Verschraubungsstufen
In diesem Bereich sind die Verschraubungsstufen aufgeführt, die für PF6000- und PF6 StepSync-Steuerungen gültig sind.
Allgemeine Parameter
Bezeichnung
Jede Stufe kann bei Bedarf umbenannt werden.
Drehrichtung
Jede Verschraubungsstufe kann entweder vorwärts (zum Verschrauben) oder rückwärts (zum Lösen der Schraube) ausgeführt werden. Die Pfeile geben die Richtung an. Viele Verschraubungsstufen sind fest auf eine Vorwärtsrichtung eingestellt, z. B. Verschrauben bis Winkel oder Verschrauben bis Drehmoment. Für Stufen wie Lösen bis Winkel oder Lösen bis Drehmoment ist die Richtung automatisch auf rückwärts eingestellt.
Die Einstellung rückwärts ist für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht zulässig. Damit eine Verschraubung ausgeführt werden darf, muss die Verschraubungsrichtung des Verschraubungsprogramms die gleiche sein wie die Verschraubungsrichtung des Offenmaul-Werkzeugs. Es ist möglich, einem Verschraubungsprogramm für ein Offenmaul-Werkzeug ein Löseprogramm hinzuzufügen, ist der Richtungsschalter jedoch auf die Ausführung des Löseprogramms eingestellt, so wird das Werkzeug gesperrt.
Stufenkategorie
Für jede Stufe kann eine Stufenkategorie ausgewählt werden. Durch die Auswahl einer Stufenkategorie werden die NIO-Verschraubungen in der Ergebnisansicht des Ereignisses mit dem jeweiligen Detailstatus und den entsprechenden Informationen zum Mehrstufenfehler aufgeführt. Erfolgt keine Auswahl wird der Detailstatus auf „Nicht kategorisierter Mehrstufenfehler“ eingestellt. Der zugehörige Detailstatus kann angepasst werden.
Winkelfenster
Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° (oder weniger) dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster.
Drehzahlrampe / Beschleunigung (nur bei Tools Talk 2 verfügbar)
Bei den meisten Stufen kann angegeben werden, wie die Beschleunigung auf die Solldrehzahl erreicht werden soll. Drei unterschiedliche Einstellungen sind möglich: hart, weich und manuell. Die definierte Beschleunigung wird angewendet, wenn eine Stufe gestartet wird. Unabhängig davon, ob das Werkzeug zu Beginn der Stufe bereits mit einer Drehzahl läuft, wird die Drehzahlrampe genutzt, um auf die Solldrehzahl der Stufe zu beschleunigen. Dies ist selbst dann der Fall, wenn die Drehzahl zu Beginn der Stufe niedriger oder höher als die Zieldrehzahl ist.
Modus Drehzahlrampe – Hart und Weich:
Beschleunigung | Verwendete Drehzahlrampe |
|---|---|
Hart | 2.000 rpm/s (Eine Drehzahlrampe zwischen 1.000 und 10.000 rpm/s steht für eine harte Beschleunigung.) |
Weich | 500 rpm/s (Eine Drehzahlrampe zwischen 200 und 1.000 rpm/s steht für eine weiche Beschleunigung.) |
Modus Drehzahlrampe – Manuell:
Parameter | Standardwert | Minimaler Grenzwert | Maximaler Grenzwert |
|---|---|---|---|
Drehzahl | 60 rpm | Muss > 0 sein | Muss <= max. Werkzeugdrehzahl sein |
Beschleunigung | 500 rpm/s | Muss > 0 sein | Muss <= max. Werkzeugbeschleunigung sein |
Speed Shifts verwenden
Sie können 1-5 Winkelauslöser oder Drehmomentauslöser während der Stufe festlegen, bei denen die Drehzahl gewechselt wird.
Die Speed Shifts können im Konfigurationsfeld eingetragen werden.
Innerhalb einer Stufe basieren alle Speed-Shift-Auslöser auf der gleichen Einstellung (entweder Drehmoment oder Winkel). Diese können innerhalb einer Stufe nicht gemischt werden.
Speed Shift hinzufügen:
Wählen Sie im Dialogfeld einer Stufe, welche Speed Shifts beinhalten darf, Speed Shift hinzufügen aus. Wählen Sie dann einen Winkelbereich oder Drehmomentbereich aus.
Die Felder Speed-Shift-Winkel/Drehmoment öffnen sich.Fügen Sie die Werte gemäß der nachstehenden Tabelle ein:
Parameter
Beschreibung
Winkel-/Drehmomentauslöser
Muss > 0 sein
Drehzahl
Muss >0 sein
Drehzahlrampentyp
Hart oder weich
Die Drehmomentauslöser und Winkelauslöser müssen kleiner als das Schrittziel sein, abhängig vom Schritt- und Auslösertyp.
