Fasi di serraggio
Questa sezione elenca le fasi di serraggio valide per i controller StepSync Power Focus 6000 e Power Focus 6000.
Parametri generali
Nome
Se necessario, è possibile rinominare ogni fase.
Direzione di rotazione
Ognuna delle fasi di serraggio può andare avanti, ovvero eseguire un serraggio, o indietro, ovvero svitare la vite. La direzione è indicata dalle frecce. Diverse fasi di serraggio presentano una direzione hardcoded in avanti (es. Serra ad angolo, Serra a coppia). Passaggi come Svita ad angolo o Svita a coppia usano una direzione impostata automaticamente su "indietro".
L'impostazione retromarcia non è consentita per gli strumenti configurati con Gear Front Attachment (GFA) di tipo aperto. La direzione di serraggio del programma di serraggio deve essere uguale a quella dell'utensile ad estremità aperta per eseguire un serraggio. È possibile assegnare un programma di allentamento a un programma di serraggio per un utensile con estremità aperta, ma se l'interruttore di direzione è impostato per eseguire il programma di allentamento, l'utensile verrà bloccato.
Categoria fase
Per ogni fase, è possibile scegliere la categoria della fase. Selezionando la categoria della fase, i serraggi NOK saranno elencati nella vista risultati evento con lo stato dettagliato relativo insieme alle informazioni sull'errore multifase corrispondente. Se non si esegue una selezione, lo stato dettagliato sarà impostato su "errore multifase non categorizzato". È possibile personalizzare lo stato dettagliato relativo.
Finestra angolo
Una giuntura è considerata Rigida se la vite è serrata alla coppia completa e ruota di 30 gradi (o meno) dopo essere stata serrata al punto sottotesta. Una giuntura Elastica ruota di 720 gradi o più una volta serrata al punto sottotesta. Il parametro di rigidità definisce la Finestra angolo per il calcolo del gradiente. Più la giuntura è rigida, più la finestra angolo è piccola.
Accelerazione/rampa velocità (disponibile solo in ToolsTalk 2)
Per la maggior parte delle fasi è possibile specificare la modalità di esecuzione dell'accelerazione alla velocità target. Sono possibili tre impostazioni diverse: Rigida, Elastica e Manuale. L'accelerazione definita sarà utilizzata ogni volta che si avvia una fase. Anche se lo strumento è già avviato a una certa velocità all'inizio della fase, la rampa verrà comunque utilizzata per accelerare fino alla velocità target della fase. Ciò avviene anche se la velocità all'avvio della fase è superiore o inferiore rispetto alla velocità target.
ModalitàRampa velocità - Rigida e Elastica:
Accelerazione | Rampa velocità utilizzata |
|---|---|
Rigida | 2000 giri/min/s (una rampa velocità tra 1000 e 10000 giri/min/s è un'accelerazione rigida.) |
Elastica | 500 giri/min/s (una rampa velocità tra 200 e 1000 giri/min/s è un'accelerazione elastica.) |
ModalitàRampa velocità - Manuale:
Parametro | Valore predefinito | Limite minimo | Limite massimo |
|---|---|---|---|
Velocità | 60 giri\min | Deve essere > 0 | Deve essere <= velocità massima strumento |
Accelerazione | 500 giri/min/s | Deve essere > 0 | Deve essere <= accelerazione massima strumento |
Utilizzo di turni di velocità
È possibile definire 1-5 angoli di attivazione o coppie di attivazione durante una fase, dove la velocità cambierà.
I turni di velocità possono essere aggiunti nel campo Configurazione.
In una fase, tutte le attivazioni dei turni di velocità si basano sulla stessa proprietà, vale a dire coppia o angolo. Non è possibile mischiarli durante una fase.
Per aggiungere un turno di velocità:
Nella finestra di dialogo di una fase con turni di velocità, fare clic su Aggiungi turni di velocità. Quindi, selezionare un intervallo di angoli o coppia.
Si aprono i campi Angolo/Coppia turno di velocità.Aggiungere dei valori secondo le tavole di seguito.
Parametro
Descrizione
Angolo/Coppia di attivazione
Deve essere > 0
Velocità
Deve essere > 0
Tipo di rampa velocità
Rigida o elastica.
