de licencia USB completada | Registro | Power Focus 6000 Power Focus 8 | Controlador, Unidad y StepSync | ||
3508 | Info | Una o más de sus licencias están a punto de caducar. Asegúrese de tener un servidor de licencias configurado. | Actualice las licencias. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |
3511 | Advertencia | Una de sus licencias presenta una definición de licencia diferente | Detectada inconsistencia en una licencia que se desea utilizar. | Póngase en contacto con su representante de Atlas Copco. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync |
3550 | Advertencia | Falta la licencia | Instale la licencia correcta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |
3551 | Advertencia | Comunicación inalámbrica desactivada por licencia | Eliminar asignación de licencia independiente de la estación virtual. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Controlador, Unidad y StepSync | |
4010 | Info | Herramienta bloqueada por entrada digital | La herramienta está bloqueada por una señal de entrada digital. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | |
4011 | Info | Herramienta bloqueada por Open Protocol | La herramienta está bloqueada por Open Protocol. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | |
4012 | Info | Herramienta bloqueada por Fieldbus | La herramienta está bloqueada por Fieldbus. | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | |
4013 | Info | Herramienta bloqueada por el selector de bocas | La herramienta se bloquea cuando se desconecta el selector de bocas de la estación virtual. | Desbloquear con desbloqueo maestro | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete |
4014 | Info | Herramienta bloqueada por Soft PLC | La señal Soft PLC bloqueó la herramienta. | Desbloquear con desbloqueo maestro | Registro Pantalla Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete |
4015 | Info | Afloje desactivado | Afloje desactivado en el programa de apriete. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | |
4016 | Info | Apriete desactivado | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | ||
4017 | Info | Afloje no configurado | El afloje no está configurado en el programa de apriete seleccionado | Seleccione un programa de apriete distinto. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete |
4020 | Info | Demasiados aprietes NOK | Se ha superado el número máximo de aprietes NOK consecutivos en el lote | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | |
4025 | Info | No hay ningún programa de apriete seleccionado | No hay ningún programa de apriete seleccionado. | Seleccione el programa de apriete o la secuencia de grupos. | Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete |
4030 | Info | Secuencia de lotes cancelada | El proceso de ensamblaje se ha cancelado. | Registro Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | |
4031 | Info | Alcanzado el tiempo máximo para completar una secuencia de lotes | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | ||
4032 | Info | Alcanzado el tiempo máximo para completar el primer apriete | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | ||
4035 | Info | Bloqueado por el control en línea | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | ||
4040 | Info | Bloqueado por identificador alternativo | Herramienta bloqueada por identificador alternativo. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4050 | Configuración de boca no válida | Programa de apriete asignado a varias bocas. | Programa de apriete asignado a varias bocas. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4060 | Info | Herramienta bloqueada a la finalización de un lote | Cuando se ejecuta un lote con el indicador Bloqueo de herramienta a la finalización de un lote, este evento se genera cuando el usuario presiona el gatillo. | Desbloquee con la señal Desbloquear herramienta al finalizar. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete |
4070 | Info | El proceso pasa a modo manual | Indica que se ha activado el modo manual de la estación virtual. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4071 | Info | El proceso pasa a modo automático | Indica que se ha activado el modo automático de la estación virtual. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4072 | Info | Comprobar pernos | Config. | Flex StepSync | Proceso de apriete | ||
4100 | Advertencia | Identificador no aceptado: Longitud de cadena no válida | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | ||
4101 | Advertencia | Error en selección de cadena: Múltiples coincidencias | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | ||
4102 | Advertencia | Error en selección de cadena: No se ha encontrado ninguna coincidencia | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | ||
4103 | Advertencia | Identificador no aceptado: Ya se ha recibido una cadena idéntica | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | ||
4104 | Advertencia | Identificador no aceptado: No se ha encontrado ninguna coincidencia | Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Proceso de apriete | ||
4500 | Info | Resultado Error de accionamiento | Error de controlador interno o detección de ausencia de controlador | Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4501 | Info | Resultado Reapriete | Se ha intentado apretar un perno ya apretado con la opción Detección de reapriete activada. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4502 | Info | Resultado Par de arranque suave bajo | El par de arranque suave está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4503 | Info | Resultado Par de arranque suave alto | El par de arranque suave está por encima del nivel máximo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4504 | Info | Resultado Par autorroscante alto | Se ha superado el nivel máximo de par de autorroscado. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4505 | Info | Resultado Par autorroscante bajo | El par de autorroscado está por debajo del límite mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4506 | Info | Resultado Par de seguridad bajo | Se ha calculado automáticamente el valor de par para asegurarse de que el sensor de par está debidamente montado. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4507 | Info | Resultado Par de aproximación alto | Se ha superado el nivel máximo de par de aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4508 | Info | Resultado Ángulo de aproximación alto | Se ha superado el nivel máximo de ángulo de aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4509 | Info | Resultado Tiempo de aproximación alto | El tiempo de aproximación ha superado el límite máximo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4510 | Info | Resultado Tiempo de aproximación bajo | El tiempo de aproximación está por debajo del límite mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4511 | Info | Resultado Par de aproximación bajo | El par de aproximación está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4512 | Info | Resultado Ángulo de aproximación bajo | El ángulo de aproximación está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4513 | Info | Resultado Par final alto | Se ha superado el nivel máximo de par de etapa final. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4514 | Info | Resultado Ángulo final alto | Se ha superado el nivel máximo de ángulo de etapa final. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4515 | Info | Resultado Par final bajo | El par de etapa final está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4516 | Info | Resultado Ángulo final bajo | El ángulo de etapa final está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4517 | Info | Resultado Tiempo de apriete excedido | Se ha superado el límite de tiempo de apriete. Para las estrategias de apriete generales, el tiempo de apriete máximo es de 30 segundos. Para múltiples etapas, el tiempo de apriete máximo depende del límite de tiempo máximo de la restricción de etapa. El código de error depende de la etapa de apriete. | Volver a realizar apriete. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete |
4518 | Info | Resultado Gatillo perdido | El gatillo de la herramienta se soltó antes de alcanzar el objetivo. Para estrategias de apriete generales, no se permite liberar el gatillo antes de haber finalizado la etapa de apriete. Para múltiples etapas, el error se muestra al perder el gatillo antes de alcanzar el objetivo en una etapa concreta. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4519 | Info | Pérdida prematura de par | La boca ha patinado en la tuerca. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4520 | Info | Resultado Objetivo alcanzado antes del paso final | Se ha alcanzado el par objetivo antes de la etapa final del programa de apriete. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4521 | Info | Resultado Par post view bajo | El par Post view está por debajo del nivel mínimo. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4522 | Info | Resultado Par post view alto | Se ha superado el nivel máximo de par Post view. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4523 | Info | Resultado Intervalo de par post view no alcanzado | Intervalo de par post view no alcanzado. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4524 | Info | Resultado Intervalo de compensación de par no alcanzado | No se ha alcanzado el ángulo de intervalo de compensación de par antes del fin de la aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4525 | Info | Resultado de movimiento de la herramienta excedido | Desde un estado detallado de apriete no correcto | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4526 | Info | Resultado Conflicto sensor SafetyCurrMon | Error de monitorización de corriente. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | ||
4527 | Info | Resultado de movimiento de la herramienta excedido | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |||
4538 | Info | Resultado Par de supervisión final bajo | Supervisión final No se ha alcanzado el par. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4543 | Info | Resultado monitorización del asiento alta | Solo llave. Monitor detectado, valor de asentamiento excedido. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4545 | Info | Resultado Sin par residual | Solo llave. El par residual estaba por debajo del umbral. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4546 | Info | Resultado Sobrevelocidad | Solo llave. El giro de la llave no ha podido medir el ángulo por una velocidad alta. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4547 | Info | Resultado Aflojado eficaz | Solo llave. La llave ha detectado un afloje imprevisto. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4548 | Info | Resultado Final inferior al objetivo | El par final está por debajo del par objetivo fijado en el programa de apriete. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4549 | Info | El límite de tiempo de TurboTight se ha excedido | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | ||
4550 | Info | Resultado Impulsos de aproximación alto | Se ha excedido el número máximo de impulsos de aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4551 | Info | Resultado Impulsos de aproximación bajo | Se ha completado la aproximación antes de alcanzar el número mínimo de impulsos de aproximación. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4552 | Info | Resultado Impulsos finales alto | Se ha excedido el número máximo de impulsos. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4553 | Info | Resultado Impulsos finales bajo | Se ha completado el apriete antes de alcanzar el número mínimo de impulsos. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4554 | Info | Corriente alta en la desconexión | La corriente en la desconexión ha superado el límite superior de corriente. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4555 | Info | Corriente baja en la desconexión | La corriente de desconexión medida se encontraba por debajo del límite inferior de corriente. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4556 | Info | Error de Multistep sin categorizar | Se ha producido un error en la configuración de múltiples etapas, a menudo durante la validación de la herramienta. | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | |
4557 | Info | Sobrecarga de resultado | Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Proceso de apriete | ||
4600 | Advertencia | Liberación de datos o Retención de datos se utilizan combinados con Apriete de lote. Las señales no tienen ningún efecto | Liberación de datos o Retención de datos solo son compatibles para tareas, sin control de lote. Seleccione otra tarea si se deben utilizar las señales se deben utilizar. | Flex StepSync | Proceso de apriete | ||
4601 | Info | Retención de datos activo: el resultado de apriete se envía cuando la señal es baja | Flex StepSync | Proceso de apriete | |||
4602 | Info | Liberación de datos activo: se descarta el resultado de apriete | Flex StepSync | Proceso de apriete | |||
5010 | Advertencia | Valor de parámetro de programa de apriete no válido | El parámetro del programa de apriete seleccionado no es válido. | Compruebe la configuración del programa de apriete seleccionado para encontrar y cambiar el valor del parámetro. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Configuración de programa |
5020 | Info | El gatillo principal no es la fuente de arranque activa | Generado cuando está configurado sólo para arrancar por empuje y el usuario presiona el gatillo principal. Se generará hasta que el usuario pulse el arranque por empuje. | Pulse el arranque por empuje para encender la herramienta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Configuración de programa |
5030 | Info | La complejidad del programa de apriete excede la capacidad de la herramienta | El programa de apriete seleccionado es demasiado complejo para la herramienta STB utilizada. La herramienta se bloqueará. | Reduzca la complejidad del programa de apriete o escoja un programa distinto. | Registro Pantalla Config. | Power Focus 6000 Power Focus 8 Power Focus XC | Configuración de programa |
6010 | Info | Accesorio conectado | El accesorio está conectado al controlador. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Accesorio | |
6020 | Info | Accesorio desconectado | El accesorio está desconectado del controlador. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Accesorio | |
6021 | Advertencia | Fieldbus fuera de línea | Sin comunicación con Fieldbus. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Accesorio | |
6030 | Advertencia | Colisión de dirección de accesorio | Hay dos o más accesorios conectados con la misma dirección. | Cambie la dirección del accesorio. | Registro Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Accesorio |
6040 | Advertencia | Error de comunicación con accesorio | Error intermitente de comunicación con el accesorio. | Compruebe los cables y los conectores. | Registro Pantalla Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Accesorio |
6041 | Advertencia | Error de Fieldbus | Error de comunicación con Fieldbus. |
| Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 StepSync | Accesorio |
6042 | Advertencia | Conflicto de módulo de Fieldbus | El módulo Fieldbus instalado no corresponde con el módulo configurado. | Cambie la configuración para que coincida con el módulo instalado, o sustituya el módulo instalado con el correcto. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 StepSync | Accesorio |
6043 | Advertencia | Exceso de flujo en búfer de salida de Fieldbus | El búfer de salida utilizado para la comunicación Fieldbus está saturado y se ha producido un exceso de flujo en el búfer. Se han descartado una o más actualizaciones de salida. | Detenga la comunicación Fieldbus y los diagnósticos Fieldbus (si se utilizan) para recuperar el búfer. Si este evento se repite con frecuencia, compruebe su configuración de comunicación Frecuencia, incluyendo el programa PLC: actualizaciones demasiado frecuentes comparado con su intervalo de actualización pueden conducir a este escenario. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 StepSync | Accesorio |
6044 | Advertencia | Error de coincidencia de ID de proveedor de Fieldbus | El módulo Fieldbus instalado no es compatible. | Conecte una módulo Fieldbus de Atlas Copco compatible. | Registro Pantalla Confir. | Power Focus 8 | Accesorio |
6050 | Info | Boca incorrecta seleccionada | Generado cuando no se selecciona una boca o la boca seleccionada es incorrecta. | Registro Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Accesorio | |
6090 | Advertencia | No se pudo identificar el escáner de códigos de barras | Cuando no se encuentra un número de serie único. | Configure el dispositivo lector de códigos de barras. | Registro Pantalla Confir. Config. | Flex Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Accesorio |
7010 | Info | Texto de mensaje a visualizar | Evento general para visualizar mensajes. | Pantalla Confir. Config. | Flex IxB Power Focus 6000 Power Focus 8 StepSync Power Focus XC | Mensaje | |
8200 | Info | No se ha podido abrir el puerto de serie | No se ha podido abrir el puerto de serie que se deseaba utilizar. | Compruebe las conexiones de puerto en serie. | Pantalla Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Miscelánea |
8214 | Error | Error de coincidencia versión software EHMI | La compatibilidad de la versión de software EHMI no coincide con el controlador. | La versión del software de la herramienta. | Registro Pantalla Confir. Config. | IxB Power Focus 6000 Power Focus 8 Power Focus XC | Miscelánea |
Config. - Lista de códigos de evento
Disponible para - Lista de códigos de evento
Lista de productos para los cuales el código de evento está disponible.