Der Drehmomentauslöser und die Drehmomentgeschwindigkeit bestätigen auch das maximale Drehmoment und die maximale Drehzahl des Werkzeugs.
Ein Warn- oder Fehlerindikator tritt auf, wenn die Einstellungen des Speed Shifts entweder die Maximalwerte des Werkzeugs oder die Maximalwerte des Schritts überschreiten.
Steuerung des Abbremsverhaltens (Ergo-Stopp / Trägheit)
Das Abbremsverhalten eines Multistep-Verschraubungsprogramms kann an zwei möglichen Stellen in dem Programm gesteuert werden: In einem Schritt vor der Umkehr der Verschraubungsrichtung und / oder im letzten Schritt des Verschraubungsprogramms. An anderen Stellen im Multistep-Programm sind die Abbremsparameter in den allgemeinen Einstellungen des Schritts nicht vorhanden. Das Abbremsen kann entweder auf Ergo-Stopp oder Trägheit eingestellt werden. Trägheit hält das Werkzeug komplett an, während Ergo-Stopp zu einem ergonomischeren Abbremsen des Verschraubvorgangs führt.
Zur Auswahl des Abbremstyps, gehen Sie in die Einstellungen für die Stufe und wählen Sie im Drop-Down-Menü Abbremskonfiguration entweder Ergo-Stopp oder Trägheit. Trägheit verfügt über keine weiteren Parameter.
Ergo-Stopp-Parameter
Parameter | Beschreibung |
|---|---|
Adaptive Bremse | Adaptive Bremse ein- oder ausschalten |
Rampendauer | Nur verfügbar, wenn die adaptive Bremse ausgeschaltet ist. Zeit in Millisekunden (ms) eingeben. |
Liste der individuellen Stufen
Die folgenden Verschraubungsschritte werden für Werkzeuge mit einer verzahnten vorderen Anbaugruppe (GFA) in Offenmaul-Konfiguration nicht unterstützt.
A - Lösen bis Winkel
TrR - Lösen bis Auslöserfreigabe
T - Lösen bis Drehmoment
E - Greifen
SR – Nuss freigeben
DT - Verschrauben bis DynaTork
TP - TensorPulse
C - Kupplung
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis die Kupplung losgelassen wird. Nachdem das Werkzeug die Freigabe der Kupplung gemeldet hat, wird der Schritt mit dem Status IO abgeschlossen.
Einem Verschraubungsprogramm, das die Kupplungsstufe verwendet, kann keine andere Stufe zugewiesen werden.
Dieser Schritt gilt nur für die Kupplungswerkzeuge BCV-RE und BCP-RE.
Parameter | Beschreibung |
|---|---|
Drehzahlsteuerung | Eine oder zwei Drehzahlen |
Enddrehzahl | Legt die Enddrehzahl des Programms fest [rpm] |
Drehzahlrampe | Schalter, mit dem die Drehzahlrampe ausgewählt werden kann [Hart, Weich] |
Rehit | Setzt die Rehit-Erkennung auf Ein oder Aus |
Rehit-Drehwinkel | Legt den Rehit-Drehwinkel fest [°] |
CL - Lösen der Kupplung
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in umgekehrter Drehrichtung, bis der Startknopf losgelassen wird.
Ein Löseprogramm, das die Kupplungsstufe verwendet, kann keiner anderen Stufe zugewiesen werden.
Dieser Schritt gilt nur für die Kupplungswerkzeuge BCV-RE und BCP-RE.
Parameter | Beschreibung |
|---|---|
Endwert | Legt die Drehzahl des Programms fest [rpm] |
W – Warten
In dieser Stufe wartet das Werkzeug für den festgelegten Zeitraum. Das Werkzeug rotiert während des Wartens nicht.
Das Werkzeug wartet für die vorgegebene Zeit. Wenn die Halteposition auf Ein gesetzt ist, hält das Werkzeug die Position während des Wartezeit.
SR – Nuss freigeben
Diese Stufe lässt das Werkzeug mit der Drehzahl n rückwärts laufen, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Diese Stufe darf nur als letzte Stufe bei der Verschraubung für ein mehrstufiges Verschraubungsprogramm genutzt werden. Es ist jedoch möglich, nach diesem Schritt einen Sync-Punkt hinzuzufügen.