Le coppie di attivazione e gli angoli di attivazione devono essere inferiori al target della fase, a seconda del tipo di fase e del tipo di grilletto.
La coppia di attivazione e la velocità di coppia vengono convalidate anche rispetto alla coppia e velocità massima dell'utensile.
Un avviso o indicatore d'errore si presente quando le impostazioni del turno di velocità sono superiori ai valori massimi dell'utensile o della fase.
Controllo del comportamento di frenatura (arresto ergonomico/inerzia)
È possibile controllare il comportamento di frenatura di un programma di serraggio multifase in due posizioni del programma: una fase precedente l'inversione della direzione di serraggio e/o nella fase finale del programma di avvitamento. In altre posizioni del programma multifase, i parametri di frenatura non saranno disponibili nelle impostazioni generali della fase. È possibile impostare la velocità di frenatura su Arresto ergonomico o Inerzia. Inerzia comporta la frenatura completa dello strumento, mentre Arresto ergonomico consente un rallentamento più ergonomico del serraggio.
Per impostare il tipo di frenatura, accedere alle impostazioni della fase e impostare il menu a discesa Configurazione freno suArresto ergonomico o Inerzia. Inerzia non presenta parametri aggiuntivi.
Parametri di Arresto ergonomico
Parametro | Descrizione |
|---|---|
Freno adattivo | Consente di impostare il freno adattivo su Attivo o Disattivo |
Tempo di rampa | Disponibile solo se il freno adattivo è impostato su Attivo. Inserire il tempo in ms. |
Elenco delle singole fasi
Le seguenti fasi di serraggio non sono supportate per gli strumenti configurati con Gear Front Attachment (GFA) di tipo open end:
A: svita all'angolo
TrR: svita al rilascio del grilletto
T: svita alla coppia
E: innesta
SR - Rilascio cavità
DT: serra a DynaTork
TP: TensorPulse
C: frizione
La fase avvierà lo strumento con la velocità programmata in avanti fino al rilascio della frizione. Una volta che lo strumento segnala il rilascio della frizione, la fase viene terminata con lo stato OK.
Un programma di serraggio che utilizza la fase della frizione non può disporre di alcun altra fase assegnata.
Questo passaggio è valido solo per gli utensili a frizione BCV-RE e BCP-RE.
Parametro | Descrizione |
|---|---|
Controllo velocità | Una o due velocità |
Velocità finale | Imposta la velocità finale del programma [giri/min] |
Incremento della velocità | Interruttore con cui è possibile scegliere l'incremento della velocità [Rigida, Morbida] |
Riserraggio | Rilevamento del riserraggio impostato su On o Off. |
Angolo di riserraggio | Imposta l'angolo di riserraggio [°] |
CL: rilascio frizione
La fase avvierà lo strumento con la velocità programmata in direzione inversa fino al rilascio del grilletto dello strumento.
Non è possibile assegnare altre fasi ai programmi di allentamento che utilizzano la fase Frizione.
Questo passaggio è valido solo per gli utensili a frizione BCV-RE e BCP-RE.
Parametro | Descrizione |
|---|---|
Finale | Imposta la velocità del programma [giri-min] |
W – Attendi
In questo fase, l'utensile attende il tempo specificato. L'utensile non effettua rotazioni durante l'attesa.
Lo strumento attende per il tempo specificato. Se la posizione di attesa è impostata suOn lo strumento mantiene la posizione durante il Tempo di attesa.
SR - Rilascio cavità
Questa fase avvia l'utensile con la velocità n nella direzione inversa fino a raggiungere l'angolo target. L'angolo target viene misurato dall'avvio della fase.
È permesso l'utilizzo di questa fase solo come ultima fase del percorso di serraggio di un programma di serraggio multifase. Tuttavia, è possibile aggiungere un punto di sincronizzazione dopo questa fase.
Parametro | Descrizione |
|---|---|
Angolo target | L'obiettivo dell'angolo. Predefinito: 3°, deve essere > 0 |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Velocità | Predefinito: 60 giri/min. |
DI. Esegui fino all'ingresso digitale
Questa procedura avvia lo strumento nella direzione definita dal parametro Direzione, fino all'input specificato da Ingresso digitale alto o basso, a seconda del valore di Condizione di arresto.
Questa fase non è disponibile per gli strumenti STB.