Grupos - Lista de códigos de evento
Grupo al que pertenecen los códigos de evento.
Descripción de evento
Una breve descripción del evento y el motivo por el que se produjo.
Procedimiento - Lista de códigos de evento
Si procede, el evento contiene instrucciones sobre cómo eliminarlo.
Registro - Lista de códigos de evento
Indica al usuario si el evento debe guardarse o no en el registro de eventos. El valor de esta lista es el valor predeterminado.
Pantalla - Lista de códigos de evento
Indica al usuario si el evento debe visualizarse o no en la pantalla. El valor de esta lista es el valor predeterminado.
Confir. - Lista de códigos de evento
Indica al usuario si el evento debe confirmarse o no antes de poder continuar. El valor de esta lista es el valor predeterminado.
Código del evento
El número de evento único.
Tipo de eventos - Lista Códigos de evento
Tipo de evento: Info., Advertencia y Error.
Nombre del evento
Un nombre descriptivo del evento.
Lista de resultados NOK
Mensaje de error | Descripción | Localización de GUI |
|---|---|---|
Error de unidad | Error de controlador interno o detección de ausencia de controlador | N/A |
Reapriete | Intento de apretar un tornillo ya apretado. | Parámetros de apriete (Editar) > Detección de reapriete |
Par de inicio suave por encima del máximo | El par de arranque suave está por encima del nivel máximo. | Parámetros de apriete (Editar) > (Etapa 1) Arranque suave > Par máx |
Par autorroscante por encima del máximo | Se ha superado el nivel máximo de par autorroscante. | Parámetros de apriete (Editar) > (Etapa 2) Autorroscado > Par máx |
Par autorroscante por debajo del mínimo | El par de autorroscado está por debajo del límite mínimo. | Parámetros de apriete (Editar) > (Etapa 2) Autorroscado > Par máx |
Límite de par de seguridad bajo | Se ha calculado automáticamente el valor de par para asegurarse de que el sensor de par está debidamente montado. | N/A |
Par de aproximación por encima del máximo | Se ha superado el nivel máximo de par de aproximación. | Parámetros de apriete (Editar) > (Etapa 2) Límites de par de aproximación > Par máx |
Ángulo de aproximación por encima del máximo | Se ha superado el nivel máximo de ángulo de aproximación. | Parámetros de apriete (Editar) > (Etapa 2) Límites de ángulo de aproximación > Ángulo máx |
La aproximación ha superado el límite máximo de tiempo | El tiempo de aproximación ha superado el límite máximo. | Parámetros de apriete (Editar) > (Etapa 2) Límites de ángulo de aproximación > Tiempo máx |
La aproximación está por debajo del límite mínimo de tiempo | El tiempo de aproximación está por debajo del límite mínimo. | Parámetros de apriete (Editar) > (Etapa 2) Límites de ángulo de aproximación > Tiempo mín |
Par autorroscante por debajo del mínimo | El par de aproximación está por debajo del nivel mínimo. | Parámetros de apriete (Editar) > (Etapa 2) Límites de par de aproximación > Par mín |
Ángulo autorroscante por debajo del mínimo | El ángulo de aproximación está por debajo del nivel mínimo. | Parámetros de apriete (Editar) > (Etapa 2) Límites de ángulo de aproximación > Ángulo mín |
Par de etapa final por encima del máximo | Se ha superado el nivel máximo de par de etapa final. | Parámetros de apriete (Editar) > (Etapa 3) Etapa final > Límites manuales de par > Par máx |
Ángulo de etapa final por encima del máximo | Se ha superado el nivel máximo de ángulo de etapa final. | Parámetros de apriete (Editar) > (Etapa 3) Etapa final > Ángulo máx |
Par de etapa final por debajo del mínimo | El par de etapa final está por debajo del nivel mínimo. | Parámetros de apriete (Editar) > (Etapa 3) Etapa final > Límites manuales de par > Par mín |
Ángulo de etapa final por debajo del mínimo | El ángulo de etapa final está por debajo del nivel mínimo. | Parámetros de apriete (Editar) > (Etapa 3) Etapa final > Ángulo máx |
Tiempo de apriete excedido | Se ha superado el límite de tiempo de apriete. | [Multistep] Parámetros de apriete (Editar) > Dependiente de etapa [Other tightening programs]: parámetro fijo establecido 30 segundos |
Gatillo perdido | El gatillo de la herramienta se soltó antes de alcanzar el objetivo. | [Multistep]: liberación de gatillo antes de alcanzar el objetivo de la etapa de apriete [Other tightening programs]: liberación de gatillo antes de haber finalizado la etapa de apriete |
Patinado | La boca ha patinado en la tuerca. | Parámetros de apriete (Editar) > (Etapa 3) Parámetros de apriete > Tiempo de detección de deslizamiento |
Objetivo alcanzado antes del paso final | Se ha alcanzado el par objetivo antes de la etapa final del programa de apriete. | Par objetivo |
Par post view por debajo del mínimo | El par Post view está por debajo del nivel mínimo. | Parámetros de apriete (Editar) > (Etapa 2) Par Post view > Par mín |
Par post view por encima del máximo | Se ha superado el nivel máximo de par Post view. | Parámetros de apriete (Editar) > (Etapa 2) Par Post view > Par máx |
Intervalo de par post view no alcanzado | Intervalo de par post view no alcanzado. | Parámetros de apriete (Editar) > (Etapa 2) Par Post view > Longitud mín. del par |
Intervalo de compensación de par no alcanzado | No se ha alcanzado el ángulo de intervalo de compensación de par antes del fin de la aproximación. | Parámetros de apriete (Editar) > (Etapa 3) Compensación de par > Punto de compensación de par |
Movimiento de la herramienta excedido | La herramienta se ha movido más allá de los límites fijados de ángulo. | Parámetros de apriete (Editar) > (Etapa 1) Compensación TrueAngle (On); Límites de movimiento de la herramienta > Positivo/Negativo |
Error de monitorización actual | Error de monitorización de corriente. | Parámetros de apriete (Editar) > (Etapa 1) Monitorización de corriente (On) |
La fase final ha superado el límite de tiempo máx. | [TurboTight] Parámetros de apriete (Editar) > (Etapa 3) Etapa final > Tiempo máx | |
La fase final está por debajo del límite mínimo de tiempo | [TurboTight] Parámetros de apriete (Editar) > (Etapa 3) Etapa final > Tiempo mín | |
El límite de tiempo de TurboTight se ha excedido | El límite de tiempo de TurboTight se ha excedido. | [TurboTight] Parámetros de apriete (Editar) > (Etapa 3) Etapa final > Tiempo máx |
Monitor de asiento alto | Solo llave. Monitor detectado, valor de asentamiento excedido. | Parámetros de apriete (Editar) > Fase de aproximación (Etapa 2) Aproximación finalizada > Par de aproximación completa |
Sin par residual | Solo llave. El par residual estaba por debajo del umbral. | [TurboTight] + [TensorPulse] Parámetros de apriete (Editar) > (Etapa 3) > Parámetros de apriete > Factor de correlación de par residual |
Sobrevelocidad | Solo llave. El giro de la llave no ha podido medir el ángulo por una velocidad alta. | N/A |
Relación NOK
This section shows the ten highest NOK tightening programs.

Click Reset All to delete the stored data.
Control de proceso estadístico (SPC, por sus siglas en inglés)
El objetivo de la función SPC integrada es ofrecer al operario, o al personal de control de calidad, datos que les permitan juzgar la estabilidad y la capacidad del proceso de ensamblaje de acuerdo con las normas SPC estándar.
Al configurar la función SPC en el controlador, puede simplificar y realizar el trabajo directamente en el controlador sin necesidad de software externo. Los gráficos se generan en el controlador.
Dado que es posible utilizar supervisores de programa dentro del controlador como una variable SPC, es necesario especificar que solo las variables controladas por el controlador muestran el rendimiento del sistema. Otras variables muestran principalmente resultados de otros procesos. Por ejemplo, si se aplica un valor de par en una junta, entonces el SPC del valor de par final y los resultados relacionados, como Cp y Cpk, muestran el rendimiento de la herramienta y del controlador en esa junta.
Los cálculos estadísticos se basan en datos antiguos almacenados en el controlador.
Los cálculos estadísticos se realizan a nivel de la estación virtual, dependiendo del programa de apriete seleccionado y utilizado para esa estación virtual específica.
En esta sección
Configurar los parámetros SPC
En la vista Inicio, seleccione la pestaña Informes. A continuación, a la izquierda, seleccione Estadísticas.
En la ventana Configuración SPC, introduzca los parámetros siguientes para recopilar resultados almacenados en el controlador:
Número de subgrupos: introduzca el número de subgrupos en los que se basa el cálculo estadístico.
El número de resultados (Número de subgrupos × Frecuencia) puede encontrarse en un intervalo de 2 a 500.Tamaño de subgrupo: introduzca el número de pruebas (muestras) necesarias para definir cada punto (el valor medio de las pruebas en el subgrupo) en los gráficos SPC.
El rango del tamaño de subgrupo puede ir de 2 a 25.Frecuencia: introduzca la frecuencia con la que se debe empezar a recopilar un subgrupo nuevo.
Frecuencia debe ser igual o superior al tamaño de subgrupo.Por ejemplo, si la frecuencia es 8 y el tamaño de subgrupo es 5, los 5 primeros datos (resultados) se utilizan para el subgrupo. Dado que Frecuencia = 8, el siguiente subgrupo empieza a tener en cuenta los datos (resultados) a partir del 8.º y así sucesivamente en bucle.
Configurar las variables SPC
En la vista Inicio, seleccione la pestaña Informes. A continuación, a la izquierda, seleccione Estadísticas.
Seleccione el icono más en la esquina superior derecha de la GUI.
La ventana Variable SPC muestra la nueva variable.Introduzca el nombre de la variable en la casilla Nombre.
El nombre de la variable es el encabezado de la ventana Variable SPC.Seleccione Programa de apriete.
La ventana Programa de apriete aparece y enumera todos los programas de apriete Multistep almacenados en el controlador y disponibles para cálculos estadísticos.