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Standardeinstellung: 3º, muss > 0 sein |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
DI – Lauf bis Digitaleingang
Diese Stufe lässt das Werkzeug in der vom Parameter Richtung definierten Richtung laufen, bis der über den Digitaleingang vorgegebene Eingang entsprechend dem Wert der Stoppbedingung auf High oder Low gesetzt wird.
Diese Stufe ist für STB-Werkzeuge nicht verfügbar.
Parameter | Beschreibung |
|---|---|
Richtung | Vorwärts oder Rückwärts |
Digitaler Eingang | An der Steuerung kann einer der folgenden lokalen Digitaleingänge ausgewählt werden:
|
Stoppbedingung |
|
Drehzahl (rpm) | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Verfügbar, wenn Drehzahlrampentyp auf Manuell gesetzt ist. Standardeinstellung: 500 rpm/s |
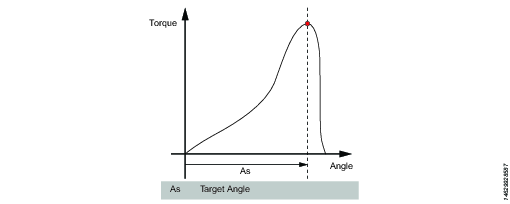
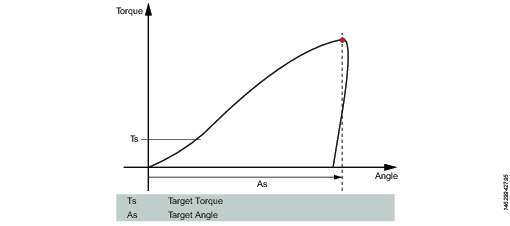
A – Verschrauben bis Winkel
Diese Stufe betreibt das Werkzeug, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Parameter
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
A – Lösen bis Winkel
Diese Stufe betreibt das Werkzeug mit der Drehzahl n rückwärts, bis der Sollwinkel erreicht ist. Der Sollwinkel wird ab dem Start der Stufe gemessen.
Parameter
Parameter | Beschreibung |
|---|---|
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
TrR – Lösen bis Auslöserfreigabe
Diese Stufe lässt das Werkzeug rückwärts laufen, bis der Startknopf losgelassen wird (lösen). Es kann nur als letzter Schritt in einem Programm verwendet werden.
Auf STB-Werkzeugen ist dieser Schritt nur in Löseprogrammen verfügbar.
Parameter | Beschreibung |
|---|---|
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
TTTR – Anziehen bis Loslassen des Startknopfs
Diese Stufe läuft, bis der Startknopf losgelassen wird. Sie kann nur als letzter Schritt in einem Verschraubungsprogramm eingefügt werden.
Parameter | Beschreibung |
|---|---|
Drehzahl | Numerischer Wert für die Rotationsgeschwindigkeit, in rpm. |
Drehzahlrampentyp | Liste der Optionen, aus denen die Rampengeschwindigkeit ausgewählt werden kann [Hart, Weich, Manuell] |
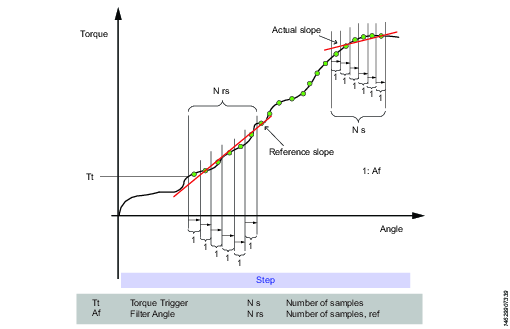
Verschrauben bis Streckgrenze, Methode 2 (YM2)
Diese Stufe betreibt das Werkzeug mit der eingestellten Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird.
Die Suche der Streckgrenze beginnt, wenn das Drehmoment Tt erreicht hat. Es wird der Durchschnittswert des Drehmoments über Af Grad berechnet. Dieser Vorgang wird N rs mal wiederholt.
Mittels linearer Regression wird eine Bezugskurve über N rs Punkte berechnet. Danach werden kontinuierlich neue Durchschnittswerte über A f Grad berechnet.