Parametro | Descrizione |
|---|---|
Senso di rotazione | Avanti o indietro |
Ingresso digitale | È possibile selezionare uno dei seguenti ingressi digitali locali sul controller:
|
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
Condizione di arresto |
|
Velocità (giri/min) | Predefinito: 60 giri/min. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Disponibile se Tipo di rampa di velocità è Manuale. Predefinito: 500 giri/s. |
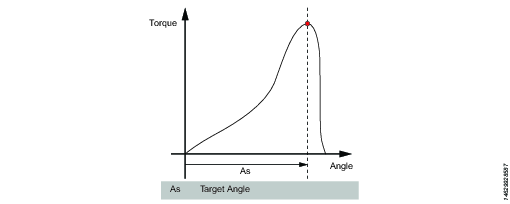
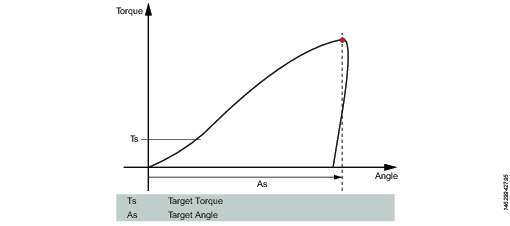
A – Serra ad angolo / Svita ad angolo
A: serra ad angolo
Questa fase avvia lo strumento fino al raggiungimento dell'angolo target. L'angolo target viene misurato dall'avvio della fase.
A: svita all'angolo
In questa fase, l'utensile viene azionato con velocità n in direzione indietro fino al raggiungimento dell'angolo target. L'angolo target viene misurato dall'avvio della fase.
Parametri
Parametro | Descrizione |
|---|---|
Angolo target | L'obiettivo dell'angolo. Deve essere > 0. |
Velocità | Predefinito: 60 giri/min. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
TrR – Svita a rilascio grilletto
Questa fase è valida solo per il controller PF6000.
Questa fase prosegue nella direzione inversa fino a quando il grilletto dell'utensile viene rilasciato (allentato). Utilizzabile solo come ultima fase di un programma.
Per gli strumenti STB, questa fase è applicabile solo per i programmi di allentamento.
Parametro | Descrizione |
|---|---|
Velocità | Valore numerico per la velocità di rotazione in giri/min. |
Tipo di rampa velocità | Elenco delle opzioni in cui è possibile scegliere la crescita della velocità (Rigido, Morbido, Manuale) |
TTTR: serraggio a rilascio grilletto
Questa fase viene eseguita fino al rilascio del grilletto dello strumento (serraggio). Utilizzabile solo come ultima fase di un programma di serraggio.
Parametro | Descrizione |
|---|---|
Velocità | Valore numerico per la velocità di rotazione in giri/min. |
Tipo di rampa velocità | Elenco delle opzioni in cui è possibile scegliere la crescita della velocità (Rigido, Morbido, Manuale) |
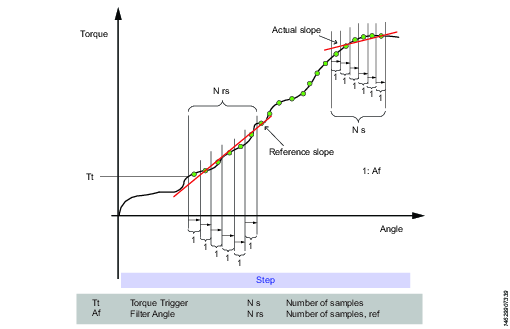
Serra a rendimento, metodo 2 (YM2)
Questa fase è valida solo per il controller PF6 Stepsync e non per il controller PF6000.
Questa fase aziona l'utensile alla velocità specificata nella direzione avanti fino al rilevamento del punto di rendimento.
La ricerca del punto di rendimento inizia quando viene raggiunta la coppia Tt. La media della coppia sopra i gradi Af viene calcolata. Questa procedura si ripete N rs volte.
Una pendenza di riferimento viene calcolata con regressione lineare sui punti N rs. Successivamente, i nuovi valori medi vengono calcolati continuamente su A f gradi.
La pendenza effettiva viene calcolata con la regressione lineare rispetto gli ultimi punti medi di Ns. Il punto di rendimento viene raggiunto quando la pendenza è inferiore a Py % della pendenza di riferimento.