Seleccione el programa de apriete Multistep de la nueva variable.El programa de apriete debe ser un programa Multistep.
Seleccione Estación virtual.
Aparece la ventana Estación virtual.
Seleccione la estación virtual a partir de la cual se crean los resultados.Las estadísticas se basan en los resultados realizados por una estadístico que cuenta con el siguiente tipo de licencia asignado:
Control de procesos
Seleccione Supervisión.
Aparece la ventana Monitor.
Seleccione una de las siguientes supervisiones de programa en las cuales se basa el cálculo SPC:Par de pico de supervisión de etapa
Ángulo de supervisión de etapa
Par final
Ángulo final
Par de supervisión de programa
Ángulo de supervisión de programa
Si el usuario selecciona Par de pico de supervisión de etapa o Ángulo de supervisión de etapa, en la casilla Número de etapa introduzca el número de la etapa necesaria del programa de apriete de la cual leer el valor.
Si el usuario utiliza los informadores de resultado, puede tener un efecto sobre los siguientes valores de supervisión: Par final y Ángulo final.
Seleccione Editar límites.
Aparece la ventana Configuración de variable.
Para los cálculos y análisis de los resultados, defina los límites siguientes para valor de interés.
En la ventana Límites de tolerancia, defina los límites siguientes (utilizados para el cálculo de las capacidades del proceso Cp y Cpk):
Límite de tolerancia superior (UTL, por sus siglas en inglés): una cantidad definida por el usuario que identifica el valor aceptable más alto de un atributo de producto.
Límite de tolerancia inferior (LTL, por sus siglas en inglés): una cantidad definida por el usuario que identifica el valor aceptable más baja de un atributo de producto.
En la ventana Límites de control, active o desactive el selector Autocalcular.
Si el selector Autocalcular se establece en Sí, los límites de control se calculan automáticamente.
Si el selector Autocalcular se establece en No, defina los límites siguientes:
Media: límite de control superior: una medición determinada estadísticamente que aparece como una línea discontinua por encima de la media del proceso.
Media: límite de control inferior: un valor determinado estadísticamente que aparece como una línea discontinua por debajo de la media del proceso.
Rango: límite de control superior: una medición determinada estadísticamente que aparece como una línea discontinua por encima de la media del proceso.
Rango: límite de control inferior: un valor determinado estadísticamente que aparece como una línea discontinua por debajo de la media del proceso.
Sigma: límite de control superior: una medición determinada estadísticamente que aparece como una línea discontinua por encima de la media del proceso.
Sigma: límite de control inferior: un valor determinado estadísticamente que aparece como una línea discontinua por debajo de la media del proceso.
En la ventana Capacidades, configure los límites siguientes:
Cp: el índice Cp indica la capacidad del proceso; es el número de veces que la variación del proceso se encuentra dentro del ancho de tolerancia (Límite de tolerancia superior - Límite de tolerancia inferior). Cuanto mayor sea el valor de Cp, mejor será el proceso.
Cpk: el índice Cpk indica la capacidad del proceso corregida para la posición. No es útil contar con un índice Cp alto si el ajuste del proceso se aleja mucho del centro con respecto al centro del rango de tolerancia. Por lo tanto, un índice Cpk alto significa que tiene un buen proceso con una variación pequeña con respecto al ancho de tolerancia y también que está bien centrada dentro de ese ancho (Límite de tolerancia superior - Límite de tolerancia inferior). Si Cpk es igual a Cp, el proceso está configurado para producir exactamente en el centro del rango de tolerancia.
Información relevante
Calcular las estadísticas
En la vista Inicio, seleccione la pestaña Informes. A continuación, a la izquierda, seleccione Estadísticas.
En la ventana Configuración SPC, introduzca los parámetros para recopilar resultados almacenados en el controlador (Número de subgrupos, Tamaño de subgrupo y Frecuencia).
Seleccione el icono más en la esquina superior derecha de la GUI.
La ventana Variable SPC muestra la nueva variable.
Configure la nueva Variable SPC.En la ventana SPC variable, seleccione Calcular.
Los datos se recopilan del historial de resultados almacenados en el controlador que coincidan con los criterios definidos en la ventana Configuración SPC y la ventana Variable SPC. Los valores de interés se recopilan en subgrupos del tamaño definido en la ventana Configuración SPC. Los resultados de apriete recopilados en el controlador se utilizan para cálculos estadísticos.
No se pueden realizar cálculos estadísticos para resultados de programas de apriete o estaciones virtuales eliminados, a menos que los resultados sigan almacenados en el controlador.
Solo puede realizar cálculos estadísticos 1 usuario a la vez.
Fórmulas estadísticas
Los datos de un subgrupo se calculan como:
Media:
Rango = R = máx. (Xi) - mín. (Xi), donde i=1...n
Desviación estándar para un subgrupo:
Total general de la desviación estándar:
Donde N = número total de observaciones.
Cuando se ha recopilado el número especificado de subgrupos que se deben utilizar para los cálculos, la función SPC inicia los cálculos para determinar la estabilidad estadística.
Los cálculos se realizan a través de las etapas siguientes: (m = número de subgrupos)
Cálculo de la media de Valores de media:
Cálculo de la media de Rango:
Cálculo de la media de Desviación estándar:
Cálculo de las capacidades del proceso Cp y Cpk con respecto a Sigma:
Donde:
 es la media aritmética total de los valores característicos observados.
es la media aritmética total de los valores característicos observados.UTL es el límite de tolerancia superior.
LTL es el límite de tolerancia inferior
La estimación sigma es la desviación estándar cuadrada media dentro de los subgrupos:
Cálculo de las capacidades del proceso Cp y Cpk con respecto a Rango:
Donde para una distribución normal su = sl = 3.
Cálculos para los límites de control si, en la ventana Configuración SPC, el selector Autocalcular se ha establecido en Sí:
XBar R (media)

XBar R (rango)
XBar S (media)
XBar S (sigma)
A2, A3, D3, D4, B3, y B4 son constantes (para más información, consulte el párrafo «Constantes del cálculo SPC»).
Constantes del cálculo SPC
Tamaño del subgrupo | Divisores para la estimación de la desviación estándar | Factores para límites de control | |||||
|---|---|---|---|---|---|---|---|
XBar R | XBar S | ||||||
A2 | D3 | D4 | A3 | B3 | B4 | ||
n | d2 | ||||||
2 | 1.128 | 1.880 | - | 3.267 | 2.659 | - | 3.267 |
3 | 1.693 | 1.023 | - | 2.574 | 1.954 | - | 2.568 |
4 | 2.059 | 0.729 | - | 2.282 | 1.628 | - | 2.266 |
5 | 2.326 | 0.577 | - | 2.114 | 1.427 | - | 2.089 |
6 | 2.534 | 0.483 | - | 2.004 | 1.287 | 0.030 | 1.970 |
7 | 2.704 | 0.419 | 0.076 | 1.924 | 1.182 | 0.118 | 1.882 |
8 | 2.847 | 0.373 | 0.136 | 1.864 | 1.099 | 0.185 | 1.815 |
9 | 2.970 | 0.337 | 0.184 | 1.816 | 1.032 | 0.239 | 1.761 |
10 | 3.078 | 0.308 | 0.223 | 1.777 | 0.975 | 0.284 | 1.716 |
11 | 3.173 | 0.285 | 0.256 | 1.744 | 0.927 | 0.321 | 1.679 |
12 | 3.258 | 0.266 | 0.283 | 1.717 | 0.886 | 0.354 | 1.646 |
13 | 3.336 | 0.249 | 0.307 | 1.693 | 0.850 | 0.382 | 1.618 |
14 | 3.407 | 0.235 | 0.328 | 1.672 | 0.817 | 0.406 | 1.594 |
15 | 3.472 | 0.223 | 0.347 | 1.653 | 0.789 | 0.428 | 1.572 |
16 | 3.532 | 0.212 | 0.363 | 1.637 | 0.763 | 0.448 | 1.552 |
17 | 3.588 | 0.203 | 0.378 | 1.622 | 0.739 | 0.466 | 1.534 |
18 | 3.640 | 0.194 | 0.391 | 1.608 | 0.718 | 0.482 | 1.518 |
19 | 3.689 | 0.187 | 0.403 | 1.597 | 0.698 | 0.497 | 1.503 |
20 | 3.735 | 0.180 | 0.415 | 1.585 | 0.680 | 0.510 | 1.490 |
21 | 3.778 | 0.173 | 0.425 | 1.575 | 0.663 | 0.523 | 1.477 |
22 | 3.819 | 0.167 | 0.434 | 1.566 | 0.647 | 0.534 | 1.466 |
23 | 3.858 | 0.162 | 0.443 | 1.557 | 0.633 | 0.545 | 1.455 |
24 | 3.895 | 0.157 | 0.451 | 1.548 | 0.619 | 0.555 | 1.445 |
25 | 3.931 | 0.153 | 0.459 | 1.541 | 0.606 | 0.565 | 1.435 |
Información relevante
Consultar los resultados estadísticos
En la vista Inicio, seleccione la pestaña Informes. A continuación, a la izquierda, seleccione Estadísticas.
Introduzca los parámetros siguientes en la ventana Configuración de SPC: Número de subgrupos, Tamaño de subgrupo y Frecuencia.
Seleccione el icono más en la esquina superior derecha de la GUI.
La ventana Variable SPC muestra la nueva variable.
Configure la nueva Variable SPC.En la ventana SPC variable, seleccione Calcular.
Para mostrar los resultados estadísticos, seleccione la casilla Ver en la ventana Variable SPC.
La casilla Vista muestra la fecha y la hora en los que se ha realizado los resultados estadísticos.
Los resultados estadísticos se representan a través de un histograma, el gráfico Barra X-R y el gráfico Barra X-S.Una vez terminadas todos los cálculos en los resultados filtrados, se envían a la HMI web y ToolsTalk 2.
Los resultados estadísticos se almacenan localmente en una carpeta Archivos temporales de Internet (no se guardan en el controlador).Los resultados estadísticos se puede consultar únicamente en la HMI web.
Histograma
Un histograma es una serie de rectángulos, cada uno proporcional en ancho al rango de valores dentro de una categoría y proporcional en altura al número de muestras que se encuentran en la categoría. Una curva gaussiana sigue la tendencia de los rectángulos. Un histograma revela la cantidad de variación que presenta cualquier proceso.
El histograma es útil dado que enfatiza y aclara tendencias que no se pueden discernir fácilmente en las tablas.
Gráfico Barra X-R
El gráfico de control Barra X-R muestra tanto el valor medio (Barra X) y el rango (R) de un subgrupo. Este es el tipo de gráfico de control más habitual que utiliza valores discretos o continuos. La parte XBar del gráfico muestra cualquier cambio en el valor medio del proceso, mientras que la parte R muestra cualquier cambio en la dispersión del proceso.
Este gráfico es particularmente útil dado que muestra cambios en el valor medio y la dispersión del proceso al mismo tiempo, lo que lo convierte en un método muy eficaz para comprobar anomalías en el proceso.
Gráfico Barra X-S
El gráfico de control XBar-S muestra tanto el valor medio (XBar) y la desviación típica (S) de cada subgrupo.
El gráfico Barra X-S es idéntico al gráfico Barra X-S excepto que la R (rango) es sustituida por una S (desviación estándar).
Valores estadísticos calculados
En la HMI web, los valores estadísticos calculados se representan en recuadros informativos bajo el histograma, el gráfico Barra X-R y el gráfico Barra X-S.
Los valores calculados dependen del gráfico en el que se leen.