Die aktuelle Kurve wird mittels linearer Regression über die letzten N s Durchschnittspunkte berechnet. Die Streckgrenze ist erreicht, wenn die aktuelle Kurve unter Py % der Referenzkurve liegt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Filterwinkel | Standardeinstellung: 1. Muss > 0 sein. |
Anzahl der Stichproben | Standardeinstellung: 6. Muss >= 4 sein. |
Anzahl der Stichproben, Referenz | Standardeinstellung: 6. Muss >= 4 sein. |
Prozent Streckgrenze | Standardeinstellung: 90% Muss >20% sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
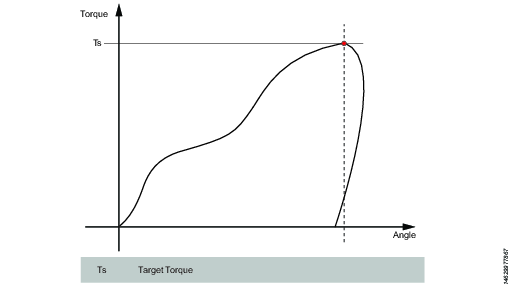
T -– Verschrauben bis Drehmoment
Diese Stufe lässt das Werkzeug mit der programmierten Drehzahl in Vorwärtsrichtung laufen, bis das Solldrehmoment erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
T – Lösen bis Drehmoment
In diesem Schritt wird das Werkzeug mit der Geschwindigkeit in Rückwärtsrichtung gefahren. Damit die Stufe aktiv ist, muss das Drehmoment zunächst 110 % des Solldrehmoments überschreiten. Das Solldrehmoment sollte auf einen positiven Wert eingestellt werden. Nach Erreichen des Solldrehmoments läuft die Stufe so lange, bis das Drehmoment unter das Solldrehmoment fällt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
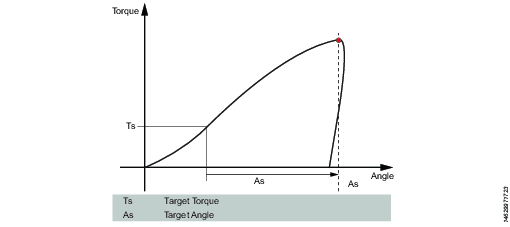
T+A – Verschrauben bis Drehmoment plus Winkel
Diese Stufe betreibt das Werkzeug, bis das Sollmoment erreicht ist. Ab diesem Punkt läuft es weiter, bis ein zusätzlicher Sollwinkel erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Sollwinkel | Der Sollwinkel. Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl | Standardeinstellung: 60 rpm |
T|A – Verschrauben bis Drehmoment oder Winkel
Diese Stufe lässt das Werkzeug mit der Drehzahl n in Vorwärtsrichtung laufen, bis entweder das Solldrehmoment oder der Sollwinkel erreicht ist. Die Drehmoment- und Winkelmessungen starten zu Beginn der Stufe.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Sollwinkel | Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
T&A – Verschrauben bis Drehmoment und Winkel
Das Werkzeug läuft mit der eingestellten Drehzahl in Vorwärtsrichtung, bis sowohl Solldrehmoment als auch Sollwinkel erreicht sind. Das Sollmoment und der Sollwinkel müssen auf > 0 eingestellt sein.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Sollwinkel | Standardeinstellung: 0. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
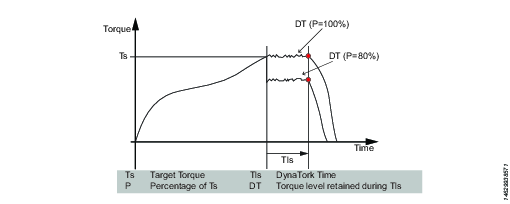
DT – Verschrauben bis DynaTork
Diese Stufe lässt das Werkzeug mit der Drehzahl n vorwärts laufen, bis das Solldrehmoment erreicht ist. Das Werkzeug hält anschließend die Stromstärke für die Dauer der DynaTork-Zeit konstant auf dem DynaTork-Prozentsatz des Solldrehmoments.
Zur Vermeidung einer Überhitzung des Werkzeugs wird dringend empfohlen, DynaTork niemals mit mehr als 40 % des maximalen Drehmoments des Werkzeugs zu betreiben.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Drehmomentwert. Muss > 0 sein. |
Zeit DynaTork | Die Zeit, in der DynaTork aktiv ist. |
Prozent DynaTork | Der Prozentsatz des Sollmoments. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Drehzahl (rpm) | Standardeinstellung: 60 rpm |
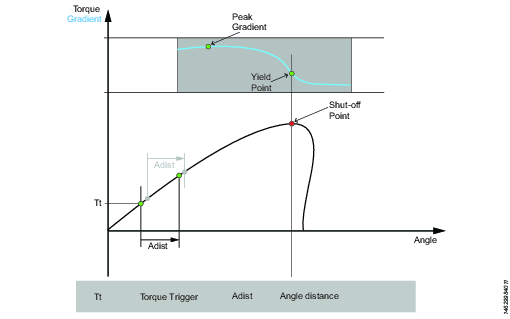
Y – Verschrauben bis Streckgrenze
Diese Stufe ist für STB-Werkzeuge nicht verfügbar.