Parametro | Descrizione |
|---|---|
Coppia target | Deve essere > 0. |
Angolo del filtro | Predefinito: 1. Deve essere > 0. |
Numero di campioni | Predefinito: 6. Deve essere >= 4. |
Numero di campioni pf, riferimento | Predefinito: 6. Deve essere >= 4. |
Percentuale punto di rendimento | Predefinito: 90%. Deve essere >20%. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
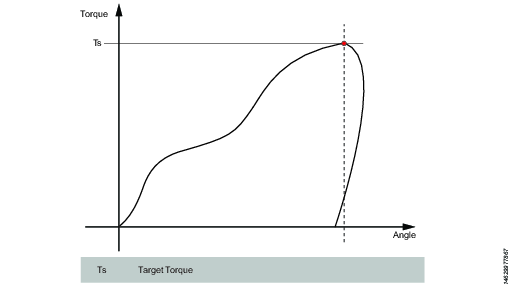
T – Serra a coppia / Svita a coppia
T: serra a coppia
Questo passaggio fa funzionare l'utensile con la velocità programmata in avanti fino a raggiungere la coppia target.
Parametro | Descrizione |
|---|---|
Coppia target | L'obiettivo della coppia. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
T: svita alla coppia
In questa fase, l'utensile viene azionato con la velocità in direzione indietro. Per attivare la fase, la coppia deve superare il 110% della coppia target. La coppia target deve essere impostata su un valore positivo. Dopo aver raggiunto la coppia target, la fase prosegue fino a quando la coppia scende al di sotto della coppia target.
Parametro | Descrizione |
|---|---|
Coppia target | L'obiettivo della coppia. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
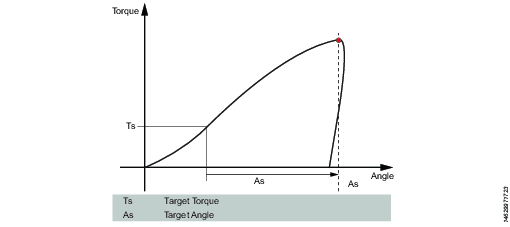
T+A – Serra a coppia più angolo
Questa fase avvia lo strumento fino al raggiungimento della coppia target. Da questo punto continua a eseguire un angolo target aggiuntivo.
Parametro | Descrizione |
|---|---|
Coppia target | L'obiettivo della coppia. Deve essere > 0. |
Angolo target | L'obiettivo dell'angolo. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Velocità | Predefinito: 60 giri/min. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
T|A – Serra a coppia o angolo
Questo passaggio fa funzionare l'utensile con la velocità n in avanti fino a raggiungere il primo target di coppia o target angolare. Le misurazioni di coppia e angolo si avviano all'inizio della fase.
Parametro | Descrizione |
|---|---|
Coppia target | Deve essere > 0. |
Angolo target | Deve essere > 0. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
T&A – Serra a coppia e angolo
Lo strumento funziona fino alla velocità specificata in avanti fino a raggiungere sia la coppia target che l'angolo target. La coppia target e l'angolo target devono essere impostati su > 0.
Parametro | Descrizione |
|---|---|
Coppia target | Deve essere > 0. |
Angolo target | Predefinito: 0. Deve essere > 0. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
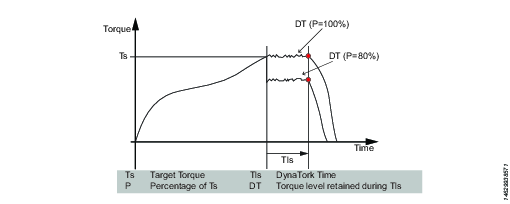
DT – Serra a DynaTork
Questa fase avvia l'utensile con velocità in avanti fino a quando la Coppia target viene raggiunta. Lo strumento mantiene costante la posizione attuale alla Percentuale DynaTork della Coppia target durante il Tempo DynaTork.
Per evitare il surriscaldamento dello strumento si raccomanda caldamente di non eseguire mai DynaTork oltre il 40% della coppia massima dello strumento.