Los valores estadísticos calculados son:
Mín. = valor mínimo de todos los valores de muestra recopilados
Máx. = valor máximo de todos los valores de muestra recopilados
Media =
Media+3Sigma =
+ 3*Desv. estándarMedia-3Sigma =
- 3*Desv. estándarCp (en el gráfico XBar-R el valor se basa en el rango, y en el gráfico XBar-S el valor se basa en sigma)
Cpk (en el gráfico XBar-R el valor se basa en el rango, y en el gráfico XBar-S el valor se basa en sigma)
Línea central = en Rango parte
 y en Sigma parte
y en Sigma parte 
Objetivo (si el valor objetivo de la supervisión está disponible)
Desviación estándar = Desviación estándar total general = Desv. estándar
Información relevante
Mobil GUI
Trabajar con la pestaña Resultados
Resultados en tiempo real
The Live Results tap shows results from the different virtual stations on the controller.
Esta sección describe cómo acceder a los resultados de apriete del controlador Power Focus 6000 y cómo leer la información ofrecida en las distintas vistas de resultados.
Lectura de la información ofrecida en un evento
Haga clic sobre la imagen para ver más información:
1 | Nombre de la estación virtual |
2 | Estado de resultado: |
3 | Nombre del programa de apriete |
4 | Message indicating the reason of the NOK result |
5 | Par de apriete Nm |
6 | Par objetivo |
7 | Angulo de apriete excedido |
8 | Ángulo objetivo |
Cuando se realice un apriete, los resultados se almacenarán en el controlador. Los resultados también pueden enviarse a un sistema externo como ToolsNet o exportarse para su análisis utilizando la función de exportación.
En esta sección
Consultar Estado de protocolo
En la vista Inicio, seleccione la pestaña Informes. En la parte izquierda, Resultados se selecciona automáticamente.
In the upper-right corner, select the Protocol connection button
. La ventana de diálogo Estado de protocolo aparece.Las pestañas en la ventana de diálogo muestran la información siguiente:
Pestaña
Descripción
Protocolo Abierto
Muestra el estado de la conexión Open Protocol: OK/NOK
Conexiones de servidor
Muestra el estado de la conexión con los servidores ToolsTalk y ToolsNet: OK/NOK
Para cambiar el ajuste de configuración Activado/Desactivado, acceda a Ajustes > Conexiones de servidor y seleccione el servidor que desea configurar.
Estado de lanzador
Muestra el estado del lanzador de diferentes adaptadores de sistema: OK/NOK
Seleccione Cerrar.
Información relevante
Resolución de problemas y servicio
Esta sección ofrece asistencia en la resolución de problemas, si se produjeran, y contiene información para ayudarle a realizar el mantenimiento y el servicio del producto.
En esta sección
Localización de averías: WLAN y Bluetooth
Problema | Causa posible | Solución |
|---|---|---|
Fallo de emparejamiento (WLAN) | La herramienta se ha reiniciado y se ha perdido la conexión con el controlador. | Empareje la herramienta con el controlador |
Fallo de emparejamiento (WLAN) | Se están emparejando otras herramientas al mismo tiempo | Asegúrese de que otras herramientas hayan abandonado el modo de emparejamiento |
Fallo de emparejamiento (WLAN) | La herramienta está fuera de alcance | Acerque la herramienta al controlador y asegúrese de que el espacio hasta el controlador esté despejado |
Fallo de emparejamiento (Bluetooth) | Se están emparejando otras herramientas al mismo tiempo | Asegúrese de que otras herramientas hayan abandonado el modo de emparejamiento |
Fallo de emparejamiento (Bluetooth) | La herramienta está fuera de alcance | Acerque la herramienta al controlador y asegúrese de que el espacio hasta el controlador esté despejado |
Fallo de emparejamiento (Bluetooth) | Interferencia de otras herramientas | El módulo Bluetooth puede ser sensible; asegúrese de alejar más otro Bluetooth del controlador |
Fallo de emparejamiento (Bluetooth) | Las seis ranuras se han ocupado y las seis herramientas se han asignado a un Estación virtual | Retire una de las herramientas emparejadas de la estación virtual (en el menú Estación virtual ,en el campo Herramienta) |
La herramienta ha desaparecido de la lista Herramientas (Bluetooth) | Cuando se emparejen herramientas adicionales, las herramientas ya existentes desaparecerán de la lista de herramientas conectadas (en el menú Herramientas) | Presione el gatillo de la herramienta para que esta aparezca de nuevo en la lista. |
La herramienta ha desaparecido de la lista Herramientas (Bluetooth) | Las herramientas pueden desaparecer de la lista si la herramienta ha estado fuera de la cobertura de radio | Asegúrese de que está dentro de la zona de cobertura de radio y presione el gatillo de la herramienta para que aparezca otra vez en la lista |
Referencia
En esta sección encontrará información práctica variada.
En esta sección
Términos y definiciones
Término | Sinónimo | Definición | Nota |
|---|---|---|---|
lote | múltiples aprietes con el mismo programa de apriete y boca | ||
secuencia de lote | secuencia | múltiples aprietes con una combinación de distintos programas de apriete y bocas | |
Evento | señales de estado del controlador y la herramienta | ||
ángulo final | valor real del ángulo medido al final del ciclo de apriete | ||
par final | valor real del par medido al final del ciclo de apriete | ||
GUI | interfaz del usuario compuesta por elementos gráficos interactivos como ventanas, iconos y símbolos en una pantalla |
| |
HMI | Interfaz humano-máquina (HMI) | interfaz del usuario con la herramienta o el controlador | La HMI puede ser una interfaz basada en un ordenador o la pantalla táctil del controlador. |
IAM | Módulo de aplicación inteligente (IAM) | módulo extraíble en el programa que contiene el controlador, los parámetros de configuración y los resultados de apriete | |
estructura de línea | controladores de clasificación y agrupamiento en estructuras, carpetas o subcarpetas de ToolsTalk | La estructura de línea es un método para mejorar la visibilidad de un gran grupo de controladores de manera estructurada. | |
Mobil GUI | interfaz del usuario con el controlador a través de la ventana del navegador web de un ordenador remoto | ||
par post view | función para supervisar y detectar los valores máximo y mínimo del par antes de completar la aproximación | Una finalidad del par post view es el uso de tuercas autoblocantes. | |
Programa de apriete | Conjunto de parámetros | configuración de parámetros y valores para controlar y monitorizar una acción de apriete única y para almacenar el resultado del apriete | |
pulsación | transferir los datos guardados en ToolsTalk a la memoria del controlador | ||
QIF | Tensión integrada de calidad (QIF) | línea totalmente integrada de aprietatuercas, controladores, accesorios y herramientas de monitorización de procesos para garantizar la alta calidad y la trazabilidad de los aprietes en sistemas de montaje industriales. | QIF fue desarrollada por Atlas Copco y se utiliza preferentemente en la industria de la automoción y otras situaciones de montaje en las que muchas juntas son fundamentales. El concepto QIF incluye también la monitorización y la documentación del proceso. |
Accesorio QIF | accesorio para la comunicación y la asistencia al operario utilizado en QIF | Los productos accesorios se utilizan para la comunicación entre el sistema y el operario. For example: scanner and socket selector. La comunicación mejora la calidad y la trazabilidad en el proceso de montaje. | |
etapa rápida | estrategias de apriete | Es una estrategia de apriete utilizada para reducir la dispersión de la precarga de la junta combinando una fase inicial con un par y una velocidad determinados y reduciendo la velocidad en la etapa final. | |
Detección de repeticiones | detección del reapriete de una junta ya apretada | ||
girar | estrategia de apriete que gira el cabezal de la herramienta. | Girar se utiliza principalmente para fines de prueba o de demostración. | |
aproximación finalizada | final de la etapa de aproximación, cuando la cabeza del tornillo está en contacto con la superficie y comienza la etapa de apriete | ||
etapa de aproximación | etapa desde que el tornillo entra en la rosca hasta que su cabeza toca la superficie | ||
asentamiento | el tornillo o el perno está prácticamente apretado a mano en la superficie | ||
selector de bocas | Accesorio de QIF compuesto por una bandeja de bocas con lámparas que puede utilizarse para guiar al operario a la boca correcta | ||
arranque suave | comienzo de apriete a baja velocidad durante un ángulo de giro especificado | La función ayuda al perno a entrar de forma controlada en la rosca y puede evitar movimientos ergonómicos no deseados de la herramienta cuando se aprieta el gatillo. | |
objetivo | resultado deseado de un apriete | El objetivo se expresa en par o ángulo. | |
ángulo objetivo | valor deseado del ángulo al final del ciclo de apriete medido desde un punto de referencia | ||
par objetivo | valor deseado del par al final del ciclo de apriete | ||
tres etapas | estrategias de apriete | Una estrategia de apriete utilizada para reducir la dispersión de la precarga y los efectos de relajación con una fase inicial con un par y una velocidad determinados seguida por una corta fase de aflojado antes del apriete final a velocidad reducida. | |
etapa de apriete | etapa desde que la cabeza del perno alcanza la superficie hasta que el apriete ha alcanzado el par o el ángulo objetivo deseados | ||
estrategias de apriete | algoritmo que controla y monitoriza continuamente el proceso de apriete | El usuario puede seleccionar una estrategia optimizada para la junta y programar determinados parámetros. | |
TurboTight | estrategias de apriete | Una estrategia de apriete basada en la velocidad máxima de la herramienta para realizar aprietes rápidos y ergonómicos. La estrategia sólo requiere la configuración de un valor de par objetivo. | |
dos etapas | estrategias de apriete | Una estrategia de apriete utilizada para reducir la dispersión de la precarga y los efectos de relajación con una fase inicial con un par y una velocidad determinados seguida por una breve parada antes del apriete final a velocidad reducida. | |
GUI web | interfaz del usuario con el controlador a través de la ventana del navegador web de un ordenador remoto | ||
estación virtual | controlador virtual | abstracción de software de un controlador físico para que se comporte como múltiples controladores | Un controlador solo puede tener una herramienta de cable conectada, pero varias inalámbricas. Cada herramienta se conecta a su propia estación virtual. |
tipo de estación virtual | Licencia con un conjunto de funciones de controlador. | Esta licencia es necesaria para ejecutar una estación virtual. | |
función de estación virtual | Licencia para funciones individuales. | Se puede utilizar para completar licencias de tipo de estación virtual. | |
característica del controlador | license for controller-wide features | Se asignan a todo un controlador y todas las estaciones virtuales pueden utilizarlas. |
Señales de entrada
Cancelar secuencia - 10012
Cuando se recibe una solicitud de interrupción de secuencia de lotes, la función de secuencia de lotes interrumpe la secuencia de lotes únicamente tras obtener el resultado de apriete en curso.
Nombre en SoftPLC: ABORT_BATCH_SEQUENCE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Cancelar secuencia y eliminar resultado- 10127
Cuando se define la señal «Cancelar secuencia y eliminar resultados», la secuencia en curso se cancela y se eliminan las señales relacionados con «Borrar resultados».
Nombre en SoftPLC:ABORT_SEQ_AND_CLEAR_RES
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Confirmar eventos - 10004
Confirmación de un evento.
Nombre en SoftPLC: ACKNOWLEDGE_EVENT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Activar escáner de herramienta - 10075
Activa el escáner de herramienta mediante una fuente externa.
Nombre en SoftPLC: ACTIVATE_TOOL_SCANNER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Reducción de lote - 10002
Disminuye incrementalmente una unidad el contador de lotes.
Nombre en SoftPLC: BATCH_DECREMENT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Incremento de lote - 10001
Aumenta incrementalmente una unidad el contador de lotes.
Nombre en SoftPLC: BATCH_INCREMENT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Identificador Bypass - 10123
Utilizado en cadena de lote fuente para eludir la cadena identificadora de la secuencia receptora de cadena.
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Omitir programa de apriete - 10008
Omite el siguiente programa de apriete en la secuencia de lotes que se está ejecutando.
Nombre en SoftPLC: BYPASS_PSET
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Desbloqueo principal - 10005
Master Unlock es una señal de entrada que desbloquea las funciones y señales siguientes.