Diese Strategie betreibt das Werkzeug mit der Drehzahl in Vorwärtsrichtung, bis die Streckgrenze erkannt wird. Die Streckgrenze wird ermittelt, indem der Drehmomentgradient von dem Punkt an überwacht wird, ab dem das Drehmoment das Startdrehmoment überschreitet. Die Berechnung basiert auf den Messungen des Drehmoments und Winkelabstandes. Der Winkelabstandsparameter wird gemäß der angegebenen Härte der Verbindung eingestellt.
Stellen Sie das Gradientwinkelfenster ein (für harte Verbindungen, für weiche Verbindungen oder für eine manuelle Einstellung des Winkelfensters). Bei der Auswahl von Manuell muss das Winkelfenster eingestellt werden. Eine Verbindung wird als hart angesehen, wenn die Schraube bis zu ihrem vollständigen Drehmoment angezogen wird und sich um 30° oder weniger dreht, nachdem sie bis zu ihrem Fügepunkt angezogen wurde. Eine weiche Verbindung dreht 720° oder mehr, nachdem die Schraube bis zu Ihrem Fügepunkt angezogen wurde. Der Härteparameter definiert das Winkelfenster für die Gradientenberechnung. Je härter die Verbindung ist, desto kleiner ist das Winkelfenster.
Parameter | Beschreibung |
|---|---|
Gradient, Winkelfenster | Gibt das Winkelfenster an:
|
Winkelfenster | Verfügbar, wenn Gradient-Winkelfenster auf Manuell eingestellt ist. Muss > 0 und <= 100 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. Muss >= 0 und < Max. Werkzeugdrehmoment sein. |
Dämpfung | Häufigkeit, mit der der Gradient berechnet wird. Muss > 0 und < 100 und < Winkelfenster sein. |
Prozent Streckgrenze | Muss >=20 % sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehmomentfiltertyp | Die Art des Filters:
|
Grenzfrequenz | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Tiefpass gesetzt ist:
|
Anzahl Stichproben | Muss angegeben werden, wenn der Drehmomentfiltertyp auf Gleitender Durchschnitt gesetzt ist:
|
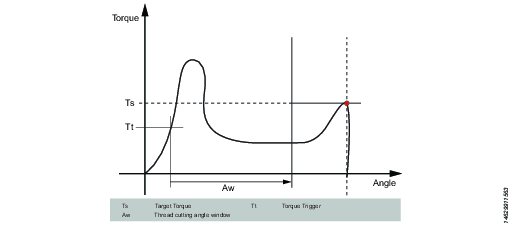
ThCT – Gewindeschneiden bis Drehmoment
Mit der Funktion Gewindeschneiden bis Drehmoment wird eine Verschraubung ermöglicht, bei der das Einschraubdrehmoment größer als das Drehmoment für Einschraubphase beendet sein muss, wie beispielsweise bei der Verschraubung dünner Metallschichten unter Verwendung von gewindeschneidenden (oder selbstschneidenden) Schrauben. Das Werkzeug läuft vorwärts, bis der Gewindeschnittwinkel (Aw) erreicht ist. Das Gewindeschnittwinkelfenster wird ab dem Moment gemessen, ab dem das Drehmoment das Gewindeschnitt-Auslösedrehmoment (Tt) zum ersten Mal überschreitet. Wenn der Gewindeschnittwinkel erreicht ist, wird die Stufe fortgesetzt, bis das Solldrehmoment (Tt) erreicht ist.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Muss > 0 sein. |
Gewindeschneiden, Winkelfenster | Standardeinstellung: 0. Muss > 0 sein. |
Startdrehmoment | Die Winkelmessung beginnt bei diesem Auslöser. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
RD – Einschrauben
Diese Stufe ist für STB-Werkzeuge nicht verfügbar.
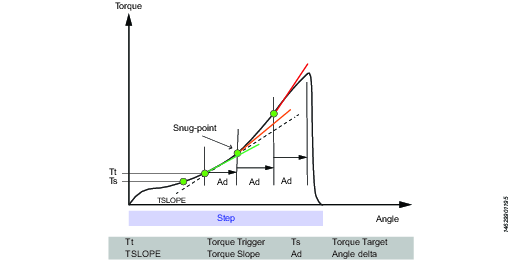
Die Einschraubstufe ist der Teil des Verschraubens vom Eindringen der Schraube in das Gewinde bis kurz vor dem Berühren der Schraube der darunterliegenden Oberfläche. Sie dauert bis zum Erreichen des Fügepunkts an. Das während des Einschraubens erforderliche Drehmoment trägt nicht zur Klemmkraft bei.