Parametro | Descrizione |
|---|---|
Coppia target | L'obiettivo della coppia. Deve essere > 0. |
Tempo DynaTork | Il tempo in cui DynaTork sarà attivo. |
Percentuale DynaTork | La percentuale di Coppia target. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Velocità (giri/min) | Predefinito: 60 giri/min. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
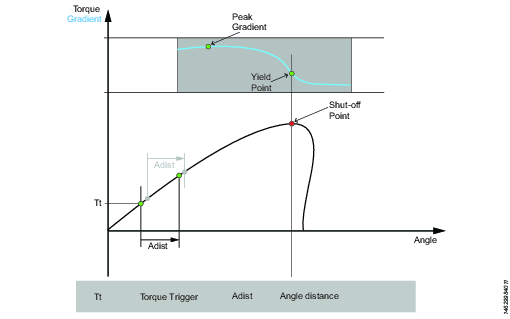
Y – Serra a rendimento
Questa fase non è disponibile per gli strumenti STB.
Questa strategia esegue lo strumento alla velocità nella direzione in avanti fino al rilevamento del punto di rendimento. Il punto di rendimento è rilevato monitorando il gradiente della coppia dal punto in cui la coppia supera il livello della Coppia di attivazione, calcolato sulla base delle misure della distanza coppia e angolo. Il parametro della distanza angolo è impostato secondo la rigidità specificata della giuntura.
Impostare la Finestra angolo gradiente (per giuntura rigida, giuntura elastica o impostazione manuale della finestra angolo). Se si seleziona Manuale , è necessario impostare la Finestra angolo . Una giuntura è considerata Rigida se la vite è serrata alla coppia completa e ruota di 30 gradi (o meno) dopo essere stata serrata al punto sottotesta. Una giuntura Elastica ruota di 720 gradi o più una volta serrata al punto sottotesta. Il parametro di rigidità definisce la Finestra angolo per il calcolo del gradiente. Più la giuntura è rigida, più la finestra angolo è piccola.
Parametro | Descrizione |
|---|---|
Finestra angolo gradiente | Specifica la Finestra angolo:
|
Finestra angolo | Disponibile quando Finestra angolo gradiente è impostata su Manuale. Deve essere > 0 e <= 100. |
Coppia di attivazione | La misurazione dell'angolo inizia da questo trigger. Deve essere >= 0 e < coppia max utensile. |
Smorzamento | Frequenza con cui viene calcolato il gradiente. Deve essere > 0 e < 100 e < Finestra angolo. |
Percentuale del punto di rendimento | Deve essere >= 20% |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Tipo di filtro di coppia | Il tipo di filtro:
|
Frequenza di taglio | Deve essere specificata quando Tipo di filtro di coppia è impostato su Passa basso:
|
Numero di campioni | Deve essere specificata quando Tipo di filtro di coppia è impostato su Media scorrevole:
|
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
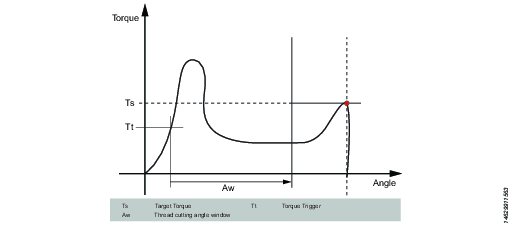
ThCT: spanatura a coppia
La funzione Spanatura a coppia consente il serraggio quando la coppia di avvitamento richiesta è maggiore della coppia di Avvitamento completo, ad esempio per il serraggio di strati sottili di metallo tramite viti auto-filettanti. Lo strumento viene eseguito nella direzione in avanti fino al raggiungimento dell' Angolo di spanatura (Aw). La finestra angolo di spanatura viene misurata da quando la coppia supera la coppia di attivazione spanatura (Tt) per la prima volta. Dal punto in cui si raggiunge l'angolo di spanatura, continuerà l'esecuzione della fase continua fino al raggiungimento della coppia target (Ts).
Parametro | Descrizione |
|---|---|
Coppia target | Deve essere > 0. |
Finestra angolo autofilettatura | Predefinito: 0. Deve essere > 0. |
Coppia di attivazione | La misurazione dell'angolo inizia da questo trigger. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
RD – Avvitamento
Questa fase non è disponibile per gli strumenti STB.