FUNCIONES:
Desactivar afloje en apriete OK
Desactivar afloje en apriete NOK
Desactivar apriete
Máx. de NOK consecutivos
Bloqueo de herramienta en Secuencia completa
SEÑALES:
20001 - Evento pendiente confirmar bloqueo
20002 - Bloquear apriete
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20013 - WorkTask bloquear apriete
20014 - WorkTask bloquear afloje
20015 - Lote terminado bloquear
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20021 - Fieldbus bloquear afloje
20022 - Desactivar desapriete en apriete OK
20023 - Demasiados aprietes NOK bloquear
20033 - Bloqueo de control de línea
20034 - Bloqueado por identificador alternativo
Nombre en SoftPLC: MASTER_UNLOCK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer todos los identificadores - 10115
Utilizado en cadena de lote fuente para restablecer a la vez todos los identificadores de cadena recibidos por secuencias receptoras de cadena. En otras tareas borra el número VIN.
Nombre en SoftPLC: RESET_ALL_IDENTIFIERS
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer lote - 10003
Restablece el contador del lote en 0. Ningún lote OK (nxOK). Si el lote OK está activado, se desactivará.
Nombre en SoftPLC: RESET_BATCH
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer secuencia de lotes - 10053
Restablece la secuencia de lotes. Desbloquea una herramienta bloqueada por Bloquear herramienta al finalizar.
Nombre en SoftPLC: RESET_BATCH_SEQUENCE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer relé biestable - 10022
Restablece la salida de relé biestable.
Nombre en SoftPLC: RESET_BISTABLE_RELAY
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer último identificador - 10114
Utilizado en cadena de lote fuente para restablecer la última cadena recibida de la secuencia receptora de cadena. En otras tareas borra el número VIN.
Nombre en SoftPLC: RESET_LATEST_IDENTIFIER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Restablecer demasiados NOK - 10013
Restablecer el lote después de recibir demasiados NOK
Nombre en SoftPLC: RESET_TOO_MANY_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar entrada - 10020
Selecciona el programa de apriete dentro del apriete/lote fuente dentro de la secuencia.
Nombre en SoftPLC: SELECT_INPUT_VALUE
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Entero | 1 | 16 |
Contar cero como uno | Estado | Entero | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Seleccionar número identificador siguiente - 10116
Puede utilizar la señal Seleccionar número identificador siguiente cuando se haya configurado en la estación virtual una tarea de la manera siguiente:
Secuencia de lotes
Fuente de apriete
Lote fuente
Método Identificador de número
Método Identificador de cadena
Las funciones configurables de ST Selector Coger siguiente y Coger anterior activan las señales de entrada Seleccionar número identificador siguiente y Seleccionar número identificador anterior.
Secuencia de lotes seleccionada como tarea de estación virtual
Si el conmutador Orden libre se ha activado, la señal Seleccionar número identificador siguiente puede seleccionar diferentes lotes dentro de la secuencia seleccionada.
Antes de seleccionar lotes, es obligatorio que tengan el número identificador asignado. Si un lote no tiene el número identificador asignado, la señal Seleccionar número identificador siguiente no puede seleccionarlo, incluso si el conmutador Orden libre está activado.
Permite crear bucles a través de los lotes que tengan un número identificador configurado.
Si el número identificador es «Ninguno», solo se puede seleccionar una vez completados todos los lotes con número identificador.
Se pueden crear bucles, pero 0 se omite. Cuando se termina un lote, ya no se puede seleccionar.
Por ejemplo, en el caso de lotes con números identificadores asignados 1, 2, 3, 4, 5, la señal viaja en bucle: 1, 2, 4, 5, 1, 2, 4... mientras los lotes no se terminen.
Apriete fuente seleccionado como tarea de estación virtual
La señal seleccione el número identificador siguiente de la lista de programas de apriete especificada en la tarea de apriete fuente.
La selección va desde el número identificador seleccionado en el momento hasta el siguiente más grande.
Cuando se selecciona el mayor número identificador, esta señal seleccione 0; después de 0, la señal selecciona el siguiente número identificador más grande.
Si se selecciona 0 como número identificador, la herramienta se bloquea.
Si el número identificador se ha añadido a la lista de apriete fuente, pero no se le ha asignado ningún programa de apriete, se omite mientras se realizan los bucles a través de la lista de apriete fuente.
Si el programa de apriete se asigna a un número identificador y después se elimina de la lista de programas de apriete, aún se puede seleccionar este número identificador. En este caso, la herramienta se bloquea ya que no hay un programa de apriete específico.
Cuando el conmutador Modo de selector se establece en Confirmar, se debe asignar y configurar el selector de bocas. Se pueden seleccionar todos los programas de apriete, pero antes de ejecutarlos, la boca adecuada se debe elevar del selector de bocas.
Lote fuente seleccionado como tarea de estación virtual
En Fuentes > Secuencia de lotes > Lote fuente, cuando el método identificador se establece en Número, la señal Seleccionar número identificador siguiente selecciona secuencias de una lista de secuencias mostrada en la tarea Lote fuente.
Se pueden crear bucles a través de 0. La señal Seleccionar número identificador siguiente selecciona solo los números identificadores asignados a secuencias.
Por ejemplo, si hay 4 secuencias disponibles con números identificadores 1, 2, 4 y 8, la señal Seleccionar número identificador siguiente itera y seleccionar 1, 2, 4, 8, 0, 1, 2...
Los números identificadores no definidos no se seleccionan.
En Fuentes > Secuencia de lotes > Lote fuente, cuando el método identificador se establece en Cadena, es necesario seleccionar fuentes externas (como escáner u Open Protocol). La señal Seleccionar número identificador siguiente puede seleccionar los lotes dentro de la secuencia seleccionada.
Nombre en SoftPLC: SELECT_NEXT_ID_NUMBER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Información relevante
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Seleccionar número identificador anterior - 10117
Puede utilizar la señal Seleccionar número identificador anterior cuando se haya configurado en la estación virtual una tarea de la manera siguiente:
Secuencia de lotes
Fuente de apriete
Lote fuente
Método Identificador de número
Método Identificador de cadena
Las funciones configurables de ST Selector Coger siguiente y Coger anterior activan las señales de entrada Seleccionar número identificador siguiente y Seleccionar número identificador anterior.
Secuencia de lotes seleccionada como tarea de estación virtual
Si el conmutador Orden libre se ha activado, la señal Seleccionar número identificador anterior puede seleccionar diferentes lotes dentro de la secuencia seleccionada.
Antes de seleccionar lotes, es obligatorio que tengan el número identificador asignado. Si un lote no tiene el número identificador asignado, la señal Seleccionar número identificador anterior no puede seleccionarlo, incluso si el conmutador Orden libre está activado.
Permite crear bucles a través de los lotes que tengan un número identificador configurado.
Si el número identificador es «Ninguno», solo se puede seleccionar una vez completados todos los lotes con número identificador.
Se pueden crear bucles, pero 0 se omite. Cuando se termina un lote, ya no se puede seleccionar.
Por ejemplo, en el caso de lotes con números identificadores asignados 1, 2, 3, 4, 5, la señal viaja en bucle: 5,4,2,1,5,4,2... mientras los lotes no se terminen.
Apriete fuente seleccionado como tarea de estación virtual
La señal selecciona el número identificador anterior de la lista de programas de apriete especificada en la tarea de apriete fuente.
La selección va desde el número identificador seleccionado en el momento hasta el anterior más bajo.
Cuando se selecciona el menor número identificador, esta señal seleccione 0; después de 0, la señal selecciona el siguiente número identificador más pequeño.
Si se selecciona 0 como número identificador, la herramienta se bloquea.
Si el programa de apriete se asigna a un número identificador y después se elimina de la lista de programas de apriete, aún se puede seleccionar este número identificador. En este caso, la herramienta se bloquea ya que no hay un programa de apriete específico.
Cuando el conmutador Modo de selector se establece en Confirmar, se debe asignar y configurar el selector de bocas. Se pueden seleccionar todos los programas de apriete, pero antes de ejecutarlos, la boca adecuada se debe elevar del selector de bocas.
Lote fuente seleccionado como tarea de estación virtual
En Fuentes > Secuencia de lotes > Lote fuente, cuando el método identificador se establece en Número, la señal Seleccionar número identificador anterior selecciona secuencias de una lista de secuencias mostrada en la tarea Lote fuente.
Se pueden crear bucles a través de 0. La señal Seleccionar número identificador anterior selecciona solo los números identificadores asignados a secuencias.
Por ejemplo, si hay 4 secuencias disponibles con números identificadores 1, 4, 4 y 8, la señal Seleccionar número identificador anterior itera y seleccionar 8, 4, 2, 1, 0, 8, 4...
Los números identificadores no definidos no se seleccionan.
En Fuentes > Secuencia de lotes > Lote fuente, cuando el método identificador se establece en Cadena, es necesario seleccionar fuentes externas (como escáner u Open Protocol). La señal Seleccionar número identificador anterior puede seleccionar los lotes dentro de la secuencia seleccionada.
Nombre en SoftPLC: SELECT_PREVIOUS_ID_NUMBER
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Información relevante
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Definir relé biestable - 10021
Define la salida de relé biestable
Nombre en SoftPLC: SET_BISTABLE_RELAY
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Desbloquear herramienta al finalizar - 10051
Desbloquea una herramienta bloqueada por «Bloquear herramienta al finalizar».
Nombre en SoftPLC: UNLOCK_TOOL_ON_COMPLETE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Desbloquear herramienta al desactivar - 10059
Nombre en SoftPLC: UNLOCK_TOOL_ON_DISABLE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Señales de salida
Lote completado - 30
Lote completado es una señal de salida que se activa cuando se ha completado el lote.
El estado del resultado del lote (OK o NOK) no tiene ningún efecto en la señal Lote completado.
Nombre en SoftPLC: BATCH_COMPLETED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Lote completado NOK - 37
lote finalizado con estado NOK
Nombre en SoftPLC: BATCH_COMPLETED_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Lote completado OK - 36
lote finalizado con estado OK
Nombre en SoftPLC: BATCH_COMPLETED_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Recuento de lotes - 31
Recuento de lote es una señal de salida que muestra el número del apriete actual en el lote.
Nombre en SoftPLC: BATCH_COUNT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Lote ejecutándose - 32
Indica que se está ejecutando un lote de la secuencia de lote.
Nombre en SoftPLC: BATCH_RUNNING
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Secuencia de lotes completada NOK - 46
Secuencia de lote finalizada con estado NOK
Nombre en SoftPLC: BATCH_SEQUENCE_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Secuencia de lotes completada OK - 45
Secuencia de lote finalizada con estado OK
Nombre en SoftPLC: BATCH_SEQUENCE_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Secuencia de lotes completada - 48
Indica cuando se ha completado una secuencia, tanto en caso de Secuencia de lotes completada OK como Secuencia de lotes completada NOK.
Nombre en SoftPLC: BATCH_SEQUENCE_COMPLETED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Evento | Booleano | 1 | 1 |
Invertir | Evento | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Secuencia de lotes ejecutándose - 47
Indica si la secuencia de lotes se está ejecutando o no.
Nombre en SoftPLC: BATCHSEQUENCE_RUNNING
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Relé biestable - 40
El relé biestable es una señal controlada por las entradas «Definir relé biestable» y «Restablecer relé biestable».
Tras recibir la entrada «Definir relé biestable», la señal del relé biestable queda definida como Verdadero.
Tras recibir la entrada «Restablecer relé biestable», la señal del relé biestable queda definida como Falso.
Si «Definir relé biestable» o «Restablecer relé biestable» alcanza valores bajos, el relé biestable mantiene su estado.
El estado del relé biestable cambia cuando «Definir relé biestable» o «Restablecer relé biestable» alcanza valores altos.
Tras reiniciar el controlador, el relé biestable se configura como Falso de forma predeterminada.