Diese Stufe lässt das Werkzeug mit der Drehzahl in Vorwärtsrichtung laufen. Abhängig von Einschraubtyp, Drehmoment oder Fügepunkt verhält sich die Stufe wie folgt:
Einschraubtyp: Bis Drehmoment: Die Stufe stoppt, sobald das eingestellte Sollmoment gefunden wird.
Einschraubtyp: Bis Fügepunkt: Die Berechnung des Fügepunkt-Gradienten beginnt mit der festgelegten Drehmomentauslöser Tt. Ist kein Drehmomentauslöser eingestellt, startet die Berechnung des Gradienten zum Beginn der Stufe.
Die Steigungsberechnung erfolgt zwischen zwei Winkelpunkten Ad Grad voneinander und wird wie folgt berechnet: (Tn – Tn-1) / (An – An-1), sobald zwei Steigungen nacheinander größer als TSLOPE sind, gilt der Fügepunkt als gefunden.
Parameter | Beschreibung |
|---|---|
Einschraubtyp | Bis Drehmoment oder Bis Fügepunkt. |
Solldrehmoment | Standardeinstellung: „Nicht festgelegt“. Muss > 0 sein. |
Drehzahl | Standardeinstellung: 60 rpm Muss > 0 sein. |
Drehzahlrampentyp | Hart, weich oder manuell. Standardeinstellung: Hart. Wenn Sie Manuell auswählen, wird das Feld Drehzahlrampe geöffnet. |
Drehzahlrampe | Ist der Drehzahlrampentyp Manuell, wird dieses Feld geöffnet. Standardeinstellung: 500 rpm/s |
Startdrehmoment | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Startdrehmoment angezeigt. Standardeinstellung: „Nicht festgelegt“. Muss > 0 sein. |
Delta-Winkel | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Delta-Winkel angezeigt. Standardeinstellung: "0". Muss > 0 sein. |
Drehmomentverhältnis | Wenn Einschraubtyp auf Bis Fügepunkt gesetzt ist, wird das Feld Drehmomentverhältnis angezeigt. Standardeinstellung: "0". Muss > 0 sein. |
E - Greifen
Diese Stufe ist für STB-Werkzeuge nicht verfügbar.
Diese Stufe betreibt das Werkzeug in beide Richtungen, bis die Schraube in der Buchse greift. Die Stufe läuft, bis das Solldrehmoment oder der Sollwinkel erreicht ist. Voraussetzung ist, dass Weiter bei keinem Eingriff auf Ja eingestellt ist. Wenn der Sollwinkel in einer beliebigen Richtung erreicht wird, wird die Richtung umgekehrt. Begrenzen Sie die Suchdurchläufe, indem Sie Maximale Eingreifversuche festlegen. Wenn das Sollmoment in einer beliebigen Richtung erreicht ist, wird die Stufe mit dem Status IO beendet.
Ext – Externes Ergebnis
„Externes Ergebnis“ ist eine Strategie, bei der ein externes digitales Signal angibt, dass eine Verschraubung IO ist (also nicht durch gemessene Drehmoment- oder Winkelwerte). Dieses externe Signal kann beliebig bereitgestellt werden, solange es sich um ein digitales Signal für das Werkzeug handelt.
Beim Verschicken des Signals zeigt die Ergebnisansicht (protokollierte Daten) den Wert des Zielparameters, der im Verschraubungsprogramm bereitgestellt wird (angegebener Drehmomentwert, Winkelwert oder Textfolge). Diese (Drehmoment- und Winkel-)Werte stellen nicht die tatsächlich gemessenen Werte dar, sondern sind nur eingefügter Text.
Parameter | Beschreibung |
|---|---|
Drehmoment <Solldrehmoment> | Numerischer Wert für den gewünschten, anzuzeigenden Solldrehmomentwert. Ein Signal könnte z. B. von einem Knickschlüssel stammen, der den <Solldrehmoment> anzeigt. |
Winkel <Sollwinkel> | Numerischer Wert für den gewünschten, anzuzeigenden Sollwinkelwert. Ein Signal könnte z. B. von einem Knickschlüssel stammen, der den <Sollwinkel> anzeigt. |
Text | Alphanumerische Zeichenfolge für den gewünschten Anzeigetext. Zum Beispiel: „Öl wurde gewechselt.“ |
MWR - Mechatronikschlüssel
Der Mechatronikschlüssel ist eine spezielle Stufe, die nur gemeinsam mit dem Mechatronikschlüssel (MWR) verwendet werden kann.