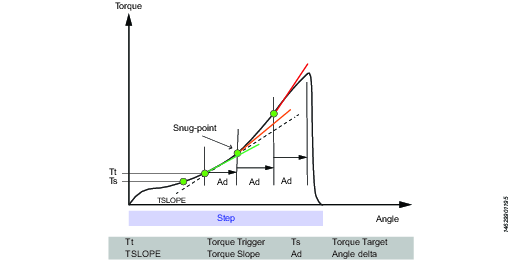
L'avvitamento è la fase di serraggio che va da quando la vite entra nella filettatura fino ad appena prima che la testa della vite tocchi la superficie sottostante e raggiunga il punto sottotesta. La coppia richiesta durante l'avvitamento non contribuisce alla forza di serraggio.
In questa fase, l'utensile viene azionato con la velocità in direzione avanti e, in base al Tipo di avvitamento, coppia e sottotesta il comportamento della fase è il seguente:
Tipo di avvitamento Alla coppia: la fase si arresta quando viene individuata la coppia target specificata.
Tipo di avvitamento Fino alla battuta: il calcolo del gradiente del sottotesta inizia al livello di trigger di coppia specificato Tt. Se non è impostato alcun trigger di coppia, il calcolo del gradiente viene avviato all'inizio della fase.
Il calcolo della pendenza viene effettuato tra due punti angolari distanti Ad gradi e calcolato come: (Tn - Tn-1) / (An - An-1) e non appena due pendenze successive sono più grandi di TSLOPE, viene trovato il punto del sottotesta.
Parametro | Descrizione |
|---|---|
Tipo di avvitamento | Fino alla coppia o al sottotesta. |
Coppia target | Predefinito: "non impostata". Deve essere > 0. |
Velocità | Predefinito: 60 giri/min. Deve essere > 0. |
Tipo di rampa velocità | Rigido, morbido o manuale. Predefinito: Rigido. Se si seleziona Manuale, viene visualizzato il campo Rampa velocità. |
Aumento della velocità | Se il tipo di rampa di velocità è manuale, si apre questo campo. Predefinito: 500 giri/s. |
Coppia di attivazione | Se Tipo di avvitamento è Fino al sottotesta, viene visualizzato il campo Coppia di attivazione. Predefinito: "non impostata". Deve essere > 0. |
Angolo delta | Se Tipo di avvitamento è Fino al sottotesta, viene visualizzato il campo Angolo delta. Predefinito: "0". Deve essere > 0. |
Tasso della coppia | Se Tipo di avvitamento è Fino al sottotesta, viene visualizzato il campo Tasso della coppia. Predefinito: "0". Deve essere > 0. |
Freno (Valido solo per i controller PF6 Flex e PF6 Stepsync). | Se On, l'utensile verrà arrestato una volta raggiunto il target. Se Off, il programma passa direttamente alla fase successiva senza arrestare l'utensile. |
E: innesta
Questa fase non è disponibile per gli strumenti STB.
Questa fase avvia lo strumento in entrambe le direzioni fino all'innesto della vite nell'attacco. La fase continua fino al raggiungimento della Coppia target o Angolo target, purché Continuare se non innestato sia impostato su Sì. Se l'angolo target è raggiunto in ogni direzione, la direzione viene invertita. Limita le iterazioni di ricerca con l'inserimento di Max tentativi di innesto. Se viene raggiunta la coppia target in qualsiasi direzione la fase finisce con lo stato OK .
Ext - Risultato esterno
Risultato esterno è una strategia impiegata quando viene indicato un serraggio OK da un segnale digitale esterno (e non dai valori di coppia o angolo misurati durante il serraggio). Questo segnale esterno può essere fornito usando qualsiasi mezzo in grado di fornire un segnale digitale a Power Focus 6000 (per es. bus I/O).
Quando il segnale viene inviato, la pagina Risultati (dati inseriti) mostrerà il valore del parametro target fornito nel programma di serraggio (valore di coppia specificato, valore dell'angolo o stringa di testo). Questi valori (coppia e angolo) non rappresentano i valori effettivi misurati, ma solo il testo inserito.