Nombre en SoftPLC: BISTABLE_RELAY
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Alarma de calibración - 138
La alarma de calibración de la configuración de mantenimiento de la herramienta. Ofrece un recordatorio cuando llegue el momento de calibrar la herramienta.
Nombre en SoftPLC: CALIBRATION_ALARM
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Controlador activado - 42
Establecer como verdadero al comienzo del intercambio E/S
Nombre en SoftPLC: IO_ON
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Lote ejecutándose actualmente - 180
Lote actualmente en curso es una señal de salida que muestra el índice del lote actualmente en curso en una secuencia.
Si el usuario utiliza un selector de bocas, «Cero» aparece si no se selecciona ninguna boca, si se selecciona más de una o la boca equivocada.
Si el usuario utiliza un modo de lote y hay un lote en curso, «1» aparece para las configuraciones Apriete de fuente.
Nombre en SoftPLC: CURRENT_RUNNING_BATCH_IX
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Interruptor de dirección IZQ - 13
El interruptor de dirección de la herramienta se coloca hacia la izquierda.
Nombre en SoftPLC: DIRECTION_SWITCH_CCW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Interruptor de dirección DER - 12
El interruptor de dirección de la herramienta se coloca hacia la derecha.
Nombre en SoftPLC: DIRECTION_SWITCH_CW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Evento presente - 161
Indica si se crea un evento. Solo se crea en accesorios si el evento requiere una confirmación.
Nombre en SoftPLC: EVENT_PRESENT
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Ángulo final - 8
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Variable | 0 | 0 |
Dispositivos
Filedbus: FALSO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Par final - 5
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Variable | 1 | 1 |
Dispositivos
Filedbus: FALSO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Ángulo alto - 10
El resultado de ángulo es demasiado alto.
Nombre en SoftPLC: HIGH_ANGLE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Par alto - 7
El resultado del par es superior al límite de par máximo.
Nombre en SoftPLC: HIGH_TORQUE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Identificador recibido - 100
Nombre en SoftPLC: IDENTIFIER_RECEIVED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Se ha perdido la conexión con el servidor de licencias - 134
Indica que se ha perdido la conexión con el servidor de licencias Atlas Copco o que se ha producido un error en la sincronización. La señal se elimina cuando la sincronización de License Manager se ha realizado correctamente
Nombre en SoftPLC: LICENSE_SERVER_CONN_LOST
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje desactivado - 184
Afloje desactivado es una señal de salida que se activa cuando el afloje se bloquea externamente mediante cualquiera de las señales siguientes:
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20021 - Fieldbus bloquear afloje
20041 - Soft PLC bloquear afloje
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: LOOSENING_DISABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje activado - 185
Afloje activado es una señal de salida que se activa cuando el afloje no se bloquea externamente mediante cualquiera de las señales siguientes:
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20021 - Fieldbus bloquear afloje
20041 - Soft PLC bloquear afloje
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: LOOSENING_ENABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
El afloje está bloqueado - 28
El desapriete está desactivado.
Nombre en SoftPLC: LOOSENING_IS_LOCKED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje NOK - 74
Se ha realizado un aflojado incorrecto.
Nombre en SoftPLC: LOOSENING_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje OK - 70
Se ha realizado un aflojado correcto.
Nombre en SoftPLC: LOOSENING_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Ángulo bajo - 9
El resultado del ángulo es inferior al límite de ángulo mínimo.
Nombre en SoftPLC: LOW_ANGLE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Par bajo - 6
El resultado del par es inferior al límite de par mínimo.
Nombre en SoftPLC: LOW_TORQUE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Modo manual - 101
Informa sobre cualquier accesorio compatible y configurado del estado de la estación virtual para modo manual
Nombre en SoftPLC: MANUAL_MODE
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Máximo de NOK consecutivos alcanzado - 35
Indica que se ha alcanzado el máx coherente del contador de aprietes NOK.
Nombre en SoftPLC: MAX_COHERENT_NOK_REACHED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Boca abierta en posición abierta - 89
Boca abierta en posición de apertura.
Nombre en SoftPLC: OPEN_END_IN_OPEN_POSITION
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Filedbus: FALSO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Open Protocol desconectado - 95
Si se configura Open Protocol como desactivado en la estación virtual, la señal «Open Protocol desconectado» se configura como Falso.
Si se activa Open Protocol en la estación virtual, la señal «Open Protocol desconectado» se configura como Verdadero.
Cuando al menos un cliente (varios clientes Open Protocol pueden conectarse a la misma estación virtual) está conectado, la señal «Open Protocol desconectado» se configura como Falso.
Nombre en SoftPLC: OPEN_PROTOCOL_DISCONNECTED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Alarma de nivel de aceite vacío de herramienta de impulso - 167
Supervisión del nivel de aceite configurada en el mantenimiento de la herramienta, ofrece un mecanismo para recordar a los usuarios que se debe rellenar el aceite en una herramienta de impulso. La señal no notifica al usuario cuándo se pulsa el gatillo.
La señal se elimina cuando se desconecta la herramienta, a continuación, se vuelve a enviar desde la herramienta si la condición permanece la siguiente vez que se conecta la herramienta.
Nombre en SoftPLC: TOOL_OIL_LEVEL_EMPTY
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Preparado para inicio - 29
Si hay una herramienta conectada a la estación virtual, no hay ningún bloqueo de apriete activo, la parada de emergencia no está activada y se ha seleccionado un programa de apriete válido, esta señal indica que se puede iniciar un apriete.
Nombre en SoftPLC: READY_TO_START
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Lote restante - 33
Aprietes restantes en el lote. Solo puede verse en una pantalla.
Nombre en SoftPLC: REMAINING_BATCH
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Ángulo de aproximación alto - 165
Esta señal se activa si el ángulo de aproximación en el nivel de programa es superior al definido.
Nombre en SoftPLC: RUNDOWN_ANGLE_HIGH
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Ángulo de aproximación bajo - 166
Esta señal se activa si el ángulo de aproximación en el nivel de programa es inferior al definido.
Nombre en SoftPLC: RUNDOWN_ANGLE_LOW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
ID de secuencia seleccionada - 84
Muestra el índice de la secuencia de lotes seleccionada.
Nombre en SoftPLC: SELECTED_BATCH_SEQUENCE_ID
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Entero | 1 | 16 |
Contar cero como uno | Estado | Entero | 1 | 16 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Programa de apriete seleccionado - 69
El ID real de un programa de apriete seleccionado, 0 si no se ha seleccionado ningún programa de apriete.
Nombre en SoftPLC: SELECTED_PSET_ID
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Entero | 1 | 16 |
Contar cero como uno | Estado | Entero | 1 | 16 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Secuencia cancelada - 160
Señal de salida que indica si se ha cancelado la secuencia.
Nombre en SoftPLC: SEQUENCE_ABORTED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Alarma de indicador de servicio - 137
Alarma de servicio configurada en el mantenimiento de la herramienta, ofrece un mecanismo para recordar a los usuarios que se debe realizar el servicio de la herramienta.
Nombre en SoftPLC: SERVICE_INDICATOR_ALARM
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Tamaño de secuencia - 181
Muestra el tamaño de la secuencia en funcionamiento en ese momento. Solo se defina cuando se carga una secuencia y no se restablece cuando se completa la secuencia.
Nombre en SoftPLC: SIZE_OF_RUNNING_SEQUENCE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Estación preparada - 71
Indica si la estación virtual está preparada.
Nombre en SoftPLC: STATION_READY
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Par objetivo - 30100
Señal que indica el par objetivo de un apriete realizado.
Configure Categoría de etapa de la última etapa como Final. Selector ST muestra Par objetivo solo si la última etapa tiene un par objetivo.
Nombre en SoftPLC: STSELECTOR_TARGET_TORQUE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Entero | 1 | 1 |
Dispositivos
Filedbus: FALSO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Par objetivo/final - 30101
Señal que indica el par objetivo/final de forma alterna.
El par objetivo/final se encuentra entre el par objetivo y el par final si se actualiza un programa de apriete seleccionado o se selecciona un programa de apriete nuevo.
Configure Categoría de etapa de la última etapa como Final. Selector ST muestra Par objetivo solo si la última etapa tiene un par objetivo.
Nombre en SoftPLC: STSELECTOR_TARGET_FINAL_TORQUE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Entero | 1 | 1 |
Dispositivos
Filedbus: FALSO
Caja de indicadores: FALSO
E/S internas: FALSO
Panel de operario: FALSO
Funciones de herramienta: FALSO
Selector ST: VERDADERO
Baliza: FALSO
Etiqueta TLS: FALSO
Extensor de E/S: FALSO
Dirección de rosca IZQ - 26
El programa de apriete seleccionado tiene seleccionada la dirección de rosca hacia la izquierda.
Nombre en SoftPLC: THREAD_DIRECTION_CCW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete desactivado - 182
Apriete desactivado es una señal de salida que se activa cuando el apriete se desactiva externamente mediante cualquiera de las señales siguientes:
20002 - Bloquear apriete
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20040 - Soft PLC bloquear apriete
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: TIGHTENING_DISABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete activado - 183
Apriete activado es una señal de salida que se activa cuando el apriete se desactiva externamente mediante cualquiera de las señales siguientes:
20002 - Bloquear apriete
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20040 - Soft PLC bloquear apriete
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: TIGHTENING_ENABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
El apriete está bloqueado - 27
El apriete está desactivado; no se puede realizar ningún apriete.
Nombre en SoftPLC: TIGHTENING_IS_LOCKED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete NOK - 4
Al menos uno de los resultados del apriete está fuera de los límites especificados.
Nombre en SoftPLC: TIGHTENING_NOK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete OK - 3
El resultado del apriete está dentro de los límites especificados.
Nombre en SoftPLC: TIGHTENING_OK
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Tiempo de apriete alto - 135
Indica si se han producido aprietes NOK debido a que el tiempo de ejecución ha superado el máximo permitido.
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Extensor de E/S: VERDADERO
Etiqueta TLS: FALSO
Tiempo de apriete bajo - 136
Indica si se han producido aprietes NOK debido a que el tiempo de ejecución estaba por debajo del mínimo permitido.
La señal Tiempo de apriete bajo funciona solo con programas de apriete.
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Nivel de batería bajo de herramienta - 90
Nombre en SoftPLC: TOOL_BATTERY_LOW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta conectada - 73
Indica si se conecta una herramienta o no a una estación virtual.
Nombre en SoftPLC: TOOL_CONNECTED
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta desactivada - 158
Herramienta desactivada es una señal de salida que se activa cuando la herramienta se desactiva externamente mediante cualquiera de las señales siguientes:
20002 - Bloquear apriete
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20021 - Fieldbus bloquear afloje
20040 - Soft PLC bloquear apriete
20041 - Soft PLC bloquear afloje
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: TOOL_DISABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta activada - 159
Herramienta activada es una señal de salida que se activa cuando la herramienta no se desactiva externamente mediante cualquiera de las señales siguientes:
20002 - Bloquear apriete
20003 - Bloquear afloje
20004 - Bloquear herramienta activa alto
20033 - Bloqueo de control de línea
20018 - Open Protocol bloquear
20020 - Fieldbus bloquear apriete
20021 - Fieldbus bloquear afloje
20040 - Soft PLC bloquear apriete
20041 - Soft PLC bloquear afloje
20061 - Bloquear herramienta activa bajo
Nombre en SoftPLC: TOOL_ENABLED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Botón Función de herramienta pulsado - 179
Señal de salida que realiza un seguimiento del estado del botón Función. La señal queda definida cuando se pulsa el botón Función y se elimina cuando se libera el botón Función. No apto para uso crítico en caso de herramientas con batería.