Diese Stufe kann nicht in Kombination mit anderen Stufen verwendet werden. Bei dieser Stufe können keine Einschränkungen festgelegt werden. Die Stufe verfügt standardmäßig über drei Überwachungen: Spitzendrehmoment, Winkel und Klick.
Parameter | Beschreibung |
|---|---|
Lösen-Grenze | Numerischer Wert für negatives Drehmoment (z. B. Drehmoment für die Löserichtung), bei dem das Verschraubungsergebnis als NIO Gekennzeichnet wird (falsche Verschraubungsrichtung (Lösen)); in Nm. |
Werkzeuggröße | Numerischer Wert für die spezifische Länge des auf dem MWR-TA montierten Endmontagewerkzeugs in mm. |
Werkzeugbiegung | Numerischer Wert für das auf dem MWR-TA montierten Endmontagewerkzeugs in °/Nm. |
Zweitversuch (Rehit), Winkelfenster | Numerischer Wert für den Winkel, um festzustellen, ob die Schraube zum Zeitpunkt des Erreichens des Drehmoments bereits verschraubt war; in °. |
Max. Winkelgeschwindigkeit | Numerischer Wert für die max. Geschwindigkeit, mit der die Schraube verschraubt werden kann, in °/s. |
WP - Drehmomentschlüssel Produktion
Strategie für die Qualitätsprüfung einer Verschraubung, die mit dem STWrench vorgenommen wurde.
Parameter | Beschreibung |
|---|---|
Steuerstrategie | Der Schritttyp Drehmomentschlüssel - Produktion kann mit den folgenden Steuerstrategien konfiguriert werden.
|
Je nach ausgewählter Steuerstrategie wird eine Kombination einiger der unten aufgeführten Parameter angezeigt.
Parameter | Beschreibung |
|---|---|
Solldrehmoment | Definiert das Solldrehmoment für die Anzugsstufe. |
Drehmoment messen bei | Gibt an, wo das Drehmoment gemessen wird. Die Optionen sind Spitzendrehmoment oder Spitzenwinkel.
|
Winkelsuchlimit | Dies ist ein Versatzwert, mit dem der Drehmomentergebniswert für eine Verschraubung festgelegt wird. Dieser Parameter ist nur verfügbar, wenn Drehmoment messen bei auf Spitzenwinkel gesetzt ist. |
Ratschenzeit | Numerischer Wert für die Ratschenzeit. Der Standardwert ist 5000 ms. Der Bediener kann nun das Drehmoment kurz verringern und während der Verschraubung wieder aufladen. Wenn die Ratschenzeit überschritten wird, wird das Ergebnis der Verschraubung als NIO markiert und als Grund „Verschraubungszeit abgelaufen“ angegeben. |
Endzykluszeit | Numerischer Wert in ms zur Angabe der Endzykluszeit. Wird angewendet, wenn das Drehmoment den Wert für „Einschrauben beendet” unterschreitet. |
Drehmoment-Korrekturkoeffizient | Mit diesem Parameter wird der Drehmomentwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 1. |
Winkelkorrektur | Mit diesem Parameter wird der Winkelwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 0. |
Sollwinkel | Definiert den Sollwinkel für die Anzugsstufe. |
Rehit-Erkennung | Ein oder Aus. Mit der Zweitversuchserkennung kann basierend auf der Grenzwerteinstellung des Winkels bestimmt werden, wann eine Verschraubung ein Zweitversuch ist. Die Option Winkelgrenze für Zweitversuch ist verfügbar, wenn Zweitversuchserkennung auf Ein gesetzt ist. |
Linearer Steigungskoeffizient | Der lineare Steigungskoeffizient gibt die Steifigkeit der Verbindung im linearen Teil der Kurve als Drehmoment- / Winkelsteigung in der Maßeinheit Nm/Grad an. |
Ausgleichswert | Die Optionen sind Mittleres Drehmoment oder Spitzendrehmoment. Dieser Ausgleichswert gibt an, wie die PVT berechnet wird. Mittleres Drehmoment - die PVT basiert auf einem Durchschnitt, der mit den folgenden Variablen berechnet wird:
Spitzendrehmoment - die PVT basiert auf dem Spitzenwert, der vor der Erkennung des Fügepunkts gemessen wurde. |
Verzögerungsüberwachung | Die PVT-Berechnung beginnt nicht vor Ablauf dieses Zeitfensters, beginnend beim Start der Verschraubung. |
PVT-Intervall | Legt fest, für wieviel Grad das PVT-Fenster berechnet werden soll, beginnend beim PVT-Abstandspunkt. |
PVT-Abstand | Legt fest, wieviel Grad vor dem Fügepunkt das System das PVT-Fenster starten soll. |
Min. Klemmdrehmoment | Sicherungsmoment - Untergrenze. |
Max. Klemmdrehmoment | Sicherungsmoment - Obergrenze. |
WQ Drehmomentschlüssel - Qualität
Strategie für die Qualitätsprüfung von Verschraubungen, die mit dem STWrench vorgenommen wurden.