Parametro | Descrizione |
|---|---|
Coppia <Coppia target> | Valore numerico per il valore di coppia target visualizzato e desiderato. Un segnale potrebbe per esempio venire da Fare clic su avvitatore e visualizzare <Coppia target>. |
Angolo <Angolo target> | Valore numerico per il valore di angolo target visualizzato e desiderato. Un segnale potrebbe per esempio venire da Fare clic su avvitatore e visualizzare <Angolo target>. |
Testo | Stringa alfanumerica per il testo visualizzato e desiderato. Ad esempio: "L'olio è stato cambiato". |
MWR: chiave meccatronica
La chiave meccatronica è una fase specializzata che può essere utilizzata solo in combinazione con la chiave meccatronica (MWR).
Non è possibile utilizzare questa fase in combinazioni con altre. Non è possibile utilizzare limitazioni con questa fase. Per impostazione predefinita, la fase presenta tre monitor: Picco di coppia, Angolo e Clic.
Parametro | Descrizione |
|---|---|
Limite di allentamento | Valore numerico per coppia negativa (ovvero coppia nella direzione di allentamento). A questo punto, il risultato di serraggio è contrassegnato come NOK (direzione falsa di serraggio, allentare) in Nm. |
Dimensione dell'utensile | Valore numerico della lunghezza specifica dello strumento del raccordo finale installato su MWR-TA ed espresso in mm. |
Piegatura dell'utensile | Valore numerico per lo strumento del raccordo finale installato su MWR-TA ed espresso in °/Nm. |
Finestra dell'angolo di riserraggio | Valore numerico dell'angolo che consente di stabilire se la vite è stata già serrata e se la coppia è stata raggiunta, espresso in °. |
Velocità angolare massima | Valore numerico della velocità massima di serraggio di una vite, espresso in °/s. |
WP: produzione della chiave
Strategia utilizzata per il test della qualità del serraggio con STwrench.
Parametro | Descrizione |
|---|---|
Strategia di controllo | Il Produzione chiavi è un tipo di fase che può essere configurato con le seguenti strategie di controllo.
|
In base alla strategia di controllo selezionata, verrà visualizzata una combinazione di alcuni dei parametri elencati di seguito.
Parametri | Descrizione |
|---|---|
Coppia target | Definisce la coppia target per la fase di serraggio. |
Misura la coppia a | Specifica dove verrà misurata la coppia. Scegliere tra Coppia massima o Angolo di picco.
|
Limite di ricerca dell'angolo | Questo è un offset utilizzato per impostare il valore del risultato della coppia per un serraggio. Misurare la coppia a deve essere impostato su Angolo di picco affinché questo parametro sia disponibile. |
Tempo di rotazione cricchetto | Il valore numerico predefinito per il tempo di rotazione cricchetto è 5000 ms. Ciò consente all'operatore di rilasciare la coppia per un breve tempo e di ricaricare durante le operazioni di serraggio. Se Tempo di rotazione cricchetto viene superato, il risultato del serraggio viene contrassegnato come NOK con il motivo "Timeout di serraggio". |
Tempo di fine ciclo | Valore numerico in ms per indicare il tempo di fine ciclo. Viene applicato quando la coppia scende al di sotto del completamento dell'avvitamento |
Coefficiente di correzione coppia | Il parametro viene utilizzato per correggere la lettura della coppia quando si utilizza un'estensione o un moltiplicatore di coppia sulla chiave. Il valore predefinito è 1. |
Correzione angolo | Il parametro viene utilizzato per correggere la lettura dell'angolo quando si utilizza un'estensione o un moltiplicatore di coppia sulla chiave. Il valore predefinito è 0. |
Angolo finale | Definisce l'angolo finale per la fase di serraggio. |
Rilevamento riserraggio | On o Off. Il rilevamento riserraggio può essere utilizzato per determinare quando un serraggio è un riserraggio in base all'impostazione del limite dell'angolo. Limite angolo per riserraggio è abilitato se Direzione riserraggio è impostato su On. |
Coefficiente di pendenza lineare | Il coefficiente di pendenza lineare caratterizza la rigidità articolare nella parte lineare della curva, come pendenza di coppia/angolo nell'unità di misura Nm/Deg. |
Valore di compensazione | Scegliere tra Coppia media e Coppia massima. Il valore di compensazione specifica in modo in cui verrà calcolato il PVT. Coppia media: il PVT si baserà su una media calcolata utilizzando quanto segue:
Coppia massima: il PVT si baserà sul valore di picco misurato prima del rilevamento del sottotesta. |
Ritardo monitoraggio | Il calcolo PVT non inizierà prima del superamento di questa finestra e inizia all'avvio del serraggio. |
Intervallo PVT | Impostare per il numero di gradi calcolare la finestra PVT, a partire dal punto di distanza PVT. |
Distanza PVT | Impostare il numero gradi prima che il sottotesta del sistema debba avviare la finestra PVT. |
Coppia prevalente min | Limite minimo della coppia prevalente. |
Coppia prevalente max | Limite massimo della coppia prevalente |
WQ: qualità della chiave
Strategia usata per la test della qualità dei serraggi con STwrench.