Nombre en SoftPLC: FUNCTION_BUTTON_PRESSED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: FALSO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
Estado de herramienta OK - 103
Estado de herramienta OK es Alto cuando no hay presentes errores de herramienta, mientras que Estado de herramienta OK es Bajo cuando queda definido cualquiera de los siguientes errores de herramienta:
Herramienta sobrecalentada
La herramienta requiere el ajuste del motor
Boca abierta no ajustada
Archivo de parámetros de herramienta no compatible
La batería de la herramienta está vacía
Fallo supervisión gatillo de herramienta
Cable de la herramienta no soportado
Fallo de memoria de herramienta
Memoria de herramienta corrompida
Intervalo de mantenimiento herramienta vencido
Error de coincidencia versión software herramienta
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Espejo LED de herramienta verde - 98
Señal que muestra el estado LED verde de la herramienta en un accesorio.
La señal Espejo LED herramienta verde se define como Real, si el LED verde de la herramienta está activado/parpadea.
La señal Espejo LED herramienta verde se define como Falsa, si el LED verde de la herramienta está desactivado.
Nombre en SoftPLC: TOOL_RESULT_LED_GREEN
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Espejo LED de herramienta rojo - 97
Señal que muestra el estado LED rojo de la herramienta en un accesorio.
La señal Espejo LED herramienta rojo se define como Real, si el LED rojo de la herramienta está activado/parpadea.
La señal Espejo LED herramienta rojo se define como Falsa, si el LED rojo de la herramienta está desactivado.
Nombre en SoftPLC: TOOL_RESULT_LED_RED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Espejo LED de herramienta amarillo - 99
Señal que muestra el estado LED amarillo de la herramienta en un accesorio.
La señal Espejo LED herramienta amarillo se define como Real, si el LED amarillo de la herramienta está activado/parpadea.
La señal Espejo LED herramienta amarillo se define como Falsa, si el LED amarillo de la herramienta está desactivado.
Nombre en SoftPLC: TOOL_RESULT_LED_YELLOW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Afloje de herramienta - 22
Indica que la herramienta está aflojando.
Nombre en SoftPLC: TOOL_LOOSENING
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Giro de herramienta IZQ - 25
La dirección de giro de la herramienta es hacia la izquierda para tornillos roscados hacia ese lado.
Nombre en SoftPLC: TOOL_ROTATION_CCW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Giro de herramienta DER - 24
La dirección de giro de la herramienta es hacia la derecha para tornillos roscados hacia ese lado.
Nombre en SoftPLC: TOOL_ROTATION_CW
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta en funcionamiento - 23
Indica que la herramienta está girando (hacia la derecha [CW] o hacia la izquierda [CCW]).
Nombre en SoftPLC: TOOL_RUNNING
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Apriete de herramienta - 21
Indica que la herramienta está apretando.
Nombre en SoftPLC: TOOL_TIGHTENING
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: FALSO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Se ha perdido la conexión con ToolsNet - 133
Si está activado indica que la conexión entre ToolsNet y el conexión se ha interrumpido o funciona como esperado.
Nombre en SoftPLC: TOOLSNET_CONNECTION_LOST
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Gatillo pulsado - 11
Indica que se ha pulsado el gatillo de la herramienta.
Nombre en SoftPLC: TRIGGER_PRESSED
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Señales de entrada/salida
Desactivar comandos de Open Protocol - 10060
Desactiva la posibilidad de enviar comandos a través de Open Protocol a la estación virtual.
Nombre en SoftPLC: DISABLE_OPEN_PRTCOL_CMDS
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 1 - 10035
Seguimiento externo 1 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_1
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 2 - 10036
Seguimiento externo 2 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_2
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 3 - 10037
Seguimiento externo 3 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_3
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 4 - 10038
Seguimiento externo 4 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_4
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 5 - 10039
Seguimiento externo 5 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_5
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 6 - 10040
Seguimiento externo 6 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_6
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 7 - 10041
Seguimiento externo 7 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_7
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Seguimiento externo 8 - 10042
Seguimiento externo 8 es una señal de entrada/salida que no está vinculada a ninguna característica específica del controlador y se puede utilizar para necesidades específicas del cliente.
Nombre en SoftPLC: EXTERNAL_MONITORED_8
Convertidor | Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|---|
Estándar | Estado | Booleano | 1 | 1 |
Invertir | Estado | Booleano | 1 | 1 |
Para evitar la duplicación de señales, se pueden definir Conversores de valor.
Los conversores se utilizan para permitir más de una representación de la misma señal (por ejemplo, estado de ángulo/par se pueden representar ambos a nivel de bits o como un carácter de estado).
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
LED verde de herramienta intermitente (protocolo externo) - 10058
Nombre en SoftPLC: LED_VERDE_DE_HERRAMIENTA_INTERMITENTE
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Evento | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: FALSO
Extensor de E/S: VERDADERO
E/S genérica 1 - 50
Entrada/salida 1 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_1
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 2 - 51
Entrada/salida 2 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_2
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 3 - 52
Entrada/salida 3 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_3
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 4 - 53
Entrada/salida 4 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_4
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 5 - 54
Entrada/salida 5 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_5
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 6 - 55
Entrada/salida 6 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_6
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 7 - 56
Entrada/salida 7 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_7
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 8 - 57
Entrada/salida 8 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_8
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 9 - 58
Entrada/salida 9 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_9
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
E/S genérica 10 - 59
Entrada/salida 10 utilizada para Open Protocol
Nombre en SoftPLC: GENERIC_IO_10
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Entero | 1 | 8 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: VERDADERO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta en el espacio de producción - 93
Nombre en SoftPLC: HERRAMIENTA_EN_EL_ESPACIO_DE_PRODUCCIÓN
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Herramienta en el espacio de trabajo - 92
Nombre en SoftPLC: HERRAMIENTA_EN_EL_ESPACIO_DE_TRABAJO
Tipo de señal | Tipo de valor | Tamaño mín. [bit] | Tamaño máx. [bit] |
|---|---|---|---|
Estado | Booleano | 1 | 1 |
Dispositivos
Bus de campo: VERDADERO
Caja de indicadores: VERDADERO
E/S internas: VERDADERO
Panel de operario: VERDADERO
Funciones de herramienta: VERDADERO
Selector ST: FALSO
Baliza: VERDADERO
Etiqueta TLS: VERDADERO
Extensor de E/S: VERDADERO
Licencias de terceros
List of Third Party Softwares
The following third party softwares are included in this product. The license texts are available in alphabetic order following this table.
Software | Version | License |
|---|---|---|
alsa-conf-base | 1.0.27.2 | LGPL V2.1 |
alsa-lib | 1.0.27.2 | LGPL V2.1 |
alsa-state | 0.2.0 | MIT |
alsa-states | 0.2.0 | MIT |
alsa-tools | 1.0.27 | GNU GPL V2 |
alsa-utils | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aconnect | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsactl | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsaloop | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsamixer | 1.0.27.2 | GNU GPL V2 |
alsa-utils-alsaucm | 1.0.27.2 | GNU GPL V2 |
alsa-utils-amixer | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aplay | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aseqdump | 1.0.27.2 | GNU GPL V2 |
alsa-utils-aseqnet | 1.0.27.2 | GNU GPL V2 |
alsa-utils-iecset | 1.0.27.2 | GNU GPL V2 |
alsa-utils-midi | 1.0.27.2 | GNU GPL V2 |
alsa-utils-speakertest | 1.0.27.2 | GNU GPL V2 |
apm | 3.3.2-14 | GPLv2 |
apmd | 3.2.2-14 | GPLv2 |
atftpd | 0.7.1+gitAUTOINC+be3291a18c | GNU GPL V2 |
base-files | 3.0.14 | GNU GPL V2 |
base-passwd | 3.5.29 | GNU GPL V2 |
bash | 4.3 | GNU GPL V3 |
bash-completion | 2.1 | GNU GPL V2 |
bluetooth-test | 1.0 | GNU GPL V1.0 |
boost | 1.55.0 | BSL-1.0 MIT Python-2.0 |