Parameter | Beschreibung |
|---|---|
Steuerstrategie | Die Strategie Drehmomentschlüssel - Qualität kann mit den folgenden Steuerstrategien konfiguriert werden.
|
Je nach ausgewählter Steuerstrategie wird eine Kombination einiger der unten aufgeführten Parameter angezeigt.
Parameter | Beschreibung |
|---|---|
Ratschenzeit | Numerischer Wert für die Ratschenzeit. Der Standardwert ist 5000 ms. Der Bediener kann nun das Drehmoment kurz verringern und während der Verschraubung wieder aufladen. Wenn die Ratschenzeit überschritten wird, wird das Ergebnis der Verschraubung als NIO markiert und als Grund „Verschraubungszeit abgelaufen“ angegeben. |
Drehmoment-Korrekturkoeffizient | Mit diesem Parameter wird der Drehmomentwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 1. |
Winkelkorrektur | Mit diesem Parameter wird der Winkelwert korrigiert, wenn am Schlüssel eine Verlängerung oder ein Drehmomentverstärker angebracht ist. Der Standardwert ist 0. |
Sollwinkel | Definiert den Sollwinkel für die Anzugsstufe. |
Rehit-Erkennung | Ein oder Aus. Mit der Zweitversuchserkennung kann basierend auf der Grenzwerteinstellung des Winkels bestimmt werden, wann eine Verschraubung ein Zweitversuch ist. Die Option Winkelgrenze für Zweitversuch ist verfügbar, wenn Zweitversuchserkennung auf Ein gesetzt ist. |
Linearer Steigungskoeffizient | Der lineare Steigungskoeffizient gibt die Steifigkeit der Verbindung im linearen Teil der Kurve als Drehmoment- / Winkelsteigung in der Maßeinheit Nm/Grad an. |
TP - TensorPulse
Vor Verwendung der Verschraubungsstufe TensorPulse muss auf dem Controller der folgende Lizenztyp installiert sein:
Strategien mit niedrigen Reaktionskräften
TensorPulse ist nur für die folgenden Werkzeuge verfügbar: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
Dieser Schritt erzeugt Verschraubungsimpulse in Vorwärtsrichtung, bis das Sollmoment erreicht ist.
Für die Verschraubungsstufe TensorPulse ist der entsprechende PulseDrive-Aufsatz/Adapter erforderlich.
Wenn die Verschraubungsstufe TensorPulse ohne PulseDrive-Aufsatz/Adapter ausgeführt wird, werden alle Verschraubungen im Status NOK abgeschlossen. Bei einem fehlenden PulseDrive-Aufsatz/-Adapter wird der Schrittfehler „PulseDrive-Aufsatz/-Adapter nicht erkannt“ angezeigt.
Parameter | Beschreibung |
|---|---|
Sollmoment - Ts | Das Sollmoment muss zwischen 0 und dem Höchstdrehmoment des Werkzeugs liegen. |
Pulsenergie Pe | Die Pulsenergie dient der Regelung der Energie-/Stromhöhe bei jedem Impuls. Die Pulsenergie muss zwischen 10% und 100% liegen. |
Tuning-Faktor Reaktionskraft | Mit dem Reaktionskraft-Abstimmungsfaktor wird die Reaktionskraft beim Ausführen der Verschraubungsstufe TensorPulse gesteuert. Die Reaktionskraft ist die Kraft, die das Werkzeug nach jedem Impuls in die entgegengesetzte Richtung dreht. Der Reaktionskraft-Abstimmungsfaktor muss zwischen 0 und 100% liegen. |
In der Verfolgung bedeutet die Winkelumkehr, dass sich das Werkzeug im Impulsbetrieb rückwärts dreht, der Schraubenkopf aber dreht sich, bedingt durch den PulseDrive-Aufsatz/Adapter, nicht zwangsläufig rückwärts.









