Parametro | Descrizione |
|---|---|
Strategia di controllo | La strategia Qualità chiave può essere configurata con le seguenti strategie di controllo.
|
In base alla strategia di controllo selezionata, verrà visualizzata una combinazione di alcuni dei parametri elencati di seguito.
Parametri | Descrizione |
|---|---|
Tempo di rotazione cricchetto | Il valore numerico predefinito per il tempo di rotazione cricchetto è 5000 ms. Ciò consente all'operatore di rilasciare la coppia per un breve tempo e di ricaricare durante le operazioni di serraggio. Se Tempo di rotazione cricchetto viene superato, il risultato del serraggio viene contrassegnato come NOK con il motivo "Timeout di serraggio". |
Coefficiente di correzione coppia | Il parametro viene utilizzato per correggere la lettura della coppia quando si utilizza un'estensione o un moltiplicatore di coppia sulla chiave. Il valore predefinito è 1. |
Correzione angolo | Il parametro viene utilizzato per correggere la lettura dell'angolo quando si utilizza un'estensione o un moltiplicatore di coppia sulla chiave. Il valore predefinito è 0. |
Angolo finale | Definisce l'angolo finale per la fase di serraggio. |
Rilevamento riserraggio | On o Off. Il rilevamento riserraggio può essere utilizzato per determinare quando un serraggio è un riserraggio in base all'impostazione del limite dell'angolo. Limite angolo per riserraggio è abilitato se Direzione riserraggio è impostato su On. |
Coefficiente di pendenza lineare | Il coefficiente di pendenza lineare caratterizza la rigidità articolare nella parte lineare della curva, come pendenza di coppia/angolo nell'unità di misura Nm/Deg. |
TP: TensorPulse
Prima della fase di serraggio TensorPulse, installare il seguente tipo di licenza sul controller:
Strategie a bassa reazione
TensorPulse valida solo per gli utensili seguenti: ETV-STR61-100-13, ETV-STR61-70-13, ETV-STR61-50-10.
Questa fase crea impulsi di serraggio nella direzione avanti finché non viene raggiunta la coppia target.
Se la fase di serraggio TensorPulse è in esecuzione, utilizzare la bussola/l'adattatore PulseDrive necessario.
In caso di esecuzione della fase di serraggio TensorPulse senza la bussola/l'adattatore PulseDrive, tutti i serraggi risulteranno NOK. Viene visualizzato l'errore della fase "Bussola/adattatore PulseDrive non rilevato" in caso di assenza di bussola/adattatore PulseDrive.
Parametro | Descrizione |
|---|---|
Coppia target: Ts | La coppia target deve essere compresa fra 0 e la coppia massima dell'utensile. |
Energia dell'impulso: Pe | L'energia dell'impulso consente di controllare la quantità di energia/corrente in ciascun impulso. L'energia dell'impulso deve essere compresa fra 10% e 100%. |
Fattore di calibrazione della forza di ritenzione | Il fattore di calibrazione della forza di ritenzione consente di regolare la forza di reazione durante l'esecuzione della fase TensorPulse. È la potenza che sposta l'utensile nella direzione opposta dopo ciascun impulso. Il fattore di regolazione della forza di ritenzione deve essere compreso tra 0 e 100%. |
Nella traccia, l'inversione dell'angolo implica che l'utensile ruoterà all'indietro per abilitare gli impulsi, ma la testa del bullone non ruoterà necessariamente all'indietro a causa della bussola/dell'adattatore PulseDrive.









