boost-serialization | 1.55.0 | BSL-1.0 MIT Python-2.0 |
boost-test | 1.55.0 | BSL-1.0 MIT Python-2.0 |
bt-aux | 1.0 | GNU GPL V1.0 |
busybox | 1.22.1 | GNU GPL V2 |
busybox-cron | 1.22.1 | GNU GPL V2 |
busybox-hwclock | 1.22.1 | GNU GPL V2 |
busybox-udhcpc | 1.22.1 | GNU GPL V2 |
busybox-udhcpd | 1.22.1 | GNU GPL V2 |
ca-certificates | 20130610 | GNU GPL V2 |
cppunit | 1.13.1 | LGPL V2.1 |
curl | 7.35.0 | MIT |
dbus-1 | 1.6.18 | GNU GPL V2 |
dbus-c++ | 0.9.0+gitrAUTOINC+1f6f3e6e96 | LGPL V2.1 |
directfb-config | 1.0 | GNU GPL V1.0 |
dropbear | 2014.63 | BSD V3 |
e2fsprogs | 1.42.9 | GNU GPL V2 |
e2fsprogs-badblocks | 1.42.9 | GNU GPL V2 |
e2fsprogs-e2fsck | 1.42.9 | GNU GPL V2 |
e2fsprogs-mke2fs | 1.42.9 | GNU GPL V2 |
e2fsprogs-tune2fs | 1.42.9 | GNU GPL V2 |
eclr | 2.2.0.20725 | MIT |
ecryptfs-tools | 1.0 | GNU GPL V1.0 |
fbset | 2.1 | GNU GPL V2 |
fbset-modes | 0.1.0 | MIT |
fb-test | 1.1.0 | GNU GPL V2 |
fieldbus-test | 1.0 | GNU GPL V1.0 |
firmware-imx | 3.10.17-1.0.0 | Proprietary |
firmware-imx-sdma-imx51 | 3.10.17-1.0.0 | Proprietary |
firmware-imx-vpu-imx51 | 3.10.17-1.0.0 | Proprietary |
fsb | 0.0.1 | GNU GPL V1.0 |
gdbserver | 7.6.2 | GNU GPL V2 |
gnutls | 3.2.13 | LGPL V2.1 |
gpio | 1.0 | GNU GPL V1.0 |
groupexec | 0.0.1 | GNU GPL V1.0 |
gstreamer | 0.10.36 | LGPL V2.1 |
gstreamer1.0 | 1.2.3 | LGPL V2.1 |
gwt | 2.6.1 | Apache V2 |
gwt-ns | 0.2.1 | Apache V2 |
hwtest | 1.1 | GPL-1.0 |
Initscripts | 1.0 | GPLv2 |
initscripts-functions | 1.0 | GPLv2 |
ioaccess | 1.0 | GPL-1.0 |
ipwatchd | 1.2 | GPL-1.0 |
json-c | 0.11 | MIT |
kernel-3.14.79-rt84-atlas | 3.14 | GNU GPL V2 |
kernel-base-generic | 0.1+hg-8d6f9d23fb4a-r8-px2pfm4.12 | GNU GPL V2 |
kernel-base-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-dev-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-devicetree | 3.14 | GNU GPL V2 |
kernel-dev-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-image-3.14.79-rt84-atlas | 3.14 | GNU GPL V2 |
kernel-module-configfs | 3.14 | GPLv2 |
kernel-module-emergencystop | 0.0.1 | MIT |
kernel-module-evbug | 3.14 | GPLv2 |
kernel-module-ioaccess | 1 | GNU GPL V2 |
kernel-module-isofs | 3.14 | GPLv2 |
kernel-module-msdos | 3.14 | GPLv2 |
kernel-module-nls-iso8859-15 | 3.14 | GPLv2 |
kernel-module-owl2xx | 3.1.6 | MIT |
kernel-module-owl2xx-spi | 3.1.6 | MIT |
kernel-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-module-serport | 3.14 | GPLv2 |
kernel-module-udf | 3.14 | GPLv2 |
kernel-modules | 3.14 | GPLv2 |
kernel-vmlinux-generic | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
kernel-vmlinux-px2drv | 2.6.22.6-r8-px2pfm4.12 | GNU GPL V2 |
keytest | 1 | GNU GPL V1.0 |
keyutils | 1.5.2 | GNU GPL V2 |
kmsfbwrap | 12.0 | GNU GPL V2 |
libanybus1 | 1.1 | LICENSE |
libapm1 | 3.2.2-14 | GPLv2 |
libasound2 | 1.0.27.2 | LGPL V2.1 |
libblkid1 | 2.24.1 | GNU GPL V2 |
libboost-date-time1.55.0 | 1.55.0 | MIT |
libboost-filesystem1.55.0 | 1.55.0 | MIT |
libboost-graph1.55.0 | 1.55.0 | MIT |
libboost-iostreams1.55.0 | 1.55.0 | MIT |
libboost-program-options1.55.0 | 1.55.0 | MIT |
libboost-regex1.55.0 | 1.55.0 | MIT |
libboost-signals1.55.0 | 1.55.0 | MIT |
libboost-system1.55.0 | 1.55.0 | MIT |
libboost-thread1.55.0 | 1.55.0 | MIT |
libbz2-0 | 1.0.6 | bzip2 |
libc6 | 2.19 | GNU GPL V2 |
libcap2 | 2.22 | BSD V2 |
libcom-err2 | 1.42.9 | GNU GPL V2 |
libcrypto1.0.0 | 1.0.1p | openssl |
libcurl5 | 7.36.0 | MIT |
libdbus-1-3 | 1.6.18 | GNU GPL V2 |
libdrm2 | 2.4.52 | MIT |
libe2p2 | 1.42.9 | GNU GPL V2 |
libegl1 | 11.09.01 | Proprietary |
libestr0 | 0.1.6 | LGPL V2.1 |
libevent | 2.0.21 | BSD V2 |
libexpat1 | 2.1.0 | MIT |
libext2fs2 | 1.42.9 | GNU GPL V2 |
libffi6 | 3.0.13 | MIT |
libformw5 | 5.9 | MIT |
libfuse2 | 2.9.3 | GNU GPL V2 |
libgcc1 | 4.8.4 | GNU GPL V3 |
libgcrypt11 | 1.5.3 | LGPL V2.1 |
libglesv2-2 | 11.09.01 | Proprietary |
libglib-2.0-0 | 2.38.2 | LGPL V2.1 |
libgmp10 | 5.1.1 | GNU GPL V3 |
libgnutls26 | 2.12.23 | GPLv3 LGPLv2.1 |
libgpg-error0 | 1.12 | LGPL V2.1 |
libgsl-fsl1 | 11.09.01 | Proprietary |
libgstapp-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstaudio-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstpbutils-1.0-0 | 1.2.4 | GNU GPL V2 |
libgsttag-1.0-0 | 1.2.4 | GNU GPL V2 |
libgstvideo-1.0-0 | 1.2.4 | GNU GPL V2 |
libicudata53 | 53.1 | ICU |
libicui18n53 | 53.1 | ICU |
libicuuc53 | 53,1 | ICU |
libjpeg8 | 8d | BSD V3 |
libkmod2 | 17+ | LGPL V2.1 |
libluabind0 | git | MIT |
liblzo2-2 | 2.06 | LGPL V2.1 |
libmenuw5 | 5.9 | MIT |
libmount1 | 2.24.2 | GNU GPL V2 |
libncursesw5 | 5.9 | MIT |
libnet1 | 1.1.6 | BSD V2 |
libnfsidmap0 | 0.25 | BSD V2 |
libopkg1 | 0.2.2 | GNU GPL V2 |
liborc-0.4-0 | 0.4.18 | BSD V2 |
libpanelw5 | 5.9 | MIT |
libpcap1 | 1.5.3 | BSD V2 |
libpcre1 | 8.34 | BSD |
libperl5 | 5.14.3 | GNU GPL V1.0 |
libpng16-16 | 1.6.10 | Libpng |
libpopt0 | 1.16 | MIT |
libpx2dbus | 1.0.0 | GNU GPL V1.0 |
libqt5sensors5 | 5.3.1 | LGPL V2.1 |
librcf | 2.0 | Proprietary |
libreadline6 | 6.3 | GNU GPL V3 |
libsamplerate0 | 0.1.8 | GNU GPL V2 |
libsndfile1 | 1.0.25 | LGPL V2.1 |
libsqlite3-0 | 3.8.4.3 | PD |
libss2 | 1.42.9 | GNU GPL V2 |
libssl1.0.0 | 1.0.1p | openssl |
libstdc++6 | 4.8.4 | GNU GPL V3 |
libthread-db1 | 2.19 | GNU GPL V2 |
libsysfs2 | 2.1.0 | GPLv2 LGPLv2.1 |
libtasn1-6 | 3.4 | GPLv3 LGPLv2.1 |
libtinfo5 | 5.9 | MIT |
libtinyxml2.6.2 | 2.6.2 | Zlib |
libtirpc1 | 0.2.4 | BSD V2 |
libts-1.0-0 | 1.1 | LGPL V2.1 |
libudev0 | 182 | LGPL V2.1 |
liburcu | 0.8.1 | LGPL V2.1 |
libusb-1.0-0 | 1.0.9 | LGPL V2.1 |
libuuid1 | 2.24.2 | GNU GPL V2 |
libwrap0 | 7.6 | BSD V2 |
libxml2 | 2.9.1 | MIT |
libxlst | 1.1.28 | MIT |
libz1 | 1.2.8 | Zlib |
logrotate | 3.8.7 | GNU GPL V2 |
log-server | 1.0 | GNU GPL V1.2 |
loopback | 1.0 | GNU GPL V1.2 |
lttng-tools | v2.4.0 | GNU GPL V2 |
lttng-ust | 2.4.0 | LGPL V2.1 |
lua5.1 | 5.1.5 | MIT |
luabind | 0.9.1 | MIT |
lzop | 1.03 | GNU GPL V2 |
memlogd | 1.0 | MIT |
modutils-initscripts | 1.0 | PD |
mtd-utils | 1.5.1 + gitAUTOINC+9f107132a6 | GNU GPL V2 |
nano | 2.2.5 | GNU GPL V2 |
ncurses | 5.9 | MIT |
ncurses-terminfo | 5.9 | MIT |
ncurses-terminfo-base | 5.9 | MIT |
netbase | 5.2 | GNU GPL V2 |
nettle | 2.7.1 | LGPL V2.1 |
nfs-utils | 1.2.9 | GNU GPL V2 |
nfs-utils-client | 1.2.9 | GNU GPL V2 |
nginx | 1.4.4 | BSD-2-Clause |
ntp | 4.2.6p5 | Ntp License |
ntp-tickadj | 4.2.6p5 | Ntp License |
ntp-utils | 4.2.6p5 | Ntp License |
ntpdate | 4.2.6p5 | Ntp License |
openssh | 6.5p1 | BSD |
openssh-keygen | 6.5p1 | BSD |
openssh-scp | 6.5p1 | BSD |
openssh-sftp | 6.5p1 | BSD V2 |
openssh-sftp-server | 6.5p1 | BSD V2 |
openssh-ssh | 6.5p1 | BSD V2 |
openssh-sshd | 6.5p1 | BSD V2 |
openssl-conf | 1.0.1p | openssl |
opkg | 0.2.2 | GNU GPL V2 |
opkg-collateral | 1.0 | MIT |
opkg-config-base | 1.0 | MIT |
os-release | 1.0 | MIT |
packagegroup-atlas-qt5 | 1 | MIT |
packagegroup-core-boot | 1 | MIT |
packagegroup-core-eclipse-debug | 1 | MIT |
packagegroup-core-nfs-server | 1 | MIT |
packagegroup-core-ssh-dropbear | 1 | MIT |
packagegroup-px2it | 1 | MIT |
partitions | 1.0 | MIT |
perl | 5.14.3 | GNU GPL V1.0 |
pfmfonts | 0.0.1 | Apache V2 |
pfmtool | 1 | MIT |
pfmtool-bash-completion | 1 | MIT |
pfmversion | 5.14.0 | MIT |
pointercal | 0.0 | MIT |
poky-feed-config-opkg | 1.0 | MIT |
px2checksumv | 1.0 | MIT |
px2hal | 0.0.1 | LGPL-3.0 |
px2initit | 1.0 | GPL-1.0 |
px2network | 1.0 | GPL-1.0 |
px2serviced | 1.0 | GPL-1.0 |
px2switch | 0.0.1 | GPL-1.0 |
px2w | 0.0.1 | GPL-1.0 |
px2watchdog | 1.0 | GPL-1.0 |
qcustomplot | 1.2.1 | Commercial |
qt3d | 5.3.0+ | LGPL V2.1 |
qtbase | 5.3.1 | LGPL V2.1 |
qtbase-plugins | 5.3.1 | LGPL V2.1 |
qtbase-tools | 5.3.1 | LGPL V2.1 |
qtdeclarative | 5.3.1 | LGPL V2.1 |
qtlocation | 5.3.1 | LGPL V2.1 |
qtscript | 5.3.1 | LGPL V2.1 |
qtwebkit | 5.3.1 | LGPL V2.1 |
rhapsody-oxf | 7521 | GNU GPL V1.0 |
rpcbind | 0.2.1 | BSD V2 |
rsync | 3.1.0 | GNU GPL V3 |
rsyslog | 7.4.4 | GNU GPL V3 |
rtctest | 1.0 | GNU GPL V1.0 |
run-postinsts | 1.0 | MIT |
shadow | 4.1.4.3 | BSD V2 |
shadow-securetty | 4.1.4.3 | MIT |
sqlite3 | 3.8.4.3 | PD |
ssh-keys | 1.0 | GNU GPL V1.0 |
strace | 4.8 | BSD V2 |
sysfsutils | 2.1.0 | GPLv2 LGPLv2.1 |
sysvinit | 2.88dsf | GNU GPL V2 |
sysvinit-inittab | 2.88dsf | GNU GPL V2 |
sysvinit-pidof | 2.88dsf | GNU GPL V2 |
tcf-agent | 0.4.0+ | EPL V1.0 |
tcpdump | 4.3.0 | BSD V2 |
tslib-calibrate | 1.1 | LGPL V2.1 |
tslib-conf | 1.1 | LGPL V2.1 |
tslib-tests | 1.1 | LGPL V2.1 |
tzdata | 2013i | BSD V2 |
tzdata-africa | 2013i | BSD V2 |
tzdata-americas | 2013i | BSD V2 |
tzdata-antarctica | 2013i | BSD V2 |
tzdata-arctic | 2013i | BSD V2 |
tzdata-asia | 2013i | BSD V2 |
tzdata-atlantic | 2013i | BSD V2 |
tzdata-australia | 2013i | BSD V2 |
tzdata-europe | 2013i | BSD V2 |
tzdata-misc | 2013i | BSD V2 |
tzdata-pacific | 2013i | BSD V2 |
tzdata-posix | 2013i | BSD V2 |
tzdata-right | 2013i | BSD V2 |
u-boot-image | 2014.04 | GNU GPL V2 |
u-boot-utils | 2014.04 | GNU GPL V2 |
udev | 182 | GNU GPL V2 |
udev-cache | 182 | GNU GPL V2 |
udev-extraconf | 1.0 | MIT |
udev-utils | 182 | GNU GPL V2 |
update-alternatives-opkg | 0.1.8+gitAUTOINC+c33b217016 | GNU GPL V2 |
update-rc.d | 0.7 | GNU GPL V2 |
usbutils | 7 | GNU GPL V2 |
usbutils-ids | 7 | GNU GPL V2 |
wireless-tools | 30.pre9 | GNU GPL V2 |
wpa-supplicant | 2.3 | BSD V2 |
wpa-supplicant-cli | 2.3 | BSD V2 |
wpa-supplicant-passphrase | 2.3 | BSD V2 |
xerces-c | 2.7.0aes | Apache V2 |
zipfirmware-install-px2drv-tplcpx-4. | 3.0 | BSD V3 |